Сварка лазером: Лазерная сварка купить ручной аппарат по металлу
alexxlab | 14.09.1987 | 0 | Разное
что это, применение, виды, плюсы и минусы, принцип действия
При проведении обычных методов сварки металла сложно обеспечить качественный шов, его дальнейшую обработку (особенно, для сложных конструкций), сохранить форму заготовок (деформация и расслоение встречаются очень часто). Есть проблемы и при креплении друг к другу заготовок из разных металлов.
Лазерная сварка позволяет получить не только глубокий, прочный и однородный шов, но и очень точное крепление изделий сложной конфигурации. Это обеспечивается и специальным оборудованием, и возможностью ручной или автоматической настройки технических параметров, и особенностью технологии использования лазерного луча.
Технологические особенности лазерной сварки
Суть метода – управление монохромным световым потоком. Сварочное оборудование оснащено линзами – они фокусируют поток волн одинаковой длины, и управляющими призмами – они обеспечивают волновой резонанс для обеспечения необходимой мощности пуска.
В какой-то мере у лазерной и газовой сварки есть общий принцип действия – узконаправленный поток разогревает металл, оплавляет его и образует сварочную ванну. В нашем случае происходит поглощение металлом энергии лазерного пучка: за счет фокусирования потока в точке сварки (или на шве) происходит очень сильный и быстрый нагрев материала, но нагревается очень небольшая площадь металла вокруг. За счет локальной площади и быстрого нагрева остывание шва и скрепленных элементов происходит тоже быстро: это временя гораздо меньше, чем при использовании других способов сваривания.
Управление фокусом светового потока позволяет менять мощность луча. Для увеличения мощности луча его фокусируют – поток последовательно отражается от полусферических зеркал, пропускается через переднее зеркало и с помощью системы призм подается в рабочую зону.
Расположение соединяемых деталей может быть любым. Надежный и долговечный шов можно создать за счет управления глубиной проплавления, вплоть до сквозного, или используя оборудование с разными режимами работы – с непрерывным лучом или с подачей прерывистых импульсов.
Лазерная сварка позволяет соединять элементы из листового проката небольшой толщины и сложные толстостенные детали, или детали с разными физическими свойствами (например, медь с алюминием, или соединение деталей из чугуна). Но самой важной особенностью данного вида сварки является возможность работы с титановыми деталями.
Особенность титана – высокая химическая активность к водороду и кислороду в расплавленном состоянии. Как результат, при использовании любых других сварочных технологий в зоне расплавления образуется большой объем газов и холодные трещины. Соединение титановых элементов с помощью лазера исключает эти негативные последствия за счет использования защитной смеси из гелия и аргона.
В качестве сварочного оборудования используются специальные аппараты (станки) – ручные и промышленные, которые позволяют выполнять как точечное, так и шовное сваривание.
Промышленное оборудование для газовой сварки
Основная комплектация промышленного сварочного оборудования всегда одинаковая:
-
Технологический лазер (твердотельный или газовый).

-
Сварочная головка с линзой.
-
Блок фокусировки.
-
Блок перемещения луча и заготовки.
-
Система подачи газов, которые используются для защиты поверхности свариваемых элементов (поверхностей).
-
Система управления – мощности лазера, его перемещения и фокусировки.
-
Оптический резонатор.
-
Источник питания.
-
Система охлаждения.
Сварочные аппараты могут оснащаться микроскопами или CCD-мониторами: они помогают контролировать рабочие процессы, связанные с ремонтом (сварка, пайка) очень маленьких заготовок.
Сварочное оборудование выпускается в нескольких компоновках. Это могут быть и консольные или портальные станки, и роботы-манипуляторы. Управление оборудованием осуществляется в автоматическом (установлены системы ЧПУ) или ручном режимах (с помощью выносного пульта). В первом случае предусмотрено использование специальных программ, во втором – управление скоростью, перемещением и параметрами рабочего процесса возложено на подготовленного оператора.
Это могут быть и консольные или портальные станки, и роботы-манипуляторы. Управление оборудованием осуществляется в автоматическом (установлены системы ЧПУ) или ручном режимах (с помощью выносного пульта). В первом случае предусмотрено использование специальных программ, во втором – управление скоростью, перемещением и параметрами рабочего процесса возложено на подготовленного оператора.
В промышленном оборудовании используется один из двух видов лазера твердотельные или газовые, и гибридные установки.
Твердотельные лазеры
Твердотельный лазер представляет собой стержень из искусственного рубина (смесь ионов хрома и оксида алюминия) или стекла с напылением из неодима, отполированный до зеркального блеска. При работе оборудования используется непрерывный или импульсный (дискретный) световой поток от излучателя: при облучении стержня лампочкой накачки происходит отражение и переизлучение светового потока на частоте, на которой работает лазер.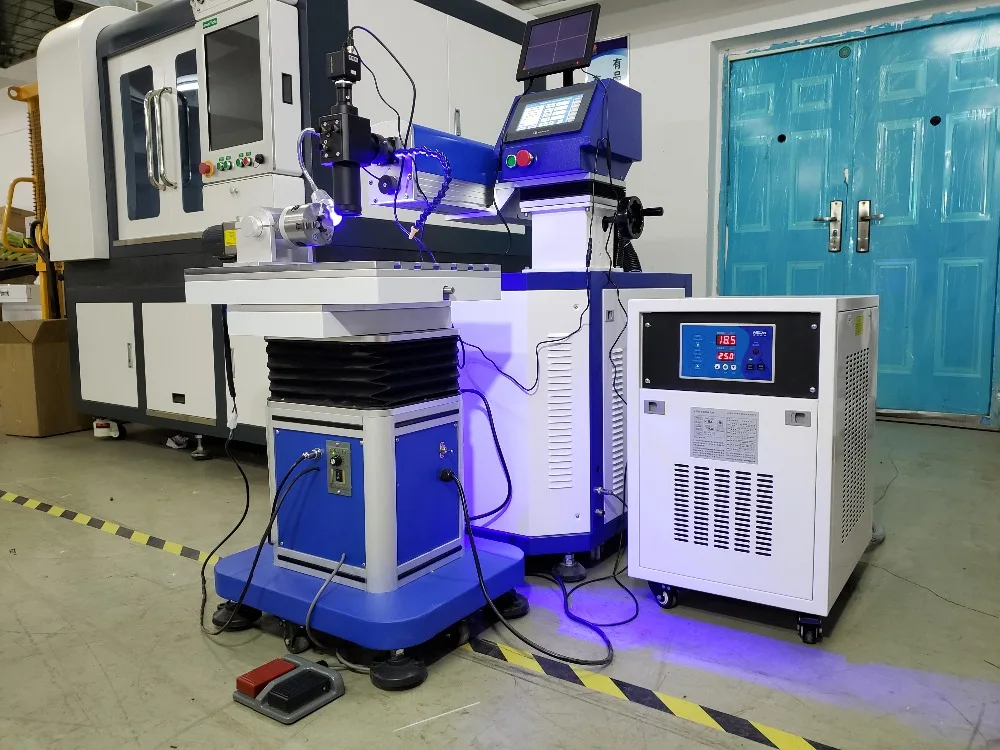
Оборудование отличается низкой мощностью и ограниченным КПД. Используется при сварке небольших (по размеру и толщине стенок) деталей из цветных металлов (медь, серебро, алюминий, нержавеющей стали), пластмасс, стекла.
Газовые лазеры
Газовые лазеры, как активный излучатель, представляет собой стеклянную трубку (колбу) с азотом, гелием и углекислым газом под очень высоким давлением. Она снабжена несколькими электродами и торцевыми зеркалами для многократного отражения и усиления импульсов.
При подаче напряжения на электроды возникают электрические разряды, которые обеспечивают возбуждение смеси (она находится под высоким давлением) и пропускание лазерного луча.
Это очень мощное оборудование, которое используется для сварки толстостенных элементов (1- 2 см) и требует дополнительного охлаждения (устанавливается водяной контур).
Разновидностью такого оборудования являются газодинамические установки. Они мощнее, чем обычные газовые, так как используемый газ сначала нагревают в пределах 1000 – 3000 К перед выходом из сопла, а потом охлаждают в резонаторе. В момент охлаждения молекулы теряют энергию, за счет которой образуется когерентное излучение. Такие конструкции используют при работе с заготовками толщиной 30-35 мм, а скорость сваривания составляет до 200 погонных метров в час.
Они мощнее, чем обычные газовые, так как используемый газ сначала нагревают в пределах 1000 – 3000 К перед выходом из сопла, а потом охлаждают в резонаторе. В момент охлаждения молекулы теряют энергию, за счет которой образуется когерентное излучение. Такие конструкции используют при работе с заготовками толщиной 30-35 мм, а скорость сваривания составляет до 200 погонных метров в час.
Гибридные установки
Кроме твердотельных и газовых аппаратов используются комбинированные (гибридные) установки. Они используются для соединения заготовок, имеющих большую толщину стенок (от 2 см и более).
Кроме стандартного набора оборудования установлена электродуговая горелка и механизм подачи заготовок в сварочную ванну.
Отличие лазерной сварки от обычной промышленной
Конструктивно, мало отличается от промышленного оборудования – оно уступает только в размерах. Используется для соединения очень мелких элементов, наплавки материалов, ремонта пресс-форм, изготовления и ремонта электронных плат, работы с микросхемами, дезинфекции медицинских инструментов или изделий.
Это самое дорогостоящее оборудование, так как при сборке используется очень компактные комплектующие.
Виды и особенности сварки лазером
Используется два вида лазерной сварки:
-
Внахлест – с наложением кромок друг на друга. Технология требует очень плотного прилегания (прижима) свариваемых поверхностей со стыком до 0,2 мм.
-
В стык – технология не нуждается в применении флюсов (порошков) или присадок, обеспечивает равномерный шов.
Стыковочный метод предусматривает проплавление поверхностей по всей толщине и защиту шва от окисления (используется аргон или азот). Для исключения пробоев лазерного излучения применяют гелий.
Сваривание внахлест предусматривает только локальный прижим заготовок.
По способу (режиму) соединения заготовок сварочные работы делятся на:
- · Шовная сварка.
 Используется оборудование с непрерывной или импульсной подачей лазерного излучения. Шов получают при помощи перекрытия зон нагрева – он отличается достаточно глубоким.
Используется оборудование с непрерывной или импульсной подачей лазерного излучения. Шов получают при помощи перекрытия зон нагрева – он отличается достаточно глубоким. - · Точечное соединение. Применяется только импульсное излучение. Используется при соединении небольших или тонкостенных деталей.
- · Гибридная сварка. Технология предусматривает использование присадочных порошков и дополнительного оборудования – механизмов синхронной подачи проволоки (ленты) или присадочного материала в зону плавления параллельно со сварочной головкой. Используется при создании сложных конструкций.
Плюсы и минусы лазерной сварки
Использование лазерной технологии обеспечивает соединение очень высокой плотности. При этом отсутствуют дефекты, характерные другим методам – пористость, большой объем шлака, нагрев большой площади в местах соединения и долгое остывание готовой конструкции. У лазерной сварки этого нет.
Данная технология имеет преимущества, которых нет у других видов сварки:
-
Высокая скорость выполнения работ за счет большой мощности оборудования.
-
Площадь соединяемых элементов нагревается незначительно за счет высокой скорости работ: это обеспечивает минимальный риск деформации (коробления) и расслаивания обрабатываемых материалов.
-
Передача лазерного луча по оптоволокну: проваривание осуществляется в самых труднодоступных местах сложных конструкций и может выполняться на большом удалении от лазера.
-
Оборудование можно использовать и как сварочное, и как режущее: актуально для предприятий по обработке металла.
-
Высокое качество сварного шва или точки.
-
Процесс сваривания легко контролируется – можно управлять (регулировать) производительностью оборудования.

-
Лазерная технология может использоваться для соединения разных материалов – в том числе, магнитных сплавов, керамики, термопластов.
-
Небольшой размер соединения в месте сварки.
-
В процессе работы отсутствует рентгеновское излучение и вредные продукты сгорания.
-
Процедура может выполняться при нахождении заготовок за светопрозрачными экранами.
Минимум времени для изменения настроек оборудования при работе с новыми изделиями или материалами.
Совершенных или идеальных решений нет – у каждой технологии свои недостатки. Свои минусы есть и у лазерной сварки:
-
Высокая стоимость оборудования, расходных материалов и запчастей: используется только на крупных предприятиях.
-
Ограниченный КПД: для твердотельных установок – не более 1%, для газовых – максимум 10%.

-
Для работы с оборудованием требуется специальное образование.
-
Эффективность работы оборудования напрямую зависит от способности заготовок отражать световой поток.
-
Для помещений, в которых устанавливается и эксплуатируется оборудование, предъявляются очень высокие требования к показателям влажности, чистоты воздуха (запыленность) и вибрации.
Риск получения глубоких ожогов оператором (только при условии несоблюдения правил эксплуатации оборудования).
В процессе проведения сварочных работ могут возникать дефекты шва – непроваренные участки, трещины, пустоты, сквозные отверстия, раковины, образование шлака. Но это следствие или неправильной настройки оборудования, или низкой квалификации оператора (обслуживающего персонала). Как вариант – не контролировался рабочий процесс.
Особенности сварки материалов с разными физическими свойствами
При любом виде сварки учитываются особенности соединяемых материалов. Это относится и к сварке с помощью лазера.
Магний, алюминий. Металлы активно взаимодействуют с воздухом (быстро образуется оксидный налет с высокой температурой плавления). Подготовка поверхности аналогична процедурам при электродуговой сварке – удаление налета, протравливание химическими реагентами, промывка водой. При сварке обязательно используется инертный газ.
Титан и сплавы. С поверхности удаляется грязь и налет, протравливаются места сварки, повторно очищаются механическим путем. Для исключения риска образования холодных трещин используется чистый гелий, а при кристаллизации шва используют аргон.
Стекло. При работе используются как стандартные газовые смеси в паре с гелием (имеет плазмоподавлющие свойства), так и комбинированные (с защитными свойствами и подавлением плазмы) – зависит от квалификации оператора.
Пластик. Процесс и смеси – как при сварке стекла. Но важным моментом является своевременная регулировка мощности: материал имеет низкую температуру плавления.
Тонкостенные заготовки и нержавеющая сталь. Оборудование используется на минимальной мощности (регулируется мощность луча и фокусировка точки сваривания). Необходим постоянный контроль скорости перемещения головки при шовной сварке и уменьшение длительности импульсов – при точечном способе соединения. Как вариант – уменьшение КПД установки для исключения сквозного прожига и разбрызгивания металла: выполняю расфокусировку луча.
Основные правила работы с лазерными сварочными установками
Существует несколько обязательных правил, которые необходимо соблюдать:
-
Места сваривания должны быть хорошо просушены: влага с местах соединения привод к повышенной гидратации, как результат – снижается прочность шва и его долговечность.

-
На пути прохождения луча не должны находиться предметы, тем более, руки оператора: можно получить некачественный шов и глубокие ожоги тела.
-
Перед началом работы проверяется целостность всех элементов сварочного оборудования: неисправность любого элемента приводит к снижению качества шва.
-
Запрещено держать на рабочем столе легковоспламеняющиеся жидкости и материалы: возможно возгорание.
Для каждого свариваемого материала подбирается свой режим работы: он определяет скорость перемещения лазера от ширины шва, толщины материала и его физических свойств.
Максимальный эффект использования лазерной сварки достигается при работе с легированной сталью и чугуном; титаном и медью, их сплавами; керамикой и стеклом, термопластами. Способность лазерного луча разрушать поверхностные окислы без образования новых пленок позволяет сваривать алюминий, титан и нержавеющую сталь без использования флюсов и газовой защитной среды: готовый шов по своему составу не отличается от заготовок и не требует дополнительной обработки.
Особенность технологии обеспечивает минимальную пористость шва: его прочность на 95% соответствует прочности материала заготовок.
Применение лазерной сварки
Направлений использования лазера для сварки много, но они соединены в несколько групп:
-
Изготовление и ремонт мелких конструкций. Это – микроэлектроника, рекламное и ювелирное направление. Медицина – в этом сегменте: это относится к изготовлению и ремонту медицинских инструментов и зубных протезов.
-
Сварка титана для судостроения и атомной энергетики, оборонной и авиакосмической отрасли.
-
Приборостроение – для соединения материалов разными толщинами и свойствами. Толщина материалов может достигать десятых долей миллиметра и микрона, а их место монтажа может располагаться максимально близко к микросхемам и чувствительным к нагреву элементам.

-
Автомобилестроение – для точечной сварки кузовов, соединения магниевых и алюминиевых сплавов.
-
Для соединения элементов из легких цветных металлов и чугунных заготовок.
-
Изготовление и ремонт очень точных механизмов.
Ремонт или изготовление пластиковых, стеклянных и керамических изделий.
Вместо заключения
Как достаточно молодая, но очень перспективная технология, лазерная сварка ослабила позиции традиционных методов соединения металлов. Но она используется только на предприятиях, которые используют передовые технологии, и практически не применяется в бытовых целях.
Это технология, которую стоит осваивать, если вы планируете повышать собственные профессиональные навыки. При наличии опыта и квалификации вы сможете быстро и качественно соединять разные материалы, создавать как миниатюрные, так и очень мощные конструкции.
У нас так же производится гибка металла и лазерная резка металла
Ручная лазерная сварка Wattsan Laser Weld A1500
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Ручная лазерная сварка Wattsan Laser Weld A1500
- Вес (нетто)
- 45 кг
- Мощность излучателя
- 1500 Вт
- Тип излучателя
- Иттербиевый (Волоконный)
- Габариты (ДхШхВ)
- 650x300x621 мм
- Тип оборудования
- Лазерная сварка
Все характеристики
Описание Wattsan Сварка ручная лазерная
Функциональная и портативная
Компактная система ручной лазерной сварки Wattsan Laser Weld A1500 — мощный аппарат нового поколения с волоконным лазером 1500 Вт (основанным на технологии накачки 976 нm).
Аппарат сочетает три самые востребованные функции обработки металла:
- лазерную сварку (опционально с присадочной проволокой)
- лазерную очистку (сварного шва от цветов побежалости, а также металлических поверхностей от краски, ржавчины и тд.)
- лазерную резку металла
Предназначена для сварки стыковых, угловых, тавровых, и кольцевых швов, а также для сварки плохо подогнанных изделий.
Высокоскоростная сварка
- Сваривает детали сварочным пистолетом за один проход в 4-5 раз быстрее традиционной сварки.
- Гарантирует аккуратные высококачественные сварные швы на любых поверхностях. Не нагревает околошовную область.
- Эстетический шов даже при повторном проплавлении соединения (без зачистки и переподготовки шва)
- Осуществляет сквозное и частичное проплавление в любом пространственном положении.
- Минимальная постобработка деталей (шлифовка или полировка)
- Экономит время рабочего процесса и не требует длительного этапа обучения оператора.
- Не перегревается при длительном использовании, специально предназначена для работы в промышленном режиме
Замена традиционной сварки!
Сварные швы новичков, как у опытных профессионалов
Описание преимуществ Wattsan Сварка ручная лазерная
Чистит и режет металл
Лазерная сварка Wattsan Laser Weld A1500 – мультифункциональный аппарат 3 в 1. Помимо лазерной сварки он осуществляет 2 самые популярные опции на любом производстве:
1. Лазерную очистку – при смене стандартного сварочного пистолета на сканатор для очистки ( дополнительная комплектация к станку) аппарат становится полноценной лазерной очисткой непрерывного воздействия мощностью 1 500 Вт.
Применяется на производствах для очистки больших площадей металлических поверхностей от ржавчины и краски (любых конфигураций: лист, труба, сложные формы). А также применяется для очистки сварного шва от цветов побежалости.
2. Лазерную резку – при замене на стандартном сварочном пистолете сопла для лазерной резки (стандартная комплектация), и соответствующих настройках, сварка выполняет функцию лазерной резки металла.
Преимущества Wattsan Сварка ручная лазерная
Толщины проплавления
При односторонней сварке
- нержавеющая сталь – 4 мм
- низкоуглеродистая сталь – 4 мм
- алюминиевые сплавы – 4 мм
- медь -1 мм
При двусторонней сварке
- нержавеющая сталь – 8 мм
- низкоуглеродистая сталь – 8 мм
- алюминиевые сплавы – 8 мм
- медь – 2 мм
Отдельные преимущества Wattsan Сварка ручная лазерная
Уникальные инновации у вас на службе
Wattsan Сварка ручная лазерная
Эргономичный корпус станка.
 Лазерный источник, система управления, автоматическое воздушное охлаждение, объединены в одном блоке. Вес сварки всего 45 кг (самая легкая лазерная сварка на рынке).
Лазерный источник, система управления, автоматическое воздушное охлаждение, объединены в одном блоке. Вес сварки всего 45 кг (самая легкая лазерная сварка на рынке).Диагностика и обновление через Wifi. В отличие от аналогов, аппарат имеет Wifi модуль и подключается к обновлениям станка (предустановленным параметрам, прошивки). Также аппарат имеет возможность удаленной диагностики.
Инновационная система охлаждения. Станок имеет воздушную систему охлаждения, работает при температуре от +10 градусов до + 50 при интенсивной нагрузке крупного промышленного предприятия.
Также воздушное охлаждение исключает дополнительные расходы по сравнению с системами, нуждающимися в водяном охлаждении (95% лазерных сварок на рынке с водяным охлаждением)
Волоконный лазерный источник 1500 Вт (основанный на технологии накачки 976 нm)
Широкий диапазон сварных швов
-
Регулируемая ширина сварки
Сварочный пистолет имеет встроенную функцию колебания луча.
 Это дает возможность сварки с расширением лазерного луча от 0,5 мм до 5 мм, т.е сварки плохо подогнанных изделий (с зазором до 0,3 мм)
Это дает возможность сварки с расширением лазерного луча от 0,5 мм до 5 мм, т.е сварки плохо подогнанных изделий (с зазором до 0,3 мм) -
Сварка с присадочной проволокой
Аппарат совместим с присадочной проволокой востребованных диаметров – 0.8, 1.0, 1.2 и 1.6 мм
-
8 сопел в комплекте
В пакете к станку прилагаются:
- сопла для сварки с присадочной проволокой
- сопло для сварки внутренних и торцевых швов, сопло для резки
Описание преимуществ Wattsan Сварка ручная лазерная
Удобство использования
Сварка имеет эргономичный, легкий удобный в использовании лазерный сварочный пистолет.
На пистолете, в отличие от аналогов, реализована одна кнопка, которая включает и подачу газа и подачу лазерного луча (аппарат работает с азотом, аргоном и газовой смесью).
В основании пистолета реализован QBH разъем для соединения с оптоволокном, а также защитный колпачок для оптоволокна, страхует от поломки при смене пистолета на сканатор для очистки.
В стандартной комплектации сварка имеет 5-ти метровый волоконный кабель. По запросу аппарат может быть оснащен оптоволоконным кабелем от излучателя до пистолета длиной 10 метров. Вариация длины кабеля дает возможность сварки в удаленных местах.
Также, пистолет совместим со всеми ведущими системами подачи проволоки.
Максимальные сварочные возможности при минимальном браке
Управление сваркой
-
Интерфейс управления лазерной сваркой Wattsan Laser Weld A1500:
- кнопки включения и выключения, а также экстренной остановки станка
- электронный дисплей для настроек
- 70 предустановленных параметров сварки (подсказка для оператора станка по выбору режимов)
- возможность сохранения своих комбинаций параметров для наиболее частых задач
- управление конфигурацией/формой шва
- управление подачей газа и лазерного луча происходит через сварочный пистолет
-
Воздушный фильтр
Также, в отличие от аналогов, на сварке реализован воздушный фильтр, для очистки подачи воздуха, что усиливает долговечность аппарата при интенсивном использовании в неблагоприятных для станка внешних условиях.

Отдельные преимущества Wattsan Сварка ручная лазерная
Почему так дорого?
Wattsan Сварка ручная лазерная
Компактность, мобильность, удобство в использовании. За счет воздушного охлаждения лазерного источника, инновационной, более дорогостоящей технологии, по сравнению с лазерными сварками с водяным охлаждением (чиллером). Вес сварки всего 45 кг. Вес аналогичных сварок с водяным охлаждением 150-200 кг.
Сварка, очистка и резка 3 в 1. В отличие от аналогов, соединяет в себе функции лазерной сварки, лазерной очистки, а также резки металла.
Одним аппаратом удаляются цвета побежалости со сварного шва. Устраняется копоть после сварки. Удаляется ржавчина, краска, маслянистые отложения. Также осуществляется резка металла, что оптимизирует затраты на кол-во оборудования.
Также осуществляется резка металла, что оптимизирует затраты на кол-во оборудования.
Сварка плохо подогнанных изделий. Сварочный пистолет имеет встроенную функцию колебания луча. Это дает возможность сварки с расширением лазерного луча от 0,5 мм до 5 мм, т.е сварки плохо подогнанных изделий (с зазором до 0,3 мм).
Возможность сварки без расходных материалов и с присадочной проволокой. Совместим с присадочной проволокой востребованных диаметров – 0.8, 1.0, 1.2 и 1.6 мм
Диагностика и обновление через Wifi. В отличие от аналогов, аппарат имеет Wifi антенну и подключается к обновлениям станка (предустановленным параметрам, прошивки). Также аппарат имеет возможность удаленной диагностики.
Описание преимуществ Wattsan Сварка ручная лазерная
Обучение в подарок
Мы предоставляем теоретические и практические навыки по работе со сварочным аппаратом, а также стандартный мануал к станку:
- начальная настройка и обзор системы
- базовые основы безопасности оператора лазерной сварки
- особенности лазерной сварки
- ваш первый лазерный сварной шов
- режимы программирования и настройки управления
- компьютерное управление для индивидуальных настроек
Мы даем к сварке в подарок оффлайн полное индивидуальное обучение от наших инженеров
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей.
80% клиентов выбирали оборудование благодаря нашей консультации.
- Демо-залы
- Выставки
- Онлайн
- У клиентов
Укажите телефон
Характеристики
Wattsan Сварка ручная лазернаяОсновные
- Тип оборудования
- Лазерная сварка
Габариты
- Габариты (ДхШхВ)
- 650x300x621 мм
- Вес (нетто)
- 45 кг
Механика
- Мощность излучателя
- 1500 Вт
- Охлаждение
- Воздушное
ПО
- Электропитание
- 220 В
- Тип излучателя
- Иттербиевый (Волоконный)
Комплектация
- Кабель питания
- 1, 1 шт
- Очки
- 1 шт
- Сопла
- 8 комплект
- Паспорт станка
- 1 шт
- Руководство пользователя
- 1 шт
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку персональных данных
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России.
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ!Пусконаладочные работы. В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.
Часто задаваемые вопросы
Лазерная очистка убирает:
- коррозию,
- ржавчину,
- масляные пленки,
- лакокрасочные покрытия,
- окалину,
- нагар,
- продукты нефтяных отложений,
- гальванические покрытия,
- адгезивные покрытия,
- органические отложения.

По сравнению с механическими и химическими методами воздействия, этот метод не травматичен — нет контакта человека с обрабатываемой поверхностью, и экологичен — нет выделения токсичных испарений.
Также нет риска повреждения металла, с которого вы удаляете ржавчину или краску.
Аппарату необходимо минимальное количество расходных материалов: азот/аргон и электричество, расходные электроды не требуются.
Сваривание деталей происходит без присадочной проволоки, хотя опционально можно подключить ее подачу.
 org/Question”>
org/Question”>Не нужно беспокоиться о чистке или шлифовке рабочей поверхности перед и после сварки. Лазерная сварка не требует, чтобы металл был настолько чистым, как при сварке MIG.
Можно сварить такие швы:
- стыковые,
- угловые,
- тавровые,
- кольцевые,
- плохо подогнанные изделия.
Сварка обеспечивает высококачественное формирование сварного шва: без деформаций, прожогов, постобработки (ввиду ограниченной зоны термического влияния на материал).
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку персональных данных
Инструкция по ручной лазерной сварке [часть 3]
Лазерная сварка – это сварочный процесс, при котором тепло генерируется высокоэнергетическим лазерным лучом, направленным на заготовку. Лазерный луч нагревает и плавит края заготовки, образуя стык. Она очень эффективна в процессах, требующих высокой скорости, поскольку она в 5 раз быстрее, чем MIG, и в 10 раз быстрее, чем TIG сварка.
Хотя лазерные сварочные аппараты в основном используется для соединения металлов (нержавеющей стали, меди, золота, серебра и алюминия), они также могут обрабатывать другие типы материалов.
Лазерный луч нагревает и плавит края заготовки, образуя стык. Она очень эффективна в процессах, требующих высокой скорости, поскольку она в 5 раз быстрее, чем MIG, и в 10 раз быстрее, чем TIG сварка.
Хотя лазерные сварочные аппараты в основном используется для соединения металлов (нержавеющей стали, меди, золота, серебра и алюминия), они также могут обрабатывать другие типы материалов.
Диагностика неисправностей ручного лазерного сварочного аппарата
Техническое обслуживание должно проводиться персоналом, имеющим сертификат технического обслуживания. Когда питание подключено, в нижней части будет опасное напряжение, поэтому при измерении электроэнергии на линии необходимо соблюдать повышенную осторожность.
Возможные причины неисправности печатной платы
- Индикатор печатной платы не работает;
- Поврежден выключатель аварийной остановки;
- Ослаблен предохранитель печатной платы;
Обслуживание аппарата:
- Каждый раз перед запуском устройства проверяйте, вентилируется ли фильтрующая сетка.

- Сетчатый фильтр будет фильтровать пыль и волосы в воздухе.
Пожалуйста, продувайте конденсатор в течение длительного времени:
- Проверьте уровень воды в резервуаре перед запуском устройства и своевременно пополняйте уровень воды.
- Регулярно меняйте воду через 62 дня, чтобы предотвратить ухудшение качества воды.
- Если вам необходимо добавить внешнюю жидкость в связи с пониженной температурой, допускается только этанол (технический спирт), а соотношение воды и спирта должно составлять 4:1. Рекомендуется не выключать машину на ночь, чтобы избежать замерзания воды, что может привести к повреждению машины или растрескиванию деталей. При повышении температуры воду необходимо слить и использовать повторно.
- Когда прибор не используется в течение длительного времени, откройте слив резервуара для воды, чтобы слить воду.
- Регулярно проверяйте напряжение питания, чтобы избежать повреждений, вызванных выключателем тока.
Меры предосторожности
- Перед первой установкой и включением питания тщательно проверьте правильность подключения и напряжение;
- Неправильная установка может привести к утечке электричества, утечке воды или пожару.
 Если вам необходимо снять и переустановить устройство, обратитесь к профессионалу;
Если вам необходимо снять и переустановить устройство, обратитесь к профессионалу; - Не включайте устройство, вытаскивая вилку питания. Чрезмерный ток может привести к перегоранию вилки и размыканию цепи, что может привести к опасной ситуации;
- Свободные и оборванные провода могут стать причиной поражения электрическим током, короткого замыкания или пожара;
- Не помещайте посторонние предметы в виде пальцев и палочек в вентиляционное отверстие устройства, иначе это приведет к повреждению устройства или травмам;
- Во время работы устройства необходимо следить за вентиляцией;
- Не вставайте и не ставьте предметы на устройство;
- Не работайте с лазерным сварочным аппаратом с мокрыми руками, иначе вы можете получить удар током;
- Устройство должно быть хорошо заземлено. Провод заземления не должен быть подключен к газовой трубе, водопроводу или телефонной линии. Несчастные случаи поражения электрическим током происходят из-за плохого заземления;
- В случае обнаружения любого аномального явления (например, запаха гари), пожалуйста, немедленно отключите электропитание.

Ручная лазерная сварка в сравнении с традиционной сваркой
С развитием экономики и совершенствованием сварочных технологий появилось множество методов сварки, из которых люди могут выбирать. В современной обрабатывающей промышленности потребители всё чаще выбирают лазерный сварочный аппарат вместо традиционного сварочного оборудования.
Ручной аппарат для сварки волоконным лазером в основном используется для лазерной сварки длинных и больших заготовок. При сварке зона теплового воздействия мала, что позволяет избежать деформаций, почернения и следов на обратной стороне.
Кроме того, глубина сварки большая, сварной шов прочный, а плавление достаточное.
Нет углублений на выпуклой части растворенного материала и матричной структуре ванны раствора!
В чем разница между ручной лазерной сваркой и традиционными методами?
Первой особенностью лазерной сварки является то, что деформация заготовки очень мала и практически отсутствует зазор между швами.
Отношение глубины к ширине высокое. При сварке высокомощных устройств соотношение глубины и ширины составляет 5:1, а самое высокое – 10:1.
Прочность сварки высокая, скорость сварки быстрая, сварной шов узкий, состояние поверхности обычно хорошее, исключает работу по очистке после сварки, внешний вид шва более красивый, чем при традиционной сварке.
Лазерной сваркой можно сваривать детали недоступные другими методами. Она обладает большой гибкостью для проведения бесконтактной дистанционной сварки, но такой метод подходит для сварки только тонких листов, проникновение лазерной сварки в данном процессе недостаточное, шасси и рама не могут быть сварены таким методом.
Этого можно достигнуть с помощью точечной сварки, но сварочный шов при этом должен складывать две тонкие пластины вместе, и произойдет 15-миллиметровое ламинирование, что не только повлияет на внешний вид, но и увеличит вес автомобиля. Лазерная сварка, безусловно, является самой передовой технологией сварки кузова в настоящее время, но данный метод не подходит для сварки всего автомобиля.
- Лазерная сварка – это бесконтактная сварка, процесс работы не требует давления, скорость сварки быстрая, эффективность высокая, глубина большая, остаточное напряжение и деформация маленькие, можно сваривать изделия при комнатной температуре или в специальных условиях (например, в закрытом пространстве), сварочное оборудование простое, не производит рентгеновского излучения.
- Может использоваться для сварки тугоплавких материалов, таких как металлы с высокой температурой плавления, и даже неметаллических материалов, таких как керамика и оргстекло. Она обладает хорошим эффектом и большой гибкостью при сварке материалов специальной формы. Данный метод можно использовать для бесконтактной сварки труднодоступных деталей на большом расстоянии.
- Маленькое пятно может быть получено путем фокусировки лазерного луча. Поскольку на него не влияет магнитное поле и оно может быть точно позиционировано, его можно использовать для микросварки, которая подходит для монтажной сварки микро- и малых деталей в массовом автоматическом производстве.

- Поскольку лазерная сварка является бесконтактной обработкой, не нужно использовать электроды. С помощью автоматизации легко выполнять высокоскоростную сварку, а также управлять ею с помощью цифрового или компьютерного оборудования.
- Технические требования таковы, что при наличии базовых компьютерных знаний это могут сделать обычные сотрудники. В отличие от традиционного сварочного аппарата, здесь не нужен мастер с большим опытом работы и хорошей технологией. Таким образом, можно еще раз сэкономить относительную часть затрат предприятия.
Может ли лазерная сварка заменить традиционную сварку?
Ответ – да.
Лазерная сварка имеет много преимуществ, основные три характеристики:
- Высокая скорость сварки.
- Отвечают требованиям массового производства.
- Отвечают требованиям непрерывного производства.
Сварочная заготовка получается плоской, гладкой, красивой, не требует шлифовки, полировки или простой обработки. Это просто упрощает полировку, экономит время и затраты.
Это просто упрощает полировку, экономит время и затраты.
Ручной лазерный сварочный аппарат против аргонодуговой сварки
Процесс сварки разнородных деталей:
Аргонодуговая сварка: это способ точечной сварки, при котором на изделии образуется сварочный шов и нахлест. Тепловой эффект очень большой, и при последующей обработке необходима полировка, иначе останется след. Требуется вспомогательная сварочная проволока.
Ручная лазерная сварка: лазер аппарат не контактирует с самой заготовкой, использование высокотемпературного лазерного луча, позволяет мгновенно плавить металл, образует расплавленную ванну, при этом газ равномерно заполняет сварной шов и охлаждает его.
Сварка квадратной трубы из нержавеющей стали
Требования к толщине:
Тонкие листы невозможно сварить аргонодуговой сваркой. Она обладает большим тепловым эффектом и не может сваривать листы металла менее 1 мм.
Ручная лазерная сварка подходит для сварки тонких листов толщиной не более 3 мм. Если толщина листа превышает 4 мм, следует выбрать метод аргонодуговой сварки.
Если толщина листа превышает 4 мм, следует выбрать метод аргонодуговой сварки.
Подходящий процесс и функция
Аргонодуговая сварка: подходит для жестких или крепежных элементов, например, для сварки пластины или трубы толщиной более 4 мм, корпуса кровати. Если не требуется точность и красота, только для усиления и опоры, то у нее достаточно преимуществ.
Ручная лазерная сварка: подходит для деталей, требующих красивого внешнего вида, опорных и структурных деталей.
Сварка присадочной проволокой
Тепловые эффекты
Аргонодуговая сварка: тепловой эффект большой, теплоотдача медленная, место сварки с металлической деталью очень горячее.
Ручная лазерная сварка: отсутствие теплового эффекта, быстрый отвод тепла.
Мобильность и гибкость
Аргонодуговая сварка: 3 метра в длину, за моторной коробкой (корпус пистолета), сложно перемещать.
Ручная лазерная сварка: 5-20 м в длину, легко перемещается.
Факторы риска
Аргонодуговая сварка: может возникнуть большая искра, легко разбрызгивается, может попасть на тело и лицо
Ручная лазерная сварка: без искры, необходимы лазерные защитные очки.
Сравнение эффективности
Ручная лазерная сварка в 10 раз быстрее, чем аргонодуговая сварка.
Сварочная нагрузка, или напряжение
В сочетании с толщиной и мощностью сварки, различная мощность, соответствующая толщине, позволяет добиться полной сварки, полного проникновения в заготовку.
Место сварки с проплавлением будет более прочным, чем сам материал, а после второго нагрева и ковки он будет более прочным и износостойким.
Ручная лазерная сварочная машина с поворотной головкой
Температура сварки
Максимальная температура сварки может достигать 4000 ℃, то есть нагрев и охлаждение мгновенны, что можно контролировать, а тепловой эффект невелик.
Односторонняя сварка и двухсторонняя сварка
Как правило, прочность односторонней сварки не так хороша, как двухсторонней. Поверхность при двухсторонней сварке нагревается более равномерно и выглядит лучше, с меньшим тепловым эффектом и минимальной деформацией.
Управление и ежедневное обслуживание ручного лазерного сварочного аппарата:
- Оператор ручной лазерной сварки должен пройти профессиональное обучение, понимать использование индикаторных лампочек и кнопок системы и быть знакомым с самыми основными знаниями об оборудовании;
- Перед началом работы c ручной лазерной сварочной машиной необходимо убедиться в том, что рабочая магистраль и провода не повреждены и не оголены; категорически запрещается класть предметы и инструменты на корпус машины, внешний вал, станцию очистки пистолета и охладитель воды;
- Строго запрещается размещать жидкие предметы, в горючих веществах. Температура в операционной комнате не должна превышать 25 ℃, и не должно быть никаких утечек;
- Строго запрещено размещать жидкие предметы, в горючих материалах.
- Проводите регулярное тестирование;
- Поскольку сварочный аппарат имеет принудительное воздушное охлаждение, легко вдыхать пыль из окружающей среды и накапливать ее в аппарате.
 Поэтому вы можете регулярно использовать чистый и сухой сжатый воздух для очистки от пыли внутри сварочного аппарата;
Поэтому вы можете регулярно использовать чистый и сухой сжатый воздух для очистки от пыли внутри сварочного аппарата; - Регулярно проверяйте детали электропроводки;
- При ежегодном техническом обслуживании и осмотре следует проводить замену дефектных деталей, ремонт оболочки и укрепление частей, ухудшающих изоляцию;
- Регулярно проверяйте и заменяйте токопроводящую насадку;
- Регулярно очищайте и заменяйте пружинный шланг;
- Проверка изоляционных колец.
Вышеуказанное регулярное техническое обслуживание и осмотр могут уменьшить возникновение неисправностей при сварке. Хотя это требует определенного времени и энергии, это может продлить срок службы сварочного аппарата, повысить эффективность работы, обеспечить производительность сварочного аппарата и повысить безопасность.
Кроме того, в процессе использования ручного лазерного сварочного аппарата нельзя пренебрегать защитой безопасности.
сферы применения, виды, типы лазеров для сварки
При производстве многих сложных металлов ключевой частью технологического процесса является их сварка. Соединение проводится с применением разных видов нагревов. Часто в последнее время используется и лазерная сварка металлов. Как осуществляется сварка лазером и какие ее виды существуют, будет рассмотрено в статье.
Соединение проводится с применением разных видов нагревов. Часто в последнее время используется и лазерная сварка металлов. Как осуществляется сварка лазером и какие ее виды существуют, будет рассмотрено в статье.
- Сферы применения лазерной сварки металлов
- Плюсы и минусы
- Виды сварки
- Типы лазеров
- Твердотельный
- Газовый
- Станки для сварки лазером
Сферы применения лазерной сварки металлов
Металлы посредством лазерной сварки соединяются в основном тогда, когда другие способы соединения бесполезны или проблематичны. Оборудование для лазерного соединения стоит весьма недешево, поэтому покупать его нужно, только когда вы убедитесь в том, что работу нельзя будет сделать другими методами.
Итак, сферы применения таковы:
- производство приборов и прочих точных механизмов;
- производство сложных изделий на основе легкоплавких металлов;
- изготовление деталей из чугуна;
- изготовление пластмассовых изделий.

Такая технология в промышленности стала применяться всего порядка 20 лет назад, и если есть возможность, то можно купить станки для только стационарного типа, но и ручные для сварки в домашних условиях.
Плюсы и минусы
Лазерное соединение металлов имеет свои плюсы и минусы. Что касается преимуществ, то они следующие:
- площадь металла нагревается незначительно, что сильно сокращает его коробление во время работы;
- лазерный луч передается по волоконной оптике, благодаря чему он попадается даже в труднодоступные места;
- лазерное оборудование можно использовать не только для сварки металла, но и его резки;
- оно обеспечивает высокое качество сварных швов;
- процесс сваривания обеспечивает хорошую производительность, его легко контролировать.
Но имеет технология и свои недостатки:
- оборудование очень дорогое;
- сварочный аппарат обладает низким КПД;
- оператор установки должен иметь высокую квалификацию.

Но, несмотря на недостатки, лазер — это единственный вариант для обеспечения точной сварочной операции или соединения легкоплавких материалов.
Виды сварки
Лазерная сварка бывает двух видов:
- Стыковая — в этом случае не используют присадки и флюс. Между металлами допускается минимальный стык, не больше 0,2 мм. Такое же значение является максимальным для фокусировки лазерного луча на стык. Сварку проводят посредством «кинжального» проплавления металла на всю толщину с интенсивностью лазерного излучения до 1 мВт/см2. Шов в этом случае нужно предохранять от окисления аргоном или азотом, а гелий защитит его от пробоя лазерного излучения;
- Нахлесточная — металлические листы накладываются друг на друга, они соединяются посредством мощного излучения. Сварка проводится с локальным прижимом деталей. Максимально допустимый зазор между поверхностями металлов при работе — 0,2 мм.
 В случае необходимости повышения качества соединяемых деталей используется двойной шов.
В случае необходимости повышения качества соединяемых деталей используется двойной шов.
Типы лазеров
При сваривании металлов применяют лазеры двух типов:
- твердотельные;
- газовые.
Тот или иной тип лазера подбирается в зависимости от цели использования оборудования.
Твердотельный
В данном случае активным телом выступает рубиновый стержень со стеклом и примесью неодима или же алюмо-иттриевого граната, который легирован неодимом или иттербием. Стержень располагается в осветительной камере. Чтобы возбудить атомы активного тела, применяют лампу накачки, которая создает мощные световые вспышки.
На торцах активного тела находятся два зеркала:
- частично прозрачное;
- отражающее.
Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
С помощью данных лазеров свариваются только мелкие и не толстые детали, чаще всего — это объекты микроэлектроники, например, тонкие проволочные выводы с диаметром 0,01−0,1 мм на основе нихрома, золота или тантала. Допускается и точечная сварка изделий на основе фольги с диаметром точки порядка 0,5−0,9 мм. Таким же способом выполняется герметичный катодный шов на кинескопах современных телевизоров.
Катод — это трубка с длиной в 2 мм, диаметром 1,8 мм и толщиной стенки 0,04 мм. К такой трубке приваривают дно толщиной в 0,12 мм на основе хромоникелевого сплава. Такие мелкие изделия варят благодаря высокой степени фокусировки луча, а также точной дозировке энергии посредством регулирования длительности импульса в определенных рамках.
Газовый
Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Основной минус оборудования с продольной прокачкой газа — это его габариты. А вот лазеры с поперечной прокачкой газа более компактные. Общая мощность может составлять от 20 кВт и больше, благодаря чему можно соединять металлы с толщиной до 20 мм на большой скорости — порядка 60 м/ч.
Самые мощные конструкции — газодинамические. В них для работы применяют газы, которые нагреваются до температуры от 1000 до 3000 К. Газ в них быстро истекает через сопло Лавля, в итоге происходит адиабатическое расширение, а затем газ охлаждается в зоне резонатора. При охлаждении возбужденные молекулы переходят на более низкий энергетический уровень, при этом испускается когерентное излучение. Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Поэтому в условиях применения высокомощного оборудования в зону сварки, кроме защитного газа, также подают и плазмоподавляющий газ. Им обычно выступает гелий, который намного легче аргона и не будет рассеивать луч. Чтобы упростить процесс нужно, использовать специальные газовые смеси, обладающие плазмоподавляющей и защитной функцией. В таком случае горелка должна подавать газ так, чтобы он мог сдувать ионизированный пар.
Во время работы луч медленно углубляется в деталь и оттесняет жидкий металл сварочной ванны на заднюю стенку кратера. Это обеспечивает «кинжальное» проплавление при условии большой глубины и малой ширине шва.
Большая концентрация энергии в луче позволяет достичь высокой скорости работы, а также обеспечивает хороший термический цикл и высокую прочность металла шва.
Станки для сварки лазером
Для данного вида сварочных работ применяется оборудование как мобильного, так и компактного типа, также может использоваться полноразмерное оборудование для соединения крупногабаритных деталей.
Часто в промышленных целях используют такие модели станков, как:
- ЛАТ-С — он применяется для самой лазерной сварки, а также наплавки металлов. Обладает высокой мощностью, благодаря чему можно добиться высоких показателей в плане производительности. Может быть оснащен автоматическими координатными столами, благодаря чему можно обрабатывать сложные конструкции на высокой скорости.
 Станок включает в себя два модуля. В первом находится источник питания и устройство для охлаждения лазера, а второй модуль — это такой подвижный каркас, где находится лазерный излучатель. Два модуля легко двигаются благодаря наличию колес в основании. Для стационарной работы со станком неподвижность обеспечивается за счет специального механического блокиратора;
Станок включает в себя два модуля. В первом находится источник питания и устройство для охлаждения лазера, а второй модуль — это такой подвижный каркас, где находится лазерный излучатель. Два модуля легко двигаются благодаря наличию колес в основании. Для стационарной работы со станком неподвижность обеспечивается за счет специального механического блокиратора; - МУЛ-1 — этот станок малогабаритный, используется для лазерной сварки и наплавки металлов. Также с его помощью можно паять золото и серебро. Варить ювелирные изделия данным станком можно легко и с соблюдением высокой точности. Часто оборудование используют для ремонта и производства ювелирных изделий. Металлические части небольшого размера можно сварить без сильного нагрева, допускается даже соединение оправ для очков. Устройство удобное тем, что для работы достаточно напряжения в 220 В. В зависимости от выбранного режима, мощность прибора составляет от 1,9 до 2, 5 кВт;
- ЛАТ-400 — применяется для соединения крупногабаритных изделий.
 Система включает в себя мощный твердотелый лазер, устройство питания и охлаждения. Лазер обладает высокой мощностью и производительностью, благодаря чему даже сложные работы можно осуществлять на высокой скорости. Оборудование подключается за счет трехфазной сети в 380 В. При пиковой нагрузке мощность аппарата составляет порядка 13 кВт. Установка оснащена механизированной системой, которая приводится в движение за счет двигателя постоянного тока. Это позволяет легко передвигать лазерную головку в трех плоскостях.
Система включает в себя мощный твердотелый лазер, устройство питания и охлаждения. Лазер обладает высокой мощностью и производительностью, благодаря чему даже сложные работы можно осуществлять на высокой скорости. Оборудование подключается за счет трехфазной сети в 380 В. При пиковой нагрузке мощность аппарата составляет порядка 13 кВт. Установка оснащена механизированной системой, которая приводится в движение за счет двигателя постоянного тока. Это позволяет легко передвигать лазерную головку в трех плоскостях.
Ручная лазерная сварка проводится с применением таких аппаратов:
- WELD-WF — портативное устройство, благодаря которому можно выполнять работы даже в труднодоступных местах. Оно включает в себя манипулятор, соединяемый с волокном. Сгенерированное лазерное излучение передается по волокну. Поскольку есть наличие обратной связи, с помощью аппарата можно получить максимально качественный шов по сравнению с оборудованием, в котором нет подобных опций.
 Аппарат имеет мощность всего 1,5 кВт и работает от сети в 220 В. Он подходит для разных ремонтных работ, когда выполнить демонтаж сложно или требует много времени;
Аппарат имеет мощность всего 1,5 кВт и работает от сети в 220 В. Он подходит для разных ремонтных работ, когда выполнить демонтаж сложно или требует много времени; - CLW120 — ручной аппарат с невысокой мощностью, который отлично подходит для работ, требующих ювелирной точности, а также точечной лазерной сварки. Кроме этого, с его помощью можно соединять цветные и черные металлы, нержавеющую сталь или же титановые сплавы. Мощность оборудования — 10 кВт, требования к сети — 220 В.
Почти все перечисленные аппараты оснащены бинокуляром, который защищает зрение от негативного воздействия лазерного луча и вместе с тем помогает в несколько раз увеличить объект обработки, чтобы работа была выполнена качественно и точно.
Ручная волоконная лазерная сварка
MORN Ручная волоконная лазерная сварка представляет собой мощный непрерывной сварочный инструмент нового типа, в котором используется высококачественный источник волоконного лазера для производства оптоволоконного лучи. Фокусируясь на работе, чтобы обеспечить непрерывную сварку, эффект сварки прочнее и сварочный шов более тонкий и красивый из-за непрерывности.Заменяя предыдущий фиксированный оптический путь портативный подход. Она не только способствует плесени, рекламе и другим крупным комплексным продуктам сварки, но и делает лазерную сварку в полевые операции возможными.
Фокусируясь на работе, чтобы обеспечить непрерывную сварку, эффект сварки прочнее и сварочный шов более тонкий и красивый из-за непрерывности.Заменяя предыдущий фиксированный оптический путь портативный подход. Она не только способствует плесени, рекламе и другим крупным комплексным продуктам сварки, но и делает лазерную сварку в полевые операции возможными.
Особенности
1. Сварочный шов тонкий, глубина проникновения большая, конус маленький, точность высокая, внешний вид гладкий, плоский и красивый.
2. Мощный лазер, высокий эффект, без расходных материалов, небольшого размера, гибкой обработки, низкой стоимости эксплуатации и обслуживания.
3. Ручная волоконная лазерная сварка соответствует всем видам сложных сварных швов, точечной сварки различных устройств и сварочных швов тонких пластин. Она имеет быструю скорость сварки.
Она имеет быструю скорость сварки.
4. Подходит для различных сложных сварочных аппаратов и точечной сварки, мощный мазер достаточно для сварки металлов, которые нелегко расплавить, таких как золото, серебро и медь.
Каталог станков? Цены? Большие видео?
Приветствуем вас связаться с нами онлайн или оставить сообщение.
Параметры
| Глубина провара | Толщина сварки | ||||
|---|---|---|---|---|---|
| Мощность | нержавейка | Нержавейка | Углеродистая сталь | Алюминий | Латунь |
| 500W | 0,8мм | ≤3mm | ≤2mm | ≤0. 5mm 5mm | ≤0.5mm |
| 1000W | 1,2мм | ≤4mm | ≤3mm | ≤1mm | ≤1mm |
| 1500W | 1,5мм | ≤4.5mm | ≤3.5mm | ≤1.5mm | ≤1.2mm |
| 2000W | 2мм | ≤5mm | ≤4mm | ≤2mm | ≤2mm |
Raycus лазерный источник
• 100 000 часов, бесплатное обслуживание;
• Высокая эффективность электрооптического преобразования (до 25-30%), отличное качество луча, высокая плотность энергии и надежность, широкая частота модуляции;
• Низкое энергопотребление, всего 20% -30% от традиционной машины CO2;
Ручная сварочная головка
S&A Промышленный чиллер
Применение
Показ продукции
Previous Next
Ручная волоконная лазерная сварка применяется для всех видов металлов и различных сплавов, таких как углеродистая сталь, литейная сталь, нержавеющая сталь, алюминий, медь, латунь, цинк, золото, серебро, хром, никель и другие металлические материалы. Она широко используется в различных отраслях промышленности.
Она широко используется в различных отраслях промышленности.
Автозапчасти лазерной сварки
Кухонная утварь лазерной сварки
Детали ванной комнаты лазерной сварки
Пресс-форма лазерной сварки
Автомобильная осветительная сварка
Аккумуляторная лазерная сварка
Фланцевая лазерная сварка
Сварка изделий из нержавеющей стали
Сварка медицинского оборудования
Контакты
Ручная лазерная сварка и резка LASER WELD 1000
LASER WELD 1000
Рекомендованная розничная цена 1 395 600 ₽ / шт
Старая цена: 1 681 440 ₽
Артикул 00000099066
1 шт / Коробка
Преимущества сварки и резки аппаратами Laser Weld- Высокая скорость сварки и резки: в 4 раза быстрее, чем привычными способами
- Простая настройка и эксплуатация: не требует длительного обучения для достижения результата
- Сварка и рез без коробления, деформации, подрезов и прожогов.
 Минимальная последующая обработка деталей, шлифовка или полировка
Минимальная последующая обработка деталей, шлифовка или полировка - Высокое качество шва и конечного изделия без использования кондукторов благодаря существенно меньшему тепловложению и минимальной зоне термического влияния
- Качественная сварка одним аппаратом разнородных металлических деталей и/или материалов разных толщин
- Минимальные эксплуатационные расходы и затраты на расходные материалы
- Оборудование для лазерной сварки и резки выбирается исходя из толщины обрабатываемого металла. Для аппарата Laser Weld 1000 Вт— 3 мм, а для Laser Weld 1500 Вт максимальная толщина составляет— 5 мм.
- Аппараты Laser Weld представляют собой единый комплекс, состоящий из нескольких узлов
- Оборудование оснащено волоконным лазером Maxphotonics, который входит в тройку ведущих мировых производителей лазерного оборудования и зарекомендовал себя как надежный и доступный излучатель
Эксплуатационный период лазерного излучателя составляет 100 000 часов или более 11 лет круглосуточной работы без ухудшения качества сварки или резки
- Лазерная головка оснащена дисплеем, отображающим основные режимы, что повышает контроль за процессом сварки или резки
- Аппарат оснащен холодильной установкой (чиллером) от ведущего китайского производителя промышленного холодильного оборудования Hanli Technology
- Оборудование имеет индикатор, что позволяет точно регулировать температуру охлаждающей жидкости и исключить перегрев лазерной головки и оптоволоконного кабеля
- 4-х роликовый механизм подачи проволоки Laser Feed WF-11 имеет все необходимые настройки для качественной сварки или резки: холостой прогон проволоки вперед/назад, время задержки подачи проволоки до/после сварки, скорость подачи проволоки
- Для удобства на боковой стороне расположена таблица с режимами сварки и резки, что позволяет быстро настроить оборудование.

Управление осуществляется с помощью промышленного контроллера, оснащенного сенсорным цветным 7” LCD дисплеем. Русскоязычный интерфейс понятен российскому пользователю и увеличивает быстроту настроек режимов сварки или резки.
- Оптоволоконный кабель c интерфейсом QBH оснащен системой охлаждения, что позволяет оптимизировать производительность и исключить потери мощности при его нагреве. Благодаря длине кабельной сборки 10 м, работы можно производить на значительном удлинении от аппарата
- Аппараты Laser Weld имеют в комплекте поставки все необходимое для выполнения работ по сварке и резке
- Длина кабельной сборки – 10 метров, что позволяет производить работы на значительном удлинении от аппарата
ПРЕИМУЩЕСТВЕННЫЕ ОТЛИЧИЯ СВАРКИ АППАРАТАМИ LASER WELD ОТ MIG/MAG И TIG СВАРКИ
| Сварочный процесс | Дуговые способы сварки MIG/MAG, TIG | LASER WELD |
| Скорость сварки: чем быстрее скорость сварки, тем быстрее будет выполнена задача | Средняя | Высокая (до 4-х раз, в зависимости от толщины металла, способа и режима сварки) |
| Качество сварного шва: чем лучше сварной шов, тем меньше необходимо времени на последующую обработку | В зависимости от квалификации персонала | Сварные швы наивысшего качества при минимальной квалификации персонала |
| Зона термического влияния: чем меньше зона, тем лучше сохраняются прочностные характеристики готового изделия | Большая (в зависимости от режимов сварки) | Практически отсутствует |
| Выбор ширины сварного шва: позволяет получить необходимую глубину проплавления при повышенных требованиям к визуальной красоте сварного шва | Не применяется | Выбор ширины сварного шва – от 0. 2 до 5 мм. 2 до 5 мм. |
| Коробление и деформации после сварки: чем меньше эти факторы, тем меньше необходимо времени на правку или придание необходимой геометрии сварной конструкции | Большие (в зависимости от режимов сварки) | Практически отсутствуют |
| Вид свариваемых материалов: алюминий, углеродистая, нержавеющая и оцинкованные стали, медь. | Требует наличия разного оборудования | Один аппарат |
| Количество настраиваемых параметров сварки: чем меньше, тем проще работать с оборудованием | Большое (в зависимости от функционала оборудования) | Минимальное |
| Скорость обучения работы на оборудовании: чем меньше, тем быстрее можно приступить к выполнению поставленной задачи | Длительное | Достаточно одной демонстрации работы оборудования |
| Простота работы на оборудовании: чем проще, тем больше можно привлекать персонал без специальной подготовки | Требуются большие знания сварочного процесса, влияние параметров сварки и настроек аппарата | Не требуются знания сварочного процесса |
| Вредные испарения в процессе сварки: чем меньше, тем безопасней и дешевле производство готовых изделий | Большие (требует применение вытяжки или специальных СИЗОД*) | Минимальные, требует применения специальных очков, которые идут в комплекте поставки |
| Расходные части: чем меньше частей, тем дешевле производство готовых изделий | Большое количество в зависимости от конструкции горелки.  Для MIG: сопла, токопроводящие наконечники, направляющие каналы Для MIG: сопла, токопроводящие наконечники, направляющие каналыи т.д. Для TIG: сопла, вольфрамовые электроды, заглушки, цанги и т.д. | Минимальное количество: сопло и фокусирующая линза |
| Дополнительные материалы или оборудование: чем меньше частей, тем дешевле производство готовых изделий | Для MIG: сварочная химия (сварочные пасты, спреи, аэрозоли и т.п.). Для TIG: машинки для заточки вольфрамовых электродов | Не требует дополнительного оборудования. Всё необходимое поставляется в комплекте |
ПРЕИМУЩЕСТВЕННЫЕ ОТЛИЧИЯ ЛАЗЕРНОЙ РЕЗКИ ОТ ВОЗДУШНО-ПЛАЗМЕННЫХ СПОСОБОВ
| Процесс реза | Воздушно-плазменная резка CUT | LASER WELD |
| Скорость реза: чем быстрее скорость реза, тем быстрее будет выполнена задача | Средняя | Высокая |
| Качество реза: чем лучше рез, тем меньше необходимо времени на последующую обработку | Среднее (требует последующей обработки) | Высокое |
| Зона термического влияния: чем меньше зона, тем лучше сохраняются прочностные характеристики готового изделия | Большая (в зависимости от режимов реза) | Минимальная |
| Коробление и деформации после резки: чем меньше эти факторы, тем меньше необходимо времени на правку | Средние (в зависимости от режимов реза) | Практически отсутствуют |
| Ширина реза: чем уже рез, тем больше экономия на материале | Большая (в зависимости от режимов реза и диаметра сопла), нерегулируемая | Регулируемая: 0.  2 – 0.6 мм 2 – 0.6 мм |
| Дополнительное оборудование: чем меньше оборудования, тем дешевле производство готовых изделий. | Компрессор, выбирается от мощности аппарата. | Не требует дополнительного оборудования. Всё необходимое поставляется в комплекте |
| Расходные части: чем меньше частей, тем дешевле производство готовых изделий | Большое количество в зависимости от конструкции плазмотрона (сопла, катоды, защитные насадки и т.д) | Минимальное: сопло и фокусирующая линза поставляются в комплекте |
Мы видим, что использование аппаратов для лазерной сварки и резки экономически выгодней, не требует использования дополнительного оборудования, постоянной замены расходных материалов и высокой квалификации персонала. При этом качество сварного изделия неизменно высокое.
МЫ МОЖЕМ ПРОВЕСТИ ДЕМОНСТРАЦИЮ ОБОРУДОВАНИЯ В НАШЕМ ДЕМО-ЗАЛЕ ИЛИ ОНЛАЙНДля этого свяжитесь с нами по бесплатному телефону 8-800-555-68-34 или отправьте заявку на почту info@svarog-rf. ru
ru
Мы организуем демонстрацию в удобном для вас формате. Вы можете, в рамках демонстрации, выполнить работы по сварке или резке деталей или заготовок, предварительно обсудив с нами ваши производственные задачи
Оборудование для лазерной сварки и резки
Лазерная сварка пластика — настраиваемая, экономичная лазерная сварка пластика
Вы устали от попыток вписать лазерную сварку пластика в рамки ограничений универсальных лазерных сварочных аппаратов? В Extol мы используем другой подход. Мы разрабатываем каждое решение для лазерной сварки с учетом ваших требований. Таким образом, вы получаете оптимальную производительность и время цикла для ваших нужд.
Две части скреплены между собой ИК-прозрачным материалом сверху и поглощающим материалом снизу.
Лазер проходит через верхний компонент и поглощается нижним компонентом, нагревая и расплавляя соединение.
Лазер выключается, а усилие зажима сохраняется, чтобы соединение остыло и затвердело.
Решения Extol для лазерной сварки пластика используют инфракрасную энергию для плавления и сварки пластика. ИК-энергия, используемая в лазерной сварке, во многом похожа на ИК-энергию в технологии Extol InfraStake. InfraStake использует инфракрасную энергию широкого спектра. Это означает, что инфракрасное излучение лампы InfraStake охватывает диапазон длин волн. При лазерной сварке ИК-энергия представляет собой определенную длину волны, а не диапазон. И есть несколько используемых длин волн, от 600 до 2000 нм. Чаще всего 9Длина волны 80 нм является оптимальным выбором. Мы также можем контролировать размер луча, скорость, мощность и количество проходов, чтобы оптимизировать его для приложения.
Решения для лазерной сварки, ориентированные на применение
Для многих применений лазерной сварки требуется специальное решение для оптимизации скорости и производительности. Мы индивидуально адаптируем каждый лазерный сварочный аппарат к области применения. Это означает, что машина может быть настолько большой или настолько маленькой, насколько вам нужно. Он может применять силу любым удобным для вас способом. И он может использовать лазерную технологию, которая лучше всего подходит для ваших деталей.
Мы индивидуально адаптируем каждый лазерный сварочный аппарат к области применения. Это означает, что машина может быть настолько большой или настолько маленькой, насколько вам нужно. Он может применять силу любым удобным для вас способом. И он может использовать лазерную технологию, которая лучше всего подходит для ваших деталей.
Получить предложение
СОТРУДНИЧЕСТВО — Мы работаем с вами, чтобы получить глубокое понимание потребностей для вашего конкретного приложения.
ДИЗАЙН – Мы поможем вам спроектировать ваши детали для достижения наилучших результатов с помощью лазерной сварки. Мы не только предоставляем рекомендации по лазерной сварке, чтобы вы могли начать работу, но и анализируем ваш проект и даем конкретные рекомендации. Кроме того, мы проверяем вашу конструкцию, сваривая и тестируя сборку с помощью оборудования в нашей лаборатории.
НАСТРОЙКА . Используя то, что мы узнали о вас и вашем приложении, мы настраиваем решение, которое идеально подходит для ваших нужд.
ПОСТАВКА – Мы проектируем, производим и доставляем ваше оборудование для лазерной сварки. Но мы не останавливаемся на достигнутом. Наша исключительная команда поддерживает вас с момента запуска и на протяжении всего срока действия программы.
Преимущества лазерной сварки
Лазерная сварка может свести к минимуму или устранить нежелательные твердые частицы и визуально неприемлемые вспышки за счет точного приложения нужного количества энергии к поверхности сварного шва. Избыточное тепло не требуется для создания прочных, чистых и воспроизводимых сварных швов.
Чрезвычайно сфокусированная энергия означает, что пластик нагревается исключительно быстро. Это приводит к быстрому времени сварки.
Миниатюрные конструкции деталей и более близкое расположение внутренних компонентов возможны благодаря контролю и точности системы лазерной сварки пластика Extol. Энергия идет именно туда, куда нужно, на каждую часть.
Контурная лазерная сварка использует один непрерывный проход лазера по траектории сварки с энергией, достаточной для расплавления и сварки деталей. Это хорошо работает для плоских сварных соединений.
Это хорошо работает для плоских сварных соединений.
Квазиодновременная лазерная сварка использует множество очень быстрых проходов вдоль пути сварки, чтобы имитировать воздействие лазерной энергии одновременно на весь сварной шов. Это хорошо работает в сварных соединениях Т-образного типа, чтобы получить последовательное, одновременное смещение в сварном соединении.
Линейная лазерная сварка использует оптику для распределения лазерной энергии в завесу, которая проходит по детали, как широкая кисть. Это хорошо работает для небольших сложных деталей и сварки больших плоских площадей.
Маскирование использует аналогичный лазер с линейной завесой луча, но с прецизионной маской над деталью для защиты областей, не требующих лазерной энергии. Это хорошо подходит для сверхточной сварки с шириной сварных ребер менее 0,7 мм.
Найдите ответы на все вопросы о лазерной сварке пластмасс.
Часто задаваемые вопросы о лазерной сварке
Читайте статьи нашего блога о лазерной сварке.

Альтернативы ультразвуковой сварке
13 октября 2021 г.
Если вы знакомы со сваркой пластика, вы, вероятно, сталкивались с ультразвуковой сваркой. Это самая известная технология сварки пластмасс. Но то, что он популярен, не означает, что это лучший выбор для каждого приложения. Он имеет много преимуществ, но также и некоторые недостатки. Что делать, если ультразвуковая сварка не лучший вариант? А откуда ты знаешь?
подробнее
Представляем инструмент для сварки пластика LaserLock™
18 марта 2021 г.
Вы видели приложения для лазерной сварки пластика, которые сложно обработать? Как убедиться, что детали каждый раз правильно совмещены? У нас есть решение для вас! Представляем инструмент для сварки пластика LaserLock™.
Обеспечьте равномерную и прочную сварку с помощью запатентованного инструмента Extol LaserLock™ для сварки пластмасс. Инструменты LaserLock многократно находят и удерживают пластиковые детали внутри аппарата для лазерной сварки, что имеет решающее значение для успеха. Это решение упрощает настройку процесса и обеспечивает большую гибкость при проектировании деталей.
Это решение упрощает настройку процесса и обеспечивает большую гибкость при проектировании деталей.
подробнее
Развенчаны мифы о лазерной сварке пластмасс
30 ноября 2020 г.
Существует несколько мифов о лазерных сварочных аппаратах для пластмасс и их технологии. Давайте немного проясним ситуацию. Вот некоторые из главных мифов о лазерной сварке пластика, РАЗВЕРНУТЫЕ…
читать далее
Запросить цену на лазерный сварочный аппарат.
Расскажите нам о своей заявке и запросите расценки. Хотите ли вы интегрируемые лазерные компоненты, автономную машину или индивидуальную автоматизацию, мы предоставим вам все необходимое.
Дайте нам знать, что вам нужно.
Ручная лазерная сварка
Изображения: IPG Photonics
За последние несколько лет популярность автоматизированной лазерной сварки возросла, поскольку владельцы магазинов увидели, насколько эффективным может быть этот процесс при правильном применении. Из-за уменьшенной зоны термического влияния, достигаемой с помощью лазера, и возможности производить качественные сварные швы без использования сварочной проволоки, это было естественным соображением для всех, кто работает с тонкими материалами, такими как нержавеющая сталь, где качество продукта часто имеет первостепенное значение. До недавнего времени экспорт этой технологии в ручные приложения казался маловероятным из-за сложности и стоимости традиционного лазерного оборудования и проблем со здоровьем и безопасностью, связанных с плохо спроектированными продуктами.
Из-за уменьшенной зоны термического влияния, достигаемой с помощью лазера, и возможности производить качественные сварные швы без использования сварочной проволоки, это было естественным соображением для всех, кто работает с тонкими материалами, такими как нержавеющая сталь, где качество продукта часто имеет первостепенное значение. До недавнего времени экспорт этой технологии в ручные приложения казался маловероятным из-за сложности и стоимости традиционного лазерного оборудования и проблем со здоровьем и безопасностью, связанных с плохо спроектированными продуктами.
В конце 2020 года IPG Photonics решила эти проблемы, представив свою ручную систему лазерной сварки LightWELD 1500, и в этом году в сварочном зале FABTECH Chicago она представила свою новую модель XC, включающую в себя функция очистки.
Основные сведения о аппарате
Внешний вид источника сварочного тока IPG представляет собой коробчатую конструкцию, к которой привык сварщик, размером 12,4 на 25,2 на 21 дюйм и весом 118 фунтов. Он включает в себя панель управления, которая позволяет оператору регулировать мощность лазера в диапазоне от 150 до 1500 Вт, обеспечивая быструю сварку материала толщиной до 4 мм простым поворотом ручки. Система может хранить до 74 предустановленных режимов, включающих рецепты сварки, рекомендованные производителем, с местом для разработанных пользователем. Система дает оператору возможность настраивать эти предустановленные режимы для конкретных материалов и конфигураций деталей.
Он включает в себя панель управления, которая позволяет оператору регулировать мощность лазера в диапазоне от 150 до 1500 Вт, обеспечивая быструю сварку материала толщиной до 4 мм простым поворотом ручки. Система может хранить до 74 предустановленных режимов, включающих рецепты сварки, рекомендованные производителем, с местом для разработанных пользователем. Система дает оператору возможность настраивать эти предустановленные режимы для конкретных материалов и конфигураций деталей.
Несмотря на то, что сварочная горелка работает как горелка GMAW, но выглядит как горелка GTAW, источник питания не создает дугу. Вместо этого для создания ванны расплава используется очень сильно сфокусированная световая энергия, генерируемая источником волоконного лазера (так называемый потому, что он использует полностью твердотельную технологию оптоволокна для повышения эффективности и надежности). При полной мощности 1500 Вт возможна толщина шва до 4 мм при одностороннем сварке нержавеющей стали, оцинкованной стали, мягкой стали и алюминия и 10 мм при двустороннем сварке. Возможны толщины шва до 1 мм в меди при использовании импульсного режима для одностороннего шва и 2 мм для двустороннего шва.
Возможны толщины шва до 1 мм в меди при использовании импульсного режима для одностороннего шва и 2 мм для двустороннего шва.
Лазеры, конечно, довольно точны, поэтому для качественной сварки деталей с далеко не идеальной посадкой требуется настройка качания.
«IPG и другие производители лазеров используют термин «колебание» для описания функции оборудования, при которой положение луча сканируется на небольших расстояниях, — сказал Дэвид Фишер, директор по корпоративному маркетингу IPG. «В этом случае луч качается или сканируется из стороны в сторону, чтобы увеличить ширину ванны расплава».
С помощью функции качания оператор может установить ширину шва до 5 мм. Для точной настройки внешнего вида и качества сварного шва можно использовать дополнительный элемент управления, известный как частота колебания.
«Частота и ширина колебаний уже установлены в предустановленных программах», — сказал Фишер. «Вы его не видите, но он на заднем плане. Если вам нужно больше или меньше этого, вы можете набрать его, чтобы приспособиться к вашим потребностям ».
В дополнение к основному режиму сварки, известному как режим CW, поскольку лазерный луч работает в непрерывной волне, машина также оснащена режимом прихватки, режимом стежковой сварки и импульсным режимом, все различные настройки оптимизированы для конкретные приложения. Машина поставляется с матричной диаграммой для различных материалов и толщин, чтобы помочь оператору выбрать наилучший режим обработки. Для применений с менее точными деталями, требующими некоторого заполнения металлом, к горелке может быть прикреплен дополнительный автоматический механизм подачи проволоки. Опять же, предустановленные настройки режима доступны для получения хороших результатов прямо из коробки.
Комбинированная сварка и очистка
На выставке FABTECH 2021 компания IPG представила модель 1500 XC. В дополнение ко всем функциям сварки, описанным выше, XC включает функцию высокочастотного импульсного лазера, которую можно использовать для очистки деталей.
Здесь мы видим, как модель XC используется для очистки материала перед сваркой.
«Работа режимов уборки аналогична воблингу. Модель XC обеспечивает более широкое расстояние сканирования и обеспечивает очистку до 15 мм с помощью высокочастотного импульсного луча», — сказал Фишер. «Эти режимы можно использовать как для пред-, так и для послесварочных операций. Таким образом, независимо от того, удаляете ли вы ржавчину на деталях или удаляете сажу или мусор после сварки, это позволяет вам добиться этого без шлифовки или химикатов».
Для переключения со сварки на функцию очистки на XC требуется только выключение сопла и выбор режима, поэтому задача занимает менее 20 секунд.
Безопасность прежде всего
Компания Fisher отметила, что в дополнение к тем же мерам безопасности и СИЗ, которые применяются к стандартному сварочному аппарату, операторы, использующие лазерную систему, должны соблюдать несколько дополнительных мер безопасности. Во-первых, система должна работать в так называемой зоне лазерного контроля; обычно светонепроницаемое закрытое помещение или помещение с защитными блокировками и визуальными индикаторами на дверях для предотвращения проникновения незащищенных лиц в помещение и воздействия лазерного луча. Во-вторых, каждый, кто находится в зоне, контролируемой лазером, должен носить предоставленные поставщиком защитные очки и защитный шлем, когда работает лазер.
Во-вторых, каждый, кто находится в зоне, контролируемой лазером, должен носить предоставленные поставщиком защитные очки и защитный шлем, когда работает лазер.
В качестве дополнительной защиты для операторов лазера машина также оснащена другими предохранительными устройствами. Как и все лазерные изделия, переключатель с ключом позволяет заблокировать его, когда он не используется обученным оператором.
Подобно аппаратам GMAW, ручная лазерная система должна быть заземлена для работы, поэтому она оснащена заземляющим кабелем, который создает сигнальную петлю от сварочной горелки, контактирующей с деталью на столе и аппаратом. Если сварочная головка не соприкасается со свариваемой деталью, мощность лазера отключается и машина не работает.
Аппарат также имеет двухступенчатый пусковой механизм сварочной горелки — активация и затем запуск — для преднамеренного срабатывания.
«Мы создали обучающие видеоролики по технике безопасности и вводные видеоролики, которые наши клиенты должны просмотреть перед запуском машины, — сказал Фишер. «Очень важно, чтобы пользователи прочитали и поняли руководство оператора и все инструкции по технике безопасности перед использованием оборудования», — подчеркнул он.
«Очень важно, чтобы пользователи прочитали и поняли руководство оператора и все инструкции по технике безопасности перед использованием оборудования», — подчеркнул он.
Расходные материалы
Машина оснащена четырьмя типами насадок, каждая из которых оптимизирована для разных типов сварки, конфигураций и геометрии деталей: раздвоенные насадки, подходящие для внешних угловых точек, и более узкие насадки для внутренних швов.
«Машина поставляется с матрицей, которая рекомендует, какие наконечники использовать с какой геометрией», — сказал Фишер.
Самое большое изменение, которое, по словам Фишера, пользователи обнаруживают при первом использовании лазерного сварочного аппарата, — это скорость.
«Операторы откалиброваны для работы со сварными швами с определенной скоростью», — сказал он. «У них есть мышечная память. Задача для них изначально состоит в том, чтобы понять, что, хотя оборудование может быть настроено в соответствии с их скоростью, процесс легко может быть в два или четыре раза быстрее, чем то, к чему они привыкли с GMAW и GTAW. Из опыта и свидетельств клиентов мы пришли к выводу, что люди могут быстро создавать однородные высококачественные сварные швы благодаря знакомству с конструкцией пистолета и легкости выбора сохраненного режима применения в соответствии с материалом и толщиной».
Из опыта и свидетельств клиентов мы пришли к выводу, что люди могут быстро создавать однородные высококачественные сварные швы благодаря знакомству с конструкцией пистолета и легкости выбора сохраненного режима применения в соответствии с материалом и толщиной».
С редактором Робертом Колманом можно связаться по адресу [email protected].
IPG Photonics, www.ipgphotonics.com
О лазерной сварке пластмасс | LPKF
Главная Отрасли и технологии Лазерная сварка пластика О лазерной сварке пластика
Повышение эффективности вашего производства
Высококачественная лазерная сварка пластика с экспертом
Точное, надежное и долговечное соединение пластиковых компонентов – без неблагоприятного химического, термического, механического воздействия на окружающий материал? Это простая работа для лазерных сварочных аппаратов LPKF!
Когда речь идет о соединении пластиковых деталей, лазерная технология завоевала отличную репутацию. Он эффективно создает пластиковые соединения непревзойденного качества и экономичности. LPKF имеет многолетний опыт и является мировым лидером в этой области.
Он эффективно создает пластиковые соединения непревзойденного качества и экономичности. LPKF имеет многолетний опыт и является мировым лидером в этой области.
Сварные швы LPKF – надежность вашего изделия
Точный процесс сварки
Точность достигается за счет точно сфокусированного лазерного луча.
Точные сварные швы
Высокая производственная надежность для плотности сварного шва, которая является визуально и функционально выдающейся.
Надежность процесса
Все компоненты машины соответствуют высоким требованиям, предъявляемым к вашей продукции.
8 + 8 = убедительные аргументы в пользу лазерной сварки пластика LPKF
8 преимуществ лазерной сварки пластика с помощью LPKF простая настройка задания
8 преимуществ технологии
- Новое и уникальное: идентичное и воспроизводимое результаты на всех калиброванных машинах для лазерной сварки LPKF
- Идеальная чистота: без выделяющихся частиц, без растворителей, без химической обработки, без повреждений поверхности
- Отсутствие механических напряжений в компоненте; стыки возможны даже близкие к электронным
- Прочный, как сам материал: прочные соединения
- Точные результаты: точные сварные швы внутри компонентов
- Настоящая герметичность: до класса защиты 67
- Эстетически привлекательные результаты
- Гибкость и контроль процесса в режиме онлайн
2 Для
2 Вы – от нас: Узнайте больше о лазерной сварке пластмасс
Инновации от LPKF
Лазерная сварка ваших компонентов надежна благодаря нашим запатентованным технологиям.
Опыт применения
Лазерная сварка пластмасс — это то, что мы знаем лучше всего — для (почти) всех областей производства, форм, цветов и функций.
Сварочные процедуры LPKF
Подробно: Как происходит сварка пластмасс лазером?
Опыт применения: Лазерная сварка пластмасс
Мы являемся экспертами в области безопасной, надежной и экономичной сварки пластмасс
В настоящее время пластмассы можно найти повсюду: на полках супермаркетов, в автомобилях, в индустрия игрушек, мебельная промышленность и т. д. Во всех этих областях пластмассовые компоненты соединяются друг с другом. Если этот процесс должен быть особенно качественным, надежным и без напряжения, то лазерная сварка пластика является универсальным методом выбора.
Здесь на помощь приходит LPKF. В частности, в трех наших основных отраслях – автомобилестроении, медицинской технике и бытовой электронике – мы знаем эту область как свои пять пальцев. Мы используем наши знания о стандартах, правилах, требованиях и проблемах в различных отраслях промышленности, целенаправленно используя наш обширный опыт в области лазерной сварки пластмасс.
Мы используем наши знания о стандартах, правилах, требованиях и проблемах в различных отраслях промышленности, целенаправленно используя наш обширный опыт в области лазерной сварки пластмасс.
На наших машинах уже произведено бессчетное количество изделий – от небольших электронных корпусов до крупных фитингов – и их количество растет с каждым днем. Сварочные аппараты LPKF находят применение во многих отраслях промышленности. Посмотреть на себя.
Основная отрасль: автомобилестроение
Благодаря нашим высокоспециализированным лазерным станкам для соединения пластмасс компания LPKF является важным партнером для автомобильной промышленности.
Основная отрасль: Медицинские технологии
Лазерная сварка пластмасс обеспечивает безопасность и надежность: Отслеживаемые процессы, чистота в применении.
Основная отрасль: потребительские товары
Лазерная сварка пластмасс для потребительских товаров: гибкое производство, точные результаты
Прочие отрасли промышленности
Экспертиза в области пластиковых соединений – в том числе и для вашей отрасли
Ваша идея
Начать работу легко
Каждый проект особенный. Мы знаем это. И именно поэтому мы рады взяться за ваши задания. По запросу мы порекомендуем материалы или конструкции для разработки максимально эффективных продуктов, которые экономически и технически превосходят традиционные материалы и конструкции. Мы подберем для вас подходящую машину и рассчитаем для вас оптимальные параметры процесса.
Мы знаем это. И именно поэтому мы рады взяться за ваши задания. По запросу мы порекомендуем материалы или конструкции для разработки максимально эффективных продуктов, которые экономически и технически превосходят традиционные материалы и конструкции. Мы подберем для вас подходящую машину и рассчитаем для вас оптимальные параметры процесса.
Мы будем рядом с вами от стадии концепции до конечного продукта. Если вы уже знаете нас, то вы уже знаете об этом.
А если нет… воспользуйтесь шансом получить простые процессы и лучшие результаты – свяжитесь с нами!
Наш опыт для вашего успеха
Общение с вами очень важно для нас.
Даже если вы до сих пор соединяли пластмассовые детали с помощью других технологий. .. вы получите надежные, быстрые и высококачественные результаты с помощью лазерной технологии. Пожалуйста, позвольте нашим специалистам проконсультировать вас.
.. вы получите надежные, быстрые и высококачественные результаты с помощью лазерной технологии. Пожалуйста, позвольте нашим специалистам проконсультировать вас.
Мы хорошо разбираемся в этой области и будем сопровождать вас на всех этапах разработки на пути к вашему решению.
Мы будем сопровождать вас – от первоначальной идеи до готового продукта.
Поговорите с нашими экспертами
Правильное решение для любой области применения
Ассортимент продукции LPKF включает лазерные системы для надежной сварки очень маленьких и больших деталей со сварными швами размером от 100 мкм до нескольких миллиметров.
- Автономные системы семейства PowerWeld особенно компактны и подходят для самых разных производственных сред.
- Интеграционные системы семейства InlineWeld могут быть непосредственно встроены в каждую производственную линию с ручной или автоматической системой подачи компонентов.
- Если необходимы уникальные решения, такие как специальные системы подачи, то в игру вступают наши индивидуальные решения.
 Мы с удовольствием разработаем для вас индивидуальную систему.
Мы с удовольствием разработаем для вас индивидуальную систему.
Нажмите на четыре вкладка для получения дополнительной информации:
LPKF Powerweld 2000/2600
Компактный, гибкий дизайн продукта и универсально применимая лазерная сварочная машина – без ротационного индекса
LPKF PowerWeld 66009
LPKF PowerWeld 66009
LPKF.0002 Короткое время цикла, отличное качество сварного шва: экономичное серийное производство крупных деталей
LPKF PowerWeld 3D 8000
Сложная специальная система с онлайн-контролем процесса для крупных деталей и особенно высокими требованиями к качеству сварного шва
TwinWeld
LPKF 3D 6000
Запатентованный гибридный процесс для идеальной поверхности и экономичного производства крупных компонентов сложной геометрии
LPKF InlineWeld 2000
Система лазерной сварки для экономичного и надежного соединения цилиндрических деталей.
LPKF InlineWeld 6200
Наиболее универсальная система: различные размеры компонентов, различные области применения, всегда готовы к использованию: различные размеры компонентов, различные области применения, всегда готовы к использованию , доступность в режиме 24/7 и гибкость делают этот аппарат универсальным, когда речь идет о лазерной сварке пластмасс
LPKF InlineWeld 6900
Небольшая занимаемая площадь – максимальная гибкость для производственных процессов с высокой изменчивостью: Закрытый сварочный модуль со встроенным шкафом управления для интеграции по принципу «включай и работай»
LPKF InlineWeld 9000
3 Возможно все: от комбинации отдельных элементов машин до сложных роботизированных островов
Ваше индивидуальное решение
Расскажите нам о своей задаче. Мы найдем решение вместе с вами.
Измеритель пропускания LPKF TMG 3
Этот измерительный прибор обеспечивает контроль качества еще до начала сварки
Есть вопросы?
Мы здесь для вас.
 Благодаря нашей всемирной сети продаж и обслуживания LPKF.
Благодаря нашей всемирной сети продаж и обслуживания LPKF.Найдите местного дистрибьютора
Компания LPKF представлена на международном уровне. Найдите дистрибьютора в непосредственной близости от вас.
Продажи, обслуживание и поддержка
LPKF WeldingQuipment GmbH
Alfred-Nobel-Str. 55-57
D- Fürth
+49 (0)911 669859-0
+49 (0)911 669859-77
Связаться с нами
Лазерная сварка: процесс, применение и преимущества
От автомобильной до аэрокосмической — лазерная сварка подходит для самых разных областей применения. Решающими преимуществами процесса являются высокая скорость сварки и низкое тепловложение.
Лазерная сварка: что это такое?
Лазерная сварка — это процесс соединения сфокусированным лазерным лучом , который используется во многих отраслях промышленности благодаря высокой точности . Энергия для сварки генерируется высокопроизводительным лазером . В роботизированных приложениях высокоэнергетический лазерный луч обычно направляется к месту обработки с помощью гибких оптических волокон. Здесь мощность лазера фокусируется на небольшом фокусном пятне с помощью оптики. В результате высокая плотность энергии расплавляет заготовку и сваривает компоненты.
Энергия для сварки генерируется высокопроизводительным лазером . В роботизированных приложениях высокоэнергетический лазерный луч обычно направляется к месту обработки с помощью гибких оптических волокон. Здесь мощность лазера фокусируется на небольшом фокусном пятне с помощью оптики. В результате высокая плотность энергии расплавляет заготовку и сваривает компоненты.
Процесс подходит для материалов и компонентов, которые должны быть сварены на высокой скорости с узким сварным швом и низкой тепловой деформацией . В результате лазерная сварка используется для высокоточных применений в самых разных отраслях, включая автомобильную, аэрокосмическую и медицинскую.
KUKA предлагает широкий спектр лазерных технологий
Лазерные технологии используются в KUKA для лазерной сварки, лазерной резки, лазерной пайки и лазерной наплавки различных материалов.
Все из одних рук с KUKA
Идеальное оборудование для экономичной лазерной сварки
Более короткие жизненные циклы продуктов становятся все более распространенными в эпоху Индустрии 4. 0. Наши роботы и предварительно сконфигурированные ячейки идеально подходят для динамичной производственной среды и могут быть как настроены, так и переоснащены за очень короткое время.
0. Наши роботы и предварительно сконфигурированные ячейки идеально подходят для динамичной производственной среды и могут быть как настроены, так и переоснащены за очень короткое время.
Оптимально согласованные и адаптированные компоненты
С прикладным программным обеспечением KUKA.LaserTech для конкретных технологий компания KUKA предлагает индивидуальное решение для роботизированных лазерных приложений. Кроме того, мы предлагаем компоненты, специально адаптированные для лазерных применений — от роботов до предварительно сконфигурированных сварочных модулей и широкого спектра периферийного оборудования для роботов.
Лазерная оптика
От сварочной оптики до порошковой оптики и сварочной головки: мы предлагаем все компоненты, необходимые для лазерной сварки.
Узнать больше.
Портал для лазерной резки
Благодаря выдающейся динамике наш портал для лазерной резки KUKA KR70 LP особенно подходит для лазерной резки сложных компонентов.

Узнать больше.
Периферийное оборудование робота
Дополните свое производственное решение подходящим периферийным оборудованием для роботов. Выбирайте из множества вариантов здесь.
Узнать больше.
KUKA.LaserTech
С помощью этого программного обеспечения приложения для лазерной сварки и лазерной резки могут быть легко запрограммированы и быстро реализованы.
Узнать больше.
Исключительная точность и максимальная универсальность
Основные преимущества инновационного процесса лазерной сварки по сравнению с обычным процессом сварки заключаются в следующем:
Преимущества
Максимальная лазерная безопасность с KUKA LaserSpy 4.0
Идеальная защита от лазерных лучей: KUKA LaserSpy — это лазерный датчик безопасности, сертифицированный TÜV, который активно и в электронном виде контролирует стену защиты от лазерного излучения. Уходящие лучи обнаруживаются немедленно, и лазер останавливается до того, как он причинит какой-либо вред, что обеспечивает оптимальную лазерную безопасность для вашей системы и персонала.
Активная защита от лазера: KUKA LaserSpy обеспечивает повышенную лазерную безопасность в сварочных камерах.
Сварка лазером: два самых мощных процесса
При сварке лазером форму и качество сварного шва можно варьировать и, таким образом, при необходимости адаптировать к поставленной задаче. При лазерной сварке широко применяются следующие технические процессы:
Какие материалы можно соединять с помощью лазерной сварки?
Широкий спектр материалов можно соединять с помощью лазерной сварки. Сталь и алюминий часто сваривают с использованием этого процесса. Однако 9Медные соединения 0434, медь-медь, а также медь-алюминий , которые часто используются при производстве аккумуляторов, также можно сваривать с помощью новейших источников лазерного луча и адаптированных длин волн, например, в зеленом или синем спектре.
Переведите свое производство на процесс лазерной сварки
Вместе мы найдем правильную концепцию.
Свяжитесь с нами прямо сейчас!
Благодаря идеальному сочетанию прочности и легкого веса алюминий играет важную роль в электромобильности. В процессах сварки и соединения алюминий предъявляет высокие требования к используемым технологиям. Благодаря комплексному ноу-хау и подходящей продукции компания KUKA готовит вас к технологической трансформации в сторону электромобильности. Пример батарейного отсека показывает, как роботы позволяют производить алюминиевые компоненты в соответствии с высочайшими стандартами качества.
Узнайте, что важно для сварки алюминия в секторе электромобилей
Скачать информационный документНовый мир лазерной сварки ⋆ Alpha Laser US
- Что делают наши лазеры
Наши промышленные лазерные сварочные аппараты являются наиболее гибкими, эффективными и надежными системами.
 Мы доказываем это на живых демонстрациях для наших клиентов. Наши лазеры для сварки, резки, наплавки и закалки бесспорно являются лучшими на рынке.
Мы доказываем это на живых демонстрациях для наших клиентов. Наши лазеры для сварки, резки, наплавки и закалки бесспорно являются лучшими на рынке.
НУЖНО ЧТО-ТО КОНКРЕТНОЕ?
Свяжитесь с нами
Промышленное применение альфа-лазеров практически не ограничено.
ALPHA LASER США разрабатывает и производит лазерное сварочное оборудование для промышленности и торговли. Наши лазерные системы улучшают качество производства и надежность процесса. Наша цель — сделать лазерную сварку чрезвычайно точной и исключительно быстрой.
Наша продукция
КАКОЙ ЛАЗЕР ВАМ НУЖЕН?
Запросить цену
Отзыв
В этом письме мы информируем вас о том, насколько приятно SRG Global назвать вашу организацию Alpha Laser Solutions «Партнером». Знания и честность Альфа принесли SRG Global как первому покупателю лазерной продукции очень успешную трансформацию. Благодаря вашей поддержке и руководству Ковингтон продвинулся по пути самоактуализации и изучения других возможностей с использованием лазеров. Стоит отметить, что инструктор, который несколько раз был в SRG Global Covington, создает большую ценность, делясь своими знаниями и скромностью.
Мы надеемся на долгие отношения, наполненные новыми вызовами и ростом между нашими двумя компаниями.
Джон Пол Шнайдер
Инженер по улучшению процессов в SRG Global Covington.
Имя *
Эл.0003
United States of AmericaAfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicCeuta and MelillaChadChileChinaChristmas IslandClipperton IslandCocos (Keeling) IslandsColombiaComorosCongo (DRC)Congo (Republic)Cook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmark (Danmark )Diego GarciaДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландия GrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard & McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedonia (FYROM)MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSamoaSan MarinoSão Tomé and PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaS Оломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайвань, Китайская провинцияТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Что вас интересует? AL-CROSS Мобильный волоконный лазер ALFlak Волоконный лазер AL-IN Лазерный сварочный аппарат Серия AL Лазерные сварочные аппараты ALFlak Лазерный сварочный аппарат ALFLAK Max Лазерный сварочный аппарат ALM Лазерный сварочный аппарат ALV Лазерный сварочный аппарат AL-ROCK Мобильный лазерный сварочный аппарат ALW Закрытое устройство для лазерной сварки ALW Эргономичное рабочее место для лазерной сварки AL- Рабочий стол T Basis Волоконный лазерный сварочный аппарат AL-TW Мобильный лазерный сварочный аппарат AL FIBER Система лазерной сварки AL-SWS Микролазерный сварочный аппарат AL VL 50 Настольный лазерный сварочный аппарат AL-ARM 450 Система волоконной лазерной сварки AL-RB Система лазерной резки AC Волоконный лазерный резак AC 450 F Система лазерной резки 3D-печать металлом
Флажки
- Мне нужно обслуживание моего лазера
Примечания *
Электронная почта *
Имя
Мы являемся экспертами в области лазерной техники.
.. спрашивайте нас о чем угодно! Свяжитесь с намиМетоды лазерной сварки | Лазерная сварка | Основы автоматизированной сварки
При лазерной сварке возможно изменение выходной мощности и формы колебаний лазерного луча, что делает этот метод легко адаптируемым для различных применений для использования в различных сборочных процессах.
Лазерная сварка включает сварку теплопроводностью и сварку с замочным отверстием (с глубоким проплавлением), характеризующуюся изменением мощности лазерного луча, а также сварку импульсным лазерным лучом и сварку непрерывным лазерным лучом, характеризующуюся различными режимами лазерных колебаний. Импульсный лазерный луч коротковолнового мощного лазера идеально подходит для точечной сварки, а непрерывный лазерный луч идеально подходит для шовной сварки. Оба метода сварки также подходят для сварки материалов с высокой температурой плавления или с высокой теплопроводностью благодаря очень низкому тепловому эффекту при сварке.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство содержит основные сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неполадок.
Скачать
- Теплопроводная сварка и сварка с замочной скважиной (глубокое проплавление)
- Дистанционная лазерная сварка
- Лазерная наплавка
Теплопроводная сварка — это метод лазерной сварки с низкой производительностью. Это обеспечивает глубину проникновения не более 1-2 мм. Благодаря способности работать в относительно широком диапазоне мощностей теплопроводная сварка может быть отрегулирована до идеального уровня мощности, а неглубокое проплавление позволяет сваривать материалы, восприимчивые к тепловому воздействию, в оптимальных условиях.
Этот тип сварки используется для стыковых соединений, соединений внахлестку и других видов сварки тонких листов, а также может использоваться для сварки герметичных и других уплотнений. Теплопроводная сварка также подходит для летучих сплавов, таких как магний и цинк, для которых сварка с замочной скважиной (с глубоким проплавлением) не подходит.
Сварка замочной скважины (сварка с глубоким проплавлением) использует мощный лазер для высокоскоростной сварки. Узкий и глубокий провар обеспечивает равномерную сварку внутренних конструкций. Поскольку зона термического влияния мала, деформация основного материала из-за сварки может быть сведена к минимуму.
Этот метод подходит для применений, требующих глубокого провара, или при сварке нескольких основных материалов, уложенных друг на друга (в том числе для стыковых, угловых, Т-образных, нахлесточных и фланцевых соединений).
Теплопроводная сварка
- А
- Лазерный луч
- Б
- Теплопроводность
Сварка в замочную скважину (глубокое проплавление)
- A
- Лазерный луч
- С
- Давление паров
| Теплопроводная сварка | Сварка в замочную скважину (глубокое проплавление) | |
|---|---|---|
| Допуск | Требуется точность на обеих поверхностях | Требуется точность только на одной поверхности |
| Тепловая эффективность | Прибл. 35% | Прибл. 95% |
| Уровень эффективности сварки | Низкий | Высокий |
| Скорость сварки | Медленный | Быстро |
| Энергия, необходимая для шва толщиной 1 мм | Высокий | Низкий |
| Тепловая деформация | Легкое искажение | Минимальная деформация (меньше, чем при сварке теплопроводностью) |
| Размер шва | Большой | Маленький |
| Гладкость шва | Гладкая | Грубый |
Скачать
Дистанционная лазерная сварка — это метод сварки, при котором лазерный луч управляется зеркалом и быстрыми движениями свариваемой детали, что обеспечивает высокую производительность, гибкость производственной линии и экономическую эффективность.
Лазерный луч управляется подвижным зеркалом (1) и системой линз (2). Систему линз можно использовать для управления направлением Z, а подвижное зеркало можно использовать для управления направлениями X и Y (3), что позволяет быстро и точно направлять лазерный луч на зону сварки в любом месте в пределах диапазона лазерного луча ( 4).
В отличие от точечной сварки, при которой доступ к свариваемому материалу должен быть с обеих сторон, дистанционная лазерная сварка требует доступа только с одной стороны.
Для точечной сварки также требуется время, чтобы манипулятор робота перемещался между свариваемыми деталями, в то время как дистанционная лазерная сварка требует только движения зеркала, что позволяет пренебрежимо малой физической скорости перемещения.
Высокая скорость сварки позволяет достичь скорости обработки более чем в 10 раз выше, чем при точечной сварке.
Управление лучом при дистанционной лазерной сварке
Скачать
Этот метод также называют лазерной наплавкой или прямым осаждением металла.