Сварка инвертором проводов: Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
alexxlab | 13.11.2020 | 0 | Разное
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.

Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ
 Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
 При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
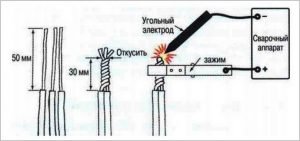
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды
 Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
Сварка проводов инвертором своими руками: медных, алюминиевых
Чаще всего для производства электрической проводки используют медные провода. Алюминиевый аналог практически не используется. Сварку проводов, изготовленных из меди, делают с применением не только переменного, но и постоянного тока. Его напряжение находится в границах следующего диапазона: 12–36 B. При этом подача тока должна изменяться. Сварка проводов инвертором имеет свои особенности.
Аппараты инверторного типа

Преимущества сварочных инверторов
Плюсы инверторных агрегатов хорошо знакомы специалистам. Определенные модели оснащены ремешком, который позволяет носить инвертор на плече. Это дает возможность осуществлять сварочные работы со скруткой в распаечной коробке, стоя на стремянке. Инвертор можно подключать к бытовой электропроводке, так как аппарат имеет небольшое энергопотребление.
Инверторы обладают обширным спектром регулировки электротока. Их дуга весьма стабильная, прекрасно зажигается при небольших токах сварки. По этой причине и неподготовленный электрогазосварщик быстро способен достичь восхитительного эффекта и добиться оптимального качества сварки проводов.
Бытовые сварочные устройства маркируются аббревиатурой MMA. Затем указываются цифры, обозначающие величину рабочего тока – 200 или 250 B. Профессиональное устройство функционирует в температурном спектре до 150 градусов. Домашний аппарат обладает спектром от 0 до +30. Еще одним отличием домашнего устройства от профессионального и промышленного является длительность цикла работы.

Алгоритм работы сварочного инвертора
Инвертор профессионального типа будет функционировать 8 часов с небольшими перерывами, промышленный – 24 часа с перерывом на 30 минут. Аппарат, предназначенный для бытовой эксплуатации, функционирует без перерывов 30 минут, а затем в течение часа остывает.
При сварке кабеля медного типа используется специальный угольный омедненный электрод, который именуют в простонародье «карандаш». Если угольного электрода нет, можно взять стандартный угольный стержень от непригодной батарейки. Сварочный ток, в зависимости от сечения и числа проводков, используется разного напряжения. Подходящим является тот режим, при котором прилипание электрода не происходит к участку сварки, а дуга устойчива.
Технологический процесс
Сварка проводов производится с применением технологии, благодаря которой получается оптимальный результат. Сварка проводов инвертором осуществляется поэтапно:
Сварка проводов инвертором
- Нужно зачистить кабель от внешней изоляции.
- Потом делают скрутку, подрезав ее так, чтобы кончики проводков находились на одном уровне, при этом минимальная длина скрутки должна быть 50 мм.
- Затем необходимо поставить медный зажим, который отводит тепло, и включить инвертор.
- Поднести кончик угольного карандаша к готовой скрутке, зажатой в держаке, и произвести соединение проводов сваркой.
- Через несколько секунд на конце скрутки сформируется небольшой шарик из расплавленного металла, после этого работы прекращают. Чтобы изоляционная оболочка в процессе работы не расплавлялась, с каждой из скруток работают не больше 2 секунд.
- После полного остывания кабеля, проводки изолируют при помощи обыкновенной изоляционной ленты или трубки термоусадочной.
Специфика сварочных работ с алюминиевыми проводами
Самым надежным способом сварки торца скрутки считается точечный метод. Преимущество этого способа заключается в том, что при сварочных работах происходит слияние металла проводников. И если при других вариантах может возникнуть переходное сопротивление площади контакта, то при точечном режиме этого не происходит. Соединенные электросваркой провода долговечны, их не требуется периодически обслуживать, осматривать и ремонтировать.
Возможные осложнения работы
При работе с кабелем из алюминия возникает ряд трудностей:

Сварка алюминиевых проводов
- Осуществить качественное соединение сложно из-за оксидной пленки, стремительно образующейся на металле. Это мешает получить однородное соединение проводков.
- Повышенная текучесть алюминия в расплавленном состоянии мешает добиться хорошего качества шва при сварке плотного соединения.
- Следует учесть усадку металла. Но полученный результат всегда допустимо улучшить при помощи дополнительной обработки скрутки.
Осуществлять действия с алюминиевым кабелем дома — сложная задача. Следует точно выбрать правильный сварочный режим. Бытует ошибочное мнение, что у инверторов постоянное выходное напряжение.
На самом деле устройство оснащено регулировкой силы электротока и напряжение можно понизить, в зависимости от диаметра провода:
| Напряжение, B | Диаметр проводков, мм |
| 25 | 0,5–1,0 |
| 20 | 0,3–0,5 |
| 12 | 0,1–0,3 |
| 10 | 0,05–0,1 |
А также следует правильно подобрать диаметр электрода, в зависимости от площади сердечника:
| Толщина металла, мм | 1–3 | 3–4 | 4–5 | 5–6 | 6–8 | 8–11 | 12–15 | 15–18 |
| Диаметр сварочного электрода, мм | 1,0–1,5 | 1,6–2,0 | 2,0–2,4 | 2,5–3,1 | 3,2–3,9 | 4,0–4,9 | 5,0–5,9 | 6,0 и более |
| Рекомендуемые значения тока, A | 20–60 | 50–90 | 60–100 | 80–120 | 110–150 | 140–180 | 180–220 | 220–260 |
Величина сварочного электротока варьируется в зависимости от количества проводов и их диаметра:
| Величина тока, A | Количество проводков | Сечение провода, мм |
| 70 | 2 | 1,5 |
| 80 | 3 | 1,5 |
| 100 | 2 | 2,5 |
| 120 | 4 | 2,5 |
При сварочных работах с переменным электротоком тяжело добиться хорошего результата и требуется немало мастерства, чтобы получить качественное соединение. Именно поэтому непрофессионалу потребуется хороший аппарат для освоения азов.
Видео по теме: Простой способ сварки скруток
Пошаговая последовательность получения надежного и безопасного соединения медных проводов методом сварки
Среди различных способов соединения медных носителей тока лучше всего зарекомендовал себя метод сварки. Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
 Примерная стоимость угольных электродов на Яндекс.маркет
Примерная стоимость угольных электродов на Яндекс.маркетСварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
 Примерная стоимость графитовых электродов на Яндекс.маркет
Примерная стоимость графитовых электродов на Яндекс.маркетГрафитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
 Примерная стоимость инверторов для сварки на Яндекс.маркет
Примерная стоимость инверторов для сварки на Яндекс.маркетРекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка. Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
сборка сварочника своими руками и методика сварки кабелей
Сварка проводов — это один из разрешенных в ПУЭ методов соединения. Данный способ выделяется повышенной надежностью и гарантирует минимальное переходное сопротивление скрутки. Поэтому если необходимо выполнить надежную и долговечную проводку, то лучше всего воспользоваться именно сваркой.
Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.
 Сварка проводов угольным электродом
к содержанию ↑
Сварка проводов угольным электродом
к содержанию ↑Почему не получится паяльником
Паяльником сварить провода не получится. Сварка и пайка — это вещи абсолютно разные. При спаивании проводники соединяются посредством припоя. Он затекает между токоведущими жилами и играет роль электропроводящего клея. При сваривании контакт получается иным образом. Проводники расплавляются и, находясь в жидком виде, смешиваются друг с другом. Полученное соединение на порядок надежнее пайки.
 Пайка проводов паяльником
к содержанию ↑
Пайка проводов паяльником
к содержанию ↑Аппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
- Железный трансформатор. Простой и надежный аппарат.
- Сварочные инверторы. Современное, удобное решение.
 Аппарат для сварки скруток
к содержанию ↑
Аппарат для сварки скруток
к содержанию ↑Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.
 Трансформатор для сварки проводов
Трансформатор для сварки проводовУ железных трансформаторов есть весомые преимущества:
- надежность;
- простота ремонта;
- неприхотливость к условиям работы.
Имеются и недостатки:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.
Минусы:
- сложный ремонт, требующий опыта и знаний в электронике;
- аппарат нужно содержать в чистоте и сухости, иначе он сгорит в неподходящий момент.
 Инверторный прибор для электропроводки
Инверторный прибор для электропроводкик содержанию ↑Это интересно. Существует необычный способ соединения — ультразвуковая сварка. Он позволяет сплавлять на молекулярном уровне то, что на первый взгляд невозможно соединить подобным образом. Например, припаять медный проводник к стеклу или керамике.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
 Понижающие трансформаторы для изготовления аппарата
Понижающие трансформаторы для изготовления аппаратак содержанию ↑Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.

Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
к содержанию ↑Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
к содержанию ↑Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.

Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
 Самодельные держаки для сварки
Самодельные держаки для сваркиДержак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
к содержанию ↑Инструменты и материалы для сварки
Одного сварочника недостаточно для того, чтобы выполнить качественное соединение проводов. Полный список всего необходимого выглядит следующим образом:
- Сварочный аппарат. Инверторный или трансформаторный.
- Электроды. Медно-графитовые покупные или самодельные.
- Средства защиты. Очки, перчатки.
- Ручной инструмент. Пассатижи, кусачки.
Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Дополнительно он создает гальваническую развязку между человеком и розеткой.

Графитовые электроды
Медно-графитовые и угольные стержни выдерживают огромные температуры. В процессе работы они нередко раскаляются добела. При этом сам электрод практически не разрушается. Работая с ними, следует быть осторожным. Графит — материал хрупкий. Электрод способен треснуть от случайного удара о твердую поверхность. Купить новый в ближайшем магазине не получится.
 Электроды угольные омедненные
к содержанию ↑
Электроды угольные омедненные
к содержанию ↑Средства индивидуальной защиты
При сварке проводов появляется ряд опасных для здоровья факторов. Наиболее весомые из них таковы:
- Яркое излучение от электродов. Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.
- Высокая температура сварки свыше 1300°C. Здесь пригодятся перчатки из негорючих материалов. Обжечь может не столько прикосновение к раскаленному металлу, сколько его брызги и искры.
- Риск поражения электрическим током. Подобные устройства для сварки работают от розетки. Не всегда с ними обращаются достаточно аккуратно. Поэтому возможно повреждение изоляции и попадание корпуса аппарата или его вторичной обмотки под потенциал сети. Для защиты от этого фактора пригодятся знания в электрике, технике безопасности и здравый смысл.
 Средства защиты сварщика
к содержанию ↑
Средства защиты сварщика
к содержанию ↑Прочий инструмент для сварки проводов
Из ручного инструмента пригодятся пассатижи, кусачки и нож. Возможно, понадобится и другой инструмент, но его уже каждый выбирает исходя из собственной технологии сварки проводов. Пассатижи нужны, чтобы держать спаиваемую скрутку. Кусачки — чтобы подрезать ее до нужной длины. Нож — для снятия изоляции с проводов. По сути, все перечисленное возможно сделать одними только пассатижами, но это будет не так удобно, как использовать отдельный инструмент для каждой операции.
 Плоскогубцы и бокорезы электромонтажные
Плоскогубцы и бокорезы электромонтажныек содержанию ↑Дополнительная информация. Возможно немного схитрить. Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.

Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.

Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
 Комплект для термитной сварки
Комплект для термитной сваркик содержанию ↑Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Скрутка проводов перед сваркой
Сварка кабелей выполняется, как правило, в распределительной коробке. Поэтому более всего она пригодна для разветвительных скруток, в которых есть один приходящий (питающий) провод и множество отходящих на розетки, выключатели и прочие потребители.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
 Сварка позволяет получить надежное соединение проводов
Сварка позволяет получить надежное соединение проводовДля сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Сварка проводов: сборка сварочника своими руками и методика сварки кабелей
Сварка медных проводов: технология, аппарты для сварки
Необходимость сварки медных проводов связана с повышением надёжности электросетей. Это долговечный, прочный тип соединения и поэтому востребован в различных сферах производства. Технология доступна для освоения новичками, требует применения относительно несложного оборудования.
 Сваренные медные провода
Сваренные медные проводаТехнология сварки проводов из меди
Соединение проводов возможно выполнить двумя способами:
- контактным, заварить скрутку;
- выполнить сварку.
Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.
Особенности сварки медных проводов
Сварка медных проводов имеет следующие особенности:
- применяются только графитовые электроды;
- длина зачистки изоляции должна составлять более 50 мм;
- процесс сваривания должен быть кратковременным, чтобы не расплавить жилу и не нарушить изоляционный материал;
- при работе важно пользоваться средствами защиты от ожогов и поражения током;
- подходящие режимы определяются экспериментально, поэтому заранее рекомендуется потренироваться на отдельных участках проводников.
 Зачистка медных проводов для сварки
Зачистка медных проводов для сваркиАппараты для сварки медных проводов
Сваривание проводников из меди выполняется аппаратами с напряжением до 20 В. Применяется инверторное или трансформаторное оборудование, позволяющее зажигать небольшую дугу.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Понижающие трансформаторы применяют для сваривания любых типов медной проводки, включая проведение работ в распределительной коробке. Сварочник допускается использовать только для соединения обесточенной проводки.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инверторный способ сварки подходит для новичков, так как он достаточно прост в реализации.
 Инвертор для сварки
Инвертор для сваркиМожно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
- угольный;
- графитовый.
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +38000С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.
Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.
 Электроды для сварки
Электроды для сваркиКак сварить медные провода
Поэтапная сварка проводов своими руками в домашних условиях:
- Снимается изоляция не менее 10 см.
- Делается скрутка.
- Присоединяется масса к проводнику от трансформатора или инвертора.
- Включается питание инвертора.
- Подводится электрод к точке сварки скрутки до такого расстояния, при котором будет сформирована стабильная дуга.
- Выдерживается дуга в течение 1–2 с.
- Отводится электрод к другой скрутке, если делается сварка многожильных проводов.
- Выключается инвертор.
- Выжидается определённое время для остывания проводов.
- Оголённые контакты скрутки изолируются термоусадочной трубкой или изолентой.
Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
- используется постоянный ток, полярность подключения прямая;
- в качестве присадки используются алюминиевые прутки;
- сила тока выбирается в пределах от 500 до 550 А, а напряжение — 50 до 60 В;
- применяются графитовые электроды.
Меры безопасности
При сварке скруток медных проводов важно соблюдать следующие меры безопасности:
- требуется выполнять заземление оборудования, находящегося под током;
- запрещено использовать провода для электродов без качественной изоляции;
- эксплуатация сварочного оборудования проводится в стандартных режимах, не противоречащих заявленным требованиям изготовителя.
Сваривание выполняется только в защитной среде без прямого контакта с воздухом. Поэтому подойдёт маломощный аппарат, работающий на переменном или постоянном токе.
Сварка скруток инверторным аппаратом и самодельным устройством
При производстве электромонтажных работ, в частности при устройстве, ремонте или замене электропроводки, невозможно обойтись без соединений проводов. Они обязательно встречаются в распределительных коробках, к ним прибегают при замене неисправного участка цепи.
Одним из видов надежного неразъемного соединения является сварка скруток, когда провода вначале скручивают, а затем сваривают.
Особенности соединений
Существует довольно много способов соединить провода – при помощи винтовых и самозажимных клемм, обжимных гильз, болта и гайки (через шайбу). Но чаще всего, концы проводов соединяют скруткой, то есть попросту скручивают.

Все перечисленные способы имеют один существенный недостаток. Даже при соблюдении правил и технологии производства работ, площадь зоны контакта двух проводников оказывается меньше рабочего сечения жилы.
При достаточно высокой нагрузке (не превышающей, тем не менее, допускаемую) место контакта будет нагреваться. Что может привести к расплавлению изоляции, короткому замыканию, пожару.
 Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Соединение пайкой достаточно трудоемко. А если учесть, что распределительные коробки, как правило, находятся на уровне 2,3-2,5 метра от пола, работы выполнять очень неудобно.
Ведь помимо паяльника, необходимо иметь при себе припой, и иногда еще и флюс. И все это на высоте. К тому же, чтобы соединение получилось качественным, его необходимо прогреть в течение довольно длительного времени, что тоже не ускоряет процесс работы.
Преимущества способа
Сварка скрутки является более технологичным видом соединения. Она выполняется быстрее, к тому же не требуется никакой присадочный материал. Оплавляемые концы скрученных проводов образуют прочное соединение, не подверженное электрохимической коррозии.
Для сварки потребуется дополнительное оборудование, и это – единственный недостаток. При отсутствии специального сварочного аппарата для сварки скруток, можно воспользоваться инверторным сварочным аппаратом, а можно изготовить такой аппарат своими руками.
Особенностью сварки скруток является то, что она проводится угольным неплавящимся электродом, который для удобства лучше заточить под конус.
Технология процесса
 Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Далее на провода подается «масса» и кратковременными касаниями электродом конца скрутки, возбуждается дуга, которая и оплавляет медные жилы. Время действия дуги не должно превышать 1-2 с, иначе скрутка сильно разогреется, изоляция может оплавиться.
В результате сварки, на конце скрутки должен получиться однородная застывшая капля металла в форме шара. Остывшее соединение изолируют любым допустимым способом. На данный момент популярна термоусадочная трубка, которую предварительно надевают на один из проводов.
Использование инверторного аппарата
 Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Это позволяет использовать инверторные аппараты, подключив их к бытовой сети переменного тока, не опасаясь возникновения скачков и падений напряжения. Инверторы обеспечивают отличные параметры выходного тока, что позволяет поддерживать ровную и мощную дугу.
Значение тока может различаться в зависимости от материала жилы и сечения. Так, как в настоящее время алюминиевые кабели с алюминиевыми жилами не используются для устройства внутренней электропроводки, параметры сварочного аппарата можно подбирать, исходя из требований к сварке медных жил.
Примерные требования таковы:
- для сварки двух проводов сечением 1,5 мм² необходимо значение тока 70-75 А;
- скрутку трех таких проводов сваривают током 80-90 А;
- два-три провода сечением 2,5 мм² нужно сваривать током 80-100 А;
- три-четыре таких же провода соединяются при использовании тока 100-120 А.
Из-за высокой стоимости инверторных сварочных аппаратов, приобретать их для выполнения только сварки скруток нерентабельно. Если использовать некоторые детали, которые можно без труда приобрести или извлечь из старых электроприборов, изготовить устройство для сварки скруток своими руками не представит особого труда.
Самодельный аппарат
 Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
При сборке аппарата необходим прочный металлический корпус подходящих размеров, в котором необходимо предусмотреть возможность установки предохранителя или автоматического выключателя номиналом 16 А.
Питающее напряжение на трансформатор должно подаваться кабелем с медными жилами и сечением не менее 1,5 мм². Лучше использовать для этого кабель типа КГ 3х1,5 с резиновой изоляцией. Корпус прибора и сердечник трансформатора необходимо подключить к заземляющему проводнику.
Для соединения трансформатора с контактом «массы» и держателем используются два провода с сечением 10,0 мм², например КГ 1х10. Длина их должна быть как можно меньшей, что бы избежать потерь тока. Держатель можно использовать от любого сварочного аппарата, отслужившего свой срок.
Угольный электрод можно сделать, разобрав старый элемент питания 373. Сердечник, он же положительный электрод, подойдет для этой цели, как нельзя лучше.
Если такой сердечник заполучить не удастся, можно приобрести в магазине угольные щетки для электродвигателей, применяемых в электроприборах или электроинструментах. Щетка зажимается в держатель и затачивается в форме конуса.
В качестве «массы» удобно использовать плоскогубцы, соединив одну их ручку с трансформатором проводом КГ 1х10. После этого ручки необходимо изолировать. Такое устройство позволит удобно держать скрутку во время сварки. Одновременно плоскогубцы выполнят и роль теплоотвода.
Меры безопасности
Сварка скруток самодельным прибором по эффективности не уступает сварке инверторным аппаратом. При производстве работ необходимо обязательно учитывать вредные факторы, которые появляются при обычной сварке.
Необходимо использовать щитки со светофильтрами для защиты от ультрафиолетового излучения, перчатки и одежду из несгораемого материала. Кроме того необходимо предусмотреть соблюдение противопожарных мер.
Правильное использование оборудования и соблюдение технологии, а также мер безопасности при работе со сваркой, позволит получить надежное соединение кабелей. В конечном итоге повышается надежность всей электропроводки и увеличивается срок ее безаварийного использования.
Сварка медных проводов своими руками
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.

Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм2:
— скрутка из двух проводов – 70 А;
— из трех – 80 А;
- с сечением 2,5 мм2:
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Что такое инверторный сварочный аппарат?
Инверторные сварочные аппараты, Что такое инверторный сварочный аппарат? Для чего вы используете инверторный сварочный аппарат?
Инверторный сварочный аппарат – это относительно новый и инновационный тип сварочного аппарата, который имеет множество преимуществ по сравнению с обычными сварочными аппаратами, к которым большинство из нас привыкло. Инверторные сварочные аппараты используют сложную кремниевую технологию по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Нельзя отрицать, что, когда впервые появились инверторные сварочные аппараты, они создали немало проблем, связанных с прорезыванием зубов, как и любая новая технология.Однако с тех пор инверторная технология стала надежной, рентабельной и имеющей свои достоинства.
Одним из основных преимуществ инверторного сварочного аппарата является его небольшой размер, компактность и портативность, и его можно носить с собой как легкий портфель. В инверторах используются трансформаторы гораздо меньшего размера, поэтому они более гладкие, компактные, легкие и портативные. Это разительно отличается от обычного сварочного аппарата, который, как известно, громоздок и не может поместиться в узких пространствах.
Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока.Низкое энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной розетке на 110 В с бытовым током, а не с током высокого напряжения.
Это разительно отличается от обычного сварочного аппарата, который, как известно, громоздок и не может поместиться в узких пространствах. Инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В, имеющей бытовой ток, а не ток высокого напряжения, что устраняет необходимость в использовании промышленного генератора.
Более низкое энергопотребление означает экономию общих затрат на электроэнергию.Кроме того, инверторный сварочный аппарат лучше воспринимает нечистую энергию от генераторов, чем обычные сварочные аппараты, и это может привести к более быстрым работам и меньшему количеству плохих сварных швов.
Поскольку выходная мощность инверторов регулируется электронным способом, у вас есть широкий диапазон регулировки мощности от нуля до 100%, что позволяет точно настроить их в соответствии с вашими конкретными потребностями. Например, в случае сварочных аппаратов MIG установка 2 может означать недостаточную мощность, а установка 3 может быть чрезмерной. Именно здесь помогает инверторный сварщик.
Конечно, это не означает, что инверторный сварочный аппарат является совершенным и идеальным устройством для всех типов сварочных работ. Тот факт, что инверторный сварочный аппарат может работать с током более низкого напряжения, обусловлен высокотехнологичными электронными компонентами. Аргумент о том, что инверторные сварочные аппараты относительно хрупкие и, следовательно, подвержены более частым поломкам, обоснован, и их использование также приведет к более высокой стоимости в расчете на один ампер.
Обычный сварочный аппарат, с другой стороны, имеет гораздо более простую и прочную конструкцию и будет намного надежнее в долгосрочной перспективе.Можно сказать, не опасаясь противоречий, что традиционные сварочные аппараты будут более дешевым долгосрочным вложением. Если размер, внешний вид и вес не имеют большого значения, обычный сварочный аппарат, вероятно, будет правильным выбором.
Но, честно говоря, если вы можете позволить себе заплатить немного больше за такие функции, как портативность и использование нормального бытового тока, и готовы приложить все усилия для обслуживания устройства, покупка инверторного сварочного аппарата будет в порядке. Инверторные сварочные аппараты не решают всех сварочных проблем, но, безусловно, являются важной вехой в развитии сварочных технологий.
Узнайте больше об инверторных сварочных аппаратах и общей сварке на нашем сварочном форуме.
.Инверторное сварочное оборудование Эверласт – Сварочная компания
Лидирует в новую эру сварочной индустрии.
Продукциядля сварки, в том числе сварочные аппараты TIG, MIG-сварочные аппараты, аппараты для ручной сварки и плазменные резаки, от Everlast Power Equipment получает национальное признание и признание во всем мире. Если Everlast – новое имя для вас или вам интересно узнать о наших инверторных сварочных аппаратах, устройствах плазменной резки и линейке продуктов для сварки, мы надеемся, что этот сайт окажется для вас полезным.Наш сайт разработан, чтобы предоставить вам быстрый и легкий доступ к необходимой вам продукции для сварки или производства. Если вам нужна более подробная информация о компании Everlast Welders или ее политике, вы найдете дополнительную информацию на вкладке «О нас» и в разделе «Часто задаваемые вопросы» над панелью навигации. Теперь, если вы ищете краткий обзор того, кто мы, продолжайте читать ниже.
Как быстрорастущий поставщик сварочных аппаратов и сварочного оборудования для сварочной промышленности, Everlast стремится обеспечить экономичность и производительность каждого сварочного аппарата и аппарата плазменной резки, который он производит.За последние 10 лет мы стремились улучшить дизайн продуктов и услуг по мере роста нашей клиентской базы. Everlast – это компания, находящаяся в полной собственности и расположенная в США, с представительствами и представительствами в Калифорнии. Мы производим нашу продуктовую линейку за рубежом в Китае с прямым контролем и присутствием на заводах, контролирующих детали производственного процесса. Если это вызывает беспокойство, мы понимаем, но это не что-то новое, так как все сварочные компании в США в настоящее время производят свою линейку продукции, сборочные узлы или компоненты за границей или за границей и в лучшем случае используют этикетку «собран в США », чтобы указать, что внутреннее устройство продукта больше не производится в США.Нам только что удалось создать более разумную компанию и структуру ценообразования, которые идут вразрез с традиционным маркетингом и исключают внутренние потери и размер прибыли, которые в конечном итоге обходятся вам в тысячи долларов за аналогичный продукт.
По мере роста нашего рынка сварочные аппараты Эверласт расширились за счет дистрибьюции на 6 континентах. Это означает нашу приверженность нашим долгосрочным целям и нашему видению нашей компании и продуктовой линейки. Наша лучшая в отрасли 5-летняя гарантия на продукты IGBT (3 года на MOSFET) и наша 30-дневная политика удовлетворенности призваны обеспечить вам долгосрочное спокойствие.Профессионалы и любители со всего США находят, что наша продукция – надежное решение их потребностей в сварке и плазменной резке. Мы думаем, что вы тоже.
.YESWELDER MIG250A Сварочный аппарат без газа и газа MIG Сварочный аппарат MIG с легким однофазным электродвигателем 220 В | |

Ваш онлайн-специалист по сварке 

ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА НА 250 АМ
ОСОБЕННОСТИ
● Многофункциональность – синергетическая настройка MIG, ручная настройка MIG, сварка MIG с использованием безгазовой флюсовой проволоки, электродная сварка и сварка Lift Tig.
● Динамическое управление позволяет установить четкое или мягкое управление дугой в зависимости от ваших предпочтений и применения.
● Synergic MIG – обеспечивает связь между источником питания, устройством подачи и пистолетом. Легко работает с начинающим сварщиком или пользователями.
● Безгазовая флюсовая сварка MIG предотвращает резкое перемещение газового баллона, снижает эффективность сварных швов, отлично работает с безгазовой флюсовой проволокой.

ПОСЛЕДНИЕ ТЕХНОЛОГИИ MIG / MAG / MMA / LIFT TIG
Сваривает сталь, оцинкованный алюминий и т. Д.

БЫСТРО ПОДХОДИТ ДЛЯ ВПУСКА ГАЗА

ПРИНИМАТЬ ШПИЛИ 5 КГ
Начиная с 0.6 ~ 1,0 мм
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ АБСОЛЮТНОГО ПРЕМИУМА

ЗАЩИТА
ВСЕ АКСЕССУАРЫ, НЕОБХОДИМЫЕ ДЛЯ ПРОФЕССИОНАЛЬНОЙ СВАРКИ СРАЗУ
ДВОЙНОЙ ЦИФРОВОЙ ЭКРАН
ВВЕДЕНИЕ ПАНЕЛИ
1.Процесс сварки Нажмите, чтобы выбрать
Процесс сварки: MIG (100% CO2), MAG (80% Ar / 20% CO2), БЕЗГАЗОВЫЙ, Zn-легированная сталь (OP)
2. Нажмите на выбор газа
3. Диаметр сварочной проволоки (проволока 0,9 мм, пожалуйста, выберите 1,0)
4. Надавите на проволочную тягу
5. Нажмите, чтобы выбрать
а. MIG процесс
‘U’ Регулировка напряжения
‘spd’ Регулировка скорости подачи проволоки
г.Синергетический процесс MIG
Регулировка длины дуги ARL (-10 / + 10)
‘cur’ Регулировка сварочного тока.
г. Процесс подъема MMA или TIG, текущая настройка aa
6. Нажмите, чтобы выбрать
а. MIG и синергетический процесс MIG
‘Ind’ (регулировка индуктивности)
‘STP’ Метод удержания горелки: 2T / 4T
‘HS’ Регулировка горячего старта
‘Rin’ Регулировка тока запуска дуги
‘bbt’ Регулировка обратного ожога
г.MMA процесс
Сила дуги при копании
Горячий старт HS
Включение / выключение VRD VRD
Вкл. / Выкл. Антипригар. Муравейника
ГЛАВНЫЙ ПАРАМЕТР
| Номинальное входное напряжение | 1 ФАЗА 220 В ± 10% | |
| Максимум. Коэффициент мощности нагрузки | 13,1 кВА | |
| Номинальный рабочий цикл (40 ° C) | ММА | 250 А 60% |
| TIG Лифт | 220 А 60% | |
| МИГ | 250 А 60% | |
| Диапазон сварочного тока | МИГ | 40 ~ 250 А |
| TIG | 10 ~ 250 А | |
| ММА | 20 ~ 220 А | |
| Фактор силы | 0.8 | |
| Эффективность | 80% | |
| Устройство подачи проволоки | 2 ролика / тип V | |
| Емкость катушки с проволокой | 200 мм 5 кг | |
| Диаметр провода. | 0.6 ~ 1,0 мм | |
| Флюсовая проволока | 0,9 ~ 1,0 мм | |
| Размер | 530 * 300 * 410 мм | |
| Вес | 15,5 кг | |
ВЫПОЛНЕНИЕ СВАРКИ

Сварка стержневыми электродами выполняется Ø3.2 и Ø4,0 мм электрод толщиной 5 мм для плоской сварки

Угловая сварка пластины из углеродистой стали 4 мм, сварка под углом 220 В, 6 мм стальной пластины

ВСЕ В ОДНОЙ МНОГОФУНКЦИОНАЛЬНОЙ МАШИНАХ MIG / MAG / MMA / LIFT TIG
Советы по логистике:
Коммерческая экспресс-доставка не включает таможенные пошлины, пожалуйста, оплачивайте таможенные пошлины вовремя в соответствии с таможенной политикой разных стран.
“Великобритания, Франция, Италия, Польша, Чехия, Бельгия, Дания, Люксембург, Нидерланды, Хорватия, Словакия, Словения, Финляндия, Монако, Австрия, Швеция, Греция, Ирландия, Португалия (кроме Азорских островов и Мадейры), Испания (кроме Канарских островов) Острова, Сеута и Мелилья), Италия (другие регионы), Болгария, Эстония, Латвия, Литва, Румыния, Венгрия. Выберите «Способ доставки продавца» = выделенный железнодорожный транспорт, 35-40 дней, во время железнодорожного сообщения обновлений логистики не будет. транспорт.Пока таможенное оформление в стране назначения не будет завершено, логистическая информация будет отображаться UPS, но ее преимущество в том, что она включает тарифы и определено, что время идет медленно.
.