Сварка нержавеющей проволокой полуавтоматом – Сварка нержавейки полуавтоматом в среде углекислого газа
alexxlab | 10.10.2019 | 0 | Разное
Технология сварки нержавейки полуавтоматом в среде углекислого газа
В отличие от обычной стали качественную сварку нержавейки полуавтоматом проведет не каждый мастер. Для получения надежного соединения необходимо учитывать ее особенности, правильно устанавливать параметры рабочего режима и выбирать расходные материалы. Успешность выполнения работ во многом зависит и от качества оборудования.

Особенности сварки нержавеющей стали
Легирующие добавки делают нержавейку стойкой к коррозии и кислотам, но одновременно она приобретает свойства затрудняющие сварку. По сравнению с обычной сталью теплопроводность снижается в два раза. Это затрудняет отвод тепла с места сварки, что приводит к перегреву металла, прожогу и выгоранию хрома. Для предотвращения этого явления сварку выполняют током на 15 — 20% меньше стандартного с дополнительным охлаждением заготовок.
У нержавейки высокий коэффициент теплового расширения, что приводит к растрескиванию шва и металла рядом с ним. Для его нейтрализации между заготовками оставляют большой зазор. Из-за высокого электрического сопротивления материала электроды для сварки нержавейки перегреваются, что не лучшим образом сказывается на качестве шва. Поэтому их обрезают до минимально возможного размера, чтобы не успевали раскалиться.
Узнав о сложностях, новички задаются вопросом: «Можно ли сваривать нержавейку полуавтоматом в домашних условиях?». Ответ, конечно, положительный. Для соединения заготовок используется три способа:
- короткая дуга;
- импульсный метод;
- струйный перенос.
Короткой дугой сваривают тонкую нержавейку, так как она снижает вероятность прожига. Методом струйного переноса соединяются толстостенные детали из нержавеющих сплавов на производстве. Сварка проводится с применением порошковой проволоки и специальных головок.
Для создания защитной среды при сварке импульсным методом используется смесь аргона с углекислотой. К преимуществам способа относятся:
- возможность соединения как тонких, так и толстых заготовок;
- подача проволоки короткими импульсами предотвращает разбрызгивание расплавленного металла;
- экономия присадочного материала;
- отличное качество соединения;
- высокая производительность.
Выбор материалов для сварки
Чтобы получить качественный шов, состав присадочной проволоки должен быть таким же, как у свариваемого металла. Лучше если содержание легирующих элементов будет немного больше. При использовании обычных марок соединение быстро заржавеет. Для сварки нержавейки легированной хромом выпускается порошковая и проволока с высоким содержанием никеля.
В первом варианте проволока покрыта защитным слоем, который при нагреве образует барьер, перекрывающий доступ воздуха в зону сварки. Поэтому можно работать полуавтоматом без газа. Однако из-за высокой стоимости материала и низкой стойкости к коррозии предпочтение чаще отдается сварке полуавтоматом в защитной среде никелевой проволокой. Она выпускается диаметром 0,13 — 6 мм. Для работы в домашних условиях достаточно 1 мм.
Сварку полуавтоматом нержавеющей стали можно проводить в среде углекислого газа, аргона и их смеси. Первый вариант наиболее дешевый, но из-за сильного разбрызгивания швы получаются грубыми. Аргон обходится значительно дороже, но зато эстетика соединения идеальна. При смешивании их достоинства складываются. В стандартном составе содержится 98% аргона и 2% углекислоты. Если к внешнему виду шва не предъявляется высоких требований, в среду аргона добавляют до 30% углекислого газа.
Диаметр неплавящегося электрода из металла выбирается в зависимости от толщины соединяемых заготовок. Если она не более 1 мм диаметр тоже 1 мм. При толщине до 4 мм — 1,6 мм. Более 4 мм — 2,5 мм.
Подготовительные работы
Прежде чем сваривать нержавейку полуавтоматом необходимо подготовить соединяемые участки в следующей последовательности:
- поверхности, примыкающие к стыку, металлической щеткой зачищают до блеска;
- если толщина заготовок более 4 мм, с кромок снимают фаски;
- проводят обезжиривание спиртом, ацетоном, бензином или имеющимся растворителем;
- для удаления влаги кромки подогревают горелкой до 100⁰C;
- чтобы снять внутреннее напряжение рекомендуется металл перед сваркой нагреть до 200⁰
Технология сварки нержавейки полуавтоматом
Для дома достаточно полуавтомата мощностью до 10 кВт, так как сваривать нержавейку полуавтоматом толщиной более 2 — 3 мм не приходится. Напряжение выставляется в пределах 19 — 25 В. Скорость подачи проволоки в зависимости от сноровки 290 — 490 м/ч. Рабочий ток 95 — 300 А. Изменением его величины регулируется глубина провара, длина дуги, форма шва. Чем больше ток, тем шире валик на стыке, так как глубина провара уменьшается.
Независимо от того ведут сварку нержавейки полуавтоматом в среде углекислого газа или аргона, она выполняется по общим правилам:
- Работа выполняется током обратной полярности.
- Горелку располагают под углом, обеспечивающим требуемую глубину провара и ширину шва.
- Вылет проволоки не более 12 мм.
- Чтобы качество соединения не ухудшалось, расход газа устанавливается в пределах 6 — 12 мᶾ/час.
- Для удаления влаги защитный газ пропускают через осушитель на основе медного купороса. Перед применением его 20 минут прокаливают при температуре 200⁰
- Чтобы защитить прилегающие к стыку поверхности от действия раскаленных брызг, их обрабатывают мелом, растворенным в воде.
- Для предотвращения образования водородных трещин сварку начинают, отступив 5 мм края заготовок.
- Процесс выполняется плавным движением электрода вдоль шва без поперечных движений, чтобы расплавленный металл не выходил за пределы защитной среды.
Заключительные работы
Под действием высокой температуры на заготовках могут появиться деформации в виде пузырей. Их удаляют легкими ударами молотка через гладилку, двигаясь от краев к центру. Если избавиться от пузыря не удалось, его нагревают газовой горелкой и повторяют операцию.
Поверхности, пострадавшие от брызг расплавленного металла, зачищаются металлической щеткой или абразивным инструментом. Для удаления со шва окалины, которая быстро покрывается ржавчиной, проводят обработку составами, растворяющими ее. Чтобы повысить устойчивость сварного соединения к коррозии на него наносят средства, способствующие образованию оксидной пленки хрома.
Полезные советы
Чтобы лучше знать, как сваривается нержавейка полуавтоматом полезно прислушаться к рекомендациям специалистов:
- сварка в среде любого газа выполняется током обратной полярности, а под флюсом прямой;
- расстояние между электродной проволокой и стыком выдерживается в пределах 5 — 15 мм;
- движение горелки удобней выполнять слева направо с наклоном от себя, чтобы она не загораживала шов;
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав;
- при сварке тонкой нержавейки полуавтоматом горелку наклоняют вперед, уменьшая тем самым глубину провара и сводя риск прожога к нулю.
Несмотря на кажущуюся сложность процесса освоить сварку нержавейки полуавтоматом сможет любой желающий. Одной теории будет недостаточно, придется потренироваться на ненужных обрезках, чтобы набраться практического опыта. Приложенные усилия окупятся умением создавать качественные однородные швы, которые невозможно получить другими способами.
svarkaprosto.ru
Как полуавтоматом самостоятельно варить нержавейку? — Моя ковка
Нержавеющие стали подвергаются сварочным работам довольно часто, процесс этот требует внимательности. Перед тем как начать варить нержавейку, необходимо ознакомиться с инструкцией процесса, особенностями использования горелки. Схема сварки полуавтоматом нержавеющей стали отличается простотой, хотя и требуется соблюдение всех норм и условий. Для сварки применяется специальная проволока, в состав которой входит никель, позволяющий улучшить характеристики шва.
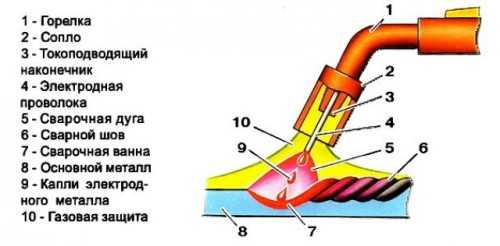
Схема сварочного процесса.
Сама горелка для сварки и схема работ представляют собой:
- корпус горелки, который необходимо наклонять под определенным углом;
- сопло, которое должно находиться под строго определенным углом и на оптимальном расстоянии, чтобы шов прогревался отлично;
- токопроводящий наконечник, который находится внутри сопла;
- электродная сварочная проволока, вставляемая в токопроводящий наконечник;
- сварочная дуга, воздействующая на металл;
- сварной шов, который остается после процесса сваривания деталей;
- сварочная ванна, т. е. область расплавленного металла, который образуется под воздействием высоких температур;
- капли электрода, которые подаются в ванну;
- газовая защита.
Техники сварки полуавтоматом
Расплав и перенос электродного материала: A. Капельный метод. Б. Струйный метод.
Сварка нержавейки возможна несколькими способами:
- импульсная сварка;
- сварка с использованием короткой дуги;
- сварка, во время которой применяется так называемый струйный перенос.
Короткая дуга применяется в том случае, когда работа производится для тонкого металла. Использование струйного переноса эффективно для соединения толстых деталей. Технология импульсной сварки является процессом управляемым.
Металл для проволоки в ванну вводится импульсами, при этом подача осуществляется по одной капле.
Дуга работает при среднем уровне тока, тепловложение уменьшается, как и зона общего термического влияния. Размер сварочной ванны получается оптимальным, а это важно для нержавеющей стали. При импульсной технологии также почти не наблюдаются брызг расплавленного металла. Это экономит материалы, сам процесс получается более безопасным. Время для зачистки шва уменьшается, поверхность получается качественной.
Можно ли варить черный металл и нержавейку? Да, такой процесс возможен, но только при выполнении некоторых условий. Надо учесть, зачем используется нержавеющая сталь, какой именно черный металл будет применен. Важно подобрать правильную присадочную проволоку, брать обычную не стоит, так как качество шва получится плохим. При использовании дуги и аргоновой смеси требуется брать специальные присадки из нержавеющей стали.
Вернуться к оглавлению
Как самостоятельно и красиво создать ландшафтный дизайн?
Технология сварки полуавтоматом в условиях защищенной среды
Чтобы ответить на вопрос, как варить полуавтоматом нержавеющую сталь, необходимо четко определить все требования к такому процессу.
Подготовительные работы:
Схема сварки в среде защитного газа.
- Газ для сварки берется с таким составом: 70% специальной сварочной углекислоты (можно брать пищевую), 30% аргона В.
- Полярность при работе применима обратная. Полярность прямая возможна только при работе под флюсами.
- Вылет сварочной проволоки должен составлять 6-12 мм. При сварке расстояние от сопла должно составлять 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при соблюдении давления в 0,05-0,2 атмосферы. Уменьшать количество газа нельзя, так как в этом случае шов получится недостаточным, качество его будет низким. Возможна и такая ситуация, при которой углерод начнет сильно выгорать, как и легирующие добавки.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад. Электрод рекомендуется наклонять в сторону, противоположную ходу шва. Наклон соблюдается в 5-10 градусов. Это дает хорошую глубину провара, шов получается более качественный и ровный. Если угол наклонить вперед, то шов получается широким, а глубина провара меньшей. Последний вариант лучше всего подходит для тонкого металла.
- При сварочном процессе необходимо пользоваться осушителем. Это требуется по той причине, что состав баллона на 60% состоит из воды, при выходе у шва образуется кислота под воздействием высокой температуры и углекислоты. Но эта кислота намного ухудшает качество шва, а осушитель эту проблему может решить. В его качестве используется силикагель либо медный купорос, которые прокаливаются при температуре в 200°C примерно за 15 минут. На 3-4 рабочих объема баллонов необходимо взять всего 100 г такого осушителя.
- Требуется обеспечить защиту от брызг металла. Обычно для этого рекомендуют пользоваться меловым водным раствором.
Вернуться к оглавлению
Основы процесса сварки
Специальная сварочная нержавеющая проволока сама по себе является электродом, что упрощает процесс сварки.
Нержавеющие стали выпускаются 3-х марок, от выбора такой марки будет сильно зависеть процесс сварки:
- пищевая нержавеющая сталь, низколегированная;
- пищевая, химическая нержавеющая сталь, среднелегированная;
- жаропрочная, выдерживающая высокое давление, химическая нержавеющая сталь, высоколегированная.
Чтобы варить полуавтоматом правильно, необходимо использовать специальную проволоку:
- Первые два вида такой сварочной проволоки во время варки обеспечивают смешивание всех легирующих элементов, но металл выгорает, особенно это касается хрома. Происходит процесс так называемого корродирования, когда встречаются агрессивные среды.
- Третий вид сварочной проволоки является специальным, во время сварки не образуются трещины, напряжения в шве, т. е. стык получается качественным.
Подготовительные работы по металлу:
- Поверхность свариваемых деталей надо обезжирить, полностью удалить все следы оксидной пленки. Делается это механическим методом либо с использованием специальных кислот.
- Перед самой сваркой необходимо будущий шов обезводить, для чего его горелкой прогревают до 100°C. Но во время сварки все оставшиеся излишки выкипают автоматически, особенно если делается сплошной шов.
- Есть вариант подготовки, при котором прогревается область металла вокруг будущего шва до 200°C, в некоторых случаях такую процедуру проводят для всей заготовки. Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.
- Не рекомендуется греть 2 разных типа стали, только одного типа.
Для боков лучше всего выполнять нахлест с проваркой по двум сторонам, сами кромки можно подогнуть наружу, внутренний угол не проваривается. Наружные кромки часто обрабатывают роликами по методу прессовки.
Вернуться к оглавлению
Как снять напряжение?
При сварке полуавтоматом важно снять напряжение с металла, применяются такие действия:
- Напряжение при отпуске в 560-660°C снимаются. Такой процесс включает прогрев свариваемой детали до необходимой температуры, после чего сама деталь остужается на открытом воздухе.
- Если достигается температура в 760°C, то наблюдается такой процесс, как восстановление хрома на шве. Это позволяет быстро снять напряжение, чтобы обеспечить требуемое качество сварки.
- Для тонкостенных деталей напряжение отлично снимается. Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.
Вернуться к оглавлению
Выпрямление деформаций
После окончания сварки необходимо выполнить такие действия, направленные на удаление возможных деформаций:
- Через специальную гладилку молотком обрабатывается деталь, которая должна плотно прилегать к наковальне.
- Если на поверхности образовался пузырь, то по краю требуется простучать его молотком, аккуратно приближаясь к самому пузырю. С другой стороны эту область также можно прогреть горелкой, двигаясь по кругу в 30-60 мм. Двигаться надо только в шахматном порядке, не прекращать простукивание молотком.
Сварка нержавеющей стали полуавтоматом требует определенных навыков. Сам процесс включает подготовку области сварки, проволоки для работы. После сварки, если есть необходимость, выполняется работа по устранению деформаций.
moyakovka.ru
СВАРКА НЕРЖАВЕЙКИ ПОЛУАВТОМАТОМ [в среде углекислого газа]
[Процесс сварки нержавейки] полуавтоматом в среде углекислого газа является непростым делом даже для опытных сварщиков.
В силу особенных свойств нержавеющей стали, ее обработка отличается спецификой и требует тщательной подготовки, правильного выбора рабочего режима и расходных материалов.
Что такое нержавейка?
Нержавеющей называют низкоуглеродистую сталь с добавлением хрома. Именно хром, взаимодействуя с кислородом, создает оксидную пленку, которая обеспечивает коррозионную стойкость металла.
Чтобы сталь стала нержавеющей, достаточно 12% хрома в ее составе. При этом толщина пленки из оксида хрома равняется нескольким атомам.
Если поверхность нержавейки поцарапать, то защитный антикоррозийный слой разрушается, но через некоторое время восстанавливается опять.
В составе современных нержавеек есть не только хром и углерод, но и незначительная часть никеля или ниобия, титана или молибдена.
Все эти элементы также способствуют повышению коррозионной стойкости, чем улучшают физико-механические свойства стали.
В зависимости от типа микроструктуры, нержавейка подразделяется на классы с разными свойствами:
- Аустенитный — содержит хром и никель. Отличается высокой коррозийной устойчивостью, прочностью и пластичностью, немагнитный;
- Ферритный – содержит железо и хром. Устойчив к термической закалке. Применяется в агрессивной среде;
- Мартенситный — содержит хром и углерод. Несмотря на высокую твердость, отличается хрупкостью. Применяется в слабоагрессивной среде.
Особые свойства нержавейки, о которых нужно знать сварщику
По физическим и химическим свойствам нержавейка считается сложным для сварки материалом. Поэтому, при сварке необходимо учитывать следующие параметры.
Низкая теплопроводность нержавеющей стали. По сравнению с другими видами низкоуглеродистой стали, теплопроводность нержавейки ниже в 2 раза.
Этот фактор может способствовать концентрации теплоты и более мощному проплавлению металла. При этом антикоррозионные свойства металла ухудшаются.
Чтобы избежать нежелательных эффектов, сварщики прибегают к уменьшению силы тока на 20 % и дополнительному охлаждению шва.
Невысокий уровень температуры плавления.
Соблюдение правильного термического режима — это единственный способ избежать потери антикоррозийного качества стали.
Межкристаллитная коррозия появляется как результат образования карбидного соединения железа и хрома. Это происходит, если температура сварки превышает 500 °С.
Впоследствии карбиды провоцируют растрескивание, которое и приводит к коррозии.
Чтобы предотвратить явление, сварщики прибегают к охлаждению свариваемого металла. Для этого применяют разные способы, в том числе и воду.
Видео:
Склонность к тепловому расширению. Вследствие высокого уровня линейного расширения возникает литейная усадка.
Что в свою очередь запускает процесс деформации металла и провоцирует появление трещин между деталями сварки. Избежать этого можно, если оставить между ними зазор на расширение.
Высокий показатель электрического сопротивления может стать причиной интенсивного нагрева электродов, сделанных из стали высоколегированного типа.
Поэтому длина электродов со стержнями из хрома и никеля обычно не превышает 350 мм.
Как и чем варят нержавейку?
Существуют различные способы варки нержавеющей стали. Каждый из них отличается не только технологически, но и качеством полученного результата.
К примеру, для сварки без применения газа используется специальная порошковая проволока, обеспечивающая ровный и красивый шов. Но со временем такой шов может поржаветь.
Чтобы этого не случилось, необходимо использовать сварочный полуавтомат, также проволока для варки нержавейки должна быть из стали, а в сварную ванну нужно подать углекислоту.
Кроме того, обеспечить качественный результат сварка нержавейки полуавтоматом может только при условии использования защитного газового слоя, лучше всего углекислого.
Видео:
Оптимальный вариант состава газовой смеси включает 98% аргона и 2% углекислоты. Иногда, чтобы понизить себестоимость работ, пропорции газа меняются — 70% аргона и 30 % углекислоты.
При использовании газа применяется специальная нержавеющая проволока, улучшающая не только внешний вид, но и качество свариваемой детали.
Технологические нюансы сварки
Функциональные возможности полуавтоматов отличается механизированной подачей проволоки в зону сварки, без чего осуществить рабочий процесс в среде аргона было бы затруднительно.
Конструкция полуавтомата позволяет обеспечивать сразу несколько функций: охлаждение горелки, высокое качество сварки в среде аргона, скорость подачи присадочной проволоки, а также возможность сварки в труднодоступных местах.
Для снятия напряжения деталь нагревают до 660°С и дают возможность остыть на воздухе.
Напряжение в области шва снимается при восстановлении хрома. Для этого шов нужно нагреть до 760°С.
Как подготовить металл к сварке?
Прежде чем приступить к сварке нержавеющего металла, поверхность кромки деталей нужно подготовить. Этот момент особенно важен для получения качественного шва и общего результата.
Подготовительные работы предусматривают:
- Механическую зачистку поверхности нержавейки металлической щеткой и обработку специальными средствами-растворителями для удаления жира и предотвращения пор. Подходит ацетон, авиационный бензин или уайт-спирит;
- Прогрев заготовки до 100°С для удаления влаги из сварочной зоны.
Техническая схема сварки нержавейки
Сварка нержавеющей стали в защитной среде из аргона и углекислоты является самой технологичной и надежной. Метод обработки металла с применением газа позволяет максимально сохранить естественную структуру и свойства стали.
Немаловажно, что специальная проволока из никелевого сплава, которая применяется для сварки, под воздействием газа сгорает интенсивнее, чем улучшает характеристики шва.
Видео:
Если же применяется обычная сварочная проволока,то качество работы может быть хуже.
Существует несколько методов современной варки нержавеющих металлов:
- метод короткой дуги применяют для соединения тонких листов металла;
- метод струйного переноса актуален, когда необходимо соединить толстые изделия из металла;
- сварка импульсного характера считается самой распространенной, поскольку при высокой производительности позволяет экономить ресурсы.
Общая схема сварочных работ выглядит так.
Горелка — важный узел сварочного полуавтомата, обеспечивающий подачу проволоки и защитного газа.
Корпус горелки наклоняют слегка назад, так чтобы проволока была расположена под противоположным углом к ходу шва, обеспечивая его обзор.
Сопло горелки располагают на расстоянии не более 12 мм от шва. Ток поступает через токопровод в наконечник внутри сопла, к нему же присоединяется сварочная проволока.
Видео:
Присадочная проволока должна иметь более высокую степень легирования, чем металл, из которого сделана свариваемая деталь.
Воздействие на металл происходит посредством сварочной дуги. Высокие температуры расплавляют металл и образуют так называемую сварочную ванну.
Далее электродный металл подается в сварочную ванну в виде капель, а защита из аргона распространяется вокруг сварочной ванны и шва.
Технические особенности сварки нержавейки в углекислой среде
Сварка нержавейки полуавтоматом, осуществляемая в среде углекислого газа, должна соответствовать таким требованиям:
- Обеспечение обратной полярности;
- Соблюдение угла наклона электрода. Если проволока будет иметь наклон вперед, глубина провара изменится в меньшую сторону, а шов станет шире. Этот вариант актуален только для тонких металлов;
- Величина допустимого вылета проволоки — максимум 12 мм;
- Расход газа нужно контролировать. Недопустимо, чтобы рабочий расход составлял меньше 6 куб. м/мин, но не более 12 куб.м /мин. В противном случае качество сварочного результата может заметно ухудшиться;
- Использование осушителя — важный технологический момент сварки. Дело в том, что баллон с газовой смесью содержит воду, которая в процессе сварки соединяется с продуктами контакта углекислоты и металлов высоких температур. В результате образуется кислота, способная разрушать углерод в составе стали и таким образом влиять на прочность шва. В качестве осушителя применяют медный купорос, прогретый в течение 20 минут при температуре 200 °С. На 4 баллона расходуется примерно 100 г осушителя;
- Для обеспечения защиты от брызг расплавленного металла лучше применять водный раствор мела;
- Чтобы получить приемлемое качество шва, сварку в среде аргона ведут плавно, без колебательных движений;
- Нельзя, чтобы сварка начиналась или заканчивалась по краю детали. Чтобы избежать появления водородных трещин, необходимо отступить от края хотя бы 5 см.
Сварка закончена. Выпрямляем деформации
Чтобы удалить возможные деформации, необходимо дополнительно обработать деталь после сварки. С помощью молотка воздействуют на деталь через гладилку.
Образовавшийся на листе пузырь простукивают молотком, начиная от края и двигаясь постепенно в сторону пузыря.
Еще один способ устранить пузырь — нагреть его выпуклую часть с помощью горелки. Движения должны идти по кругу и чередоваться с простукиванием.
Видео:
Для качественной варки нержавеющей стали необходимы определенные навыки.
Видео в нашей статье познакомит вас с различными этапами сварки нержавейки — подготовкой сварочной области и проволоки, осуществлению качественного шва, а также после сварки работами по охлаждению шва и устранению деформаций.
rezhemmetall.ru
Сварка нержавейки полуавтоматом в среде углекислого газа
Нержавеющая сталь появилась в обиходе современной цивилизации относительно недавно. Британский учёный-металлург Гарри Брирли, в 1913 году экспериментировавший с различными видами сплавов, неожиданно обнаружил, что стали с высоким содержание хрома практически не подвержены коррозии. С этого момента коррозионно-стойкие стали начали своё триумфальное шествие по планете. В настоящее время без нержавейки невозможно представить нашу повседневную жизнь.
Коррозионно-стойкая сталь — это сплав, основными компонентами которого являются железо и углерод, обогащённые специальными добавками. Эти добавки и придают стали особые антикоррозионные свойства. Основным добавочным компонентом является хром. Все виды нержавейки содержат в своём составе как минимум 10.5% хрома. Его добавление придаёт стали не только антикоррозионные свойства, но и ряд других полезных качеств.
Стали, содержащие в своём составе хром, характеризуются хорошей обрабатываемостью посредством холодной ковки. Обладают высокими прочностными характеристиками. Очень хорошо соединяются друг с другом с помощью сварки. В процессе долговременной эксплуатации не теряют своих антикоррозионных свойств.
 Вся суть нержавеющей стали заключена в одном простом явлении: хром образует на поверхности металла оксидную плёнку. Она не позволяет развиваться процессу коррозии. Если в результате механического воздействия оксидная плёнка повреждается, нержавеющая сталь на время теряет свои антикоррозионные свойства, до тех пор, пока оксид хрома не восстановится на поверхности.
Вся суть нержавеющей стали заключена в одном простом явлении: хром образует на поверхности металла оксидную плёнку. Она не позволяет развиваться процессу коррозии. Если в результате механического воздействия оксидная плёнка повреждается, нержавеющая сталь на время теряет свои антикоррозионные свойства, до тех пор, пока оксид хрома не восстановится на поверхности.
В составе современных нержавеющих сталей присутствуют в небольших количествах никель, ниобий, титан и молибден. Все эти элементы необходимы для придания конкретному виду стали тех или иных заранее запланированных эксплуатационных свойств.
В зависимости от строения кристаллической решётки нержавеющие стали делятся на три вида:
- Аустенитные — содержат в своём составе, кроме хрома, ещё и никель. Отличаются высокой устойчивостью против коррозии, высокой пластичностью и прочностью. Их особенность — они не намагничиваются.
- Ферритные — содержат железо с хромом. Обладают повышенной устойчивостью к закаливанию. Специально создаются для всевозможных агрессивных сред.
- Мартенситные — содержат хром с углеродом. Они характеризуются высокой прочностью и одновременно хрупкостью. Используются в основном в слабоагрессивных средах.
Сварка нержавеющей стали
В домашних условиях это достаточно сложный и трудоёмкий процесс, но всё же выполнимый при наличии соответствующего оборудования и необходимого опыта.
При сварке нержавейки необходимо учитывать ряд особенностей.
- У этой стали низкая теплопроводность. Почти в 2 раза ниже, если сравнивать с другими видами низкоуглеродистой стали. На практике это приводит к тому, что возникает очень высокая концентрация тепла в области сварки, это приводит к более глубокому проплавлению свариваемых металлов. Чтобы избежать этого нежелательного явления, приходится уменьшать силу тока на 20% и применять дополнительное охлаждение.
- Невысокая температура плавления. Если температура в месте сварки превышает 500 градусов, образуются карбид железа и карбид хрома, которые начинают разрушать кристаллическую структуру металла. Это является причиной возникновения межкристаллической коррозии. Внешне это проявляется в виде трещин на поверхности металла в месте сварки. Впоследствии эти трещины активно коррозируют. Для предотвращения этого нежелательного явления необходимо в процессе сварки постоянно охлаждать свариваемые детали с помощью воды.
- Все нержавеющие стали склонны к тепловому расширению. Очень высокий уровень линейного расширения приводит к возникновению линейной усадки. Это приводит к деформации свариваемых поверхностей. В результате на сварочном шве появляются трещины. Для того чтобы избежать этого, между свариваемыми поверхностями оставляют специальный расширительный зазор.
- Эти стали обладают высоким электрическим сопротивлением. Во время сварки это может привести к сильному нагреву и даже перегреву электродов, если последние изготовлены из высоколегированной стали. Для борьбы с этим явлением все электроды для нержавеющих сталей не превышают в длину 350 мм.
Основные способы сварки нержавейки в домашних условиях:
- При помощи покрытых электродов.
- В аргоне с помощью вольфрамовых электродов.
- Нержавеющей проволокой в среде аргона при помощи полуавтомата.
Начало сварочного процесса
Перед началом необходимо обработать кромки свариваемых деталей.
 Стык между кромками свариваемых деталей должен иметь зазор 2−3 мм для обеспечения свободной усадки швов.
Стык между кромками свариваемых деталей должен иметь зазор 2−3 мм для обеспечения свободной усадки швов.- Поверхности кромок зачищают до блеска с помощью специальной металлической щётки или болгарки.
- Затем поверхности обрабатывают растворителем, в качестве которого используют ацетон или авиационный керосин. Растворитель обеспечит удаление жира из места будущей сварки. Что, в свою очередь, предотвратит в дальнейшем образование пор в сварочном шве.
Сварка при помощи покрытых электродов
Это самая распространённая технология сварки нержавейки в домашних условиях. Метод позволяет получить неплохое качество провара при наличии минимального практического опыта. Плюс этого способа в его простоте. Минус — он не позволяет получать сварные швы высокого качества.
Для применения этого метода дома необходим специальный аппарат, который называется сварочный инвертор. Также нужны специальные электроды.
 Металлическими электродами покрытого типа являются следующие марки: ОЗЛ-8, ЦЛ-11, НИАТ-1. Эти электроды позволяют получить шов, обладающий высокой жаростойкостью, устойчивостью к коррозии и высокой прочностью.
Металлическими электродами покрытого типа являются следующие марки: ОЗЛ-8, ЦЛ-11, НИАТ-1. Эти электроды позволяют получить шов, обладающий высокой жаростойкостью, устойчивостью к коррозии и высокой прочностью.
Сварочные работы производятся при постоянном токе обратной полярности. Необходимо добиваться меньшего проплавления шва. Это можно сделать, применяя электроды небольшого диаметра. Сила тока примерно на 15−30% меньше, чем для обычной стали.
Данные электроды характеризуются высоким электрическим сопротивлением и низкой теплопроводностью. В совокупности это может привести к перегреву и быстрому расплавлению электрода в процессе работы.
В самом начале производят прогрев свариваемых деталей в месте будущего шва до температуры 100 градусов. Это делается в целях удаления остатков влаги из сварочной зоны. Ни в коем случае нельзя перегревать заготовку выше 150 градусов. Сама работа производится на большой скорости, без поперечных колебательных движений, короткой дугой, на токах малой силы. В качестве теплоотвода, в целях предотвращения перегрева, под заготовки подкладывают медные пластины.
После завершения процесса шов зачищается от шлаков с помощью металлической щётки. Затем обрабатывается специальной протравочной пастой в течение 30 мин. Это делается для восстановления антикоррозийных свойств металла в месте провара. В дальнейшем остатки пасты смываются водой.
Нужно иметь в виду, что с толстостенной нержавейкой работать намного легче, чем с тонкой.
Сварка в аргоне вольфрамовыми электродами
Вольфрам является одним из самых тугоплавких металлов. Температура его плавления составляет 3400 градусов по Цельсию. Поэтому неплавящиеся вольфрамовые электроды практически не подвержены процессу выгорания во время работы. Это позволяет использовать один электрод в течение очень длительного времени. Второй важной особенностью этих электродов является то, что при их использовании не нужна специальная присадка для формирования сварочного шва. Он формируется за счёт кромок свариваемого металла. Эти два фактора делают работу менее затратной в финансовом отношении.
Минимальная толщина свариваемых деталей ограничена размером 0.1 мм. Максимальная толщина может быть любой.
При работе вольфрамовыми электродами необходимо перекрыть поступление воздуха в зону сварки. Для этих целей используются защитные газовые среды. Чаще всего сварку производят в среде аргона.
 Важной особенностью сварки вольфрамовыми электродами является тот факт, что зажигание дуги нужно осуществлять, не касаясь концом электрода поверхности свариваемых материалов. Для этого применяется осциллятор. В случае касания концом электрода поверхности свариваемого металла в момент зажигания дуги вольфрам электрода мгновенно сплавляется с металлом свариваемого изделия. В результате возникает металлический сплав с температурой плавления значительно ниже, чем у чистого вольфрама. Это является причиной резкого снижения качества сварного шва.
Важной особенностью сварки вольфрамовыми электродами является тот факт, что зажигание дуги нужно осуществлять, не касаясь концом электрода поверхности свариваемых материалов. Для этого применяется осциллятор. В случае касания концом электрода поверхности свариваемого металла в момент зажигания дуги вольфрам электрода мгновенно сплавляется с металлом свариваемого изделия. В результате возникает металлический сплав с температурой плавления значительно ниже, чем у чистого вольфрама. Это является причиной резкого снижения качества сварного шва.
Для сварки используют ток прямой полярности. Это обеспечивает минимальный нагрев вольфрама и, как следствие, меньшее выгорание электрода. Как правило, при таком подходе за час работы электрод уменьшается на сотые доли грамма.
Основные правила
При ручной сварке необходимо придерживаться определённых правил.
- Сварка всегда производится в строго заданном направлении справа налево.
- При сварке тонкостенных изделий горелка по отношению к свариваемой поверхности должна быть расположена под углом в 60 градусов.
- Во время сварки изделий толщиной более 5−6 мм расположение горелки должно быть под углом 90 градусов.
Сварка нержавеющей проволокой при помощи полуавтомата
Применение полуавтомата позволяет реализовать сразу несколько технологических задач: охлаждение горелки, повышение скорости подачи присадочной нержавеющей проволоки, проведение сварки в труднодоступных местах. Всё это в совокупности приводит к тому, что сварочный полуавтомат позволяет резко повысить качество сварочного шва и одновременно увеличить скорость процесса.
Сварка нержавейки полуавтоматом невозможна без газа. Как правило, в качестве газовой среды используют либо углекислый газ, либо смесь углекислого газа и аргона. Применение чистой углекислоты оправдано с экономической точки зрения. Это очень дешёвый и доступный газ. Но не совсем оправдано с точки зрения качества получаемого сварочного шва. В этом случае происходит сильное разбрызгивание металла, что в конечном итоге приводит к образованию корявого шва и снижению качества сварки.
Поэтому чаще используют смесь углекислоты с аргоном. Как правило, берут 98% аргона и 2% углекислоты. Иногда в целях снижения себестоимости работы используют более дешёвую смесь: 70% аргона и 30% углекислого газа.
Все полуавтоматы имеют на своей лицевой поверхности две регулировки: сварочное напряжение и скорость подачи проволоки.
Для того чтобы изменить уровень жесткости дуги, глубину провара и форму шва, необходимо изменять сварочное напряжение или величину индуктивности. При низкой индуктивности дуга оказывается холодной. Как следствие, получаем тонкий шов с глубоким проваром. При высокой индуктивности дуга, наоборот, становится горячей. В результате получаем широкий сварочный шов с неглубоким проваром.
Горелку держат под углом 25−65 градусов. Расстояние между соплом горелки и сварочной ванной — 15−25 мм. Сварка осуществляется короткими прихватывающими движениями.
Присадочная нержавеющая проволока должна быть более высоколегированной, чем свариваемый металл. Это необходимо в целях предотвращения выгорания всех легирующих элементов из проволоки в процессе её расплавления, то есть для сохранения баланса легирующих добавок в сварочном шве. Присадочная проволока расплавляется в процессе горения электрической дуги и после этого небольшими каплями подаётся в зону сварочной ванны.
Газ, подающийся в зону сварки, необходимо предварительно пропускать через осушитель, в качестве которого, как правило, используется медный купорос.
В целях предотвращения разбрызгивания расплавленного метала в процессе электросварки свариваемые металлические кромки предварительно обрабатывают водным раствором мела.
Для получения качественного и красивого шва сварку нельзя начинать и заканчивать на краю свариваемых деталей. Необходимо всегда отступать от края на несколько миллиметров.
В процессе сварки нержавейка всегда подвергается тепловой деформации. Поэтому после окончания сварочных работ необходимо устранить ее последствия. Для этих целей производится обработка с помощью молотка и специальной гладилки. Производят простукивание так называемого «пузыря», который возникает на поверхности металла. Одновременно с простукиванием поверхность металла слегка прогревается с помощью обычной газовой горелки. В заключение производится полировка и шлифовка места сварки с помощью специальной пасты.
obinstrumentah.info
свойства сплава, сваривание в среде углекислого газа и аргона
Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Если в составе металлического сплава находится от 12% хрома, то он уже относится к категории нержавеющих и обладает устойчивостью к коррозии. В то же время работа с этим материалом требует определенной подготовки металла перед проведением сварочных работ. На качество сварочных работ влияет выбор рабочего сварочного режима и правильный подбор расходных материалов.
Поверхностный антикоррозийный слой металла обладает устойчивостью к восстановлению. В составе современных антикоррозийных сплавов могут присутствовать в незначительных количествах: углерод, титан, никель, молибден, ниобий. Все эти элементы также повышают стойкость к коррозии и улучшают качество стали.
В зависимости от микроструктуры нержавеющая сталь может иметь различные свойства и применяться в разной среде:
- Сталь с содержанием хрома и никеля относится к классу аустенитной. Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.
- Сплав с содержанием хрома и железа называется ферритным. Он устойчив к термической закалке и может использоваться в агрессивной среде.
- Сплав с содержанием углерода и хрома называется мартенситным и используется в слабоагрессивной среде. Объясняется такое применение высокой твердостью и одновременно хрупкостью сплава.
Свойства нержавеющего сплава
Начинающему сварщику рекомендуется учитывать некоторые свойства химического состава стального сплава, чтобы выполнить работу качественно. Среди основных параметров обычно выделяют:
- Низкую теплопроводность. Теплопроводность нержавеющей стали ниже в два раза по сравнению с другими металлами. В процессе сварочных работ металл может расплавиться больше, чем это необходимо. Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов.
- Минимальный уровень температуры плавления. Для сохранности устойчивости к ржавлению в процессе работ сохраняют оптимальный режим температуры.
- Межкристаллитную коррозию. Является результатом образования карбидного соединения хрома и железа. Растекание, приводящее к коррозии металла, происходит при повышении температуры более 500 градусов. Для устранения нежелательных эффектов применяются различные способы охлаждения свариваемых конструкций.
- Высокий уровень линейного расширения стали. Литейная усадка стали происходит благодаря высоким температурам. Превышение температурного режима может привести к деформации металла и появлению между свариваемыми деталями трещин. С этой целью при работе с нержавейкой рекомендуется оставлять небольшие зазоры на расширение.
- Высокий показатель электрического сопротивления. Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.
Сварка полуавтоматом
При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
 Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
 Применение обратной полярности.
Применение обратной полярности.- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва. Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
- Не следует начинать и заканчивать сварку по краю детали. Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.
tokar.guru
Сварка нержавейки полуавтоматом в среде углекислого газа
Нержавеющая сталь активно используется в различных сферах промышленности и в домашних условиях. Для устранения поломок в изделиях, которые делаются из нее, а также для соединения при монтаже используют сварку. С данным металлом этот процесс оказывается не таким уж простым, так как из-за большого количества легирующих элементов его поведение в расплавленном состоянии не позволяет удобно создавать швы. Сварка нержавейки полуавтоматом в среде защитного газа может позволить помочь избежать многих сложностей и снизит вероятность образования дефектов.

Сварка нержавейки
При использовании сварки обязательно нужно применять электроды с покрытием или обеспечивать защиту при помощи газов. Нержавейка может свариваться как между собой, так и с другими металлами, но во втором случае все становится намного сложнее, так как у металла достаточно низкая температура плавления и это требует снижения мощности аппарата, в сравнение со стандартными режимами. Тогда как для остальных случаев таких показателей может не хватать для нормальной работы. Здесь требуются особые умения и большой опыт, чтобы результат стал действительно качественным.
Сварочный полуавтомат
Сварка нержавеющей стали полуавтоматом происходит неспроста. Ведь он является электромеханическим прибором, который может выполнять сварочные процедуры практически с любыми металлами, даже трудно свариваемыми. Главной его особенностью является то, что электрод подается механическим устройством самостоятельно, без участия человека. Сварщик устанавливает скорость подачи, согласно требуемому режиму, и тогда все проходит с повышенной легкостью. Это не только облегчает сам процесс, но и делает его быстрее.
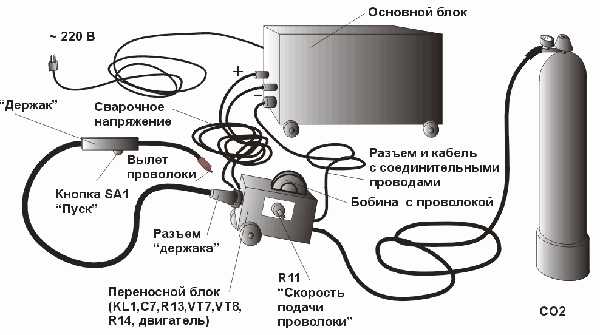
Схема сварочного полуавтомата
Существует несколько разновидностей этой техники. Основная классификация строится по типу защиты сварной ванны от негативного воздействия кислорода. К основным типам относятся следующие:
- Полуавтомат, предназначенный для работы с порошковой проволокой;
- Аппарат для сваривания в среде защитных газов, как активных, так и инертных;
- Техника для сварки под слоем флюса.
Порошковая, или как ее еще называют, флюсованная проволока стоит достаточно дорого, поэтому, данный способ не является слишком распространенным. Намного более практичными и рациональными являются те аппараты, которые предназначены для работы со средой защитных газов. Самыми доступными по стоимости являются полуавтоматы, которые предназначены для сварки под слоем флюса. Но доступность, в данном случае, является единственным преимуществом, так как качество соединения при этом заметно страдает.

Сварочная порошковая (флюсованная) проволока
«Важно! При выборе нужно обращать внимание не только на тип, но и на регулируемость настроек, так как при работе с нержавейкой параметры должны иметь плавный переход.»
Свойства нержавейки
Чтобы сварка нержавейки в углекислом газе прошла максимально качественно, следует разобраться с основными свойствами этого металла, чтобы правильно подобрать все. Свойства материала регламентируются согласно ГОСТ 5632-72. К основным свойствам относятся:
- Теплопроводность. Если сравнивать со сталями, у которых содержание углерода намного ниже, то здесь этот параметр уступает, примерно, в два раза. Чтобы сделать сварочный процесс более удобным, необходимо снизить силу тока на пятую часть от номинальной, что понизит текучесть нержавеющей стали в сварочной ванне.
- Коэффициент линейного расширения. Как правило, он заметно выше, чем у других металлов. Проблема состоит в том, что у нержавейки тепловое расширение происходит неравномерно. По этой причине может образоваться деформация. Во избежание такого дефекта нужно оставлять небольшой зазор между свариваемыми деталями.
- Устойчивость состава. Легированные стали могут терять свои легирующие элементы при высокой температурной обработке, которой и является сваривание. В данном случае на местах сваривания может со временем образовываться ржавчина. Чтобы этого не случилось, нужно быстро охлаждать места обработки.
Какой газ нужен для сварки нержавейки
Сварка нержавейки полуавтоматом без газа не рекомендуется специалистами, поэтому, желательно подобрать правильный газ для работы. Лучше всего шов образуется, когда защитные газы ограждают ванну от воздействия посторонних факторов.

Шов сварки нержавейки полуавтоматом
Основной проблемой является кислород, но сами газы помогают не только в защите, но и способствуют лучшему сгоранию проволоки. В качестве основных, можно выделить два состава газовых смесей:
- Углекислота и аргон. Такие варианты рекомендуются при использовании сварки в промышленных работах. Благодаря им обеспечивается хорошая растекаемость нержавейки по канаве сварочного шва, а также создается достойная защита от кислорода. В данном составе имеется всего 2% углекислоты и 98% аргона.
- Иногда рекомендуют заменить углекислоту и поставить вместо нее чистый водород, при сохранении практически того же соотношения. Данная смесь пригодится в тех случаях, когда требуется увеличить смешиваемость на концах шва, который подвергается обработке.
«Обратите внимание!
Когда происходит использование полуавтоматического сварочного аппарата, который работает с нержавеющей сталью, то в нем можно использовать специальную нержавеющую сварочную проволоку, что позволяет улучшить внешний вид после проведения работ, а также повысить качество неразъемного соединения.»
Технология сварки нержавейки
Сварка стали 07ХН28МДТ полуавтоматом в среде аргона позволяет обеспечить им наиболее оптимальные условия, которые будут способствовать получения качественного шва. Это же способствует минимальному разбрызгиванию жидкого раскаленного металла. Существует несколько таких основных технологий. Ниже приведены основные из них:
- Использование короткой дуги предполагает применение полуавтоматической сварки, которая должна происходить с металлом относительно небольшой толщины. Такой способ снижает вероятность прожигания материала, что актуально при сваривании тонких листов стали.
- Струйный перенос. В данном случае рекомендовано использовать порошковую проволоку с флюсом. Иногда для этого можно и не использовать защитный газ, если то позволяют особенности технологии.
- Импульсный метод. Это самый точный и экономный метод среди всех, из которых возможна сварка нержавейки в среде углекислого газа. Точность и эффективность получается благодаря полному контролю за происходящей ситуацией. Также уменьшается расход проволоки.
Вне зависимости от того, какой именно метод будет выбран, основными процедурами во время сварки являются:
- Зачистка поверхности материала до блеска;
- Обезжиривание поверхности растворителем;
- Обрабатываются торцы, так чтобы между ними оставалось пространство;
- Затем следует выставить оборудование на требуемый режим;
- Материал подогревается до изменения цвета металла;
- Начинается непосредственная сварка;
- После завершения шва его следует остудить.
Сварка нержавейки в защитной среде из других газов
Сварка нержавейки ацетиленом также может применяться, как более доступный и дешевый аналог аргона. Но проблема состоит в том, что даже если следовать все тем же технологиям, качества самого газа будут уступать аргоновым смесям. К тому же ацетилен является достаточно опасным газом, так как большинство несчастных случаев случается именно с его участием. При использовании иных газов, принцип действий сварщика остается практически тем же, только меняются режимы, в зависимости от свойств газа. Поэтому, для каждого отдельного случая нужно выбирать свои параметры.
Как снять напряжения
Во время сварки в металле могут вызываться напряжения. Когда происходит сварка нержавейки полуавтоматом в аргоне, это также проявляется, тем более что сама нержавеющая сталь оказывается сильно подверженной различного рода дефектам при сварке. Из-за напряжений могут возникнуть трещины, а также большие разрывы. Чтобы этого не случилось, напряжения следует предварительно снимать. Это возможно сделать благодаря температурной обработке. Самым простым и надежным способом является подогрев. Путем подогревания области, где будет проходить сварка, до 250-300 градусов Цельсия. Это поможет избавиться о вероятности образования дефектов и повысит качество конструкции.
Выпрямление деформаций
Механическая правка предполагает использование винтовых прессов, домкратов, молотов и прочих устройств. Они создают статическую или ударную нагрузку на выгиб изделия, что приводит деформированную часть в норму. Это весьма трудоемкий процесс и неправильный подход к его проведению может нанести еще больший вред, так как порой образуются трещины и разрывы. Для тонкослойных изделий используют прокат, который дает гарантированный результат. Применяется также термический метод, для которого используется местный подогрев отдельных частей.
svarkaipayka.ru
Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом (MIG) – это самый распространённый способ сварки в среде защитного газа. Он широко используется и на крупных промышленных производствах, и в авторемонтных мастерских. Этот вид сварки представляет собой высокотехнологичный процесс, в ходе которого в зону сварки автоматически подается сварочная проволока. Причём, эта проволока одновременно является и электродом, и присадочным металлом. Под воздействием нагрева дуги она расплавляется. На качество дуги влияет выбор режима работы сварочника:
- величина тока;
- скорость подачи проволоки;
- выбор защитного газа и его расход.
При правильном выборе режима сварки сварной шов формируется быстро и ровно. В качестве защитной смеси используется, в основном, смесь аргона и углекислоты. Вместо углекислоты в некоторых случаях применяется кислород. Технология сварочного процесса при помощи полуавтомата должна учитывать структуру металла, его особенности и химические свойства.
Сварка нержавеющей стали достаточно проста, но требует соблюдения ряда норм и условий. Начнём с описания схемы работы горелки.
Схема работы горелки
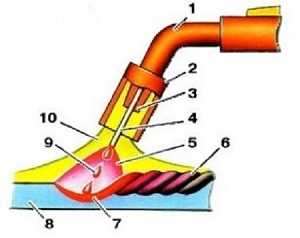
Схема сварочной горелки.
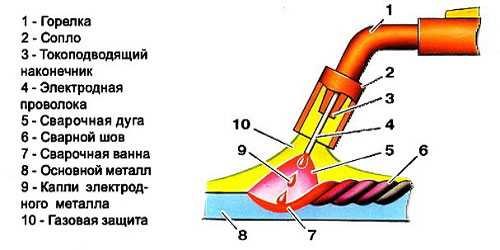
Описание к схеме горелки
1. корпус горелки. Для получения качественного шва он должен иметь в процессе сварки определённый угол наклона к поверхности свариваемого металла;
2. сопло. Для оптимального прогрева шва, оно должно находиться под строго определенным углом и на оптимальном расстоянии от обрабатываемой поверхности;
3. токопроводящий наконечник. Узел расположен внутри сопла;
4. электродная сварочная проволока. Расходный материал проходит через токопроводящий наконечник. Для сварки применяется специальная проволока. В её состав входит никель, который позволяет улучшить характеристики шва. Проволока в горелку подаётся импульсами, и металл попадает в ванну по одной капле;
5. сварочная дуга. Это источник тепловой энергии, который разогревает металл и проволоку;
6. сварной шов. Он получается в результате сварки деталей;
7. сварочная ванна. Область расплавленного металла, в которой формируется сварной шов;
8. основной металл. Свариваемый металл;
9. капли электродного металла. Электродная сварочная проволока плавится и в виде капель пополняет сварочную ванну;
10.газовая защита. Область, формируемая защитным газом.
Способы сварки нержавеющей стали
Сварку нержавеющей стали возможно производить несколькими способами:
- импульсная сварка;
- сварка короткой дугой. Применяется для сварки тонкого металла;
- сварка струйным переносом. Применяется для сварки толстостенного металла.
Наибольшее распространение получила импульсная сварка, и поэтому остановимся на ней особо.
Импульсная сварка – это процесс управляемый. Она осуществляется при среднем уровне тока, что позволяет уменьшить тепловложение и, как следствие, зону общего термического влияния. При этом получается оптимальный размер сварочной ванны, а это очень важно для нержавеющей стали. При импульсной технологии отсутствуют брызги расплавленного металла. Это позволяет повысить безопасность процесса сварки и экономить материал. Кроме того, сокращается время, затрачиваемое на зачистку шва, и его поверхность получается более качественной.
Нержавеющая проволока для сварки и её правильное применение
Специальная сварочная нержавеющая проволока выпускается 3-х марок:
- пищевая нержавеющая низколегированная;
- пищевая химическая нержавеющая среднелегированная;
- выдерживающая высокое давление, жаропрочная химическая нержавеющая высоколегированная.
При сварке на полуавтомате нержавеющей стали следует правильно выбирать сварочную проволоку. Для этого следует учитывать её особенности:
- первые две марки указанной выше проволоки обеспечат смешивание всех легирующих элементов. При этом выгорает металл (особенно хром). Вызвано это тем, что в процессе сварки встречаются агрессивные среды, и происходит процесс корродирования;
- третья марка сварочной проволоки является специальной. При её использовании не возникает напряжений в шве и, как следствие, трещин. Шов получается более качественным.
Подготовительные работы
До начала сварки необходимо выполнить некоторые подготовительные работы:
- произвести обезжиривание поверхностей свариваемых деталей. При этом необходимо полностью удалить окисную пленку;
- перед самим процессом сварки необходимо обезводить будущий шов. Для этого его прогревают горелкой до температуры Т = 100°C. В процессе сварки сплошного шва все оставшиеся излишки выкипают автоматически. Если шов прерывистый (и в некоторых других случаях), то область металла вокруг будущего шва прогревают до Т = 200°C (иногда такой процедуре подвергают всю заготовку). Обезвоживание позволяет уменьшить влияние влаги на металл около сварочной ванны в процессе нагрева при сварке. Не рекомендуется производить нагрев двух разных типов стали одновременно (только одного типа).

Сварка нержавейки полуавтоматом.
Устранение деформаций
По окончании сварки необходимо устранить возможные деформации. Осуществляется это следующим образом. Деталь кладут на наковальню и через «гладилку» обрабатывают молотком. Образовавшийся «пузырь» простукивается по краю, аккуратно приближаясь к центру деформации. С другой стороны эту область следует прогреть горелкой, совершая круговые движения с диаметром 30…60 мм.
Обработка изделия из нержавейки после сварки
После сварки изделие из нержавейки надлежит обязательно подвергнуть обработке. Не выполнение этого требования может быстро привести к тяжёлым последствиям: появлению ржавчины и, даже, уменьшению его прочности.
Обработка состоит из двух этапов:
- механическая. Она производится карщёткой, пескоструем, шлифованием и т. д.;
- травление. Обработка сварных швов химически активными веществами, которые разъедают окалину. Последняя может вызвать коррозию;
- пассивация. Нанесение на сварной шов спецсредств, под действием которых на поверхности металла образуется защитная пленка из оксида хрома. После такой обработки изделие способно надежно противостоять коррозии.
Где окажут услугу
Компания «УралАвтоПрофи»;
- Сайт: http://ekb-profi.ru/;
- Адрес: г. Екатеринбург, ул. Аппаратная, дом № 5;
- Телефон: +7-(343)-268-06-44;
- Почта: [email protected].
Компания осуществляет сварку нержавейки полуавтоматом.
В заключение, предлагаем посмотреть фильм из серии «Доктор сварка» под названием «Сварка нержавеющей стали». Желаем успехов!
Разделы: Сварочные работы
kovka-svarka.net