Сварка под флюсом гост: ГОСТ 8713-79* «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры»
alexxlab | 31.01.2022 | 0 | Разное
Государственные стандарты для изготовления вертикальных резервуаров
Версия для печати
В настоящем Стандарте использованы ссылки на следующие стандарты и нормативные документы:
ГОСТ 8.417-2002 Государственная система обеспечения единства измерений. Единицы физических величин.
ГОСТ 9.014-78* ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.402-2004* ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием
ГОСТ 166-89* Штангенциркули. Технические условия
ГОСТ 427-75* Линейки измерительные металлические. Технические условия
ГОСТ 535-88* Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 896-69 Материалы лакокрасочные. Фотоэлектрический метод определения блеска
ГОСТ 1050-88* Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.
Общие технические условия.
ГОСТ 1510-84 Нефть и нефтепродукты. Маркировка, упаковка, транспортирование и хранение.
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 4784-97* Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 6713-91 Прокат низколегированный конструкционный для мостостроения. Технические условия
ГОСТ 6996-66* Сварные соединения. Методы определения механических свойств
ГОСТ 7502-98* Рулетки измерительные металлические. Технические условия
ГОСТ 7512-82* Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8617-81* Профили прессованные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.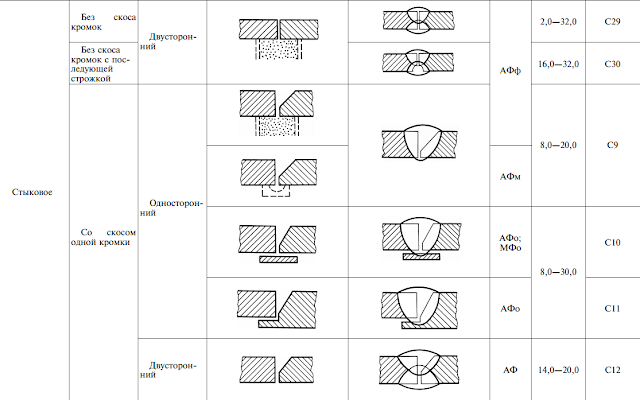
ГОСТ 9454-78 Металлы. Методы испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9467-75* Электроды покрытые, металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 12815-80* Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2).
ГОСТ 12816-80* Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Общие технические требования
ГОСТ 12820-80* Фланцы стальные плоские приварные на Ру от 0,1 до 20 МПа (от 1 до 200 кгс/см2). Конструкция и размеры
ГОСТ 12821-80* Фланцы стальные приварные встык на Ру от 0,1 до 20 МПа (от 1 до 200 кгс/см2). Конструкция и размеры
ГОСТ 14637-89* Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-89* Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий.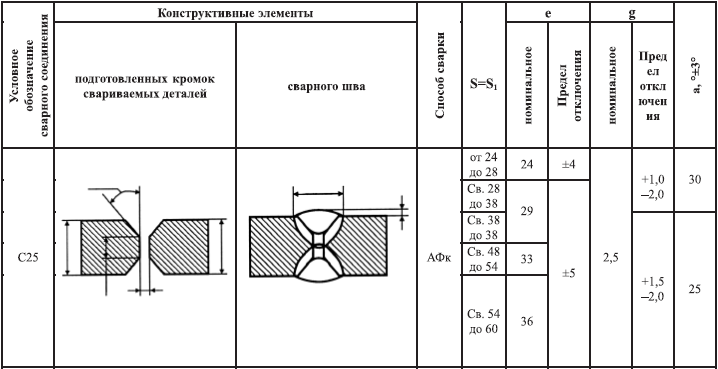 Соединения сварные. Методы ультразвуковые
Соединения сварные. Методы ультразвуковые
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19281-89* Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 21105-87* Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23120-78 Лестницы маршевые, площадки и ограждения стальные. Технические условия
ГОСТ 24379.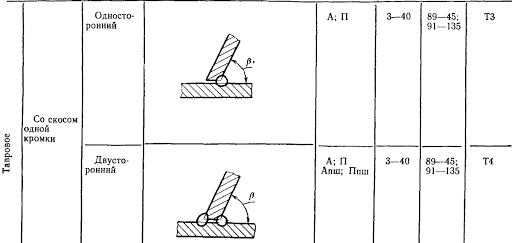 0-80* Болты фундаментные. Общие технические условия
0-80* Болты фундаментные. Общие технические условия
ГОСТ 27751-88 Надежность строительных конструкций и оснований. Основные положения по расчету
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ Р 52350.10-2005 (МЭК 60079-10-2002) Электрооборудование для взрывоопасных сред. Часть 10. Классификация взрывоопасных зон
ГОСТ Р 52857-2007 Сосуды и аппараты. Нормы и методы расчета на прочность
ГОСТ Р 52910-2008 Резервуары вертикальные цилиндрические стальные для нефти и нефтепродуктов
СНиП II-7-81* Строительство в сейсмических районах
СНиП II-23-81* Стальные конструкции
СНиП 2.01.07-85* Нагрузки и воздействия
СНиП 2.02.01-83 Основания зданий и сооружений
СНиП 2.02.03-85 Свайные фундаменты
СНиП 2.02.04-88 Основания и фундаменты на вечномерзлых грунтах
СНиП 2.03.06-85 Алюминиевые конструкции
СНиП 2.03.11-85 Защита строительных конструкций от коррозии
СНиП 2.09.03-85* Сооружения промышленных предприятий
СНиП 2.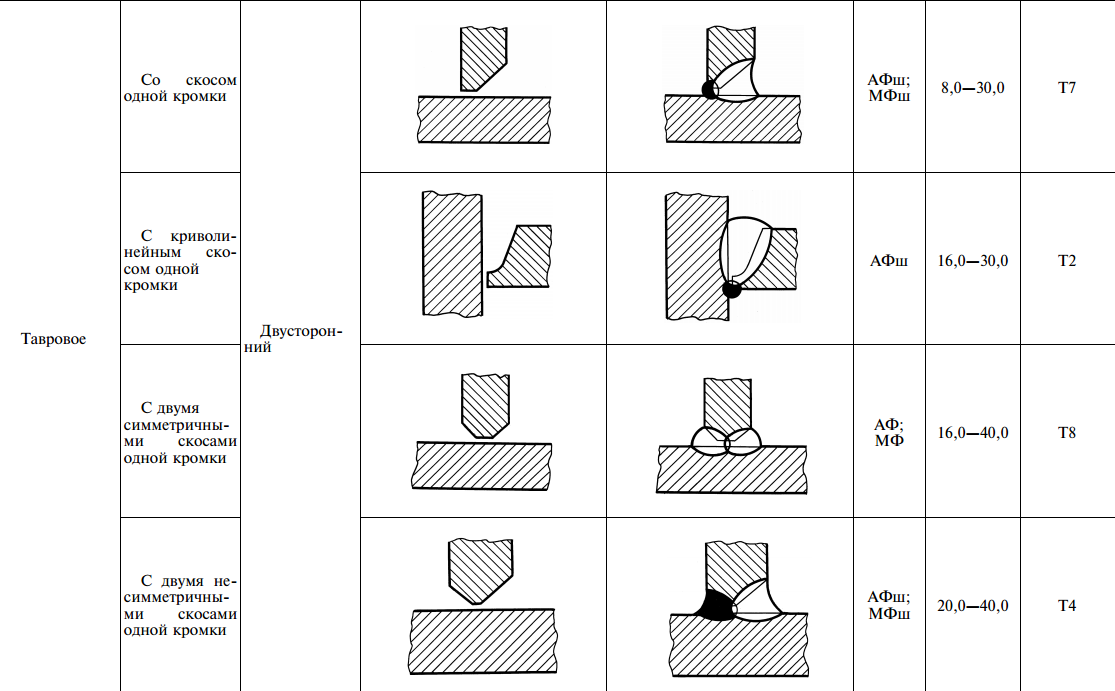 11.03-93 Склады нефти и нефтепродуктов. Противопожарные нормы
11.03-93 Склады нефти и нефтепродуктов. Противопожарные нормы
СНиП 3.03.01-87 Несущие и ограждающие конструкции
СНиП 11-02-96 Инженерные изыскания для строительства. Основные положения
СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования
СНиП 12-04-2002 Безопасность труда в строительстве. Часть 2. Строительное производство
СНиП 23-01-99 Строительная климатология
СП 11-105-97 Инженерно-геологические изыскания при строительстве
СТО 36554501-015-2008 Нагрузки и воздействия. ФГУП «Научно-исследовательский центр «Строительство»
РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства. Госгортехнадзор России
РД 03-606-03 Инструкция по визуальному и измерительному контролю. Госгортехнадзор России
РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. Госгортехнадзор России
Госгортехнадзор России
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. Госгортехнадзор России
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. Госгортехнадзор России
РД 08-296-99 Положение об организации технического надзора за соблюдением проектных решений и качеством строительства, капитального ремонта и реконструкции на объектах магистральных трубопроводов. Минэнерго России
РД 34.21.122-87 Инструкция по устройству молниезащиты зданий и сооружений. Минэнерго России
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства. Госгортехнадзор России
ПБ 03-605-03 Правила устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов
ПБ 09-540-03 Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств. Госгортехнадзор России
Госгортехнадзор России
ПБ 09-560-03 Правила промышленной безопасности нефтебаз и складов нефтепродуктов. Госгортехнадзор России
НП-031-01 Нормы проектирования сейсмостойких атомных станций
СО-153-34.21.122-2003 Инструкция по устройству молниезащиты зданий, сооружений и коммуникаций. Минэнерго России
ОСТ 26 291-94 Сосуды и аппараты стальные сварные. Общие технические условия. Госгортехнадзор РФ
ВНТП 5-95 Нормы технологического проектирования предприятий по обеспечению нефтепродуктами. Минтопэнерго России
<< назад / к содержанию СТО-СА-03-002-2009 / вперед >>
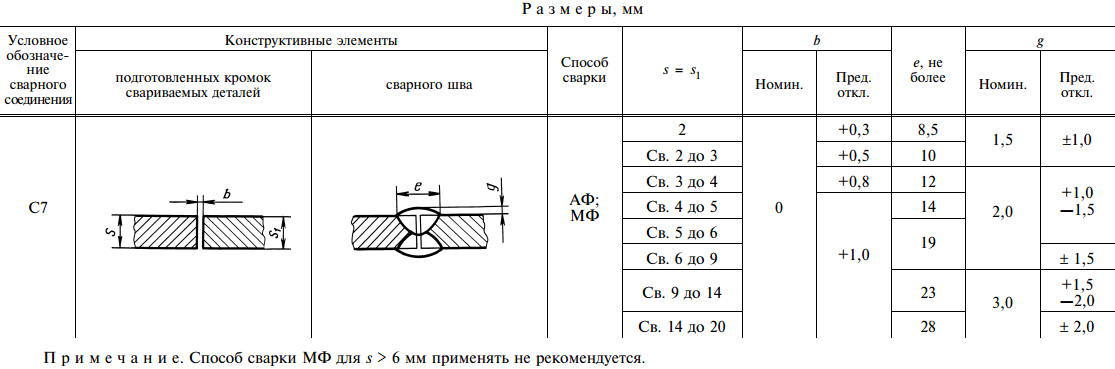
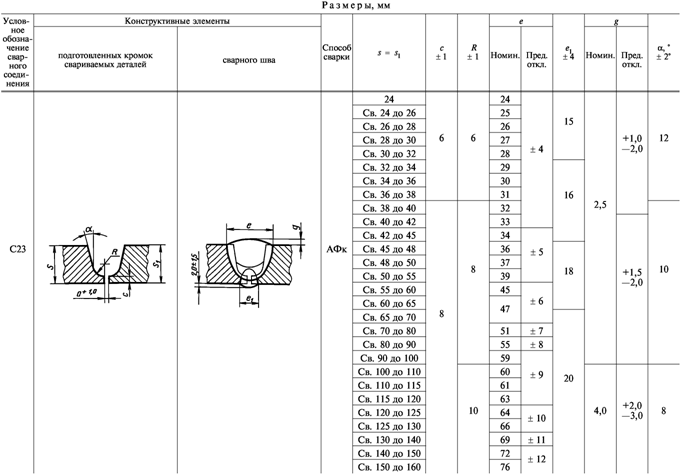
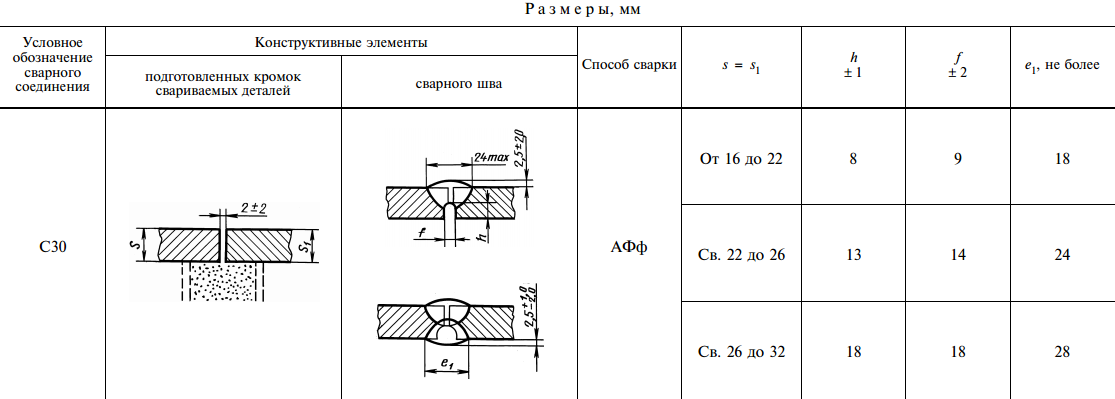
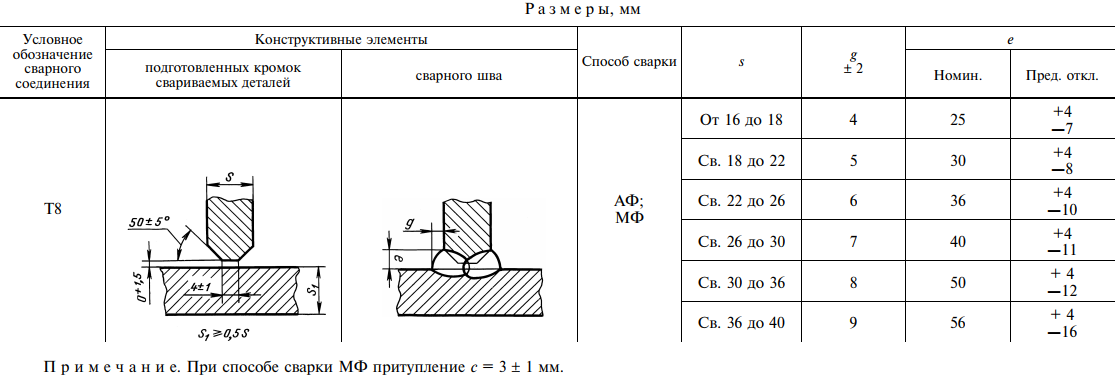
Размеры, мм
СВАРКА ПОД ФЛЮСОМ.
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 8713-79
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
СВАРКА
ПОД ФЛЮСОМ ГОСТ.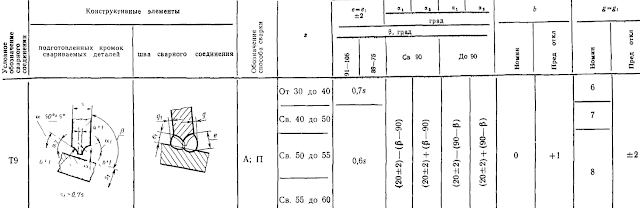
СОЕДИНЕНИЯ СВАРНЫЕ 8713-79
Основные типы, конструктивные элементы и размеры
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом ,и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространялся на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
АФ- автоматическая сварка на ветру;
АФф- автоматическая на флюсовой подушке;
АФм – автоматическая на флюсомедной подкладке;
АФо- автоматическая на остающейся подкладке;
АФп- автоматическая на медном ползуне;
АФш- автоматическая с предварительным наложением подварочных шва;
АФк- автоматическая с предварительной подваркой корня шва;
ПФ- полуавтоматическая на весу;
ПФо- полуавтоматическая на остающейся подкладке;
ПФш- полуавтоматическая с предварительным наложением подварочных шва;
ПФк- полуавтоматическая
с предварительной подваркой корня шва.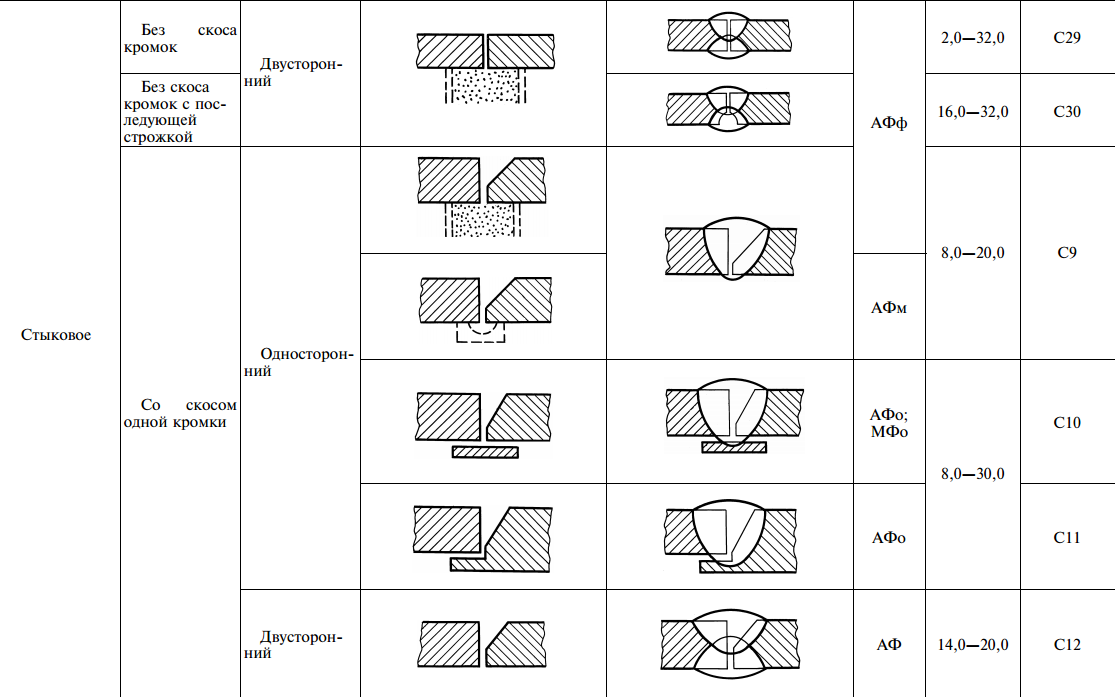
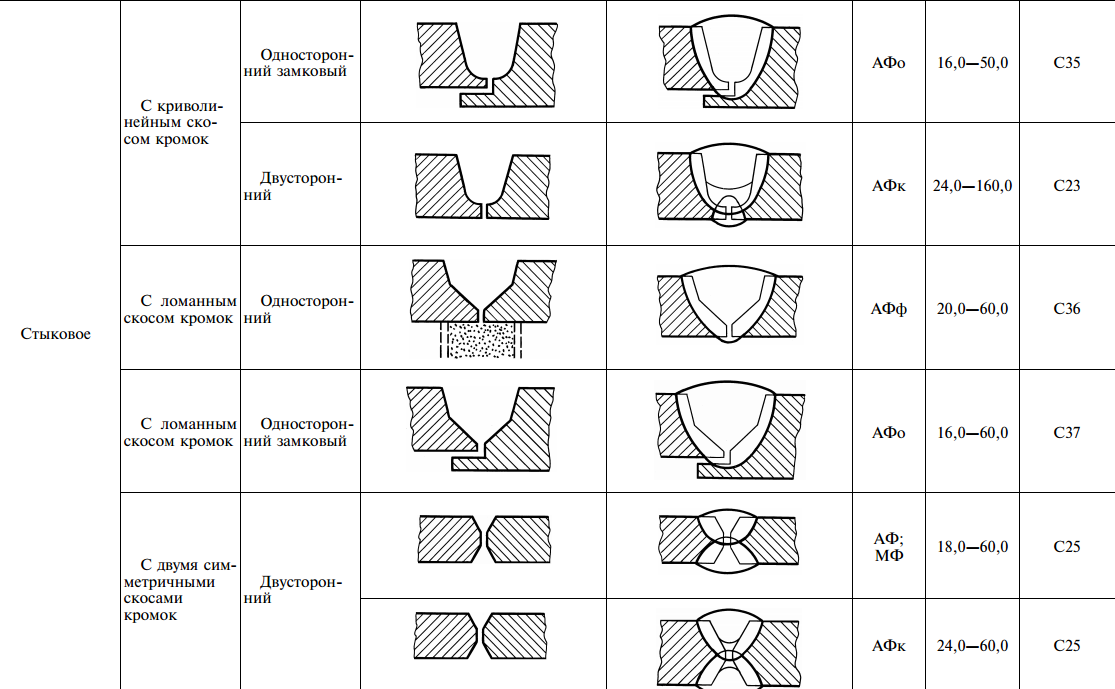
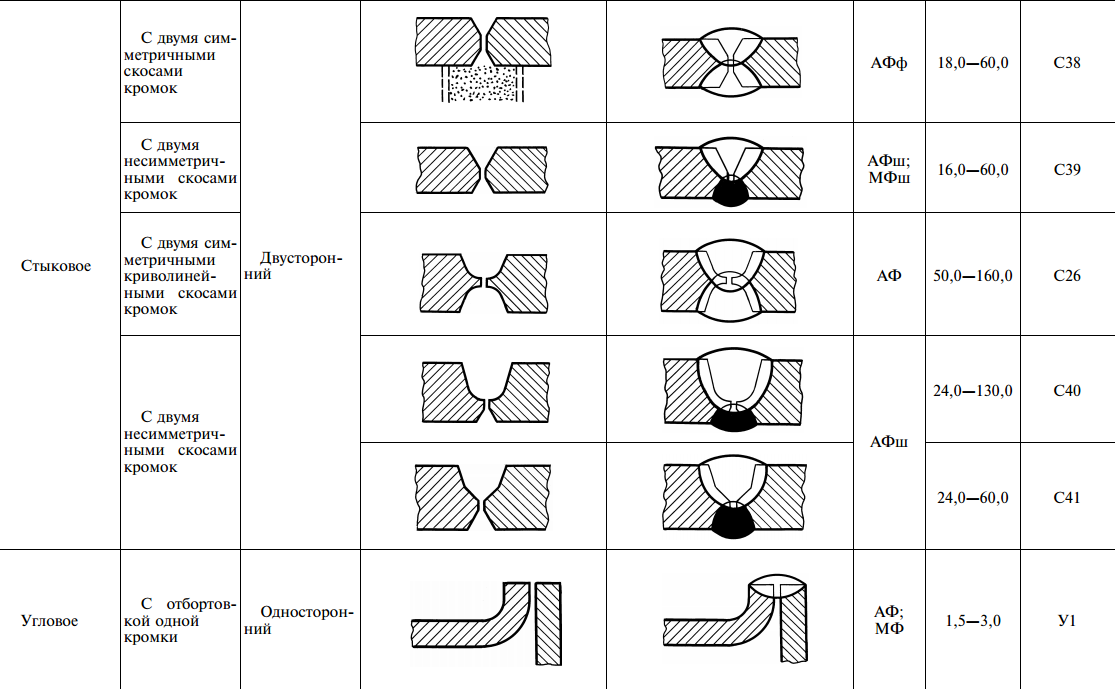
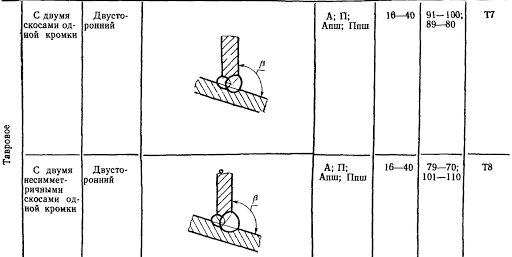
3. Основные типы сварных соединений приведены в табл. 1, сечения предварительно наложенных подварочных швов условно зачернены.
Таблица 1
Тип соединения | Форма подго-товительных кромок | Характер сварного шва | Форма поперечного сечения | Способ сварки | Толщина свариваемых деталей | Условное обозначение сварного соединения | |
Подготовительных кромок | Сварного шва | ||||||
| стыковые | С отбортовкой кромок | Односто-ронний | АФ; ПФ | 1,5-3,0 | С1 | ||
Таблица 2
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s=s1 | R | ||
Подготовленных кромок | Сварного шва | |||||
С1 | АФ; ПФ | 1,5-3,0 | s–1,5s | s-3s | ||
* Размер для справок.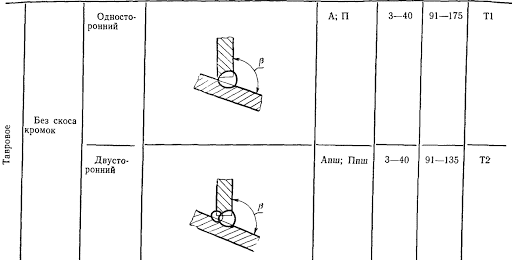
Таблица 3
Тип соединения | Форма подго-товительных кромок | Характер сварного шва | Форма поперечного сечения | Способ сварки | Толщина свариваемых деталей | Условное обозначение сварного соединения | |
Подготовительных кромок | Сварного шва | ||||||
стыковые | Без скоса кромок | Односто-ронний | АФм | 3,0-12,0 | С4 | ||
АФп | 5. | ||||||
 0-20.0
0-20.0Таблица 4
Размеры, мм
Условное обозначение | Конструктивные элементы | Способ сварки | s=s1 | s | е1 не более | g | g1 | ||||
Форма подго-товительных кромок свариваемых деталей | Сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С4 | АФф | 2 | 0.0 | +1.0 | 12 | 1.5 | ±1.0 | 1. | ±1.0 | ||
Св.2 до 3 | 1.0 | ||||||||||
Св.3 до 4 | ±1.0 | 16 | 2.0 | +1.0-1.5 | 1.5 | +1.0-1.5 | |||||
Св.4 до 5 | 1.5 | ||||||||||
Св.5 до 6 | 21 | ||||||||||
Св. | 2.0 | ±1.5 | 2.0 | +1.0-2.0 | |||||||
Св.7 до 10 | 26 | ||||||||||
 0
0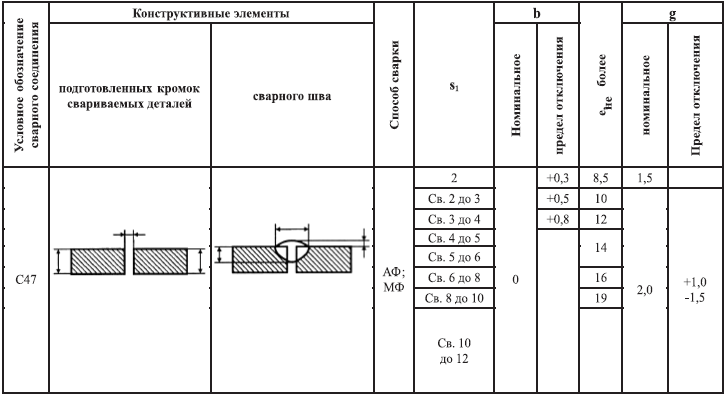 6
до 7
6
до 7Примечание: допускается отсутствие обратного усиления шва и местные плавные ослабления глубиной не более 0,1s при полном проплавлении кромок.
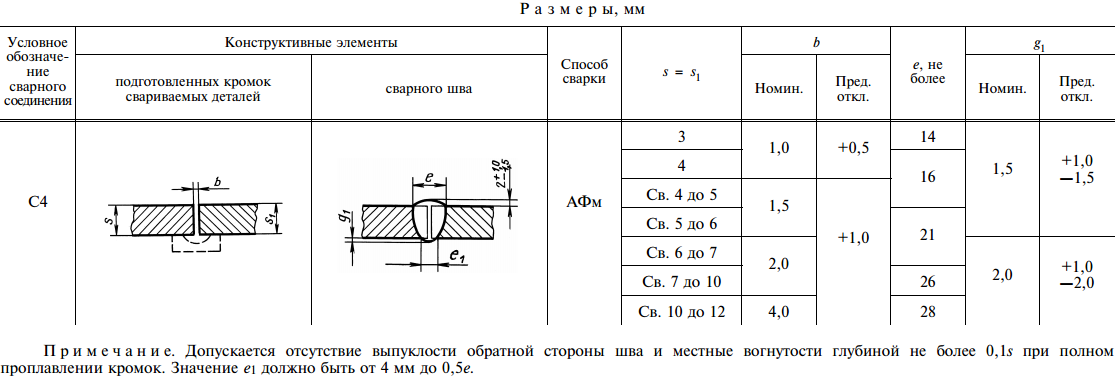
Таблица 5
Размеры, мм
Условное обозначение | Конструктивные элементы | Способ сварки | s=s1 | b | е1 не более | g1 | |||
Подготовленных кромок свариваемых деталей | Сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С4 | АФм | 3 | 1.0 | +0.5 | 14 | 1.5 | +1.0 -1.5 | ||
4 | 16 | ||||||||
Св.4 до5 | 1. | +1.0 | |||||||
Св.5 до 6 | 21 | ||||||||
Св.6 до 7 | 2.0 | +1.0 | 2.0 | +1.0 -2.0 | |||||
Св.7 до 10 | 26 | ||||||||
Св.10 до12 | 4.0 | 28 | |||||||
 5
5 Примечание:
допускается отсутствие обратного
усиления шва и местные плавные ослабления
глубиной не более 0,1s при полном проплавлении кромок.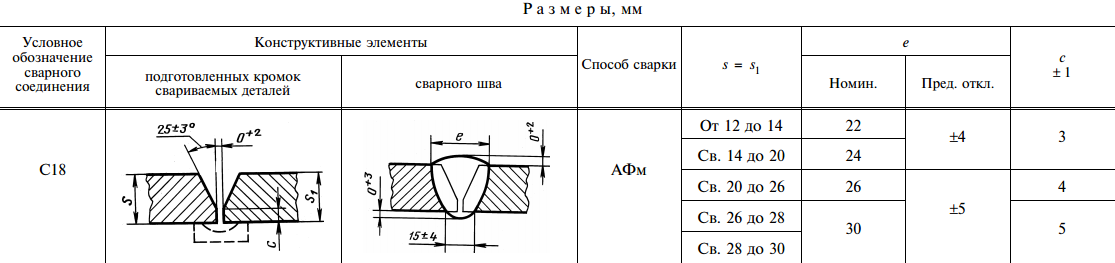
Таблица 6
Условное обозначение | Конструктивные элементы | Способ сварки | s=s1 | e1(пред. откл.±4) | е, не более | b | g=g1 | |||
Форма подго-товительных свариваемых деталей | Сварного шва | Намин. | Пред. откл. | Намин. | Пред. откл. | |||||
С4 | АФп | 5-6 | 12 | 23 | 2 | +2 | 1.5 | ±1.0 | ||
7-10 | 14 16 | 26 | 4 | +1. -1.0 | ||||||
12-14 | 28 | |||||||||
16-18 | 36 | 5 | 2.0 | ±1.5 | ||||||
20 | 38 | 6 | ||||||||
 5
5Таблица 7
Тип соединения | Форма подго-товительных кромок | Характер сварного шва | Форма поперечного сечения | Способ сварки | Толщина свариваемых деталей | Условное обозначение сварного соединения | |
Подготовительных кромок | Сварного шва | ||||||
стыковые | Без скоса кромок | Односто-ронний | АФо; ПФо | 2,0 -12,0 | С5 | ||
Таблица 8
Дуговая сварка под флюсом — это распространенный процесс сварки, который часто используется в таких отраслях, как строительство конструкций и судов. Нажмите здесь, чтобы просмотреть наши сварочные печи На протяжении всего процесса дуговой сварки под флюсом флюс должен представлять собой трубчатый или плавящийся твердый электрод с непрерывной подачей. Этот плавкий флюс может состоять из извести, кремнезема, оксида марганца, фторида кальция и других соединений. В расплавленном или расплавленном состоянии флюс становится проводящим. Это позволяет подавать постоянный ток между электродом и сварочным изделием. Процесс SAW обычно автоматизирован; однако существуют и полуавтоматические системы. Материалы, применяемые для SAW, включают углеродистые стали, низколегированные стали, нержавеющие стали, сплавы на основе никеля и наплавку (износостойкое покрытие, наплавка и коррозионно-стойкое покрытие стали). SAW часто используется в тяжелом конструкционном строительстве. Он также используется в производстве сосудов высокого давления, химических заводах и судостроении. Правильно выполненная субдуговая сварка должна постоянно обеспечивать механические свойства, которые, по крайней мере, равны свойствам основного металла. Пластичность и ударопрочность должны быть хорошими, а внешний вид валика должен быть однородным. Преимущества дуговой сварки под флюсомНекоторые из преимуществ дуговой сварки под флюсом включают:
При дуговой сварке под флюсом есть несколько ограничений. Еще одним недостатком SAW является то, что сварка обычно ограничивается длинными прямыми швами или вращающимися сосудами или трубами. Системы обработки флюсов также могут быть весьма неприятными. См. также Варианты дуговой сварки под флюсом Процесс дуговой сварки под флюсом (SAW)
|
 В этом процессе, также известном как Sub-Arc или SAW, используется покрытие из гранулированного плавкого флюса, под которым и сварной шов, и зона дуги защищены или «погружены». Этот слой флюса защищает от атмосферных загрязнений, стабилизирует дугу во время сварки, предотвращает разлетание брызг и искр, а также подавляет излучение и дым, характерные для процесса дуговой сварки защищенным металлом.
В этом процессе, также известном как Sub-Arc или SAW, используется покрытие из гранулированного плавкого флюса, под которым и сварной шов, и зона дуги защищены или «погружены». Этот слой флюса защищает от атмосферных загрязнений, стабилизирует дугу во время сварки, предотвращает разлетание брызг и искр, а также подавляет излучение и дым, характерные для процесса дуговой сварки защищенным металлом.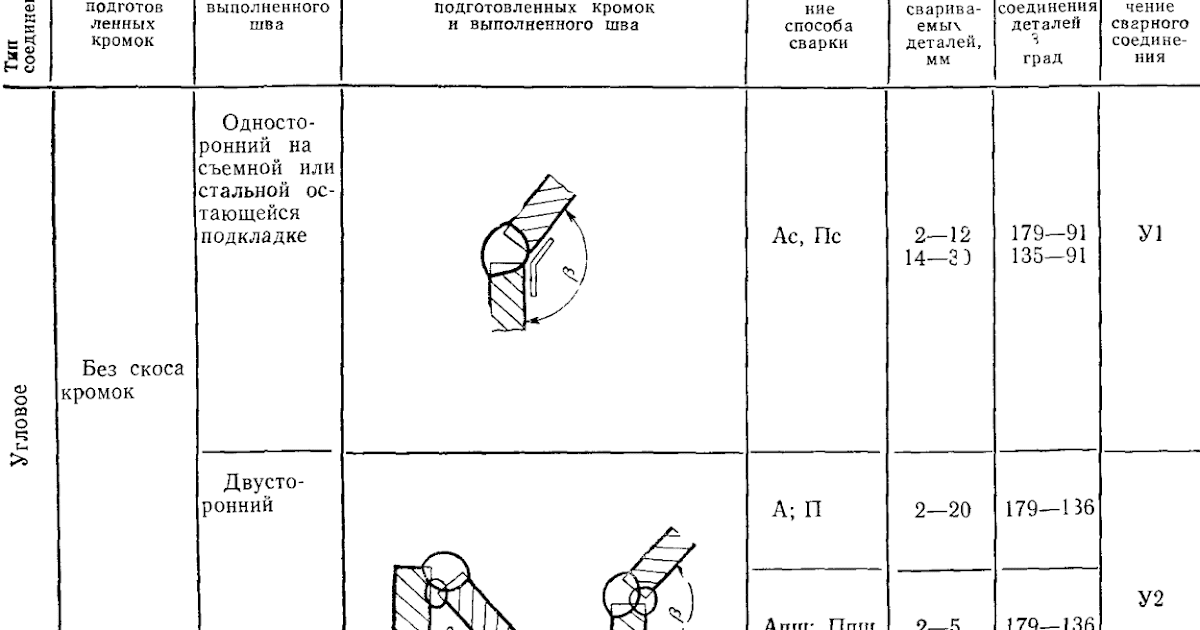
 Одна из проблем заключается в том, что сварку обычно можно выполнять только в горизонтальном положении. Использование гранулированного флюса и текучесть расплавленной сварочной ванны означает, что сварка ограничена положениями 1F, 1G и 2F.
Одна из проблем заключается в том, что сварку обычно можно выполнять только в горизонтальном положении. Использование гранулированного флюса и текучесть расплавленной сварочной ванны означает, что сварка ограничена положениями 1F, 1G и 2F.Дуговая сварка под флюсом: тогда и сейчас
Дуговая сварка под флюсом (SAW) названа так потому, что зона сварки и дуги погружены под слой флюса. Флюс становится проводящим, когда он расплавлен, создавая путь для прохождения тока между электродом и заготовкой. Покрытие из флюса предотвращает брызги и искры, а также защищает от ультрафиолетового излучения и паров, которые обычно являются частью дуговой сварки защищенным металлом.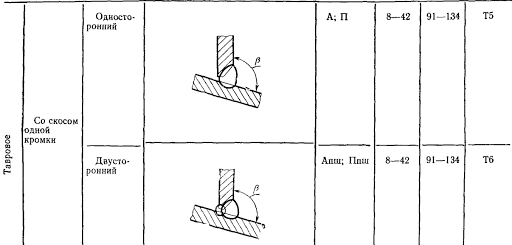 Флюс обычно подается к сварочной головке через небольшой бункер. Система сбора собирает избыточный флюс для повторного использования.
Флюс обычно подается к сварочной головке через небольшой бункер. Система сбора собирает избыточный флюс для повторного использования.
В процессе используется один или несколько постоянно подаваемых электродов (проволок) для поддержания дуги. SAW известен своей способностью быстро, стабильно и безопасно осаждать большие объемы металла. Базовое оборудование ПАВ — это источник питания, блок управления, проволочный блок и сопло.
Инновации, вызванные необходимостью
Хотя в конце 1920-х годов было подано множество патентов на специальные флюсы и процесс без видимой дуги, заслуга принадлежит компании National Tube Works Co., Маккиспорт, Пенсильвания, за разработку в 1930 то, что сегодня известно как дуговая сварка под флюсом. Компании необходимо было добиться более высоких скоростей наплавки при сварке трубных швов.
В конце 1930-х развитие процесса ускорилось из-за спроса на боевые корабли и другую военную технику для поддержки войны. Сообщается, что в письме тогдашнего президента Рузвельта к Уинстону Черчиллю даже упоминается «метод сварки, который позволяет нам строить торговые суда со скоростью, не имеющей себе равных в истории торгового мореплавания», и что этот процесс сварки был «до 20 раз быстрее».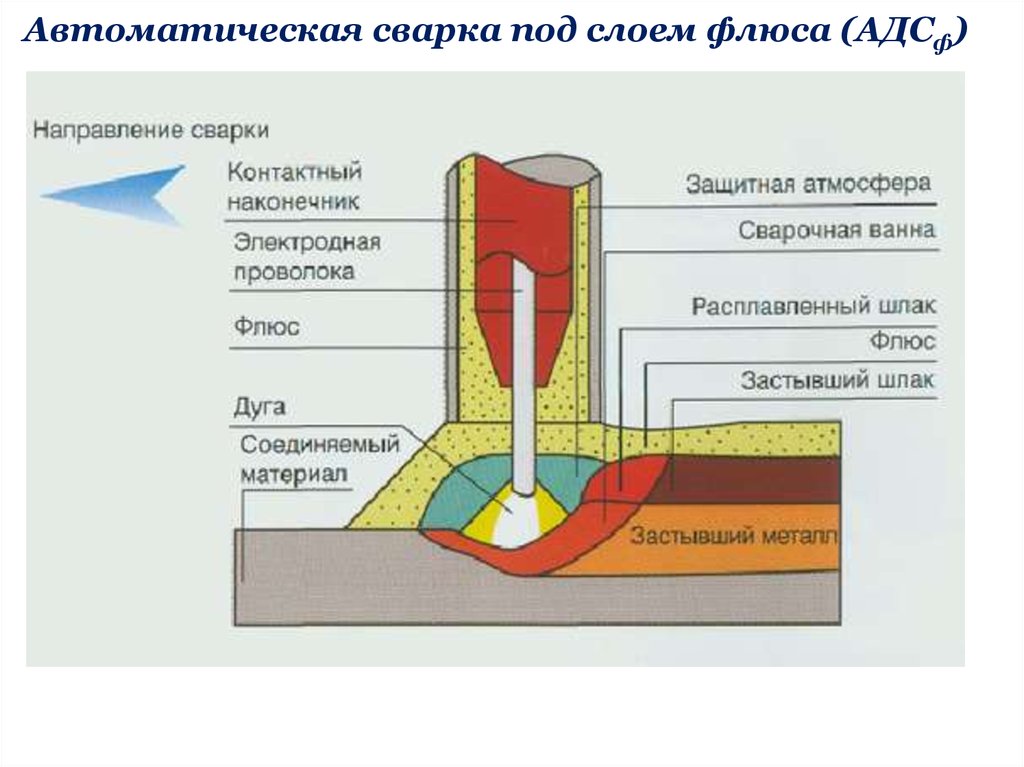 “, чем предыдущие процессы сварки. 1 Поскольку строительство корпуса корабля благоприятствовало этому процессу, производство военного времени выдвинуло только что родившуюся субдуговую технологию на передний план в мире сварки.
“, чем предыдущие процессы сварки. 1 Поскольку строительство корпуса корабля благоприятствовало этому процессу, производство военного времени выдвинуло только что родившуюся субдуговую технологию на передний план в мире сварки.
Однако он не получил широкого распространения, потому что только производители толстолистового проката и другие высокопроизводительные операции с черными металлами, требующие сварки в плоском или горизонтальном положении, могли получить реальную пользу. Также временами действовали ограничения на муниципальное электроснабжение. Процесс всегда считался надежным и качественным, поэтому он неуклонно развивался.
Во время беспрецедентного производственного бума с 1950-х по 1990-е годы потребность в трудолюбии была очевидна, но не было видно никаких веских причин для долгосрочной эффективности, поскольку в США было много сырья, площадей, рабочей силы, энергии и выгода. SAW по-прежнему использовался для определенных приложений, но не было никаких реальных бизнес-факторов, которые могли бы его улучшить.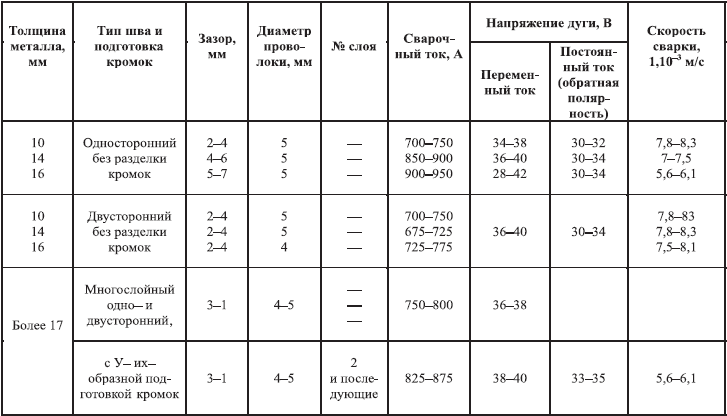
Развитие, вызванное спросом
Перенесемся в 2000 год, и все готово для современной эволюции SAW. Нет никаких сомнений в том, что производители должны более эффективно использовать ресурсы в сегодняшней сверхконкурентной производственной среде. В условиях экспоненциального роста промышленно развитого мира потребность в быстром и эффективном производстве становится больше, чем в любой другой период в истории. Добавьте к климату больше требований по доставке продукции по всему миру; растущие инфраструктурные проекты, такие как строительство мостов, стальные конструкции и спиральные трубы; и все, что связано с энергией, например, ветряные башни, морские нефтяные вышки и горнодобывающее оборудование, и настало время для процесса SAW стать всем, чем он может быть.
В соответствии с современными требованиями к сварке, достижения SAW за последние 5-10 лет создали значительные преимущества. Скорость осаждения более 100 фунтов. в час теперь сообщается в некоторых случаях (см.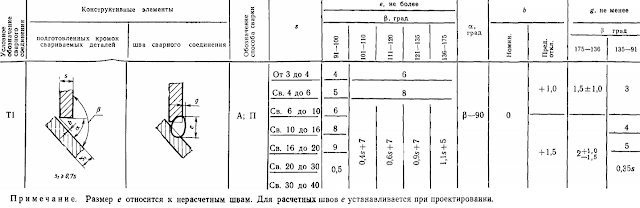 Рисунок 1 ). Также можно сваривать очень большие площади швов за меньшее количество проходов и с минимальной подготовкой. Пользователи SAW сотрудничают с производителями оборудования, чтобы создать отрасль, отвечающую их собственным потребностям.
Рисунок 1 ). Также можно сваривать очень большие площади швов за меньшее количество проходов и с минимальной подготовкой. Пользователи SAW сотрудничают с производителями оборудования, чтобы создать отрасль, отвечающую их собственным потребностям.
«Раньше мы говорили, что большая часть наших технологических разработок обусловлена потребительским спросом», — сказал Кен Фишер, менеджер по дуговой сварке под флюсом компании Miller Electric Mfg. Co., Эпплтон, Висконсин,
‘Теперь можно смело сказать, что все это подпитывается покупательским спросом. Наши клиенты перешли от просьб об увеличении производства к требованию».
Куда движется SAW?
Как выглядит новая технология? Сегодняшнее удобное рабочее место сильно отличается от спартанского цеха, который папа занимал 50–75 лет. назад. SAW, естественно, подходит для более цивилизованной среды. Это всегда был экологически чистый, безопасный процесс с минимальным выделением дыма и отсутствием лучей дуги, от которых нужно было бы защищаться, что делает его одной из самых приятных сварочных сред для работы ( см. Рисунок 2 ). Именно технологические достижения в силовом оборудовании и средствах управления сделали реальностью выполнение SAW с большей легкостью и точностью, чем это было возможно ранее.
Рисунок 2 ). Именно технологические достижения в силовом оборудовании и средствах управления сделали реальностью выполнение SAW с большей легкостью и точностью, чем это было возможно ранее.
At the Arc
Способность SAW использовать несколько дуг в одной ванне приводит к чрезвычайно высокой скорости наплавки, что обеспечивает более быстрое проникновение тепла и стабильность дуги. В традиционных источниках питания, когда волна переходит от положительной (EP) к отрицательной (EN) в своем полупериоде, может произойти запаздывание или прерывание дуги, что впоследствии вызовет проблемы со сваркой. Хотя этот фактор и связанные с ним проблемы ввода и вывода ранее ограничивали скорость и производительность, теперь он устранен в передовом энергетическом оборудовании.
Во-первых, теперь можно сваривать полярность переменного и постоянного тока в одной сварочной ванне, используя один и тот же источник питания. В прошлом требовались разные машины, и иногда сварку постоянным и переменным током приходилось выполнять за разные проходы. Теперь две или более машин можно соединить вместе или разъединить, чтобы использовать отдельно для других операций. Сегодняшняя SAW может помещать до пяти проволок в одну ванну, что дает возможность быстрее создавать сварной шов с уникальными, специализированными свойствами. Преимущества переменного тока для высокого наплавления, стабильности и устранения дугового разряда могут быть реализованы, в то время как DCEP/DCEN обеспечивают стабильное проплавление на гораздо более высоких скоростях.
Теперь две или более машин можно соединить вместе или разъединить, чтобы использовать отдельно для других операций. Сегодняшняя SAW может помещать до пяти проволок в одну ванну, что дает возможность быстрее создавать сварной шов с уникальными, специализированными свойствами. Преимущества переменного тока для высокого наплавления, стабильности и устранения дугового разряда могут быть реализованы, в то время как DCEP/DCEN обеспечивают стабильное проплавление на гораздо более высоких скоростях.
Из-за того, что происходит в задней части этих новых машин, сварщики теперь имеют гораздо больше возможностей для работы с дугой. Старое оборудование работало в соответствии с ограниченным набором параметров; сегодняшние источники энергии работают и реагируют.
«Машина делает большую часть работы, — сказал Майк Флэгг, менеджер SAW в Lincoln Electric Co., Кливленд. — Пользователь просто должен настроить параметры, когда это необходимо. Новое оборудование довольно просто для операторов . ”
”
Питание и управление
На входе больше нет необходимости использовать только однофазное питание. Новые машины могут подключаться к трехфазному источнику питания и к одному и тому же источнику питания, используемому для обоих. Это достигается простой модификацией вилки, чтобы ток и напряжение оставались стабильными и постоянными. Инверторы позволяют использовать одно и то же оборудование в любой точке мира.
Все современные элементы управления SAW являются цифровыми, что обеспечивает постоянную обратную связь для контроля и изменения напряжения, силы тока, скорости подачи проволоки и т. д. Цифровые ПЛК настроены для взаимодействия с приложением, выбранным на источнике питания, и в некоторых случаях один контроллер может обрабатывать любой выбор AC, DC CV или DC CC.
Сохраняемые настройки позволяют оператору вводить три или четыре разные программы и записывать их одну за другой без необходимости запоминать оптимальные диапазоны нагрева и мощности для данной работы. После ввода параметров их можно вызвать и снова использовать в том же приложении. Диапазоны осаждения и нагрева могут быть запрограммированы, и система будет гарантировать, что оператор останется в этих диапазонах.
После ввода параметров их можно вызвать и снова использовать в том же приложении. Диапазоны осаждения и нагрева могут быть запрограммированы, и система будет гарантировать, что оператор останется в этих диапазонах.
Программируемость контроллеров позволяет компаниям работать в реальных условиях бизнеса. В некоторых случаях опытные операторы могут обучать и управлять неопытными сварщиками, не рискуя потерять контроль над одной или несколькими переменными.
Возможность составления отчетов также доступна с помощью программного обеспечения для мониторинга, использующего сетевые соединения. Как и станок с ЧПУ, источник сварочного тока можно программировать удаленно и контролировать по сети. То, что можно посмотреть локально, также можно посмотреть в любой точке мира. Данные о теплотах проникновения и осаждения, скоростях и качестве могут быть отправлены по электронной почте.
Скорости перемещения и расходные материалы
Гибкость новых источников питания позволяет производителям сосредоточиться на более высоких скоростях перемещения, что повышает качество сварных швов с высоким наплавлением.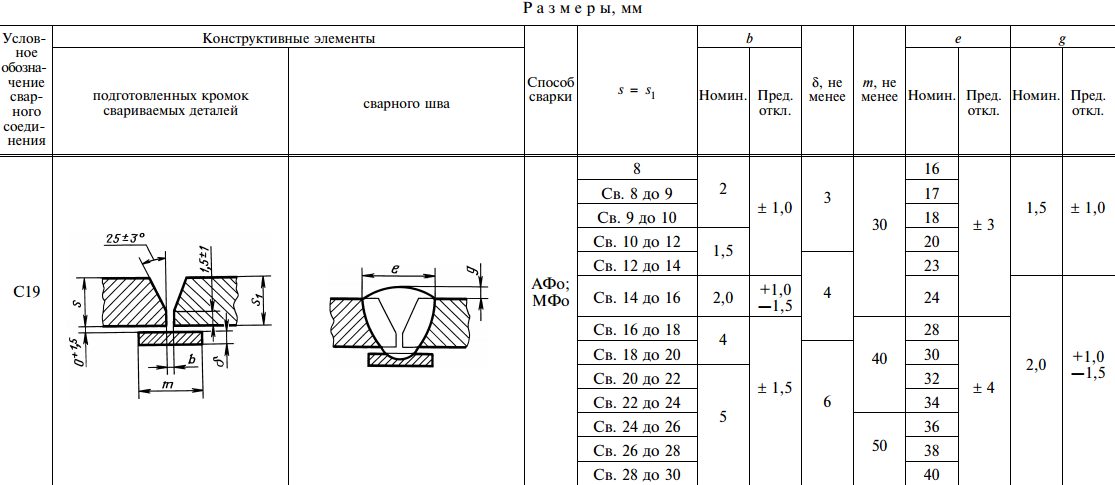
‘В 50-х и 60-х тракторы были огромными. Теперь они намного меньше и могут работать быстрее», — сказал Фишер.
Одной из проблем с ранними SAW была переменная скорость подачи трактора. Теперь тракторы, оснащенные регулятором скорости, могут изменять скорость при изменении нагрузки, сохраняя другие переменные более постоянными. . Приспособляемость по-прежнему остается главным преимуществом, поэтому даже модульные тракторы можно разобрать без использования инструментов, чтобы провести их через небольшое пространство, где они снова собираются для выполнения необходимых операций.Эти высокотехнологичные тракторы чрезвычайно универсальны в том, что они могут делать.
Точно так же, как промышленность улучшила системы питания и нанесения, расходные материалы были обновлены, чтобы соответствовать текущим требованиям.
Трубчатая проволока, также называемая проволокой с металлическим сердечником, имеет металлическую проволоку снаружи и металлический порошок внутри, состоящий из специальных сплавов, таких как флюсовая смесь.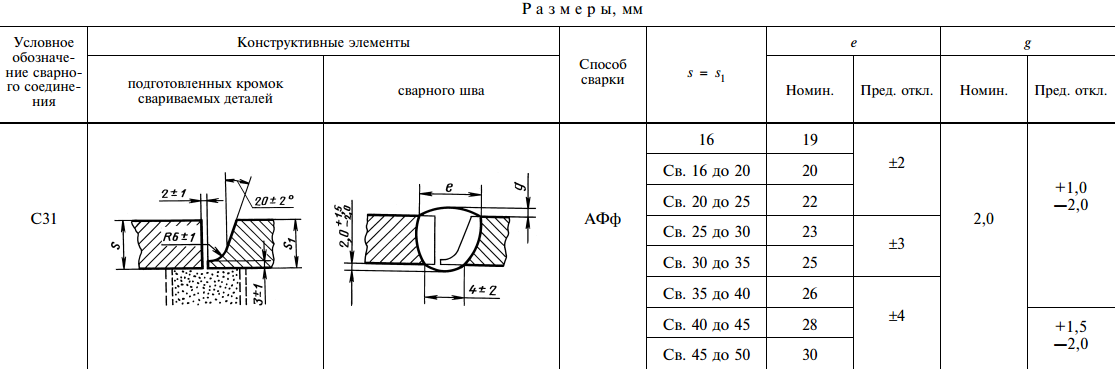 Эти проволоки позволяют выполнять операции, которые ранее требовали нескольких проходов, за один или два прохода. Они также позволяют использовать более универсальный и менее дорогой флюс.
Эти проволоки позволяют выполнять операции, которые ранее требовали нескольких проходов, за один или два прохода. Они также позволяют использовать более универсальный и менее дорогой флюс.
Производство и поставка флюса также расширились, чтобы соответствовать производственным требованиям SAW. Флюс с трубчатым сердечником может применяться в зависимости от области применения и обеспечивать дополнительную прочность и качество сварного шва. Обычный флюс теперь можно приобрести в мешках весом до 3000 фунтов, а в некоторых случаях его можно хранить до пяти лет, сохраняя при этом свои свойства.
SAW также хорошо подходит для плакирования лентой, процесс, который дебютировал в 1960-х годах. Расходный материал представляет собой полосу из металла или сплава толщиной 0,79 мм.до 4,72 дюйма в ширину и около 0,020 дюйма в толщину, который используется вместо обычного проволочного электрода. Дуга проходит между полосой и заготовкой, а флюс защищает сварной шов от атмосферы, а оператора от брызг. Это еще один вариант достижения высокого осаждения и устранения количества проходов.
Это еще один вариант достижения высокого осаждения и устранения количества проходов.
Барьеры
SAW подходит не для каждого применения. Поскольку это плоский или горизонтальный процесс, существуют ограничения на типы операций, которые он может принести. Кроме того, он в основном характерен для черных металлов. На некоторых материалах, таких как алюминий, проблемы с едким флюсом сводят на нет экологические и безопасные преимущества SAW и требуют другого процесса.
Производителям следует учитывать затраты на вход при оценке SAW для своих операций. Хотя технология управления предлагает широкие возможности, она имеет свою цену. Объемы производства определят, оправдано ли оборудование. Доступны недорогие источники питания, но многие из них не обладают самыми востребованными возможностями.
У SAW светлое будущее. По мере индустриализации целых культур по всему миру будет расти и число приложений, поддающихся этому процессу. В то время как текущая технология уже готова справляться с новыми требованиями со скоростью и точностью, производители будут продолжать искать, что еще можно сделать, чтобы помочь пользователям SAW стать эффективными и конкурентоспособными.