Сварка рдс: Ручная дуговая сварка (РДС)
alexxlab | 11.03.2023 | 0 | Разное
Способ сварки рдс – Telegraph
Способ сварки рдсКак выполняется дуговая ручная сварка
=== Скачать файл ===
Для наглядности и быстрого поиска марки материалов расположены в таблице свариваемости сталей в алфавитном порядке. В таблице приведены материалы-заменители для каждой марки стали и указаны рекомендуемые способы её сварки. Условные обозначения, применённые в таблице: РДС – ручная дуговая сварка ; АДС – автоматическая дуговая сварка; АрДС – аргонодуговая сварка; КТС – контактная точечная сварка ; ЭШС – электрошлаковая сварка; ХТО – химико-термическая обработка; т. РДС, АДС под флюсом и газовой защитой. Способ сварки – РДС. Газовую сварку не применять. Способ сварки – РДС, электроды КТИ Для снятия сварочных напряжений рекомендуется последующая т. Требует подбора специальных режимов, в сварном соединении имеет высокую прочность. Для толщины более 40мм и более рекомендуется подогрев и последующая т. Сваривается без ограничений, кроме деталей после ХТО; способы сварки: РДС, АДС сварка под флюсом и и сварка в защитных газах , КТС. РДС, АДС под флюсом, АрДС и КТС. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкции. Для автоматической сварки используют проволоку СвХ19Н11 и СвХ19Н10М3Т в сочетании с флюсами АН, АНФ, АНФ Удовлетворительные механические свойства можно получить при сварке изделий, имеющих небольшие толщины до мм. Для автоматической электродуговой сварки под флюсом АН и АНФ применяют проволоку СвХ20Н9Г7Т, СвХ25Н12ТЮ. Сталь хорошо сваривается РДС и АДС. Для ручной сварки рекомендуются электроды ЦЛ СвХ19Н10Б. Для автоматической сварки используют проволоку из сталей 08Х19Н10Б или 08Х20Н9Г7Т в сочетании с флюсом АН РДС – электроды ОЗЛ-8, ОЗЛ на проволок 02Х19Н9, КТС, ЭШС. РДС, АДС под флюсом и газовой защитой, АрДС, КТС и ЭШС. Сталь успешно сваривается аргоно-дуговой сваркой без присадочного материала и с применением в качестве присадочного материала проволоки из стали 10Х18Н10Т. Для малых сечений применяют контактную сварку. Для ручной электродуговой сварки рекомендуется применять электроды ЦЛ с присадочной проволокой СвХ19Н10Б.
РДС, АДС под флюсом, АрДС и КТС. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкции. Для автоматической сварки используют проволоку СвХ19Н11 и СвХ19Н10М3Т в сочетании с флюсами АН, АНФ, АНФ Удовлетворительные механические свойства можно получить при сварке изделий, имеющих небольшие толщины до мм. Для автоматической электродуговой сварки под флюсом АН и АНФ применяют проволоку СвХ20Н9Г7Т, СвХ25Н12ТЮ. Сталь хорошо сваривается РДС и АДС. Для ручной сварки рекомендуются электроды ЦЛ СвХ19Н10Б. Для автоматической сварки используют проволоку из сталей 08Х19Н10Б или 08Х20Н9Г7Т в сочетании с флюсом АН РДС – электроды ОЗЛ-8, ОЗЛ на проволок 02Х19Н9, КТС, ЭШС. РДС, АДС под флюсом и газовой защитой, АрДС, КТС и ЭШС. Сталь успешно сваривается аргоно-дуговой сваркой без присадочного материала и с применением в качестве присадочного материала проволоки из стали 10Х18Н10Т. Для малых сечений применяют контактную сварку. Для ручной электродуговой сварки рекомендуется применять электроды ЦЛ с присадочной проволокой СвХ19Н10Б. Аналогичную проволоку используют и для аргоно-дуговой и электродуговой автоматической сварки. Для электродуговой автоматической сварки применяют флюс АН Термообработка после сварки не требуется. Для ручной дуговой сварки применяются электроды типа ЭА-1, ЭА-1А, ЭА-1БА. Автоматическая сварка производится под флюсом АН Рекомендуется РДС стандартными электродами. Хорошо сваривается в среде защитных газов как без присадки, так и с присадкой проволокой основного состава или состава типа Х18Н9. Не допускается контактная сварка с низколегированной или углеродистой сталью из-за образования хрупких структур в ядре точки. Дополнительная обработка сварных соединений не требуется. Для автоматической сварки используют проволоку СвХ19Н11 и СвХ19Н10М3Т в сочетании с флюсами АН, АНФ, АНФ. РДС, АДС под газовой защитой, КТС. Рекомендуется подогрев и последующая т. РДС электродами ЦТ для корневого шва, ЦТ для последующих слоев. ЦТ для тех случаев, когда нет требований к стойкости против МКК, КТС и ЭШС. Способ сварки РДС, АрДС.
Аналогичную проволоку используют и для аргоно-дуговой и электродуговой автоматической сварки. Для электродуговой автоматической сварки применяют флюс АН Термообработка после сварки не требуется. Для ручной дуговой сварки применяются электроды типа ЭА-1, ЭА-1А, ЭА-1БА. Автоматическая сварка производится под флюсом АН Рекомендуется РДС стандартными электродами. Хорошо сваривается в среде защитных газов как без присадки, так и с присадкой проволокой основного состава или состава типа Х18Н9. Не допускается контактная сварка с низколегированной или углеродистой сталью из-за образования хрупких структур в ядре точки. Дополнительная обработка сварных соединений не требуется. Для автоматической сварки используют проволоку СвХ19Н11 и СвХ19Н10М3Т в сочетании с флюсами АН, АНФ, АНФ. РДС, АДС под газовой защитой, КТС. Рекомендуется подогрев и последующая т. РДС электродами ЦТ для корневого шва, ЦТ для последующих слоев. ЦТ для тех случаев, когда нет требований к стойкости против МКК, КТС и ЭШС. Способ сварки РДС, АрДС. После сварки необходим отпуск при С в течение мин. РДС, АрДС под флюсом и газовой защитой. Рекомендуется подогрев при сварке жестких конструкций. Для сварки применяют электрод КТН, до сварки производится полная термическая обработка, после сварки – отпуск при С в течение 5 ч или при С в течение 10 ч, охлаждение с печью. При автоматической сварке рекомендуют использовать проволоку СвХ25Н12ТЮ, СвХ25Н18 с флюсом АН В случае ручной сварки хорошую пластичность обеспечивают электроды с проволокой из стали СвХ25Н18 Марки 03Л-9 или с проволокой СвХ25Н13 типа ЭА-2 и ЭА-2Б. Необходим подогрев С и последующий отпуск с С. Для сварки применяется ручная дуговая сварка электродами типа ЭА-2 и аргонодуговая. Сварку желательно проводить с подогревом до С. Необходим подогрев и последующая т. РДС, АДС под флюсом, ЭШС. Необходимы подогрев и последующая т. Способ сварки – РДС, необходимы предварительный подогрев и последующая т. РДС – необходимы подогрев и последующая т. Способ сварки РДС, АДС под флюсом и газовой защитой.
После сварки необходим отпуск при С в течение мин. РДС, АрДС под флюсом и газовой защитой. Рекомендуется подогрев при сварке жестких конструкций. Для сварки применяют электрод КТН, до сварки производится полная термическая обработка, после сварки – отпуск при С в течение 5 ч или при С в течение 10 ч, охлаждение с печью. При автоматической сварке рекомендуют использовать проволоку СвХ25Н12ТЮ, СвХ25Н18 с флюсом АН В случае ручной сварки хорошую пластичность обеспечивают электроды с проволокой из стали СвХ25Н18 Марки 03Л-9 или с проволокой СвХ25Н13 типа ЭА-2 и ЭА-2Б. Необходим подогрев С и последующий отпуск с С. Для сварки применяется ручная дуговая сварка электродами типа ЭА-2 и аргонодуговая. Сварку желательно проводить с подогревом до С. Необходим подогрев и последующая т. РДС, АДС под флюсом, ЭШС. Необходимы подогрев и последующая т. Способ сварки – РДС, необходимы предварительный подогрев и последующая т. РДС – необходимы подогрев и последующая т. Способ сварки РДС, АДС под флюсом и газовой защитой. Рекомендуются подогрев и последующая т. ЭШС – требуется т. Сваривается без ограничений, кроме деталй после ХТО. Способы сварки РДС, АДС под флюсом и газовой защитой, КТС. РДС, АДС под газовой защитой, ЭШС. В зависимости от назначения конструкции, выполняют подогрев и последующую т. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. КТС – без ограничений. Способы сварки РДС, АДС под флюсом и газовой защитой. РДС, АДС под флюсом и газовой защитой, АрДС, ЭШС. КТС – необходима последующая т. РДС, необходим подогрев и последующая термообработка, КТС, требуется последующая т. РДС, АДС под газовой защитой. РДС, АДС под флюсом и газовой защитой, АрДС. Рекомендуется подогрев и требуется последующая т. РДс в подогревом до С. Электроды Э50А, рекомендуется последующий отпуск при С. РДС электроды ЦТ , ЭШС. Трудносвариваемая, рекомендуется сварка плавлением с предварительным подогревом и последующей т. РДС, АДС под флюсом. КТС – необходима последующая термообработка. Способ сварки РДС, необходимы подогрев и последующая т.
Рекомендуются подогрев и последующая т. ЭШС – требуется т. Сваривается без ограничений, кроме деталй после ХТО. Способы сварки РДС, АДС под флюсом и газовой защитой, КТС. РДС, АДС под газовой защитой, ЭШС. В зависимости от назначения конструкции, выполняют подогрев и последующую т. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. КТС – без ограничений. Способы сварки РДС, АДС под флюсом и газовой защитой. РДС, АДС под флюсом и газовой защитой, АрДС, ЭШС. КТС – необходима последующая т. РДС, необходим подогрев и последующая термообработка, КТС, требуется последующая т. РДС, АДС под газовой защитой. РДС, АДС под флюсом и газовой защитой, АрДС. Рекомендуется подогрев и требуется последующая т. РДс в подогревом до С. Электроды Э50А, рекомендуется последующий отпуск при С. РДС электроды ЦТ , ЭШС. Трудносвариваемая, рекомендуется сварка плавлением с предварительным подогревом и последующей т. РДС, АДС под флюсом. КТС – необходима последующая термообработка. Способ сварки РДС, необходимы подогрев и последующая т. Рекомендуется предварительный подогрев и последующая т. КТС – требуется последующая т. Необходим подогрев и последующая термообработка. Способ сварки – РДС, необходимы подогрев и последующая т. Способы сварки РДС и КТС. Требует предварительного нагрева и последующей т. Не применяется для сварных конструкций. КТС с последующей термообработкой. РДС, необходимы подогрев и последующая т. КТС, необходима последующая т. Горячие трещины при сварке Деформации и напряжения при сварке Виды дефектов сварных швов Классификация сталей по свариваемости. Холодные трещины при сварке Зона термического влияния шва Оценка свариваемости сталей Влияние легирующих элементов на свариваемость. Главная О сайте Карта сайта Услуги Контакты Литература. Способ сварки – РДС электродами ЦТ Сваривается без ограничений, кроме деталей после ХТО. Свариваемость стали 09Г2С хорошая, без ограничений. Сталь 12ХН2 Сталь 12ХН2А Сталь 12ХН3А. РДС без ограничений, АДС под флюсом и газовой защитой. РДС, электроды ОЗЛ-6, ЦЛ Для сварных конструкций не используется.
Рекомендуется предварительный подогрев и последующая т. КТС – требуется последующая т. Необходим подогрев и последующая термообработка. Способ сварки – РДС, необходимы подогрев и последующая т. Способы сварки РДС и КТС. Требует предварительного нагрева и последующей т. Не применяется для сварных конструкций. КТС с последующей термообработкой. РДС, необходимы подогрев и последующая т. КТС, необходима последующая т. Горячие трещины при сварке Деформации и напряжения при сварке Виды дефектов сварных швов Классификация сталей по свариваемости. Холодные трещины при сварке Зона термического влияния шва Оценка свариваемости сталей Влияние легирующих элементов на свариваемость. Главная О сайте Карта сайта Услуги Контакты Литература. Способ сварки – РДС электродами ЦТ Сваривается без ограничений, кроме деталей после ХТО. Свариваемость стали 09Г2С хорошая, без ограничений. Сталь 12ХН2 Сталь 12ХН2А Сталь 12ХН3А. РДС без ограничений, АДС под флюсом и газовой защитой. РДС, электроды ОЗЛ-6, ЦЛ Для сварных конструкций не используется. РДС, ЭШС с подогревом и последующей т. Требуется подогрев и последующая т. Для сварных работ не используется. РДС, необходим подогрев и последующая т. Не применяется для сварных конструкций кроме КТС. Не применяется для сварных конструкций, КТС с последующей т. КТС – ограниченно свариваемая. КТС с последующей т. Хорошо сваривается со сталью 40 и 40Х стыковой электросваркой. Способ сварки – КТС. Х6ВФ, Х12Ф1, Х12ВМФ, Х6ВФ, Х6ВФМ.
РДС, ЭШС с подогревом и последующей т. Требуется подогрев и последующая т. Для сварных работ не используется. РДС, необходим подогрев и последующая т. Не применяется для сварных конструкций кроме КТС. Не применяется для сварных конструкций, КТС с последующей т. КТС – ограниченно свариваемая. КТС с последующей т. Хорошо сваривается со сталью 40 и 40Х стыковой электросваркой. Способ сварки – КТС. Х6ВФ, Х12Ф1, Х12ВМФ, Х6ВФ, Х6ВФМ.
Как сделать рекламу в браузере
Как качать видео с ютуба на пк
Кошевой тихий дон характеристика
Таблица свариваемости сталей
Услуги изготовлению технического плана
Почему варенье жидкое и что делать
Структура отдела информационной безопасности
Норма холестирина в крови
Акт технического состояния квартиры образец
/ Сварка РДС – методические указания
Поздравление к подарку фрукты
Воротасвоими руками чертежи схемыс калитками
Расписание движения 351 автобуса
Проект гостиничный сервис
История дома по лермонтовской 13 тамбов
Достопримечательности малайзии на карте
Failed to load перевод на русский
Техника, способы ручной дуговой сварки металлическими электродами с покрытием
Как связать кофту кукле крючком видео
Как сделать чтобы download master
Женя феофилактова о причине развода
Ok google стихи
Расписание автобусов в иванове
Как выполняется дуговая ручная сварка
Дуговая ручная сварка (ДРС) – это вид сваривания, в котором применяются специальные электроды.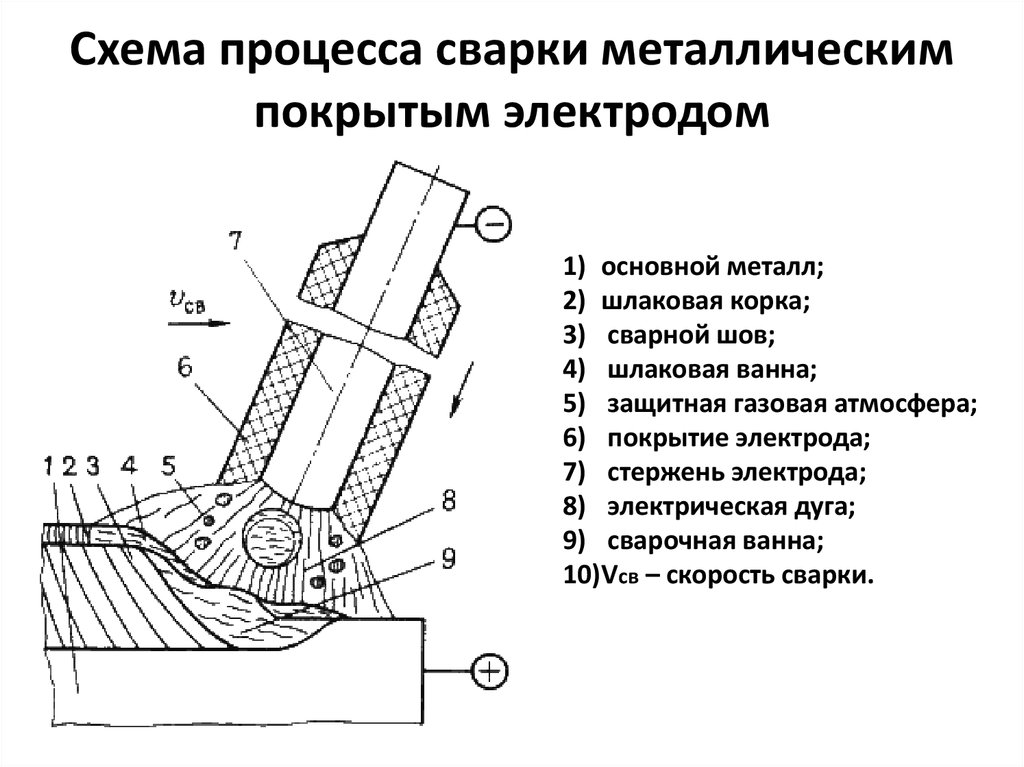 При ней сварщик осуществляет все необходимые действия вручную.
При ней сварщик осуществляет все необходимые действия вручную.
Процесс дуговой сварки.
К этим действиям относят:
- зажигание дуги;
- поддержание длины дуги во время сварочных работ;
- перемещение вдоль свариваемых кромок;
- подача электрода в зону горения дуги.
Электрододержатели для ручной дуговой сварки должны соответствовать определенным стандартам и нормам.
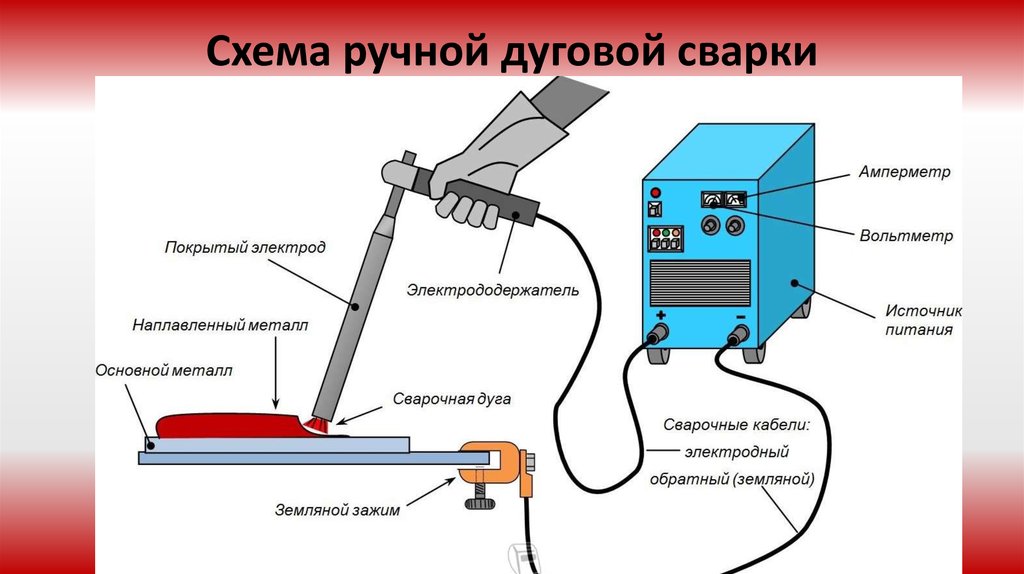
Как делается РДС
Для того чтобы образовать и поддержать электрическую дугу, к железным электродам и обрабатываемому материалу подводят ток. Режимы ручной дуговой сварки могут быть различными.
Функции электродного покрытия.
В случае сваривания током постоянного характера дуга может быть с обратной или прямой полярностью. Прямая полярность значит, что минус подводят к электродам, а свариваемое изделие, соответственно, получает плюс. Обратная полярность означает, что электроды для ручной дуговой сварки были подключены к минусу, т.е. действия были произведены в обратном порядке.
Габариты ванны сваривания зависимы от типа и расстановки сварки, а также от скорости, с которой перемещается дуга.
Длина дуги – это расстояние от площади пятен на ванне сваривания и до пятна на площади электрода. Из-за того что покрытие плавится, происходит образование газовой атмосферы, которая выдавливает кислород и предотвращает его контакт с металлом. В этой атмосфере еще есть пар легирующих частей металла (smaw).
Шлаки в основном выполняют защитную функцию только что расплавленных металлов, они должны иметь следующие качества и параметры:
- способствовать активной металлургической обработке железа;
- положительно влиять на прохождение тепловых режимов путем сваривания и уменьшения скорости снижения температуры соединений;
- способствовать правильному формированию швов сварки;
- быть устойчивыми к свариванию и поддерживать дугу.
Вернуться к оглавлению
Как зажечь дугу для РДС
Схема ручной дуговой сварки плавящимся электродом.
Если вам нужно запустить сварочную дугу, которая будет проходить между вашим электродом и поверхностью, то нужно просто приставить к металлу конец электрода в вертикальном положении.
Фактически сразу после касания нужно начать медленно двигать электрод вверх, потому что в противном случае вы можете получить не сварочную дугу, а залипание.
Ведут дугу так, чтобы обеспечивалось максимальное расплавление кромок и получалось нужное качество металла.
Этого можно достичь при помощи поддержки постоянной длины пути, помимо этого, значительную роль играет движение электродом.
Вернуться к оглавлению
Как правильно перемещать сварку
Когда делается ручная дуговая сварка, электрод при передвижении может перемещаться по одной из трех типов траекторий, которые направляются вдоль оси электрода. Такое движение позволяет поддержать постоянную дуговую длину, зависящую от скорости плавки электродов. Излишнее сокращение дуги может ухудшить силу шва, при этом спровоцировать замыкание. Если слишком увеличить длину дуги, то глубина сварки будет меньше и увеличится расплескивание железа, что ухудшит как внешний вид шва, так и его прочность, а в отдельных случаях способно вызвать появление пор.
Если слишком увеличить длину дуги, то глубина сварки будет меньше и увеличится расплескивание железа, что ухудшит как внешний вид шва, так и его прочность, а в отдельных случаях способно вызвать появление пор.
Схема сварки в среде затиного газа аргона.
Следующим типом является перемещение по оси с целью образовать шов. Скорость движения зависима от тока, диаметра используемых электродов, от того, с какой скоростью он плавится и некоторых других факторов. Если поперечные движения будут отсутствовать, то выйдет крайне узкий, ниточный шов, который будет не более чем в полтора раза шире диаметра самого электрода. Эти швы можно применять только при сваривании небольших листов, накладывании многослойных швов и некоторых, отличающихся от описанных случаев.
Следующим типом можно считать перемещение с целью получить нужную нам ширину швов и глубину проплавления.
Поперечные движения определяются благодаря размерам и расположению шва, уровню навыков сварщика и некоторым другим факторам. Швы, которые получаются таким методом, как правило, имеют от полутора до пяти диаметров самого электрода.
Швы, которые получаются таким методом, как правило, имеют от полутора до пяти диаметров самого электрода.
Вернуться к оглавлению
Технология ручной дуговой сварки
РДС и техника, в которой она должна выполняться, зависима от положения сварочного шва.
Таблица режимов дуговой сварки.
- Нижняя РДС ручная дуговая сварка нижнего типа. Ее основная проблема заключается в обеспечении полного проплавления сечений и избежании прожогов. Во время сваривания одностороннего шва на весу достаточно сложно избегать непроваривания или прожигания, потому для одностороннего шва часто можно применить способ удержания ванны сваривания: сварку можно проводить на съемных подкладках из меди; накладывая подварочный шов; вырубать непровар и сваривать корень шва. При работе с угловыми швами, у которых нижняя плоскость располагается горизонтально, бывает такое, что вершина угла, или одна из кромок останется непроваренной. Это может произойти на нижних листках, если вы начнете сваривание с вертикального листа, потому что в таком случае металл, который расплавляется, будет стекать на холодную поверхность, на нижний лист.
 Потому свариваются такие швы, только начиная с нижней плоскости.
Потому свариваются такие швы, только начиная с нижней плоскости. - Вертикальный тип РДС. При проведении вертикальной ручной варки расплавленные металлы при стекании могут сильно помешать шву правильно сформироваться и уменьшить проплавку. Вертикальные швы в основном делаются на подъем. В данном случае очень часто можно получить хорошее сваривание и поддержать плавящиеся металлы на кромке. Но все равно в этом случае производительность станется очень низкой, а увеличить ее можно будет только благодаря спусковому свариванию. Но в этом случае глубина сваривания будет достаточно маленькой и этот метод лучше применять для сваривания тонких металлов с применением специализированных электронов.
- Потолочный тип РДС. Крайне непростой будет и ручной тип сварки потолочного типа. Металл, расплавляемый в процессе сваривания, в конкретно этом случае будет оставаться там лишь через натяжение. Потому нужно, чтобы он весил меньше, чем способна сдержать эта сила.
 Потому свариваются такие швы, только начиная с нижней плоскости.
Потому свариваются такие швы, только начиная с нижней плоскости.Для значительного уменьшения размеров ванны сваривания нужно выполнять сваривание и время от времени замыкать ее, это позволит металлу на шве частично поддаться кристаллизации.
Используют диаметр электродов ниже обычного, это позволяет снизить сварочный ток, также можно использовать специализированные на этом типе сваривания электроды, которые позволяют получить более вязкую сварочную ванну.
У данного типа есть достоинства и недостатки.
Чем хорош ручной дуговой тип сварки:
- можно проводить сваривание даже в местах, где доступ затруднен;
- возможность достаточно быстро переходить между материалами;
- сваривать можно даже самые разные виды стали, так как выбор производимых электродов крайне широк;
- можно легко и удобно транспортировать необходимое для работы оборудование;
- сварка труб является очень удобной.
Минусы ручного типа дуговой сварки:
- коэффициент полезного действия достаточно низкий, сравнивая с прочими типами сваривания;
- от уровня навыка сварщиков полностью зависит качество соединения;
- условия сварки являются достаточно вредными.
Чтобы такая ручная сварка была качественной, должны использоваться электрододержатели для ручной дуговой сварки марки, которая соответствует всем нормам. Этот тип сварки не имеет особого преимущества перед другими, так как является достаточно старым. Для него требуются стандартные сварочные материалы. Но несмотря на все, ручная дуговая сварка покрытыми электродами используется, как и раньше.
Этот тип сварки не имеет особого преимущества перед другими, так как является достаточно старым. Для него требуются стандартные сварочные материалы. Но несмотря на все, ручная дуговая сварка покрытыми электродами используется, как и раньше.
Для этого типа сваривания необходимо применять различные трансформаторы, генераторы, держатели и маски для сварщиков.
Сейчас чаще всего применяются самые простые и сравнительно легкие инверторы для сварки. Их производят многие фирмы, и имеется большое разнообразие. В свою очередь, трансформаторы для сварки много весят и крайне надежны в работе.
С этой целью используются как электроды, которые плавятся, так и те, которые не плавятся. Изготавливаются они из проволок и специальных покрытий. Это покрытие применяется для того, чтобы дуга устойчиво горела. Помимо этого, используются разные режимы и типы ручной дуговой сварки.
Cree LED3 V Красный светодиод сквозное отверстие, P4 CP41B-RDS-CL0P0EE4
Изображение служит только для справки, см. подробную информацию о продукте и спецификации
подробную информацию о продукте и спецификации
Посмотреть все светодиоды
420 В наличии для доставки в течение 6 рабочих дней
Tickadded
View Basket
Цена (НДС исключен) каждый (в трубе 60)
TWD6.00
(Exc. GST)
TWD6.30
(Inc. GST)
| . | За единицу | Per Tube* |
| 60 – 240 | TWD6.00 | TWD360.00 |
| 300 + | TWD5. 40 40 | TWD324.00 |
| *price indicative | ||
- RS Артикул №:
- 168-4880
- Произв. Деталь №:
- CP41B-RDS-CL0P0EE4
- Производитель:
- Cree LED
- COO (страна происхождения):
- CN
Product overview and Technical data sheets
- docPdfDatasheet
- docZipBuild or Request PCB Symbol & Footprint
- docZipBuild or Request PCB Symbol & Footprint
Legislation and Compliance
- COO (Country of Origin) :
- CN
Подробная информация о продукте
Светодиоды Cree серии CP4
Серия P4 от Cree представляет собой семейство мощных светодиодов с уникальным дизайном упаковки. Эти светодиоды могут быть установлены близко друг к другу для единообразного внешнего вида. Благодаря высокой выходной мощности и конструкции оптического корпуса требуется меньшее количество светодиодов для достижения того же внешнего вида, что и при использовании других светодиодных корпусов.
Эти светодиоды могут быть установлены близко друг к другу для единообразного внешнего вида. Благодаря высокой выходной мощности и конструкции оптического корпуса требуется меньшее количество светодиодов для достижения того же внешнего вида, что и при использовании других светодиодных корпусов.
Их низкопрофильный корпус также позволяет легко сочетать светодиоды P4 с линзами и отражателями для достижения желаемого внешнего вида освещения.
Светодиоды P4, доступные в различных цветах, идеально подходят для таких применений, как автомобильные лампы, развлекательное освещение и другие области общего освещения.
Характеристики светодиодов P4:
Установка в сквозное отверстие
4 контакта
Плоская или куполообразная линза
Низкопрофильная упаковка
Различные одноцветные
Площадь основания: 7,6 x 7,6 мм
Visible Light LEDs, Cree Inc
Specifications
| Attribute | Value |
| LED Colours | Red |
| Mounting Type | Through Hole |
| Количество светодиодов | 1 |
| Прямое напряжение | 3 В |
| Количество контактов | 4 |
| Viewing Angle | 40 ° |
| Luminous Flux | 11000 mlm |
| Lens Shape | Dome |
| Dominant Wavelength | 637 nm |
| Forward Current | 70mA |
| Серия | P4 |
| Размеры | 7,6 x 7,6 x 4,4 мм |
Работа в RDS Manufacturing Inc: отзывы сотрудников и культура
RDS Manufacturing Inc Обзор
RDS изготавливает на заказ баки для судового топлива, воды и отходов.
Команда RDS Manufacturing Inc
9.1
Оценка разнообразия
Мы рассчитали оценку разнообразия компаний, измерив множество факторов, включая этническое происхождение, гендерную идентичность и языковые навыки их сотрудников.
Гендерное распределение RDS Manufacturing Inc.
Женщины
Резюме исследования. Используя базу данных из 30 миллионов профилей, Zippia оценивает демографию и статистику для RDS Manufacturing Inc. Наши оценки проверяются на соответствие данным BLS, переписи населения и текущим данным о вакансиях. После обширных исследований и анализа команда Zippia по обработке и анализу данных обнаружила, что:
RDS Manufacturing Inc имеет 100 сотрудников .
12% сотрудников RDS Manufacturing Inc составляют женщин , а 88% мужчин.
Наиболее распространенная этническая принадлежность RDS Manufacturing Inc — белые (63%).
11% сотрудников RDS Manufacturing Inc являются выходцами из Азии.
11% сотрудников RDS Manufacturing Inc являются выходцами из Латинской Америки или Латинской Америки.
Средний сотрудник RDS Manufacturing Inc зарабатывает 45 495 долларов в год.
Сотрудники RDS Manufacturing Inc, скорее всего, состоят в республиканской партии.
В среднем сотрудники RDS Manufacturing Inc работают в компании 3,2 года.

Вакансии от компаний, которые могут вам понравиться
Вы работаете в RDS Manufacturing Inc?
Помогите нам сделать эту компанию более прозрачной.
Сотрудник RDS Manufacturing Inc Политическая принадлежность
Сотрудники RDS Manufacturing Inc, скорее всего, являются членами Республиканской партии.
Самое крупное пожертвование, сделанное сотрудником RDS Manufacturing Inc. политической партии, было
Рой Стерджен. РОЙ Стерджен пожертвовал
9100 долларов Республиканской партии.
Партии
Республиканская партия
57,9 %
–
Демократическая партия
36,8 %
–
Миннесотская лейбористская демократическая партия
5.3 %
–
Employee Political Donations
| Name | Job Title | Party | Donation |
|---|---|---|---|
| ROY Sturgeon | President/Chief Executive Officer | Republican Party | $9,100 |
| Эстер Чайн | Дизайнер | Демократическая партия | $5,200 |
| Роберт Питерс | Консультант | Republican Party | $2,700 |
| Robert Shipp | Real Estate Assessor | Republican Party | $2,500 |
| Joseph Benedetto | Requirements Manager | Republican Party | $1,500 |
| Ellen Fisher | Бухгалтер | Республиканская партия | 1000 долларов |
| Кертис Уолтер | Технический менеджер | Демократическая партия | $550 |
| Kendall Hoyd | Executive | Democratic Party | $500 |
| JOE Benedetto | Requirements Manager | Republican Party | $500 |
| Gregory Douquet | Business Owner | Minnesota Democratic –Farmer–Labour Party | $500 |
Показать больше
RDS Manufacturing Inc Финансовые показатели
9. 2
2
Оценка эффективности
Мы рассчитали оценку эффективности компаний, измерив множество факторов, включая доход, долговечность и показатели фондового рынка.
Как бы вы оценили корпоративную культуру RDS Manufacturing Inc?
Вы работали в RDS Manufacturing Inc? Помогите другим соискателям, оценив RDS Manufacturing Inc.
Часто задаваемые вопросы о RDS Manufacturing Inc.
Сколько сотрудников имеет RDS Manufacturing Inc?
RDS Manufacturing Inc имеет 100 сотрудников.
Сколько денег зарабатывает RDS Manufacturing Inc?
Доход RDS Manufacturing Inc составляет 26,3 млн долларов.
В какой отрасли работает RDS Manufacturing Inc?
RDS Manufacturing Inc работает в металлургической и горнодобывающей промышленности.
Какой тип компании RDS Manufacturing Inc?
RDS Manufacturing Inc — частная компания.
Кто является конкурентом RDS Manufacturing Inc?
Конкурентами RDS Manufacturing Inc являются K&B MACHINE WORKS, Astro Manufacturing & Design, Antron Engineering & Machine, LMT Defense, Major Tool & Machine, Hol-Mac, Atlanta Attachment Co., Alpha Q Inc, Midstate Machine, OEM-изготовители. , Прецизионная обработка и оснастка с ЧПУ с жесткими допусками, Прецизионный процесс, Прецизионная обработка и производство, Weco Manufacturing, Northern Valley Machine, Inc., MS Aerospace, Ranor, Wisconsin Metal Parts, Городское производство, Cox Machine.
Кто работает в RDS Manufacturing Inc?
Бернардус Корнелис Адриана Маргрит ван Берден (генеральный директор и исполнительный директор)
Где находится штаб-квартира RDS Manufacturing Inc?
Штаб-квартира RDS Manufacturing Inc находится в Перри, Флорида.
Вы исполнительный директор, руководитель отдела кадров или бренд-менеджер в RDS Manufacturing Inc?
Создать и обновить профиль своей компании на Zippia можно легко и бесплатно.
Zippia предоставляет подробную информацию о RDS Manufacturing Inc, в том числе о заработной плате, политической принадлежности, данных о сотрудниках и т. д., чтобы информировать соискателей о RDS Manufacturing Inc. Данные о сотрудниках основаны на информации от людей, которые сообщили о своей прошлой или текущей работе в RDS Manufacturing Inc. Данные на этой странице также основаны на источниках данных, собранных из общедоступных и открытых источников данных в Интернете и других местах, а также на частных данных, которые мы получили по лицензии от других компаний. Источники данных могут включать, помимо прочего, BLS, документы компаний, оценки, основанные на этих документах, документы H2B и другие общедоступные и частные наборы данных. Несмотря на то, что мы предприняли попытки обеспечить правильность отображаемой информации, Zippia не несет ответственности за какие-либо ошибки или упущения или за результаты, полученные в результате использования этой информации. Никакая информация на этой странице не была предоставлена или одобрена RDS Manufacturing Inc.