Сварка с отрывом дуги: Как сварить красивый плотный шов | Движения электродом при сварке с отрывом | Сварка для Начинающих
alexxlab | 21.02.2023 | 0 | Разное
Как сварить красивый плотный шов | Движения электродом при сварке с отрывом | Сварка для Начинающих
Приветствую на канале для гаражно-дачных самоучек в ручной дуговой сварке. Самая простая для новичка сварка, это сварка электродом с отрывом. Так сваривают тонкую профильную трубу у себя на участке.
Но и здесь есть несколько хитростей, применив которые, можно получать сварочные швы очень плотные-чешуйка к чешуйке, и они будут достаточно красивы внешне.
Покажу этот способ на профильной трубе 40 на 60 мм, толщиной 2 мм. Сделал болгаркой прорези в трубе шириной примерно 2 мм, это будет имитация стыков труб с зазором. Сначала посмотрим нужный результат сварки, а потом подробно разберём что и как делать.
Вот увеличенные фото шва выполненного электродом с отрывом. Чешуя довольно плотная, как говорят сварщики чешуйка к чешуйке. Такой шов можно применить и для сварки конструкции под воду-чтобы было герметично, не потекло. А теперь перейдём к набору рекомендаций новичку для подобной сварки.
А теперь перейдём к набору рекомендаций новичку для подобной сварки.
Для сварки с частым отрывом понадобятся электроды с рутиловым или рутил целлюлозным покрытием. Такие электроды легко повторно поджигаются, варят точка за точкой.
Это марки электродов АНО-21. МР-3. ОК-46 00. МОНОЛИТ. АРСЕНАЛ.
Чтобы было удобней часто прерывать и заново начинать сварку, электрод в держак лучше зажать в положение под 90 градусов. Для совсем начинающих можно даже целый электрод болгаркой разделить на 2 части, коротким электродом просто легче управлять.
Если варим тонкую профильную трубу до 3 мм, то лучше поставить кабели инвертора в положение прямой полярности. Это значит держак с электродом подсоединим к минусовой клемме аппарата, а массу к плюсовой. Так уменьшиться вероятность прожогов.
Сварочный ток поставим примерно так-экспериментально найдём золотую середину когда электрод не прилипает и не прожигает стенку трубы хотя бы пару секунд непрерывного горения дуги-на металле трубы без зазора, в зазоре прожгёт быстрее.
У меня электрод 3 мм марки АНО-21, сварочный ток выставил на значении от 80 до 90 ампер.
А теперь сами движения электрода.
Поджигаем электрод в начале зазора. Поджигаем и отрываем несколько раз, пару или три раза. Это мы делаем чтобы первая точка получилась нужной шириной, ориентировочно нужно 2-2.5 диаметра электрода с обмазкой. Это будет нужная оптимальная ширина будущего шва. И тут начинается сама суть.
Повторный поджиг. Торцом электрода опускаемся в контур границы предыдущей сварочной ванны. Можно сказать зайдём на миллиметр внутрь контура предыдущей сварочной ванны.
И в этот момент мы внимательно смотрим чтобы под электродом сварочная ванна расплылась толщиной аналогично с толщиной первой сварочной точки. Как эта ширина получилась, в этот момент делаем отрыв электрода.
И так делаем точка за точкой, смотрим чтобы получалась та же ширина расплыва сварочной ванны как и у предыдущей точки.
Ещё важно как и в какую сторону делать отрыв электрода, смотрите.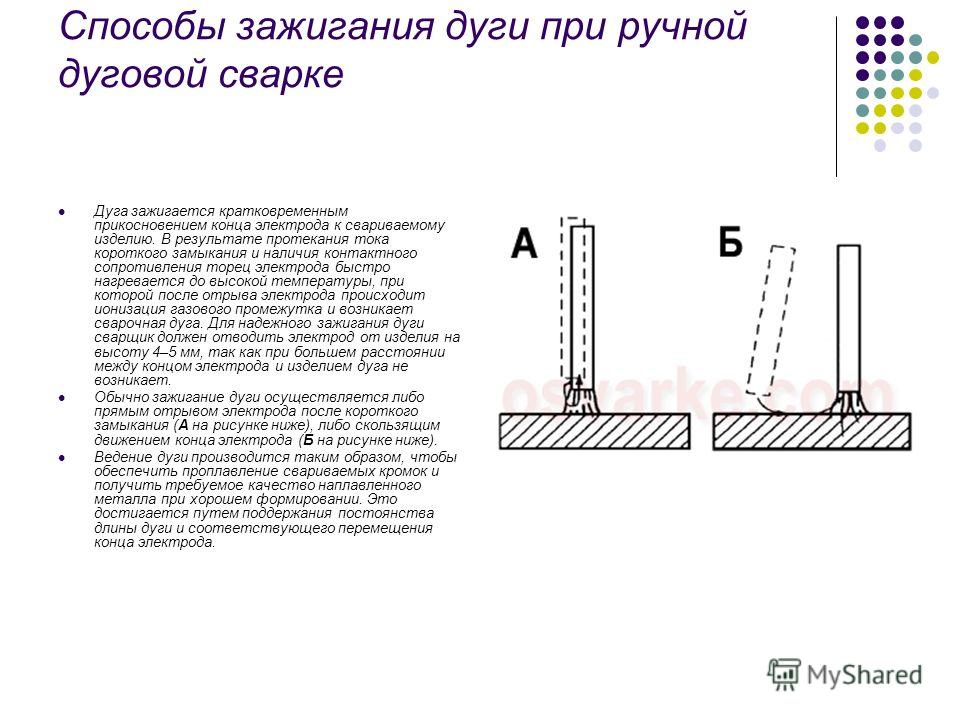
Отрыв электрода делаем немного назад и вправо. Так мы дополнительно отодвигаем шлак чуть назад в сварочной ванне над металлом. Просто так повторная точка металла будет лучше растекаться.
Это нужно попробовать сравнить на практике. я предпочитаю делать отрыв в нижнем положении именно так, чешуйки шва с этим способом мельче. Вот и вся теоретическая подготовка, давайте ещё поварим, глянем что будет.
Варим точка за точкой. Не спешим, если появляются признаки близкого прожога-сварочная ванна начинается вогнутая, то тогда увеличиваем время между повторным поджигом. Заварили шов, смотрим.
Шлак начинает отходить одной сплошной коркой, а это значит шов получился гладким и с мелкой чешуёй.
Так и есть, при многократном приближении всё получилось хорошо. Довольно симпатично и плотно.
Поделиться в социальных сетях
Вам может понравиться
Сварка тонкого металла с отрывом
Содержание:
Сварка тонкого металла с отрывом — что нужно знать?Порой именно сварка тонкого металла с отрывом — это единственный способ избежать появления прожогов и деформаций. Сварка с отрывом очень сильно напоминает точечную сварку, когда металл сваривается не сплошным швом, а точечно, как бы прихватками.
Сварка с отрывом очень сильно напоминает точечную сварку, когда металл сваривается не сплошным швом, а точечно, как бы прихватками.
В таком случае не возникает чрезмерного перегрева заготовок и удается более искусно контролировать весь сварочный процесс. Кроме того, при сварке с отрывом не возникает сильных деформаций металла, что очень важно, если свариваются металлы небольшой толщины.
Как выполняется сварка тонкого металла с отрывом? Что нужно знать, чтобы не допустить прожогов даже в этом случае? Читайте дальше в этой статье сайта https://svarkapajka.ru/.
Сварка тонкого металла с отрывом — что нужно знать?
В домашних условиях чаще всего свариваются изделия из металла толщиной не более 1,5-2 мм. Это всевозможные трубы (профильная труба), листовая сталь и т. д. Самое главное при сварке таких металлоизделий, это не прожечь их и не деформировать, что чаще всего и происходит от чрезмерного нагревания металла, вследствие воздействия сварочной дуги.
Вот несколько простых, но важных советов, как избежать прожогов и деформаций тонкого металла:
- Варить электродами, диаметр которых не превышает 2 мм.
 Не нужно варить всем, что попалось под руку или осталось еще от дедушки. Тонкий металл можно заварить и электродами 3 мм, однако сделать это будет гораздо сложней, чем электродами 2 мм или меньше. В общем, электроды должны быть подобраны строго по толщине металла. Для упрощения всех соответствующих расчетов в статье прилагается таблица;
Не нужно варить всем, что попалось под руку или осталось еще от дедушки. Тонкий металл можно заварить и электродами 3 мм, однако сделать это будет гораздо сложней, чем электродами 2 мм или меньше. В общем, электроды должны быть подобраны строго по толщине металла. Для упрощения всех соответствующих расчетов в статье прилагается таблица;
- Варить нужно рутиловыми электродами, а не электродами с основным покрытием. Все дело в том, что электроды с рутиловым покрытием имеют более лёгкий повторный поджиг. Следовательно, такими электродами проще варить именно точечно, небольшими короткими прихватками;
- Ставим обратную полярность, это когда к держаку с электродом подключается плюс от сварочного аппарата, а к металлу минус. Таким образом прожечь тонкий металл будет практически невозможно;
- При сварке тонкого металла нужно выставлять зазоры как можно меньше, чтобы не прожечь кромки заготовок.
Данные рекомендации помогут варить тонкую сталь для мангала или другие изделия из неё без прожогов.
Советы по сварке металла с отрывом
А теперь несколько советов, которые помогут правильно варить тонкий металл с отрывом. Здесь главный секрет кроется в скорости отрывания электрода и в моменте, когда это именно нужно делать.
Чтобы не допустить прожогов и деформаций тонкого металла, варить нужно с отрывом, точечно. Для этого электрод отрывается сразу же в тот момент, когда образовалась сварочная ванна и в неё начал стекать расплавленный металл.
Именно такой подход к сварке с отрывом не даст прожечь тонкостенную заготовку, толщина которой не превышает и 1 мм. Повторно поджигать электрод нужно максимально близко к границам полученной точки, или же немного зайдя на неё.
Дуговая сварка «за» и «против»
Сварка — это процесс, который используется для соединения любых двух металлов. При дуговой сварке два металла соединяются вместе с помощью электрического тока. Электрический ток производит тепло, необходимое для сварки.
Дуговая сварка используется в горнодобывающей промышленности, добыче нефти, газа, промышленности, бурении, добыче песка и гравия и т. д. Таким образом, сварщик находит работу в металлургической, сталелитейной, плавильной и нефтеперерабатывающей промышленности и т. д. также полезно в местах, где проводится ремонт и где необходимо обслуживать мосты, сельскохозяйственное оборудование и коммунальные услуги. Это также полезно на складах металлолома.
Существует четыре типа дуговой сварки:
- Сварка металла в защитных газах (SMAW) или Ручная дуговая сварка металла (MMW) , которая используется при ремонтно-строительных работах. Для этого требуется простое и минимальное оборудование и обучение оператора.
- Дуговая сварка металлическим газом (GMAW) , которая имеет высокую скорость, но менее универсальный процесс сварки.
- Дуговая сварка с флюсовой проволокой (FCAW) что дороже других. Он имеет более высокую скорость сварки, а также проплавление металла.
- Дуговая сварка под флюсом (SAW) , при которой дуга зажигается под покрывающим слоем флюса. При этом загрязняющие вещества в атмосфере блокируются потоком. Таким образом, качество дуги повышается при адаптации этого процесса.
Преимущества дуговой сварки:
Оборудование, используемое для сварки, не очень дорого и доступно каждому. Он также прост в использовании. Это делает его очень удобным для людей, которые хотят сваривать с помощью Дуговая сварка .
Он также прост в использовании. Это делает его очень удобным для людей, которые хотят сваривать с помощью Дуговая сварка .
Вы, как правило, считаете сварочное оборудование громоздким и тяжелым. Оборудование, используемое для дуговой сварки, является портативным, поэтому его очень легко использовать в любом месте. Его можно взять с собой в любое место, а также он может находиться в замкнутом пространстве.
Нет необходимости в дополнительной газовой защите .
Причина, по которой он чаще всего используется, заключается в том, что он подходит для сварки большинства металлов и сплавов. Итак, вам не нужно заниматься разными видами сварки и можно обойтись Дуговая сварка .
Недостатки дуговой сварки:
При дуговой сварке необходимо часто заменять сварочный электрод. Таким образом, следует позаботиться о том, чтобы делать это всякий раз, когда это необходимо.
Скорость осаждения ниже, чем при непрерывном электродном процессе.
Необходимо удалить шлак из сварного шва.
При сварке получается очень яркая. Сварщик должен быть очень осторожным и носить защитные очки. Сварщик также должен носить защитное снаряжение, чтобы он был защищен от поражения электрическим током, ожогов и других проблем, которые могут возникнуть при сварке из-за высокой интенсивности тепла.
Сварка является важным процессом для соединения двух металлов, и дуговая сварка используется чаще всего из-за минимального используемого оборудования и минимальной подготовки человека. Таким образом, вы должны взвесить все за и против, прежде чем начинать дуговую сварку. Поскольку обо всех недостатках можно позаботиться, а дуговая сварка является очень полезным и простым процессом сварки, люди должны использовать его для сварочных целей.
Дуговая сварка Определение и значение
- Основные определения
- Тест
- Примеры
- Британский
Показывает уровень сложности слова.
Сохрани это слово!
Показывает уровень сложности слова.
сущ.
сварка с помощью тепла электрической дуги.
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик. Удачи!
Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
Также называется электродуговой сваркой.
Происхождение дуговой сварки
Впервые записано в 1930–35 гг. ком без сокращений На основе Random House Unabridged Dictionary, © Random House, Inc., 2023
Как использовать дуговую сварку в предложении
Как фирмы, проводящие опросы общественного мнения, и СМИ приспосабливаются к новым реалиям, тоже кажется довольно длинной дугой.
Перестрелка после Ньютауна|Клифф Шектер|14 декабря 2014|DAILY BEAST
Итак, план состоит в том, чтобы Кен рисовал дугу с Дейлом, исполняющим обложки, а затем Дейл рисовал дугу с Кеном, исполняющим обложки.

Бисексуальный Человек-кошка Гейл Симон и «Секретная шестерка»|Рич Гольдштейн|6 декабря 2014 г.|DAILY BEAST
Коктейль Молотова очертил дугу над головой и на короткое время вспыхнул пламенем.
Мексиканские протестующие хотят начать новую революцию|Джейсон МакГахан|21 ноября 2014|DAILY BEAST
Струя пузырьков из открытой бутылки шампанского образует над ней ангельскую дугу и попадает прямо в стекло.
Ким Кардашьян обнажает свою блестящую пышную задницу, ломая Интернет|Марлоу Стерн|12 ноября 2014 г.|DAILY BEAST
«Каска… толстая куртка… сварочные перчатки… сачок для рыбы… простыня… большая корзина Tupperware с крышкой», – говорит он.
Ему грозит тюрьма за спасение орленка|Майкл Дейли|2 ноября 2014|DAILY BEAST
В этой позиции линия кавалерии образовала хорду дуги, описанной рекой и занятой нами.
Эдинбургский журнал Blackwood, № CCCXXXIX. Январь 1844 г. Том. LV.|Various
Уединенное место, место под платаном, освещенное одинокой дуговой лампой, было занято.
