Сварка обратной полярностью инвертором: Сварка инвертором для начинающих: прямая и обратная полярность
alexxlab | 05.08.2019 | 0 | Разное
Прямая и обратная полярность при сварке инвертором
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Существует только два варианта полярности, которые настраиваются перед работой:
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике. Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.

В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.

Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.
- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.
- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки. Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Обратная и прямая полярность при сварке инвертором

Обратная и прямая полярность при сварке
Содержание статьи
Сварка постоянным током, инвертором, имеет ряд неоспоримых преимуществ. Здесь и более стабильная дуга, и аккуратный сварочный шов, и возможность варить в двух режимах, обратной и прямой полярности.Что даёт обратная и прямая полярность при сварке инвертором? Какой режим сварки стоит выбрать, в том или ином случае? Именно об этом и будет рассказано ниже, в данной статье строительного журнала samastroyka.ru.
Обратная и прямая полярность при сварке инвертором
В отличие от сварочного аппарата переменного тока, инвертор умеет работать только на «постоянке». Следовательно, у сварочного инвертора есть «минус» и «плюс» для подключения держателя электрода и кабеля с массой. Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Рассмотрим, что даёт прямая и обратная полярность при сварке инвертором:

Прямая полярность — чтобы перевести инвертор в работу на прямой полярности, нужно держатель с электродом подключить к минусовому разъёму, а кабель массы к плюсовому. В данном случае большая температура будет приходиться не на кончик электрода, а на свариваемую заготовку. Режим сварки на прямой полярности даёт возможность качественно варить толстый металл и хорошо проваривать корень сварного шва.

Обратная полярность — при сварке в обратной полярности инвертор подключается следующим образом: к плюсу подсоединяется держатель с электродом, а к минусу — кабель массы. Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Сварка постоянным током (общие положения)
Сварка на постоянном токе имеет свои отличия. Поэтому купив сварочный инвертор, приготовьтесь привыкать, ведь это не старый трансформаторный аппарат.
")
Чтобы качественно варить инвертором, следует учесть некоторые особенности:
- Используйте прижимные струбцины — из-за особенностей сварки постоянным током (а именно, из-за возникновения в месте подсоединения кабеля с положительным или отрицательным зарядом, микроразряда), струбцина позволит плотно прилегать заготовкам и не повредить их в момент сварки.
- В отличие от сварки на переменном токе, сварка на постоянном, даёт возможность получения более качественного сварочного шва. Здесь нет, как на переменке, таких сильных брызг металла, а сварочный шов получается более ровным и аккуратным.
- Следует учитывать, что анод и катод нагреваются неравномерно, поэтому режим подключения инвертора, влияет на расход электродов. При подключении сварочного инвертора в обратной полярности, расход электродов будет гораздо выше, чем при подключении в прямой.

Прямая полярность при сварке инвертором даёт возможность хорошо прогреть основной металл, чтобы достичь образования нужной сварочной ванны. При обратной полярности, эффект совершенно другой, поэтому данный режим инвертора, предпочтителен для сварки тонких металлов.
Оценить статью и поделиться ссылкой:что это такое, описания и примеры
При осуществлении соединения элементов конструкций сваркой, их монтаже и ремонте одним из вариантов является использование постоянного тока. Немаловажным фактором служит правильная настройка применяемой аппаратуры. Чтобы это осуществить, следует четко понимать, что такое прямая и обратная полярность при сварке.
Выбор зависит от поставленной задачи, которую необходимо решить. Полярность применительно к оборудованию означает один из вариантов его использования. Полярность при сварке влияет на протекание физических процессов во время производственного процесса. При переключении на другой вариант ток начинает течь в ином направлении, и сварка будет осуществляться по-другому. Это понятие во многом имеет отношение к сварке, осуществляемой с инвертором.

Дуговая сварка – режимы полярности
Для соединительных операций сваркой обычно находит применение ток неизменного значения. Имеется возможность выбирать, как будет осуществлена сварка постоянным током – обратной или прямой полярности.
Установка, предполагающая полярность прямую, позволяет качественно сваривать детали, обладающие немалой толщиной. Сварка током обратной полярности помогает избежать такого трудно исправляемого дефекта, как прожег, часто появляющегося, когда сварке подлежат тонкие металлические листы. Режим, предполагающий применение переменного тока, применяют исключительно редко, поскольку производительность прохождения процесса резко снижается.
При сварке ручным методом выбор режима, в частности, заключен в том, что имеется возможность устанавливать разную полярность, подключая соединение и электрод к разным клеммам, находящимся на лицевой стороне аппарата. Обратная полярность при сварке – это следующий способ подключения – электрод к клемме положительной, а детали – к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.

Прямой вариант означает противоположное включение. Тогда интенсивнее электрода начинают плавиться детали соединения, что является преимуществом при сварке толстых элементов конструкции. Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
Три составные части дуги: столб, область анодная и область катодная. При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде – катодным.
Столб – это плазма, разогретая до сверхвысокой температуры. Энергия тепла в дуге выделяется неравномерным образом. Электроны, достигшие анода, отдают ему собственную энергию. На этом месте появляется анодное пятно, разогретое в значительной степени. Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
Полярность при сварке постоянным током имеет два варианта. Это находится в зависимости от способов подключения. Они являются противоположными. Для получения прямого вида к изделию подсоединят “плюс”, а к стержню с обмазкой – “минус”. Для получения обратной делают все противоположным способом.
Если процесс происходит с неизменным током при установке прямого варианта, электрод начинает нагреваться медленнее, чем свариваемый металл. Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым. Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев – высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы.
При распространенном виде процесса – дуговой сварке, существенную роль играют различные параметры, такие как выбранный диаметр электрода, его тип и марка, напряжение на сварной дуге, скорость сварного процесса, положение шва. Одним из самых важных параметров является полярность сварки.

Род тока, который применяется в дуговой сварке, делится на два вида. Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами – прямым и обратным.
Прямой вариант используют, когда предстоит сварка чугунных изделий или требуется глубокий проплав металла. Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Полярность влияет на внешний вид шва – его габариты и конфигурацию. При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
Отличия режимов при сварке
Сварка прямой и обратной полярности обладает существенными различиями. Прямая полярность при сварке обладает нюансами, которые рекомендуется принимать к сведению:
- значительную глубину;
- небольшую ширину шва;
- такие подключения осуществляются для сварки металлических изделий из металла, имеющих толщину не менее трех миллиметров;
- вольфрамовые стержни используют для деталей, изготовленных из цветных металлов;
- стабильность горения дуги;
- быстрая расплавка электродов;
- разбрызгивание увеличивает расход электродов.
Обратный вариант применяют тогда, когда предполагается уменьшить риск появления серьезных дефектов, приводящих к отбраковке. Такой вид также имеет смысл применять, когда сварке подлежат детали, предназначенные для ответственных конструкций. Чтобы предотвратить коробление при значительном нагревании обратный вариант применяют для сварки тонких листов.
Также имеет смысл ее использовать, когда сварке подлежат две стальные детали, обладающие разной степенью легированности. Подобные соединения обладают повышенной чувствительностью к лишнему перегреванию. Обратный способ используют, когда сварка происходит под защитой инертными газами.

Обратная полярность при сварке обладает в свою очередь такими особенностями:
- обратная полярность при сварке постоянным током создает соединение не чересчур глубоким, но зато широким;
- качество будет не таким высоким, если использовать обратный способ при сварке не тонких деталей;
- при обратном варианте нельзя применять виды стержней, обладающих повышенной чувствительностью к перегреванию;
- при снижении силы тока могут возникнуть скачки дуги и, соответственно, снижение прочности соединения.
При подключении аппарата к обычной сети, обеспечивающей ток переменного значения, надо использовать стержни с рутиловой оболочкой вследствие отсутствия у них зависимость от полярности. В этом случае допустимо применение любого варианта.
Что влияет на выбор
Прямая или обратная полярность при сварке выбирается сварщиком в первую очередь в зависимости от поперечных габаритов металла, подлежащего сварке. Когда она является значительной, массу на приборе следует подключать к плюсовой клемме, а электрод – к минусовой. Значительная температура на толстых элементах основательно прогреет металл в рабочей зоне. Это будет способствовать более глубокой величины провара. Сварной шов получится прочным и качественным.
Оправдывать себя будет обратная полярность при сварке тонкостенных металлических изделий. Это объясняется тем, что анодное пятно образуется на электроде, что устраняет угрозу пережога тонких деталей конструкции.
Прямая или обратная полярность в сварке выбираются также в зависимости от вида и типа металла, из которого изготовлены детали будущей конструкции. К примеру, полярность при сварке нержавейки или чугуна для получения надежного соединения должна быть обратной. Такой выбор обусловлен тем, что при этом не происходит перегрева деталей и не происходит образования тугоплавкого шва, которое потребует в дальнейшем особую обработку.
Прямая полярность при сварке применяется, когда предстоит соединять детали из алюминия. При этом пленка, которая покрывает цветной металл, от сильного нагревания расплавляется, и не является больше препятствием для образования правильного шва.
Один из критериев выбора режима – металл, применяемый в качестве покрытия стержня. Электроды, имеющие угольное покрытие, при использовании обратного варианта нагреваются быстро и разрушаются также быстро. Проволока, в которой покрытие отсутствует, хорошо себя проявляет при прямом способе.
Методика сварки должна быть описана в сопроводительной документации на соединение. Также имеются справочники, в которых содержатся необходимые сведения. Опытные сварщики могут руководствоваться своей практикой, чтобы сделать грамотный выбор полярности.
Влияние полярности на сварку
Полярность тока оказывает влияние на такие важные факторы, как глубина проплавления, качество сварного соединения и химический состав получившегося шва. Что сделать правильную установку надо четко понимать, что такое сварка током обратной полярности и что такое сварка током прямой полярности.
Термическими нюансами варианта с обратной установкой являются то, что после того, как произошло зажигание дуги, начинается появление анодного и катодного пятен. Разница температур у них является вполне впечатляющей – до 800°С. Выше температура у анодного пятна. Такое значительное количества тепла является положительным моментом для процесса, основанного на расплавления материалов с целью их дальнейшего соединения. Таким образом, обратная сварка по определению обеспечивает получение лучшего сварного шва.
При сварке с помощью постоянного тока в режиме прямой полярности металл электрода имеет скорость сгорания на 20-40% выше, чем в режиме обратной, что является недостатком метода. При работе с переменным током установка полярности никакой роли не играет. От подключения полюсов зависит форма и размеры сварного шва, что является немаловажным обстоятельством.
Достоинства и недостатки двух методик
Разные виды подключения оказывают различное влияние на процесс сварки. Нюансами сварки обратным током являются:
- тепловая энергия поступает в большем количестве на изделие, чем на стержень с обмазкой;
- существенный разогрев гарантирует глубокую проплавку, что является важным для получения качественного шва;
- плавление электрода происходит в медленном темпе, что не требует его частой замены;
- значительно снижается степень разбрызгивания металла и возникновения дефектов вследствие этого.
Прямая полярность тока при сварке имеет следующие нюансы:
- заготовленные для сваривания детали нагреваются минимально;
- электрод быстро плавится, что приводит к необходимости его частой замены;
- происходит значительное разбрызгивание раскаленного металла.
Из сравнения видно, что обратная сварка обладает большим количеством преимуществ. Однако большинство производителей электродов дают свои рекомендации по применению конкретных видов этих изделий и указывают их на этикетке или в сопроводительной документации на товар.
Сварка полуавтоматом
Такой вид осуществления сварочного процесса является очень популярным и имеет много достоинств. Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
При полуавтоматической сварке происходят некоторые изменения. Держак с электродом подключают на плюс, и массу на минус. Так делают для того, чтобы применяемый для этого способа флюс полностью выгорел. Тогда сварочный процесс происходит внутри газообразного облака. Металл меньше разогревается, а разбрызгивание раскаленного металла станет минимальным.
Сварка инвертором
Инвертор – это устройство, пришедшее на смену широко применяемым ранее трансформаторам. Он обладает меньшим весом и компактностью. Еще одно преимущество перед трансформаторами – меньшее разбрызгивание раскаленного металла. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Инвертор представляет собой прибор, обладающий определенными характеристиками, которые позволяют осуществлять с его помощью работы по сварке с применением различных технологий. Помимо всех основных характеристик, присущим обычным трансформаторам, инверторы обладают дополнительными, которые делают использование этого прибора более удобным и значительно расширяет их технические возможности. Инверторы могут применяться в промышленности и при сварочных работах в домашних условиях.

В комплект инвертора входят два кабеля. Первый их них заканчивается держателем, предназначенным для электрода. Второй – зажимом в форме прищепки для закрепления на детали. Одно из основных преимуществ – возможность установки при сварке инвертором прямой и обратной полярности.
Инвертор, по сути, представляет собой прибор, преобразующий переменный ток из розетки в ток постоянный. Конструкция устройства предполагает наличие металлического корпуса, на котором для осуществления охлаждения установлены вентиляционные решетки. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй – минусом.
На лицевой стороне находится защита от перегрева – специальный индикатор, который срабатывает при превышении установленной температуры. С помощью маховика осуществляется плавная регулировка сварочного тока в диапазоне 10-180 В.
Как происходит сварка инвертором
Основой инверторной сварки является классический принцип, заключающийся в том, что сваривание может осуществиться при наличии высокой температуры от появившейся сварной дуги.
От контакта электрода с поверхностью изделия образуется сварная дуга. Под влиянием высокой разогретости стержень с обмазкой и часть детали, находящаяся в процессе, плавятся, следствием чего является образование сварочной ванны. Часть обмазки электрода переходит в газообразное состояние, защищающего ванну от вредоносного действия кислорода. Жидкая составляющая расплавленной обмазки располагается поверх металла, находящегося в жидком состоянии, защищая его.

Остывая, жидкая обмазка образует шлак, который находится снаружи шва. Его удаляют постукиванием молотка. Важным обстоятельством для получения хорошего шва является непрерывность горения дуги. Для этого необходимо следить за постоянством длины дуги, то есть расстоянием между деталью и электродом. Это обеспечивается одинаковой скоростью, с которой электрод подается в зону сваривания. Следует стараться электрод вдоль наплавленного валика вести ровно, не отклоняясь.
Для того, чтобы при сваривании при помощи инвертора появилась дуга между электродом и деталью их металла, их необходимо подключить к разным полюсам. Разница в режимах состоит в том, куда будет подключен электрод на минус или на плюс. Правильный выбор зависит, в частности, от толщины свариваемых деталей и других факторов.
Прямую и обратную полярность при сварке постоянным током иначе называют “электрод-отрицательной” и “электрод-положительной”. Такие названия более понятны и отражают варианты подключения электрода к плюсу или к минусу. Таким образом, существует правило – при прямой или иначе “электрод-отрицательной” полярности электрод подключен к минусу, а при обратной или иначе “электрод-положительной” полярности электрод подключен к плюсу.
Каждый сварочный аппарат имеет гнезда, в которые подключают кабель от держателей, функцией которых является зажим электродов. Их также иначе называют массой.
Сварка масса плюс или минус означает, что куда цеплять массу при сварке, то есть, – к какому полюсу будет подключен кабель от держателя с закрепленным в нем электродом, такая и будет получена полярность. Для получения прямой полярности кабель держателя следует подключать к положительной клемме, а для получения обратной полярности кабель держака с электродом подключают к отрицательной клемме.
Держак инвертора
При установке плюса или минуса при сварке держак следует подобрать правильно и держать его удобным способом. Чтобы имелась возможность свободно манипулировать рукой для управления инвертором при сварке, рекомендуется правильно размещать держак, в котором закрепляется электрод.
Существует несколько видов держаков:
- Прищепка. Это самый распространенный, удобный и дешевый вариант. В зависимости от конструкции она бывает пружинной и рычажной.
- Вилка-трезубец. В ней можно удерживать электрод любого диаметра. Такое устройство можно изготовить самостоятельно.
- Цанга. Зажимает крепко, имеет большой срок службы. Находит применение при сварке конструкций, имеющих повышенную значимость.
- Держатель безогарковый. Металлический штырь 1 вмонтирован в цилиндрическую рукоятку 2. Фиксация электрода обеспечивается его привариванием к штырю.
- Винтовой. Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.

При сварке с помощью инвертора рекомендуется кабель держака обернуть вокруг части руки, расположенной между локтем и кистью. После этого взять держак в руку. Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Выбор инвертора и его эксплуатация
Прямое и обратное подключение сварочного инвертора является функцией любого агрегата этого типа. Кроме этого аппарат должен обладать дополнительными свойствами:
- антиприлипание;
- горячий старт;
- возможность работы с постоянным и переменным током;
- работа в помещении с повышенной влажностью;
- защита от перегрева;
- индикация в цифровом виде.
Помимо этого следует тщательно подойти к грамотному выбору электродов для конкретного вида сварочного соединения. При покупке нет смысла интересоваться у продавца или искать в сопроводительной документации ответ на вопрос “Можно ли менять полярность на сварочном инверторе?”. Такой функцией обладают все имеющиеся модели инверторов.
Для нормального функционирования прибора надо перед началом сварочных манипуляций производить его осмотр. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
Необходимо также провести внутреннюю чистку аппарата. Для этого придется снять кожух, чтобы получить доступ к внутренним узлам. Чтобы не навредить содержимому, чистку от пыли и грязи следует проводить струей сжатого воздуха. Отдельно проводится контроль состояния клемм, подключение к которым определяет полярность при сварке инвертором. При обнаружении на них окисления его удаляют наждачной бумагой мелкой зернистости.
Перед началом процесса сварки необходимо произвести подготовительные работы. В их число входит очистка и обезжиривание деталей, подлежащих соединению. Затем необходимо выставить на аппарате необходимые режимы. В частности, необходимо проанализировать, какая полярность подключения сварочного инвертора подойдет для осуществления конкретного вида сварки. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Работа с применением инвертора на постоянном токе возможна только при двух вариантах настройки, которые регулируют направление, в котором будет двигаться электроны.
Прямая полярность при сварке инвертором предполагает, что подключение “минуса” произошло к электроду, а “плюса” – к металлической детали. Такой режим необходим для увеличения глубины сварного шва при соединении заготовок, обладающих большой шириной.
Обратная полярность при сварке инвертором означает, что электрод при выставлении необходимого режима был подключен к “плюсу”, а металлическая деталь, соответственно, к “минусу”.
Если во время рабочей смены ставится задача сваривания разных соединений, то для того, чтобы изменить режим достаточно поменять подключение к необходимым клеммам, что является не просто простым действием, а очень простым, осуществляемым вручную. Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Грамотно выбранная полярность на сварочном инверторе зависит от следующих обстоятельств:
- Толщина деталей. При подсоединении, обеспечивающем прямую полярность, деталям достается основной нагрев. Ширина шва получается довольно глубокой. Для тонких деталей это не годится, поскольку может образоваться дефект в виде прожига, который не всегда можно ликвидировать. Поэтому для сварки тонких листов целесообразно применять обратный вариант.
- Вид материала свариваемых деталей. При сварочных работах приходится иметь дело с различными металлами и сплавами, которые обладают разными свойствами. К примеру, к среднеплавким металлам относится часто применяемый в конструкциях алюминий. Ему подойдет прямое включение. Перегревать нержавеющую сталь не стоит, поэтому для нее выбирают обратное подключение. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
- Тип электрода. Все электроды имеют покрытие, которое при сгорании вытесняет воздух, препятствуя возникновению такого дефекта, как поры. При выборе режима необходимо учитывать совместимость режима с видом покрытия. Например, если применяют при сварке электроды с угольным покрытием, то обратная сварка не является подходящим вариантом.
Сложным случаем является, когда электрод и заготовки обладают характеристиками, которые требуют противоположных настроек. Тогда выбор полярности сварки – обратной или прямой потребует компромиссного решения. В качестве дополнительных мер принимается регулировка тока и скорости сварочного процесса. Такое решение под силу сварщикам, обладающим большими навыками, а начинающим работникам следует с ними посоветоваться. Выбор режима должен быть указан в технологической карте на производственный процесс.
Выбор электродов
При выборе электродов, предназначенных для сварки с помощью инвертора, необходимо иметь в виду, что на него будет оказывать влияние марка и вид материала, из которого изготовлены детали изделия. Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке – постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
К критериям выбора электродов относится то, какой должен быть вид стержня – плавящийся или неплавящийся. Плавящиеся представляют собой стержни со специальной обмазкой, назначением которой является создание зоны защиты и повышения стабильности горения дуги. Такой вид находит применение при дуговой сварке. Неплавящиеся электроды используются при сварках под защитным газом, в частности аргоном.

На выбор электродов также оказывает влияние режим полярности. Полярность электродов подразумевает, к какой клемме следует подключить стержень с обмазкой, чтобы был осуществлен выбранный режим. Электроды при обратной полярности подсоединяют к клемме, имеющей обозначение “плюс”.
Современные популярные марки электродов из существующего их рейтинга обладают при применении совместно с инвертором такими преимуществами:
- простота выполнения производственного процесса сварки;
- получение хорошего шва соединения различных форм и размеров;
- отделяемость образовавшегося шлака, не составляющая большого труда;
- возможность сваривать даже детали с коррозией;
- безопасность для сварщика.
Выбор диаметра зависит от толщины элементов изделия, подлежащих сварке. При этом существует прямая зависимость. Чем более толстые детали, тем больший диаметр электродов следует выбирать для сварки деталей конструкции. Электроды совсем маленького диаметра используют для закрепления прихваток – небольших поперечных швов для фиксации соединяемых деталей.
Покрытия стержня электрода могут носить разный характер. Они условно разделены на 4 категории. Первая из них так и называется – основной и является наиболее распространенной. Такой вариант выбирают при желании получить соединение, обладающее высоким качеством, механической прочностью, пластичностью, устойчивостью к образованию трещин. Вариант вполне годится для ответственных конструкций и в дальнейшем использовании соединения в суровых климатических условиях.
Наиболее популярной маркой электродов с рутиновым покрытием является МР-3. Они обладают многими преимуществами:
- успешно используются для соединения деталей из низкоуглеродистой стали;
- обеспечивают качественное соединение, как при переменном, так и при постоянном токе;
- при выполнении сварки инвертором происходит небольшое разбрызгивание раскаленного металла;
- применимы для выполнения швов любого пространственного положения;
- хороший внешний вид получаемого шва.
Две другие категории находят применение реже при определенных условиях сварочного процесса.
Обучение специалистов сварных работ
Работа сварщика является престижной и обладающей постоянной востребованностью. Но, для того, чтобы стать официально оформленным специалистом, необходимо получить образование в этой области. Это будет служить гарантией для работодателя, что сварные работы будут проведены грамотно, с соблюдением современных технологий и наименьшим процентом отхода в брак.
Поскольку развитие технологий сварки и выпуск нового оборудования происходят стремительно, то даже людям, имеющим большие практические навыки в этой области необходимо периодически проходить обучение, чтобы быть в курсе происходящих перемен и усовершенствований.
Обучению подлежат не только простые исполнители-сварщики, но и руководители работ – инженеры и технологи. Высший состав может закрепить свой статус при окончании профильных факультетов колледжей и институтов, а сварщикам достаточно окончить специализированные курсы.
После окончания курсов и успешного прохождения экзаменов учащемуся выдается удостоверение об окончании и присвоении ему соответствующего разряда. Такой документ является пропуском для получения денежной и интересной работы.
Программа занятий на курсах делится на две части – теоретическую и практическую. Первую из них ведут в специально отведенных для этого аудиториях лекторы, имеющие профильное образование и педагогический стаж.
Программа курса включает различные вопросы, в том числе соответствующие теме нашей статьи:
- полярность электродов при сварке;
- что такое обратная полярность при сварке;
- что такое обратная полярность при сварке инвертором;
- что это – обратная полярность при сварке постоянным током;
- обратная полярность при сварке постоянным током – что это такое;
- ток обратной полярности при сварке.
Разумеется, этим не исчерпывается полный список изучаемых предметов.
Практические занятия позволяют применить полученные знания в деле. На них обязательно должен присутствовать мастер, следящий за правильным ходом выполнения работ и отвечающий на возникшие вопросы.
За дополнительные деньги можно приобрести курс индивидуального обучения, но групповые занятия имеет свои преимущества. Рекомендуется прислушиваться к разбору совершенных ошибок других участников занятий. Это позволит приобрести дополнительную информацию о правильном выполнении различных методов сварки.
После окончания прохождения программы наступает очередь доказать свои знания и показать умение приемной комиссии на выпускном экзамене. При положительной оценке, выставленной комиссией, учащемуся выдают удостоверение узаконенного образца.
В удостоверении указывается наименование учебного центра, который его выдал. Указываются практические действия по сварке, проведенные экзаменуемым. Проставляется оценка за демонстрацию теоретических основ по сварке. Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.
При окончании курсов можно получить конкретную специализацию, например, “Сварщик электродуговой сварки”, «Газосварщик”, “Сварщик-вышкомонтажник». В последнее время особо престижной является профессия “Сварщик-аргонщик”. Она дает право работать на сварке под защитой газа-аргона, что дает большие преимущества перед другими способами.
Сварщикам, мастерам, инженерам, технологам и руководителям работ, желающим иметь доступ к контролю соединений на особо ответственных конструкциях, имеется возможность получить дополнительное образование, закончив курсы НАКС. Это значительно повысит их конкурентоспособность.
Интересное видео
Что даёт прямая и обратная полярность при сварке инвертором
 Прямая и обратная полярность при сварке инвертором
Прямая и обратная полярность при сварке инверторомВарить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором? Когда лучше варить на обратной полярности, а когда, только на прямой? Именно об этом и будет посвящена данная статья сайта mmasvarka.ru про ручную дуговую сварку (ММА).
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.

Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.

В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
- Когда нужно углубить корень сварочного шва, то лучше всего применять именно прямую полярность при подключении инвертора. В таком случае, большая температурная нагрузка будет приходиться на металл.
- В том случае, если нужно варить тонкий металл, то сварочный инвертор лучше всего переключать в режим обратной последовательности. Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.

При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Поделиться в соцсетях
Обратная полярность при сварке: особенности применения
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения. При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.

В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Содержание статьи
Общая информация
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.

Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.

Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.

Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик. Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Расскажите в комментариях о своем личном опыте сварки на обратной полярности, если вы опытный мастер. Это будет очень полезно для новичков. Также делитесь этой статьей в социальных сетях. Желаем удачи в работе!
Обратная и прямая пoлярность при сварке инвертором
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида – это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда “+” и “-“. В зависимости от того, к какому гнезду будет подключаться масса, а к какому – электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому – электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду – массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, – это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты: полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм; осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора; прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва; при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током; прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Свойства обратной полярности
Так же как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами: Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким. Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным. При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать. Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет “скакать”. Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке – это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту – это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, – это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Прямая и обратная полярность при сварке инвертором
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки

Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
ИНВЕРТОР 500 Вт С ЗАЩИТЫ ОТ ОБРАТНОЙ ПОЛЯРНОСТИ







Инвертор мощности 500 Вт с защитой от обратной полярности
Привет, друзья. У меня есть ИБП TG500, но у него есть проблемы, поэтому я использую его трансформатор, МОП-транзистор, диод, конденсатор для создания нового инвертора.Я надеюсь тебе это понравится.
В видео ниже я покажу вам, как сделать инвертор мощностью 500 Вт. С электрической составляющей от ИБП Tg500.
Сделайте печатную плату с помощью My Gerber File
Я использую программу Eagle для создания макета и файла gerber, после этого я загружаю его на https://jlcpcb.com/m, чтобы сделать печатную плату онлайн, вы можете сделать это самостоятельно дома. Вы можете скачать здесь все файлы со схемой (TG500), гербером и PDF-файлом.
 Подготовьте компонент и припой к печатной плате.Вы можете заказать их на сайте LCSC.COM
Подготовьте компонент и припой к печатной плате.Вы можете заказать их на сайте LCSC.COM
(IRF95N03 SMD X2) STD45N10F7 SMD X2: https://bit.ly/2Jy6x1b
R 10K X2: https://bit.ly/2P2XR9c
R 10 X3: https://bit.ly/2CZmTyW
R 1K: https://bit.ly/2SG20xS
ТРАНСФОРМАТОР ИБП TG500: Взять из старой платы TG500
ДИОД MUR 460 X4: https://bit.ly/2QeNoUN
R 0,47 / 2 Вт: https://bit.ly/2CVP7KS
Переменный резистор Trimpot 6 мм 5 кОм: https: // bit.ly / 2qob65F
КОНДЕНСАТОР 450 В / 100 мкФ: https://bit.ly/2EZeDS2
КОНДЕНСАТОР 3300 мкФ / 35 В: https://bit.ly/2PGxqpu
ВЕНТИЛЯТОР 12 В: https://bit.ly/2SH6Bjj
IRF3205 X2: https://bit.ly/2PzDv72
Заголовок 2P Xh3.54-2P X3: https://bit.ly/2JxSVTB
2,54 мм 1X40P, однорядный, 90-градусный изогнутый игольчатый соединитель, штифт, заголовок: https://bit.ly/2yON8oK
SG3525 (KA3525): https://bit.ly/2Rt8lvl
КОНДЕНСАТОР 10 мкФ / 16 В: https: // bit.ly / 2qpQLN7
КОНДЕНСАТОР 104 X2: https://bit.ly/2P17c18
КОНДЕНСАТОР 102: https://bit.ly/2QeOhN7
R 20K: https://bit.ly/2zx0w0r
R 47: https://bit.ly/2qscPXn
R 150 X4: https://bit.ly/2JxTcWD





Мой инвертор имеет выходное напряжение 310 В постоянного тока. Я могу запустить телевизор, ноутбук, компьютер не может запустить вентилятор, двигатель переменного тока. Осторожно, высокое электрическое напряжение
ЗАЩИТА ОТ ОБРАТНОЙ ПОЛЯРНОСТИ



 ,
,Полярность постоянного и переменного тока для SMAW
Q: Я надеюсь, что вы могли бы пролить свет на тему, которая кажется популярной на форумах. Почему электроды 6011 не предназначены или не используются для корневых проходов и сварки труб в целом (кроме сварки труб переменным током)? У стержней 6010 лучшие механические или рабочие свойства, чем у стержней 6011? Я знаю, что для более прочных труб есть более прочные стержни XX10. Однако при растяжении 60 000 в чем преимущество 6010 перед 6011?
| A: E6010 и E6011 – это две классификации Американского сварочного общества (AWS) для электродов для дуговой сварки защищенных металлов (SMAW) (стержневые электроды).Эти два типа очень похожи. Оба электрода изготовлены из низкоуглеродистой стали (минимальный предел прочности на разрыв 60 тыс. Фунтов на квадратный дюйм) с покрытием на основе целлюлозы для универсальной сварки в различных областях. Они имеют аналогичные характеристики дуги или рабочие характеристики и механические свойства. Основное различие между ними заключается в рекомендуемой полярности сварки. Электроды E6010 предназначены только для постоянного тока (DC). При этом электроды E6011 могут использоваться как на переменном токе (AC), так и на постоянном. Более конкретно, электрод E6010 имеет покрытие типа натрия с высоким содержанием целлюлозы, а электрод E6011 имеет покрытие типа с высоким содержанием целлюлозы и калия.Последний помогает поддерживать зажигание дуги, поскольку мощность сварки меняется с положительной на отрицательную. Если говорить упрощенно, электрод E6011 похож на электрод E6010, предназначенный для работы с полярностью переменного тока. Ваш вопрос приводит к более общему обсуждению сварочной мощности постоянного и переменного тока. В большинстве случаев предпочтительной полярностью при сварке является постоянный ток. Независимо от полярности DC + (положительный или «обратный» электрод) или полярности DC- (отрицательный или «прямой» электрод), постоянный ток обеспечивает более плавную сварку, чем переменный ток.Рисунок 1 представляет собой график зависимости мощности сварки постоянным током от времени. Выходной сигнал постоянно находится на постоянном уровне тока. Все электроды могут работать от полярности постоянного тока. Для более ответственных сварочных работ, таких как сварка труб и / или сварка высокопрочных низколегированных сталей, полярность постоянного тока используется почти исключительно. |

Поэтому, возвращаясь к вашему вопросу, логично, что для более ответственного применения, такого как сварка труб, будут указаны только электроды E6010, а не электроды E6011.Обратите внимание, что для сварки штучной сваркой обычно используется полярность DC +. Он обеспечивает хороший профиль валика с более высоким уровнем проплавления. Полярность постоянного тока приводит к меньшему проникновению и более высокой скорости плавления электрода. Иногда его используют, например, на тонком листе металла, чтобы предотвратить прожог.
Однако возникающая дуга по-прежнему имеет тенденцию к более сильным колебаниям или дрожанию, чем при полярности постоянного тока. На рисунке 3 перечислены различные типы покрытий и токов в соответствии со спецификацией присадочного металла AWS A5.1 для электродов с покрытием из низкоуглеродистой стали.Обратите внимание на электроды, которые предназначены только для постоянного тока, и те, которые можно использовать как для постоянного, так и для переменного тока. Также обратите внимание, что полярности указаны в алфавитном порядке, а не по первичной и вторичной рекомендациям. | |

| В целом (и, по крайней мере, в Северной Америке) постоянный ток является предпочтительной полярностью для всех электродов.Однако есть несколько ситуаций, когда используется полярность переменного тока. Первая, наиболее частая ситуация – когда у вас нет выбора. Это потому, что вы используете источник питания только с выходом переменного тока. Это типично для недорогих сварочных аппаратов начального уровня, которые часто называют сварочными аппаратами «жужжащего типа». Некоторые распространенные электроды, используемые с этими небольшими сварочными аппаратами, включают E6011, E6013 и специальные типы «E7018 AC». Вторая ситуация, в которой следует использовать полярность переменного тока, заключается в устранении проблем с дугой.Это явление, при котором дуга блуждает или вырывается из соединения, и чаще встречается при использовании электродов большого диаметра при более высоких уровнях тока. Хотя есть и другие способы устранения проблем с дугой, которые можно использовать с полярностью постоянного тока, переключение на переменный ток часто оказывается эффективным решением. Обычные электроды, используемые на переменном токе при высоких уровнях тока, включают типы E6027 и E7024. |

с использованием диода ИЛИ МОП-транзистора с P-каналом
Батареи являются наиболее удобным источником питания для подачи напряжения на электронную схему. Есть много других способов питания электронных устройств, таких как адаптер, солнечная батарея и т. Д., Но наиболее распространенным источником питания постоянного тока является аккумулятор. Обычно все устройства поставляются со схемой защиты от обратной полярности , но если у вас есть какое-либо устройство с батарейным питанием, которое не имеет защиты от обратной полярности, вы всегда должны быть осторожны при замене батареи, иначе это может взорвать устройство.
Итак, в этой ситуации Схема защиты от обратной полярности была бы полезным дополнением к схеме. Существует несколько простых методов защиты схемы от подключения с обратной полярностью, например, использование диода или диодного моста или использование полевого МОП-транзистора с каналом P в качестве переключателя на ВЫСОКОЙ стороне.
Защита от обратной полярности с помощью диода
Использование диода – самый простой и дешевый метод защиты от обратной полярности, но он имеет проблему утечки мощности .Когда входное напряжение питания высокое, небольшое падение напряжения может не иметь значения, особенно при низком токе. Но в случае низковольтной операционной системы недопустимо даже небольшое падение напряжения.
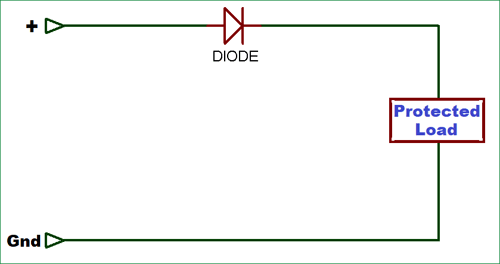
Как мы знаем, падение напряжения на диоде общего назначения составляет 0,7 В, поэтому мы можем ограничить это падение напряжения с помощью диода Шоттки, потому что его падение напряжения составляет примерно 0,3–0,4 В, и он также может выдерживать большие токовые нагрузки. Имейте в виду, выбирая диод Шоттки, поскольку многие диоды Шоттки имеют высокую утечку обратного тока, поэтому убедитесь, что вы выберете диод с низким обратным током (менее 100 мкА).
При 4 А потери мощности на диоде Шоттки в цепи будут:
4 x 0,4 Вт = 1,6 Вт
А в обычном диоде:
4 x 0,7 = 2,8 Вт.
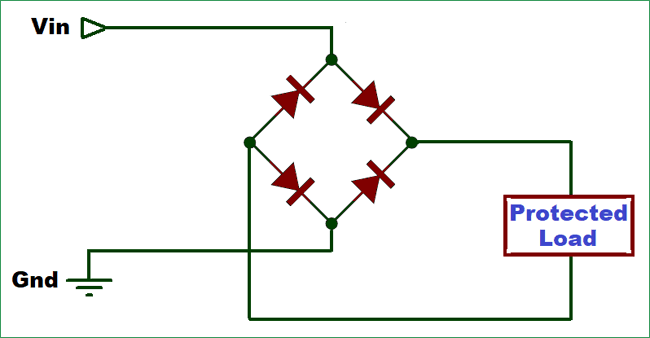
Вы можете даже использовать мостовой выпрямитель для защиты от обратной полярности, независимо от полярности. Но мостовой выпрямитель состоит из четырех диодов, следовательно, количество потерь энергии будет вдвое больше, чем в приведенной выше схеме с одним диодом.
Защита от обратной полярности с использованием P-канального MOSFET
Использование полевого МОП-транзистора с каналом P для защиты от обратной полярности более надежно, чем другие методы, из-за низкого падения напряжения и высоких токов.Схема состоит из P-канального МОП-транзистора, стабилитрона и понижающего резистора. Если напряжение питания меньше, чем напряжение затвор-исток (Vgs) P-канального MOSFET, вам понадобится только MOSFET без диода или резистора. Вам просто нужно подключить клемму затвора полевого МОП-транзистора к земле.
Теперь, если напряжение питания больше, чем Vgs, вам нужно понизить напряжение между выводом затвора и истоком. Компоненты, необходимые для изготовления аппаратной части схемы, упомянуты ниже.
Необходимые материалы
- FQP47P06 МОП-транзистор с P-каналом
- Резистор (100кОм)
- Стабилитрон 9,1 В
- Макет
- Соединительные провода
Принципиальная схема

Работа схемы защиты от обратной полярности с использованием P-Channel MOSFET
Теперь, когда вы подключаете батарею в соответствии с принципиальной схемой, с правильной полярностью, это приводит к включению транзистора и пропусканию тока через него.Если батарея подключена в обратном направлении или с обратной полярностью, транзистор выключается, и ваша схема получает защиту.
Эта схема защиты более эффективна, чем другие. Давайте проанализируем схему , когда батарея подключена правильно. , МОП-транзистор P-канала включится, потому что напряжение между затвором и истоком отрицательное. Формула для определения напряжения между затвором и истоком:
Vgs = (Vg - Vs)
Когда батарея подключена неправильно , напряжение на выводе затвора будет положительным, и мы знаем, что P-Channel MOSFET включается только тогда, когда напряжение на выводе затвора отрицательное (минимум -2.0 В для этого полевого МОП-транзистора или меньше). Таким образом, всякий раз, когда батарея подключается в обратном направлении, цепь будет защищена полевым МОП-транзистором.
Теперь давайте поговорим о потере мощности в схеме , когда транзистор включен, сопротивление между стоком и истоком почти ничтожно, но для большей точности вы можете просмотреть техническое описание МОП-транзистора с P-каналом. Для P-канального МОП-транзистора FQP47P06 статическое сопротивление сток-исток во включенном состоянии (R DS (ON) ) составляет 0,026 Ом (макс.).Итак, мы можем рассчитать потери мощности в цепи, как показано ниже:
Потери мощности = I 2 R
Предположим, ток, протекающий через транзистор, составляет 1 А. Значит потеря мощности будет
Потери мощности = I 2 R = (1A) 2 * 0,026 Ом = 0,026 Вт
Следовательно, потери мощности примерно в 27 раз меньше, чем в схеме с одним диодом. Вот почему использование P-канального MOSFET для защиты от обратной полярности намного лучше, чем другие методы.Он немного дороже диода, но делает схему защиты более безопасной и эффективной.
Мы также использовали в схеме стабилитрон и резистор для защиты от превышения напряжения затвор-исток. Добавив резистор и стабилитрон на 9,1 В, мы можем ограничить напряжение затвор-исток максимум до отрицательного значения 9,1 В, поэтому транзистор останется безопасным.
,