Сварка полуавтоматом нержавеющей проволокой: Сварка нержавейки полуавтоматом: что нужно, технология, лайфхаки
alexxlab | 28.03.2023 | 0 | Разное
свойства сплава, сваривание в среде углекислого газа и аргона
Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Если в составе металлического сплава находится от 12% хрома, то он уже относится к категории нержавеющих и обладает устойчивостью к коррозии. В то же время работа с этим материалом требует определенной подготовки металла перед проведением сварочных работ. На качество сварочных работ влияет выбор рабочего сварочного режима и правильный подбор расходных материалов.
- Свойства нержавеющего сплава
- Сварка полуавтоматом
- В среде аргона
- В среде углекислого газа
Поверхностный антикоррозийный слой металла обладает устойчивостью к восстановлению. В составе современных антикоррозийных сплавов могут присутствовать в незначительных количествах: углерод, титан, никель, молибден, ниобий.
В зависимости от микроструктуры нержавеющая сталь может иметь различные свойства и применяться в разной среде:
- Сталь с содержанием хрома и никеля относится к классу аустенитной. Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.
- Сплав с содержанием хрома и железа называется ферритным. Он устойчив к термической закалке и может использоваться в агрессивной среде.
- Сплав с содержанием углерода и хрома называется мартенситным и используется в слабоагрессивной среде. Объясняется такое применение высокой твердостью и одновременно хрупкостью сплава.
Свойства нержавеющего сплава
Начинающему сварщику рекомендуется учитывать некоторые свойства химического состава стального сплава, чтобы выполнить работу качественно.
- Низкую теплопроводность. Теплопроводность нержавеющей стали ниже в два раза по сравнению с другими металлами. В процессе сварочных работ металл может расплавиться больше, чем это необходимо. Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов.
- Минимальный уровень температуры плавления. Для сохранности устойчивости к ржавлению в процессе работ сохраняют оптимальный режим температуры.
- Межкристаллитную коррозию. Является результатом образования карбидного соединения хрома и железа. Растекание, приводящее к коррозии металла, происходит при повышении температуры более 500 градусов. Для устранения нежелательных эффектов применяются различные способы охлаждения свариваемых конструкций.
- Высокий уровень линейного расширения стали. Литейная усадка стали происходит благодаря высоким температурам.
 Превышение температурного режима может привести к деформации металла и появлению между свариваемыми деталями трещин. С этой целью при работе с нержавейкой рекомендуется оставлять небольшие зазоры на расширение.
Превышение температурного режима может привести к деформации металла и появлению между свариваемыми деталями трещин. С этой целью при работе с нержавейкой рекомендуется оставлять небольшие зазоры на расширение. - Высокий показатель электрического сопротивления. Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.
Сварка полуавтоматом
При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.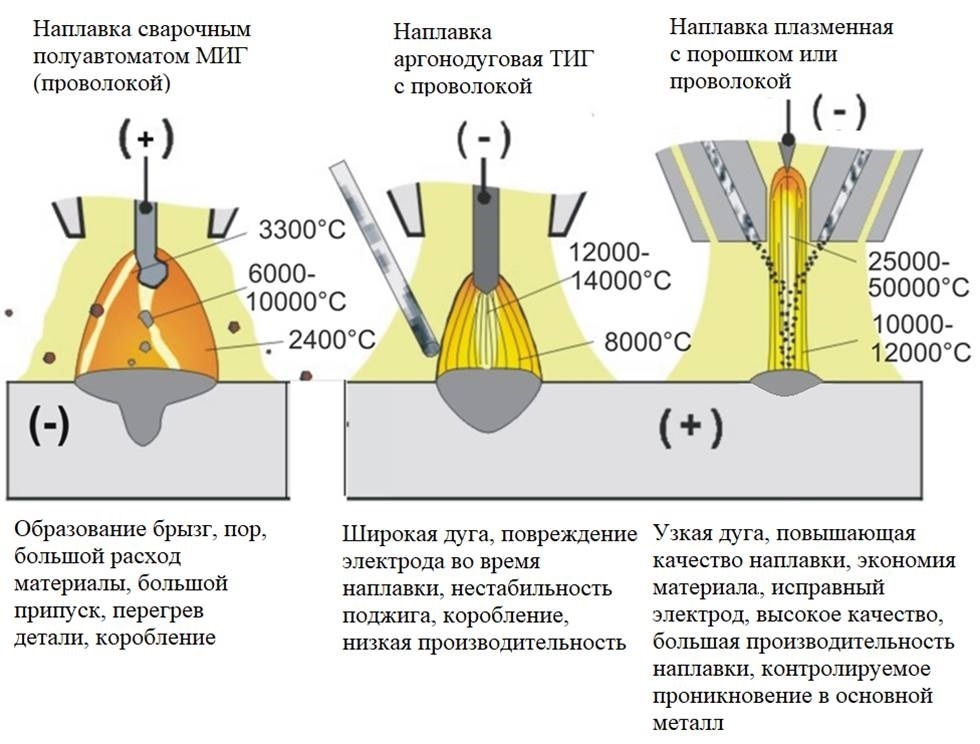
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
- Применение обратной полярности.
- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва.
 Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва. - Не следует начинать и заканчивать сварку по краю детали. Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.
Технология сварки нержавеющей стали полуавтоматом
Нержавеющая сталь применяется во многих отраслях промышленности, а также в быту. При устранении возможных поломок деталей и соединения отдельных частей используется сварка нержавейки полуавтоматом. Специальное оборудование и среда защитного газа позволят избежать появления дефектов в месте соединения.
Сварка нержавеющей стали полуавтоматом
Особенности нержавеющей стали
Процесса соединения нержавейки при помощи сварки считается сложным.
Виды нержавеющих сталей
Материал классифицируется на:
- Ферритная структура. В составе таких сплавов содержится хром в количестве до 20%. Применяются в тяжелой промышленности для изготовления отопительных систем. Устойчивы к коррозии, а также способны намагничиваться, данный металл считается востребованным.
- Аустенитная структура. В составе содержат никель и хром. Составляют до 70% всех нержавеющих сплавов в промышленности. Устойчивы к коррозии, имеют высокую прочность в отличие от аналогов.
- Феррритно-мартенситная структура. Имеют игольчатое строение углерода, из-за чего считаются прочным видом нержавеющего сплава. Устойчивы к преждевременному износу, способны выдерживать действие повышенных температур. В составе содержат минимальное количество посторонних примесей.
- Комбинированная структура. Данная категория получается при сочетании основных типов.
 Изготавливается в результате применения новых технологий. Содержит все полезные качества используемых материалов.
Изготавливается в результате применения новых технологий. Содержит все полезные качества используемых материалов.
Свойства и свариваемость нержавейки
Нержавеющие сплавы имеют следующие свойства, которые могут повлиять на процесс сварки:
- Теплопроводность материала ниже в 2 раза, чем у углеродистых сталей. Из-за этого свойства происходит перегрев сварочной ванны, снижаются коррозионная устойчивость. Для предотвращения место соединения охлаждают.
- Низкая температура плавления способствует образованию в месте сварки металла с температурой расплава 500°С. Такое явление в дальнейшем приведет к появлению дефектов шва, образуются трещины. Необходимо применять принудительное охлаждение.
- Высокое тепловое расширение приведет к механической деформации в месте шва. Для предотвращения между деталями рекомендуется оставлять зазор определенного размера.
- Пониженная электрическая проводимость является основным показателем нержавеющей стали. Такое свойство приводит к критическим нагревам легированных электродов.

Внутренние характеристики делают нержавеющие сплавы сложными для сварки. Для нормального соединения необходимо применять принудительное охлаждение шва.
Начало сварочного процесса
Перед началом необходимо обработать кромки свариваемых деталей.
- Стык между кромками свариваемых деталей должен иметь зазор 2−3 мм для обеспечения свободной усадки швов.
- Поверхности кромок зачищают до блеска с помощью специальной металлической щётки или болгарки.
- Затем поверхности обрабатывают растворителем, в качестве которого используют ацетон или авиационный керосин. Растворитель обеспечит удаление жира из места будущей сварки. Что, в свою очередь, предотвратит в дальнейшем образование пор в сварочном шве.
Читать также: Как отремонтировать корпус аккумулятора
Технология сварки нержавейки полуавтоматом
Для повышения качества соединения, а также снижения уровня ложности процесса сварки нержавеющих сплавов применяются полуавтоматические аппараты.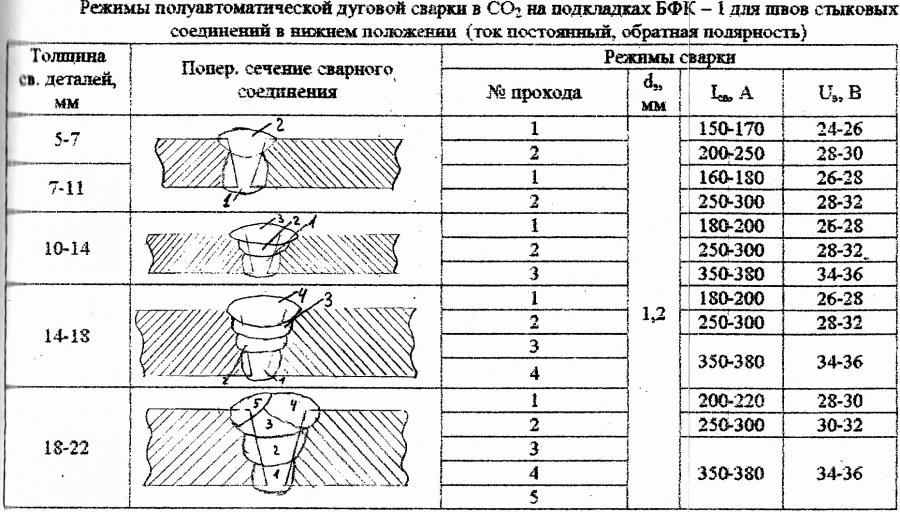 Оборудование дает:
Оборудование дает:
- обеспечение сварочной ванны газом для защиты от постороннего влияния;
- подача проволоки присадочной;
- принудительное охлаждение;
- возможность выполнения работ в труднодоступных местах.
В процессе сварки на поверхности металла образуются области повышенного внутреннего напряжения. Для предотвращения явления рекомендуется проводить обработку при помощи нагрева детали до температуры 760°С и дальнейшим самостоятельным охлаждением.
Сварка полуавтоматом
При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.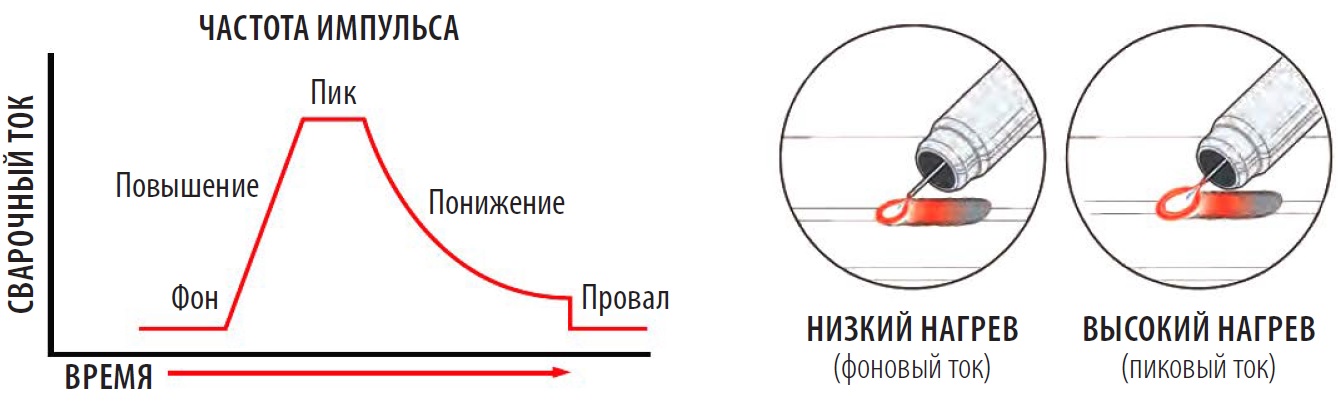
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
- Применение обратной полярности.
- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва. Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
- Не следует начинать и заканчивать сварку по краю детали.
 Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.
Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.
Материалы и оборудование
В процессе сварки используют полуавтоматические аппараты. Они обеспечиваются системой подачи проволоки, а также защитного газа. Полуавтомат для сварки должен иметь возможность переключения полярности, а также контролем и регулировкой основных параметров.
Проволока для сварки нержавейки
Для обеспечения надежного шва необходимо применять проволоку для сварки нержавейки полуавтоматом. Она изготавливается также из нержавеющего сырья. Если нет возможности использовать газовую среду рекомендуется применять порошковую проволоку, она имеет полое строение, пустота заполняется флюсом. Недостатком последней является появление в дальнейшем трещин в структуре шва.
Выбор газа
Применение газа обусловлено необходимостью обеспечения защиты места соединения от вредного окисления. При этом вещество не должно вступать в химические реакции с металлом, чем может снизить характеристики нержавейки. В таком случае используются инертные газы с добавленной углекислотой.
В таком случае используются инертные газы с добавленной углекислотой.
Баллоны с газом
Способы сварки черного металла и нержавейки: технология и оборудование
Электродуговая сварка является наиболее простым способом сваривания нержавейки с черным металлом. Часто ее выбирают по причине высокой скорости процесса и простоте подготовки материалов к свариванию. Однако стоит упомянуть, что при использовании этого способа будет очень сложно достигнуть хорошего качества шва. Упростить задачу можно, подобрав качественные электроды из нержавейки с правильным покрытием. При сваривании электродом результат достигается за счет снижения температуры сварочной ванны, которое достигается добавлением в состав электрода марганца и никеля. При использовании таких электродов существенно уменьшается ширина хрупких прослоек.
Оборудование для электродуговой сварки включает в себя:
- источник сварочного тока;
- сварочный кабель с держателем для электрода;
- обратный кабель для соединения источника со свариваемым изделием.

Если решили варить полуавтоматом, то лучше варить в среде защитного газа. Это позволит добиться наиболее качественного шва. Для данного метода используется сварочный полуавтомат, включающий в себя:
- источник питания;
- механизм подачи сварочной проволоки;
- сварочный рукав с горелкой;
- баллон с защитным газом;
- обратный кабель.
При аргнодуговой сварке неплавящимся электродом стоит обратить внимание на то, что в зоне формирования шва идет крайне интенсивный нагрев металла, что при остывании изделия может привести к образованию трещин. Поэтому этот метод сварки самый нежелательный, его рекомендуется применять только для сварки тонкого метала.
Как варить нержавейку полуавтоматом
Часто детали для соединения могут располагаться в труднодоступных местах. Сварка нержавеющей стали полуавтоматом обеспечивает надежный шов, который защищен от преждевременного износа.
Подготовка металла
Перед выполнением работ по соединению присадочной проволокой необходимо подготовить детали:
- в месте соединения удаляют все загрязнения;
- проводят обезжиривание металла, для надежности шва и защиты от трещин, помогут при этом растворители;
- для удаления избыточной влаги детали рекомендуется нагреть до значения 100°С.
Техническая схема сварки
Для соединения нержавеющих сплавов при помощи сварки применяют три метода:
- для деталей маленькой толщины необходим метод короткой дуги;
- при струйном переносе получают сварное соединение нержавейки при деталях большой толщины;
- импульсный метод считают универсальным.
Технологический процесс требует выполнения некоторых правил:
- для хорошего обзора необходимо горелку располагать под отрицательным углом к шву;
- головку следует вести на расстоянии 12 мм от поверхности металла;
- проволока должна плавиться небольшими порциями, без больших капель.

Сварщику рекомендуется выполнять ряд требований:
- сварка ведется при обратной полярности клемм;
- значением угла регулируется качество и ширина шва;
- длина вылета присадочной проволоки должна составлять не более 12 мм;
- в место шва необходимо подавать осушенный газ, при расходе до 12 м3/мин;
- для предотвращения появления брызг поверхности обрабатывают раствором мела;
- начало и окончание шва рекомендуется делать на некотором расстоянии от края деталей.
Исправление дефектов
При выполнении сварочных работ в местах соединения могут возникать деформации, происходит это в результате нагрева. Для устранения следует выполнять следующее:
- при образовании пузырей в месте шва применяют метод простукивания молотком от края деталей;
- покоробленный металл необходимо выправить при помощи разогрева детали горелкой, а также простукивания молотком.
Для получения шва необходимо изучить теоретическую часть, а также выполнить пробную сварку на образцах.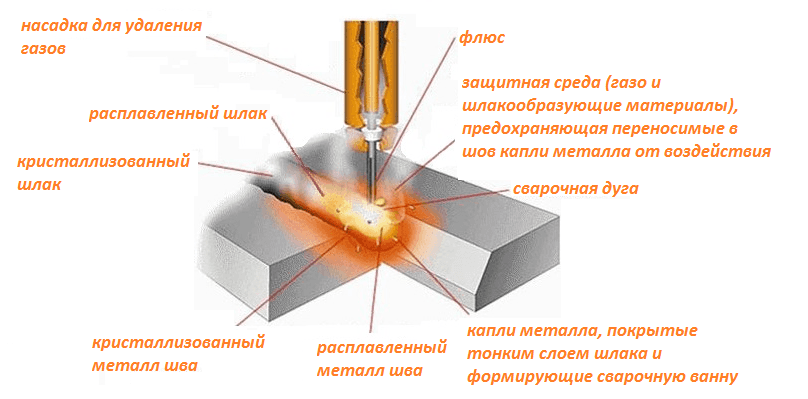
Технология сварки нержавеющей стали в среде углекислого газа
Далее, рассмотрим принципы работы связки – полуавтомат, нержавеющая проволока и углекислый газ, как самый распространенный вариант из существующих. Процесс состоит из нескольких этапов: предварительная подготовка, сам процесс сваривания и пост обработка.
Подготовка металла
Сварка нержавеющих металлов может быть выполнена следующими способами:
- Для соединения тонкого листового металла используют метод короткой дуги;
- Толстые куски свариваются с помощью метода струйного переноса;
- Импульсный метод считается универсальным, он позволяет экономить расходные материалы и добиваться высокой скорости работы.
Читать также: Игральный шестигранник 5 букв
Перед тем, как варить нержавейку, ее нужно тщательно подготовить, в противном случае можно не рассчитывать на качественное и ровное соединение. Сварные участки нужно:
- обезжирить и снять оксидную пленку. Это можно сделать двумя способами: механическая зачистка или кислотная обработка.

- сделать кромки для наваривания металла.
- провести обезвоживание. Данный процесс подразумевает прогрев металла до 100 градусов, для удаления влаги.
- дополнительно прогреть (для высоколегированной стали). Чтобы снизить воздействие высоких температур при сваривании металл нужно прогреть дополнительно до 200 градусов. Для низколегированной стали подобную процедуру проделывать не нужно.
Техническая схема сварки
После первичной подготовки металла нужно определиться с выставлением зазоров и настройкой полуавтомата. В представленной ниже таблице, вы найдете подходящие настройки для вашего типа соединения, толщины металла и диаметра проволоки.
Простейшие сварочные полуавтоматы имеют следующие настройки: скорость подачи проволоки, сварочное напряжение и регулировку индуктивности. Напряжение мы выбираем исходя из представленных показателей, скорость подачи проволоки позволяет регулировать образование шва, исходя из ваших способностей. Индуктивность влияет сразу на несколько параметров, изменяя этот показатель мы можем регулировать глубину провара, жесткость дуги и форму шва. Чем меньше индуктивность, тем дуга холодней, провар получается более глубоким, а валик маленьким и наоборот. Чем выше индуктивность, тем более широким становится валик и провар уменьшается.
Чем меньше индуктивность, тем дуга холодней, провар получается более глубоким, а валик маленьким и наоборот. Чем выше индуктивность, тем более широким становится валик и провар уменьшается.
Чтобы в процессе сваривания нержавейки не возникло трудностей, следуйте этим советам:
- Выставите обратную полярность на аппарате;
- Наклоняйте электрод от свариваемого шва на угол 20 – 60 градусов. Таким образом, вы будете видеть свариваемые детали и сможете равномерно располагать шов по всему соединению;
- Ограничьте вылет проволоки на уровне 12 миллиметров, не более;
- Тщательно следите за уровнем расхода газа. Нормальные показания, для сваривания нержавеющей стали 6 -12 м3/мин. При увеличении или уменьшении рекомендуемого расхода газа качество сварного соединения может значительно ухудшится.
- Используйте осушитель, чтобы удалить образовавшуюся в баллоне жидкость и не допустить окисления сварного шва;
- Делайте технологические отступы от краев соединений, для избегания водородных трещин.

- Перед началом работы откусите шарик, образовавшийся на окончании вылета проволоки.
Исправление дефектов
При сварке нержавеющей стали полуавтоматом на шве могут появиться всевозможные дефекты, поэтому деталь можно дополнительно обработать. Для этого нужно воспользоваться молотком и гладилкой. Чаще всего дефектами являются пузыри. Их можно удалить постукивая по нему от края детали в сторону пузыря. Если такой способ не помог, можно попробовать нагреть участок с пузырем и постукивая от его края, выпрямить выпуклую часть шва.
Нержавеющая сталь появилась в обиходе современной цивилизации относительно недавно. Британский учёный-металлург Гарри Брирли, в 1913 году экспериментировавший с различными видами сплавов, неожиданно обнаружил, что стали с высоким содержание хрома практически не подвержены коррозии. С этого момента коррозионно-стойкие стали начали своё триумфальное шествие по планете. В настоящее время без нержавейки невозможно представить нашу повседневную жизнь.
Коррозионно-стойкая сталь — это сплав, основными компонентами которого являются железо и углерод, обогащённые специальными добавками. Эти добавки и придают стали особые антикоррозионные свойства. Основным добавочным компонентом является хром. Все виды нержавейки содержат в своём составе как минимум 10.5% хрома. Его добавление придаёт стали не только антикоррозионные свойства, но и ряд других полезных качеств.
Стали, содержащие в своём составе хром, характеризуются хорошей обрабатываемостью посредством холодной ковки. Обладают высокими прочностными характеристиками. Очень хорошо соединяются друг с другом с помощью сварки. В процессе долговременной эксплуатации не теряют своих антикоррозионных свойств.
Вся суть нержавеющей стали заключена в одном простом явлении: хром образует на поверхности металла оксидную плёнку. Она не позволяет развиваться процессу коррозии. Если в результате механического воздействия оксидная плёнка повреждается, нержавеющая сталь на время теряет свои антикоррозионные свойства, до тех пор, пока оксид хрома не восстановится на поверхности.
В составе современных нержавеющих сталей присутствуют в небольших количествах никель, ниобий, титан и молибден. Все эти элементы необходимы для придания конкретному виду стали тех или иных заранее запланированных эксплуатационных свойств.
В зависимости от строения кристаллической решётки нержавеющие стали делятся на три вида:
- Аустенитные — содержат в своём составе, кроме хрома, ещё и никель. Отличаются высокой устойчивостью против коррозии, высокой пластичностью и прочностью. Их особенность — они не намагничиваются.
- Ферритные — содержат железо с хромом. Обладают повышенной устойчивостью к закаливанию. Специально создаются для всевозможных агрессивных сред.
- Мартенситные — содержат хром с углеродом. Они характеризуются высокой прочностью и одновременно хрупкостью. Используются в основном в слабоагрессивных средах.
Сварка при помощи покрытых электродов
Это самая распространённая технология сварки нержавейки в домашних условиях. Метод позволяет получить неплохое качество провара при наличии минимального практического опыта. Плюс этого способа в его простоте. Минус — он не позволяет получать сварные швы высокого качества.
Метод позволяет получить неплохое качество провара при наличии минимального практического опыта. Плюс этого способа в его простоте. Минус — он не позволяет получать сварные швы высокого качества.
Для применения этого метода дома необходим специальный аппарат, который называется сварочный инвертор. Также нужны специальные электроды.
Металлическими электродами покрытого типа являются следующие марки: ОЗЛ-8, ЦЛ-11, НИАТ-1. Эти электроды позволяют получить шов, обладающий высокой жаростойкостью, устойчивостью к коррозии и высокой прочностью.
Сварочные работы производятся при постоянном токе обратной полярности. Необходимо добиваться меньшего проплавления шва. Это можно сделать, применяя электроды небольшого диаметра. Сила тока примерно на 15−30% меньше, чем для обычной стали.
Данные электроды характеризуются высоким электрическим сопротивлением и низкой теплопроводностью. В совокупности это может привести к перегреву и быстрому расплавлению электрода в процессе работы.
В самом начале производят прогрев свариваемых деталей в месте будущего шва до температуры 100 градусов. Это делается в целях удаления остатков влаги из сварочной зоны. Ни в коем случае нельзя перегревать заготовку выше 150 градусов. Сама работа производится на большой скорости, без поперечных колебательных движений, короткой дугой, на токах малой силы. В качестве теплоотвода, в целях предотвращения перегрева, под заготовки подкладывают медные пластины.
После завершения процесса шов зачищается от шлаков с помощью металлической щётки. Затем обрабатывается специальной протравочной пастой в течение 30 мин. Это делается для восстановления антикоррозийных свойств металла в месте провара. В дальнейшем остатки пасты смываются водой.
Нужно иметь в виду, что с толстостенной нержавейкой работать намного легче, чем с тонкой.
Автоматизированные сварочные системы | Проблемы сварки нержавеющей стали
Автоматизированные системы сварки + нержавеющая сталь
Нержавеющая сталь уже много лет пользуется все большей популярностью в производственной отрасли. Это в основном связано с коррозионной стойкостью материала, прочностью и общей устойчивостью. От кухонных приборов, автомобильных изделий, медицинского оборудования и многого другого нержавеющая сталь встречается повсюду. Хотя этот металл, не требующий особого ухода, имеет много преимуществ, он может вызвать множество проблем и разочарований при сварке!
Это в основном связано с коррозионной стойкостью материала, прочностью и общей устойчивостью. От кухонных приборов, автомобильных изделий, медицинского оборудования и многого другого нержавеющая сталь встречается повсюду. Хотя этот металл, не требующий особого ухода, имеет много преимуществ, он может вызвать множество проблем и разочарований при сварке!
Сварка нержавеющей стали Краткие сведения:
Существуют сотни марок нержавеющей стали.
Наиболее часто используемая нержавеющая сталь включает 304 и 316.
- Нержавеющая сталь
наиболее известна своей коррозионной стойкостью, прочностью и обрабатываемостью.
- Нержавеющая сталь
имеет низкую восприимчивость к росту бактерий, что делает ее популярным выбором для пищевых продуктов и медицинских изделий.
Некоторые нержавеющие стали могут быть в 3-5 раз дороже, чем мягкая сталь.
Ключевым моментом является выбор правильной ручной или автоматической системы и процесса сварки. Читайте дальше, чтобы узнать об общих проблемах при сварке нержавеющей стали и советах по их преодолению.
Читайте дальше, чтобы узнать об общих проблемах при сварке нержавеющей стали и советах по их преодолению.
Оксид хрома
Тонкий слой оксида хрома придает нержавеющей стали ее «нержавеющую» характеристику. Этот слой является одним из основных аттракторов, так как защищает материал от агрессивных сред. Задача при сварке нержавеющей стали состоит в том, чтобы избежать повреждения этого слоя брызгами или шлаком, так как это может привести к уязвимости конечного продукта. Очистка после сварки с помощью соответствующих инструментов необходима, чтобы избежать этой проблемы.
Вход температуры
Легирующий компонент нержавеющей стали проводит тепло гораздо медленнее, чем углеродистая сталь. Это означает, что тепло от дуги не будет так легко распределяться по материалу, что приведет к концентрации тепла в сварочной ванне. Это приведет к короблению, прожогу и окислению. Индикатором того, что для нержавеющей стали используется слишком много тепла, является то, что сварной шов начинает окрашиваться в цвета радуги. Хотя цвета могут выглядеть как произведение искусства, конечный продукт может не пройти проверку качества сварки.
Индикатором того, что для нержавеющей стали используется слишком много тепла, является то, что сварной шов начинает окрашиваться в цвета радуги. Хотя цвета могут выглядеть как произведение искусства, конечный продукт может не пройти проверку качества сварки.
GMAW по сравнению с GTAW
Исторически дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) была предпочтительным методом для работы с нержавеющими сталями. Однако по мере развития технологий дуговая сварка металлическим газом (GMAW) стала более стандартом. Это связано с использованием полуавтоматического сварочного оборудования в сочетании с современными средствами управления, которые обеспечивают высокую скорость наплавки, регулируют подачу тепла и улучшают стабильность. Свяжитесь с Bancroft Engineering, чтобы обсудить многочисленные преимущества автоматизации сварки нержавеющей стали.
Окончательная обработка
Нержавеющая сталь требует специальной обработки после завершения сварки. Не делайте ошибку, используя стальные щетки или полировальные круги, которые ранее использовались для обработки углеродистой стали — это повредит защитный оксидный слой. Независимо от того, нужна ли вам матовая, матовая или зеркальная поверхность, важно использовать специальные инструменты для обработки нержавеющей стали, такие как диски для отделки, ремни и другие инструменты.
Не делайте ошибку, используя стальные щетки или полировальные круги, которые ранее использовались для обработки углеродистой стали — это повредит защитный оксидный слой. Независимо от того, нужна ли вам матовая, матовая или зеркальная поверхность, важно использовать специальные инструменты для обработки нержавеющей стали, такие как диски для отделки, ремни и другие инструменты.
Автоматизированные системы сварки + нержавеющая сталь
Умение сваривать нержавеющую сталь является жизненно важной частью производства. Bancroft Engineering имеет многолетний опыт создания автоматизированных сварочных систем для сварки нержавеющей стали. Мы можем помочь вам оптимизировать ваше производственное оборудование и значительно улучшить сварку! Готовы к обновлению? Позвоните нам сегодня по телефону 262-786-1880 или напишите по электронной почте: [email protected]
Все, что вам нужно знать о полуавтоматической сварке
Введение: что такое полуавтоматическая сварка?
Полуавтоматическая сварка — это тип сварки, при котором используется аппарат для управления дугой и скоростью сварки. Этот тип сварки используется для MIG, TIG, SAW и плазменной дуговой сварки. Это популярный выбор для многих сварочных проектов, поскольку он обеспечивает большую точность и аккуратность, чем ручная сварка. Полуавтоматическая сварка также имеет то преимущество, что она быстрее ручной сварки. Таким образом экономя время и деньги в крупных проектах. Автоматизированная дуговая сварка может использоваться для соединения различных металлов. Например, алюминий, нержавеющая сталь, медные сплавы и чугун.
Этот тип сварки используется для MIG, TIG, SAW и плазменной дуговой сварки. Это популярный выбор для многих сварочных проектов, поскольку он обеспечивает большую точность и аккуратность, чем ручная сварка. Полуавтоматическая сварка также имеет то преимущество, что она быстрее ручной сварки. Таким образом экономя время и деньги в крупных проектах. Автоматизированная дуговая сварка может использоваться для соединения различных металлов. Например, алюминий, нержавеющая сталь, медные сплавы и чугун.
Как полуавтоматическая сварка может помочь в различных проектах.
Полуавтоматическая сварка — это процесс, в котором используются машины для соединения двух кусков металла. Это отличный способ для сварщиков сэкономить время и деньги при работе над различными проектами. Полуавтоматические сварочные аппараты используются во многих отраслях промышленности, от автомобильной до аэрокосмической и других. Разработанные, чтобы быть быстрыми и точными, они помогают сварщикам быстро выполнять свои проекты. При этом добиваясь желаемых результатов. Существуют различные типы сварочных полуавтоматов. Каждый подходит для разных типов проектов и приложений. Используя одну из этих машин, сварщики могут быть уверены, что их работа выполняется безопасно и эффективно.
При этом добиваясь желаемых результатов. Существуют различные типы сварочных полуавтоматов. Каждый подходит для разных типов проектов и приложений. Используя одну из этих машин, сварщики могут быть уверены, что их работа выполняется безопасно и эффективно.
Преимущества использования полуавтоматической сварки по сравнению с ручной сваркой.
Полуавтоматическая сварка представляет собой процесс, обладающий рядом преимуществ по сравнению с ручной сваркой. К ним относятся повышенная скорость и точность. Процесс предполагает использование сварочного полуавтомата. Который способен выполнять те же сварные швы, что и ручной сварочный аппарат, но с большей точностью и скоростью. Этот тип сварки идеально подходит для применений, требующих точности и короткого времени производства. Он также обеспечивает более стабильные результаты по сравнению с ручной сваркой. В результате уменьшается количество дефектов и улучшается качество продукции. Кроме того, полуавтоматические сварочные аппараты просты в эксплуатации, для начала работы требуется минимальное обучение.
Какие бывают полуавтоматические сварочные аппараты?
Полуавтоматическая сварка — это процесс, в котором используются передовые технологии для соединения металлических деталей. Это экономичный способ создания прочных и долговечных сварных швов с меньшим количеством ручного труда. Существует три основных типа сварочных полуавтоматов. Включая аппарат для сварки MIG, аппарат для сварки TIG и аппарат для дуговой сварки с флюсовой проволокой. Каждый тип имеет свои уникальные преимущества и недостатки. Поэтому важно понять, какой из них лучше всего подойдет для вашего проекта, прежде чем совершать покупку. Решения для полуавтоматической сварки включают в себя сварочные тележки, системы круговой сварки и токарные станки.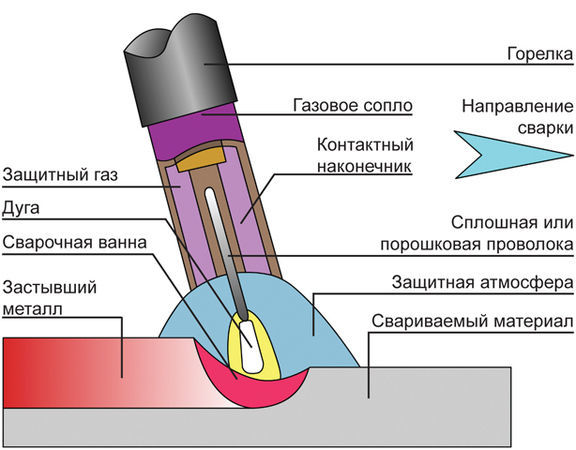 Плюс машины для сварки продольных швов и манипуляторы колонн и стрел.
Плюс машины для сварки продольных швов и манипуляторы колонн и стрел.
Меры предосторожности при использовании полуавтоматического сварочного аппарата.
При использовании сварочного полуавтомата безопасность имеет первостепенное значение. Важно принять меры предосторожности, чтобы обеспечить безопасное завершение процесса сварки. Некоторые из наиболее важных мер предосторожности включают:
- ношение защитного снаряжения и СИЗ
- проверка надежности всех электрических соединений
- , убедитесь, что в зоне сварки нет горючих материалов.
- установка соответствующих решений для удаления дыма
- прочитать и понять руководство пользователя для вашего полуавтомата
Принимая эти меры предосторожности, вы можете гарантировать, что ваша сварка будет безопасной и успешной.
Эта запись была размещена в разделе Ресурсы для клиентов, Информация о процессах сварки и резки, Новости Westermans и отмечена сваркой MIG, плазменной сваркой, полуавтоматическим сварочным аппаратом, полуавтоматической сваркой, сваркой TIG, автоматизацией сварки.