Сварка обозначение гост: ГОСТ 2.312-72 ЕСКД Условные изображения и обозначения швов сварных соединений
alexxlab | 14.05.1991 | 0 | Разное
контактная сварка обозначение на чертеже – Сертификация и обучение на Svarka.guru
Контактная сварка металлов, перечень сварных соединений, а также конструктивные элементы и обозначение размеров на чертежах — вот что прописано в ГОСТ 15878-79. Данная стандартизация не распространяется только на сварку, выполненную контактным методом без расплавления металлов.
Содержание
- 1 Конструктивные элементы
- 2 Нахлестка
- 3 Виды сварки
- 3.1 Точечная
- 3.2 Рельефная
- 3.3 Шовная
- 3.4 Конденсаторная
- 4 Обозначение на чертежах
- 5 Выводы
Конструктивные элементы
Обозначение сварного контактного соединения на чертежах.
Государственная стандартизация подробно описывает аналогичные элементы с указанием допустимых размеров и обозначений:
- кромки — это края детали, которые соединяются во время сварки;
- зазоры — расстояние между кромками, обозначаются литерой b;
- притупление — нескошенный торец кромки, c;
- угол скоса — это острый угол между кромкой и торцом, β;
- аналогичный параметр между скошенными кромками — угол разделки, a;
- ширина шовного соединения на чертеже обозначается буквой e;
- катет шва — литера k;
- толщина — обозначается t у стыкового и α углового шва.


Все конструктивные элементы сварочных соединений в справочниках именуются как геометрические параметры, полный перечень размеров и их обозначений приводится в ГОСТ 15878-79 КТ-5.
Нахлестка
Такой вид соединения часто применяют при точечной контактного вида сварке, если применять другую технологию, то получим большой расход материала и рабочего времени, а шов придётся проваривать с каждой стороны. Разделка кромок не производится, но они аккуратно обрезаются, чтобы исключить появление заусенцев при механическом разделении или наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны основные виды контактных методик сварки, а также другие методы, некоторые из которых мы рассмотрим подробнее.
Точечная
Этот сварки методом небольшого по размерам контакта применяется во многих сферах человеческой деятельности: от строительства и до производства самолётов и ракет.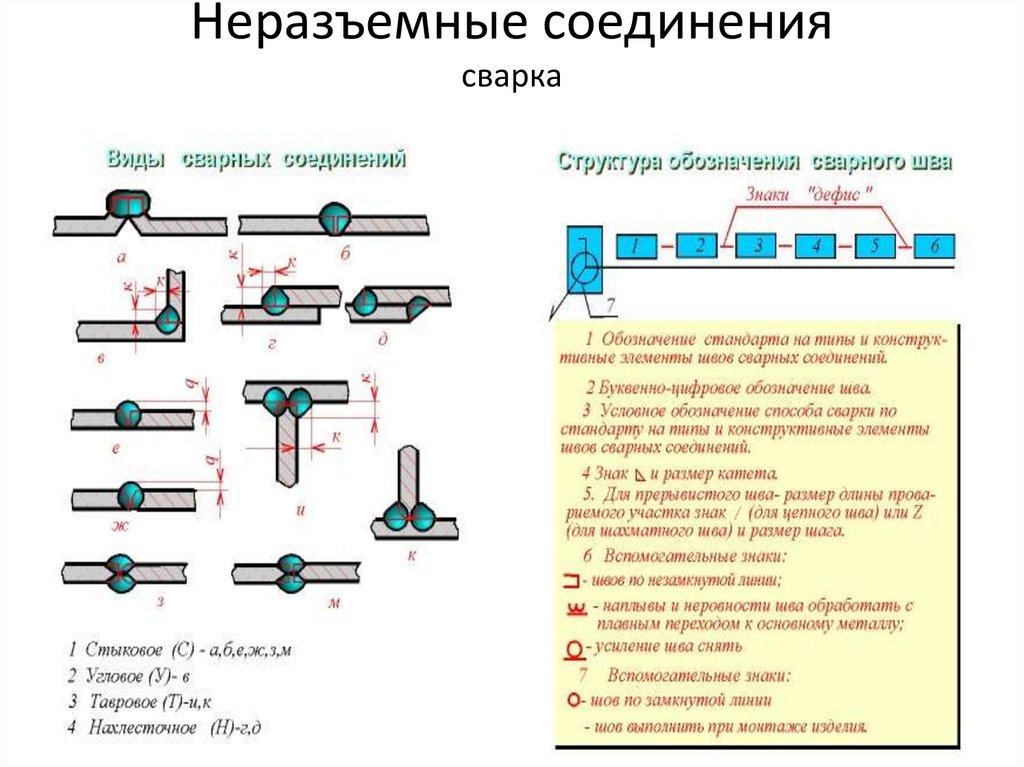 Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Принцип действия аппаратов точечной сварки предельно прост — металл в месте соединения мгновенно разогревается до температуры плавления с одновременным сильным сжатием с обеих сторон в результате получается прочный и эстетичный шов, выдерживающий любые нагрузки и колебания. Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Рельефная
Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда необходимо соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а наиболее распространённой считается соединение листов внахлёст, которое осуществляется с помощью рельефов разной конфигурации. Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.
Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.
Во время применения рельефной методики происходит пластическая деформация свариваемого материала, что характерно для условий, способствующих формировке надёжного соединения, после окончательного затвердевания.
Шовная
Применяется для создания прямых и непрерывных швов — машина создаёт серию точек, на которые впоследствии накладываются аналогичные точки. В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
- Непрерывный вариант. Создаётся ровный шов при постоянном механическом воздействии роликов на соединяемые поверхности и непрерывной подаче электрического потенциала. Такие аппараты работают весьма эффективно, но склонны к перегреву, а ролики из-за высоких нагрузок быстро выходят из строя — стираются контактные поверхности.
 Требуется предварительная обработка соединяемых деталей.
Требуется предварительная обработка соединяемых деталей. - При шаговом методе роликовый механизм постоянно контактирует с поверхностью сварки и давит на деталь, которая перемещается прерывисто, что позволяет избежать негативного воздействия перегрева и последующей деформации.
- Прерывистая линия характерна использованием пульсирующих импульсов. Заготовка находится в постоянном движении между двумя прижимными роликами, а точки постоянно перекрывают друг друга образуя герметичный шов..
Третий вариант используется чаще и пользуется большей популярностью, чем два предыдущих.
Конденсаторная
ГОСТ на конденсаторную сварку легко можно найти в перечне соответствующих документов, а аналогичная технология была разработана ещё в начале прошлого века и за время использования не претерпела существенных изменений, зарекомендовав себя надёжным и простым способом соединения металлов. Сварочный агрегат имеет простую конструкцию, на электросеть оказывается небольшая нагрузка, а производительность при этом довольно высокая.
Суть процесса схожа с контактной сваркой, только здесь подача тока происходит импульсно и мощно, для чего используются мощные конденсаторы, отличающиеся большой ёмкостью.
Схематическое изображение конденсаторной сварки.
Обозначение на чертежах
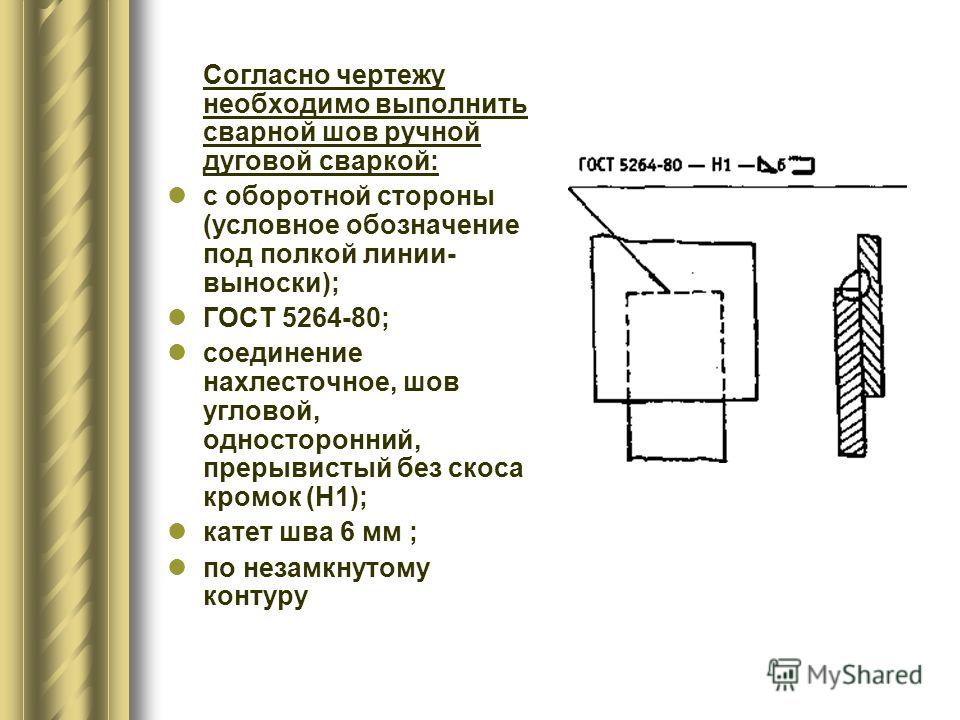
Сварщик должен читать чертёж, как говорится с листа — от этого зависит правильное выполнение сварочных работ. Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, например:
- сплошная линия — это видимый шов;
- пунктир — это невидимая часть шва;
- контуры с указанием числа — это многослойные конструкции.
Выносные стрелки указывают точное место проведения сварочных работ, а тип сварки указывается буквенными символами, например, контактная сварка ГОСТ 15878-79 на чертежах обозначается так — Кт или КТ. Кроме этого, применяются обозначения, указанные в таблице:
| Сварной угол | Литера | Дополнительные сведения |
| Стыковой | С | тип шва плюс тип сварки |
| Угловой | У | шов + катет угла + точка шва + тип сварки |
| Тавровый | Е | шов + катет угла + тип сварки |
| Внахлёст | Н | диаметр сварной точки, ширина сварки роликового пита |
[stextbox id=’info’]И. Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».[/stextbox]
Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».[/stextbox]
Выводы
Каждый сварщик в своей деятельности опирается на техническую подготовку, практический опыт и знание методик, регламентируемых ГОСТами.
Обозначение сварных швов на чертежах — структура, ГОСТы, примеры. База данных ГОСТ
ГОСТы
Главный ГОСТ для обозначений является 2317-72 – Условные изображения и обозначения сварных швов. Помимо этого еще есть:
- 21.502-2007 – Правила исполнения проектной документации по созданию металлических конструкций;
- Обозначение сварных швов на чертежах ГОСТ 5264-80 – Ручная электрическая дуговая сварка, а также сварные соединения.
- Обозначение сварных швов на чертежах ГОСТ 14771-76 – Дуговая сварка в среде защитных газов, а также сварные соединения.
Изменения
| Изменение №1 к ГОСТ 14771-76 |
| Изменение №2 к ГОСТ 14771-76 |
| Изменение №3 к ГОСТ 14771-76 |
Основные обозначения
В сварных конструкциях используются материалы разной толщины, размеров и форм, кроме того, детали могут иметь различное расположение по отношению друг к другу. Обозначение сварочного шва на чертеже напрямую зависит от взаимного расположения сварных элементов конструкции. Установлено всего 5 типов соединений (согласно ГОСТ 5264 и ГОСТ 14771):
— «С» стыковочное;
— «С» торцевое;
— «У» угловое;
— «Н» нахлестное;
— «Т» тавровое.
Стыковой на чертеже представляет собой соединение элементов, которые располагаются на одной поверхности или плоскости. Процесс сварки деталей происходит по смежным торцевым сторонам.
Торцевое соединение «С» представляет собой сваривание элементов по торцевым сторонам деталей, у которых боковые поверхности находятся вместе. Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Обозначение сварочных швов на чертежах большой буквой Н при сварке нахлестным методом. При сварке детали расположены на параллельных линиях таким образом, что один элемент частично перекрывает другой.
Т – это обозначение на чертежах таврового сварного шва. Торцевая часть одной детали соединяется с торцевой частью другой детали под определенным углом (может быть и 90 градусов).
Последний тип «У» — угловой, представляет собой шов, который получается в результате расположения свариваемых элементов под прямым, острым или тупым углом по отношению друг к другу. Сварочный шов на чертеже, вне зависимости от того, какой именно тип сварки использовался, может быть обозначен, как видимый или невидимый.
Видимый тип шва обозначается сплошной линией, невидимый шов обозначают пунктирной линией. Одиночная сварная точка, которая является видимой, на чертежах обозначается знаком «+», невидимая не имеет никаких обозначений.
Особенности указания швов на чертеже
Если чертеж имеет швы, которые были выполнены по одним и тем же стандартам, то сварочные чертежи, обозначения будут иметь одни и те же, но это следует указать в технических требованиях данного чертежа.
На чертежах одинаковые швы могут быть пронумерованы, но только в том случае, если все швы идентичны друг другу и имеют одностороннее изображение, например, только с лицевой или с обратной стороны. Если шов не имеет никакого обозначения, на чертеже он должен быть отмечен как линия – выноска, не имеющая полок.
Обозначение сварочного шва на чертеже симметричного изделия должно представлять собой линии – выноски, а сами швы должны быть изображены только на какой-то одной из симметричных частей изделия.
Пример №1
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2
Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Необходимость применения условных обозначений
Схема обозначения сварных швов на чертежах по ГОСТ
Грамотно составленная конструкторская документация обеспечит качественную работу всей цепочки специалистов – от разработчика до сотрудника отдела контроля. Условные обозначения сварных соединений дают полный перечень характеристик: способ стыковки, тип и форма стыка, геометрические параметры, условия сварки, ее очередность в процессе, герметичность стыка, прочность и прочее.
Условные обозначения сварных соединений дают полный перечень характеристик: способ стыковки, тип и форма стыка, геометрические параметры, условия сварки, ее очередность в процессе, герметичность стыка, прочность и прочее.
Обозначения сварных швов на чертежах используются не только в процессе изготовления, но и при проверке готового изделия. Сотрудник отдела контроля сверяет параметры готового изделия с требованиями конструкторской документации: он может сверить геометрические параметры сварочного шва, качество работ и т.д.
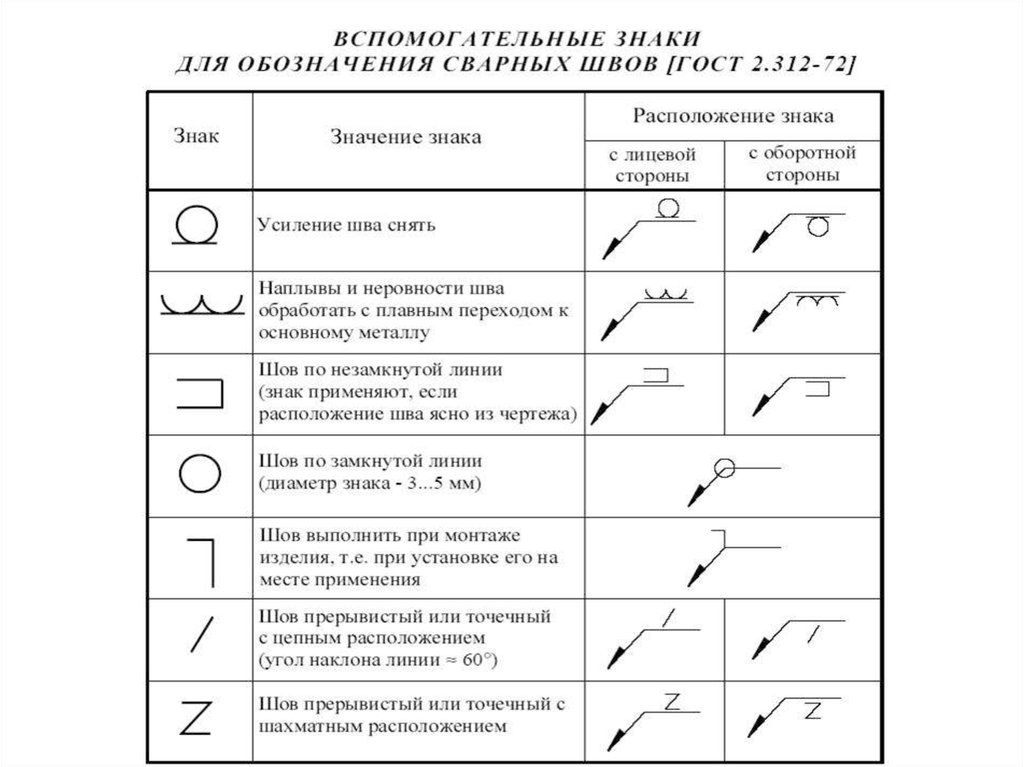
Использование вспомогательных знаков
Дополнительные уточнения по выполнению сварных стыков по ГОСТу указываются на чертежах при помощи вспомогательных знаков:
Современные системы автоматизированного проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из наиболее известных можно назвать AutoCad (на ее основе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и металлических конструкций ATHENA. Из российских САПР хорошо себя зарекомендовали Компас и Мономах.
Из российских САПР хорошо себя зарекомендовали Компас и Мономах.
Вспомагательные знаки для обозначения сварных швов
ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80
| Название на англ.: | Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions |
| Тип документа: | стандарт |
| Статус документа: | действующий |
| Число страниц: | 39 |
| Дата актуализации текста: | 22.03.2010 |
| Дата актуализации описания: | 22. 03.2010 03.2010 |
| Дата издания: | 01.12.2006 |
| Дата введения в действие: | 01.07.1977 |
| Дата последнего изменения: | 23.06.2009 |
| Переиздание: | переиздание с изм. 1 |
| Взамен: | ГОСТ 14771-69 |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
На этой странице вы можете ознакомиться с информацией о стандарте.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
Сварной стык подразделяется:
- Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
- Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую.
 Маркировка «Н».
Маркировка «Н».
- Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
- Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
- Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
- Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
- Двусторонний. Обработка происходит с двух сторон.
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон.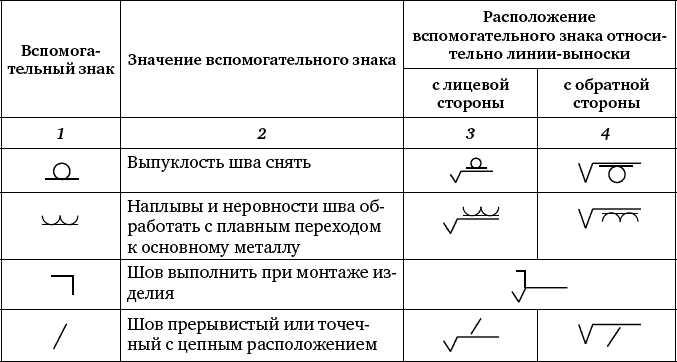 Различают также однослойную и многослойную сварку.
Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
Типы сварных соединений
Создание сборки
Для создания сборки, необходимо выполнить 3d модели всех деталей, входящих в нее.
Детали можно создать самостоятельно или скачать по ссылке в конце статьи.
Желательно все документы, относящиеся к сборке сохранять в одной папке.
Для каждой детали добавляем объект спецификации: Спецификация→Добавить объект→Детали→Создать .
Создаем сборку: ориентация XYZ, первой вставляем Плиту, затем Цилиндр и Ушко . Подробнее и наложении сопряжений.
Затем создаем объекты спецификации для сборки: Спецификация→Создать объекты спецификации.
Теперь в папке с документами на сборку появился новый документ — спецификация, содержащая сведения о компонентах сборки.
Сборочный чертеж сварного соединения
Создадим ассоциативный сборочный чертеж изделия Опора.
Отключаем вид слева изделия и вставляем два вида в поле чертежа формата А4.
Как видите, виды слишком громоздки, поэтому установим для них масштаб 1:2. Выделяем их, в контекстном меню (ПКМ) выбираем команду Масштаб, выбираем 1:2.
Вид спереди должен быть заменен фронтальным разрезом, поэтому удаляем его.
Создаем разрез.
Этот разрез необходимо откорректировать, т. к. ушко не должно быть заштриховано.
Вызываем окно Дерево чертежа: Вид→Дерево чертежа . Добираемся до компонента Ушко и в Контекстном меню выбираем команду Не разрезать. Перестраиваем сборку
Также необходимо удалить буквенное обозначение разреза и следа секущей плоскости. Для этого создаем невидимые слои, на которые переносим эти обозначения.
Работа со спецификацией
Теперь расставляем позиции деталей на чертеже произвольно, мы их отредактируем позже.
Чтобы отредактировать позиции на чертеже сварного соединения нужно связать его с файлом спецификации. Открываем спецификацию, вызываем окно Управление сборкой →жмем «+» Подключить документ и добавляем ссылку на сборочный чертеж .
Чертежи: требования ГОСТ
Сварка, обозначение на чертеже ГОСТ, где есть одинаковые составные элементы одной детали, которые были сварены швами одинакового типа, могут быть обозначены в качестве линий-выносок. Обозначение швов может быть только у какой-то одной части детали, наиболее оптимальным вариантом является изображение, рядом с которым находится линия – выноска.
Некоторые сварочные швы могут на чертеже не отмечаться линиями – выносками, а указываться в качестве сварочных пояснений в технических требованиях и записках к чертежу. Обозначение сварочного шва на чертеже – обязательное условие, это находится в техническом требовании, оно должно содержать информацию о типе , размерах деталей и их конструктивных особенностях, расположениях сварочных швов в поперечном сечении.
Ко всем швам или группе швов на чертеже приводится одинаковый ряд требований, который должен располагаться либо в таблице, либо в техническом описании.
Сварка (обозначение на чертеже ГОСТ) должна полностью соответствовать всем установленным требованиям. Грамотно составленный чертеж – это залог быстрой и эффективной работы сварщиков. Чертеж, который выполнен не в соответствии с требованиями ГОСТ, не будет принят органами.
Грамотно составленный чертеж – это залог быстрой и эффективной работы сварщиков. Чертеж, который выполнен не в соответствии с требованиями ГОСТ, не будет принят органами.
Базы кодов
Источники
- https://intehstroy-spb.ru/spravochnik/oboznachenie-svarnyh-shvov.html
- http://protect.gost.ru/document.aspx?control=7&id=161216
- https://BurForum.ru/svarka/oboznachenie-svarki-na-chertezhah-po-gost.html
- https://rosstandart.msk.ru/gost/001.025.160.040/gost-14771-76/
- http://metall4all.ru/gost/gost-14771-76/
- http://ecat.simbexpert.ru/Index2/1/4294850/4294850476.htm
[свернуть]
контактная сварка обозначение на чертеже – Сертификация и обучение на Svarka.guru
Конструктивные элементы
Обозначение сварного контактного соединения на чертежах.
Государственная стандартизация подробно описывает аналогичные элементы с указанием допустимых размеров и обозначений:
- кромки — это края детали, которые соединяются во время сварки;
- зазоры — расстояние между кромками, обозначаются литерой b;
- притупление — нескошенный торец кромки, c;
- угол скоса — это острый угол между кромкой и торцом, β;
- аналогичный параметр между скошенными кромками — угол разделки, a;
- ширина шовного соединения на чертеже обозначается буквой e;
- катет шва — литера k;
- толщина — обозначается t у стыкового и α углового шва.
Все конструктивные элементы сварочных соединений в справочниках именуются как геометрические параметры, полный перечень размеров и их обозначений приводится в ГОСТ 15878-79 КТ-5.
Нахлестка
Такой вид соединения часто применяют при точечной контактного вида сварке, если применять другую технологию, то получим большой расход материала и рабочего времени, а шов придётся проваривать с каждой стороны. Разделка кромок не производится, но они аккуратно обрезаются, чтобы исключить появление заусенцев при механическом разделении или наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны основные виды контактных методик сварки, а также другие методы, некоторые из которых мы рассмотрим подробнее.
Точечная
Этот сварки методом небольшого по размерам контакта применяется во многих сферах человеческой деятельности: от строительства и до производства самолётов и ракет. Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Принцип действия аппаратов точечной сварки предельно прост — металл в месте соединения мгновенно разогревается до температуры плавления с одновременным сильным сжатием с обеих сторон в результате получается прочный и эстетичный шов, выдерживающий любые нагрузки и колебания. Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Рельефная
Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда необходимо соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а наиболее распространённой считается соединение листов внахлёст, которое осуществляется с помощью рельефов разной конфигурации. Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.
Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.
Во время применения рельефной методики происходит пластическая деформация свариваемого материала, что характерно для условий, способствующих формировке надёжного соединения, после окончательного затвердевания.
Шовная
Применяется для создания прямых и непрерывных швов — машина создаёт серию точек, на которые впоследствии накладываются аналогичные точки. В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
- Непрерывный вариант. Создаётся ровный шов при постоянном механическом воздействии роликов на соединяемые поверхности и непрерывной подаче электрического потенциала. Такие аппараты работают весьма эффективно, но склонны к перегреву, а ролики из-за высоких нагрузок быстро выходят из строя — стираются контактные поверхности. Требуется предварительная обработка соединяемых деталей.
- При шаговом методе роликовый механизм постоянно контактирует с поверхностью сварки и давит на деталь, которая перемещается прерывисто, что позволяет избежать негативного воздействия перегрева и последующей деформации.
- Прерывистая линия характерна использованием пульсирующих импульсов. Заготовка находится в постоянном движении между двумя прижимными роликами, а точки постоянно перекрывают друг друга образуя герметичный шов..
Третий вариант используется чаще и пользуется большей популярностью, чем два предыдущих.
Конденсаторная
ГОСТ на конденсаторную сварку легко можно найти в перечне соответствующих документов, а аналогичная технология была разработана ещё в начале прошлого века и за время использования не претерпела существенных изменений, зарекомендовав себя надёжным и простым способом соединения металлов. Сварочный агрегат имеет простую конструкцию, на электросеть оказывается небольшая нагрузка, а производительность при этом довольно высокая.
Суть процесса схожа с контактной сваркой, только здесь подача тока происходит импульсно и мощно, для чего используются мощные конденсаторы, отличающиеся большой ёмкостью.
Схематическое изображение конденсаторной сварки.
Виды сварки, устанавливаемые ГОСТ 15878-79
Контактная сварка по способам создания неразъемных соединений в указанном стандарте разделяется на такие виды:
- Точечную.
- Рельефную.
- Шовную.
Принципиально первый способ подразумевает создание сварного соединения в точке, на которую воздействует торец стержневого электрода. Он передает сдавливающее усилие и электрический заряд. Диаметр литого ядра в точке напрямую зависит от рабочего диаметра стержня. При этом в процессе могут участвовать одновременно несколько электродов для создания множества отдельных точек (например: изготовление арматурных сеток).
Основное отличие рельефной контактной сварки от предыдущей заключается в том, что размер литого ядра зависит от параметров выступов (рельефов) на свариваемых деталях.
Рельефы создают в процессе заготовительных операций.
Наличие дополнительной технологической операции сужает область применения такого способа сварки.
По своей форме (вид сверху) рельефы могут быть:
- круглыми;
- удлиненными;
- кольцевыми.
При этом стандарт оговаривает, что при обоих способах сварки точки могут быть расположены:
- в виде цепочки (однорядный и многорядный вариант). При этом осевые линии точек совпадают и (или) идут параллельно друг другу;
- в шахматном порядке (многорядный вариант). Когда осевые линии точек в плане имеют сдвиг относительно друг друга на определенный шаг.
В шовной сварке цепочка из отдельных точек, перекрывающих друг друга, создается не отдельными стержнями, а вращающимися дисками. Механизм протекания процесса аналогичен описанному выше, однако, непрерывный шов позволяет повысить прочностные характеристики и герметичность шва.
Эти важные преимущества используют при изготовлении конструкций, к которым предъявляют повышенные требования. Стандарт относит их к категории А. Например: сосуды под давлением, пролеты мостов, арматура для ответственных железобетонных конструкций.
К категории Б отнесены остальные группы сварных соединений.
Принятие решения об отнесении соединения к каждой из групп происходит на стадии проектирования. При этом также учитывают степень технологичности процесса.
Обозначение на чертежах
Сварщик должен читать чертёж, как говорится с листа — от этого зависит правильное выполнение сварочных работ. Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, например:
- сплошная линия — это видимый шов;
- пунктир — это невидимая часть шва;
- контуры с указанием числа — это многослойные конструкции.
Выносные стрелки указывают точное место проведения сварочных работ, а тип сварки указывается буквенными символами, например, контактная сварка ГОСТ 15878-79 на чертежах обозначается так — Кт или КТ.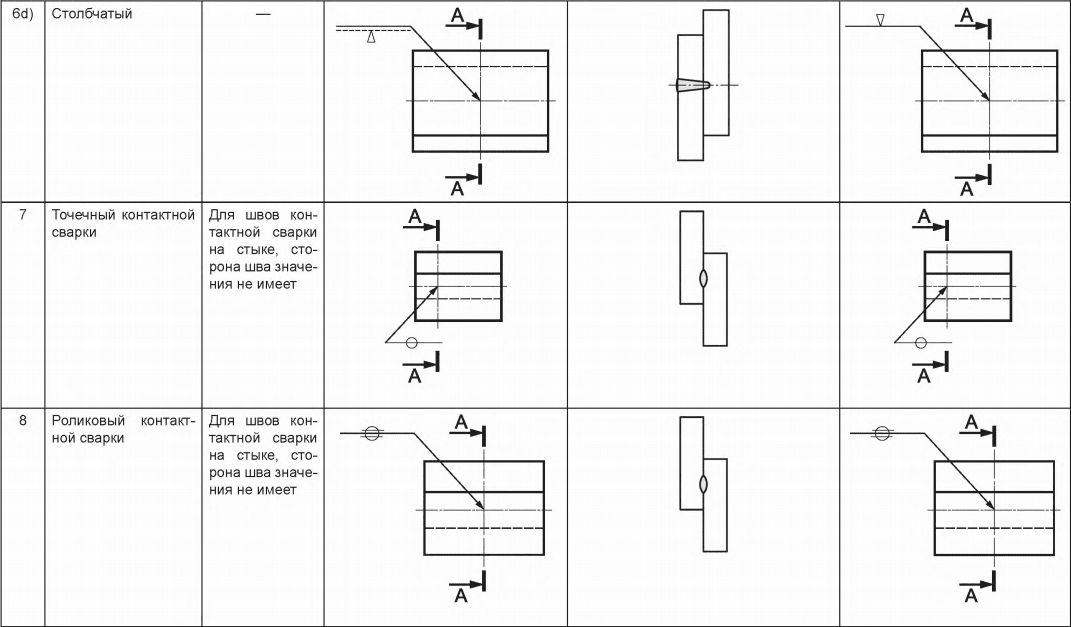 Кроме этого, применяются обозначения, указанные в таблице:
Кроме этого, применяются обозначения, указанные в таблице:
| Сварной угол | Литера | Дополнительные сведения |
| Стыковой | С | тип шва плюс тип сварки |
| Угловой | У | шов + катет угла + точка шва + тип сварки |
| Тавровый | Е | шов + катет угла + тип сварки |
| Внахлёст | Н | диаметр сварной точки, ширина сварки роликового пита |
И. Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».
Инструкция по проведению конденсаторной сварки
Перед началом работы необходимо изучить основные этапы работы, ознакомиться с техникой безопасности.
Меры предосторожности
При работе с конденсаторным сварочным оборудованием соблюдают следующие правила:
- Не используют незаземленные устройства.
- Перед началом работы проверяют состояние корпуса прибора. Если он поврежден, повышается риск получения электротравмы.
- Работают с устройством можно только сухими руками. На наличие влаги стоит проверить и окружающее мастера пространство.
- Проверяют наличие на сварочном посту кнопки аварийного отключения.
- Перед началом работы встают на диэлектрический коврик, надевают специальный костюм. Варить в одежде из синтетических тканей запрещено.
- При смене стержня или установке деталей используют очки и рукавицы, защищающие от теплового воздействия.
- Рабочую зону огораживают экраном. Это предотвращает возникновение пожара при образовании отскакивающих искр и брызг.
- Сварочный аппарат не устанавливают возле легковоспламеняющихся жидкостей и материалов.
- При работе в закрытых помещениях обеспечивают постоянное проветривание.
- При появлении каких-либо проблем сварку приостанавливают, оборудование отключают от сети.
Рекомендуем к прочтению Информация о сварке с помощью трения
Конденсаторная сварка – это быстрый способ качественно соединить две металлические детали.

На общем примере
Алгоритм действий при конденсаторной сварке включает в себя следующие этапы:
- Подготовку соединяемых деталей. Удаляют следы коррозии и пыль, обезжиривают поверхности.
- Сопоставление заготовок. Элементы прочно фиксируют в выбранном положении.
- Размещение деталей между стержнями.
- Подведение контактов.
- Запуск сварочной установки, подачу кратковременного импульса нужной мощности.
- Возврат электродов в исходное положение.
- Извлечение деталей, оценку качества сварного соединения.
При необходимости в процессе сварки положение элементов меняют, продолжают работу тем же способом.
Работа со шпильками
Привариваемый элемент устанавливают между стержнями. Подносят шпильку к основной детали, настраивают аппарат. После подачи импульса ножка крепежного элемента расплавляется вместе с поверхностью основания. После остывания металла получается долговечный шов.
Приварка шпилек считается в сварочном деле одним из самых трудоемких и сложных процессов.

Приварка гаек
Для присоединения крепежа к листовому металлу подают мощный импульс длительностью до 5 миллисекунд. Нижняя часть гайки плавится вместе с основанием. Крепеж вдавливают в расплав сварочным пистолетом. Получается прочное соединение. Метод подходит для приваривания крепежа к листам толщиной более 5 мм.
Трубы стальные бесшовные, пригодные для сварки или нарезания резьбы ГОСТ 3262 10
Основные параметры
| Продукт | Применение продукта | Трубы стальные бесшовные | подходит для сварки или нарезания резьбы |
|---|---|
| Стандарт | ГОСТ |
| Размерный стандарт |
|
| ТДК |
|
| Марка стали |
|
| Поверхностное покрытие | Без покрытия |
| Размеры | 9,8 x 2,0 – 113,1 x 5,40 мм [1/8 – 4 NPS] [6 – 100 DN] |
| Таблица размеров |
| Key: | ||||||||||||||||||||||||||||
cold drawn | ||||||||||||||||||||||||||||
hot rolled | ||||||||||||||||||||||||||||
Размер | Nominal | Light serie – Type L2 | Light serie – Type L1 | Light serie – Type L | Средняя серия (м)) | Тяжелая серия (H) | ||||||||||||||||||||||
за пределами | за пределами | |||||||||||||||||||||||||||
. | Толщина стенки | Вес | наружный | Толщина стенки | 0 Вес | внешний | Толщина стенки | 0 Вес | снаружи | Толщина стенки | Weight | outside | Wall thickness | Height | ||||||||||||||
[mm] | [ мм] | [mm] | [mm] | [mm] | ||||||||||||||||||||||||
Nominal | DN | [мм] | макс. | мин. | [мм] | [кг/м] | макс. | мин. Макс. | мин. Макс. | мин. | [мм] | [кг/м] | макс. | мин. | [мм] | [кг/м] | ||||||||||||
3/4 | .20 | 26,9 | 26,9 | 26,4 | 2,3 | 1,38 | 27,1 | 26,4 | 2,3 | 1,39 | 27,1 | 26,4 | 2,3 | 1,39 | 27,3 | 26,5 | 2,6 | 1,58 | 27,3 | 26,5 | 3,2 | 1,90 | ||||||
1 | 25 | 33,7 | 33,8 | 33,2 | 2,6 | 1,98 | 34,0 | 33,2 | 2,9 | 9039 9 0,805370053333,2 | 2,90 | 2,20 | 34,2 | 33,3 | 3,25 | 2,44 | 34,2 | 33,3 | 4,05 | 2,97 | ||||||||
1 1/4 | 32 | 42,4 | 42,5 | 41,9 | 2,6 | 2,54 | 42,7 | 41,9 | 2,9 | 2,82 | 42,7 | 41,9 | 2,90 | 2,82 | 42,9 | 42,0 | 3,250083 | 3,14 | 42,9 | 42,0 | 4,05 | 3,84 | ||||||
1 1/2 | 40 | 48,3 | 48,4 | 47,8 | 2,9 | 3,23 | 48,6 | 47,8 | 2,9 | 3,24 | 48,6 | 47,8 | 2,90 | 3,25 | 48,8 | 47,9 | 3,25 | 3,61 | 48,8 | 47, | 47, | 47, | 47, | 47, | 47, | 47, | 47, | . |
2 | 50 | 60,3 | 60,2 | 59,6 | 2,9 | 4,08 | 60,7 | 59,6 | 3,2 | 4,49 | 60,7 | 59,6 | 3,2 | 4,51 | 60,8 | 59,7 | 3,65 | 5,1 | 60,8 | 59,7 | 4,50 | 6 17 | ||||||
2 1/2 | 65 | 76,1 | 76,0 | 75,2 | 3,2 | 5,71 | 76,3 | 75,2 | 3,2 | 0,107380 0,1708076,0 | 75,2 | 3,2 | 5,71 | 76,6 | 75,3 | 3,65 | 6 51 | 6 51 | 6 51 | 6 51 | 6,51 | 6,51 | 6,51 | . 4,50 | 7,90 | |||
3 | 80 | 88,9 | 88,7 | 87,9 | 3,2 | 6,72 | 89,4 | 87,9 | 3,6 | 88,7 | 87,9 | 3,2 | 6,72 | 89,5 | 88,0 | 4,05 | 8,47 | 89,5 | 88,0 | 5,0 | 10,31 | |||||||
3 1/2 | 90 | 101,6 | 101,2 | 100,3 | 3,6 | 9,22 | ||||||||||||||||||||||
4 | 100 | 100 | 100 | 100 |
|
| . | 113,9 | 113,0 | 3,6 | 9,75 | 114,9 | 113,0 | 4,0 1008 | 1000 | 113,9 | 113,0 | 4,0 | 9,83 | 115,0 | 113,1 | 4,50 | 12,10 | 115,0 | 113,1 | 5,40 | 14,40 | |
 0072 диаметр
0072 диаметр 


Химический состав
Запросить цену| С | Си | Мн | Р | С | Кр | Ni | |
|---|---|---|---|---|---|---|---|
| мин | 0,07 | 0,17 | 0,35 | 0 | |||
макс. | 0,14 | 0,37 | 0,65 | 0,15 |
| Пн | Медь | Ал | В | Ти | № | Сн | |
|---|---|---|---|---|---|---|---|
| мин | |||||||
| макс. |
Механические свойства
| Re (МПа) | Re (фунтов на квадратный дюйм) | об/мин (МПа) | Рм (фунтов на квадратный дюйм) | А (%) | |
|---|---|---|---|---|---|
| мин | 205 | 330 | 0 | 31 | |
макс.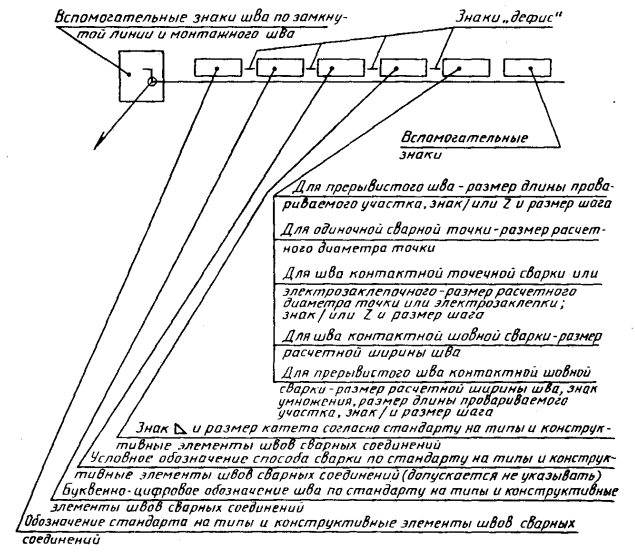 | – | – | 0 | – | – |
+421 48 6451111
Спросите цитату
Steel 45L / Evek
Steel 08Л
Steel 15L
Steel 20L
Steel 25L
Steel 30L
Steel 35L
Steel 40L
Steel 45L
Steel 50L
Designation
| Имя | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | 45Л |
| Обозначение ГОСТ Латиница | 45л |
| Транслитерация | 45л |
| По химическим элементам | 45 |
Описание
Сталь 45Л применяется : для изготовления отливок рабочих органов на изнашивание; станины машин, шестерни и зубчатые венцы, тормозные диски, муфты сцепления, картеры, ролики, звездочки и другие детали, к которым предъявляются требования высокой прочности и высокой износостойкости при статических и динамических нагрузках; литье деталей горно-металлургического оборудования; литье по выплавляемым моделям для авиационной промышленности I группа — нагруженные изделия с особыми требованиями по плотности и механическим свойствам: высоконагруженные кронштейны, герметичные корпуса, каркасы гироскопов, стабилизаторов и т. д. и II группа — ненагруженные и малонагруженные детали, кольца, фланцы, фитинги, негерметичные приборные шкафы и т. д.
д. и II группа — ненагруженные и малонагруженные детали, кольца, фланцы, фитинги, негерметичные приборные шкафы и т. д.
Стандарты
| Наименование | Код | Стандарты |
|---|---|---|
| Отливки со специальными свойствами (чугун и сталь) | В83 | 81-033:2009, ТУ 4112-78269737-008-05 |
| Стальные отливки | В82 | ГОСТ 977-88, ОСТ 24.920.01-80, ОСТ 3-4365-79, ОСТ 1 80059-83, ОСТ 5Р.9285-95, ТУ 108.11.352-87, ТУ 108-23.45-88 |
| Твердые сплавы, металлокерамические изделия и металлический порошок | В56 | ОСТ 107.750001.001-91 |
| Классификация, номенклатура и общие правила | В20 | ОСТ 84-218-85 |
| Сварка и резка металлов. Пайка, клепка | В05 | 108.020.122-78 |
Химический состав
| Стандарт | С | С | Р | Мн | Си | Фе |
|---|---|---|---|---|---|---|
| 81-033:2009 | 0,42-0,5 | ≤0,04 | ≤0,04 | 0,45-0,9 | 0,2-0,52 | Остальное |
Fe является основой.
Массовая доля содержания S и P указана для 1 группы отливок из основной стали. Содержание серы и фосфора в отливках групп 2 и 3, в кислой и основной мартеновской стали – см. табл. 4а по ГОСТ 977-88.
Механические свойства
| Сечение, мм | t отпускания, °С | с Т |с 0,2 , МПа | σ U , МПа | д | г, % | KCU, кДж/м 2 | НВ, МПа | HRc |
|---|---|---|---|---|---|---|---|---|
| Отливка сечением 100 мм Закалка в масло от 830 °С | ||||||||
| – | 200 | – | ≥1810 | – | – | – | ≥550 | – |
| Закалка HDTV + низкий отпуск, охлаждение в воде | ||||||||
| – | – | – | – | – | – | – | – | 42-56 |
| Отливка сечением 100 мм Закалка в масло от 830 °С | ||||||||
| – | 300 | – | ≥1670 | ≥2 | ≥3 | – | ≥500 | – |
| Нормализация при 860-880 °С + отпуск при 630-650 °С | ||||||||
| – | – | ≥290 | ≥520 | ≥10 | ≥18 | ≥240 | 148-217 | – |
| Сечение отливки 100 мм Закалка в масло от 830 °С | ||||||||
| – | 400 | – | ≥1390 | ≥4 | ≥9 | – | ≥450 | – |
Отливки для судостроения. Нормализация при 860-890°С + отпуск при 630-670°С, охлаждение на воздухе Нормализация при 860-890°С + отпуск при 630-670°С, охлаждение на воздухе | ||||||||
| – | – | ≥320 | ≥550 | ≥12 | ≥20 | ≥300 | 153-183 | – |
| Литье. Закалка на воздухе, 860-880°С + отпуск при 600-630°С, охлаждение на воздухе | ||||||||
| 100 | – | ≥392 | ≥589 | ≥10 | ≥20 | ≥245 | – | – |
| Литье. Нормализация при 860-880°С + отпуск при 600-630°С, охлаждение на воздухе | ||||||||
| 100 | – | ≥314 | ≥540 | ≥12 | ≥20 | ≥294 | 143-241 | – |
Описание механических меток
| Имя | Описание |
|---|---|
| с Т | с 0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2% |
| σ У | Предел кратковременной прочности |
| д | Удлинение после разрыва |
| у | Относительное сужение |
| ККУ | Прочность |
| НВ | Число твердости по Бринеллю |
| HRc | Твердость по Роквеллу (индентор алмазный сфероконический) |
Физические характеристики
| Температура | р, кг/м 3 | л, Вт/(м·°С) | а, 10 -6 1/°С | С, Дж/(кг·°С) |
|---|---|---|---|---|
| 0 | 7800 | – | – | – |
| 20 | 7800 | – | – | – |
| 100 | – | 68 | 116 | 470 |
| 200 | – | 55 | – | 470 |
| 400 | – | 36 | – | 483 |
| 500 | – | 32 | – | – |
| 300 | – | – | 116 | – |
| 600 | – | – | – | 525 |
| 800 | – | – | – | 571 |
Описание физических символов
| Наименование | Описание |
|---|---|
| Е | Нормальный модуль упругости |
| Г | Модуль упругости при сдвиге и кручении |
| р | Плотность |
| л | Коэффициент теплопроводности |
| С | Удельная теплоемкость |
Технологические свойства
| Наименование | Значение |
|---|---|
| Свариваемость | Сложная свариваемость.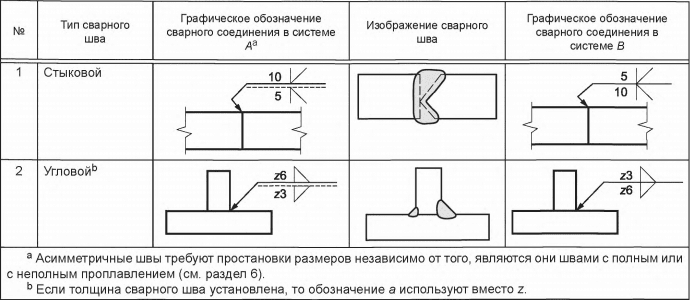 Метод сварки: SMAW. Требует подогрева перед сваркой и последующей термической обработки. Метод сварки: SMAW. Требует подогрева перед сваркой и последующей термической обработки. |
| Склонность к отпускной хрупкости | Нет. |
| Чувствительность к флоку | не чувствителен. |
| Обрабатываемость | В отожженном состоянии при 200 Кн НВ Тв.упр.=1,1 Кн б.ст.=0,7. |
| Дефекты сварки | Заварку дефектов отливок после резки проводят с предварительным и сопутствующим подогревом до 150-200 °С. для полуавтоматической сварки в среде углекислого газа применяют сварочную проволоку СВ-08Г2С диаметром 2 мм на силе тока 380-420 А. Заварку дефектов ручной сваркой выполняют электродами типа Э50А (ГОСТ 9).467) марки УОНИ-13/55. Перед механизированной заваркой крупных дефектов кромок образцов рекомендуется покрыть электродами этих марок. Толщина облицовочного слоя 8-10 мм. После сварки следует медленное охлаждение со скоростью 50 °С/ч. |
Сертификат ГОСТ // Сертификация для стран ЕАЭС
Термин Сертификат ГОСТ в переводе на немецкий означает Сертификат соответствия и подтверждает, что продукция соответствует стандартам Системы сертификации ГОСТ. Сертификат ГОСТ является официальным подтверждением того, что сертифицированная продукция соответствует российским требованиям качества и безопасности.
Сертификат ГОСТ является официальным подтверждением того, что сертифицированная продукция соответствует российским требованиям качества и безопасности.
Стандарты ГОСТ были приняты в России с советских времен. Таким образом, сертификация ГОСТ до сих пор считается доказательством соответствия и является обязательной для многих групп продуктов. После вступления в силу решения государств Евразийского экономического союза (России, Белоруссии, Казахстана, Армении и Кыргызстана) о гармонизации национальных норм безопасности отдельные национальные нормы безопасности были отменены, а Технический регламент Евразийского экономического союза (ТР ТС ) были введены.
Применение сертификации ГОСТ
Новые методы оценки соответствия EAC были внедрены с введением нового Технического регламента. Текущие методы оценки соответствия EAC в Евразийском экономическом союзе включают сертификацию EAC, декларацию EAC и другие одобрения EAC.
За обозначением ГОСТ указывается номер соответствующего стандарта, например :
- ГОСТ 1497 84 Металлы.
 Метод испытания на растяжение
Метод испытания на растяжение - ГОСТ 54328 2011 Стоматология
Соответствие требованиям соответствующих ГОСТов подтверждается Сертификатом ГОСТ или Декларацией ГОСТ. В этом случае товар можно без проблем вывезти в Россию.
Следующие группы товаров подлежат сертификации ГОСТ C :
- Трубы и детали трубопроводов
- Стальные тросы и металлические изделия
- Паровые котлы и отопительные котлы
- Конвейерные ленты и горнодобывающее оборудование
- Изделия из дерева и упаковка
- Спортивные и спасательные шлюпки
- Электрооборудование и силовые кабели
- Системы кондиционирования воздуха и блоки кондиционирования воздуха
- Пищевые продукты и химикаты
- Косметика и средства личной гигиены
- Спортивное и охотничье оружие
Процесс сертификации ГОСТ
Процесс сертификации ГОСТ состоит из следующих этапов :
- Заявка
- Обзор документации
- Классификация продукта
- Отбор образцов продукции
- Тестирование и анализ
- Выдача сертификата ГОСТ
- Надзор за сертифицированной продукцией
Сертификат ГОСТ для России
В России правила сертификации распространяются на большинство товаров, находящихся в обращении. Существует более 100 товарных групп, которые подлежат сертификации ГОСТ и декларированию ГОСТ в соответствии с законодательством Российской Федерации. В этих группах продуктов перечислены различные продукты, которые также подлежат сертификации ГОСТ. К ним относятся сталь и металлопродукция, приборы и оборудование, машины и производственные установки.
Существует более 100 товарных групп, которые подлежат сертификации ГОСТ и декларированию ГОСТ в соответствии с законодательством Российской Федерации. В этих группах продуктов перечислены различные продукты, которые также подлежат сертификации ГОСТ. К ним относятся сталь и металлопродукция, приборы и оборудование, машины и производственные установки.
Для успешной и бесперебойной экспортной деятельности сертификация EAC или сертификация ГОСТ неизбежна. Сертификат ЕАС или Декларация ЕАС выдается органом по сертификации, расположенным и аккредитованным в России или в Евразийском экономическом союзе. Сертификация ГОСТ, как и сертификация ЕАС, требует наличия российского или евразийского юридического лица в качестве заявителя. Сертификат ГОСТ может быть оформлен как на единичную поставку, так и на серийное производство.
Декларация ГОСТ для России
Отличие Сертификата ГОСТ от Декларации ГОСТ заключается в порядке подачи заявки. Кроме того, процесс декларации ГОСТ имеет другое определение в юридическом смысле, чем процесс сертификации ГОСТ.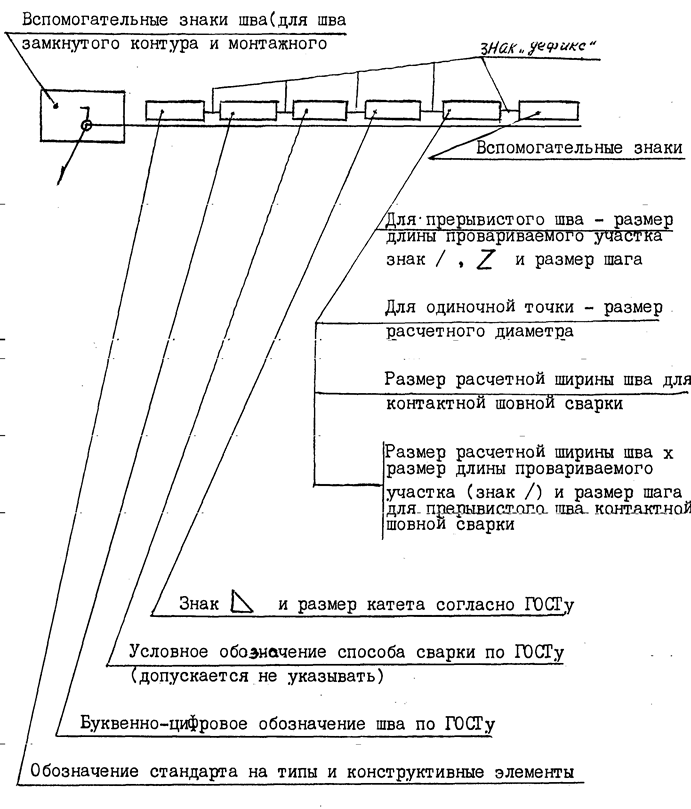 Декларацию ГОСТ можно сравнить с Декларацией соответствия СЕ.
Декларацию ГОСТ можно сравнить с Декларацией соответствия СЕ.
Декларирование товаров по ГОСТу требуется по закону и постоянно контролируется. Как правило, декларируются различные продукты питания, товары народного потребления, мебель, одежда и обувь. Порядок декларирования ГОСТ постоянно изменяется современным Техническим регламентом Таможенного союза.
Сертификация ГОСТ и Декларация ГОСТ различаются по нескольким критериям :
- Заявление производителя или подрядчика
- Оформление сертификатов соответствия
- Срок действия разрешительных документов
- Необходимость внешнего наблюдения
- Классификация продуктов
- Необходимость инспекционного контроля
- Методы оценки соответствия
- Обеспечение качества продукции
Содержание сертификата ГОСТ
Сертификат ГОСТ содержит подробную информацию о производителе и продукте. Обычно желтая бумага используется для обязательной сертификации ГОСТ, а синяя бумага используется для добровольной сертификации ГОСТ.
В сертификате ГОСТ должна быть указана следующая информация :
- Регистрационный номер сертификата ГОСТ
- Технический код или ГОСТ
- Подробное описание продукта
- Срок действия сертификата ГОСТ
- Сведения о производителе
- Центр сертификации
- Разрешительные документы
- Код ТН ВЭД
Номер сертификата ГОСТ
Каждый сертификат ГОСТ имеет уникальный номер сертификата и зарегистрирован в реестре сертификации Российского лицензирующего органа.
Например, : POCC_DE_XXXX_A/B_XXXX
- POCC – Россия
- DE – Германия
- ХХХХ — Центр сертификации
- A – Сертификация ГОСТ для пакетной поставки
- B – Сертификация ГОСТ для серийной поставки
- ХХХХ – Сертификат ГОСТ №
Необходимые документы для сертификации ГОСТ
На всю продукцию, подлежащую сертификации ГОСТ, распространяется Постановление N9Постановление Правительства РФ от 01. 12.2009 № 82. Перечень товаров, подлежащих сертификации, содержит более 100 товарных групп, и сертификация обязательна для всех этих товарных групп. Для реализации Сертификата ГОСТ или Декларации ГОСТ необходимы информация, документы и сопроводительные документы, указанные ниже. Сопроводительные документы обычно составляются на русском языке.
12.2009 № 82. Перечень товаров, подлежащих сертификации, содержит более 100 товарных групп, и сертификация обязательна для всех этих товарных групп. Для реализации Сертификата ГОСТ или Декларации ГОСТ необходимы информация, документы и сопроводительные документы, указанные ниже. Сопроводительные документы обычно составляются на русском языке.
Для успешной подготовки Сертификата необходимы следующие документы :
- Подробное описание продукта
- Подробное описание области применения
- Информация о производителе и импортере
- Информация об упаковке и сборке
- Руководства по эксплуатации и техническому обслуживанию
- Инструкции по установке и брошюры с инструкциями
- Внутренние или внешние записи испытаний
- Счет-фактура или счет-проформа
- Контракт с торговым партнером
- Спецификации контракта
- Рентгенологическое исследование
- Схемы и сертификаты сварки
- Оценка безопасности/анализ рисков
- Матрица сертификации для сертификации ГОСТ
- Руководство по эксплуатации для сертификации ГОСТ
- Оценка безопасности для сертификации ГОСТ
- Расчет прочности для сертификации ГОСТ
- Паспорта безопасности для сертификации ГОСТ
- Оценка опасности воспламенения EAC для сертификации ГОСТ
- Протоколы приемки и отчеты об испытаниях
- Паспорт сосуда под давлением для сертификации ГОСТ
- Технический паспорт по ГОСТ
- Чертежи для сертификации ГОСТ
- Сертификаты на материалы и компоненты
- Существующие сертификаты (например, EAC, ГОСТ, ISO)
- Сертификаты на систему менеджмента качества
- Подтверждение квалификации персонала
- Техническая документация ГОСТ
- Протоколы проверки материалов
- Номер таможенного тарифа
Могут потребоваться другие записи и документы. Это будет проверяться на основе конкретного продукта.
Это будет проверяться на основе конкретного продукта.
Типы сертификатов ГОСТ
В России, странах СНГ и странах ЕАЭС существует несколько типов сертификатов ГОСТ и деклараций ГОСТ.
1. Добровольная сертификация ГОСТ
Добровольная сертификация ГОСТ обычно проводится как дополнительное подтверждение качества. Добровольно сертифицированная продукция также может маркироваться знаком ЕАС, знаком ТР и знаком ГОСТ.
2. Обязательная сертификация ГОСТ
Обязательная сертификация ГОСТ требуется по закону и строго контролируется. Обязательная сертификация ГОСТ предусмотрена для продукции с повышенными требованиями безопасности. Продукция, сертифицированная в соответствии со стандартами ГОСТ, должна быть снабжена знаком ЕАС или знаком ГОСТ.
3. ГОСТ Сертификация серийного производства
ГОСТ Сертификация обычно проводится на срок от 1 до 3 лет для серийных поставок продукции. Кроме того, есть возможность сделать ГОСТ Сертификацию товара для партийной поставки.
4. Сертификация ГОСТ для пакетных поставок
Сертификация ГОСТ, аналогичная сертификации ЕАС и сертификации ТР ТС, также возможна для индивидуальных поставок (партийных поставок). В случае прохождения сертификации ГОСТ сроком менее одного года проверка соответствия проводится на основании образцов продукции.
Сертификат пожарной безопасности ГОСТ
Ряд групп товаров, таких как строительные материалы или напольные покрытия, подлежат сертификации пожарной безопасности ГОСТ. Сертификат ГОСТ является государственным подтверждением того, что сертифицированная продукция соответствует стандартам ГОСТ. Должна быть обеспечена безопасность грузов с точки зрения огнестойкости. Сертификат ГОСТ позволяет производителю экспортировать сертифицированную продукцию в Россию и страны ЕАЭС.
Кроме того, возможна выдача Сертификата пожарной безопасности ЕАС для всех государств-членов ЕАЭС, включая Россию. В России требования к противопожарным изделиям регулируются Положением N241. В государствах ЕАЭС требования безопасности к средствам противопожарной защиты и пожаротушения указаны в Техническом регламенте Таможенного союза ТР ЕАЭС 043/2017 по сертификации пожарной безопасности.
В государствах ЕАЭС требования безопасности к средствам противопожарной защиты и пожаротушения указаны в Техническом регламенте Таможенного союза ТР ЕАЭС 043/2017 по сертификации пожарной безопасности.
Гигиенический ГОСТ
Гигиенический ГОСТ является государственным подтверждением соответствия сертифицированной продукции гигиеническим регламентам России и Техническим регламентам (ТР ТС/ТР ЕАЭС) Евразийского экономического союза. И импортер, и производитель могут подать заявку на регистрацию SGR. СГР СГР одинаково действует во всех странах Евразийского экономического союза.
Методические указания по ГОСТ Сертификации
После реформирования ГОСТ Сертификации и национальных нормативных актов по оценке соответствия ТР ТС и гармонизации Технических регламентов 18 июля 2010 г. нормативы соответствия и требования безопасности отдельных государств ЕАЭС были заменены Руководящими принципами ТР ТС. В Евразийском экономическом союзе Сертификация ЕАС и Декларация ЕАС были введены в качестве нового метода оценки соответствия ЕАС.
Сертификат ГОСТ для Казахстана
Большая часть экспорта в Казахстан подлежит сертификации EAC. В ряде случаев продукция сертифицирована по ГОСТ-К. Это происходит при отсутствии соответствующего свода правил ТР ТС по конкретной товарной группе. Система сертификации ГОСТ-К – это казахстанская система сертификации, основанная на советской системе сертификации ГОСТ. Сертификация ГОСТ производится на срок от 1 до 3 лет для серийного производства. Сертификация ГОСТ также может быть выполнена для серийных поставок.
При сертификации ГОСТ проверка соответствия ГОСТ проводится на основе образцов продукции. В ходе этого процесса образцы проверяются и проверяются на соответствие казахстанским стандартам ГОСТ-К. При успешном прохождении испытаний выдается Сертификат ГОСТ. После истечения срока действия Сертификата или Декларации ГОСТ сертификаты ГОСТ должны быть продлены, если требуется продолжение сертификации ГОСТ.
Сертификат ГОСТ для Беларуси
Экспорт в Беларусь сертифицирован в соответствии с Техническим регламентом Таможенного союза и стандартами ГОСТ-Б.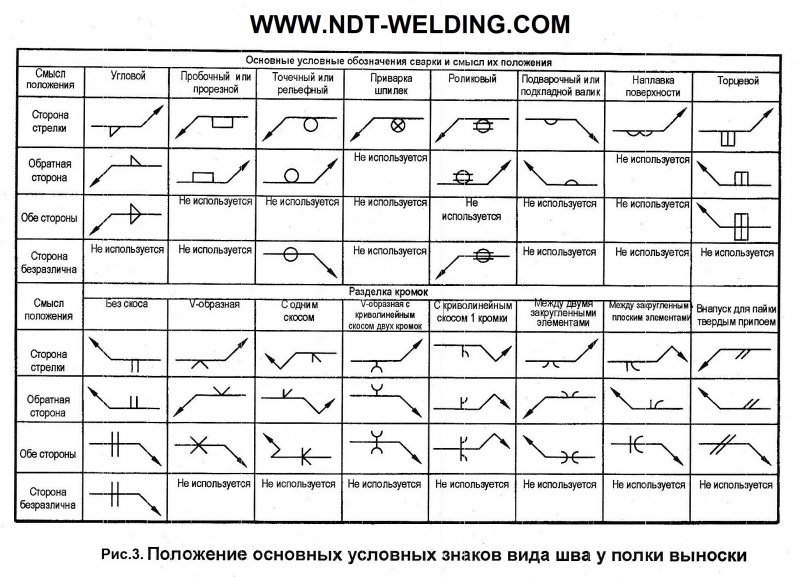 В Беларуси существует ряд продуктов, требующих специального утверждения ГОСТ. Это, например, особые правила для стальных канатов или высоковольтного оборудования. Сертификат ГОСТ для Беларуси действует только в Республике Беларусь. Большинство товаров, экспортируемых в Беларусь, считаются соответствующими стандартам экономического союза ЕАЭС по сертификации ЕАС.
В Беларуси существует ряд продуктов, требующих специального утверждения ГОСТ. Это, например, особые правила для стальных канатов или высоковольтного оборудования. Сертификат ГОСТ для Беларуси действует только в Республике Беларусь. Большинство товаров, экспортируемых в Беларусь, считаются соответствующими стандартам экономического союза ЕАЭС по сертификации ЕАС.
Маркировка ГОСТ
Продукция, сертифицированная и заявленная ГОСТ, маркируется соответствующей маркировкой ГОСТ в России. Маркировка ГОСТ является подтверждением соответствия ГОСТ требованиям безопасности Системы сертификации ГОСТ.
ГОСТ Маркировка продукции, на которую распространяется ГОСТ Сертификация в соответствии со стандартами ГОСТ является обязательным условием доступа на российский рынок. Размещение продукции на рынке без соответствующей маркировки ГОСТ преследуется по закону.
А ГОСТ Маркировка обычно содержит следующую информацию :
- Наименование продукта
- Страна происхождения
- Дата изготовления
- Обозначение ЕАС
- Товарный знак
- Штаб-квартира производителя
- Размеры изделия
- Юридические гарантийные обязательства
- Химический состав
В зависимости от отрасли могут потребоваться дополнительные маркировки ГОСТ.
Уполномоченное представительство по ГОСТ Сертификации
В соответствии с законодательством Российской Федерации предусмотрено, что производитель должен иметь зарегистрированный офис на Единой Экономической Территории государств ЕАЭС для подачи заявки на ГОСТ Сертификацию. Таким образом, для применения и реализации процессов сертификации ГОСТ в России и странах СНГ требуется уполномоченный представитель производителя.
Заявителем, как правило, выступает дистрибьютор производителя из государств ЕАЭС. Необходимо учитывать, что после прохождения сертификации по ГОСТ исключительное право на распространение на весь период сертификации принадлежит только этому дистрибьютору. В таких ситуациях производитель становится зависимым от своего делового партнера. Если вы хотите оставаться независимыми от отдельных дистрибьюторов, мы можем предоставить вам контрактное лицо. С этой задачей могут справиться наши российские офисы в Москве или Новосибирске.
Продолжительность сертификации ГОСТ
Процессы сертификации ГОСТ планируются, рассчитываются и определяются в соответствии с требованиями к продукции и условиями поставки. Подача заявления на сертификат или декларацию ГОСТ обычно занимает от 15 до 25 рабочих дней. Сертификат ГОСТ выдается на единичные поставки и серийное производство на срок от 1 до 3 лет и действует во всех регионах России. Без необходимого сертификата ГОСТ продукция не допускается к пересечению границы России.
Подача заявления на сертификат или декларацию ГОСТ обычно занимает от 15 до 25 рабочих дней. Сертификат ГОСТ выдается на единичные поставки и серийное производство на срок от 1 до 3 лет и действует во всех регионах России. Без необходимого сертификата ГОСТ продукция не допускается к пересечению границы России.
Стоимость сертификации ГОСТ
Стоимость сертификации ГОСТ и декларирования ГОСТ зависит от нескольких факторов, например, положений Директив ГОСТ-Р, количества необходимых испытаний продукции, дизайна и состава товара. Стоимость Сертификата ГОСТ и Декларации ГОСТ зависит от нескольких факторов. Кроме того, необходимо уточнить количество продукции, подлежащей сертификации, и нужны ли дополнительные испытания по ГОСТ, такие как инспекции или Аудиты.
Правовая основа сертификации ГОСТ
Правовая основа сертификации ГОСТ установлена Законом о техническом регламенте от декабря 2002 г. N184-ФС и Положением об утверждении Правил сертификации от декабря 2009 г.