Сварка мини газовая – Купить Портативный Комплект Для Газовой Сварки оптом из Китая
alexxlab | 17.08.2020 | 0 | Разное
Мини сварочный аппарат для мелких работ: что это такое?
Время чтения: 5 минут
Многие домашние умельцы слышали, что если им необходим сварочный аппарат для дома, то следует обратить внимание на бюджетные инверторы. Они компактны, стоят недорого, позволяют выполнять простые сварочные работы. Но немногие знают, что в продаже можно найти и совсем экзотичные варианты ультра-компактных аппаратов, которые буквально помещаются в ладони. Обычно такие аппараты относятся к классу «мини» и встречаются нечасто на прилавках наших магазинов.

Тем не менее, мини сварочный аппарат — это хит продаж в китайских онлайн-магазинах. Такой аппарат настолько мал, что поместится в карман. А с его помощью можно выполнить простенькие сварочные работы. В этой статье мы подробно расскажем, что из себя представляет аппарат класса «мини», каковы его достоинства/недостатки и каковы особенности его применения.
Содержание статьи
Общая информация
Для начала обратим ваше внимание на сам класс «мини». На самом деле, официально его не существует. Также производители практически не используют приставку «мини», когда предлагают приобрести очень компактный инвертор.
Тем не менее, в последние годы этот класс завоевал свою популярность благодаря китайским сайтам, продающим недорогое оборудование. Именно они ввели в обиход слово «мини» применительно к инвертору. Так что формально подобные аппараты можно называть «мини», хотя на самом деле такого класса не существует (есть бытовые, профессиональные и промышленные).

Какой аппарат считается «мини»? Характеристики довольно расплывчатые. Но у них всегда есть общая черта — стремление поместить всю «начинку» в корпус очень маленького размера и весьма скромные технические характеристики. Мы бы сказали, что мини аппарат (или маленький сварочный аппарат для мелких работ) — это инвертор для ручной дуговой сварки, весом до 2 кг и реальной силой тока до 150 Ампер.
Также достоверно неизвестно, какой самый маленький инверторный сварочный аппарат в мире. Поскольку такое оборудование очень специфично и мало кто следит за развитием в этой области.
Достоинства
У маленького сварочника есть множество достоинств. Самое главное — его габариты и вес. У вас не будет никаких трудностей с его хранением и перевозкой. Если вы дачник, то можете на лето брать его с собой, а на зиму хранить в квартире. Он не займет много места и станет дополнительным грузом при поездках загород.
Также у миниатюрного аппарат нет трудностей с подключением. Достаточно включить его в обычную розетку и начать сварку. Он будет работать даже при нестабильном напряжении, поскольку потребляет очень мало электроэнергии и не нуждается в мощном питании.
Читайте также: Рейтинг недорогих сварочных инверторов
Не смотря на свои компактные размеры, мини аппарат — это вполне функциональное устройства. Вам будет доступна плавная регулировка силы тока и стабильное горение дуги.
Самый маленький сварочный инвертор экономичен, прост в применении и не требует от вас особых навыков. Изучите пару видеороликов по ручной дуговой сварке и можете приступать.
Недостатки
Но мини сваркане идеальна, как и любой другой сварочный аппарат. Среди недостатков выделим отсутствие возможности работать с электродами диаметром больше 3 мм. А некоторые модели и «тройку» с трудом тянут. Такое положение дел существенно снижает ваши возможности, если вы однажды решите выполнить что-то более сложное и трудоемкое.
Еще один недостаток — очень скромные технические характеристики. Как бы китайцы не писали на коробке, что аппарат выдает 220 Ампер, на деле рассчитывайте на 150 Ампер. Особенно с учетом неидеальных условий при сварке за городом или в гаражном кооперативе.
Из-за компактного корпуса нет возможности установить полноценную систему охлаждения, поэтому при постоянной сварке на максимальном токе аппарат может легко перегреться и выйти из строя. Проблема решается, если делать частые перерывы во время работы.
Также в угоду компактности мини аппараты редко оснащаются дополнительным функционалом вроде форсажа дуги или антизалипания. А это не всегда радует новичков.
Особенности применения
Миниатюрный сварочный аппарат хоть и похож на своих более крупных «собратьев», но при этом он все же отличается от них особенностями применения. Как мы уже указали выше, мини аппараты легко перегреваются. Они так же не устойчивы к перепадам температуры и влажности, в них легко забивается пыль (опять же из-за отсутствия специальной защиты), что приводит к поломкам. Поэтому учтите, что мини инвертор требует к себе повышенного внимания.

Не используйте его под прямыми солнечными лучами или во время осадков. Также не храните аппарат без коробки или хотя бы полиэтиленовой пленки. Не храните аппарат зимой на неотапливаемой даче. Не варите на максимальной силе тока более 5 минут без перерыва. Диаметр электрода не должен превышать 3 мм, а еще лучше — 2 мм.
При сварке всегда следите за тем, чтобы корпус аппарата не был горячим. Используйте качественные комплектующие, особенно сварочные кабели и электроды. Если мини инвертор издает странные звуки или дымится во время работ, то не используйте его. Отдайте в ремонт или утилизируйте.
И, наконец, не пытайтесь выполнить сложные работы с помощью такого простенького аппарата. Он не предназначен для сварки толстых металлов в тяжелых условиях.
Вместо заключения
Это все, что вам нужно знать про мини аппараты. Они отлично подойдут для неприхотливого домашнего мастера, которому не нужны качественные швы и быстрота сварки. Такие аппараты необходимы для нерегулярного использования и выполнения самых простых задач, вроде сварки каркаса теплицы. Поэтому, приобретая мини инвертор, не стоит ожидать от него чудес. Он не сможет варить толстый металл или работать без перерыва.
Зато он очень маленький и дешевый. При желании такой аппарат даже можно собрать своими руками из подручных средств. Но это тема для отдельной статьи. А пока желаем вам удачи в работе!
svarkaed.ru
Газосварка | Мастер-класс своими руками
Ювелирный газосварочный аппарат на обычной воде.Водород при смеси с воздухом образует взрывоопасную смесь — так называемый гремучий газ. Температура горения водорода 2800 град. Цельсия. Именно на этих фактах и собранны данная газосварка. Основой сварки является электролизер, который заправляется раствором щелочи в воде, т.е. обычной соды (натрий двууглекислый) и генерирует Кислород, и Водород смесь, которая идеально горит. Вот так может выглядеть готовый агрегат:

Итак, начнем со сборки самого электролизера. Нам понадобится:
1. Листовая нержавеющая сталь (нержавейка)
2. Резина или пластик
3. Оргстекло или как его еще называют стеклопластик
4. Болты с гайками
5.Герметик
6. Соединительные штуцера и патрубки
Начнем. Для начала нарежем пластины нержавейки


После это в пластинах необходимо высверлить отверстия для циркуляции раствора и прохода газа между отсеками
Теперь нарежем изолирующие пластиковые промежутки лучше изготовить их из резины, но у меня не нашлось её и я использовал пластик и силиконовый герметик
Получилось не очень изящно, главное работоспособно.
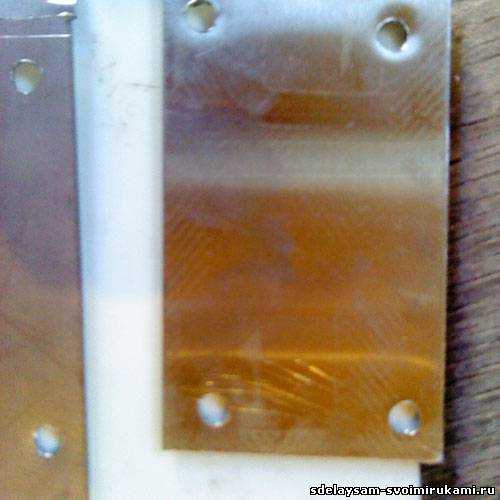
Осталось вырезать боковые основы из оргстекла и можно начинать сборку. Чтобы отверстия для болтов совпадали, рекомендую положить одно на другое стекла высверлить аккуратно по диагонали два отверстия и закрепить шурупами, так при сверлении стекла не будут съезжать

Теперь можно начинать сборку.
Начала на оргстекло мажем герметик и укладываем пластик на пластик ложем нержавейку и так далее промазывая все герметикам в итоге у нас получаются такие отсеки для раствора


Самые крайние пластины нужно отвести так чтобы можно было закрепить контакты.

Из за, мягко говоря ошибки в расчетах два болта не вошли.
Перед тем как закрывать верхний отсек в стекле необходимо сделать два отверстия вверху для выхода газа и снизу для поддержки уровя раствора

Нижний патрубок нужно соединить с бутылкой, в которую будет заливаться раствор и по принципу сообщающихся сосудов раствор попадет в отсеки

Затем необходимо изготовить водный затвор. Так как из электролизера выходит гремучий газ пламя может легко пойти по трубке и взорвется это происходит всего за долю секунды. Я таким образом потерял три бутылки по 0.5. И так в пробке делается два отверстия в одну заходит трубка электролизера и погружается в воду. Во второе отверстие вставляется трубка горелки

В качестве горелки используется обычный шприц, а именно игла

Для питания используется очень мощный источник постоянного тока, расчет напряжения 2 вольта на пластину нержавейки, ток не менее 7 А. Ток подается на крайние пластины.
Теперь осталось самое простое приготовить раствор. В воду добавляется обычная сода в идеале лучше взять NaOH (едкий натрий, каустическая сода) но её не так просто найти, концентрация соды рассчитывается по амперажу ток должен быть в пределах от 4 до 6 ампер (для обычной соды).
Прежде чем собирать установку помните, что водород крайне взрывоопасен достаточно маленькой искры, чтобы вызвать взрыв. Температура горения водорода велика и следовательно не горючие газы входящие в состав воздуха сильно расширяются и происходит очень сильный хлопок по этой причине меня два раза глушило на оба уха и вырвало дно у трех бутылок.
Вот и все можно пользоваться.


Вот что произошло с обычным конденсатором. Тушить горелку лучше опустив в воду, а не выключением питания в этом случае происходит взрыв.
Повторюсь что температура горения водорода около 2800 град Цельсия следовательно можно плавить все металлы температура плавления которых ниже, а именно:
Литий
Калий
Натрий
Кальций
Магний
Цезий
Алюминий
Барий
Цинк
Хром
Марганец
Олово
Железо
Кадмий
Никель
Медь
Висмут
Серебро
Свинец
Вольфрам
Платина
Осмий
Желающим повторить удачи!
Видео с наглядным объяснением:
sdelaysam-svoimirukami.ru
что это такое и как выбрать?
Время чтения: 7 минут
Сварка и резка с применением горючего газа — это давно известная и часто применяемая технология. С помощью газосварочного оборудования можно сварить практически любой металл, поскольку горелка позволяет плавно регулировать температуру пламени, а значит подстраивается под температуру плавления заготовки. Также эта технология позволяет не использовать электроэнергию, так что вы сможете варить даже в полевых условиях.

В этой статье мы напомним об этой простой, но эффективной сварочной технологии, а также подробно объясним, что такое аппарат для газовой сварки и резки, каковы его характеристики и существует ли он на самом деле. Мы также расскажем, как подобрать комплект оборудования для выполнения газовой сварки и резки.
Содержание статьи
Общая информация
Для начала напомним о технологии. Газовая сварка и газовая резка — это метод сварки/резки металла с использованием кислорода и ацетилена (или любого другого горючего газа). Кислород и газ используются по отдельности и поставляются в баллонах. Эта технология широко применяется даже в 21 веке, поскольку позволяет осуществить сварку и резку без электричества.
Суть технологии проста. К баллонам с газом и кислородом с помощью шлангов подсоединяется газовая горелка, которая используется для смешивания и последующей подачи этой смеси. При выходе из сопла смесь поджигается. Температура при горении газа и кислорода может достигать 3000 градусов по Цельсию, и этого более чем достаточно для плавления большинства металлов. Швы формируются либо за счет основного металла, либо с применением присадочной проволоки.
Читайте также: Сварочная проволока для газовой сварки
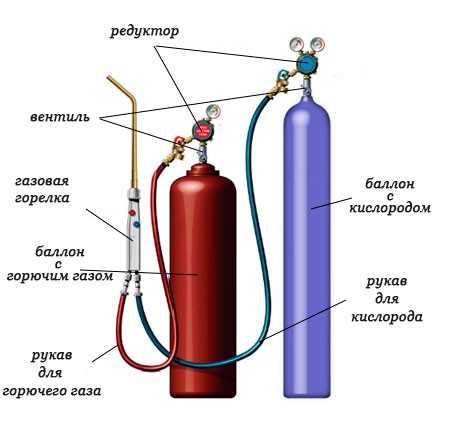
Для выполнения газовой сварки/резки необходимо собрать так называемый сварочный пост. Он состоит из двух баллонов (один с горючим газом, другой с кислородом), газового редуктора, двух шлангов (для ацетилена используется шланг для горючего газа, обозначенный красным цветом, а для кислорода — синим), а также горелки или резака.
Как видите, никакой аппарат для газовой сварки и резки здесь не фигурирует. Эта технология в принципе не подразумевает использование сварочного аппарата, поскольку он питается от сети и работает по совершенно другому принципу. Отсюда можно сделать вывод, что фраза «аппарат для газовой резки/сварки» — это просто заблуждение несведущих сварщиков.
В случае с газовой сваркой и резкой правильнее говорить «комплект оборудования» или «газосварочный пост». Но никак не «аппарат для сварки и резки газом».
Как выбрать оборудование?
Оборудование и аппаратура для газовой сварки требуют тщательного подбора. Далее мы подробно расскажем основные особенности, которые вам нужно учесть при выборе всех комплектующих.
Сварочная горелка/резак
Сварочная горелка или резак — это главный компонент во всей цепочке. Именно в горелке или резаке смешивается кислород с горючим газом. Также горелка/резак используется для регулировки подачи газовой смеси. Благодаря этому можно довольно точно подстроит температуру горения пламени. Так вы сможете варить металл с любой температурой плавления, не превышающей 3000 градусов.

Как не трудно догадаться, горелка используется для сварки металла (точнее, для плавления кромок), а резак — для резки.
У горелок и резаков отличается мощность. Для дома лучше выбрать маломощную горелку, она компактна и весит немного, так что вам будет удобно с ней работать. Мы не рекомендуем выбирать горелку с запасом по мощности, поскольку вы переплатите и получите не самый удобный «инструмент» в работе из-за ее веса.
Большинство горелок предназначены для смешивания кислорода с ацетиленом, а большинство резаков — для смешивания кислорода и пропана. Учитывайте это перед покупкой.
Шланги
Шланги необходимы для подачи газа из баллонов в горелку или резак. Всего используется два шланга. Один для кислородного баллона, другой — для баллона с горючим газом. Оба шланга подсоединяются к горелке/резаку.
В большинстве своем, шланги изготавливают из прочной, но гибкой резины. Если в качестве горючего газа используется керосин или бензин, то нужно выбирать бензостойкий шланг.

Что касается длины шлангов, то здесь мнения разнятся. Но мы считаем, что все зависит от объема баллонов. Чем больше объем, тем длиннее должен быть шланг, чтобы вам не пришлось перетаскивать тяжелый баллон из места в место. Если вы используете баллоны объемом 10 литров, то можете купить обычные короткие шланги и не беспокоиться.
Обращайте внимание на цвет шлангов. Для горючего газа выбирайте шланг, окрашенный в красный цвет. А для кислорода — окрашенный в синий.
Редуктор газовый
Редуктор предназначен для понижения давления газа и контроля за его расходом. Устанавливается прямо на газовый баллон. При этом редуктор используется не просто для понижения давления, а для его стабилизации до необходимого уровня. Этот простой прибор предназначен не для снижения давления до нулевой отметки. Это важно понимать.

У редуктора есть два датчика, с помощью которых можно осуществлять настройку. На одном датчике показывается давление, а на другом можно проследить расход газа. Прибор очень удобен и прост в применении.
Выбирая редуктор, обращайте внимание на его цвет. К примеру, редукторы для ацетилена окрашивают в черный цвет, чтобы их можно было отличить от других. Вы не можете использовать любой редуктор с горючим газом. Необходимо учитывать сам газ и подбирать редуктор исходя из этого.
Баллоны
Как мы уже упомянули выше, используется два баллона — с горючим газом (чаще всего ацетиленом) и кислородом. Их так же окрашивают в различные цвета. Не запутаетесь.

У каждого баллона есть резьба, на которую накручивается вентиль подачи газа. На вентиль устанавливается редуктор (о нем мы говорили выше), а к редуктору уже подключаются шланги, которые затем подсоединяются к горелке или резаку. Система очень простая.
Для домашних работ подойдут баллоны небольшого объема. Они компактны и их без проблем можно перевезти в багажнике вместе со всеми остальными комплектующими. Для профессиональной сварки и резки необходимо использовать баллоны объемом 40 литров. Но вы должны понимать, что в таком случае мобильность сильно снижается и вы точно не сможете забраться с этим баллоном в труднодоступное место. Эта проблема решается с помощью длинных шлангов.
Обращайте внимание и на вентили. Для кислородного баллона лучше выбрать латунный вентиль, а для ацетиленового баллона — стальной. Но ни в коем случае не наоборот. Также не устанавливайте на ацетиленовый баллон медные вентили, это запрещено.
Вместо заключения
Сварка с применением горючего газа — это очень простая, но действенная технология, проверенная временем. Для ее применения не нужно электричество, достаточно двух баллонов, горелки и комплекта шлангов. Многие ошибочно полагают, что существует некий аппарат, предназначенный для газовой резки и сварки. Но это заблуждение. Эта технология не предусматривает применение никакого сварочного аппарата. Только вы, горючий газ, кислород и горелка/резак.
При выборе всех комплектующих обращайте внимание не только на стоимость, но и на характеристики, качество сборки. Обязательно просите технический паспорт на баллоны.
Отнеситесь с особой внимательностью к выбору сварочной горелки или резака. Ведь именно в них смешивается кислород и горючий газ. А это, в свою очередь, очень опасно для жизни и здоровья сварщика. Словом, не скупитесь и приобретите более-менее качественные комплектующие. Так вы не только сохраните свою жизнь, но и будете лучше выполнять работу. Желаем удачи!
svarkaed.ru
Аппарат для газовой резки и сварки своими руками » Полезные самоделки
В конструкции данного аппарата большее число рабочих пластин, модифицированные боковые платы и надежный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
Между боковыми платами, соединенными четырьмя шпильками, размещены металлические пластины-электроды, разделенные резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2…3/4 объема заполнена слабым водным раствором щелочи (КОН или NaOH). Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру – около 1800° С.

Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
а – блок-схема, б – готовая самодельная конструкция:
1 – блок питания выпрямленным напряжением электросети, 2 – электролизер, 3 – затвор жидкостный, 4 – горелка газовая, 5 – амперметр, 6 – ручка включения аппарата, 7 – ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 – ручка управления потенциометрами, 9 – скоба хранения электрошнура в свернутом состоянии, 10 – корпус переносной деревянный, 11 – штепсельная вилка.
Производительность электролизера зависит от концентрации щелочи в растворе и прочих факторов. А самое главное – от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания – мощностью и напряжением (из расчета 2…3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надежную работу даже «восьмидесятиячеистого» (пластин-электродов у такого – 81 шт.) электролизера, а тем более – «тридцатиячеистого». Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени – 0…1,7 кВт, на второй (при включении SA1) – 1,7…3,4 кВт.
И пластины для электролизера предлагаются соответствующие – 150×150 мм. Изготавливаются они из кровельного железа толщиной
0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы. Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.

Рис.2. Электролизер («восьмидесятиячеистый» вариант):
1 -плата боковая (фанера, s12, 2 шт.), 2 – щека прозрачная (оргстекло, s4, 2 шт.), 3 – пластина-электрод (жесть, s0,5; 81 шт.), 4 – кольцо разделительное герметизирующее (5-мм резина кислото- и щелочеупорная, 82 шт.), 5 – втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 – шпилька Мб (4 шт.), 7 – гайка Мб со стопорной шайбой (8 шт.), 8 – трубка вывода горючей газовой смеси, 9 – раствор слабощелочной (2/3 внутреннего объема электролизера), 10 – вывод контактный (медь рафинированная, 2 шт.), 11 – штуцер («нержавейка»), 12 – гайка накидная М10, 13 – шайба штуцера («нержавейка»), 14 – манжета (резина кислото- и щелочеупорная), 15 – горловина заливная («нержавейка»), 16 – гайка накидная M18, 17 – шайба заливной горловины («нержавейка»), 18 – шайба герметизирующая (резина кислото- и щелочеупорная), 19 – крышка заливной горловины («нержавейка»), 20 – прокладка герметизирующая (резина кислото- и щелочеупорная).
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надежной, как лампа Эдисона: включил – заработала, выключил – работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию… керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании капель керосина в пламя горелки последнее не гаснет – наблюдается лишь небольшая вспышка. Наконец, в-третьих: будучи удобным «разделителем», керосин, находясь в затворе, оказывается безопасным в пожарном отношении.
По окончании работы, во время перерыва и т.п. горелка, естественно, гасится. В электролизере образуется вакуум, и керосин перетекает из правого бачка в левый (рис. 3). Потом – барбатация воздуха, после чего горелку можно хранить сколько угодно: в любой момент она готова к использованию. При ее включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа…

Рис.3. Керосиновый затвор и принцип его действия
(а – при работающем электролизере, б – в момент отключения аппарата):
1 – баллон (2 шт.), 2 – пробка (2 шт.), 3 штуцер вводный, 4 – штуцер выводной, 5 – керосин, 6 – переходник (стальная труба).
Соединительные трубки в аппарате – полихлорвиниловые. Лишь к самой горелке ведет тонкий резиновый шланг. Так что после отключения питания достаточно эту «резину» перегнуть руками – и пламя, выдав напоследок легкий хлопок, потухнет.
И еще одна тонкость. Хотя блок питания (см. рис. 4) и способен обеспечить электроэнергией 3,4-киловаттную нагрузку, пользоваться столь большой мощностью в любительской практике случается очень редко. И чтобы «не гонять электронику» чуть ли не вхолостую (в однополупериодном режиме выпрямления, когда на выходе 0…1.7 кВт), нелишне иметь в распоряжении и другой источник питания электролизера – поменьше и попроще (рис. 5).

Рис.4. Принципиальная электрическая схема блока электропитания.
По сути, это – двух-полупериодный, известный многим самодельщикам регулируемый выпрямитель. Причем со связанными друг с другом (механически) «движками» 470-омных потенциометров. Конструктивно такую связь можно осуществить либо при помощи простейшей зубчатой передачи с двумя текстолитовыми шестернями, либо воспользоваться более сложным устройством типа верньера (в бытовом радиоприемнике).

Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Трансформатор в блоке питания самодельный. В качестве магнито-провода применен набор Ш16×32 из трансформаторной стали. Обмотки содержат: первичная – 2000 витков ПЭЛ-0,1; вторичная – 2×220 витков ПЭЛ-0,3.
Практика показывает: рассмотренный самодельный аппарат для газовой резки и сварки даже при самой напряженной эксплуатации способен исправно служить весьма продолжительное время. Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера. Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Поэтому рекомендуется в электролизер заливать только дистиллированную воду, а щелочной раствор использовать наименее загрязненный солями (недопустимо присутствие следов химических соединений серной и соляной кислот).
Применение так называемых сливных отверстий (кроме заливного и газоотводного) также вряд ли можно считать оправданным, что и было учтено при разработке аппарата. Столь же необязательным является и ввод в схему аппарата бидонов для сбора накапливающейся сверхагрессивной щелочи. К тому же эксплуатация «безбидонной» конструкции показывает, что этой «вредоносной жидкости» способно собраться за 10-летний период на дне керосинового затвора не более полстакана. Скопившуюся щелочь удаляют (например, при техобслуживании), а в затвор заливают очередную порцию чистого керосина.
В.Радьков, Татарстан
МК 03 1997
www.freeseller.ru
Хочу собрать газосварку. Спецы помогите – Газовая сварка
Чубака, Уважаемый,,,,,Газосварку придумал Анри Луи Ле Шателье в 1882 году и именно Ацетилен+Кислород.,а сейчас какой год????????? 2017 если что….. Уже 135 лет люди и Учёные в том числе пытаются найти замену ацетилену,.,.и что вы думаете ????? до сих пор не нашли 🙂
МАФ + Кислород 2800 градусов……Пропан+Кислород 2400 градусов………Ацетилен+Кислород 3100 градусов…….. Температура плавления Стали (обычной Черняжки) 1300-1500 градусов ….И фишка здесь даже не в температуре.ВЫ ЗНАЕТЕ В ЧЁМ ??????? ПО образованию я ИНЖЕНЕР- по СВАРКЕ и Электрогазосварщик с 15 летним стажем,,и практики у меня много и книжек по сварке я начитался ооочень много,,и всё что я про сварку читаю ,то непременно проверяю на практике…ТЕПЕРЬ сама суть ,Какой главный враг расплавленного металла ??????? ЭТО Кислород воздуха которым мы дышим,в момент когда металл от пламени горелки расплавляется,то он моментально насыщается кислородом воздуха,и становится пористым и очень хрупким .Вот поэтому сварочную ванну всегда защищают ,либо расплавленной обмазкой электрода,либо аргоновой средой,либо Углекислотой,либо флюсом,,,,это так общий Экскурс в понятие о Металлургических процессах в сварке(ЛЮБОЙ).Теперь о Газосварке, Ацетилен-Кислородное пламя ПО Отношению к расплавленному металлу является защитной средой Т.Е. защищает расплавленный металл .Многие скажут ,что здесь тоже есть кислород? НО уважаемые Здесь идёт речь о смеси Кислорода и Ацетилена и всё это ещё и в виде языка пламени..Здесь уже Химия чистой воды ,,,ПРИРОДА не поспоришь.Попробуйте Ацетилен-Кислородной сваркой проварить шов ,в качестве присадки обычная сварочная проволока,,,потом со шлифуйте этот шов ,и вы даже не увидите поры,,,Я думаю это лучшее доказательство природы этой сварки…ТЕПЕРЬ о Пропан-Кислороде и МАФ+Кислороде(для справки В МАФ газе содержится 25% пропана для стабилизации горения). Пропан-Кислородное и МАФ -Кислородное пламя содержит в себе много водорода который очень губителен для расплавленного металла.Вот поэтому его не рекомендуется использовать для сварки..Есть специальные сварочные проволоки для сварки на газах заменителях ацетилена,,,но в этом случае допускается сварка не ответственных конструкций ,,ТАК КАК шов ооочень хрупкий(Я сам лично проверял)))..Уважаемые читатели это ФАКТЫ подтверждённые самой природой( Физикой и Химией процессов) Это не бред который Я придумал…Я тоже думал что всё это фигня ,хотя учился сварочному искусству много лет,Но после того как проверил всё на личном опыте ,то понял ….Для сварки Ацетилен+Кислород и только ….Для всего остального хоть газ из кухонной плиты :-))))
www.chipmaker.ru
Газовое оборудование для сварки | Сварка своими руками
Как выбрать газовый резак (автоген) для ручной резки Р1, Р3? Как это сделать по внешнему виду? Прежде всего, невозможно сделать выбор, глядя на рекламный проспект или картинку. Чтобы выбрать резак правильно нужно как минимум взять его в руки. Определитесь, какой толщины металл вы будете резать: • До 100 мм выбирают резак Р1 • До 300… Читать далее »
Категории : Без рубрики Газовое оборудование для сварки Метки: Автоген, Газовый резакЛига – это название газосварочных аппаратов, которые вырабатывают газ, необходимый для сварки, из воды. Да, вы не ослышались, для проведения полноценного газосварочного процесса необходима всего-навсего обычная очищенная вода (дистиллированная)! Принцип работы подобных устройств очень прост. Как известно из курса школьной химии, при протекании постоянного электрического тока через дистиллированную воду выделяется водород и кислород в виде… Читать далее »
Категории : Газовое оборудование для сварки Метки: лига сваркаВопрос: что если подогреватель углекислоты ПЭГ-3 использовать для аргона? Углекислый газ, проходящий через регулятор давления во время сварки, приводит к сильному его переохлаждению. Происходит это потому, что сжиженный газ охлаждается при понижении давления. Как результат – клапан редуктора закупоривается льдом. Наиболее сильное охлаждение происходит при расходе более 20дм3/ мин, а минимальная отметка, которую можно достичь… Читать далее »
Категории : Вспомогательные инструменты Газовое оборудование для сварки Метки: подогрев редуктора, подогреватель углекислого газа, сварка в углекислом газеНаучно-технический прогресс не стоит на месте и с появлением компактных инверторных ИП дуговой сварки жизнь сильно упростилась. Казалось бы, теперь можно забыть и про старую добрую газовую сварку! Однако у сварщиков газовая сварка по-прежнему пользуется большим уважением, в частности, в сфере ЖКТ при прокладке труб, а также в мастерских. Тепловую энергию при газосварке, необходимую для… Читать далее »
Категории : Газовое оборудование для сварки Метки: газовая сварка, инжекторная горелкаКак устранить утечку газа из вентиля газового баллона высокого давления или из системы, присоединенной к баллону? Пример ситуации. Вы заправили баллон на станции, приехали домой, подключили редуктор, а также рукава, затянули шестигранник редуктора на баллоне, открыли вентиль баллона – и понимаете, что травит газ где-то в верхней части маховика. Если в баллон заправлена, например, углекислота,… Читать далее »
Категории : Газовое оборудование для сварки Ремонт сварочного оборудования Метки: вентиль баллон, вк 94, ремонт баллоновГенри Форд в свое время говорил: «Нет плохих автомобилей, есть люди, которые неправильно сделали свой выбор». Поговорим сегодня о том, как выбрать редуктор для полуавтоматической или автоматической сварки в среде защитных газов и сделать этот выбор правильно. Заблуждение №1 Состоит в том, что многие сварщики выбирают редуктор УР-6-6. Чем он плох? Изначально он разрабатывался для… Читать далее »
Категории : Газовое оборудование для сварки Метки: АР-40, выбор редуктора, редуктор с ротаметром, редуктор УР-6-6, УР-6-6Порядок на посту Не приступайте к работе, если не подготовлен пост газосварки. Он должен быть очищен от всех посторонних предметов. Инструмент Для работы могут понадобиться рожковые ключи, плоскогубцы, штангенциркуль, металлическая щетка. В качестве присадки для сварки применяют проволоку св.-08Г2 диаметром 2 мм. Средства индивидуальной защиты Минимальный набор средств, необходимый газосварщику — это рукавицы-краги и очки… Читать далее »
Категории : Газовое оборудование для сварки Метки: газосварка, кислородная сваркаЕсли нужно купить редуктор для газопламенной обработки, вам желательно будет ознакомиться с ГОСТ 13861-89, где все детально расписано. Поэтому нет необходимости подробно останавливаться на этом вопросе и переписывать требования государственного стандарта, достаточно его просто скачать из интернета. Стоит только отметить, что в маркировке зашифрована необходимая покупателю информацию, которая содержит все характеристики: • назначение (баллон, сеть,… Читать далее »
Категории : Без рубрики Газовое оборудование для сварки Метки: аргоновый редуктор, купить редуктор, пропановый редуктор, редуктор для газа, углекислотный редукторРукав газовой сварки для пропана выполняется в красном цвете и предназначен для подачи пропана непосредственно от баллона к газосварочному посту. Выполнен он из двухслойной резины, внутри его находится армированный текстильный каркас, который обеспечивает механическую прочность, чтобы рукав мог держать достаточное давление. Наружный слой резины, соответственно, защищает сам каркас от мех. повреждений. Для того, чтобы не… Читать далее »
Категории : Газовое оборудование для сварки Метки: газовый рукав, газовый шланг, испытания рукавов, рукав для газовой сварки, рукав для сваркиЕсли честно отвечать на этот вопрос: и у того, и у другого газа есть свои преимущества. Одним из главных козырей МАФа является то, что он в три раза дешевле ацетилена. Ведь стандартный баллон МАФа (21 кг) заменяет 3-4 баллона ацетилена, для производства которого требуется 200 кг карбида кальция. Почему же тогда метил-ацетилен алеиновая фракция до… Читать далее »
Категории : Газовое оборудование для сварки Метки: ацетилен в баллонах, газосварка, мафsvarka-master.ru
Газосварочное оборудование для газовой сварки
Газовая сварка имеет некоторые особенности. Так, при ее использовании не требуется подключение к электросети. Вместо электрического источника питания применяется генератор ацетиленовый либо газ в баллонах, а в качестве держателя применяют горелку или специальный резак. Пост газовой сварки предусматривает нахождение на рабочем месте сварщика некоторых предметов: стол для сварки, вентиляционное устройство, короб для хранения проволоки, баллон с газом и кислородом, защитное оборудование, горелка.
Источник питания
Обычно вместо электричества применяют ацетилен, которым заправляется генератор тепловой энергии. В качестве горючего также можно использовать нефтепродукты. Кислород служит окислителем.
Однако в том случае, если используется ацетилен, в окислителе нет необходимости. При этом именно ацетилен способен дать наилучшее пламя. Ацетилен обычно поставляется из баллонов или специального генератора. Использование генератора является более безопасным.
В качестве заменителей ацетилена могут использоваться сжиженные виды газа — бутан или пропан. Такое топливо отпускается со станций в баллонах.
Кислород требуется чистый. Он подается в сжатом виде из баллонов. При работе с кислородом нужно соблюдать осторожность.
Выбор источника питания
- Пропан и бутан используются в случае, если требуется осуществить напыление материалов легкой плавки. С помощью этих газов возможна резка стали, пайка меди и сварка стали, имеющей толщину до 5 мм.
- Ацетилен подходит для работы с любыми видами сварки и резки с помощью газа.
- Природный газ способен обеспечить кислородную резку и правку стали, осуществлять пайку меди и сварку стали.
- Бензин и керосин обеспечивают работу с легко сплавными металлами.

Оборудование при газовой сварке
Для работы требуется газосварочное оборудование для газовой сварки, среди которого обязательны:
- регуляторы давления;
- счетчики расхода газа;
- газовые клапаны;
- осушители газа;
- смесители газа;
- подогреватели;
- взрывозащита.
Регуляторы давления — это устройства, сочетающие в себе качества редуктора и манометра. Определяют давление газа и поддерживают его на должном уровне.
Расходомер — еще одно газосварочное оборудование для газовой сварки, предназначенное для измерения уровня расхода источника питания в ходе сварки.
Газовые клапаны — электромагнитные устройства, предназначенные для автоуправления силой подачи топлива.
Подогреватели — осуществляют подогрев углекислого газа, поступающего из баллона.
Осушители газа — используются для удаления излишков влаги из газа.
Смесители — смешивают разные виды газообразного источника топлива с целью получить подходящий для работы состав.
Использование средств огнезащиты
К средствам взрывозащиты относятся обратные клапаны, гасители пламени, преградители огня, предохранительные затворы.
Обратные клапаны необходимы для предотвращения попадания газа в обратном направлении — в генератор из шланга. Принцип их работы основан на законе гравитации. Обратные клапаны устанавливают в месте дозирования топлива. Использование обратных клапанов недопустимо при работе с нефтяными источниками энергии.
Гасители пламени выполняют защиту системы от обратного движения огня. Для этого на входном штуцере сварочного устройства ставят гаситель пламени. Для ацетилена и кислорода применяются различные типы пламегасителей.
Огневые преградители применяют с целью блокировки огня из сварочного устройства на место шва. Огнепреградители ставят на выходе из отделения генератора.
Предохранительные затворы предотвращают попадание огня в оборудование. Ставятся на ацетиленовые генераторы.
Это основное газосварочное оборудование для газовой сварки. В зависимости от используемого оборудования и топлива, набор оборудования может быть разным.
Процедура сварки
Процедура газовой сварки предусматривает, что в одной руке у сварщика будет находиться горелка, а в другой — проволока. Пламя от горелки при этом направляется на металл таким образом, чтобы его края располагались в области огня. Сварка газом, видео которой можно посмотреть на этом сайте, предусматривает обязательное соблюдение технологии проведения газосварочных работ.
Конец сварочной проволоки должен быть расположен в области восстановления металла.

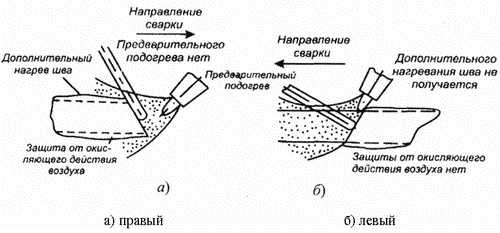
Способ наложения шва зависит от способа газовой сварки. Наиболее распространены правый и левый способы наложения шва.
- Левый способ используется для сварки металла толщиной около 5 мм. При работе проволока перемещается впереди горелки. Пламя направляется от шва. При толщине свыше 8 мм горелку следует перемещать по длине шва. Если проволока имеет толщину более 8 мм, движения должны носить колебательный характер. Проволока при этом концом погружается в сварочную ванну и аккуратно перемешивается там спиралеобразными движениями.
- Правый способ характеризуется тем, что пламя направляется на шов. Это позволяет сваривать металл большой толщины. Горелка при этом способе наложения шва двигается вправо, а проволока — вслед за ней.
Для лучшего понимания того, как осуществляется сварка газом, видео размещено на нашем сайте.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru