Сварка меди полуавтоматом: Сварка меди полуавтоматом от компании поставщика Электровек-сталь / Evek
alexxlab | 15.02.2023 | 0 | Разное
Сварка меди аргоном в домашних условиях, инвертором, полуавтоматом (сложность, технология)
Содержание:
- 1 Введение
- 2 Свариваемость меди
- 3 Доступные способы
- 4 Свариваемость меди и ее сплавов
- 5 Альтернативные методы
- 6 Заключение
- 7 Видео: Сварка меди полуавтоматом
Введение
Медь активно применяется в промышленности, ювелирном деле и строительстве техники. Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.
Оригинальные ювелирные изделия делают из меди
Свариваемость меди
Сварка меди – это достаточно сложный процесс, требующий от человека хорошего понимания ее химической чистоты и свойств. Небольшое содержание фосфора, серы или свинца увеличивает качество сваривания металла. Сварочные особенности:
Специальный паяльник для медных изделий
- Медь склонна к окислению.
 В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин; - Большая осадка при охлаждении;
- В разогретом состоянии металл хорошо поглощает газы (водород и кислород) из воздуха. Превышение концентрации сторонних газов увеличивает сложность сваривания. Процесс поглощения сторонних газов можно посмотреть на видео;
- Неоднородная структура приводит к образованию зернистости в процессе термической обработки;
- Из-за хорошей проводимости электричества медь требует специальных инструментов, способных развивать высокую мощность;
- Высокая температура плавления и текучесть сильно ограничивает возможности драгоценного металла к свариванию. Этот процесс можно проводить только на горизонтальной поверхности;
 В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;Для качественного процесса сварки медь необходимо подготовить и вооружиться специальным инструментом.
Доступные способы
Чтобы вы могли смотреть видео на телевизоре или компьютере во время изготовления сварных конструкций используют разные способы – дуговую ручную, сварку инвертором или вольфрамовыми электродами.
Сварка меди угольным электродом
Подготовка материала требует тщательной очистки. При помощи ацетона, ветоши и других растворителей удаляются все загрязнения, которые могут стать поставщиками вредных примесей – свинца и серы. Сварка меди не переносит присутствия жидкостей, жиров или масла.
После очищения с поверхности заготовки необходимо убрать окисленную пленку при помощи металлической щетки или сетки из нержавейки.
Инвертор для сварки меди
Для более тщательной обработки еще пользуются абразивным инструментом, с помощью которого добиваются идеальной полировки детали до блеска. Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Детали с толстыми стенками (от 5 мм и больше) требуют дополнительно подогрева до 300-700 градусов, в этом заключается успешность процедуры сваривания меди. Особенно не рекомендуется пропускать этот пункт для массивных деталей. Чем больше размер заготовки, тем сильнее она нуждается в предварительном нагреве.
- Сварка металлическими покрытыми электродами
Графитовый электрод для сварки медных жил
При помощи таких электродов медь с толщиной стенок более 2 мм варят под углом в 60 градусов. Тоненький металл (от 3 до 5 мм) сваривается без разделки кромок – дополнительных надрезов на заготовке при помощи состыковки. Все работы проводятся только при помощи постоянного тока.
Для сварки медного изделия с толщиной стенок в 2 мм требуется электрод диаметром 2-3 мм и сила тока в 100 А. Элемент со стенками 8-10 мм нуждается в электроде 6-7 мм и постоянном токе в 400 А. К концу возни с толстой заготовкой необходимо уменьшить силу тока, чтобы предотвратить прожоги или прогорание поверхности.
- Сварка вольфрамовым электродом.
Время и практика показали, что этот метод является оптимальным. Швы, сделанные при помощи вольфрамовых электродов, отличаются аккуратностью и прочностью. Сварочные работы можно проводить в домашних условиях переменного тока. Так же, как и в первом способе, сила тока регулируется в зависимости от толщины медного изделия и диаметра электрода.
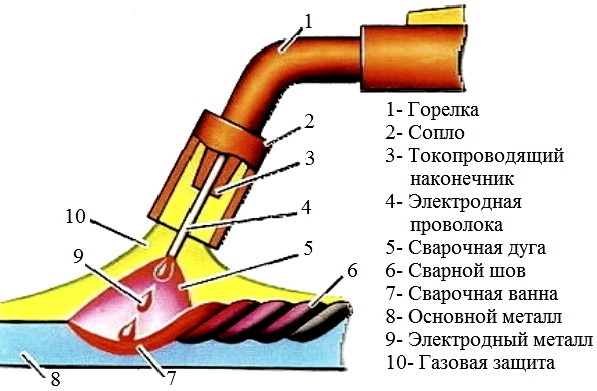
Схема процесса сварки ТИГ
Сварка меди аргоном, гелием и азотом практикуется для повышения качества сварочных швов. Стоит отметить, что технологические свойства газов отличаются, поэтому во время работы необходимо учитывать то, что азот требует меньшей силы тока. Во время работы с азотом на поверхности меди возникает парообразование, незначительно уменьшающее качество резки. Что же касается других качеств азота, то для сварки меди требуется почти в 2 раза больше газа. Именно по этой причине аргон чаще используется в сварочных работах с медными изделиями.
Схема аргоновой сварки
Аргоновая состыковка требует особых условий. Например, с медью нельзя работать непостоянным током. Для сварочного процесса требуется доступ к постоянному тому. Именно по этой причине аргоновая состыковка получила свое распространение только на промышленных объектах. В домашних условиях этот метод не практикуется.
Перед свариванием заготовку необходимо нагреть на угольной пластинке инвертором.
- Сварка полуавтоматом
Сварка меди возможна и в полуавтоматическом режиме. Для обеспечения лучшего качества рекомендуется использовать гелий, аргон или азот в качестве защиты поверхности металла от водорода и кислорода. Технология сварки полуавтоматом ничем не отличается от сваривания стали. Как и в первых случаях при сварке полуавтоматом медную заготовку с толстыми стенками необходимо качественно прогреть до 300-500 градусов. Электрод располагается к шву под углом 80 градусов.
Сварка металлов полуавтоматом
Полуавтоматический метод сваривания требует пользования флюсом, который наносится на кромки присадочной проволоки. Время от времени электрод необходимо вставлять во флюс и продолжать сварочные работы. О том, как правильно использовать флюс можете посмотреть на видео или почитать в книгах.
В состав флюсов входит прокаленная бура вместе с добавками металлического магния и кремниевой кислоты. Использование флюсов вносит определенные трудности в сварочный процесс, а именно – высокий темп работы с металлической поверхностью. Кроме этого, движение руки должно быть непрерывным в одном направлении.
Свариваемость меди и ее сплавов
Медные сплавы типа бронзы и латуни в целом свариваются нормально. Стоит отметить, что латунь теряет значительную часть цинка из-за окислительных процессов и испарений.
Электрошлаковая сварка и ее применение
Для работы со сплавами часто используют инертные газы (аргон и гелий) вместе с присадочными проволоками, которые совпадают с химическим составом заготовки.
Для особо толстых сплавов применяют электрошлаковую сварку. Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Такая технология позволяет добиться качественного и ровного шва при сварочных работах. Кроме этого, низкая температура плавления флюса не приводит к образованию шлаковой корки. Второй особенностью электрошлаковой сварки являются повышенные сварочные токи и высокая скорость подачи электрода (до 15 км/час).
Альтернативные методы
Медь является металлом с высоким показателем пластичности, поэтому небольшие медные проводки хорошо свариваются термокомпрессионной сваркой. Для изделий с большим сечением рекомендуется применять диффузную сварку в условиях вакуума. В таких условиях медь может свариваться практически с любыми металлическими и даже неметаллическими материалами.
Холодная сварка хорошо скрепляет недвижимые детали
Холодную сварку можно применять в домашних условиях для грубого сваривания медных деталей. Сварка меди холодным способом способна обеспечить удовлетворительное электрическое сопротивление соединений. Для более качественной сварки медных деталей необходимо пользоваться энергетическими установками.
Заключение
Сваривание меди – это технологически сложный процесс, требующий от человека хорошего понимания физико-химических особенностей меди и умения пользоваться специальными инструментами.
Видео: Сварка меди полуавтоматом
Сварка меди: способы выполнения работ, инвентор
Содержание
- Трудности сваривания меди в домашних условиях
- Как примеси влияют на свариваемость меди
- Подготовка материала перед работой
- Особенности выбора электродов для меди
- Как настроить режим сварки
- Используемые для меди припои
- Высокотемпературные флюсы
- Низкотемпературные флюсы
- В общем о технологии сварки меди и сплавов на ее основе
- Инструкция по сварке меди разными способами
- Инверторная сварка
- При помощи полуавтомата
- Сварка аргоном
- Работа в газовой среде
- Выбор сварочного аппарата
- При использовании электродов
- Для приварки проволоки
- Для работы с медными проводами
- Особенности для разных электродов
- Сварка угольным электродом
- Инверторный угольный электрод
- Особенности при сваривании меди с разными металлами
- Нихромовые детали
- С алюминием
- Сварка со сталью
- Полезные видео
Сварка меди часто применяется в быту и промышленности, что объясняется особыми свойствами материала. Для получения качественного соединения нужно строго следовать технологии, правильно выбирать присадочную проволоку, использовать подходящий аппарат.
Для получения качественного соединения нужно строго следовать технологии, правильно выбирать присадочную проволоку, использовать подходящий аппарат.
Трудности сваривания меди в домашних условиях
Сложность сварки этого металла может заключаться в таких особенностях:
- При нагревании медь взаимодействует с кислородом, образуя прочный оксидный налет. Температура плавления такой пленки высока, поэтому следует принимать меры по предотвращению течения окислительной реакции.
- Медь сильно расширяется при нагревании. Этот показатель у нее в 1,5 раза превышает таковой у стали. В процессе остывания металл дает выраженную усадку.
- При контакте с воздухом медь поглощает кислород. Это приводит к формированию неоднородного шва с пустотами и посторонними включениями.
- Из-за высокой теплопроводности медные заготовки быстро перегреваются и остывают. Это негативно отражается на прочности сварного соединения.

- Повышенная текучесть расплава усложняет сварку габаритных деталей. Полностью проплавить одну сторону конструкции не удается. Сварщик сталкивается с трудностями и при формировании потолочных или вертикальных швов.
- Медь частично утрачивает прочность и пластичность при нагревании до +2000 °С. При температуре +5500 °С эти свойства полностью теряются.
Как примеси влияют на свариваемость меди
Наличие других веществ в составе сплава могут делать его более хрупким или менее пластичным, способствовать возникновению дефектов сварного шва. Материал может содержать примеси с температурой плавления, отличающейся от таковой у основного металла. Это усложняет процесс сварки, снижает качество получаемого соединения.
Наличие других веществ влияет на свариваемость меди.Примеси в чистой меди обнаруживаются всегда. Поэтому на практике рабочий процесс представляет собой сварку сплава, при которой используют флюсы или защитную газовую среду. Рекомендуется применение присадочной проволоки с содержанием кремния, марганца, алюминия.
Вещества делают структуру соединения однородной, помогают получать нужные технические характеристики.
Подготовка материала перед работой
Перед началом сварки меди полуавтоматом выполняют следующие действия:
- Обезжиривают кромки деталей растворителем. Металлической щеткой или наждачной бумагой снимают оксидную пленку.
- Очищают поверхности от пыли и грязи, удаляют посторонние элементы из обрабатываемой зоны.
- Если толщина деталей не превышает 1 см, срезают фаски с одной стороны. Двусторонняя обработка требуется при сварке более массивных заготовок.
Особенности выбора электродов для меди
Для сварки такого материала применяют покрытые специальными составами стержни. Рекомендованы легированные марганцем, кремнием или бронзой электроды. Используемые в качестве покрытия вещества препятствуют образованию оксидной пленки, делают сварное соединение однородным. При выборе стержня учитывают необходимость:
- поддержания стабильной дуги;
- предотвращения окисления меди;
- профилактики появления шлаковых включений, пор, раковин.
Как настроить режим сварки
Процесс протекает при постоянном напряжении. При настройке аппарата выбирают прямую полярность. Силу тока рассчитывают по формуле: Iсв=100×S, где S — толщина металлической заготовки. Для формирования защитной среды применяют аргон, азот, гелий. Длина электрической дуги не должна превышать 3 мм (при использовании инертных газов). При сварке в азоте ее можно увеличивать до 12 мм. Расход газа составляет:
- аргон — 9 л в минуту;
- азот — 18 л;
- гелий — 10-15 л.
Скорость ведения электрода выбирают с учетом геометрии формируемого шва.
Тонкие детали варят холодным методом, толстые — предварительно нагревают в газовой среде.
Используемые для меди припои
Применение флюсов помогает повысить качество соединения, уменьшить число дефектов, сделать конструкцию более прочной. По свойствам припои делятся на высоко- и низкотемпературные.
Высокотемпературные флюсы
Такие припои сохраняют свои качества при нагревании до +1100 °С. В состав средств входят кремний, серебро, цинк, медь, фосфор. Большая часть составов может использоваться при сварке меди и стали или других металлов.
Высокотемпературный флюс — вещество, которое облегчает процесс пайки.Низкотемпературные флюсы
Такие средства предназначены для использования при нагреве до 450 °С. Их применяют при сварке материалов с низкой температурой плавления.
В состав флюса входят свинец и сурьма. Для усиления антикоррозионных свойств добавляют цинк.
В общем о технологии сварки меди и сплавов на ее основе
Содержащий примеси металл отличается от чистого меньшей теплопроводностью. Поэтому для получения прочного соединения не требуется слишком высокая температура. Технология сварки любым способом состоит из нескольких основных этапов:
- Подготовки деталей. На этом этапе соответствующим образом обрабатывают кромки, закрепляют заготовки в правильном положении.

- Установку защитного экрана, препятствующего перегреву или быстрому остыванию. Это предотвращает образование трещин вокруг сварного соединения.
- Включение и настройку выбранного сварочного аппарата.
- Поджиг электрической дуги вне обрабатываемой области.
- Нанесение флюса на электрод.
- Однократное формирование сварного шва.
- Отключение оборудования.
- Медленное охлаждение конструкции.
Инструкция по сварке меди разными способами
Для соединения деталей из этого металла применяют полуавтоматические или инверторные сварочные аппараты. Выбор технологии зависит от вида оборудования, требований к швам.
Инверторная сварка
Устройство поддерживает стабильные силу тока и напряжение. Имеется несколько предустановленных режимов. Компактный прибор имеет небольшой вес, что облегчает его перемещение. Инструкция по сварке предписывает соблюдение таких правил:
- Шов накладывают небольшими стежками, длина которых не должна превышать 4 см.
 При работе делают перерывы, препятствующие перегреву металла, способствующему появлению прожогов.
При работе делают перерывы, препятствующие перегреву металла, способствующему появлению прожогов. - Электрод держат под наклоном 10-20°.
- Перед тем как варить медь инвертором, правильно выбирают параметры тока и напряжения. При этом учитывают тип сплава, толщину деталей.
Допускается подключение проводов прямым или обратным способом.
При помощи полуавтомата
Этот тип оборудования применяется при формировании длинных соединений. Равномерная подача присадочного материала делает шов прочным, однородным. Нельзя совершать поперечные движения проволокой или электродом. Это приводит к появлению пор. Сварку полуавтоматом в домашних условиях начинают только после обработки кромки. Рекомендованные параметры сварки:
- диаметр проволоки — 2 мм;
- сила тока — 300 А;
- тип флюса — АН-26 или К-13;
- напряжение — 30 В;
- вид присадочного материала — М1-3.
Сварка аргоном
В этом случае используются вольфрамовые электроды, питающие кабели подключаются по схеме обратной полярности. Детали сваривают без предварительного нагрева. Шов ведут справа-налево. Рабочую часть аппарата держат перпендикулярно обрабатываемой поверхности. Рекомендованный расход аргона — 10-18 л в минуту. Сварочный ток выбирают с учетом толщины детали.
Детали сваривают без предварительного нагрева. Шов ведут справа-налево. Рабочую часть аппарата держат перпендикулярно обрабатываемой поверхности. Рекомендованный расход аргона — 10-18 л в минуту. Сварочный ток выбирают с учетом толщины детали.
Работа в газовой среде
В этом случае сварку осуществляют с использованием горелки. Перед началом работы сварщик должен изучить, в чем заключается сложность при сварке меди этим способом. Затруднения возникают на этапе расчета расхода газа:
- при толщине заготовок до 1 см этот показатель составляет 15 л в минуту;
- если работа ведется с более массивными деталями, расход стоит увеличить до 20-25 л в минуту.
Для равномерного прогрева толстых конструкций применяют 2 горелки. Повысить качество соединения помогают флюсы с содержанием бора.
Состав сварочной проволоки должен полностью соответствовать таковому у соединяемых изделий. Если это невозможно, выбирают максимально близкие варианты.

Выбор сварочного аппарата
Каждый агрегат используется для выполнения того или иного вида работ.
При использовании электродов
Дуговая сварка медных пластин выполняется с использованием неплавящихся электродов в среде аргона. Для этого подходят аппараты Orion 150s или 250s. Они характеризуются компактными размерами, помогают быстро и качественно варить медь. Для инверторной сварки используют агрегат «РЕСАНТА САИ-220 ПН». Он работает от бытовой электросети 220 В. Устройство снабжено охлаждающей системой, поэтому не перегревается во время работы.
Для инверторной сварки используют аппарат Ресанта.Для приварки проволоки
При сварке таким способом используют инверторный полуавтомат «Энергомаш СА-97ПА20». Аппарат весит не более 15 кг, работает с проволокой разного диаметра. При необходимости плавной подачи присадки стоит приобрести Shyuan MIG/MMA-290. Устройство выводит расходный материал в рабочую зону со скоростью 2-13 м в минуту. Прибор можно использовать для работы с разными электродами.
Сварочный инвертор «Союз САС-97ПА195» снабжен функцией холостого хода с напряжением 60 В. Рабочий параметр регулируется в диапазоне 15-23 В. Прибор заправляют проволокой диаметром 0,8-1 мм.
Для работы с медными проводами
В этом случае применяют такие устройства:
- «ТС-700-2», предназначенный для соединения тонких медных жил. Компактный аппарат весит 4 кг, работает от бытовой сети, потребляет не более 1,5 кВт. 1 угольного электрода хватает на 700 сварочных циклов.
- «РЕСАНТА САИ-160». Инвертор применяется для сваривания скруток. Производитель снабдил агрегат несколькими предустановленными режимами, облегчающими процесс настройки.
- «СВАРОГ ARC 160» с бесступенчатым регулятором параметров. Для подключения кабелей предусмотрены удобные разъемы. Вес аппарата составляет 4 кг, что обеспечивает удобство переноски и работы.
Особенности для разных электродов
Течение сварочного процесса во многом зависит от типа выбираемых стержней.
Сварка угольным электродом
Технология универсальна, поскольку допускается розжиг дуги между 2 стержнями, электродом и заготовкой или массой. Процесс напоминает сварку с горелкой. Для формирования сварного соединения используется проволока БрКМц3-1. Силу тока и напряжение рассчитывают с учетом характеристик металлоконструкции, состава сплава.
Инверторный угольный электрод
К сварке этим способом можно приступать только при наличии соответствующих навыков. При выполнении работ учитывают следующие особенности:
- электрод удерживают под наклоном не более 30°;
- сила тока должна составлять от 35 до 130 А (в зависимости от толщины заготовок).
Особенности при сваривании меди с разными металлами
Иногда возникает необходимость соединения разных материалов. Соблюдение некоторых рекомендаций помогает получить надежный, прочный шов.
Нихромовые детали
Заготовки из меди и нихрома сваривают, используя графитовые электроды. Они поддерживают стабильное горение дуги, длина которой зависит от напряжения. Стержень не плавится при нагревании до нужной температуры. В структуре стержня происходит термоэлектронная реакция, позволяющая варить нихром с медью при силе тока от 10 А. Преимуществами графитового электрода являются экономичность, отсутствие эффекта залипания.
Они поддерживают стабильное горение дуги, длина которой зависит от напряжения. Стержень не плавится при нагревании до нужной температуры. В структуре стержня происходит термоэлектронная реакция, позволяющая варить нихром с медью при силе тока от 10 А. Преимуществами графитового электрода являются экономичность, отсутствие эффекта залипания.
С алюминием
Для дуговой сварки меди с этим металлом используют 2 способа:
- Контактный метод. В этом случае учитывают разницу в температурах плавления. При стыковании берут более длинную алюминиевую заготовку. Сварочную ванну обдувают азотом. Воздух подавать в рабочую зону нельзя, это способствует образованию тугоплавкой пленки. При соединении труб элементы надевают на стержень, совмещая в одной точке.
- Замковый способ. В этом случае на алюминиевую пластину накладывают плоскую медную заготовку. Шов формируют по периметру. Его ширина должна совпадать с толщиной полосы. Процесс ведется с применением графитовых вставок, формирующих соединение.

Сварка со сталью
Соединять детали из этих металлов сложно, но возможно. В этом случае применяются те же способы, что при сварке стальных деталей. Обращают внимание на разницу в температурах плавления материалов. Кромку стального элемента делают более длинной и тонкой, чтобы она начала плавиться быстрее. При работе с угольным электродом сварка ведется с током прямой полярности. Напряжение дуги составляет 40-55 В. Во время сварки используют флюс, предназначенный для работы с медью. Его вводят в промежуток между кромками.
Иногда возникает необходимость соединения стальной заготовки со шпилькой. В таком случае используют точечную сварку меди с обратной полярностью. Процесс ведется с использованием проволоки. Предварительный прогрев деталей не требуется. Заварить стальную шпильку на медной пластине сложно. Поэтому к заготовке прикрепляют кольцо. В него затем вставляют шпильку.
Полезные видео
Просмотр роликов, касающихся способов сварки, поможет освоить основные навыки, избежать возникновения ошибок.
Полуавтоматический сварочный аппарат в комплекте с катушкой из медной проволоки и дополнительными аксессуарами, Фотография, картинки и изображения с низким бюджетом. Рис. ESY-060641124
Купите это изображение по цене от
10 €
Всего за 0,27 € при максимальном разрешении с easySUBSCRIPTION
См. наши планы подписки
Лицензия Royalty Free
4 ваши потребности 3Выберите разрешение, которое лучше всего подходит
 0}”>
0}”>Эти цены действительны для покупок, сделанных в Интернете
Купи сейчас
Добавить в корзину
ДОСТАВКА: Изображение сжато в формате JPG
Код изображения: ESY-060641124 Фотограф: Коллекция: Фотопоиск ЛБРФ Пользовательская лицензия: Низкий бюджет без лицензионных отчислений Наличие высокого разрешения: До XL 50 МБ А3 (5120 х 3414 пикселей – 43,3 х 28,9смс – 300 точек на дюйм)
Специальная коллекция: Низкий бюджет
Доступно для всех разрешенных видов использования в соответствии с нашими Условиями лицензирования бесплатного визуального контента.
×
Образ композиций
Вы можете использовать этот образ в течение 30 дней после загрузки (период оценки) только для внутренней проверки и оценки (макетов и композиций), чтобы определить, соответствует ли он необходимым требованиям для предполагаемого использования. .Это разрешение не позволяет вам каким-либо образом использовать конечные материалы или продукты или предоставлять их третьим лицам для использования или распространения любыми способами. Если по окончании Оценочного периода вы не заключаете договор лицензии на его использование, вы должны прекратить использование изображения и уничтожить/удалить любую его копию.
Прекратить показ этого сообщения
Принимать
Как сваривать медь – методики и советы
Последнее обновление
Медь, возможно, является одним из наиболее широко используемых материалов в производстве металлов, происхождение которого можно проследить до 3500 г. до н.э. Это цветной и мягкий металл, который легко поддается формованию, резке, гибке и соединению с другими металлами с помощью различных методов сварки. Он обладает уникальными характеристиками, такими как тепло- и электропроводность, а также высокая коррозионная стойкость, что делает этот металл идеальным для сварки.
Медь и большинство медных сплавов можно соединять с помощью пайки, пайки твердым припоем и различных сварочных процессов. Однако конкретный процесс во многом будет зависеть от того, свариваете ли вы чистую медь или медный сплав. При работе со сплавом его элементы и факторы, такие как присадочный материал, будут влиять на метод сварки, который вы можете использовать.
К сожалению, уникальные характеристики меди затрудняют ее сварку. Не у всех получится сделать надежные сварные соединения.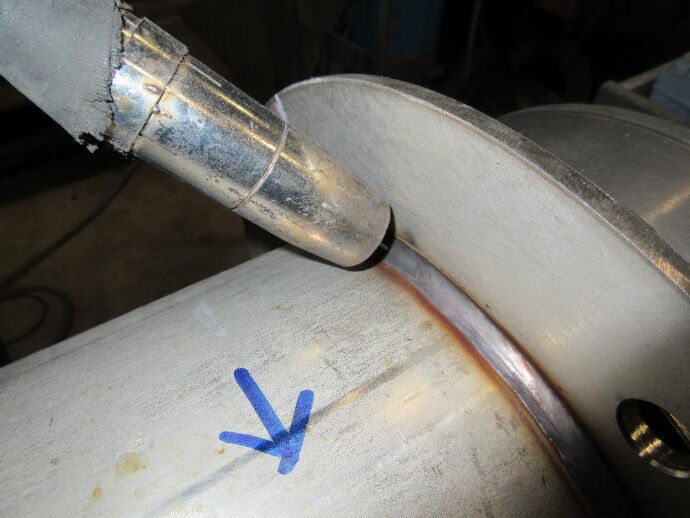 Вы должны использовать специальные методы и принимать дополнительные меры предосторожности. К счастью для вас, наше практическое руководство предоставит вам всю необходимую информацию, необходимую для различных процессов сварки меди.
Вы должны использовать специальные методы и принимать дополнительные меры предосторожности. К счастью для вас, наше практическое руководство предоставит вам всю необходимую информацию, необходимую для различных процессов сварки меди.
В этой статье будут рассмотрены причины, по которым сварка меди отличается от других металлов, различные методы сварки меди и общие советы, которые помогут вам без труда работать с медью.
Почему сварка меди затруднена
Ниже перечислены некоторые отрицательные качества, которые делают работу с медью и ее сплавами сложной задачей: оксидостойкая пленка на его поверхности. Если оксиды проникнут в шов, они могут создать трещины в сварном шве.

Посмотреть этот пост в Instagram
Сообщение Джонатана Пауэлла (@jpfabricationsmetalwork)
Различные методы соединения меди и ее сплавов
Поскольку чистая медь слишком пластична для создания надежного соединения, в различные медные сплавы необходимо добавлять небольшие количества других элементов. Это раскислит металл, снизит коррозионную стойкость и улучшит обрабатываемость. Существует несколько процессов соединения меди и более 300 сплавов , которые имеются в продаже. К ним относятся пайка, пайка и сварка.
Это раскислит металл, снизит коррозионную стойкость и улучшит обрабатываемость. Существует несколько процессов соединения меди и более 300 сплавов , которые имеются в продаже. К ним относятся пайка, пайка и сварка.
1. Пайка
Это один из первых способов соединения металлов. Процесс включает в себя нагрев присадочных материалов, которые обычно имеют форму проволоки. В расплавленном виде он может затем заполнить швы. Мягкая пайка — это наиболее распространенный и самый простой процесс, который можно использовать для ремонта небольших металлических предметов. Этот метод также используется сантехниками для ремонта и соединения медных фитингов и медных труб.
Простая паяльная лампа с идеальным флюсом или дешевый паяльник — основное оборудование, используемое при мягкой пайке.
Твердая пайка, с другой стороны, включает нагрев присадочных материалов до гораздо более высокой температуры, чтобы обеспечить прочность соединений по сравнению с другими паяными соединениями. Материалы наполнителя также различны и обычно содержат серебро. Отсюда и название серебряная пайка.
Материалы наполнителя также различны и обычно содержат серебро. Отсюда и название серебряная пайка.
2. Пайка
Этот метод похож на пайку, но с одним существенным отличием. Пайка требует гораздо более высоких температур. Одними и теми же присадочными материалами (припоем или проволокой) можно паять медь и ее сплавы. Однако стыки должны быть плотно пригнаны, чтобы капиллярное действие могло втягивать наполнитель между двумя кусками меди.
Несмотря на необходимость более высоких температур, чем те, которые необходимы для пайки, основной металл не следует нагревать до расплавленного состояния. Пайка широко используется в сантехнике и может соединять различные типы металлов различной толщины.
3. Сварка
Этот процесс, более точно называемый дуговой сваркой, возможно, является наиболее распространенным методом соединения металлов. Сварка включает в себя различные методы для создания прочных и надежных металлических соединений.
В основном предпочтительны процессы, в которых используются защитные газы. Однако дуговая сварка в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA), используется при сварке меди в некритических ситуациях.
Однако дуговая сварка в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA), используется при сварке меди в некритических ситуациях.
Этот метод подходит для меди различной толщины. Это также полезный метод, потому что покрытые электроды для сварки меди методом SMAW легко доступны в широком диапазоне стандартных размеров.
Защитными газами, обычно используемыми для сварки меди и медных сплавов, являются аргон, гелий или их комбинация. Эти газы используются для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), дуговой сварки металлическим электродом в среде защитного газа (GMAW) или плазменной дуговой сварки (PAW). В основном аргон предпочтительнее при ручной сварке меди или ее сплавов с относительно низкой теплопроводностью или толщиной менее 3,3 миллиметра. Смесь гелия и аргона рекомендуется для ручной сварки более толстых кусков меди и машинной сварки более тонких медных изделий. Комбинация также отлично подходит для меди с высокой теплопроводностью.
Посмотреть этот пост в Instagram
Пост, опубликованный Мартином Бертелотом (@bigbugmarty33)
Как сваривать медь
1. Сварка ВИГ
Этот процесс, также известный как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), позволяет сваривать медь аналогично большинству методов дуговой сварки. Это включает в себя использование электрической дуги для нагрева и расплавления наполнителя и медных деталей.
Когда созданная сварочная ванна начинает остывать и затвердевать, ее защищают от атмосферных условий путем подачи в ванну защитного газа. Гелий и аргон являются наиболее часто используемыми газами при сварке меди методом TIG. Хотя этот метод может быть похож на большинство процессов дуговой сварки, он не направляет электрическую дугу на медь с использованием плавящихся электродов.
Вместо этого при сварке TIG используются неплавящиеся электроды для создания соединения между медными деталями с присадочными материалами или без них. В то время как присадочные материалы могут использоваться в качестве электродов во многих процессах дуговой сварки, вам потребуется отдельная присадочная проволока для сварки TIG меди. Также этот метод не обязательно требует наполнителей.
Сварка ВИГ может соединять медь и сплавы толщиной до 16 миллиметров. Присадочный материал должен иметь тот же состав, что и основной металл. Аргон — лучший защитный газ для сварки меди толщиной 1,6 миллиметра. Если металлические детали толще, для защиты сварочной ванны лучше использовать комбинацию гелия и аргона. Это связано с тем, что смесь имеет более глубокую перфорацию при том же сварочном токе. Смесь смешивают в соотношении 25% аргона и 75% гелия.
Сварка ВИГ может соединять медь и ее сплавы полуавтоматическим или ручным аргонно-дуговым методом. Сильный сварной шов создается полярностью постоянного тока. Идеальное значение тока определяется исходя из того, что на каждые 0,04 миллиметра толщины металла требуется 100А. Это значение регулируется в зависимости от состава металла. При сварке TIG следите за тем, чтобы скорость потока не превышала 0,25 галлона в минуту.
Идеальное значение тока определяется исходя из того, что на каждые 0,04 миллиметра толщины металла требуется 100А. Это значение регулируется в зависимости от состава металла. При сварке TIG следите за тем, чтобы скорость потока не превышала 0,25 галлона в минуту.
2. Сварка MIG
Этот процесс, также известный как дуговая сварка металлическим газом (GMAW), имеет сходные характеристики с SMAW. В качестве наполнителя используется электрод. Однако, в отличие от SMAW, в котором в качестве расходуемого электрода используется ряд коротких стержней, MIG автоматически подает непрерывную проволоку в сварочную горелку с заданным пользователем начальным числом. Также можно настроить параметры подачи защитного газа.
При сварке MIG меди и ее сплавов специалисты рекомендуют использовать медные электроды Ecru. В качестве альтернативы можно использовать раскисленную медь Aufhauser. Этот металл является отличным наполнителем, поскольку он имеет уровень чистоты 985. Толщина металла определяет газы, используемые при сварке медных деталей MIG. В основном аргон используется в качестве защитного газа для металлов до 6 миллиметров. Если толще, смесь аргона и гелия лучше для защиты сварного шва.
В основном аргон используется в качестве защитного газа для металлов до 6 миллиметров. Если толще, смесь аргона и гелия лучше для защиты сварного шва.
Для оптимизации работы убедитесь, что расход газа составляет 40 галлонов в час для меди толщиной до 0,4 дюйма. Если ваши заготовки толще, скорость потока газа должна составлять 53 галлона в час. Кроме того, диаметр присадочного материала должен составлять не менее 60% толщины вашего металла, но не более 0,3 дюйма в ширину.
При сварке меди методом MIG следите за тем, чтобы пламя располагалось перпендикулярно стыку. Кроме того, убедитесь, что проволока плавится раньше, чем основной металл. Чтобы предотвратить деформацию сварного шва, ваша работа должна быть непрерывной.
Для успешного соединения нагревание не требуется, если детали тоньше 0,2 дюйма. Однако вам нужно будет нагреть материалы до 482 градусов по Фаренгейту для более толстых деталей. Приступайте к отжигу при температуре 932 градуса по Фаренгейту, затем быстро охлаждайте металл водой.
Посмотреть этот пост в Instagram
Пост, которым поделился Александр Середа (@badmadweld)
Общие советы по сварке меди
Безопасность превыше всего
Из-за опасного характера сварки меди безопасность должна быть превыше всего. Примите все необходимые меры предосторожности для защиты себя и своего сварочного оборудования. Это включает в себя использование сварочных шлемов, курток, защитных очков, ботинок и перчаток, а также уборку рабочего места.
Кроме того, поскольку при сварке меди образуются опасные пары, убедитесь, что вы работаете в хорошо проветриваемом помещении. Вы также можете использовать дымосос, чтобы уменьшить количество дыма в вашей мастерской.
Выберите правильный присадочный материал
Лучший способ сделать сварной шов прочным и долговечным — убедиться, что металл шва значительно прочнее основного металла. Например, если ваш медный сплав содержит не менее 70% меди, используйте никель-медь 30-70 в качестве присадочного материала. Никель сделает металл сварного шва более прочным, чем основной металл.
Например, если ваш медный сплав содержит не менее 70% меди, используйте никель-медь 30-70 в качестве присадочного материала. Никель сделает металл сварного шва более прочным, чем основной металл.
Очистить все загрязнения
Как правило, жир, масло и краска могут разрушить сварной шов, если их оставить на поверхности металла. Перед сваркой убедитесь, что вы удалили все загрязнения. Вы можете использовать проволочную щетку или кусок ткани, чтобы очистить металл от мусора.
Используйте правильную процедуру сварки меди
Как вы уже поняли, сварка меди отличается от сварки стали. Поэтому убедитесь, что вы правильно подготовили свое оборудование, обращая внимание на различную толщину металла. Квадратная стыковая обработка идеальна для металлов толщиной менее 3 миллиметров, а скошенная — для более толстых металлов.
Правильно расположите сварку
Вы можете сваривать медь в разных положениях. Однако лучше всего для меди и ее сплавов подходит сварка вниз. Это облегчает выполнение успешной сварки. Кроме того, лучше всего располагать детали таким образом, чтобы можно было выполнять сварку вниз, чтобы создать успешный сварной шов.
Это облегчает выполнение успешной сварки. Кроме того, лучше всего располагать детали таким образом, чтобы можно было выполнять сварку вниз, чтобы создать успешный сварной шов.
Заключение
Медь является популярным металлом в производстве металлов благодаря своим уникальным химическим и физическим свойствам. Он обладает более высокой устойчивостью к коррозии, теплопроводностью и электропроводностью и может применяться в различных отраслях промышленности.
К сожалению, это один из самых трудных для сварки металлов. Вы должны использовать различные процедуры, чтобы сварить его. Понимание того, как правильно обращаться с медью, гарантирует, что вы будете в безопасности и сможете успешно сплавить металлические детали. Убедитесь, что у вас есть общее представление о типе свариваемого медного сплава, а также о толщине материала, чтобы вы могли выбрать правильную процедуру.
Наиболее распространенными методами успешной сварки меди являются TIG, MIG и плазменная сварка.