Сварка латуни и алюминия: Сварка алюминия с медью
alexxlab | 03.04.2023 | 0 | Разное
Сварка латуни, меди, бронзы, цветных металлов
Сварка меди имеет свои отличия, так как ее теплопроводность в шесть раз выше, чем у железа и других металлов. Медь становится хрупкой при температуре 500–600°C, а при 700-800°C ее прочность снижается настолько, что даже при легких ударах появляются трещины.
Температура плавления меди составляет 1083°С. На показатель свариваемости меди влияет наличие в ней тех или иных примесей – мышьяка, сурьмы, свинца, висмута и т.д. Наилучшая свариваемость – у чистой электролитической меди.
Выделяющиеся при охлаждении металла пузырьки углекислого газа и водяных паров в меди не растворяются. Поэтому за счет создания большого внутреннего давления в меди и образуются мелкие трещинки. Это явление принято называть водородной болезнью меди.
Сварка меди, особенности
Наносимые на присадочные прутки и разделку шва флюсы используют с целью улучшения процесса сварки и предохранения металла от окисления. По составу флюсы делятся следующим образом:
- 68% прокаленной буры, по 15% кислого фосфорнокислого натрия и кремниевой кислоты, 2% древесного угля.

- 0% прокаленной буры, по 15% кислого фосфорнокислого натрия и кремниевой кислоты, 20% древесного угля.
- Прокаленная бура, в которую добавлено 4-6% металлического магния.

При толщине листа не больше 4 мм можно производить сварку без присадочного металла. Если же толщина превышает 4 мм, необходим скос кромок под углом 35-45°. Для предупреждения протекания жидкого горячего металла шва необходимо обеспечить минимальный зазор сборки под сварку, который может достигать 0,5 мм. По концам шва необходимо сделать формовку. Сварка меди должна проводиться исключительно в нижнем положении, углы наклона газовой горелки должны быть минимальны.
В процессе сварки меди следует применять керамические, асбестовые или графитовые подкладки.
Как готовить флюс?
Основой флюса служит бура, увеличивающая газовую проникаемость сварного шва. Для прокалки буры требуется проделать несколько манипуляций:
- Наполнить тигель из фарфора или шамота бурой до 1/3 и поместить его в нагретую до 400-500°C печь.
 Бура прокалится только после того, как выпучится и осядет на дно тигля.
Бура прокалится только после того, как выпучится и осядет на дно тигля. - Из полученной массы необходимо сделать порошок и переложить его в герметичную посуду.
Процесс сварки меди
После сбора соединения для сварки требуется зачистить кромки от ржавчины, окалины и различных загрязнений, при этом ширина должна быть равна 30 мм от центра разделки. В присадочной проволоке из меди должно содержаться до 0,2% фосфорной массы. Диаметр проволоки зависит от толщины листа свариваемого металла и может находиться в пределах 50-75%.
Затем подготавливается прокаленная бура. На источнике питания устанавливается режим 4 или 5, напряжение на горелке должно составлять 160-180В. Сварку меди осуществляют на подъем без перерывов за один проход. Угол наклона горелки к изделию должен составлять 40-50°, присадочной проволоки – 30-40°. Расстояние от свариваемой поверхности до сопла не должно превышать 4-8 мм.
Флюс вводится непосредственно в место сварки с помощью ложки или совка. Концом присадочной проволоки необходимо периодически добавлять флюс либо заранее нанести его в виде пасты. Остатки флюса удаляются путем промывания 2% раствором серной или азотной кислоты.
Концом присадочной проволоки необходимо периодически добавлять флюс либо заранее нанести его в виде пасты. Остатки флюса удаляются путем промывания 2% раствором серной или азотной кислоты.
Чтобы улучшить механические свойства изделия, следует проковать металл шва, когда он остынет. Если толщина листа металла превышает 4 мм, его следует проковывать в нагретом состоянии (температура до 500-600°C). Если требуется получить изделие с большей степенью вязкости металла шва и зоны возле него изделие нужно нагреть до 500-600°C и сразу же охладить в воде.
Сварка латуни
Латунь – это сплав меди и цинка. Процесс сварки происходит так же, как в случае с медью. Однако при сварке латуни могут возникнуть некоторые затруднения – например, цинк закипает и начинает интенсивно испаряться, образуя при этом ядовитые оксиды.
При сварке латуни используют присадочные латунные прутки марки ЛМц58-2 (можно брать прутки из латуни марки ЛК с содержанием кремния). Флюсом служит прокаленная бура.
Ход проведения работ
Сначала необходимо зачистить свариваемые кромки до появления металлического блеска. Для удаления оксидов используется 10% водный раствор азотной кислоты, после чего металл промывают горячей водой и насухо вытирают.
Угол наклона газовой горелки должен составлять 70-80°, присадочного прутка – 80° по отношению к соплу горелки. Латунь сваривают быстро, в один проход и без перерывов, иначе может начаться интенсивное окисление. Расстояние от свариваемого изделия до сопла горелки должно составлять 7-10 мм.
После окончания сварки шов необходимо проковать. При содержании меди более 60%, проковка осуществляется в охлажденном состоянии. Если содержание меди составляет менее 60%, проковка происходит при температуре 600-650°C, после чего изделие охлаждают.
В процессе сварки рекомендуется использовать латунную кремнистую проволоку ЛК-62-05 (ЛО-60-1). Для расчета ее диаметра применяется формула: 0=(S-M) mm, где S обозначает толщину свариваемого шва.
Сварка бронзы
У сварки бронзы также есть свои отличительные черты. Бронза представляет собой сплав меди с оловом, свинцом, цинком, марганцем, алюминием и кремнием. За счет различных примесей, выгорающих при сварке, после ее окончания на поверхности металла появляется пористый шов.
Бронза представляет собой сплав меди с оловом, свинцом, цинком, марганцем, алюминием и кремнием. За счет различных примесей, выгорающих при сварке, после ее окончания на поверхности металла появляется пористый шов.
Подготовка свариваемых кромок происходит так же, как при сварке меди. Сварку следует осуществлять довольно быстро, без перерывов и за один проход.
Сварка бронзы бывает следующих видов:
- Сварка с доминирующим оловянным составом производится с применением присадочных прутков БрОЦ4-3 и БрОФ6.5-0,15. В качестве флюса берется прокаленная бура.
- Сварка с доминирующим алюминиевым составом производится с применением присадочных прутков БрАЖМцЮ-3-1,5. В состав флюса входит по 20% хлористого натрия и хлористого бария, 12-16% фтористого натрия, остальная часть – хлористый калий.
- Сварка с доминирующим свинцовым составом производится с применением присадочных прутков из особого сплава: 21% свинца, 1,5% цинка, 8% олова, остальная часть – медь.
Когда осуществляется сварка специальных бронз, следует использовать прутки, состав которых близок к свариваемым деталям.
Сварка латуни
Основную сложность при сварке деталей из латуни обуславливает разница в температурах плавления составных частей всех марок латуни – меди и цинка. Если у самой латуни температура плавления – 700 ºС, то у цинка – 420 ºС. То есть цинк уже при низких температурах начинает выгорать (это приводит к выделению в воздух вредных веществ) и течь, а материал в районе формирования шва кипит, что делает сам сварной шов неровным.
При сварке массивных латунных деталей необходим предварительный прогрев, а при сварке тонких листов (до 1,5 мм) производится предварительная отбортовка. Зазор между свариваемыми изделиями должен быть меньше 2х мм, а если щель 2 и более мм, то надо делать подкладки, например из проволоки или нарезанного листа.
Аргоновая сварка латуни
Для провидения сварочных работ вам понадобится латунная проволока Л63 на катушке, полуавтомат и баллон с газом, респиратор из-за образования окиси цинка. Также понабится специальные флюсы, но при сварке в аргоне можно обройтись без них.
Температурные режимы отжига для нагрева кромок перед сваркой – 700-800 ºС, в процессе отжига – 600-650 ºС. Скорость изменения температуры 100 ºС/час. Мощность горелки выбирается, как и для сварки стали – на 1 мм сплава 120 л/ч горючей смеси.
Сваривают латунь с максимальной скоростью, как можно скорее, так как при меньшей скорости резко вырастает возможность образования пор по шву, при однослойном шве скорость сварки должа быть от 15 до 25 см в минуту. Присадочную проволоку располагают под углом 20-30 градусов к кромкам свариваемых деталей, а горелка под углом близким к прямому. Ни проволока, ни электрод не должны оказаться в ванне с расплавом.
Так как сварка ведется вольфрамовым электродом (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
Сварка латуни полуавтоматом выполняется с применением присадочной проволоки и защитного газа. Заполнение стыка скошенных кромок (разделки) делают с перехлестом, а впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Длина дуги увеличивается, и в какой-то момент она разрывается.
Вставив проволоку в горелку, включайте полуавтомат. Установите на полуавтомате прямую полярность, постоянный ток. Латунная сварочная проволока подается в автоматическом режиме, но можно делать это и самостоятельно, что, при в некоторых случаях бывает необходимо. Во время сварки следите за тем, чтобы проволока плавилась равномерно и полностью заполняла стык, а подложка, если она есть не сместилась или вообще не отвалилась. Дуга должна быть длинной, чтобы не допустить образования прожогов на поверхности металла и чтоб меньше пузырилось.
Отжиг сварных соединений
Для улучшения прочности сварных соединений по возможности следует провести дополнительный отжиг соединенных элементов при температуре порядка 550 градусов, что существенно улучшает структуру металла, обеспечивая максимально возможную прочность сварочных швов. Это относится к работам по сварке латуни любым способом.
Пайка латуни в домашних условиях
В принципе латунные изделия можно паять паяльной лампой обычным оловянным припоем используя буру как флюс.
+7(495)988-30-04
Дополнительные мобильные телефоны –
+7(915)332-61-30 +7(916)328-86-67
ЛАТУНЬ
- ЛАТУННЫЙ ПРОКАТ
- СВОЙСТВА ЛАТУНИ
- ГОСТы на ЛАТУНЬ
- Контакты и реквизиты
- РАСЧЁТ ВЕСА МЕТАЛЛА
МЕТАЛЛОПРОКАТ
- ЛАТУНЬ
- МЕДЬ
- БРОНЗА
- АЛЮМИНИЙ
- ТИТАН
- ОЛОВО
- НИКЕЛЬ
- ЦИНК
- РАСЧЁТ ВЕСА МЕТАЛЛА
Как приварить латунь к алюминию
11 января 2023 г. 11 января 2023 г. | 15:59
В мире сварки соединение двух разных металлов может оказаться непростой задачей. Соединение латуни и алюминия не является исключением.
Процесс подготовки шва
Перед началом сварки важно правильно подготовить шов. Начните с тщательной очистки алюминиевой и латунной поверхностей с помощью обезжиривающего средства или проволочной щетки, чтобы на обеих поверхностях не осталось грязи или мусора. После очистки убедитесь, что обе поверхности сухие, прежде чем начинать процесс. Следующим шагом является удаление окисления или коррозии с обеих частей с помощью проволочной щетки или наждачной бумаги. Это поможет гарантировать, что сварка будет прочной и надежной после завершения.
Выбор сварочного материала
Перед началом сварки выберите подходящий присадочный материал в зависимости от типа металла, из которого изготовлены детали, и требуемой прочности соединения. Например, если вы привариваете латунь к алюминию, в качестве присадочного материала следует использовать кремнистую бронзу, поскольку она обладает хорошей прочностью и хорошей коррозионной стойкостью при повышенных температурах; это поможет обеспечить надежную связь между двумя металлами после завершения.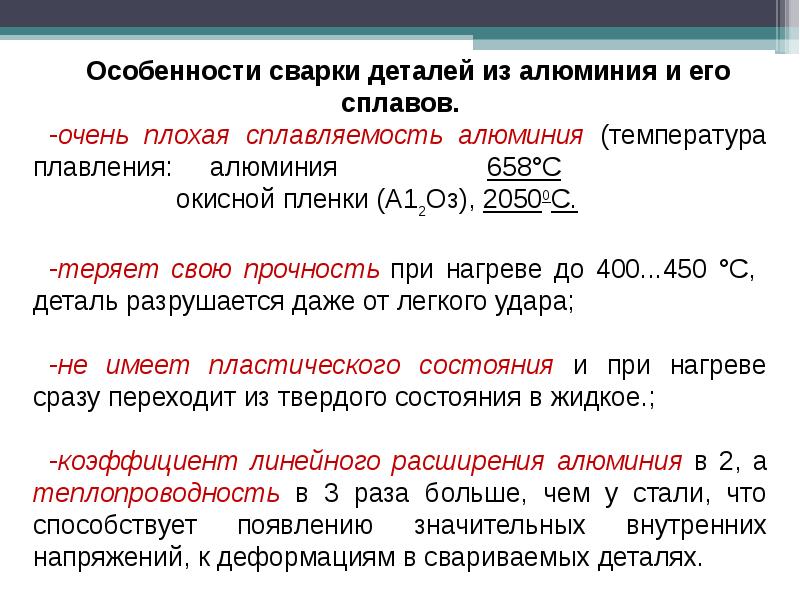 Вы также должны выбрать подходящую газовую смесь для защиты; Аргон обычно используется при сварке латуни с алюминием, так как он обеспечивает превосходную защиту от окисления во время процесса.
Вы также должны выбрать подходящую газовую смесь для защиты; Аргон обычно используется при сварке латуни с алюминием, так как он обеспечивает превосходную защиту от окисления во время процесса.
Техника сварки
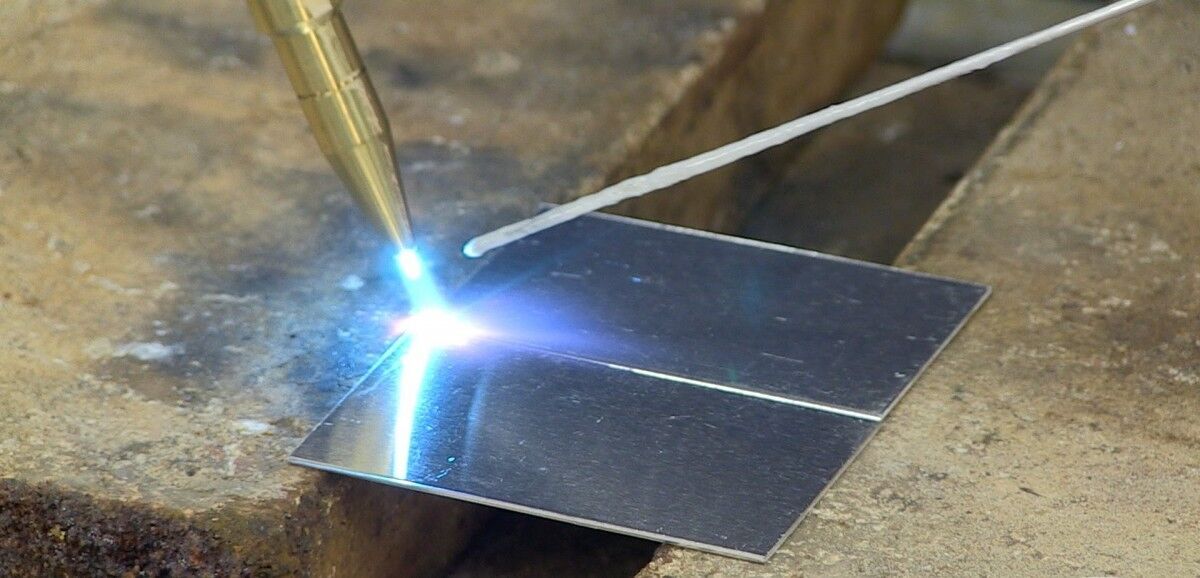
После правильной подготовки места соединения пора начинать сварку! При совместной работе с латунью и алюминием важно помнить, что они имеют разные температуры плавления — алюминий плавится при более низких температурах, чем латунь, — поэтому используйте более низкую температуру нагрева, чем обычно при работе только с одним металлом. Вы также должны позаботиться о том, чтобы не перегреть металл во время сварки, чтобы избежать коробления или других деформаций любой детали после завершения. Кроме того, используйте короткие вспышки тепла, а не одну длинную непрерывную дугу; это поможет свести к минимуму искажения в любой части, в то же время обеспечивая достаточное количество тепла для прочного соединения между ними. Наконец, не двигайтесь слишком быстро во время сварки; не торопитесь, чтобы каждый слой остыл, прежде чем переходить к другому слою сварных швов.
Вывод:
Сварка латуни с алюминием требует некоторых особых условий из-за их разных температур плавления, но это можно сделать успешно при правильной подготовке и технике! Перед началом работы убедитесь, что все поверхности чистые; это поможет обеспечить прочную связь между деталями после завершения. Кроме того, выберите подходящий присадочный материал, такой как кремниевая бронза, для обеспечения оптимальной прочности и коррозионной стойкости при повышенных температурах; Защитные газы, такие как аргон, также играют важную роль в обеспечении защиты от окисления в процессе сварки, поэтому обязательно выберите их соответствующим образом! Имея в виду эти советы, вы сможете каждый раз успешно выполнять сварку латуни с алюминием!
Абхишек Модак
Абхишек — опытный блоггер и отраслевой эксперт, который делится своими взглядами и знаниями по различным темам. Своими исследованиями Абхишек предлагает ценные идеи и советы профессионалам и энтузиастам. Подпишитесь на него, чтобы получить экспертные советы о последних тенденциях и разработках в металлургической промышленности.
Ремонтные комплекты для алюминия, ремонт алюминия с помощью пропановой горелки
Ремонтные комплекты для алюминия, ремонт алюминия с помощью пропановой горелки – AlumiweldПожалуйста, убедитесь, что Javascript включен для обеспечения доступности веб-сайтаЩелкните ссылку для получения дополнительной информации:
| |||||||||||||||||
 с 1986 г.
с 1986 г.