Сварка латуни и бронзы: Сварка латуни и бронзы – особенности технологии, работа с аргоном
alexxlab | 13.05.2023 | 0 | Разное
Сварка латуни и бронзы
Сваривание латуни затруднено тем, что при ее подогреве и расплавлении происходит испарение цинка, который является основной составной частью латуни. Из-за потерь цинка в своем составе, латунь будет терять свои свойства и ее качество значительно снизится. Также при испарении цинка выделяются вредные для здоровья человека пары и газы вместе с его окислами.
Если требуется сварить латунь небольшой толщины, то используют графитизированные электроды. Для того чтобы уменьшить выгорание цинка, поддерживается короткая дуга, а острый конец сварочного электрода погружается в сварочную ванну в расплавленный металл. Благодаря этому дуга горит в газовом пузыре из паров цинка и выгорание данного металла снижается.
Сваривание производится постоянным током обратной полярности без применения присадочного материала. Если толщина свариваемого металла составляет от 3 до 16 миллиметров, то следует делать одностороннюю разделку под углом 70 градусов, а если толщина металла больше 16 миллиметров, то нужно производить криволинейную разделку, а притупление составляет 1,5 – 2 миллиметра.
Латунь при толщине более 10 миллиметров следует подогревать перед свариванием до температуры 300 – 350 градусов по Цельсию. Сваривание производится на прокладках, которые предохраняют металл от прожогов, а также с присадочным материалом, которым служит проволока ЛК80-3. Диаметр проволоки для сваривания должен составлять 6 – 8 миллиметров, а сама проволока должна быть покрыта флюсом.
Сваривание латуни и бронзы производят и покрытыми электродами. Стержень таких электродов состоит из бронзы, а их марка – БрКМц-3-1. Сваривание производится с использованием короткой дуги без колебаний конца сварочного электрода с применением постоянного тока обратной полярности. Под сварочный стык укладывается прокаленная асбестовая прокладка. Если толщина латуни составляет до 4 миллиметров, то сваривание производится без разделки кромок, если же толщина металла от 4 до 10 миллиметров, то производится односторонняя разделка кромок, если толщина латуни составляет более 10 миллиметров, то следует делать двухстороннюю разделку кромок.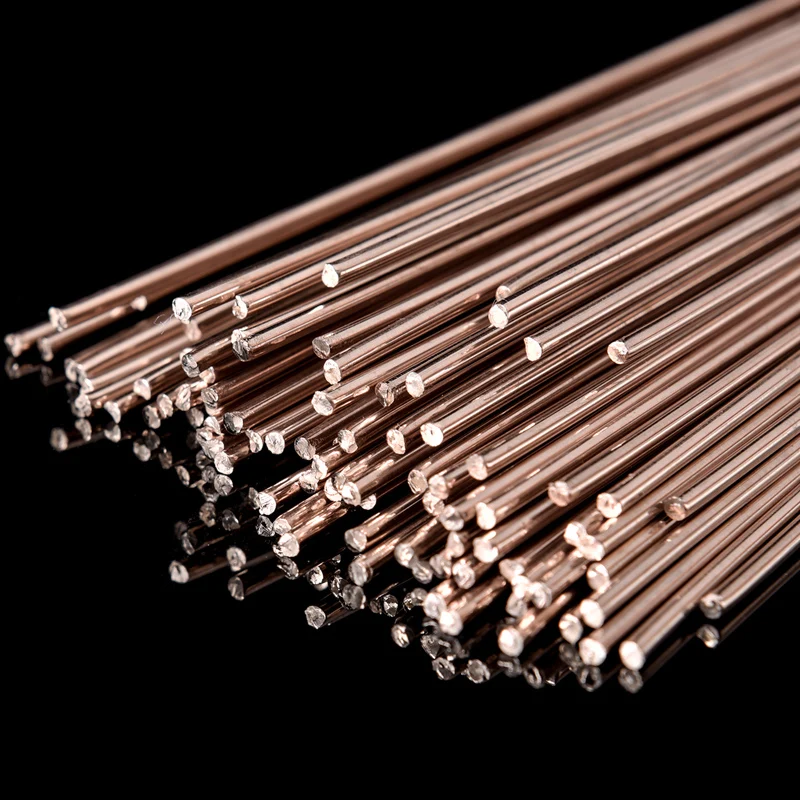
С помощью покрытых электродов свариваются дефекты литья и соединения из простых цинковых латуней. Для сваривания латуни с более сложным составом используется электрод со стержнем из того же металла, что и основной свариваемый металл.
Латунь и бронзу можно сваривать с использованием такого способа сваривания, как среда аргона. В данной среде сваривание производится с использованием вольфрамовых электродов. Присадочным материалом в данном случае являются бронзовые прутки БрКМц-3-1. При сваривании сложных сплавов латуни, используется присадочная проволока из того же металла, что и сам свариваемый металл. Подготовка соединений к свариванию и процесс разделки кромок аналогичны к свариванию покрытыми электродами.
Сварка бронзы
Сварку бронзы применяют при ремонте, исправлении брака литья или механической обработки, а также при наплавке. Бронзовые детали можно сварить с предварительным подогревом до 350—400° С (крупных изделий 500—600° С) и без него. Прочность бронзы при высоких температурах снижается, поэтому деталь перед сваркой следует тщательно закреплять, чтобы не повредить ее в результате толчков и ударов.
Бронзовые детали можно сварить с предварительным подогревом до 350—400° С (крупных изделий 500—600° С) и без него. Прочность бронзы при высоких температурах снижается, поэтому деталь перед сваркой следует тщательно закреплять, чтобы не повредить ее в результате толчков и ударов.
После сварки литые бронзовые детали подвергают отжигу нагревом до 600—700° С с выдержкой при этой температуре 3—5 ч. Нагрев отливок с температуры 200°С производится со скоростью не более 100 град 1ч. Для ответственных отливок из высоко оловянистых бронз, подвергающихся знакопеременным нагрузкам и ударам, применяют отжиг при 750° С и последующую закалку при 600—650° С. Прокатанную бронзу проковывают в холодном состоянии для повышения плотности и прочности металла шва.
Дуговая сварка бронз производится металлическим или угольным электродом в нижнем положении.

При сварке угольным электродом применяют постоянный ток прямой полярности; величина тока 25—35 а на 1 мм диаметра электрода, который берут равным от 5 до 12 мм (обычно 6—8 мм), напряжение дуги 40—45 в, длина дуги 20—26 мм. При сварке алюминиевых бронз следует применять флюсы, активные в отношении окиси алюминия Al2O3. Флюсом покрывают присадочный пруток, как обмазкой. Для удаления окислов из ванны электродом и прутком делают поперечные зигзагообразные движения. Рекомендуется применять предварительный подогрев до 300—350° С для повышения качества сварки.
Сварка бронз металлическим электродом находит широкое применение.
 Лучшие результаты дает сварка на постоянном токе обратной полярности; величина тока 30—40 а на 1 мм диаметра электрода. При использовании переменного тока для повышения устойчивости горения дуги повышают величину тока до 75—80 а на 1 мм диаметра электрода или применяют осциллятор.
Лучшие результаты дает сварка на постоянном токе обратной полярности; величина тока 30—40 а на 1 мм диаметра электрода. При использовании переменного тока для повышения устойчивости горения дуги повышают величину тока до 75—80 а на 1 мм диаметра электрода или применяют осциллятор.Электродная проволока берется того же состава, что и основной металл. Для большинства марок литейных бронз, если это допускается требованиями в отношении прочности и коррозионной стойкости, применяют электроды из бронзы марки Бр.КМцЗ-1 (3% кремния, 1% марганца, остальное — медь). Сварку алюминиевых бронз выполняют электродами из бронз, содержащих 10% алюминия и 3—5% железа. При сварке алюминиевых бронз сложным легированием никелем или марганцем. Марганец уменьшает возможность появления трещин при сварке.
При сварке бронз применяют покрытия различных составов
Для сварки прокатанных никелевых бронз используют покрытие состава: ферромарганец — 28%, ферросилиций — 41%, полевой шпат — 28%, магнезия — 3%.

Сварку бронзы Бр.Мц5 производят медными электродами с покрытием «Комсомолец-100» при предварительном подогреве до 400—500° С.
Сварку бронз ведут без перерывов в один слой. Электрод держат почти перпендикулярно к поверхности металла. Для лучшего удаления газов электродом делают зигзагообразные движения. Для получения максимальной высоты наплавки ее ведут с предварительной за формовкой места наплавки при наклоне до 15 град к горизонтали. Режим уточняют путем сварки образцов. При сварке без подогрева применяют больший ток.
При правильном выполнении сварки бронз плавящимися металлическими электродами механические свойства металла шва получаются, примерно, равными (или несколько ниже) свойствам основного металла.
Для прокатанных бронз малой толщины наилучшие результаты дает сварка в аргоне неплавящимся вольфрамовым электродом.
Газовую сварку бронзы применяют при ремонте литых деталей и наплавке поверхностей трения.
 В случае необходимости сварку ведут с подогревом до 450° С для предупреждения появления трещин. Сварочное пламя должно быть восстановительным так как при окислительном пламени усиливается выгорание олова, кремния, алюминия. Пламя во избежание перегрева несколько удаляют от ванны (как при сварке латуни). В качестве присадочного прутка используют проволоку или стержни, близкие по составу к основному металлу. Учитываявыгорание олова при сварке, его содержание в прутке желательно иметь на 1—2% .больше, чем в основном металле; в качестве раскислителя в проволоку вводится до 0,4% кремния. Разделка кромок должна быть V-образная с углом раскрытия шва 60—90 град. При сквозных дефектах снизу ставят подкладку из асбеста или графита для предупреждения вытекания металла шва. Мощность пламени 100—150 дм61ч ацетилена на 1 мм толщины свариваемого металла. Применяют флюсы того же состава, что и для сварки меди и латуни. Сварку алюминиевых бронз ведут с флюсами, используемыми для газовой сварки алюминиевых сплавов.
В случае необходимости сварку ведут с подогревом до 450° С для предупреждения появления трещин. Сварочное пламя должно быть восстановительным так как при окислительном пламени усиливается выгорание олова, кремния, алюминия. Пламя во избежание перегрева несколько удаляют от ванны (как при сварке латуни). В качестве присадочного прутка используют проволоку или стержни, близкие по составу к основному металлу. Учитываявыгорание олова при сварке, его содержание в прутке желательно иметь на 1—2% .больше, чем в основном металле; в качестве раскислителя в проволоку вводится до 0,4% кремния. Разделка кромок должна быть V-образная с углом раскрытия шва 60—90 град. При сквозных дефектах снизу ставят подкладку из асбеста или графита для предупреждения вытекания металла шва. Мощность пламени 100—150 дм61ч ацетилена на 1 мм толщины свариваемого металла. Применяют флюсы того же состава, что и для сварки меди и латуни. Сварку алюминиевых бронз ведут с флюсами, используемыми для газовой сварки алюминиевых сплавов.
Термическая обработка бронз после газовой сварки выполняется на режимах, применяемых для термообработки бронз тех же марок после дуговой сварки.
При газовой сварке бронз прочность сварного соединения получают равной 80—100% прочности основного металла.
Сварка латуни и бронзы
Латунь — это сплав меди. Основным легирующим элементом является цинк. Процентное содержание цинка определяет предел прочности при растяжении, твердость и пластичность сплава. Точно так же бронза также является сплавом меди с оловом в качестве основного легирующего элемента. И латунь, и бронза подходят для горячей и холодной обработки. В этой статье кратко обсуждаются различные сварочные процессы, которые можно использовать для сварки латуни и бронзы.
В этой статье кратко обсуждаются различные сварочные процессы, которые можно использовать для сварки латуни и бронзы.
Дуговая сварка латуни и бронзы
Оксиацетиленовая сварка латуни и бронзы
Газовая дуговая сварка латуни и бронзы
Газовая вольфрамовая дуговая сварка латуни и бронзы
Дуговая сварка латуни и бронзы в защитном металле
Дуговая сварка латуни и бронзыИ бронзу, и латунь можно сваривать дуговой сваркой металлическим электродом. Используются электроды с полярностью DCEN и, как правило, с низкой погонной энергией. Сварка производится в горизонтальном положении. Можно использовать тканый валик шириной примерно в три раза больше диаметра электрода.
Сварка латуни может выполняться электродами из алюминиевой бронзы или кремниевой бронзы в зависимости от химического состава основного металла и требований применения. Следует использовать подкладочные полосы из меди или соответствующего металла.
Следует использовать подкладочные полосы из меди или соответствующего металла.
При сварке латуни, как правило, избегают высоких подводов тепла, поскольку высокая температура приводит к улетучиванию содержащегося в металле цинка.
Ацетиленовая сварка латуни и бронзыНизкие латуни можно легко соединить с помощью процесса кислородно-ацетиленовой сварки во всех положениях сварки. Этот процесс особенно подходит для сварки труб. В качестве присадочной проволоки можно использовать кремниевые медные сварочные прутки.
Высококачественные латуни также можно сваривать с помощью этого процесса, однако следует использовать низкодымящий присадочный стержень. Дымящий стержень имеет такой же состав, как и высокие латуни. Слегка окислительное пламя используется для контроля дымления. Процедуры сварки, применяемые для меди, можно использовать и для сварки латуни.
Газовая дуговая сварка латуни и бронзы Для сварки деталей из фосфористой бронзы большой толщины рекомендуется дуговая сварка металлическим газом (GMAW). Поступление тепла должно быть низким. Для этого рекомендуется высокая скорость движения, стрингеры. Используется электрод постоянного тока положительной полярности. Горячая закалка каждого слоя металла шва снижает напряжения в металле шва и снижает вероятность образования трещин.
Поступление тепла должно быть низким. Для этого рекомендуется высокая скорость движения, стрингеры. Используется электрод постоянного тока положительной полярности. Горячая закалка каждого слоя металла шва снижает напряжения в металле шва и снижает вероятность образования трещин.
Для мелкого ремонта отливок и сварки тонких листов фосфористой бронзы предпочтительным сварочным процессом является газовая вольфрамовая дуговая сварка. Горячая проковка каждого слоя металла шва также полезна для этого процесса. Должна поддерживаться небольшая сварочная ванна, обычно используется высокая скорость перемещения, полярность DCEN и смесь аргона/гелия/двух компонентов. Предварительный нагрев от 350°F до 400°C (170°-200°C) используется для замедления скорости охлаждения.
Дуговая сварка защищенным металлом латуни и бронзы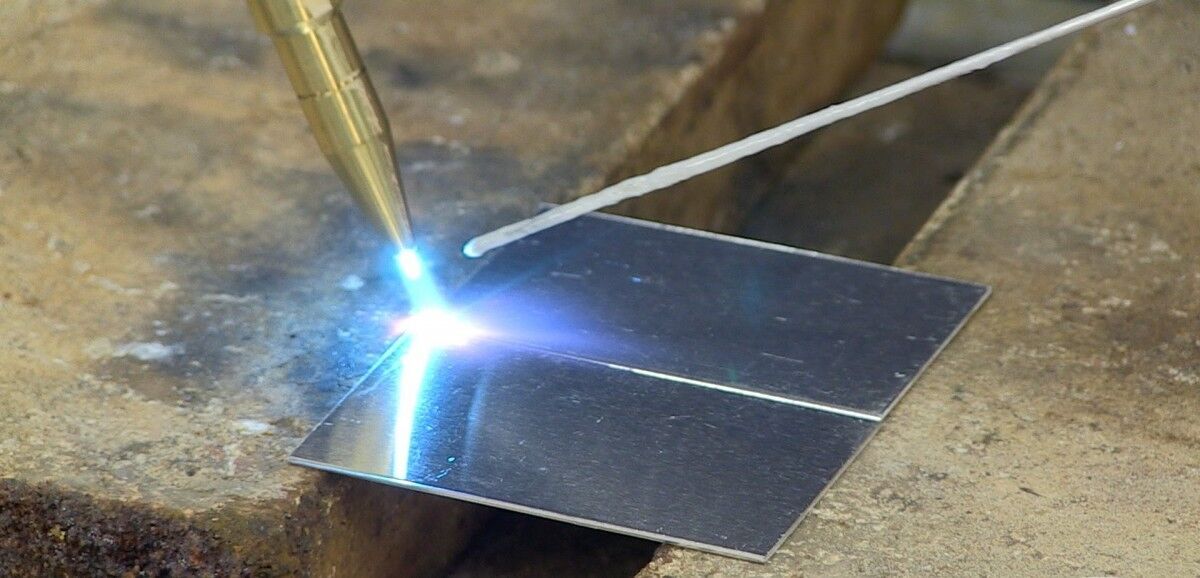 Для этого на рынке можно найти электроды соответствующего химического состава. Эти электроды применяют при постоянном токе обратной полярности. Техника сварки заключается в наплавке стрингерных валиков. Электроды запекаются при температуре 300°F (150°C), чтобы удалить любую возможную влагу из покрытия электрода.
Для этого на рынке можно найти электроды соответствующего химического состава. Эти электроды применяют при постоянном токе обратной полярности. Техника сварки заключается в наплавке стрингерных валиков. Электроды запекаются при температуре 300°F (150°C), чтобы удалить любую возможную влагу из покрытия электрода.Точно так же необходима чистота поверхности основного металла, как и при любой дуговой сварке защитным металлом.
Для достижения максимальной пластичности обычно проводится послесварочный отжиг при 900°F (482°C), хотя это не всегда необходимо. Пластичность металла желательна, если последовательность изготовления включает холодную обработку детали после сварки.
Немного о сварке латуни и бронзы. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
7 советов по сварке бронзы
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Недавно я изучил, как починить сломанный ключ, который обычно изготавливается из бронзовых сплавов. В этой статье я хотел бы более подробно рассмотреть сварку бронзы в целом.
В этой статье я хотел бы более подробно рассмотреть сварку бронзы в целом.
Сварка или пайка?
С металлами нелегко работать, потому что они термореактивны. Для обработки металлов использовались различные методы. Металлы сплавляются вместе с использованием давления, тепла и присадочного материала при сварке [1].
В настоящее время используются различные методы сварки. Иногда изготовление и сварка используются взаимозаменяемо, и многие люди путают пайку и сварку.
Однако это не совсем так. Это методы соединения листового металла с методом изготовления листового металла, но каждая процедура немного отличается.
В технике сварки металл соединяется путем расплавления основного металла и его плавления, а в технике пайки металл соединяется путем плавления и заливки присадочного металла в соединение [2].
Понимание варианта использования
Метод сварки бронзы считается отличной альтернативой для сварки тонколистовой стали с покрытием (например, оцинкованной).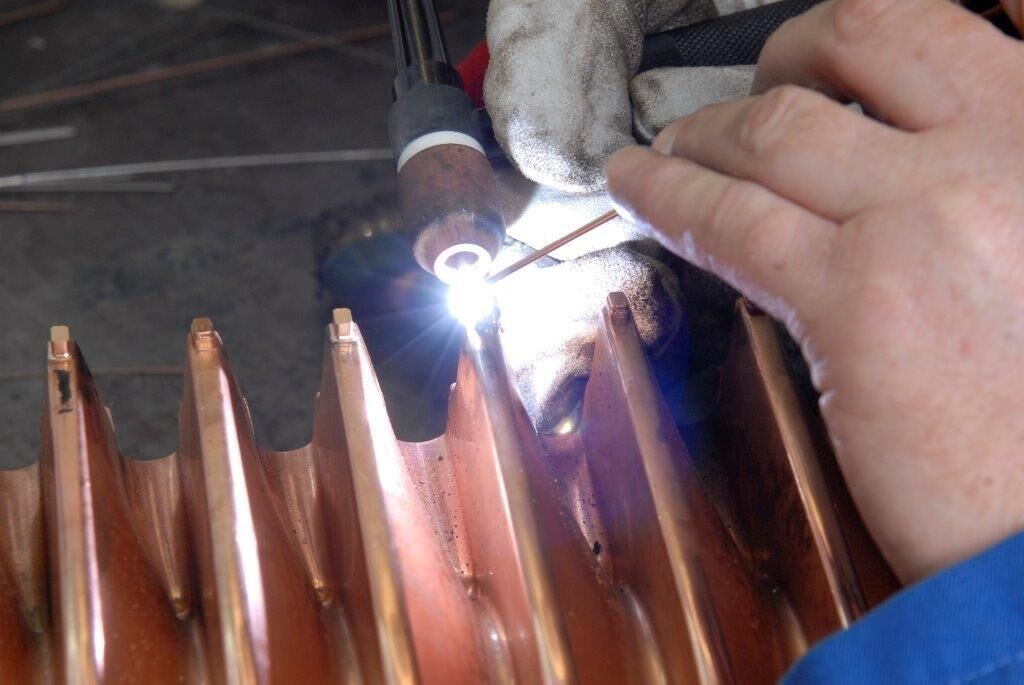 Когда эти стали свариваются обычным методом дуговой сварки, может выделяться большое количество паров цинка, что имеет множество побочных эффектов.
Когда эти стали свариваются обычным методом дуговой сварки, может выделяться большое количество паров цинка, что имеет множество побочных эффектов.
Во-первых, пар может вызвать поры или газовые пустоты или другие дефекты в сварном шве, которые могут снизить прочность сварного соединения. Во-вторых, испарение цинка с поверхности исходного листа, вызывающее значительное снижение его антикоррозионных свойств, иногда требует повторного покрытия стали [4].
Выбор подходящего присадочного стержня
Присадочные бронзовые стержни используются при сварке бронзы для сварки двух металлических частей вместе. Это не то же самое, что пайка, потому что она нагревает поверхность металла и немного расплавляет его, так что он сплавляется с бронзой и образует прочное соединение.
Кроме того, хрупкие изделия из бронзы можно ремонтировать с помощью электрического тока и газовой защиты. Бронза содержит олово в качестве основного легирующего компонента [3].
Понимание легирующих элементов бронзы
Некоторые бронзовые металлы содержат больше цинка, чем олова, а некоторые содержат только цинк, но совсем не содержат олова. Цинк присутствует в латуни в количестве от 20 до 45 процентов. По мере увеличения процентного содержания цинка твердость, пластичность и прочность на растяжение увеличиваются. Эти растяжимые используются и для холодных и для горячих работ. [5].
Цинк присутствует в латуни в количестве от 20 до 45 процентов. По мере увеличения процентного содержания цинка твердость, пластичность и прочность на растяжение увеличиваются. Эти растяжимые используются и для холодных и для горячих работ. [5].
Метод сварки также приводит к значительному нагреву основного металла, что приводит к большой площади термического влияния и значительной деформации. Поскольку для плавления присадочной проволоки требуется меньше тепла, чем при стандартной процедуре сварки, использование процесса пайки может уменьшить эти эффекты.
По сравнению со сваркой плавлением сварка бронзы имеет много преимуществ. Он создает соединение различных металлов, минимизирует тепловое изменение и может уменьшить потребность в обширном предварительном нагреве.
Кроме того, в этом процессе детали сохраняют свою первоначальную форму, даже если соединяемые металлы не плавятся; контуры и края объекта не изменяются и не размываются при развитии филе. Другим результатом сварки пайкой является устранение накопленных напряжений, которые обычно существуют при сварке плавлением.
Особенности сварки бронзы
• Температура плавления присадочного и основного металла различна. Присадочный металл обычно выбирают потому, что для его плавления требуется меньше тепла, чем для основного металла. Обычным присадочным металлом для пайки припоем является малодымящая бронза.
• По данным Американского общества сварщиков, присадочный металл должен иметь температуру плавления выше 425°C (800°F).
• Сварку пайкой часто путают с пайкой твердым припоем, но оба метода во многом различаются. Присадочный металл заполняет фитинговое соединение за счет капиллярного действия процесса пайки. Однако при сварке бронзы присадочный металл наносится различными способами, кроме капиллярного.
• Расплавленный присадочный материал растекается по подготовленному участку из металлов и/или сплавов с высокой температурой плавления, образуя прочное молекулярное соединение. Базальная температура металла повышается настолько, что присадочный металл образует гладкую пленку на поверхности стыка. · Бронзовая сварка используется в основном для соединения различных типов стали. • Высокие температуры, создаваемые кислородно-ацетиленовым пламенем, быстро повышают температуру основного металла до точки образования. Эти процессы включают в основном обработку кислородом и ацетиленом и используют более низкие температуры, чем сварка плавлением. Это позволяет сварщику легко контролировать температуру основного металла, состояние пламени и температуру плавления присадочной проволоки.
· Бронзовая сварка используется в основном для соединения различных типов стали. • Высокие температуры, создаваемые кислородно-ацетиленовым пламенем, быстро повышают температуру основного металла до точки образования. Эти процессы включают в основном обработку кислородом и ацетиленом и используют более низкие температуры, чем сварка плавлением. Это позволяет сварщику легко контролировать температуру основного металла, состояние пламени и температуру плавления присадочной проволоки.
Плюсы и минусы сварки бронзы, которые следует учитывать
Плюсы:
По сравнению со сваркой плавлением, сварка бронзы выполняется быстрее, так как требуется гораздо меньше тепла. Температура плавления стержня, обычно используемого для сварки, составляет около 1600 0 F.
Основной металл должен быть нагрет примерно до 900 0 C, но не выше 1500 0 C при сварке сталь. Экономия использования газа и времени может быть больше, чтобы уравновесить существенно высокую стоимость присадочного металла.
Уменьшение тепловложения имеет много преимуществ, особенно при сварке чугуна. Это уменьшает количество необходимого предварительного нагрева. Поскольку бронза присадочного металла очень пластична, она выдерживает напряжения, возникающие во время охлаждения, которые при сварке плавлением чугуна могут привести к растрескиванию сварного шва или основного металла. В случае стали сварка бронзы уменьшает изменение основного металла из-за силы расширения и сжатия.
Прочность сварного соединения при нормальной температуре, вероятно, будет такой же или часто выше прочности основного металла в свариваемом чугуне или стали. Иногда бронзовую сварку можно применять для соединения разнородных металлов, которые не могут быть успешно сварены вместе.
С помощью пайки чугун можно приварить к стали, а медь — к латуни. Однако к сварке металлов разного состава любым способом сварки следует подходить с осторожностью. На свойства соединяемых разнородных металлов может отрицательно повлиять процесс сварки [3, 6].
Минусы:
Одно из очевидных, хотя и не очень важных, невозможность согласования цвета основного металла с цветом свариваемой детали. Во-вторых, более тонким является то, что бронза снижает свою прочность при низких температурах.
При температуре 500 0 C чугун и сталь имеют почти такую же прочность, как и при комнатной температуре 20 0 C. Никогда не используйте бронзовую сварку для ремонта деталей, работающих при температуре выше 200 0 C.
Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Выбор процесса для сварки бронзы
- Дуговая сварка металлом
Этот метод успешно сваривает бронзы. Электрод, применяемый в процессе, должен быть электродугового типа с прямой полярностью. Электроды из алюминия, кремния и фосфористой бронзы могут использоваться для сварки латуни, в зависимости от требуемой области применения и состава основного металла.
Следует использовать медь или опорную пластину из аналогичного металла. Для сварки медно-цинковых сплавов не следует применять сварку на высоком токе, чтобы предотвратить улетучивание содержания цинка. По возможности металл следует укладывать с переплетением примерно в три раза больше ширины электрода [7].
- Дуговая сварка углеродом
Процесс угольной дуги используется для сварки бронз с присадочными прутками почти из тех же компонентов, что и основной металл. В этом методе соединение осуществляется почти так же, как бронза приваривается к стали. Металл в угольной дуге перегрет, и этот сильно нагретый металл сплавляется в соединении с основным металлом [7].
- Ацетиленовая сварка
Оксиацетиленовая сварка особенно применима для трубопроводов, так как ее можно выполнять во всех положениях сварки. Могут применяться латунные сварочные стержни или силиконовые медные стержни.
Слабодымящие пруты применяются для сварки высокопрочных латуней. Эти низкодымящие стержни имеют почти те же компоненты, что и высокопарные латуни. Необходим флюс, и пламя горелки должно быть хорошо отрегулировано по отношению к пламени окисления, чтобы помочь контролировать дым. Также могут потребоваться источники вспомогательного тепла и предварительного нагрева. Сварочные процессы для меди также используются для латуни [3,7].
Эти низкодымящие стержни имеют почти те же компоненты, что и высокопарные латуни. Необходим флюс, и пламя горелки должно быть хорошо отрегулировано по отношению к пламени окисления, чтобы помочь контролировать дым. Также могут потребоваться источники вспомогательного тепла и предварительного нагрева. Сварочные процессы для меди также используются для латуни [3,7].
- Газовая дуговая сварка металлическим электродом (GMAW или MIG)
Этот процесс используется для соединения толстых профилей и в производстве крупногабаритной фосфористой бронзы. Обычно используются положительный электрод, защита аргоном и постоянный ток. Расплавленная сварочная ванна должна иметь небольшие размеры и относительно высокую скорость перемещения. Стрингер валик должен быть применен. Упрочнение каждого слоя уменьшит усилия сварки и вероятность образования трещин [3,7].
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW или TIG)
Этот процесс рекомендуется для ремонта соединения литья и листов фосфористой бронзы. Подобно процессу газовой дуги, выгодна горячая проковка каждого слоя металла шва.
Подобно процессу газовой дуги, выгодна горячая проковка каждого слоя металла шва.
Стабилизированный постоянный или переменный ток, отрицательный электрод можно наносить с аргоновым или гелиевым экраном. Металл должен быть предварительно нагрет до 177-203°С, а скорость перемещения должна быть максимально возможной [3,7].
- Дуговая сварка в защитном металле (SMAW)
Для сварки бронз однотипных деталей используется электрод, покрытый фосфористой бронзой. Эти электроды применяются с положительным электродом постоянного тока.
Присадочный металл должен быть размещен в качестве стрингерного валика для обеспечения наилучших механических свойств сварного шва. Послесварочный отжиг при температуре 482°C не всегда необходим, но желателен для обеспечения хорошей пластичности, особенно когда металл сварного шва должен обрабатываться в холодном состоянии.
Следует строго избегать попадания влаги как на рабочую поверхность, так и на покрытие электродов. Прокаливание электрода при температуре от 121 до 148°C перед использованием может иметь важное значение для снижения влажности покрытия до пригодного для использования уровня [7].
Ссылки
- Rexarc International Inc. 35 East Third Street West Alexandria, OH 45381. www.rexarc.com/blog/difference-between-braze-welding-and-gas-welding-explained/. Дата: 27 июля 2021 г.
- Kaempf and Harris Sheet Metal 217A Monroe Avenue Frederick, MD 21701. www.kaempfandharris.com/industry-news/difference-between-brazing-and-welding Дата посещения: 26 июля 2021 г.
- Сварка-ESAB, HB (2014). Изделия для сварки и резки. https://www.esabna.com/euweb/oxy_handbook/589oxy14_1.htm Дата посещения: 26 июля 2021 г.
- Олег Д. Шерби и Джеффри Уодсворт. Древние кузнецы, железный век, дамасская сталь и современная металлургия. Архивировано 26 июня 2007 г. в Wayback Machine. Tbermec 2000, Лас-Вегас, Невада, 4–8 декабря 2000 г. Проверено 26 июля 2021 г.
- TWI Ltd Granta Park, Грейт-Абингтон, Кембридж, CB21 6AL, Великобритания.
