Сварка как работает: Принцип работы сварочного инвертора – схема и устройство
alexxlab | 27.06.2018 | 0 | Разное
Принцип работы сварочного инвертора – схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.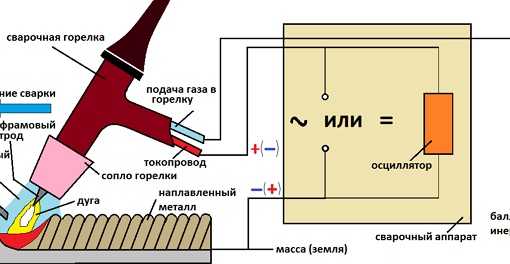
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.

- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.

 В результате произошел бы их перегрев, итог – выход из строя.
В результате произошел бы их перегрев, итог – выход из строя.Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год.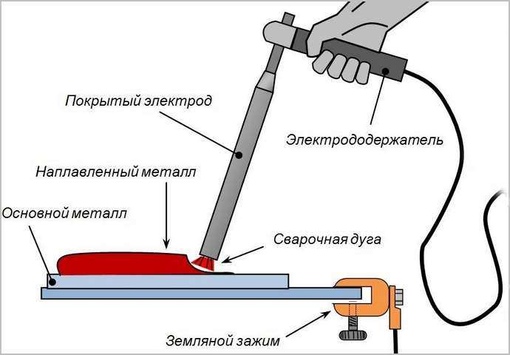
Поделись с друзьями
1
0
7
0
Страница не найдена
 Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.Пожалуйста, введите более двух символов
Все результаты поискаКак работает инверторный сварочный аппарат — принцип действия
Традиционные сварочные агрегаты, в конструкцию которых обязательно включены довольно громоздкие трансформаторы, сегодня энергично вытесняют инверторы для сварки. Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он состоит, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента.
Что такое сварочный инвертор и как он работает?
Инвертор — современный инструмент, предназначенный для сварочных работ. Приборы данного типа интенсивно вытесняют из автомобильных мастерских, гаражей сварочные приборы, оснащенные трансформаторами, генераторы, выпрямители.
Принцип действия такого аппарата аналогично любому другому сварочному оборудованию основывается на выработке максимальной силы тока, необходимого для возбуждения дуги, дальнейшей ее стабильной работы. Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками. В результате этого процесса металл расплавляется и заполняет пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличающийся от монолитных изделий. В традиционных сварочных агрегатах мощный ток вырабатывал стандартный трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии.
Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками. В результате этого процесса металл расплавляется и заполняет пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличающийся от монолитных изделий. В традиционных сварочных агрегатах мощный ток вырабатывал стандартный трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии.
Общий принцип работы инверторных устройств
Преобразование тока в инверторных сварочниках в отличие трансформаторных происходит в несколько стадий с помощью трансформатора небольшой мощности, размеры которого практически не превышают пачку сигарет, и электронной схемы.
Для инверторного оборудования дополнительно предусмотрена система управления, благодаря которой с инструментом намного проще работать, а сварочный шов получается достаточно высокого качества.
Преобразование сетевого напряжения происходит следующим образом:
- Первостепенно входной ток с параметрами – 220В, 50А пропускается через выпрямитель прибора, реформируется в постоянный, одновременно сглаживается фильтрами.
- Постоянное напряжение, полученное при помощи модулятора, снова преобразуется в переменное напряжение, но его частота уже составляет практически 100 кГц.
- Следующий шаг – выпрямление, понижение напряжения до необходимого значения для выполнения сварочных работ.

Применение высокочастотного преобразователя предоставило возможность использовать мини-трансформаторы. Благодаря этому инверторы значительно компактнее и имеют малый вес. К примеру, для того, чтоб инвертор выдавал сварочный ток 160А, будет достаточно трансформатора весом 250 гр. Для сравнения: для традиционной сварки, чтобы получить аналогичный сварочный ток, понадобится трансформатор весом 18 кг.
Электроника в процессе эксплуатации инверторных аппаратов имеет большое значение. Она необходима для обратной связи с электродугой. Это дает возможность четко поддерживать ее параметры на необходимом уровне.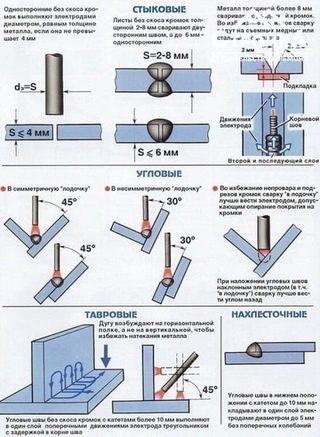 Микропроцессоры мгновенно предупреждают самые незначительные отклонения. В результате стабильность работы дуги гарантирована!
Микропроцессоры мгновенно предупреждают самые незначительные отклонения. В результате стабильность работы дуги гарантирована!
Как работает сварочный инвертор?
Преобразование в инверторе электроэнергии осуществляется следующим образом:
- Переменный ток от сети 220В преобразуется в постоянный.
- Далее ток постоянный снова реформируется в переменный ток посредством электрической схемы аппарата, но уже с достаточно большей частотой.
- Высокочастотное напряжение понижается, увеличивается сила тока.
- Полученный ток высокой частоты, пониженным напряжением, высокой силы реформируется в постоянный ток, который непосредственно используется для выполнения сварочных работ.
Изобретение современного инверторного оборудования предоставило возможность существенно снизить массу, размеры сварки. В аппаратах данного типа намного эффективнее производится регулировка сварочного тока. Габариты оборудования зависят от частоты тока. Чем она выше, тем размеры инвертора меньше.
Чем она выше, тем размеры инвертора меньше.
Главная задача любого инверторного агрегата – повышение частоты сетевого электротока. Возможно это из-за применения транзисторов, переключающихся при частоте 60-80 Гц. Но, как правило, на транзисторы подается лишь постоянный ток, а в стандартной электросети переменный с частотой 50 Гц. Для того чтоб сделать переменный ток постоянным, инверторы оснащены специальными выпрямителями, сделанными на основании диодного моста.
В сварочниках данного типа после транзисторного блока, формирующего переменный ток повышенной частоты, размещается трансформатор, уменьшающий напряжение, повышающий силу тока. Для регулирования высокочастотного тока, напряжения используются компактные мини трансформаторы, не уступающие по мощности своим громоздким аналогам.
Преимущества
- Небольшая потребляемая мощность. Для стандартного трансформатора при использовании электродов диаметром 3 мм потребуется мощность электросети порядки 8 кВт, а для инвертора необходимо не более 3 кВт при работе четырехмиллиметровыми электродами. На холостом ходу сварка инверторного типа также потребляет гораздо меньше электрической энергии.
- Высокий КПД. Минимальные затраты на электромагнитную индукцию, формирующуюся в сварочных трансформаторах стандартного типа, предоставляет возможность достигать КПД инверторного оборудования больше 90 процентов. Энергия, потребляемая сваркой, практически в полном объеме уходит на электрическую дугу.
- Малая масса, небольшие размеры. Как говорилось выше, применение для преобразования тока высокой частоты предоставило возможность существенно уменьшить размеры трансформатора, предназначенного для снижения напряжения.
- При выполнении сварочных работ разбрызгивание расплавленного металла минимальное. Это особенно заметно при работе электродами небольшого диаметра. В данном случае дуга зажигается и работает достаточно мягко, в результате практически не образуется шлак, а сварочный шов получается высокого качества.
- Плавная настройка параметров тока сварки. При эксплуатации сварочного инвертора, работающего от напряжения 140 вольт, уменьшить ток можно до 10A, а сваривание металлических образцов осуществлять электродами Ø1,6мм.
- Улучшенные показатели дуги. Благодаря постоянному контролю, корректировке параметров дуги сварки, ее показатели значительно улучшились.
- Минимальная нагрузка на электросеть. Инвертор в процессе сварки не перегружает электрическую сеть, можно даже не отключать бытовые электроприборы, так как риски их выхода из строя минимальны. Оборудование данного типа можно питать даже электрогенератором.
- Возможность сваривания заготовок из нержавеющей стали, цветных металлов. При использовании специальных электродов инверторами можно сваривать детали из меди, нержавейки. А неплавящимися электродами можно варить алюминиевые образцы в газовой защитной среде.
- Применение электродов разного типа. Плавная регулировка рабочих параметров агрегата предоставляет возможность применять электроды любого типа в зависимости от свариваемого металла. Также можно менять полярность тока.
- Удобство, простота эксплуатации. Благодаря дополнительным функциям, к примеру, горячий старт, антизалипание при помощи инверторного оборудования качественно выполнять работы могут даже молодые неопытные сварщики.
 На холостом ходу сварка инверторного типа также потребляет гораздо меньше электрической энергии.
На холостом ходу сварка инверторного типа также потребляет гораздо меньше электрической энергии. При эксплуатации сварочного инвертора, работающего от напряжения 140 вольт, уменьшить ток можно до 10A, а сваривание металлических образцов осуществлять электродами Ø1,6мм.
При эксплуатации сварочного инвертора, работающего от напряжения 140 вольт, уменьшить ток можно до 10A, а сваривание металлических образцов осуществлять электродами Ø1,6мм. Также можно менять полярность тока.
Также можно менять полярность тока.Недостатки
- Сложность конструкции. Использование для инверторного оборудования полупроводниковой электроники делает его менее надежным.
- Высока цена. По сравнению с традиционной трансформаторной сваркой инверторы стоят намного дороже.
- Чувствительность к строительной пыли. Инструмент достаточно чувствителен к строительной пыли, предполагает периодическую очистку в процессе работы на достаточно запыленных строительных участках.
- Необходимость контроля нарушений контактов. Из-за плохих контактов происходит искрение, способное формировать в выходных цепях неконтролируемые автоматикой токовые скачки.
- Негативное влияние температурных колебаний. Инверторным сварочным аппаратом не рекомендуется пользоваться сразу после резких скачков температуры. Если инструмент находился зимой в не отапливаемом помещении и его занесли для проведения сварочных работ в достаточно теплое помещение, то его не стоит включать на протяжении нескольких часов, так как существует большая вероятность выпадения конденсата. Поэтому перед началом работы нужно дать испариться влаге с электронных плат оборудования.
 Из-за плохих контактов происходит искрение, способное формировать в выходных цепях неконтролируемые автоматикой токовые скачки.
Из-за плохих контактов происходит искрение, способное формировать в выходных цепях неконтролируемые автоматикой токовые скачки.Итог
Несмотря на эти незначительные недостатки, при правильной эксплуатации, соблюдении правил безопасности инструмент характеризуется довольно продолжительным сроком службы.
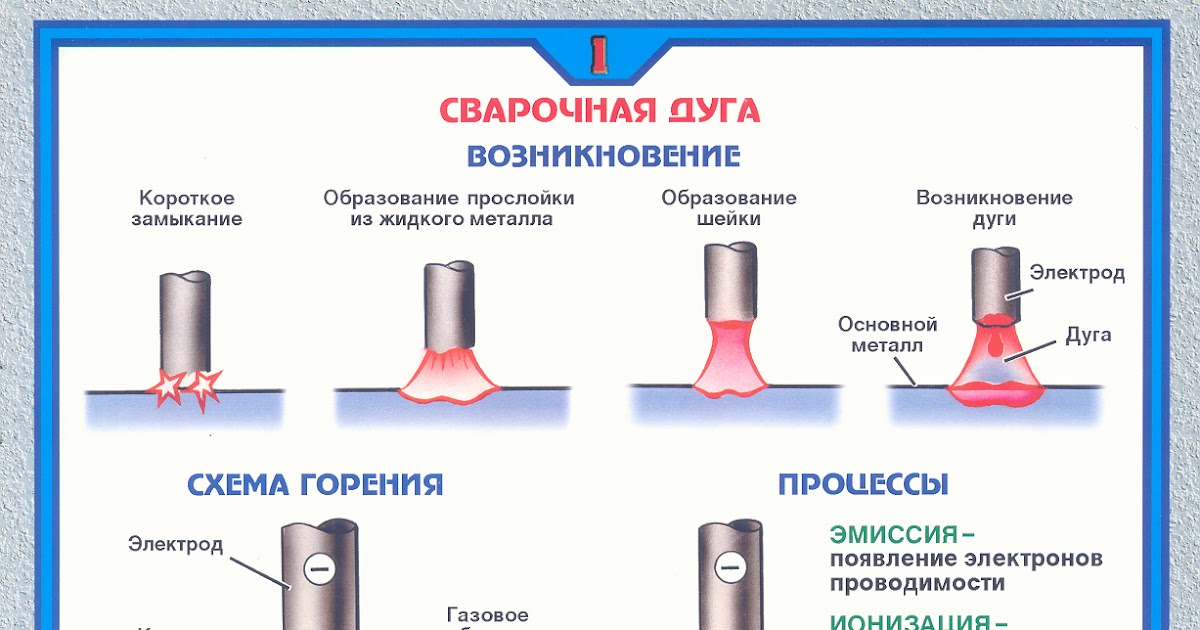
Принципы дуговой сварки
Дуговая сварка – это один из нескольких способов соединения металлов методом сплавления. Для этого в зоне соединения значительно повышают температуру, из-за чего края двух деталей плавятся и перемешиваются друг с другом или с расплавленным буферным металлом. После охлаждения и застывания между ними образуется металлургическая связь. Так как соединение представляет собой смесь металлов, чаще всего оно обладает такими же прочностными характеристиками, что и металл соединяемых деталей. Это большое преимущество над методами соединения без расплавления металлов (пайки и т. д.), которые не позволяют продублировать физические и механические характеристики основных металлов.
Для этого в зоне соединения значительно повышают температуру, из-за чего края двух деталей плавятся и перемешиваются друг с другом или с расплавленным буферным металлом. После охлаждения и застывания между ними образуется металлургическая связь. Так как соединение представляет собой смесь металлов, чаще всего оно обладает такими же прочностными характеристиками, что и металл соединяемых деталей. Это большое преимущество над методами соединения без расплавления металлов (пайки и т. д.), которые не позволяют продублировать физические и механические характеристики основных металлов.
| Рис. 1. Схема контура дуговой сварки |
При дуговой сварке необходимое для плавления металла тепло выделяется электрической дугой. Эта дуга образуется между рабочим изделием и электродом (в виде стержня или сварочной проволоки), которую вручную или механически направляют в сварочную ванну. Электрод может быть неплавким и служить исключительно для замыкания контура между рабочим изделием и наконечником. Также помимо переноса тока он может быть предназначен для добавления в сварочную ванну присадочного металла. В производстве металлоизделий чаще используется второй тип электродов.
Электрод может быть неплавким и служить исключительно для замыкания контура между рабочим изделием и наконечником. Также помимо переноса тока он может быть предназначен для добавления в сварочную ванну присадочного металла. В производстве металлоизделий чаще используется второй тип электродов.
Сварочный контур
Упрощенная схема сварочного контура показана на Рис. 1. Он состоит из источника постоянного или переменного тока, который подключается кабелями к свариваемой детали и электрододержателю.
Дуга возникает в момент, когда кончиком электрода прикасаются к рабочему изделию и сразу же приподнимают его от поверхности.
Температура дуги составляет около 3600ºC. Этого достаточно, чтобы расплавить основной металл и материал электрода, образуя при этом сварочную ванну, которую иногда называют «кратером». После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение.
Газовая защита
Однако для соединения металлов простого перемещения электрода недостаточно. При высокой температуре металлы склонны вступать в реакцию с содержащимися в воздухе химическими элементами – кислородом и азотом. Когда расплавленный металл в сварочной ванне вступает в контакт с воздухом, в нем начинают образовываться оксиды и нитриды, из-за которых намного падают прочностные характеристики металла. Поэтому многие процессы дуговой сварки предполагают какой-либо способ изолировать дугу и сварочную ванну с помощью защитного газа, пара или шлака. Это называют защитой дуги. Такая защита предотвращает или минимизирует контакт расплавленного металла с воздухом. Кроме того, защита может улучшить сварочно-технологические характеристики. В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
При высокой температуре металлы склонны вступать в реакцию с содержащимися в воздухе химическими элементами – кислородом и азотом. Когда расплавленный металл в сварочной ванне вступает в контакт с воздухом, в нем начинают образовываться оксиды и нитриды, из-за которых намного падают прочностные характеристики металла. Поэтому многие процессы дуговой сварки предполагают какой-либо способ изолировать дугу и сварочную ванну с помощью защитного газа, пара или шлака. Это называют защитой дуги. Такая защита предотвращает или минимизирует контакт расплавленного металла с воздухом. Кроме того, защита может улучшить сварочно-технологические характеристики. В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
| Рис. 2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении. |
На Рисунке 2 показана типичная схема газовой защиты дуги и сварочной ванны. Выступающее за границы электрода покрытие плавится в точке контакта с дугой и образует облако защитного газа, а слой флюса защищает еще не застывший металл наплавления позади дуги.
Выступающее за границы электрода покрытие плавится в точке контакта с дугой и образует облако защитного газа, а слой флюса защищает еще не застывший металл наплавления позади дуги.
Электрическая дуга представляет сбой достаточно сложное явление. Хорошее понимание физики дуги поможет сварщику лучше контролировать свою работу.
Природа дуги
Электрическая дуга представляет собой ток через дорожку ионизированного газа между двумя электродами. При этом возникающая между отрицательно заряженным катодом и положительно заряженным анодом дуга выделяет много тепла, так как в ней постоянно сталкиваются положительные и отрицательные ионы.
В некоторых условиях сварочная дуга не только вырабатывает необходимое для плавления электрода и основного металла тепло, но и переносит расплавленный металл с кончика электрода на рабочее изделие. Существует несколько технологий переноса металла. Например, среди них можно отметить:
- Перенос силами поверхностного натяжения (Surface Tension Transfer®), когда капля расплавленного металла касается сварочной ванны и втягивается в нее силами поверхностного натяжения;
- Струйный перенос металла – когда электрический разряд выталкивает каплю из расплавленного металла на кончике электрода в сварочную ванну. Такой процесс хорошо подходит для потолочной сварки.
 Такой процесс хорошо подходит для потолочной сварки.
Такой процесс хорошо подходит для потолочной сварки.При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые пермещаются через дугу к рабочему изделию. При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые направляются через дугу к рабочему изделию. При использовании угольного или вольфрамового (TIG) электрода этого не происходит. В таком случае металл наплавления поступает в соединение из второго электрода или проволоки.
Большая часть тепла дуги поступает в сварочную ванну через расходуемые электроды. Это позволяет обеспечить более высокую термическую эффективность и сконцентрировать зону термического воздействия.
Так как для замыкания электрического контура нужна ионизированная дорожка между электродом и рабочей поверхностью, простого включения тока будет недостаточно. Необходимо «поджечь» дугу. Этого можно добиться кратковременным повышением напряжения или прикосновением электрода к контактной поверхности до тех пор, пока она не нагреется.
Для сварки может использоваться как постоянный ток (DC) прямой или обратной полярности, так и переменный (AC). Выбор рода и полярности тока зависит от конкретного процесса сварки, типа электрода, газовой среды в зоне дуги и свариваемого металла.
Что такое точечная сварка. Принцип работы и особенности
Уже более 150 лет людям известен способ соединения металлов, называемый точечной сваркой. Этот способ позволил автоматизировать и сделать массовым производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований бытовой продукции. Благодаря относительно простому принципу действия, точечная сварка приходит и в быт обычных мастеров-любителей, автослесарей, жестянщиков.
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.

Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Оборудование и материалы для точечной сварки
Чтобы варить точками необходимы:
- аппарат для точечной сварки;
- свариваемые зачищенные детали;
- для защиты деталей от коррозии можно применять токопроводящий грунт или мастику.
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.
Точечная сварка в работе
Точечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.

В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.

Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.
Обозначение точечной сварки на чертеже
Обозначение сварных точек производится на чертежах по ГОСТ 15878-79. Там же оговорены все условные обозначения и дополнительные данные.
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.
Самодельный аппарат точечной сварки
Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Эти аппараты позволяют варить много, и настроены на работу на производствах.
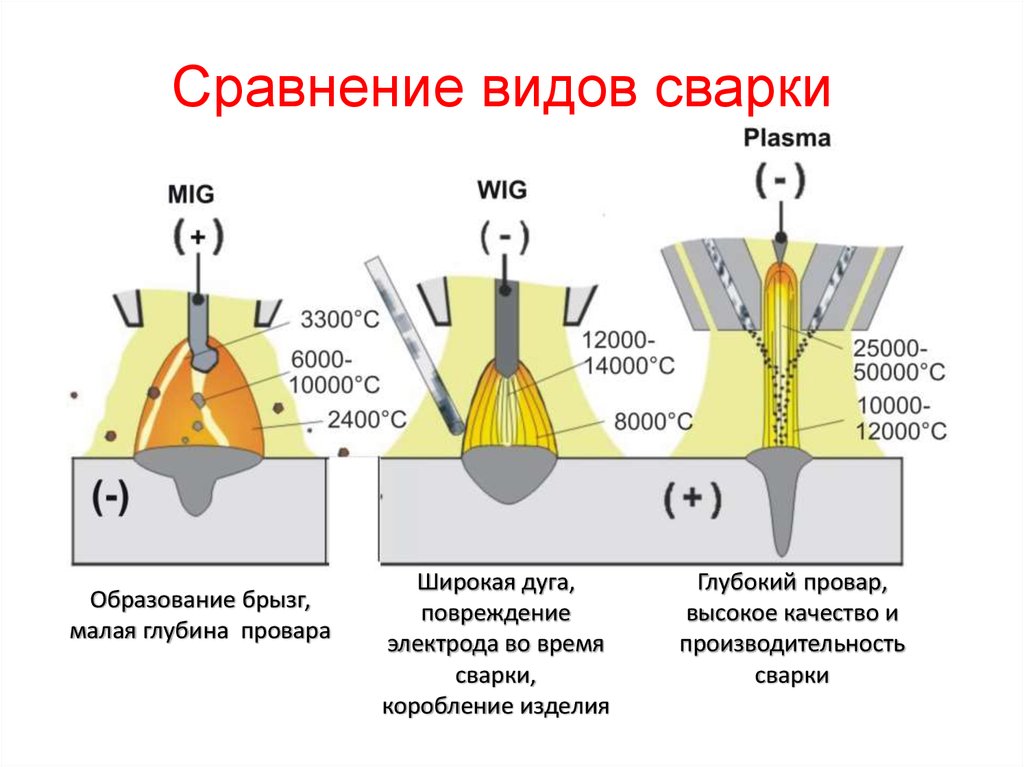
Основные виды сварки | Полезная информация | Cписок категорий | Блог
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
Например, в автомобилестроении.
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
ММА
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:
Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
TIG
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.
Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.
Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.
Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.
Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Автор текста: Ю.Шкляревский
Сварка в режимах TIG и MIG
Уважаемые начинающие сварщики, эта статья написана для вас. Мы изучили все часто задаваемые вопросы о сварке в режимах TIG и MIG и сделали небольшую статью, в которой ответили на эти вопросы. Возможно, это поможет вам при работе с оборудованием.
Для аргонодуговой сварки TIG вам понадобится:
- Сварочный аппарат аргонодуговой сварки.
- Баллон с газом (Аргон или Гелий)
- Редуктор.
- Присадочный пруток.
На что в первую очередь стоит обратить внимание.
- Большинство аппаратов TIG варят металлы на постоянном токе DC. Если вам нужно варить алюминий – необходимо приобрести аппарат сваривающий металлы на переменном токе AC. Аппарат на постоянном токе DC никогда не будет варить алюминий! Только на переменном токе AC можно сваривать алюминий.
-
TIG сваркой можно сваривать: сталь, алюминий, медь, титан и два разнородных металла. Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов. Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы.
- Газ. В 99% случаев вам понадобиться Аргон. Очень редко используют Гелий, например американская ассоциация сварщиков рекомендует использовать Гелий для сварки меди, но Гелий очень дорогой и по этому все используют Аргон. Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен.
-
Присадочный пруток. Как правило он продается в тубах. Когда вы поднесете горелку к металлу и по вольфрамовому электроду пойдет ток на изделия которые вы будете сваривать – вам необходимо будет подсовывать присадочный пруток. Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.
- Редуктор. Вам понадобиться специальный редуктор для Аргона, который присоединяется к баллону с газом.
- Вольфрамовый электрод – перед тем как вы выбрать вольфрамовый электрод нужно понимать какой металл вы будете сваривать, в принципе есть универсальный вариант WC 20 (серый). Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.
 Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов. Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы.
Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов. Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы. Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.
Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.Выбор покупателей. Аппараты TIG для сварки алюминия (переменный ток AC).
Производитель: СварогЭто профессиональный аппарат с большим диапазоном возможностей.
Производитель: ПрофиАппараты для аргонодуговой сварки на постоянном/переменном токе TIG. Аппарат прошел аттестацию НАКС.
Аппарат прошел аттестацию НАКС.
Подключение 220 В. Сварка TIG + MMA. Сварочный ток 10 – 200 А.
Выбор покупателей. Аппараты TIG для сварки стали (постоянный ток DC).
Производитель: СварогПодключение 220 В. Сварочный ток 10-200 А.
Производитель: AuroraPROПодключение 220 В. Сварка в режиме TIG + MMA. Сварочный ток 10 – 200 А.
Производитель: ПрофиПодключение 220 В. Сварочный ток 10 – 200 А.
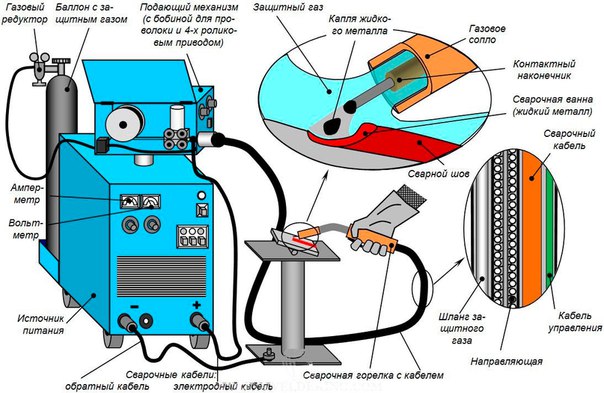
Сварка MIG в полуавтоматическом режиме.
На наш взгляд, один из самых практичных типов сварки — это сварка полуавтоматом в среде активных газов.
Для корректной работы сварочного полуавтомата вам понадобится углекислота (СО2) или смесь инертных газов, например Аргон + СО2, соответствующий газу редуктор, а также сварочная проволока (сплошного сечения или порошковая. Во время сварочного процесса из сопла горелки подается сварочная проволока и защитный газ. Задача газа — создать защитную оболочку, оттеснив воздух из сварочной ванны, тем самым защитить сварной шов от попадания кислорода и азота. Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу.
| Толщина металла, мм. | 0.5-1.0 | 1.0-2.0 | 2.0-4.0 | 5.0-8.0 | 8.0-12 | 12-18 |
| Диаметр сварочной проволоки, мм. | 0.5-0.8 | 0.8-1.0 | 1.0-1.2 | 1.6-2.0 | 2.0 | 2.0-2.5 |
При расходе газа 20 л/мин. углекислота превращается в сухой лед. Что бы предотвратить замерзание редуктора, советуем вам приобретать регуляторы расхода газа с подогревом. Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
При выборе аппарта обращайте внимание какой мксимальный диаметр проволоки вы можете использовать. Как правило, все “бытовые” аппараты имеют максимальный диаметр 1.0 мм. Настройки аппарата подогнаны под эту толщину сварочной проволоки и корректная работа аппарата возможна только при соблюдении этого диаметра. Промышленные аппараты могут варить более оолстой проволокой. Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Обычно покупается инверторная техника, но кому-то нравится рабоать трансформаторной. Инверторный аппарат от компании Сварог EASY MIG 160 N219 может сваривать алюминий.
Выбор покупателей. Полуавтоматы для сварки в режиме MIG.
Производитель: СварогПодключение 220 В. Сварочный ток 10 – 160 А.
Производитель: ErgomaxСварочный ток 140 Ампер.
Подключение 220 В. Сварочный ток 175 А.
Кабельные и панельные розетки и вилки →← Подбор сварочных аппаратов для начинающихПринцип действия электродуговой сварки
Электродуговая сварка в настоящее время является одной из наиболее широко применяемых технологических технологий в процессе сварки металлических элементов. Она при помощи электродугового разряда расплавляет кромки элементов, которые необходимо соединить. Для процесса сварки необходим источник питания с напряжением и сильным током, к которому подсоединяется сварочный электрод и свариваемая деталь. Принцип действия дуговой электросварки: дуговой разряд преобразует электрическую энергию в тепловую.Температура наступает 3000–5500 градусов Цельсия, тогда газ в разряде переходит в ионизированные частицы, влияющие на присадочный металл. На характер разряда используется присадочный металл, характеристики электрической цепи и защитной среды. Напряжение дуги зависит от ее длины. Электродуговая сварка может быть ручной работы с помощью сварочного оборудования. Ручная сварка с защитой зоны наиболее распространенным видом электросварки. Данная технология используется для сварки стали легированной и мягкой, нержавейки, чугуна и цветных металлов.Электрод представляет собой стержень диаметром до 1 см, который закрепляется электрододержателем. Затем электрод прикасается к свариваемой детали и замыкает электрическую цепь. При этом происходит нагревание конца электрода. После этого электрод отводится от деталей на 3–5 мм, и возникает дуговой разряд, который поддерживает ток в цепи. В непосредственной близости от дугового разряда происходит интенсивный нагрев и в месте стыка металл основных деталей расплавляется. Конец электрода также начинает расплавляться, и оба металла соединяются в сварочной ванне.
Электродуговая сварка может быть ручной работы с помощью сварочного оборудования. Ручная сварка с защитой зоны наиболее распространенным видом электросварки. Данная технология используется для сварки стали легированной и мягкой, нержавейки, чугуна и цветных металлов.Электрод представляет собой стержень диаметром до 1 см, который закрепляется электрододержателем. Затем электрод прикасается к свариваемой детали и замыкает электрическую цепь. При этом происходит нагревание конца электрода. После этого электрод отводится от деталей на 3–5 мм, и возникает дуговой разряд, который поддерживает ток в цепи. В непосредственной близости от дугового разряда происходит интенсивный нагрев и в месте стыка металл основных деталей расплавляется. Конец электрода также начинает расплавляться, и оба металла соединяются в сварочной ванне.
Важно следить за тем, чтобы размер дуги не менялся, и вести электрод таким образом, вдоль кромок стыка. В процессе прохождения электрода вдоль кромки стыка образуется сварочная ванна из расплавленного основного и электродного металлов, которая сразу же затвердевает. В результате чего образуется сварочный валик по контуру сварки. В данной технологии является важным создание плотного флюса – защитной обмазки электрода, который защищает дугу и сварочную ванну от загрязнения атмосферными газами, обеспечивает очистку сварочного металла окислителями, повышает стабильность дугового разряда и ускоряет наплавку.При работе сварочным оборудованием можно использовать переменный или постоянный ток. Также сварка неплавящимся электродом из вольфрама или графита, когда расплавляется только основной или дополнительный присадочный металл, сварка косвенной дугой между двумя неплавящимися электродами и сварка трехфазной дугой, которая идет между самими электродами и между электродом и основным металлом.
В результате чего образуется сварочный валик по контуру сварки. В данной технологии является важным создание плотного флюса – защитной обмазки электрода, который защищает дугу и сварочную ванну от загрязнения атмосферными газами, обеспечивает очистку сварочного металла окислителями, повышает стабильность дугового разряда и ускоряет наплавку.При работе сварочным оборудованием можно использовать переменный или постоянный ток. Также сварка неплавящимся электродом из вольфрама или графита, когда расплавляется только основной или дополнительный присадочный металл, сварка косвенной дугой между двумя неплавящимися электродами и сварка трехфазной дугой, которая идет между самими электродами и между электродом и основным металлом.
Двухфазные портативные сварочные трансформаторы. Плавная регулировка тока. Защита от перегрузки.Укомплектованы аксессуарами.
Принцип работы сварочного инвертора – схема и устройство
И профессиональные сварщики, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители.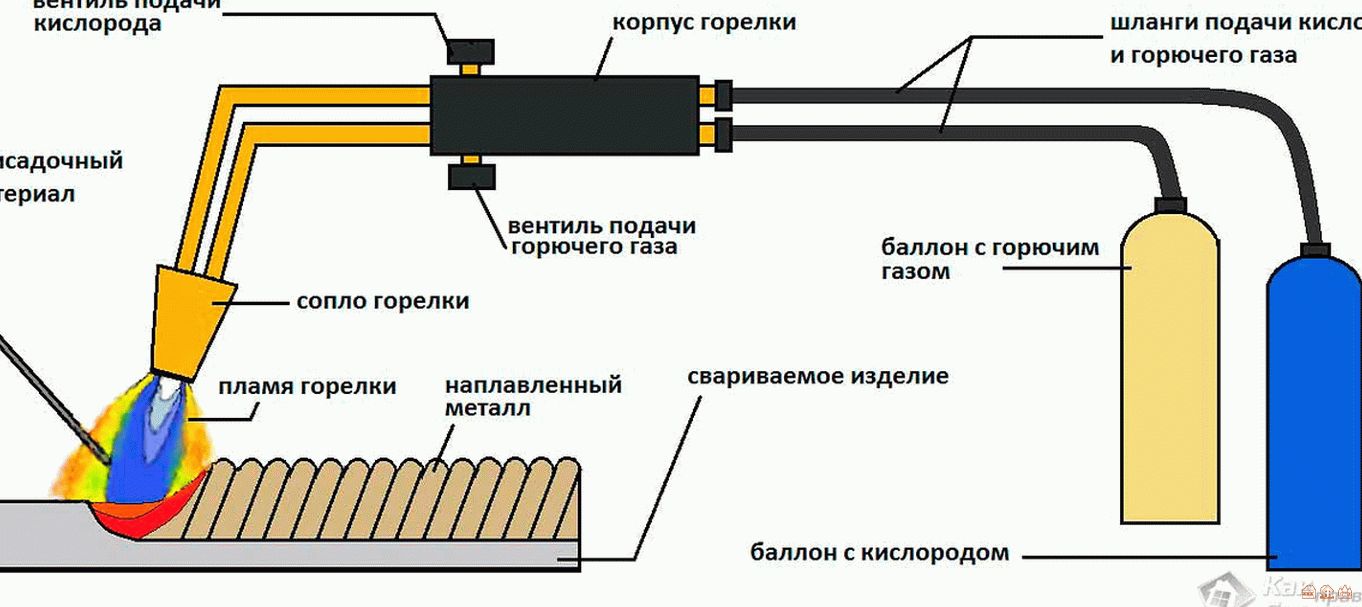 И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появился не вчера.Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современных виде сварочные приборы появились недавно.
И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появился не вчера.Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современных виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, повысило функциональность агрегата. Самое интересное состоит в том, что от этой цены сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и изменением тока 50. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блокисторов (с большим качеством коммутации), в результате получается опять переменный ток только с большей транзисторой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжения дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
 Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе. Именно высокая частота тока является техническим решением в инверторных сварочных аппаратах.Оно позволяет добиться максимальных преимуществ перед другими источниками электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной трансформатора.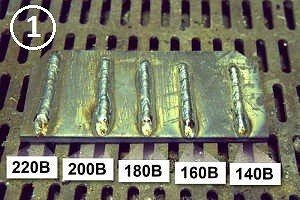
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами.Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки.Именно катушка позволяет снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратов инверторного типа все наоборот, небольшие размеры и вес.Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с напряжением 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание.На выходе выпрямителя напряжение постоянно величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное устройство питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (нижнему), то и переключаться они будут с высоким качеством. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало, необходимо в схему установить большое количество дополнительных элементов.
Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало, необходимо в схему установить большое количество дополнительных элементов.
разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа появлялись в процессе работы сварочного инвертора.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт.В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важные, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
 Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт.В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт.В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.Внимание! Необходимо знать, что на конденсаторах, в фильтре, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт.
 Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.Вот основные элементы силового блока инверторного сварочного аппарата.Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума.Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, по его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Поделись с друзьями
1
0
7
0
Как работает инверторный сварочный аппарат принцип – действия
Традиционные сварочные агрегаты, которые включены в систему громоздкие трансформаторы, сегодня энергично вытесняют инверторы для сварки. Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он работает, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента.
Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он работает, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента.
Что такое сварочный инвертор и как он работает?
Инвертор – современный инструмент, предназначенный для сварочных работ. Приборы данного типа интенсивно вытесняют из автомобильных мастерских, гаражей сварочные приборы, оснащенные трансформаторами, генераторы, выпрямители.
Принцип действия такого аппарата аналогично любому другому сварочному оборудованию основывается на выработке максимальной силы тока, необходимого для возбуждения дуги, дальнейшей ее стабильной работы. Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками. В результате этого процесса металл расплавляется и заполняется пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличается от монолитных изделий. В режиме сварочных агрегатов мощный ток вырабатывающий трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии.
В режиме сварочных агрегатов мощный ток вырабатывающий трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии.
Общий принцип работы инверторных устройств
Преобразование тока в инверторных сварочниках в отличие трансформаторного происходит в нескольких стадиях с помощью трансформатора небольшой мощности, размеры которого практически не превышают пачку сигарет, и электронную схему.
Для инверторного оборудования работает система управления, благодаря которой прибором намного проще получается сварочный шов достаточно высокого качества.
Преобразование сетевого напряжения происходит следующим образом:
- Входной ток с Первоначально – 220В, 50А пропускается через выпрямитель прибора, реформируется в постоянный, одновременно сглаживается фильтрами.
- Постоянное напряжение, полученное при помощи модулятора, снова преобразуется в переменное напряжение, но его частота уже составляет практически 100 кГц.
- Следующий шаг – выпрямление, понижение напряжения до необходимого значения для выполнения сварочных работ.

Применение возможности высокочастотного преобразователя предоставило возможность использовать мини-трансформаторы. Благодаря этому инверторы значительно компактнее и имеют малый вес. К примеру, для того, чтоб инвертор выдавал сварочный 160А, будет достаточно трансформатора весом 250 гр. Для сравнения: для традиционной сварки, чтобы получить аналогичный сварочный ток, трансформатор 18 кг.
Электроника в процессе эксплуатации инверторных аппаратов имеет большое значение.Она необходима для обратной связи с электродугой. Это дает возможность поддерживать ее параметры на необходимом уровне. Микропроцессоры мгновенно предупреждают самые незначительные отклонения. В результате стабильность работы дуги гарантирована!
Как работает сварочный инвертор?
Преобразование в инверторе электроэнергии осуществляется следующим образом:
- Переменный ток от сети 220В преобразуется в постоянный.
- Далее ток постоянный снова реформируется в переменный ток посредством электрической схемы аппарата, но уже с достаточно большей точности.
- Высокочастотное напряжение понижается, увеличивает сила тока.
- Полученный ток высокой частоты, низким напряжением, высокой силы реформируется в постоянный ток, который непосредственно используется для выполнения сварочных работ.
Современное инверторное оборудование предоставило возможность низшего уровня массы, размеры сварки. В аппаратах данного типа намного эффективнее производится регулировка сварочного тока. Габариты оборудования зависят от частоты тока.Чем она выше, тем размеры инвертора меньше.
Главная задача любого инверторного агрегата – повышение частоты сетевого электротока. Возможно это из-за применения транзисторов, переключающихся при частоте 60-80 Гц. Но, как правило, на транзисторы подается лишь постоянный ток, а в стандартной электросети переменный с частотой 50 Гц. Для того чтобы сделать переменный ток постоянным, инверторы специальных выпрямителей, сделанными на основании диодного моста.
Для того чтобы сделать переменный ток постоянным, инверторы специальных выпрямителей, сделанными на основании диодного моста.
В сварочниках данного типа после транзисторного блока, формирующего ток повышенной частоты, размещается трансформатор, напряжение, повышающий силу тока.Для регулирования высокочастотного тока используются напряжения компактные мини трансформаторы, не уступающие по мощности громоздким аналогам.
Преимущества
- Небольшая потребляемая мощность . Для стандартного трансформатора при использовании электродов электросети диаметром 3 мм потребуется мощность порядки 8 кВт, а для инвертора необходимо не более 3 кВт при работе четырехмиллиметровыми электродами. На холостом ходу сварка инверторного типа также потребляет значительно меньше электрической энергии.
- Высокий КПД . Минимальные затраты на электромагнитную индукцию, формирующуюся в сварочных трансформаторах стандартного типа, позволяет достичь КПД инверторного оборудования больше 90 процентов. Энергия, потребляемая сваркой, практически в полном объеме уходит на электрическую дугу.
- Малая масса, небольшие размеры . Увеличить размер трансформатора для низкого напряжения.
- При выполнении сварочных работ разбрызгивание расплавленного металла минимальное . Это особенно заметно при работе электродами небольшого диаметра. В данном случае дуга зажигается и работает достаточно мягко, в результате практически не образуется шлак, а сварочный шов получается высокого качества.
- Плавная настройка параметров тока сварки . При эксплуатации сварочного инвертора, работающего от напряжения 140 вольт, уменьшить ток можно до 10A, а сваривание металлических образцов выполнить электродами Ø1,6мм.
- Улучшенные показатели дуги . Благодаря постоянному контролю, корректировке параметров дуги сварки, ее показатели значительно улучшились.
- Минимальная нагрузка на электросеть . Инвертор в процессе сварки не перегружает электрическую сеть, можно даже не отключать бытовые электроприборы, так как риски их выхода из строя минимальны. Оборудование данного типа можно питать даже электрогенератором.
- Возможность сваривания заготовок из нержавеющей стали, цветных металлов .При использовании специальных электродов инверторами можно сваривать детали из меди, нержавейки. А неплавящимися электродами можно варить алюминиевые образцы в газовой защитной среде.
- Применение электродов разного типа . Плавная регулировка рабочих параметров агрегата позволяет применять электроды любого типа в зависимости от свариваемого металла. Также можно менять полярность тока.
- Удобство, простота эксплуатации . Благодаря дополнительным функциям, к примеру, горячий старт, антизалипание при помощи инверторного оборудования качественно выполнять работы даже неопытные сварщики.
 Энергия, потребляемая сваркой, практически в полном объеме уходит на электрическую дугу.
Энергия, потребляемая сваркой, практически в полном объеме уходит на электрическую дугу. Инвертор в процессе сварки не перегружает электрическую сеть, можно даже не отключать бытовые электроприборы, так как риски их выхода из строя минимальны. Оборудование данного типа можно питать даже электрогенератором.
Инвертор в процессе сварки не перегружает электрическую сеть, можно даже не отключать бытовые электроприборы, так как риски их выхода из строя минимальны. Оборудование данного типа можно питать даже электрогенератором.  youtube.com/embed/APbB12bjRzM?feature=oembed&wmode=opaque” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/APbB12bjRzM?feature=oembed&wmode=opaque” frameborder=”0″ allowfullscreen=””/>
Недостатки
- Сложность конструкции . Использование для инверторного оборудования полупроводниковой электроники делает его менее надежным.
- Высока цена . По стандартной трансформаторной сварке инверторы стоят намного дороже.
- Чувствительность к строительной пыли . Инструмент достаточно чувствителен к строительной пыли, предполагает периодическую очистку в процессе работы на достаточно запыленных строительных участках.
- Необходимость контроля нарушений контактов . Из-за плохих контактов происходит искрение, способное формировать в выходных цепях неконтролируемые автоматические токовые скачки.
- Негативное влияние температурных колебаний . Инверторным сварочным аппаратом не рекомендуется пользоваться сразу после резких скачков температуры. Если инструмент находился зимой в не отапливаемом помещении и его занесение в достаточно теплое помещение, то его не стоит включать на нескольких часов, так как существует большая вероятность выпадения конденсата.Поэтому перед началом работы нужно дать испариться влаге с электронного платного оборудования.
 Если инструмент находился зимой в не отапливаемом помещении и его занесение в достаточно теплое помещение, то его не стоит включать на нескольких часов, так как существует большая вероятность выпадения конденсата.Поэтому перед началом работы нужно дать испариться влаге с электронного платного оборудования.
Если инструмент находился зимой в не отапливаемом помещении и его занесение в достаточно теплое помещение, то его не стоит включать на нескольких часов, так как существует большая вероятность выпадения конденсата.Поэтому перед началом работы нужно дать испариться влаге с электронного платного оборудования.
Итог
Несмотря на эти незначительные нарушения, при правильной эксплуатации, соблюдении правил безопасности, характеризующейся продолжительным сроком службы.
Принципы дуговой сварки
Дуговая сварка – это один из способов соединения металлов методом сплавления. Для этого в соединении значительно повышают температуру, из-за чего края двух деталей плавятся и смешиваются друг с другом или с расплавленным буферным металлом.После охлаждения и застывания между ними образуется металлургическая связь. Так как соединение представляет собой смесь металлов, чаще всего оно обладает такими же прочностными характеристиками, что и металл соединяемых деталей. Это большое преимущество над методами работы без расплавления металлов (пайки и т. Д.), Которые не позволяют продублировать физические и механические характеристики металлов.
Это большое преимущество над методами работы без расплавления металлов (пайки и т. Д.), Которые не позволяют продублировать физические и механические характеристики металлов.| Рис.1. Схема контура дуговой сварки |
При дуговой сварке необходимое для плавления металла тепло выделяется электрической дугой. Эта дуга образует между рабочим изделием и электродом (в виде стержня или сварочной проволоки), которую вручную или механически направляют в сварочную ванну. Электрод может быть неплавким и служить исключительно для замыкания контура между рабочими изделием и наконечником. Также помимо переноса тока он может быть добавлен в сварочную ваннуадочного металла.В производстве металлоизделий чаще используется второй тип электродов.
Сварочный контур
Упрощенная схема сварочного контура на Рис.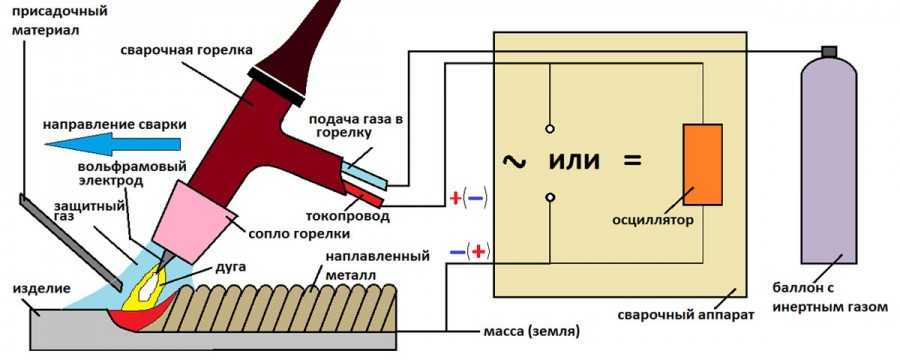 1. Он состоит из источника постоянного или переменного тока, который подключает кабели к свариваемой детали и электрододержателю.
1. Он состоит из источника постоянного или переменного тока, который подключает кабели к свариваемой детали и электрододержателю.
Когда кончиком электрода прикасаются к рабочему изделию и сразу же приподнимают его от поверхности.
Температура дуги составляет около 3600ºC.Этого достаточно, чтобы расплавить основной металл и материал электрода, образуя при этом сварочную ванну, которую иногда называют «кратером». После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение.
Газовая защита
Соединения металлов перемещения электрода недостаточно. При высокой температуре металлы вступать в реакцию с содержащимися в воздухе химическими веществами – кислородом и азотом. Когда расплавленный металл в сварочной ванне вступает в контакт с воздухом, он начинает образовывать оксиды и нитриды, из-за чего получают прочностные характеристики металла.Поэтому многие процессы дуговой сварки предполагают какой-либо способ изолировать дугу и сварочную ванну с помощью защитного газа, пара или шлака.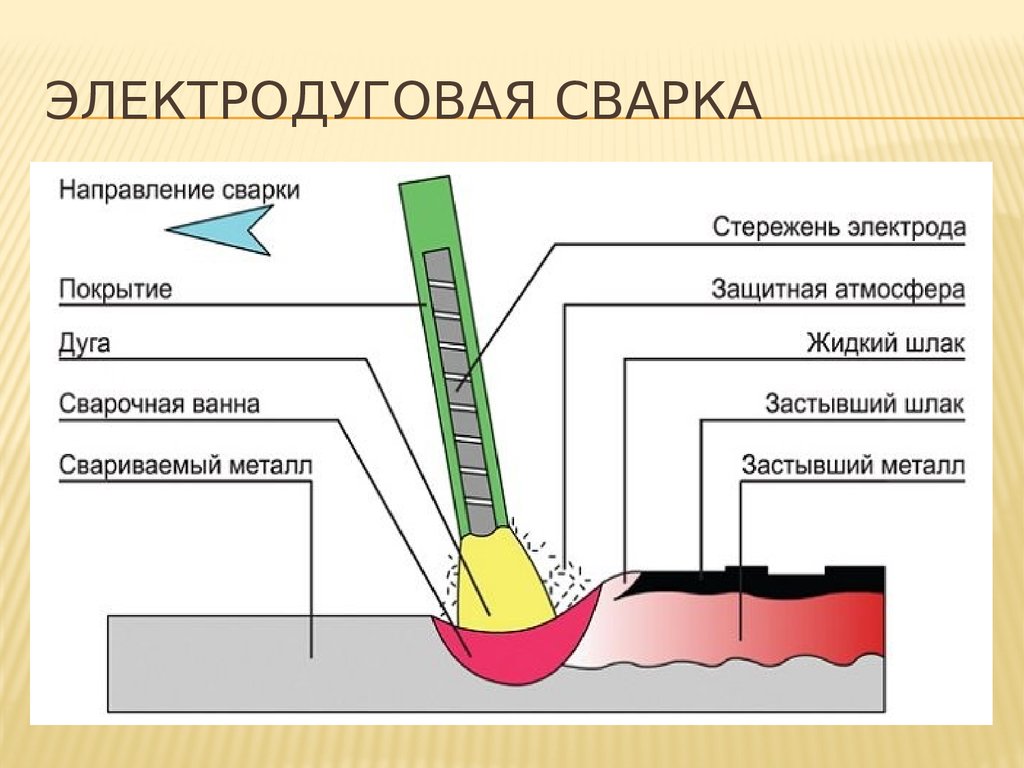 Это называют защитой дуги. Такая защита предотвращает контакт расплавленного металла с воздухом. Кроме того, защита может улучшить сварочно-технологические характеристики. В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
Это называют защитой дуги. Такая защита предотвращает контакт расплавленного металла с воздухом. Кроме того, защита может улучшить сварочно-технологические характеристики. В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
| Рис.2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении. |
На Рисунке 2 типичная схема газовой защиты дуги и сварочной ванны. Выступающее за границу электрода покрытие плавится в точке контакта с дугой и образует облако защитного газа, а слой флюса защищает еще не застывший металл наплавления позади дуги.
Электрическая дуга представляет сбой достаточно сложное явление. Хорошее понимание физики дуги поможет сварщику лучше контролировать свою работу.
Природа дуги
Электрическая дуга представляет собой ток через дорожку ионизированного газа между двумя электродами. При этом изображении между отрицательно заряженными и положительно заряженными анодом дуга выделяется много тепла, так как в ней постоянно сталкиваются положительные и отрицательные ионы.
При этом изображении между отрицательно заряженными и положительно заряженными анодом дуга выделяется много тепла, так как в ней постоянно сталкиваются положительные и отрицательные ионы.
В некоторых условиях сварочная дуга не только вырабатывает необходимое для плавления электрода и основного металла тепло, но и перенос расплавленный металл с кончика электрода на рабочее изделие.Существует несколько технологий переноса металла. Например, среди них можно отметить:
- Перенос силами поверхностного натяжения (Surface Tension Transfer®), когда капля расплавленного металла касается сварочной ванны и втягивается в нее силами поверхностного натяжения;
- Струйный перенос металла – когда электрический разряд выталкивает каплю из расплавленного металла на кончике электрода в сварочную ванну. Такой процесс хорошо подходит для потолочной сварки.
При использовании плавкого электрода жар от дуги расплавляет кончик электрода.От него отделяются капли металла, которые пермещаются через дугу к рабочему изделию. При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые направляются через дугу к рабочему изделию. При использовании угольного или вольфрамового (TIG) электрода этого не происходит. В таком случае металл наплавления поступает в соединение из второго электрода или проволоки.
При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые направляются через дугу к рабочему изделию. При использовании угольного или вольфрамового (TIG) электрода этого не происходит. В таком случае металл наплавления поступает в соединение из второго электрода или проволоки.
Большая часть тепла дуги поступает в сварочную ванну через расходуемые электроды.Это позволяет более высокую термическую эффективность и сконцентрировать зону термического воздействия.
Так как для замыкания электрического контура нужна ионизированная дорожка между электродом и рабочей поверхностью, простым включением тока будет недостаточно. Необходимо «поджечь» дугу. Этого можно добиться кратковременным повышением напряжения или прикосновением электрода к контактной поверхности до тех пор, пока она не нагреется.
Для сварки местный как постоянный ток (DC) или прямой полярности, так и переменный (AC).Выбор рода и полярности тока зависит от конкретного процесса сварки, типа электрода, газовой среды в зоне дуги и свариваемого металла.
Страница не найдена
К сожалению, по вашему запросу ничего не найдено. Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, введите более двух символов
Все результаты поискане работает, отключается, перегревается полуавтомат или инвертор
Сварочные аппараты – оборудование, востребованное (в зависимости от моделей) для проведения строительно-монтажных, ремонтных и других работ в быту, мастерских, на строительной площадке или производственных предприятиях.Как и любое другое оборудование выходит из строя по разным причинам – из-за некачественной сборки, недоработок конструкции, несоблюдения правил эксплуатации или естественного износа.
Основные неисправности сварочных аппаратов – трансформаторов и инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами, обеспечивающими двойное преобразование тока питания, поэтому определить причину их поломки проще.
Основные проявления неполадок:
- Сварочный трансформатор или инвертор не работает при подключении к сети электропитания. В этом случае проверяют наличие напряжения в сети, целостность предохранителей, вероятность обрыва токовых обмоток, работоспособность выпрямительных диодов.
- Электрод залипает на обрабатываемые детали, в месте нахождения преобразователя появляется гул. Причиной этой проблемы могут быть: замыкание в обмотках трансформатора, неисправность диодов, ослабление контактов, низкое напряжение питающей сети, ошибка в выборе режима работы сварочного аппарата.
- Сварочный трансформатор или инвертор перегревается, включается лампочка перегрева и самопроизвольно отключается.Причиной этой может быть слишком длительная работа (предельная продолжительность включения указывается в техническом паспорте) или неэффективная работа встроенного вентилятора. Вторая причина характерна для недорогих агрегатов. К перегреву может привести эксплуатация оборудования в слишком запыленных помещениях. Если запыленность на объекте снизить нельзя, то необходимо периодически очищать его основные узлы.
- Сварочный аппарат работает, но не варит. Причиной этой проблемы могут быть: слишком длинный удлинитель, подгорание контактов, обрыв кабелей.
- Почему сварочный аппарат – трансформатор или инвертор – сам отключается? Самопроизвольное выключение может быть вызвано замыканием проводов на корпусе или неправильным выбором защитного элемента в электрощитке.
 В этом случае проверяют наличие напряжения в сети, целостность предохранителей, вероятность обрыва токовых обмоток, работоспособность выпрямительных диодов.
В этом случае проверяют наличие напряжения в сети, целостность предохранителей, вероятность обрыва токовых обмоток, работоспособность выпрямительных диодов. Причиной этой проблемы могут быть: слишком длинный удлинитель, подгорание контактов, обрыв кабелей.
Причиной этой проблемы могут быть: слишком длинный удлинитель, подгорание контактов, обрыв кабелей.Определить, почему не работает сварочный трансформатор, инвертор, полуавтомат, специалисты сервисного центра, имеющие современное диагностическое оборудование и инструмент. Только мастера с большим опытом полностью восстановить работоспособность аппаратов и значительно продлить их рабочий период.
Сварочный аппарат. Типы и особенности. Сварка и дуга. Применение
Издавна люди имеют дело с металлическими изделиями: предметы быта, украшения, оружие, техника и т.д. Люди научились делать кованые изделия, плавить и штамповать чугун. А когда появилась сталь, то из металлических изделий стали строить трубопроводы, корабли, дома, автомобили и другие конструкции. В настоящее время из всего объема расходуемого металла сталь составляет 90%. В черной металлургии научились выплавлять конструкционные материалы высокого качества.
В настоящее время из всего объема расходуемого металла сталь составляет 90%. В черной металлургии научились выплавлять конструкционные материалы высокого качества.
Уже в то время необходимо было создать надежный способ соединения металлических элементов, болты и заклепки уже не могли справиться с большими нагрузками. В 1882 году русский инженер Бенардос создал дуговую сварку металлических деталей с помощью угольного электрода. А через четыре года он оформил патент на технологию сварки металлов. Так появился первый сварочный аппарат.
Инженер Славянов в 1888 году публично публично дуговую сварку плавящимся электродом под флюсом, которая получила название электрической отливки металла.Славянов доказал, что дуговая сварка дает возможность сваривать черные и цветные металлы. В следующие годы металлы стали сваривать уже трехфазным током, и использовать эту технологию в масштабах промышленного производства.
Особенности процесса сварки
Дуговая технология сваривания распространена очень широко, так как с помощью этой технологии образуется прочное неразъемное соединение металлических деталей. Высокая прочность соединяется непрерывностью полученных металлических структур и сцеплений металла.
Высокая прочность соединяется непрерывностью полученных металлических структур и сцеплений металла.
Главный фактор процесса сварки – высокая температура. В теории соединения между атомами металла достигаются повышенным механическим давлением. Однако такой способ не подходит для стали, а годится для металлов с низкой твердостью, например, свинца.
Как возникает электрическая дуга
Сварочный аппарат с помощью электрической дуги. Она образуется при коротком замыкании электродов, которые находятся на близком расстоянии.Напряжение на электродах постепенно повышают до тех пор, пока не возникает воздушный пробой. При этом возникает эмиссия электронов катода, которые повышают температуру от воздействия электрического тока, и перемещаются к ионизированным атомам анода.
Далее происходит разрушение с большой скоростью: возникает электрическая дуга и цепь замыкается. В результате воздушный зазор ионизируется и формируется плазма, которая является особым свойством газа. Воздушный зазор увеличивает сопротивление, в результате чего ток увеличивается, и температура дуги увеличивается, дуга начинает проводить ток и замыкает цепь.Это явление называют розжигом. Путем регулировки необходимого зазора между электродами дуга стабилизируется.
Воздушный зазор увеличивает сопротивление, в результате чего ток увеличивается, и температура дуги увеличивается, дуга начинает проводить ток и замыкает цепь.Это явление называют розжигом. Путем регулировки необходимого зазора между электродами дуга стабилизируется.
Процесс сварки
Создается электрическая независимость между электродами, от свариваемых деталей, то есть она действует при сварке косвенным путем. Обычно дуга разжигается непосредственно между электродом и деталью, являющейся частью цепи. От сварочного аппарата электрического ток подключают к заготовке, температура электрической дуги повышается и оплавляет детали.При этом создается «сварочная ванна», в которой металл какое-то время находится в жидком виде. В эту же ванну попадает расплавленный металл электрода.
В процессе горящего покрытия электродажа вокруг дуги газовую оболочку и жидкую шлаковую ванну. При внешнем удалении из рабочей зоны электрической дуги, создается сварочный шов, на поверхности которого происходит корка из шлака в виде своеобразного панциря.
Существуют методы сварки с неплавящимся электродом, изготовленным из вольфрама или графита.Например, во время аргоновой сварки шов наполняется расплавленной сварочной проволокой. Выбор качественных электродов для сварки является важным фактором, обуславливающим надежность и прочность будущего шва. Здесь имеется ввиду не диаметр электрода, а состав его материала. Проволока и электроды разных марок могут лучше сочетаться с различной глубиной плавки, длиной дуги. Обмазка электродов способна в степени влиять на ход сварки, а также менять химический состав и параметры шва.
В процессе сварки место сваривания должно защищаться от воздуха для предотвращения окисления металла. Поэтому вокруг рабочей зоны необходимо формировать защитную среду.
Для решения этой задачи существуют два варианта:
- MIG – MAG , при которой в зоне сварки подается инертный газ.
- Сгорание оболочки электрода . При этом вокруг зоны создается газовый купол, защищающий ее от воздуха. Оболочка электрода во время сгорания выводит кислород из зоны шва.В покрытии электрода имеются вещества, ионизирующие электрическую дугу, очищают и легирующие шовный металл, чем улучшают его физические параметры.
 При этом вокруг зоны создается газовый купол, защищающий ее от воздуха. Оболочка электрода во время сгорания выводит кислород из зоны шва.В покрытии электрода имеются вещества, ионизирующие электрическую дугу, очищают и легирующие шовный металл, чем улучшают его физические параметры.
При этом вокруг зоны создается газовый купол, защищающий ее от воздуха. Оболочка электрода во время сгорания выводит кислород из зоны шва.В покрытии электрода имеются вещества, ионизирующие электрическую дугу, очищают и легирующие шовный металл, чем улучшают его физические параметры.Сварка металла являетсяобразным процессом, так как необходимый режим температуры зависит непосредственно от параметров электроэнергии. Чтобы получить качественный шов, необходимо создать условия для устойчивой электрической дуги. Постоянная равномерная дуга способ избежать дефектов шва. Чем больше размер свариваемых деталей, тем электроды для сваривания требуются толще, а также необходима большая сила тока.
Особенность сварки является то, что при постоянном токе электрическая дуга более стабильная, так как нет изменения полярности тока. При этом шов формируется более качественным. Хотя алюминий и его сплавы лучше сваривает сварочный аппарат переменного тока. Навык работы сварщика при сварке играет большую роль, так как сварщик должен выбирать длину дуги, поддерживать ее горение и правильно двигать электрод по шву, аккуратно расплавляя металл деталей. От профессиональных качеств сварщика зависит прочность, качество и внешний вид шва.
От профессиональных качеств сварщика зависит прочность, качество и внешний вид шва.
Виды и особенности устройства
Любой сварочный аппарат электродуговой сварки должен принять электрический ток из сети и уменьшить его напряжение, повысить силу тока до необходимой величины (от 100 до 200 ампер). При этом может изменяться частота тока, либо из переменного постоянного постоянного тока. Исключением являются только аппараты, в которых электрическая дуга создается от энергии батарей аккумуляторов, либо генераторов с двигателем внутреннего сгорания.
Другими словами, каждый сварочник является своеобразным преобразователем энергии.Существует несколько различных устройств для сварки металлов электрической дугой. Каждый из них имеет свои особенности, достоинства и недостатки.
Трансформаторный сварочный аппарат
Это наиболее распространенный вид сварочных аппаратов. Такие устройства недорого стоят, надежны в эксплуатации и имеют простое устройство. Электрическая энергия в этом устройстве преобразуется с помощью трансформатора, действующего на бытовой частоте тока 50 герц.Величина тока настраивается механическим изменением магнитного потока в магнитопроводе.
Электрическая энергия в этом устройстве преобразуется с помощью трансформатора, действующего на бытовой частоте тока 50 герц.Величина тока настраивается механическим изменением магнитного потока в магнитопроводе.
Получая от электрической энергии, первичная обмотка намагничивает сердечник. В это время на вторичной обмотке образуется переменный ток низкого напряжения около 70 вольт, с большой силой тока, которая может достигать 200 ампер. Этот ток создает электрическую дугу для выполнения сварки деталей. Величина напряжения и тока на вторичной обмотке зависит от числа ее витков. Чем меньше витков, тем больше сила тока, и меньше напряжение.
Преимущества
- Неприхотливость и надежность в работе.
- Отсутствие электронных элементов.
- Удобное выполнение ремонта и обслуживания из простого простого устройства.
- Невысокая стоимость, нежели чем инверторный сварочный аппарат.
Недостатки
- Большие габаритные размеры и вес.
- Небольшой КПД, расходует много электроэнергии, что не позволяет подключать его к бытовой сети.
- При отсутствии опыта в сварочных работах трудно удерживать электрическую дугу.
- Качество шва невысокое, так как сварочный аппарат работает от переменного тока.

Из-за невысокой стоимости такой сварочный аппарат используется в промышленности, в бытовых условиях, где мощность сети достаточна.
Выпрямители для сварки
Такие устройства по своей конструкции схожи со сварочными трансформаторами. В них электрический ток не изменяет частоту, и формируется на обмотках трансформатора низкого напряжения.После понижения напряжения, электрический ток проходит по блоку селеновых или кремниевых выпрямителей, которые проходят через полупроводниковые диоды, пропускают электрический ток в одну сторону. В результате на сварочный электрод поступает постоянный ток. Поэтому при сварке деталей электрическая дуга стабильная, не прерывается и обеспечивает качественный шов.
Устройство выпрямителя сложнее, отличие от трансформатора сварочника, так как чаще всего необходимо создать вентиляторное охлаждение полупроводниковых элементов.Обычно такие устройства оснащаются вспомогательными дросселями, что дает возможность создания необходимых параметров выходного тока – он фильтруется и сглаживается.
В комплект сварочных выпрямителей могут входить измерительные защитные и пускорегулирующие устройства. В работе выпрямителя для сварки важна токовая и температурная стабильность. Для этого в него встраивают плавкие предохранители, реле , термостаты и т.д. Наиболее популярными стали трехфазные выпрямители, наиболее функциональные устройства.
Преимущества
- Качественный шов.
- Наименьшее разбрызгивание материала присадок.
- Легко удерживается дуга.
- Возможность сварки чугуна, цветных металлов и термостойкой стали.
- Значительная глубина плавления.
- Небольшие габаритные размеры и масса, в отличие от трансформаторных сварочников.
