Сварка стали 40х технология: Технология сварки стали 40Х электродами,полуавтоматом со сталью 20
alexxlab | 30.12.1985 | 0 | Разное
Технология сварки стали 40Х электродами,полуавтоматом со сталью 20
Сталь 40х является конструкционным легированным металлом, который широко используется в промышленности. Технические характеристики и состав материала определяется по ГОСТ 453-71. Содержание углерода в ней должно быть, примерно, 0,4%, а хрома – 1%. Сварка стали 40Х является достаточно сложным процессом, так как материал относится к трудно свариваемым металлам. Для решения данной проблемы используют специальные технологии и методы.
Сталь 40Х
Основная проблема заключается в том, что при сваривании получается большая вероятность появления трещин, раковин и прочих дефектов. Но характеристики самого металла являются весьма полезными при создании металлоконструкций, так что приходится подыскивать подходящие способы как варить сталь 40х.
Способы сварки стали 40Х
Самым качественным и распространенным способом сваривания этого сорта металла, является сварка стали 40х аргоном. Электродуговой аппарат обеспечивает достаточно высокое напряжение для плавления, а газ защищает от воздействия посторонних вещей, которые приводят к браку. В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Выбор способа
Для домашнего применения, когда на изделие не будет возлагаться большая ответственность, применяют самый простой способ – дуговую сварку. Ведь это самый дешевый метод, который не требует особой подготовки. Для сварки стали 40х электроды требуются специально предназначенные для этого дела. В промышленности для ответственных объектов применяют электродуговую сварку с аргоном. Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Сварка стали 40Х аргоном
«Обратите внимание!
Вне зависимости от выбранного способа следует тщательно подготовить поверхность перед свариванием.»
Свариваемость стали 40Х и ее свойства
Металл плохо сваривается. Если сам процесс плавления и образования сварочной ванны происходит еще относительно нормально, так как здесь проявляется лишь повышенная вязкость, но весь ряд проблем, которые возникают на шве после окончания, зачастую приводят к его негодности для эксплуатации. Сварка стали 40хн отлично проявляет ее свойства к отпускной хрупкости. Во время самой сварки, а также после нее могут появляться трещины и прочие дефекты, в том числе и деформации. Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом.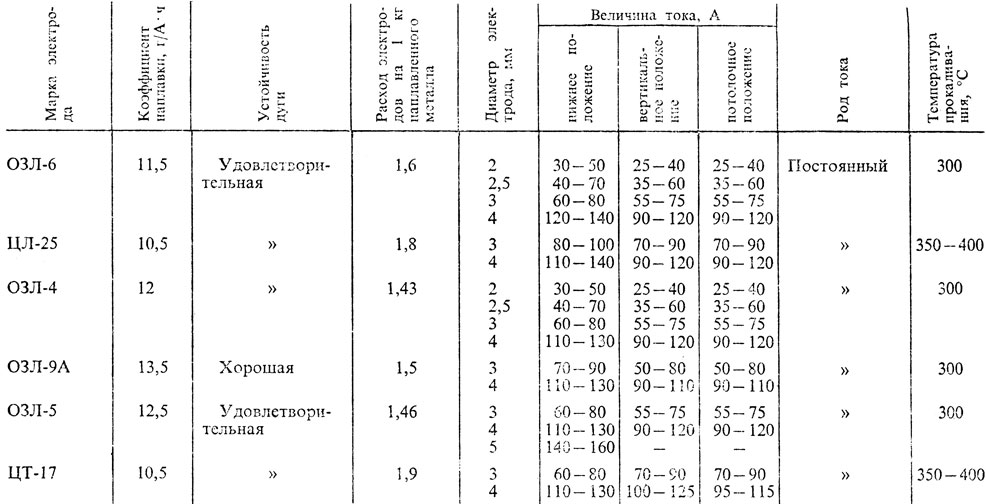 Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Сварка стали 40Х
Выбор инструмента
Критерий при выборе материала сварочной проволоки или электрода – ровно один. Их металл должен максимально соответствовать составу того, который идет в заготовках. Следует только обращать внимание на толщину, чтобы она соответствовала толщине деталей, так как глубина приваривания должен быть максимальной из-за сложностей в податливости данной марки стали. Более важным параметром является защита. Сварка стали 40х полуавтоматом должна поддерживаться средой защитного газа, а при ручной – на электродах должно быть покрытие, рассчитанное на работу с этой маркой стали. Тут подойдут электроды марки Э85, у которых имеется пониженное содержание водорода в покрытии, а также которые стойки к образованию трещин при работе со сложными металлами.
Режимы
Чтобы повысить качество соединения, следует использовать уже проверенные параметры, которые рассчитаны для каждой толщины заготовки и соответствующего положения шва. Это существенно облегчит процесс работы.
Это существенно облегчит процесс работы.
Диаметр электрода, мм | Пространственное положение сварочного шва | ||
нижнее | вертикальное | потолочное | |
3 | 90…120 | 80…100 | 80…100 |
4 | 140…170 | 130…150 | 130…150 |
5 | 180…220 | 150…180 | |
Технология сварки стали 40х
Первым делом происходит подготовка металла, которая включает в себя зачистку и обезжиривание. Затем следует зафиксировать все детали и можно приступать к подогреву. Это помогает избежать температурной деформации. Подогрев стоит осуществлять до тех пор, пока поверхность не изменит цвет. После этого можно приступать к свариванию. Металл будет тягучим, так что движения может понадобиться совершать с усилием, чтобы обеспечить тщательное перемешивание деталей. Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
Прокат стали 40Х
«Обратите внимание!
Для подогрева желательно использовать тот же газ, что и для сварки.»
Контроль качества шва
Контроль качества сварного соединения регулируется по ГОСТ 3242-69. Контроль наружных дефектов проводится при помощи внешнего осмотра металла. Для определения внутренних дефектов могут применять рентгеноскопию, которая покажет наличие раковин и трещин, если они есть. Также применяется магнитографический метод и ультразвуковой анализ.
«Обратите внимание!
Вследствие напряжений трещины могут появляться не сразу, а через некоторое время, так что такие методы контроля должны проводиться на следующие сутки.
»
Сварка стали 40х
Главная » Статьи » Сварка стали 40х
Сварка стали 40х
Сталь 40х является конструкционным легированным металлом, который широко используется в промышленности. Технические характеристики и состав материала определяется по ГОСТ 453-71. Содержание углерода в ней должно быть, примерно, 0,4%, а хрома – 1%. Сварка стали 40Х является достаточно сложным процессом, так как материал относится к трудно свариваемым металлам. Для решения данной проблемы используют специальные технологии и методы.
Сталь 40Х
Основная проблема заключается в том, что при сваривании получается большая вероятность появления трещин, раковин и прочих дефектов. Но характеристики самого металла являются весьма полезными при создании металлоконструкций, так что приходится подыскивать подходящие способы как варить сталь 40х.
Способы сварки стали 40Х
Самым качественным и распространенным способом сваривания этого сорта металла, является сварка стали 40х аргоном. Электродуговой аппарат обеспечивает достаточно высокое напряжение для плавления, а газ защищает от воздействия посторонних вещей, которые приводят к браку. В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Электродуговой аппарат обеспечивает достаточно высокое напряжение для плавления, а газ защищает от воздействия посторонних вещей, которые приводят к браку. В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Выбор способа
Для домашнего применения, когда на изделие не будет возлагаться большая ответственность, применяют самый простой способ – дуговую сварку. Ведь это самый дешевый метод, который не требует особой подготовки. Для сварки стали 40х электроды требуются специально предназначенные для этого дела. В промышленности для ответственных объектов применяют электродуговую сварку с аргоном. Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Сварка стали 40Х аргоном
«Обратите внимание!
Вне зависимости от выбранного способа следует тщательно подготовить поверхность перед свариванием.»
Свариваемость стали 40Х и ее свойства
Металл плохо сваривается. Если сам процесс плавления и образования сварочной ванны происходит еще относительно нормально, так как здесь проявляется лишь повышенная вязкость, но весь ряд проблем, которые возникают на шве после окончания, зачастую приводят к его негодности для эксплуатации. Сварка стали 40хн отлично проявляет ее свойства к отпускной хрупкости. Во время самой сварки, а также после нее могут появляться трещины и прочие дефекты, в том числе и деформации. Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом. Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом. Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Сварка стали 40Х
Выбор инструмента
Критерий при выборе материала сварочной проволоки или электрода — ровно один. Их металл должен максимально соответствовать составу того, который идет в заготовках. Следует только обращать внимание на толщину, чтобы она соответствовала толщине деталей, так как глубина приваривания должен быть максимальной из-за сложностей в податливости данной марки стали. Более важным параметром является защита. Сварка стали 40х полуавтоматом должна поддерживаться средой защитного газа, а при ручной – на электродах должно быть покрытие, рассчитанное на работу с этой маркой стали. Тут подойдут электроды марки Э85, у которых имеется пониженное содержание водорода в покрытии, а также которые стойки к образованию трещин при работе со сложными металлами.
Режимы
Чтобы повысить качество соединения, следует использовать уже проверенные параметры, которые рассчитаны для каждой толщины заготовки и соответствующего положения шва. Это существенно облегчит процесс работы.
Диаметр электрода, мм | Пространственное положение сварочного шва | ||
нижнее | вертикальное | потолочное | |
3 | 90…120 | 80…100 | 80…100 |
4 | 140…170 | 130…150 | 130…150 |
5 | 180…220 | 150…180 |
Технология сварки стали 40х
Первым делом происходит подготовка металла, которая включает в себя зачистку и обезжиривание. Затем следует зафиксировать все детали и можно приступать к подогреву. Это помогает избежать температурной деформации. Подогрев стоит осуществлять до тех пор, пока поверхность не изменит цвет. После этого можно приступать к свариванию. Металл будет тягучим, так что движения может понадобиться совершать с усилием, чтобы обеспечить тщательное перемешивание деталей. Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
После этого можно приступать к свариванию. Металл будет тягучим, так что движения может понадобиться совершать с усилием, чтобы обеспечить тщательное перемешивание деталей. Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
Прокат стали 40Х
«Обратите внимание!
Для подогрева желательно использовать тот же газ, что и для сварки.»
Контроль качества шва
Контроль качества сварного соединения регулируется по ГОСТ 3242-69. Контроль наружных дефектов проводится при помощи внешнего осмотра металла. Для определения внутренних дефектов могут применять рентгеноскопию, которая покажет наличие раковин и трещин, если они есть. Также применяется магнитографический метод и ультразвуковой анализ.
«Обратите внимание!
Вследствие напряжений трещины могут появляться не сразу, а через некоторое время, так что такие методы контроля должны проводиться на следующие сутки. »
»
svarkaipayka.ru
Свариваемость сталей
| 380-94 | Ст0 | Сваривается без ограничений | |
| Ст2кпСт2пс Ст2сп | Ст2спСт2пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3кп | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3псСт3сп | Ст3спСт3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3Гпс | Ст3псСталь 18Гпс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст4кп | |||
| Ст4пс | Ст4сп | Сваривается ограниченно | |
Сваривается ограниченно. Рекомендуется подогрев и последующая Рекомендуется подогрев и последующаятермообработка | |||
| Ст6пс | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | ||
| Ст6сп | Ст5сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 801-78 | ШХ15 | Стали: ШХ9, ШХ12, ШХ15СГ | Способ сварки КТС |
| ШХ15СГ | Стали: ХВГ, ШХ15, 9ХС, ХВСГ | Способ сварки КТС | |
| ШХ4 | Способ сварки КТС | ||
| 1050-88 | 08 | Сталь 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| Сталь 08 | Сваривается без ограничений, кроме деталей после химико-термической обработки | ||
| 10 | Стали: 08, 15, 08кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| Стали: 08кп, 15кп, 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки | ||
| 15 | Стали: 10, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| Стали: 10кп, 20кп | Сваривается без ограничений | ||
| 18кп | Сваривается без ограничений | ||
| 20 | Сталь: 15, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| Сталь: 15кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | ||
| 25 | Сталь: 20, 30 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30 | Стали: 25, 35 | Сваривается ограниченно. Рекомендуется подогрев и последующая Рекомендуется подогрев и последующаятермообработка | |
| 35 | Стали: 30, 40, 35Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 40 | Стали: 35, 45, 40Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 45 | Стали: 40Х, 50, 50Г2 | Трудно – свариваемая. Необходим подогрев и последующая термообработка | |
| 50 | Стали: 45, 50Г, 50Г2, 55 | Трудно – свариваемая. Необходим подогрев и последующая термообработка | |
| 55 | Стали: 50, 60, 50Г | Не применяется для сварных конструкций | |
| 58 (55пп) | Стали: 30ХГТ, 20ХГНТР, 20ХН2М, 12ХНЗА, 18ХГТ | Не применяется для сварных конструкций | |
| 1414-75 | А20 | Сталь А12 | Не применяется для сварных конструкций |
| А30 А40Г | Сталь: А40Г | Не применяется для сварных конструкций | |
| 1435-90 | У7, У7А | Сталь: У8 | Не применяется для сварных конструкций |
| У8, У8А | Сталь: У7, У7А У10, У10А | Не применяется для сварных конструкций | |
| У9, У9А | Стали: У7, У7А, У8, У8А | Не применяется для сварных конструкций | |
| У10, У10А | Стали: У10, У10А | Не применяется для сварных конструкций | |
| 4543-71 | 15Х | Сталь: 20Х | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 20Х | Сталь: 15Х, 20ХН, 18ХГТ | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30Х | Сталь: 35Х | Ограниченно сваривается | |
| 35Х | Сталь: 40Х | Ограниченно сваривается | |
| 38ХА | Сталь: 40Х, 35Х | Трудно-свариваемая | |
| 40Х | Сталь: 45Х, 35ХА, 40ХС | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 45Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 50Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 15Г 20Г | Сталь: 20Г, 20, 30Г | Хорошо свариваемая | |
| 30Г | Сталь: 35, 40Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая Рекомендуется подогрев и последующаятермообработка | |
| 35Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 40Г | Стали: 45, 40Х | Ограниченно свариваемая. Рекомендуется подогрев и последующая | |
| 45Г | Стали: 40Г, 50Г | Трудно-свариваемая.Рекомендуется подогрев и последующая термообработка. | |
| 50Г | Стали: 40Г, 50 | Трудно-свариваемая.Рекомендуется подогрев и последующая термообработка. | |
| 10Г2 | Сталь: 09Г2 | Сваривается без ограничений. | |
| 35Г2 | Сталь: 40Х | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 40Г2 | Сталь: 45Г2, 60Г | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 45Г2 | Сталь: 50Г2 | Трудно-свариваемая. Требуется подогрев и последующая Требуется подогрев и последующаятермообработка. | |
| 50Г2 | Сталь: 45Г2, 60Г | Не применяется для сварных конструкций | |
| 47ГТ | Сталь: 40ХГРТ | Не применяется для сварных конструкций | |
| 18ХГТ 25 | Сталь: 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 20ХГР | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20ХГР | Сталь: 20ХН3А, 20ХН24, 18Х1Т, 12ХН2, 12ХН3А | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25Х1Т | Сталь: 18ХГТ, 30ХГТ, 25ХГМ | Требуется последующая термообработка | |
| 30ХГТ | Сталь: 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 33ХС | Трудно-свариваемая | ||
| 38ХС 40ХС | Сталь: 40ХС, 38ХС, 35ХГТ | Трудно-свариваемая | |
| 15ХФ | Сталь: 20ХФ | Сваривается без ограничений (способ КТС) | |
| 40ХФА | Сталь: 40Х, 65Г, 50ХФА, 30Х3МФ | Трудно-свариваемая. Требуется подогрев и последующая Требуется подогрев и последующаятермообработка. | |
| 15ХМ | Сваривается без ограничений.Рекомендуется подогрев и последующая термообработка | ||
| 30ХМ 30ХМА | Сталь: 35ХМ, 35ХРА | Ограниченно свариваемая.Рекомендуется подогрев и последующая термообработка | |
| 35ХМ | Сталь: 40Х, 40ХН, 30ХН, 35ХГСА | Ограниченно свариваемая.Рекомендуется подогрев и последующая термообработка | |
| 38ХН | Ограниченно свариваемая.Рекомендуется подогрев и последующая термообработка | ||
| 20ХН | Сталь: 15ХГ, 20ХНР, 18ХГТ | Ограниченно свариваемая. | |
| 40ХН | Сталь: 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | Трудно-свариваемая.Рекомендуется подогрев и последующая термообработка | |
| 45ХН | Сталь: 40ХН | Трудно-свариваемая.Рекомендуется подогрев и последующая термообработка | |
| 50ХН | Сталь: 40ХН, 60ХГ | Не применяется для сварных конструкций | |
| 20ХНР | Сталь: 20ХН | Ограниченно свариваемая. Требуется подогрев и последующая Требуется подогрев и последующаятермообработка. | |
| 12ХН2 | Сталь: 20хнр, 20ХГНР, 12ХН3А, 18ХГТ, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12ХН3А | Сталь: 12ХН2, 20ХН3А, 25ХГТ, 12Х2НА, 20ХНР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20ХН3А | Сталь: 20ХГНР, 20ХНГ, 38ХА, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая | |
| 12Х2Н4А | Сталь: 20ХГНР, 12ХН2, 20ХГР, 12ХН3А, 20Х2Н4А | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20Х2Н4А | Сталь: 20ХГНР, 20ХГНТР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 30ХН3А | Сталь: 30Х2ГН2, 34ХН2М | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20ХГСА | Сталь: 30ХГСА | Сваривается без ограничений | |
| 25ХГСА | Сталь: 20ХГСА | Сваривается без ограничений | |
| 30ХГС, 30ХН2МА | Сталь: 40ХФА, 35ХМ, 40ХН, 35ХГСА | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 38Х2Н2МА | Не применяется для сварных работ | ||
| 40ХН2МА | Сталь: 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 40Х2Н2МА | Сталь: 38Х2Н2МА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 38ХН3МА | Сталь: 38ХН3ВА | Не применяется для сварных конструкций | |
| 18Х2Н4МА | Сталь: 20Х2Н4А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСА | Сталь: 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА | Трудно-свариваемая. Необходим подогрев и последующая Необходим подогрев и последующаятермообработка | |
| 35ХГСА | Сталь: 30ХГС, 30ХГСА, 30ХГТ, 35ХМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСН2А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 38ХГН | Сталь: 38ХГНМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХГНР | Сталь: 20ХН3А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХН2М | Сталь: 20ХГР, 15ХР, 20ХНР, 20ХГНР | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХН2МФА | Сталь: 30ХН2ВФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 36Х2Н2МФА | Трудно-свариваемая. | ||
| 38ХН3МФА | Не применяется для сварных конструкций | ||
| 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая Необходим подогрев и последующаятермообработка | ||
| 20ХН4ФА | Сталь: 18Х2Н4МА | Не применяется для сварных конструкций | |
| 38Х2МЮА | Сталь: 38Х2ЮА, 38ХВФЮ, 38Х2Ю, 20Х3МВФ | Не применяется для сварных конструкций | |
| 5520-79 | 16К 18К | Сваривается без ограничений | |
| 20К | Сваривается без ограничений | ||
| 22К | Ограниченно свариваемая.Рекомендуется подогрев и последующая термообработка | ||
| 5632-72 | 40Х9С2 | Не применяется для сварных конструкций | |
| 40Х10С2М | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 08Х13 12Х13 20Х13 25Х13Н2 | Сталь: 12Х13, 12Х18Н9Т Сталь: 20Х13 Сталь: 12Х13, 14Х17Н2 | Ограниченно свариваемая. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкций | |
| 30Х13 40Х13 | Не применяется для сварных конструкций | ||
| 10Х14АГ16 | Сталь: 12Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т | Сваривается без ограничений | |
| 12Х17 | Сталь: 12Х18Н9Т | Не рекомендуется для сварных конструкций. Трудно-свариваемая Трудно-свариваемая | |
| 08Х17Т, 08Х18Т1 | Сталь: 12Х17, 08Х18Т1, 08Х17Т | Ограниченно свариваемая | |
| 95Х18 | Не применяется для сварных конструкций | ||
| 15Х25Т | Сталь: 12Х18Н10Т | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 15Х28 | Сталь: 15Х25Т, 20Х23Н18 | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20Х23Н13 | Ограниченно свариваемая | ||
| 20Х23Н18 | Сталь: 10Х25Т, 20Х23Н13 | Ограниченно свариваемая | |
| 10Х23Н10 | Ограниченно свариваемая | ||
| 20Х25Н20С | Ограниченно свариваемая | ||
| 15Х12ВНМФ | Трудно-свариваемая | ||
| 20Х12ВНМФ | Сталь: 15Х12ВНМФ, 18Х11МНФБ | Трудно-свариваемая | |
| 37Х12Н8Г2МФБ | Ограниченно свариваемая | ||
| 13Х11Н2В2МФ | Ограниченно свариваемая | ||
| 45Х14Н14В2М | Трудно-свариваемая | ||
| 40Х15Н7Г7Ф2МС | Трудно-свариваемая | ||
| 08Х17Н13М21 | Сталь: 10Х17Н13М21 | Хорошо свариваемая | |
| 10Х17Н3М2Т | Хорошо свариваемая | ||
| 31Х19Н9МВБТ | Трудно-свариваемая | ||
| 10Х14Г14Н4Т | Сталь: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается удовлетворительно | |
| 14Х17Н2 | Сталь: 20Х17Н2 | Хорошо свариваемая | |
| 12Х18Н9 17Х18Н9 | Сталь: 20Х13Н4Г9, 10Х14Г14Н4Т, 20Х13Н4Г9 | Сваривается без ограничений | |
| 08Х18Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т | Сталь: 12Х18Н10Т, Сталь: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т, 08Х17Т | Сваривается без ограничений | |
| 12Х18Н12Т | Сталь: 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т | Ограниченно сваривается | |
| 08Х18Г8Н2Т | Сталь: 12Х18Н9 | Сваривается без ограничений | |
| 20Х20Н14С2 | Сваривается без ограничений | ||
| 12Х25Н16Г7АР | Сваривается без ограничений | ||
| 08Х22Н6Т | Сталь: 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается без ограничений | |
| 06ХН28МДТ | Сплав: 03ХН28МДТ | Сваривается без ограничений | |
| ХН35ВТ | Трудно-свариваемая | ||
| ХН35ВТЮ | Трудно-свариваемая | ||
| ХН70Ю | Ограниченно сваривается | ||
| ХН70ВМЮТ | Трудно-свариваемая | ||
| ХН70ВМТЮФ | Трудно-свариваемая | ||
| ХН77ТЮР | Трудно-свариваемая | ||
| ХН78Т | Сплав: ХН38Т, Сталь: 12Х25Н16Г7АР, 20Х23Н18 | Трудно-свариваемая | |
| ХН80ТБЮ | Трудно-свариваемая | ||
| 5781-82 | 20ХГ2Ц | Сваривается без ограничений | |
| 35ГС 25Г2С | Сталь: Ст5сп, Ст6, Ст5пс | Сваривается без ограничений | |
| 5950-73 | ХВ4Ф | Не применяется для сварных конструкций | |
| 9Х1 | Сталь: 9х2 | Не применяется для сварных конструкций | |
| 9ХС | Сталь: ХВГ | Не применяется для сварных конструкций | |
| ХВГ | Сталь: 9ХС, 9ХВГ, ШХ15СГ | Не применяется для сварных конструкций | |
| 9ХВГ | Сталь: ХВГ | Не применяется для сварных конструкций | |
| Х6ВФ | Сталь: Х12Ф1, Х12М, 9Х5Ф | Не применяется для сварных конструкций | |
| Х12, Х12ВМФ | Сталь: Х12МФ | Не применяется для сварных конструкций | |
| Х12МФ Х12Ф1 | Сталь: Х6ВФ, Х12Ф1, Х12ВМФ Сталь: Х6ВФ, Х6ВФМ | Не применяется для сварных конструкций | |
| 7ХГ2ВМФ | Не применяется для сварных конструкций | ||
| 7Х3 8Х3 | Сталь: 8Х3 Сталь: 7Х3 | Не применяется для сварных конструкций | |
| 5ХНМ | Сталь: 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС | Не применяется для сварных конструкций | |
| 5ХГМ | Сталь: 5ХНМ, 5ХНВ, 6ХВС, 5ХНС, 5ХНСВ | Не применяется для сварных конструкций | |
| 4ЗМФС | Не применяется для сварных конструкций | ||
| 4Х5МФС | Не применяется для сварных конструкций | ||
| 4ХМФ1С | Не применяется для сварных конструкций | ||
| 3Х3МХФ | Не применяется для сварных конструкций | ||
| 6ХС | Не применяется для сварных конструкций | ||
| 4ХВ2С | Сталь: 4Х5В2ФС, 4Х3В2М2 | Не применяется для сварных конструкций | |
| 5ХВ2СФ 6ХВ2С | Сталь: 6ХВ2С Сталь: 6ХЗФС | Не применяется для сварных конструкций | |
| 6ХВГ | Не применяется для сварных конструкций | ||
| 9045-80 | 08Ю | Сваривается без ограничений | |
| 14959-79 | 65 70 | Сталь: 60, 70 65Г | Не применяется для сварных конструкций |
| 75 | Сталь: 70, 80, 85 | Не применяется для сварных конструкций | |
| 85 | Сталь: 70, 75, 80 | Не применяется для сварных конструкций | |
| 60Г | Сталь: 65Г | Не применяется для сварных конструкций | |
| 65Г | Сталь: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | Не применяется для сварных конструкций | |
| 55С2 | Сталь: 50С2, 60С2, 35Х2АФ | Не применяется для сварных конструкций | |
| 60С2 60С2А | Сталь: 55С2, 50ХФА, 60С2Н2А, 60С2Г, 50ХФА | Не применяется для сварных конструкций | |
| 70С3А | Не применяется для сварных конструкций | ||
| 55ХГР | Не применяется для сварных конструкций | ||
| 50ХФА | Сталь: 60С2А, 50ХГФА, 9ХС | Не применяется для сварных конструкций | |
| 60С2ХА | Сталь: 60С2ХФА, 60С2Н2А | Не применяется для сварных конструкций | |
| 60С2ХФА | Сталь: 60С2А, 60С2ХА, 9ХС, 60С2ВА | Не применяется для сварных конструкций | |
| 65С2ВА | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| 60С2Н2А | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| 19265-73 | Р18 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | |
| Р6М5К5 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| Р9М4К8 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| 19281-89 | 09Г2 | Сталь: 09Г2С, 10Г2 | Сваривается без ограничений |
| 14Г2 | Сталь: 15ХСНД | Ограниченно свариваемая | |
| 12ГС | Сталь: 15ГС | Сваривается без ограничений | |
| 16ГС | Сталь: 17ГС | Сваривается без ограничений | |
| 17ГС | Сталь: 16ГС | Сваривается без ограничений | |
| 17Г1С | Сталь: 17ГС | Сваривается без ограничений | |
| 09Г2С | Сталь: 10Г2С, 09Г2 | Сваривается без ограничений | |
| 10Г2С1 | Сталь: 10Г2С1Д | Сваривается без ограничений | |
| 10Г2БД | Сталь: 10Г2Б | Сваривается без ограничений | |
| 15Г2СФД | Сваривается без ограничений | ||
| 14Г2АФ | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 16Г2АФ | Сталь: 14Г2АФ | Сваривается без ограничений | |
| 18Г2ФАпс | Сталь: 15Г2ФАДпс, 16Г2АФ, 10ХСНД, 15ХСНД | Сваривается без ограничений | |
| 14ХГС | Сталь: 15ХСНД, 16ГС | Сваривается без ограничений | |
| 15Г2АФДпс | Сталь: 16Г2АФ, 18Г2АФпс, 10ХСНД | Сваривается без ограничений | |
| 10ХСНД | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 10ХНДП | Сваривается без ограничений | ||
| 15ХСНД | Сталь: 16Г2АФ, 14ХГС, 16ГС | Сваривается без ограничений | |
| 20072-72 | 12МХ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая Рекомендуется подогрев и последующая термическаяобработка | |
| 12Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 25Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 20Х3МВФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая | ||
| 15Х5М | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка |

- ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
- ГОСТ 801-78 Сталь подшипниковая. Технические условия
- ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
- ГОСТ 1414-75 Прокат из конструкционной стали высокой обрабатываемости резанием.
 Технические условия
Технические условия - ГОСТ 1435-90 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
- ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
- ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
- ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки
- ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
- ГОСТ 5950-73 Прутки и полосы из инструментальной легированной стали. Технические условия
- ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
- ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия
- ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали.
 Технические условия
Технические условия - ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
- ГОСТ 20072-74 Сталь теплоустойчивая
- Сварка, резка и пайка металлов / К.К. Хренов. М., Машиностроение, 1970, 408 с.
- Справочник конструктора–машиностроителя. Т.3 / В.И. Анурьев. М.: Машиностроение. 2000. 859 с.
- Марочник сталей и сплавов / В.Г. Сорокин, А.В. Волосникова. – М.: Машиностроение, 1989. – 640 с.
- Инструментальные стали. Справочник / Л.А. Позняк. М., Металлургия, 1977, 168 с.
weldworld.ru
Углеродистая конструкционная сталь 40 марки
Эта сталь поступает на промышленные предприятия в виде поковок, проволоки, лент, полос, толстых и тонких листов, калиброванных и шлифованных прутков – словом, практически в любом виде фасонного сортового проката, используемого на производстве. Высокие свойства прочности, твердости и износостойкости позволяют использовать сталь 40 марки в изготовлении труб и крепежных деталей, поковок и дисков, валов и фланцев, роторов и втулок, а также зубчатых колес, которые рассчитаны на длительной службы и способны работать в условиях повышенных температур (но не более 425оС).
Сталь 40: химический состав и механические характеристики
К 97-процентной основе из железа (Fe) в данном сплаве добавляется 0,37-0,45% углерода. Основным улучшающим элементом здесь служит марганец – 0,5-0,8%. Остальные химические составляющие представлены в следующих пропорциях:
- Si – 0,17-0,37%
- Cu – не более 0,3%
- Cr – не более 0,25%
- Ni – не более 0,25%
- As – не более 0,08%
- P – не более 0,035%
- S – не более 0,035%
При чётком соблюдении технологии выплавки твердость данного сплава может достигать HB 10-1=187МПа. Согласно ГОСТу, 40 марка является не склонной к отпускной хрупкости и не чувствительна к образованию флокенов. Прочие эксплуатационные и механические свойства стали 40 марки можно найти в таблицах:
Сварка стали 40х
Этот сплав принадлежит к категории ограниченно свариваемых. Оптимальными способами сварки станут применение ЭШС, РДС, а также АДС, выполняемая под газовой защитой и с флюсом. Недостаточная свариваемость частично может быть компенсирована предварительным подогревом соединяемых кромок, а также последующей термообработкой.
Недостаточная свариваемость частично может быть компенсирована предварительным подогревом соединяемых кромок, а также последующей термообработкой.
При выполнении электрошлаковой сварки (ЭШС) сплав 40 марки соединяют двумя электродными проволоками типа Св-10Г2 d=3мм, используя скорость подачи в 140-150 м/ч. В полученном шве концентрация углерода будет составлять всего 0,25-0,27%, однако это нисколько не уменьшит прочностные характеристики материала шва, поскольку они будут превышать аналогичный показатель основного металла, взятый из ГОСТ 1050-74. Вместе с тем, будет иметь место значительное уменьшение ударной вязкости непосредственно в зоне плавления, поскольку на участках перегрева станет происходить укрупнение зерна. Выполнив нормализацию сварного соединения в соответствии с технологией, ударную вязкость можно повысить до 40 Дж/см2. Серьезным препятствием к применению электрошлаковой сварки сплава 40 марки может стать появление микротрещин. Причина тому кроется в большой скорости подачи электродной проволоки, а также неблагоприятном сочетании пониженной технологической прочности стали и временного напряжения растяжения металла. Справиться с проблемой поможет предварительный подогрев свариваемых поверхностей, а также использование пониженной скорости подачи проволоки и повышенного напряжения. Кроме того, замечено, что сталь 40 и 40х сваривается лучше всего при повышенном вылете проволоки.
Справиться с проблемой поможет предварительный подогрев свариваемых поверхностей, а также использование пониженной скорости подачи проволоки и повышенного напряжения. Кроме того, замечено, что сталь 40 и 40х сваривается лучше всего при повышенном вылете проволоки.
fx-commodities.ru
Сталь 40Х: характеристики, применение, твердость и свариваемость стали 40Х
Марка стали: 40Х (заменители 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР).
Класс: сталь конструкционная легированная.
Использование в промышленности: оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности..
Твердость: HB 10 -1 = 217 МПа
Свариваемость материала: трудносвариваема. Способы сварки: РДС, ЭШС, необходимы подогрев и последующая термообработка. КТС – необходима последующая термообработка.
Температура ковки, oС: начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе.
Флокеночувствительность: чувствительна.
Склонность к отпускной хрупкости: склонна.
Вид поставки:
- Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Полоса ГОСТ 103-2006, ГОСТ 1577-93, ГОСТ 82-70.
- Поковки ГОСТ 8479-70.
- Трубы ГОСТ 8731-74, ГОСТ 8733-74, ГОСТ 13663-86.
| Зарубежные аналоги марки стали 45 | |
| США | 5135, 5140, 5140H, 5140RH, G51350, G51400, H51350, H51400 |
| Германия | 1.7034, 1.7035, 1.7045, 37Cr4, 41Cr4, 41CrS4, 42Cr4 |
| Япония | SCr435, SCr435H, SCr440, SCr440H |
| Франция | 37Cr4, 38C4, 38C4FF, 41Cr4, 42C4, 42C4TS |
| Англия | 37Cr4, 41Cr4, 530A36, 530A40, 530h56, 530h50, 530M40 |
| Евросоюз | 37Cr4, 37Cr4KD, 41Cr4, 41Cr4KD, 41CrS4 |
| Италия | 36CrMn4, 36CrMn5, 37Cr4, 38Cr4KB, 38CrMn4KB, 41Cr4, 41Cr4KB |
| Бельгия | 37Cr4, 41Cr4, 45C4 |
| Испания | 37Cr4, 38Cr4, 38Cr4DF, 41Cr4, 41Cr4DF, 42Cr4, F. 1201, F.1202, F.1210, F.1211 1201, F.1202, F.1210, F.1211 |
| Китай | 35Cr, 38CrA, 40Cr, 40CrA, 40CrH, 45Cr, 45CrH, ML38CrA, ML40Cr |
| Швеция | 2245 |
| Болгария | 37Cr4, 40Ch, 41Cr4 |
| Венгрия | 37Cr4, 41Cr4, Cr2Z, Cr3Z |
| Польша | 38HA, 40H |
| Румыния | 40Cr10, 40Cr10q |
| Чехия | 14140 |
| Австралия | 5132H, 5140 |
| Южная Корея | SCr435, SCr435H, SCr440, SCr440H |
Сталь 40Х
В нашей компании вы можете заказать разнообразные изделия из металла, используемые в быту, строительстве и в промышленности. От того, из какого материала создан металлопрокат, зависят его качества, свойства и характеристики.
Мы предлагаем вам ознакомиться с разнообразными видами стали. К примеру, марка стали 40Х, относящаяся к классу стали конструкционной легированной, пользуется особой популярностью. В данном разделе вы узнаете больше про этот материал.
Если у вас возникают вопросы по товарам или вы хотите сделать заказ, то звоните нашим специалистам! Менеджеры компании работают круглосуточно.
Сталь 40Х и ее характеристики
В данном материале имеется 0,40 процента углерода и меньше полутора процентов хрома.
Если вас интересует свариваемость стали 40Х, то вам необходимо знать, что этот материал относится к трудносвариваемым. Вы можете осуществлять сваривание ручным дуговым методом и электрошлаковым, но в начале следует подогреть сталь, а после произвести термическую обработку. При контактной точечной сварке также требуется дальнейшая термическая обработка.
Твердость стали 40Х следующая: HB 10 -1 = 217 МПа.
Заменителями этого материала могут стать марки 45X, 38XA, 40XH, 40XC, 40ХФ, 40XP.
Если вы собираетесь ковать эту сталь, то в начале процесса нужно нагреть ее до 1 250 градусов по Цельсию, а в конце остудить до 800 градусов. Если ковке подвергались изделия сечением до 350 миллиметров, их нужно охлаждать на воздухе.
Больше информации вы можете узнать из таблиц, расположенных на сайте.
Применение стали 40Х
Сталь марки 40Х поставляется в виде сортового, а также фасонного проката. Вы можете найти прутья с разнообразными видами обработки поверхности, сделанные из этого материала. Также популярностью пользуется серебрянка и листы разной толщины. Из данной стали изготавливают и трубы, и полосы. Она используется для производства поковок ГОСТ 8479-70.
Этот материал широко применяется в промышленной сфере. Сталь Ст 40Х используется для изготовления осей и стержней для передачи крутящего момента, вал-шестеренок, поршней, трубопроводной арматуры, колец, вращающихся деталей, инструментов для клепальных работ, измерительных устройств, болтов, деталей для аппаратов с вращающимися барабанами, деталей конической формы и прочих элементов. Сталь марки 40Х требуется, если нужно произвести улучшаемые изделия, имеющие повышенную прочность.
atl-met.ru
Сварка 40Х и 45стали – Технологии сварки
Конструкционная легированная сталь 40Х :
Из всех материалов, применяемых в машиностроении, станкостроении, приборостроении и других промышленных областях, самое широкое распространение получила сталь. Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Химические компоненты, входящие в состав
Если рассматривать процентный состав представленного сплава, цифра 40 обозначает, что в нем содержится в процентном соотношении углерод до значения 0,44%, буква Х – обуславливает наличие легирующей добавки – хрома до 1,1%. Более подробный состав химических компонентов представлен в таблице ниже. Равноценной заменой для этой марки могут служить такие сплавы, как 40ХН, 45Х, 40ХН, 40ХС.
Химический состав стали марки 40Х
| Углерод,% | Хром,% | Кремний,% | Марганец,% | Никель,% | Фосфор,% | Сера,% | Медь,% |
| 0,36-0,44 | 0,8-1,1 | 0,17-0,37 | 0,5-0,8 | до 0,3 | до 0,035 | до 0,3 | до 0,035 |
Легированные стали получают путем переплава или производством на свежей шихте. Если используется шихта, предварительный расчет содержания в ней хрома должен учитывать потери при выплавке, но это значение не должно превышать параметра 0,4%, иначе в процессе получатся высоколегированные отходы. Рафинирование металла легирующими элементами проводится сильными раскислителями, после чего вводится шлак, обработанный углеродом и кремнием. После воздействия восстановительного шлака конструкционная сталь хорошо раскисляется, что обеспечивает хорошее затвердение.
Если используется шихта, предварительный расчет содержания в ней хрома должен учитывать потери при выплавке, но это значение не должно превышать параметра 0,4%, иначе в процессе получатся высоколегированные отходы. Рафинирование металла легирующими элементами проводится сильными раскислителями, после чего вводится шлак, обработанный углеродом и кремнием. После воздействия восстановительного шлака конструкционная сталь хорошо раскисляется, что обеспечивает хорошее затвердение.
Термическая обработка
Для стали 40Х последовательность термообработки следующая. Сначала выполняется закалка в масляной среде, а затем отпуск в масле или на воздухе. Для каждой детали выбирается свой режим термообработки, он зависит от нагрузок, в которых эта деталь применяется, так как разные режимы дают различную твердость изделия. Режим термообработки рассчитывается в зависимости от критических точек, достигая которые материал претерпевает физические и химические изменения и меняет свои свойства и характеристики. Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Качественные показатели
Прочный и твердый материал, способный выдерживать большие нагрузки и не подвергаться разрушению — так можно оценить сталь 40Х. Характеристики, которыми она обладает:
- хорошие коррозионные свойства;
- стойкость к колебаниям температуры;
- высокие прочностные показатели;
- эстетические качества.
Но помимо положительных показателей сталь 40Х имеет и отрицательные свойства. Сюда можно отнести:
- склонность к образованию флокенов;
- отпускную хрупкость;
- плохую свариваемость.

Флокеночувствительность
Это дефект, который получается во время ускоренного охлаждения сплава после отливки, в виде внутренних трещин. Он может возникнуть во время горячей деформации легированной стали. Также он может проявляться на поверхности в виде четких участков овальной или зигзагообразной формы. Образование этого дефекта может происходить вследствие переизбытка выделения водорода во время термообработки. Бороться с этим недостатком можно с помощью высокотемпературной термообработки и оптимального режима охлаждения. Еще можно применять метод вакуумизации сплава, что поможет снизить содержание водорода в процентном отношении.
Отпускная хрупкость
Возникает во время медленного охлаждения легированных конструкционных сталей после отпуска, вызвана она резким снижением вязкости. Для сравнения значение вязкости может упасть в 5-10 раз по сравнению с этим же показателем при быстром охлаждении стали. Медленное охлаждение влияет только на ударную вязкость, остальные характеристики стали оно не понижает. Слишком быстрое охлаждение может вызывать внутренние напряжения, которые могут приводить к деформации изделия.
Слишком быстрое охлаждение может вызывать внутренние напряжения, которые могут приводить к деформации изделия.
Трудности сварочных работ
Сталь 40Х относится к четвертой группе по свариваемости. Выполнение сварочных швов может приводить к образованию трещин. Снизить проявление этих дефектов можно с помощью предварительного подогрева. Также требуется предварительная подготовка кромок. Выполнять сварочные работы этой марки можно дуговой сваркой: ручной или электрошлаковой, также можно применить контактную сварку. После контактно-точечной потребуется дополнительная термообработка. Для ручной сварки применяются специальные электроды для легированных сталей Э85 УОНИ-13/85. Тип и положение свариваемого шва могут быть любые.
Область применения
Эта марка стали обладает рядом свойств, благодаря которым она охватывает достаточно обширную область применения. Из нее выполняют заготовки сортового и фасонного металлопроката различных профилей, а также изготавливают листы, трубы, поковки, полученные методом ковки. Применяют такой металлопрокат для режущего инструмента. Сталь 40, которая не была подвержена термообработке, очень выгодно использовать для нерабочих хвостовых частей – корпусов метчиков, насадок, разверток.
Применяют такой металлопрокат для режущего инструмента. Сталь 40, которая не была подвержена термообработке, очень выгодно использовать для нерабочих хвостовых частей – корпусов метчиков, насадок, разверток.
Улучшенный сплав, полученный под воздействием термической обработки, которую мы рассмотрели ранее, используется для ответственных конструкций. К таким относятся: венцы зубчатых колес, валы, оси, втулки, болты, плунжеры. Нашла эта марка свое применение в конструкциях, которые эксплуатируются при низких температурах на открытом воздухе, ее используют в северных широтах для обустройства железнодорожных и автомобильных мостов.
www.syl.ru
Технология сварного соединения изделий
Шаг 1. Подготовка металлических деталей:
- подгонка по размеру, по форме;
- зачистка металла от окисления и ржавчины.
Шаг 2. Подготовка кромок металла под сварку. Этот пункт особенно актуален при работе с толстыми заготовками (более 3 мм):
- ширина зазора 1-2 мм;
- угол разделки 45-60 0 ;
- погон стыков у деталей разной толщины.

Шаг 3. Подготовка инструментов и оборудования:
- требование к материалу сварочной проволоки и электрода: состав их должен как можно ближе соответствовать свариваемой марке стали;
- для соединения сварочным методом стали 40Х удобно пользоваться техническими таблицами по выставлению величины тока в зависимости от толщины свариваемых поверхностей и размера электрода.
Шаг 4. Прогрев деталей до начала сваривания.
Сталь 40Х является чувствительной к перепадам температур и образованию трещин из-за этого. Прогревать деталь нужно газовой горелкой перед любым видом сварки.
Шаг 5. Точечно прихватить соединяемые части.
Чтобы избежать деформации или сдвига свариваемых деталей, практично сделать точечный прихват по всей длине планируемого сварного шва.
Шаг 6. Сварочный процесс выбранным методом.
Шаг 7. Прогрев сваренных деталей.
После сваривания прогрев нужен для снятия напряжения в деталях и выпаривания остатков водорода. Эта процедура особенно важна при контактно-точечной сварке.
Характеристики высокопрочной стали Российского производства!
Сталь является одним из самых важных материалов, который используется практически во всех отраслях промышленности. К высокопрочной стали (в зависимости от области применения) предъявляют различные требования. Марки сталей отличаются по структуре, химическому составу и по своим свойствам (физическим и механическим).
Сталью называют деформируемый сплав железа с углеводом (не более 2 процентов) и примесями других элементов: марганца, кремния, фосфора. К высокопрочному крепежу предъявляются особые требования. Поэтому для получения стали, которая будет идеально соответствовать всем характеристикам добавляют специальные примеси – легирующие элементы. Это – хром, вольфрам, ванадий, титан, марганец или кремний.
СТАЛЬ МАРКИ 3
Углеродистая сталь обычного качества.
Именно такая сталь пользуются наибольшим спросом в строительстве. Причина такой популярности – технологичность, прочность и привлекательная цена. Еще одно преимущество этого сплава – возможность изготавливать из нее изделия, которые выдерживают большую нагрузку и обладают хорошей сопротивляемостью ударам.
Сталь 3 производят по ГОСТ 380-94, согласно ему сталь маркируются буквами «Ст» с порядковым номером от 0 до 6. Чем выше этот номер, тем большее количество углерода содержится в стали. А значит, лучше прочность, но при этом хуже пластические характеристики. Сталь 3 хорошо сваривается, нефлокеночувствительна, не склонна к отпускной хрупкости. Сталь 3 содержит: углерод – 0,14-0,22%, кремний – 0,05-0,17%, марганец – 0,4-0,65%, никель, медь, хром – не более 0,3% , мышьяк не более 0,08%, серы и фосфора – до 0,05 и 0,04%. Количество этих компонентов в сплаве Ст3 не допускается выше указанных значений.
Основа стали – феррит. Его характеристики не позволяют использовать его в чистом виде. Для улучшения показателя прочности феррита сталь насыщают углеродом, добавляют (легируют) хром, никель, кремний, марганец и проводят дополнительное термическое упрочнение.
Для улучшения показателя прочности феррита сталь насыщают углеродом, добавляют (легируют) хром, никель, кремний, марганец и проводят дополнительное термическое упрочнение.
Сталь 3 выдерживает широкий температурный диапазон при переменных нагрузках. Хорошо сваривается, штампуется в холодном и горячем состоянии, подвергается вытяжке. Применяется без термической обработки.
Свариваемость стали
Без ограничений — сварка производится без подогрева и без последующей термообработки. В стали, относящейся к хорошей, содержание углерода составляет менее 0,25%. Они свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 30.
Максимальная температура применения – плюс 300.
СТАЛЬ МАРКИ 35
Качественная среднеуглеродистая сталь.
Такой вид стали применяют для деталей, которые требуют высокой пластичности и сопротивления удару. Качественные углеродистые стали типа 35 изготавливают по ГОСТ 1050-88 и маркируют двухзначными цифрами, которые указывают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35 %). Она обладает высокой прочностью (σв = 640…730 МПа, σ0,2 = 380…430 МПа) и относительно низкой пластичностью (δ = 9…14 %, ψ = 40…50 %). Кроме того, этот тип стали не восприимчив к средним напряжениям, обладает стойкостью к деформации и износостойкостью, не подвержен образованию трещин и коррозии. Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Качественные углеродистые стали типа 35 изготавливают по ГОСТ 1050-88 и маркируют двухзначными цифрами, которые указывают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35 %). Она обладает высокой прочностью (σв = 640…730 МПа, σ0,2 = 380…430 МПа) и относительно низкой пластичностью (δ = 9…14 %, ψ = 40…50 %). Кроме того, этот тип стали не восприимчив к средним напряжениям, обладает стойкостью к деформации и износостойкостью, не подвержен образованию трещин и коррозии. Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Сталь 35 сваривается ограниченно. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуем подогрев и последующую термообработку. КТС без ограничений.
Свариваемость стали
Сталь конструкционной марки 35 сваривается ограниченно. С увеличением углерода в стали зона термического влияния и шов закаливаются, увеличивается твердость, сварные соединения становятся более хрупкими и склонными к образованию трещин.
Удовлетворительные стали имеют содержание углерода от 0,25 до 0,35%. Они мало склонны к образованию трещин и при правильных режимах сварки получается качественный шов. Для улучшения качества сварки часто применяют подогрев.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 35Х
Сталь легированная, хромистая
Крепежные изделия из стали 35Х обладают высокой конструктивной прочностью, гарантируют надежность конструкции. Кроме того, сталь 35Х хорошо сопротивляется ударным нагрузкам, обладает большим запасом вязкости и высоким сопротивлением усталости. Также, сталь 35Х имеет высокое сопротивление износу, коррозии, трещинам и другим дефектам.
Главное преимущество крепежа из легированной конструкционной стали 35Х перед углеродистыми – это более высокая прочность за счет упрочнения феррита и большей прокаливаемости, меньший рост аустенитного зерна при нагреве и повышенная ударная вязкость. А уровень механических свойств повышен за счет термической обработки.
А уровень механических свойств повышен за счет термической обработки.
Свариваемость стали
Ограниченно свариваемая.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 40Х
Сталь конструкционная легированная. Сталь марки 40Х содержит 0,40% углерода и менее 1,5% хрома. Эта сталь довольно трудно свариваема. Поэтому, чтобы получить качественное сварное соединение, необходимы дополнительные операции. При сварке потребуется подогрев до 200-300 градусов, а потом – термообработка путем отжига.
Благодаря добавлению хрома, крепежные изделия из ст.40Х обладают твердостью, прочностью, жаропрочностью и устойчивостью к коррозии. Сталь 40Х рассчитана на значительные нагрузки. Механические свойства стали 40х: предел кратковременной прочности – 570 – 940 МПа, предел пропорциональности – 320 – 800 МПа, относительное удлинение – 13 – 17%, относительное сужение – 35 – 55%, ударная вязкость – 400 – 850 кДж/кв. м.
м.
Плюсы этой марки стали: устойчивость к действию высоких и низких температур и их резким перепадам, могут использоваться под открытым небом и даже в агрессивных, влажных средах. Еще одно неоспоримое преимущество крепежных изделий именно из этой марки стали – это отсутствие необходимости обрабатывать и очищать поверхность.
Свариваемость стали
Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 45
Сталь марки 45 обладает высокой стойкостью и прочностью. Сталь 45 применяют при изготовлении деталей механизмов, используемых при повышенных нагрузках и требующих сопротивления (ударам, трению). Механические свойства этой стали позволяют ей выдерживать значительные перепады температур и другие неблагоприятные климатические воздействия. Эта сталь способна выдержать температурные испытания от 200 до 600 градусов по Цельсию.
При использовании ст. 45 следует помнить, что:
• прочность снижается при нагревании до 200 0С; • сталь является трудносвариваемой и характеризуется низкой флонекочувствительностью.
Сталь марки 45 — среднеуглеродистая; идеально подходит для изготовления деталей, требующих высокой прочности или высокой поверхностной твердости, а также деталей средненагруженных и не подвергающихся в работе истиранию.
Свариваемость стали
Высокоуглеродистую сталь марки 45 рекомендуют соединять контактной сваркой. Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. При их сварке требуются специальные технологические процессы.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
Сталь марки 09Г2С
Сталь конструкционная низколегированная.
Обозначение 09Г2С указывает, что в стали присутствует 0,09% углерода, буква «Г» означает марганец, а цифра 2 – процентное содержание до 2% марганца.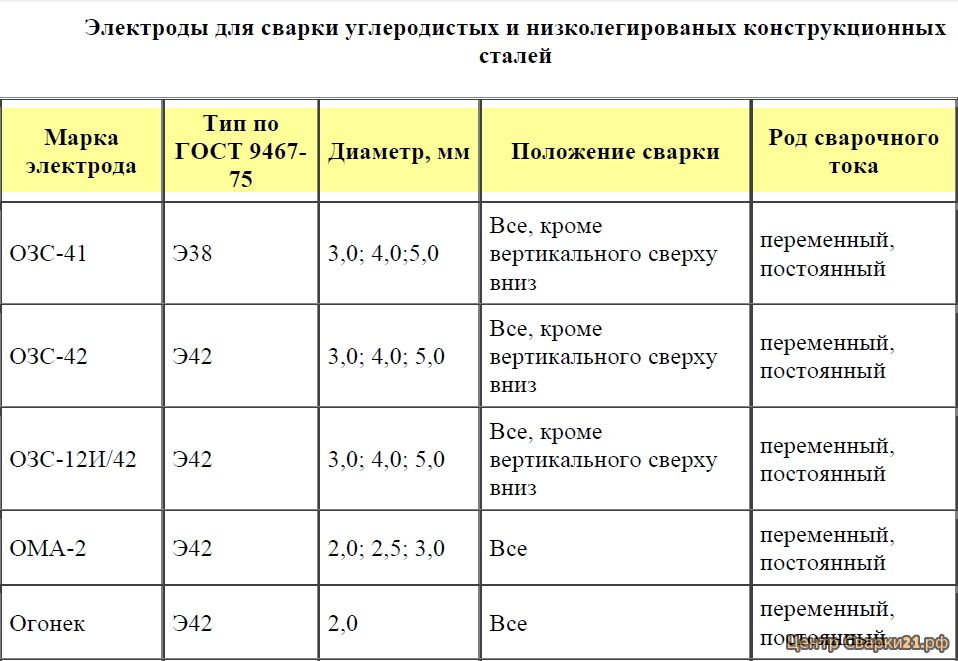 Буква «С» означает кремний, содержание кремния менее 1%.
Буква «С» означает кремний, содержание кремния менее 1%.
Главное преимущество этой стали – высокая механическая прочность, которая позволяет применять более тонкие детали по сравнению с деталями, изготовленными из других сталей. А значит, детали из стали 09Г2С имеют меньший вес, что экономически более выгодно. Кроме того, еще один плюс этой стали – низкая склонность к отпускной хрупкости.
Свариваемость стали
Марка стали 09Г2С широко используется для сварных конструкций. Сварка может производиться как без подогрева, так и с предварительным подогревом до 100-120 градусов по Цельсию. Сварка довольно проста, причем сталь не закаливается и не перегревается в процессе сварки, благодаря чему не происходит снижение пластических свойств или увеличение ее зернистости. При температуре воздуха минус 15 °С и ниже применяют предварительный местный подогрев независимо от толщины стали.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 70.
Максимальная температура применения – плюс 450.
boltigaika.dk.ru
Выбор способа
Для домашнего применения, когда на изделие не будет возлагаться большая ответственность, применяют самый простой способ – дуговую сварку. Ведь это самый дешевый метод, который не требует особой подготовки. Для сварки стали 40х электроды требуются специально предназначенные для этого дела. В промышленности для ответственных объектов применяют электродуговую сварку с аргоном. Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Сварка стали 40Х аргоном
Вне зависимости от выбранного способа следует тщательно подготовить поверхность перед свариванием. »
»
Свариваемость стали 40Х и ее свойства
Металл плохо сваривается. Если сам процесс плавления и образования сварочной ванны происходит еще относительно нормально, так как здесь проявляется лишь повышенная вязкость, но весь ряд проблем, которые возникают на шве после окончания, зачастую приводят к его негодности для эксплуатации. Сварка стали 40хн отлично проявляет ее свойства к отпускной хрупкости. Во время самой сварки, а также после нее могут появляться трещины и прочие дефекты, в том числе и деформации. Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом. Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Свариваемость сталей
СВАРИВАЕМОСТЬ — способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям
ЭКВИВАЛЕНТНОЕ СОДЕРЖАНИЕ УГЛЕРОДА (Сэк) — количественная характеристика свариваемости. Она определяется по формуле:
Она определяется по формуле:
где С — содержание углерода, %;
Mn, Cr… — содержание легирующих элементов, %
| ГРУППА СВАРИВАЕМОСТИ | Сэк, % | МАРКИ СТАЛЕЙ | ||
| Углеродистые | Легированные | Высоколегированные | ||
| I Хорошая | До 0,25 вкл | ВСт1; ВСт2; ВСт3; ВСт4; Стали 08; 10; 15; 20; 25 | 15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД | 08Х20Н14С2; 20Х23Н18; 08X18Н10; 12X18Н9Т; 15X5 |
| II Удовлетворительная | Свыше 0,25 до 0,35 вкл | ВСт5; Стали 30; 35 | 12ХН2; 12ХНЗА; 20ХНЗА; 20ХН; 20ХГСА; 30Х; 30ХМ; 25ХГСА | 30X13; 12X17; 25X13Н2 |
| III Ограниченная | Свыше 0,35 до 0,45 вкл | ВСт6; Стали 40; 45 | 35Г; 40Г; 45Г; 40Г2; 35Х; 40Х; 45Х; 40ХМФА; 40ХН; 30ХГС; 30ХГСА; 35ХМ; 20Х2Н4МА | 17X18Н9; 12Х18Н9; 36X18Н25С2; 40Х9С2 |
| IV Плохая | Свыше 0,45 | Стали 50; 55; 60; 65; 70; 75; 80; 85 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; ХГС; 6ХС; 7X3 | 40X10С2М; 40X13; 95X18; 40X14Н14В2М; 40X10С2М |
| ГРУППА СВАРИВАЕМОСТИ | УСЛОВИЯ СВАРКИ |
| I | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды |
| II | Сварка только при температуре окружающей среды не ниже — 5 °С, толщине металла менее 20 мм при отсутствии ветра |
| III | Сварка с предварительным или сопутствующим подогревом до 250 °С в жестком диапазоне режимов сварки |
| IV | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
weldering. com
com
Технологии сварки разнородных типов стали одного структурного класса
Сварка разных типов перлитной стали, разница в которых заключается в степени легирования, выполняется с помощью электродов, используемых для металлов с меньшей степенью легирования, при отсутствии дополнительных требований к прочности соединений, жаропрочности, коррозионной устойчивости, которые свойственны более легированным сталям. При этом технология предполагает выбор режимов и температуры сварки, применяемых при работе с более легированными металлами.
Если подогрев невозможен, то выполняется наплавка кромок с использованием более легированного материала, подогреваемого электродами типа Э42А. При этом наплавленный слой должен иметь такую толщину, которая не позволит более легированному металлу нагреться до температур Ac1, т. е. не допустить создания условий для закалки.
Работая с различными сочетаниями высокохромистых мартенситных (12 % Cr), ферритных (28 % Cr) и ферритно-аустенитных металлов типа Х21Н5, необходимо выбирать такую технологию сварки сталей, при которой не будут образовываться холодные трещины и хрупкие участков в сварном шве. Режим подогрева выбирают для самого закаливающегося металла с недопущением полного охлаждения заготовок. Это возможно при использовании сварочных материалов ферритно-аустенитного класса, сварки с минимальной погонной энергией, поскольку металлы с высоким содержанием хрома подвержены росту зерна, являющегося причиной образования хрупкости места шва.
Режим подогрева выбирают для самого закаливающегося металла с недопущением полного охлаждения заготовок. Это возможно при использовании сварочных материалов ферритно-аустенитного класса, сварки с минимальной погонной энергией, поскольку металлы с высоким содержанием хрома подвержены росту зерна, являющегося причиной образования хрупкости места шва.
После того как термообработка завершена, заготовку необходимо быстро охладить, чтобы избежать хрупкости, возникающей при +475 °С. Можно также использовать для работы аустенитные электроды. Но в таком случае при термообработке нельзя полностью исключить сварочные напряжения, вызванные разницей в коэффициентах линейного расширения шва и основного металла.
Технология сварки и свойства сварных соединений
Основными способами сварки жаропрочных перлитных сталей являются дуговая покрытыми электродами, в защитных газах и под флюсом. Подготовку кромок деталей под сварку выполняют механической обработкой. Допускается применение кислородного или плазменно – дуговой резки с последующим уда-лением слоя поврежденного металла толщиной не менее 2 мм.
Дуговую сварку выполняют при температуре окружающего воздуха не ниже 0°С с предварительным и сопутствующим местным или общим подог-ревом. Пределы изменения температуры подогрева в зависимости от марки стали и толщины свариваемого изделия приведены в табл. 6.14 и 7.9.
Таблица 6.14 – Температуры предварительного подогрева кромок при сварке теплостойких сталей
Таблица 7.9 – Температура предварительного и сопутствующего подогрева
Примечания: 1. При многопроходной автоматической сварке под флюсом допускается снижение минимальной температуры подогрева на 50°С.
2. Аргонодуговую сварку корневого слоя труб допускается выполнять без подогрева.
Большинство сварных конструкций из жаропрочных перлитных сталей подвергают термической обработке для устранения структурной неоднороднос-ти, остаточных сварочных напряжений и обеспечение эксплуатационной наде-жности. Исключение представляют сварные соединения из хромомолибдено-вых и хромомолибденованадиевых сталей толщиной менее 6 мм.
Исключение представляют сварные соединения из хромомолибдено-вых и хромомолибденованадиевых сталей толщиной менее 6 мм.
При термообработке конструкций из жаропрочных перлитных сталей используют обычный отпуск, он может применяться также как местная тер- мическая обработка. Отпуск стабилизирует структуру (твердость) сварного со-единения и снижает остаточные напряжения. С увеличением содержания хро- ма, молибдена, ванадия и других элементов, повышающих релаксационную стойкость сталей, температура отпуска и время выдержки должны увеличивать-ся.
Недостатком отпуска является невозможность полного выравнивания структуры, в частности устранение разупрочненной прослойки в зоне терми-ческого влияния сварки, что может быть достигнуто только при печной терми-ческой обработке всей конструкции (табл. 7.10).
Таблицая 7.10- Режимы отпуска сварных соединений, выполненных дуговой сваркой
| Марка стали | Толщина свариваемых деталей, мм | Минималь- ная про-должитель-ность вы-держки, ч | Марка стали | Толщина свариваемых деталей, мм | Минима-льная про-должите-льность выдержки, ч |
| Отпуск, Т, °С = 715±15 | 20 . ..40 ..40
| ||||
| 12ХМ | - | 40… 80 | |||
| 12ХМ | 10 …20 | >80 | |||
| 15ХМ | 20 …40 | Отпуск, Т, °С = 745 ± 15 | |||
| 20ХМЛ | 40 …80 >80 | 15Х1М1Ф | <6 | - | |
| 15Х1М1ФЛ | 6… 10 | ||||
| Отпуск, Т, °С = 735±15 | 12Х2МФСР | 10…20 | |||
| 12ХМФ | <6 | - | 20 .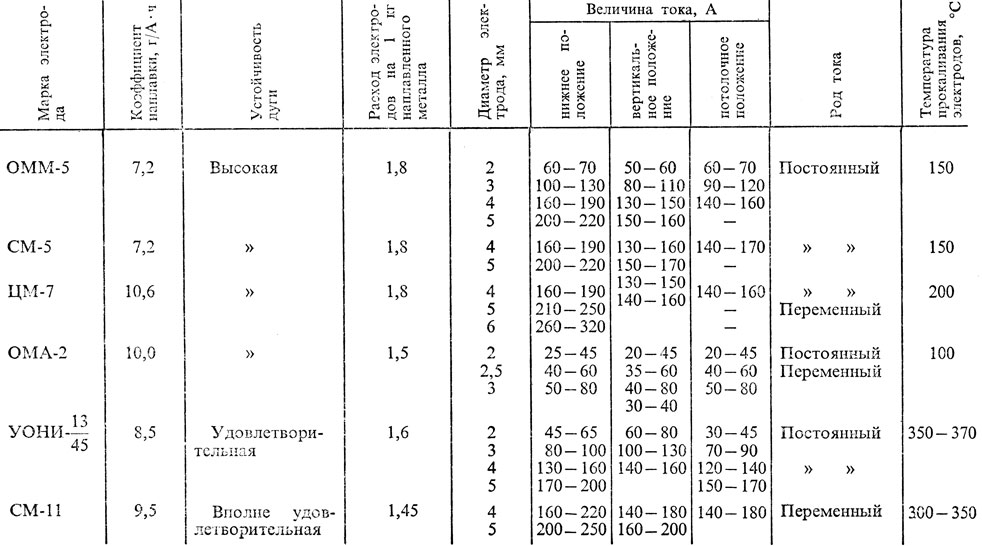 ..40 ..40
| ||
| 20ХМФЛ | 6… 10 | 40… 80 | |||
| 10 …20 | >80 |
Примечание. Скорость нагрева сварных соединений из хромомолибденованадиевых сталей в интервале 500 … 700°С должна быть не менее 600С/ч.
Для дуговой сварки, имеющей меньшую зону термического влияния, вы-полняют, как правило, высокий отпуск (Т=680….730°С), что дешевле. Необхо-димость термообработки возрастает при увеличении прочности сталей и тол-щины металла. Для толщин до 4…мм термообработку обычно не проводят.
Ручная дуговая сварка жаропрочных перлитных сталей выполняется эле- ктродами с основным (фтористо- кальциевым) покрытием и стержнем из низ-коуглеродистой сварочной проволоки с введением легирующих элементов че-рез покрытие. Они обеспечивают хорошую раскисленность металла шва при малом содержании в нем водорода. Это позволяет получить объединение высо-ких прочностных и пластических свойств швов. Однако для электродов с ос-новным покрытием характерна повышенная склонность к образованию пор при удлинении дуги, наличия ржавчины на кромках и увлажнении покрытия. В свя-зи с этим рекомендуется сварка короткой дугой, тщательная очистка сваривае-мых поверхностей, сушение электродов перед применением.
Они обеспечивают хорошую раскисленность металла шва при малом содержании в нем водорода. Это позволяет получить объединение высо-ких прочностных и пластических свойств швов. Однако для электродов с ос-новным покрытием характерна повышенная склонность к образованию пор при удлинении дуги, наличия ржавчины на кромках и увлажнении покрытия. В свя-зи с этим рекомендуется сварка короткой дугой, тщательная очистка сваривае-мых поверхностей, сушение электродов перед применением.
В последнее время выпускаются электроды 12 типов: Э-09М; Э-09МХ;
Э-09ХМ и др. Их основное назначение и соответствующие им марки электро-дов приведены в табл. 6.15.
Таблица 6.15. Электроды для сварки теплостойких сталей
Для сварки хромомолибденовых сталей 12МХ, 15ХМ и 20ХМЛ использу-ются электроды типа Э-09Х1М (ГОСТ 9467-75) (марки ЦУ-2МХ, ЦЛ-38 и дру-гие) с СaF2 покрытием и стержнем Св-08ХМ. Для сварки хромомолибденова-надиевых сталей 12Х1МФ, 15Х1М1Ф, 20ХМФЛ и 15Х1М1ФЛ – используются электроды типа Э-09Х1МФ(марки ЦЛ-20, ЦЛ-45, стержень Св-08ХМФА).
Когда применение подогрева свариваемых изделий и последующей тер-мической обработки сварных соединений невозможно или необходима сварка перлитных жаропрочных сталей с аустенитными, допускается использование электродов на никелевой основе. Сварка выполняется на постоянном токе об-ратной полярности узкими валиками без поперечных колебаний.
Сварка в защитных газах при изготовлении сварных конструкций из жаропрочных перлитных сталей может быть двух видов: дуговая сварка плавя-щимся электродом в углекислом газе и аргонодуговая сварка вольфрамовым электродом. При сварке молибденовых, хромомолибденовых и хромомолибде- нованадиевых сталей необходимо использовать одну из марок проволок, содер- жащих молибден, хром и молибден или хром, молибден и ванадий (Св-08МХ,
Св-08ХМ, Св-08ХМФА и др.), в зависимости от состава свариваемой стали.
При сварке в углекислом газе – активном окислителе ванны – в составе проволоки обязательно кроме других легирующих элементов должны присут-ствовать раскислители – кремний и марганец (иногда титан).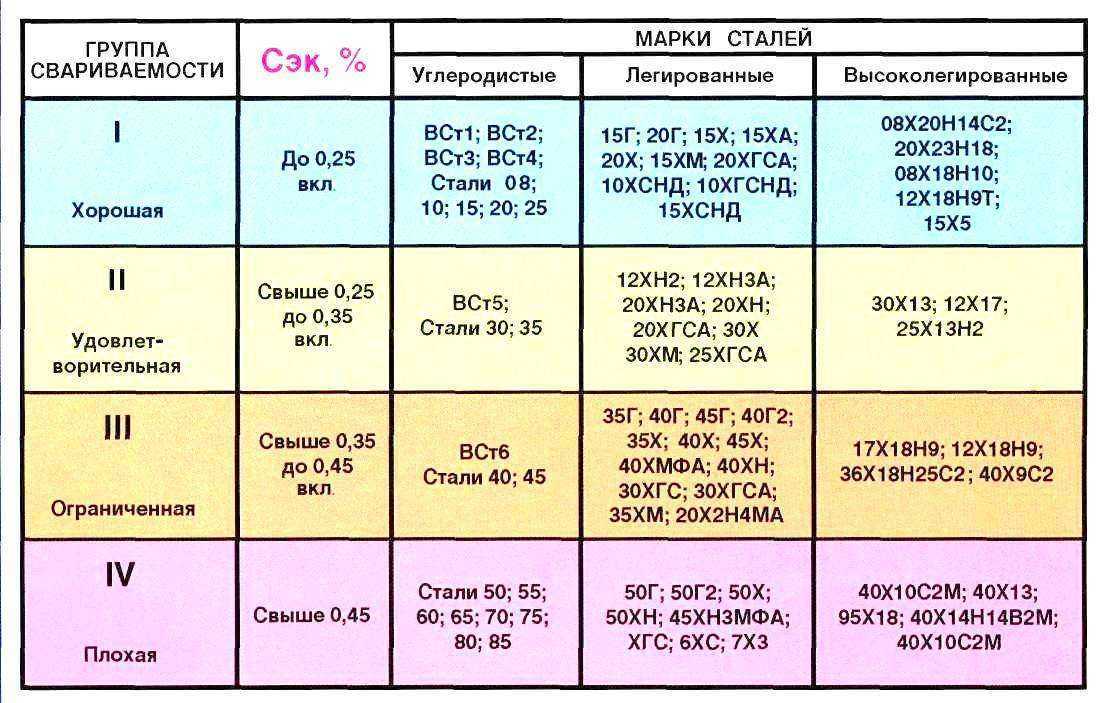 Поэтому для сварки в углекислом газе можно использовать только те проволоки, в составе которых содержатся эти элементы, в маркировке обозначенные “Г” и “С”, нап-ример,Св-08Г2С, Св-08ГСМТ, Св-08ХГСМА, Св-08ХГСМФА и др. в зависи-мости от состава свариваемой стали и требований к механическим свойствам металла шва. Так, при сварке хромомолибденовых сталей применяется свароч-ная проволока Св-08ХГСМА, а при сварке хромомолибденованадиевых сталей – проволока Св-08ХГСМФА. Сварку осуществляют на постоянном токе обрат-ной полярности. Для проволоки диаметром 1,6 мм сварочный ток составляет 140 … 200 А при напряжении на дуге 20…22В, а для проволоки диаметром 2 мм ток сварки 280 … 340А и напряжение 26…28В.
Поэтому для сварки в углекислом газе можно использовать только те проволоки, в составе которых содержатся эти элементы, в маркировке обозначенные “Г” и “С”, нап-ример,Св-08Г2С, Св-08ГСМТ, Св-08ХГСМА, Св-08ХГСМФА и др. в зависи-мости от состава свариваемой стали и требований к механическим свойствам металла шва. Так, при сварке хромомолибденовых сталей применяется свароч-ная проволока Св-08ХГСМА, а при сварке хромомолибденованадиевых сталей – проволока Св-08ХГСМФА. Сварку осуществляют на постоянном токе обрат-ной полярности. Для проволоки диаметром 1,6 мм сварочный ток составляет 140 … 200 А при напряжении на дуге 20…22В, а для проволоки диаметром 2 мм ток сварки 280 … 340А и напряжение 26…28В.
При сварке в углекислом газе стали 15ХМ и 20ХМ применяют сварочную проволоку Св-10ХГ2СМА. При использовании этой проволоки прочностные и пластические свойства сварных соединений в интервале температур 20… 525° С практически не отличаются от свойств основного металла.
Автоматическая и полуавтоматическая сварка этих сталей в углекислом газе выполняется с предварительным подогревом до температуры 250. ..300°С. Режимы сварки практически не отличаются от режимов сварки низкоуглеро-дистой стали. После сварки выполняют высокий отпуск конструкции (табл. 10-6).
..300°С. Режимы сварки практически не отличаются от режимов сварки низкоуглеро-дистой стали. После сварки выполняют высокий отпуск конструкции (табл. 10-6).
Теплоустойчивую сталь 20ХМФЛ сваривают в углекислом газе проволо-кой Св-08ХГСМФА с предварительным и сопутствующим подогревом до тем-пературы 300…350°С, обеспечивающей повышение стойкости шва против тре-щин и снижение прочности металла шва и околошовной зоны. После окончания сварки конструкцию подвергают термообработке по режиму, приведенному в табл. 10-6. Сварное соединение стали 20ХМФЛ, выполненное в углекислом га-зе проволокой Св-08ХГСМФА, по всем показателям равноценно основному металлу.
Автоматическую и полуавтоматическую сварку в углекислом газе сталей 12Х1МФ и 15Х1М1Ф осуществляют проволокой Св-08ХГСМФА с предварите-льным и сопутствующим подогревом до температуры 250…300°С. После свар-ки выполняется высокий отпуск при температуре 700…740°С.
Аргонодуговую сварку применяют для выполнения корневого слоя при многопроходной сваркею стыков труб паропроводов, поверхностей нагрева котлов и других изделий. При сварке в среде аргона хромомолибденовых ста-лей используют сварочные проволоки Св-08ХГСМА, Св-08ХМ, а при сварке хромомолибденованадиевых сталей – проволоки Св-08ХМФА и
При сварке в среде аргона хромомолибденовых ста-лей используют сварочные проволоки Св-08ХГСМА, Св-08ХМ, а при сварке хромомолибденованадиевых сталей – проволоки Св-08ХМФА и
Св-08ХГСМФА. Проволоки Св-08ХМ и Св-08ХМФА допускаются применять
только при содержании кремния в металле проволоки не менее 0,22 %.
Сварка под слоем флюса используется для изготовления корпусов ап-паратов нефтехимической промышленности и других изделий с толщиной стенки 20 мм и больше. Применяют низкоактивные по кремнию и марганцу флюсы для достижения в металле шва низкого содержания дисперсных оксид-ных включений (продуктов кремнемарганцевосстановительного процесса), а также стабильного содержания Sі и Мn в многослойных швах. Сварку осущест-вляют на постоянном токе обратной полярности.
Для уменьшения разупрочнения хромомолибденованадиевых сталей в околошовной зоне рекомендуют режимы с малой погонной энергией, поэтому используют проволоки диаметром 3 мм при токе 350 .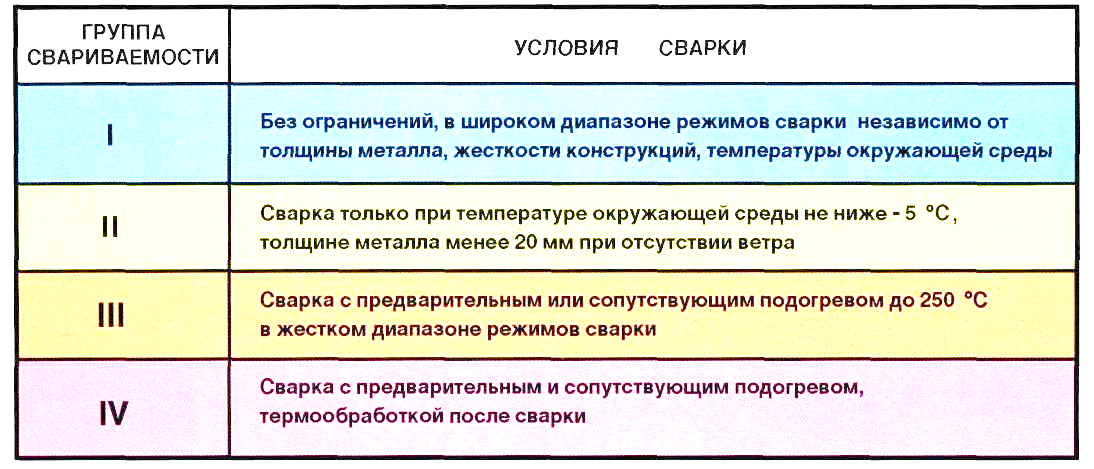 .. 400А и напряжении ду-ги 30…32В и повышенные скорости сварки (40…50 м/ч). Хромомолибденовые стали можно сваривать проволоками диаметром 4 и 5 мм при силе тока 520 … 650А и напряжении 30…34В. Для сварки хромомолибденовых сталей исполь-зуют проволоки марок Св-08МХ и Св-08ХМ, а для сварки хромомолибденова-надиевых сталей -Св-08ХМФА.
.. 400А и напряжении ду-ги 30…32В и повышенные скорости сварки (40…50 м/ч). Хромомолибденовые стали можно сваривать проволоками диаметром 4 и 5 мм при силе тока 520 … 650А и напряжении 30…34В. Для сварки хромомолибденовых сталей исполь-зуют проволоки марок Св-08МХ и Св-08ХМ, а для сварки хромомолибденова-надиевых сталей -Св-08ХМФА.
При сварке под флюсом теплоусточивых сталей, например 12Х1МФ и 15Х1М1Ф, рекомендуется применять проволоку Св-08ХМФА и флюс АН-22. Сварку осуществляют с предварительным подогревом. Можно использовать также флюс АН-17М совместно с кремнемарганцовистой проволокой
Св-08ХГСМФА. Сталь 15Х1М1ФА – флюс АН-22, проволока – 14Х1М1ФА.
При указанном применении сварочных материалов обеспечивается соде- ржание металла шва, кратковременные и длительные механические свойства которого (в состоянии после высокого отпуска) при температуре 20…585°С полностью удовлетворяют установленным требованиям.
Дата добавления: 2017-05-02; просмотров: 3523; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
характеристики, применение, твердость и свариваемость стали 40Х
Конструкционная легированная сталь 40Х :
Из всех материалов, применяемых в машиностроении, станкостроении, приборостроении и других промышленных областях, самое широкое распространение получила сталь. Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Химические компоненты, входящие в состав
Если рассматривать процентный состав представленного сплава, цифра 40 обозначает, что в нем содержится в процентном соотношении углерод до значения 0,44%, буква Х – обуславливает наличие легирующей добавки – хрома до 1,1%. Более подробный состав химических компонентов представлен в таблице ниже. Равноценной заменой для этой марки могут служить такие сплавы, как 40ХН, 45Х, 40ХН, 40ХС.
Химический состав стали марки 40Х
| Углерод,% | Хром,% | Кремний,% | Марганец,% | Никель,% | Фосфор,% | Сера,% | Медь,% |
| 0,36-0,44 | 0,8-1,1 | 0,17-0,37 | 0,5-0,8 | до 0,3 | до 0,035 | до 0,3 | до 0,035 |
Легированные стали получают путем переплава или производством на свежей шихте.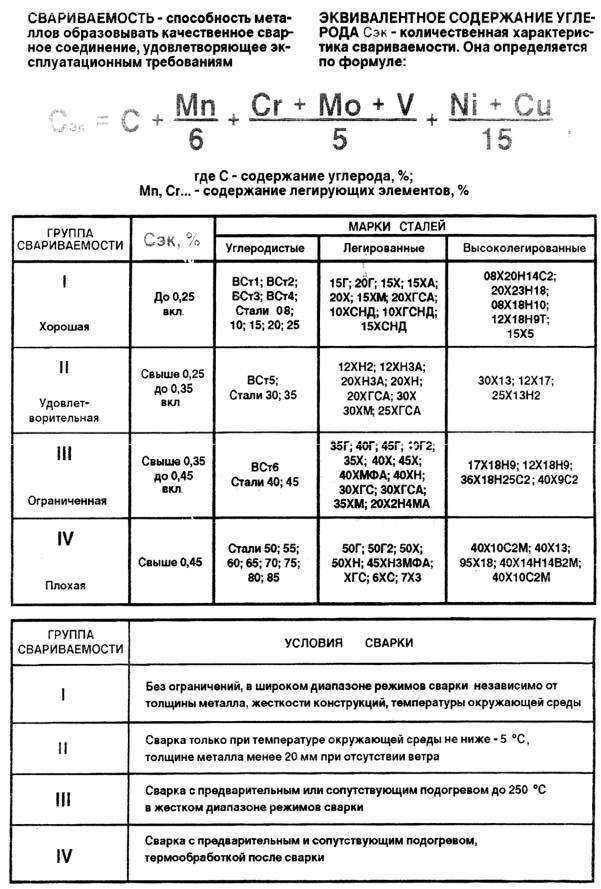 Если используется шихта, предварительный расчет содержания в ней хрома должен учитывать потери при выплавке, но это значение не должно превышать параметра 0,4%, иначе в процессе получатся высоколегированные отходы. Рафинирование металла легирующими элементами проводится сильными раскислителями, после чего вводится шлак, обработанный углеродом и кремнием. После воздействия восстановительного шлака конструкционная сталь хорошо раскисляется, что обеспечивает хорошее затвердение.
Если используется шихта, предварительный расчет содержания в ней хрома должен учитывать потери при выплавке, но это значение не должно превышать параметра 0,4%, иначе в процессе получатся высоколегированные отходы. Рафинирование металла легирующими элементами проводится сильными раскислителями, после чего вводится шлак, обработанный углеродом и кремнием. После воздействия восстановительного шлака конструкционная сталь хорошо раскисляется, что обеспечивает хорошее затвердение.
Термическая обработка
Для стали 40Х последовательность термообработки следующая. Сначала выполняется закалка в масляной среде, а затем отпуск в масле или на воздухе. Для каждой детали выбирается свой режим термообработки, он зависит от нагрузок, в которых эта деталь применяется, так как разные режимы дают различную твердость изделия. Режим термообработки рассчитывается в зависимости от критических точек, достигая которые материал претерпевает физические и химические изменения и меняет свои свойства и характеристики.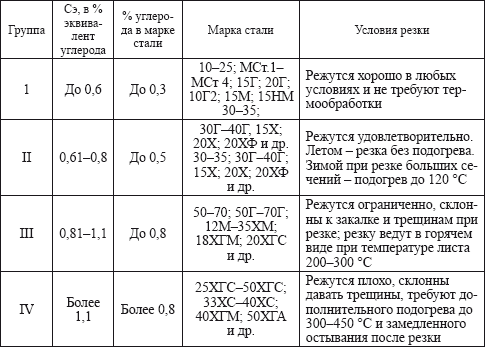 Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Качественные показатели
Прочный и твердый материал, способный выдерживать большие нагрузки и не подвергаться разрушению — так можно оценить сталь 40Х. Характеристики, которыми она обладает:
- хорошие коррозионные свойства;
- стойкость к колебаниям температуры;
- высокие прочностные показатели;
- эстетические качества.
Но помимо положительных показателей сталь 40Х имеет и отрицательные свойства. Сюда можно отнести:
- склонность к образованию флокенов;
- отпускную хрупкость;
- плохую свариваемость.

Флокеночувствительность
Это дефект, который получается во время ускоренного охлаждения сплава после отливки, в виде внутренних трещин. Он может возникнуть во время горячей деформации легированной стали. Также он может проявляться на поверхности в виде четких участков овальной или зигзагообразной формы. Образование этого дефекта может происходить вследствие переизбытка выделения водорода во время термообработки. Бороться с этим недостатком можно с помощью высокотемпературной термообработки и оптимального режима охлаждения. Еще можно применять метод вакуумизации сплава, что поможет снизить содержание водорода в процентном отношении.
Отпускная хрупкость
Возникает во время медленного охлаждения легированных конструкционных сталей после отпуска, вызвана она резким снижением вязкости. Для сравнения значение вязкости может упасть в 5-10 раз по сравнению с этим же показателем при быстром охлаждении стали. Медленное охлаждение влияет только на ударную вязкость, остальные характеристики стали оно не понижает. Слишком быстрое охлаждение может вызывать внутренние напряжения, которые могут приводить к деформации изделия.
Слишком быстрое охлаждение может вызывать внутренние напряжения, которые могут приводить к деформации изделия.
Трудности сварочных работ
Сталь 40Х относится к четвертой группе по свариваемости. Выполнение сварочных швов может приводить к образованию трещин. Снизить проявление этих дефектов можно с помощью предварительного подогрева. Также требуется предварительная подготовка кромок. Выполнять сварочные работы этой марки можно дуговой сваркой: ручной или электрошлаковой, также можно применить контактную сварку. После контактно-точечной потребуется дополнительная термообработка. Для ручной сварки применяются специальные электроды для легированных сталей Э85 УОНИ-13/85. Тип и положение свариваемого шва могут быть любые.
Область применения
Эта марка стали обладает рядом свойств, благодаря которым она охватывает достаточно обширную область применения. Из нее выполняют заготовки сортового и фасонного металлопроката различных профилей, а также изготавливают листы, трубы, поковки, полученные методом ковки. Применяют такой металлопрокат для режущего инструмента. Сталь 40, которая не была подвержена термообработке, очень выгодно использовать для нерабочих хвостовых частей – корпусов метчиков, насадок, разверток.
Улучшенный сплав, полученный под воздействием термической обработки, которую мы рассмотрели ранее, используется для ответственных конструкций. К таким относятся: венцы зубчатых колес, валы, оси, втулки, болты, плунжеры. Нашла эта марка свое применение в конструкциях, которые эксплуатируются при низких температурах на открытом воздухе, ее используют в северных широтах для обустройства железнодорожных и автомобильных мостов.
www.syl.ru
Сталь марки 40Х: характеристики, закалка, ГОСТы и применение в промышленности
Машиностроение, приборостроение, станкостроение и другие области промышленности в процессе производства используют огромное количество материалов как классических, известных десятки и сотни лет, так и совершенно новых, современных.
К числу классических и широко распространенных материалов относится сталь.
Классификация сталей по химическому составу предусматривает их разделение на легированные (с введением легирующих элементов, обеспечивающих сплаву необходимые механические и физические свойства) и углеродистые.
Сталь 40х относится к конструкционным легированным сплавам. Слово «конструкционная» указывает на то, что материал используется для изготовления разнообразных механизмов, конструкций и деталей, применяемых в машиностроении и строительстве, и обладает определенным набором химических, физических и механических свойств.
Химический состав
Цифра 40 в маркировке свидетельствует о том, что процентное содержание углерода в сплаве колеблется в пределах от 0.36 до 0.44, а буквенное обозначение х указывает на наличие легирующего элемента хрома в количестве не менее 0.8 и не более 1.
1 процента. Легирование стали хромом придает ей свойство устойчивости к коррозии в окислительной среде и атмосфере. Говоря другими словами, сталь приобретает нержавеющие свойства.
Кроме того, хром определяет структуру сплава, его технологические и механические характеристики.
Остальные химические элементы входят в состав стали х 40 в следующем количестве:
- не более 97% железа;
- 0,5 — 0,8% марганца;
- 0,17 — 0,37% кремния;
- не более 0,3% меди;
- не более 0,3% никеля;
- не более 0,035% фосфора;
- не более 0,035% серы.
Физические характеристики
Почти все физические свойства металлов прямо или обратно пропорционально зависят от температуры. Такие показатели, как удельное сопротивление, коэффициент линейного расширения и удельная теплоемкость возрастают с ростом температуры, а плотность стали, ее модуль упругости и коэффициент теплопроводности, наоборот, падают при увеличении температуры.
Еще одна физическая характеристика, называемая массой, не зависит практически ни от чего. Образец можно подвергать термической обработке, охлаждать, обрабатывать, придавать ему различную форму, а масса при этом будет оставаться величиной неизменной.
Физические показатели всех известных марок отечественных сталей и сплавов, в том числе и описываемой марки, сведены в таблицы и размещены в справочниках по металловедению.
Влияние термической обработки на качество
Сталь в исходном состоянии представляет собой довольно пластичную массу и поддается обработке путём деформирования. Ее можно ковать, штамповать, вальцевать.
Для изменения механических свойств и достижения необходимых качеств применяется термическая обработка металла.
Суть термической или тепловой обработки заключается в применении совокупности операций по нагреву, выдержке и охлаждению твердых металлических сплавов.
В результате такой обработки сплав изменяет свою внутреннюю структуру и приобретает определенные, необходимые производителю и потребителю, свойства.
Критические точки
Критические точки — это температуры, при которых изменяется структура стали и ее фазовое состояние. Вычислены в 1868 году русским металлургом и изобретателем Дмитрием Константиновичем Черновым, поэтому иногда их называют точками Чернова.
Обозначают такие точки буквой А. Нижняя точка А1 соответствует температуре, при которой аустенит превращается в перлит при охлаждении или перлит в аустенит при нагреве. Точка А3 — верхняя критическая точка, соответствующая температуре, при которой начинается выделение феррита при охлаждении или заканчивается его растворение при нагреве.
Характеристики высокопрочной стали Российского производства!
Сталь является одним из самых важных материалов, который используется практически во всех отраслях промышленности. К высокопрочной стали (в зависимости от области применения) предъявляют различные требования. Марки сталей отличаются по структуре, химическому составу и по своим свойствам (физическим и механическим).
Сталью называют деформируемый сплав железа с углеводом (не более 2 процентов) и примесями других элементов: марганца, кремния, фосфора. К высокопрочному крепежу предъявляются особые требования. Поэтому для получения стали, которая будет идеально соответствовать всем характеристикам добавляют специальные примеси – легирующие элементы. Это – хром, вольфрам, ванадий, титан, марганец или кремний.
СТАЛЬ МАРКИ 3
Углеродистая сталь обычного качества.
Именно такая сталь пользуются наибольшим спросом в строительстве. Причина такой популярности – технологичность, прочность и привлекательная цена. Еще одно преимущество этого сплава – возможность изготавливать из нее изделия, которые выдерживают большую нагрузку и обладают хорошей сопротивляемостью ударам.
Сталь 3 производят по ГОСТ 380-94, согласно ему сталь маркируются буквами «Ст» с порядковым номером от 0 до 6. Чем выше этот номер, тем большее количество углерода содержится в стали. А значит, лучше прочность, но при этом хуже пластические характеристики. Сталь 3 хорошо сваривается, нефлокеночувствительна, не склонна к отпускной хрупкости. Сталь 3 содержит: углерод – 0,14-0,22%, кремний – 0,05-0,17%, марганец – 0,4-0,65%, никель, медь, хром – не более 0,3% , мышьяк не более 0,08%, серы и фосфора – до 0,05 и 0,04%. Количество этих компонентов в сплаве Ст3 не допускается выше указанных значений.
Основа стали – феррит. Его характеристики не позволяют использовать его в чистом виде. Для улучшения показателя прочности феррита сталь насыщают углеродом, добавляют (легируют) хром, никель, кремний, марганец и проводят дополнительное термическое упрочнение.
Сталь 3 выдерживает широкий температурный диапазон при переменных нагрузках. Хорошо сваривается, штампуется в холодном и горячем состоянии, подвергается вытяжке. Применяется без термической обработки.
Свариваемость стали
Без ограничений — сварка производится без подогрева и без последующей термообработки. В стали, относящейся к хорошей, содержание углерода составляет менее 0,25%. Они свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 30.
Максимальная температура применения – плюс 300.
СТАЛЬ МАРКИ 35
Качественная среднеуглеродистая сталь.
Такой вид стали применяют для деталей, которые требуют высокой пластичности и сопротивления удару. Качественные углеродистые стали типа 35 изготавливают по ГОСТ 1050-88 и маркируют двухзначными цифрами, которые указывают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35 %). Она обладает высокой прочностью (σв = 640…730 МПа, σ0,2 = 380…430 МПа) и относительно низкой пластичностью (δ = 9…14 %, ψ = 40…50 %). Кроме того, этот тип стали не восприимчив к средним напряжениям, обладает стойкостью к деформации и износостойкостью, не подвержен образованию трещин и коррозии. Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Сталь 35 сваривается ограниченно. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуем подогрев и последующую термообработку. КТС без ограничений.
Свариваемость стали
Сталь конструкционной марки 35 сваривается ограниченно. С увеличением углерода в стали зона термического влияния и шов закаливаются, увеличивается твердость, сварные соединения становятся более хрупкими и склонными к образованию трещин.
Удовлетворительные стали имеют содержание углерода от 0,25 до 0,35%. Они мало склонны к образованию трещин и при правильных режимах сварки получается качественный шов. Для улучшения качества сварки часто применяют подогрев.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 35Х
Сталь легированная, хромистая
Крепежные изделия из стали 35Х обладают высокой конструктивной прочностью, гарантируют надежность конструкции. Кроме того, сталь 35Х хорошо сопротивляется ударным нагрузкам, обладает большим запасом вязкости и высоким сопротивлением усталости. Также, сталь 35Х имеет высокое сопротивление износу, коррозии, трещинам и другим дефектам.
Главное преимущество крепежа из легированной конструкционной стали 35Х перед углеродистыми – это более высокая прочность за счет упрочнения феррита и большей прокаливаемости, меньший рост аустенитного зерна при нагреве и повышенная ударная вязкость. А уровень механических свойств повышен за счет термической обработки.
Свариваемость стали
Ограниченно свариваемая.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 40Х
Сталь конструкционная легированная. Сталь марки 40Х содержит 0,40% углерода и менее 1,5% хрома. Эта сталь довольно трудно свариваема. Поэтому, чтобы получить качественное сварное соединение, необходимы дополнительные операции. При сварке потребуется подогрев до 200-300 градусов, а потом – термообработка путем отжига.
Благодаря добавлению хрома, крепежные изделия из ст.40Х обладают твердостью, прочностью, жаропрочностью и устойчивостью к коррозии. Сталь 40Х рассчитана на значительные нагрузки. Механические свойства стали 40х: предел кратковременной прочности – 570 – 940 МПа, предел пропорциональности – 320 – 800 МПа, относительное удлинение – 13 – 17%, относительное сужение – 35 – 55%, ударная вязкость – 400 – 850 кДж/кв.м.
Плюсы этой марки стали: устойчивость к действию высоких и низких температур и их резким перепадам, могут использоваться под открытым небом и даже в агрессивных, влажных средах. Еще одно неоспоримое преимущество крепежных изделий именно из этой марки стали – это отсутствие необходимости обрабатывать и очищать поверхность.
Свариваемость стали
Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 45
Сталь марки 45 обладает высокой стойкостью и прочностью. Сталь 45 применяют при изготовлении деталей механизмов, используемых при повышенных нагрузках и требующих сопротивления (ударам, трению). Механические свойства этой стали позволяют ей выдерживать значительные перепады температур и другие неблагоприятные климатические воздействия. Эта сталь способна выдержать температурные испытания от 200 до 600 градусов по Цельсию.
При использовании ст. 45 следует помнить, что:
• прочность снижается при нагревании до 200 0С; • сталь является трудносвариваемой и характеризуется низкой флонекочувствительностью.
Сталь марки 45 — среднеуглеродистая; идеально подходит для изготовления деталей, требующих высокой прочности или высокой поверхностной твердости, а также деталей средненагруженных и не подвергающихся в работе истиранию.
Свариваемость стали
Высокоуглеродистую сталь марки 45 рекомендуют соединять контактной сваркой. Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. При их сварке требуются специальные технологические процессы.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
Сталь марки 09Г2С
Сталь конструкционная низколегированная.
Обозначение 09Г2С указывает, что в стали присутствует 0,09% углерода, буква «Г» означает марганец, а цифра 2 – процентное содержание до 2% марганца. Буква «С» означает кремний, содержание кремния менее 1%.
Главное преимущество этой стали – высокая механическая прочность, которая позволяет применять более тонкие детали по сравнению с деталями, изготовленными из других сталей. А значит, детали из стали 09Г2С имеют меньший вес, что экономически более выгодно. Кроме того, еще один плюс этой стали – низкая склонность к отпускной хрупкости.
Свариваемость стали
Марка стали 09Г2С широко используется для сварных конструкций. Сварка может производиться как без подогрева, так и с предварительным подогревом до 100-120 градусов по Цельсию. Сварка довольно проста, причем сталь не закаливается и не перегревается в процессе сварки, благодаря чему не происходит снижение пластических свойств или увеличение ее зернистости. При температуре воздуха минус 15 °С и ниже применяют предварительный местный подогрев независимо от толщины стали.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 70.
Максимальная температура применения – плюс 450.
boltigaika.dk.ru
Pereosnastka.ru
Сварка легированных и углеродистых закаливающихся сталей
К
атегория:
Сварка металлов
Сварка легированных и углеродистых закаливающихся сталей
К сталям, интенсивно закаливающимся при сварке с образованием мартенситной и промежуточных структур, относятся следующие группы сталей: – конструкционные низко- и среднелегированные среднеуглеро-дистые стали с содержанием углерода до 0,5%.
Эти стали отличаются высокой прочностью в сочетании с удовлетворительной пластичностью за счет комплексного легирования. К ним относятся стали перлитного класса 35Х, 40Х, 35Г2, 50Г2, ЗОХГТ, ЗОХГСА, 35ХГСНА и мартенситного класса ЗЗХЗНВФМА, 30Х2НМФА и др.
; – жаропрочные и жаростойкие стали 15X5, 15Х5МА, 15Х5ВФ, 20ХЗМВФ, ЗОХМА, 38ХМЮА, 25Х1М1Ф и др.; – средне- и высокоуглеродистые стали 30, 35, 40, 45, 50, 60, 25Г, 35Г, 45Г.
Высокоуглеродистые стали в сварных конструкциях, как правило, не используют. Необходимость их сварки возникает при наплавке и ремонте.
Характерными общими трудностями при сварке этих сталей являются: – образование закалочных структур при охлаждении после сварки и в связи с этим склонность к холодным трещинам; – опасность образования горячих трещин; – разупрочнение металла сварочного соединения по сравнению с основным металлом.
В зависимости от степени легирования и содержания углерода эти стали относятся к удовлетворительно, ограниченно или плохо сваривающимся сталям (см. табл. 2).
трудность при сварке этих сталей — образование закалочных структур и холодных трещин, поэтому основные металлургические и технологические меры по обеспечению качества сварных соединений основываются на устранении этой трудности и являются общими для большинства рассматриваемых сталей.
Основные меры по обеспечению качественного сварного соединения. До- сварки- при составлении технологии главное внимание должно быть уделено рациональному выбору материалов: основного и присадочного металла, защитных средств. Основной металл с пониженным содержанием углерода и примесей (серы, фосфора) обладает более высокой стойкостью против холодных и горячих трещин.
Для повышения пластичности сварного шва и увеличения сопротивляемости трещинам содержание углерода в присадочном металле должно быть менее 0,15%; целесообразно предусмотреть более широкую разделку кромок, чтобы обеспечить формирование шва в основном за счет более’пластичного присадочного металла. Высокая технологическая прочность сварного шва достигается при ограничении содержания легирующих элементов в присадочной проволоке до следующих пределов, %: 0,15 С; 0,5 Si; 1,5 МП; 1,5 Gr; 2,5 Ni; 0,5 V; 1,0 Mg; 0,5 Nb.
В качестве защитных средств необходимо использовать покрытия и флюсы основного типа, а также инертные газы (для легированных сталей). Для уменьшения сварочных напряжений, являющихся одной из причин образования трещин, необходимо при конструировании избегать жестких узлов, скоплений швов, пересекающихся и близко расположенных швов.
Во время сварки предусматриваются следующие технологические меры:1. Тщательная подготовка и сборка под сварку, минимальное смещение кромок (менее 10—15% толщины), минимальный зазор, качественные прихватки и зачистка кромок;2. Регулирование термического цикла сварки для обеспечения требуемой скорости охлаждения шва и зоны термического влияния.
Скорость охлаждения регулируют изменением режимов сварки (величина тока, скорость сварки, погонная энергия), применением специальных технологических приемов (сварка короткими и длинными участками, наложение отжигающего валика, сварка горкой, каскадом и др.) и применением подогрева, который может быть предварительным, сопутствующим и последующим.
Подогрев является наиболее радикальным способом регулирования скорости охлаждения и его используют, когда регулированием режимов сварки и специальными технологическими приемами не удается обеспечить требуемую скорость охлаждения и структуру сварного соединения. Чем выше содержание углерода и легирующих элементов, тем выше температура подогрева.3.
Уменьшение содержания водорода в сварном шве, так как водород является одной из главных причин образования холодных трещин.
Это достигается применением электродов с фтористо-кальциевыми покрытиями и основных флюсов, защитных газов с пониженной влажностью; сваркой на постоянном токе обратной полярности; тщательной подготовкой под сварку свариваемого и присадочного металла (зачистка, обезвоживание) и защитных материалов (сушка, прокалка).
4. Рациональная последовательность наложения швов с целью уменьшения остаточных напряжений и деформаций.
После сварки для предотвращения холодных трещин производят незамедлительно высокий отпуск для снятия остаточных напряжений и стабилизации структуры.
Для обеспечения равнопрочности сварного соединения после сварки производят полную термообработку изделия, которая заключается в закалке и последующем высоком отпуске или в нормализации.
Если габариты изделия и имеющееся оборудование допускают полную термообработку, то химический состав металла шва должен быть близок химическому составу основного металла.
Если полная термообработка невозможна, то проблема равно-прочности решается подбором режимов сварки и легированием через присадочную проволоку.
При сварке закаливающихся сталей применяют в основном виды сварки плавлением — ручную дуговую, под флюсом, в защитных газах, электронно-лучевую, электрошлаковую с использованием сварочных материалов, обеспечивающих заданную прочность и химический состав сварного шва.
Читать далее:
Сварка высоколегированных сталей
Источник: https://pereosnastka.ru/articles/svarka-legirovannykh-i-uglerodistykh-zakalivayushchikhsya-stalei
Свариваемость сталей
СВАРИВАЕМОСТЬ — способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям
ЭКВИВАЛЕНТНОЕ СОДЕРЖАНИЕ УГЛЕРОДА (Сэк) — количественная характеристика свариваемости. Она определяется по формуле:
где С — содержание углерода, %;
Mn, Cr… — содержание легирующих элементов, %
| ГРУППА СВАРИВАЕМОСТИ | Сэк, % | МАРКИ СТАЛЕЙ | ||
| Углеродистые | Легированные | Высоколегированные | ||
| I Хорошая | До 0,25 вкл | ВСт1; ВСт2; ВСт3; ВСт4; Стали 08; 10; 15; 20; 25 | 15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД | 08Х20Н14С2; 20Х23Н18; 08X18Н10; 12X18Н9Т; 15X5 |
| II Удовлетворительная | Свыше 0,25 до 0,35 вкл | ВСт5; Стали 30; 35 | 12ХН2; 12ХНЗА; 20ХНЗА; 20ХН; 20ХГСА; 30Х; 30ХМ; 25ХГСА | 30X13; 12X17; 25X13Н2 |
| III Ограниченная | Свыше 0,35 до 0,45 вкл | ВСт6; Стали 40; 45 | 35Г; 40Г; 45Г; 40Г2; 35Х; 40Х; 45Х; 40ХМФА; 40ХН; 30ХГС; 30ХГСА; 35ХМ; 20Х2Н4МА | 17X18Н9; 12Х18Н9; 36X18Н25С2; 40Х9С2 |
| IV Плохая | Свыше 0,45 | Стали 50; 55; 60; 65; 70; 75; 80; 85 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; ХГС; 6ХС; 7X3 | 40X10С2М; 40X13; 95X18; 40X14Н14В2М; 40X10С2М |
| ГРУППА СВАРИВАЕМОСТИ | УСЛОВИЯ СВАРКИ |
| I | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды |
| II | Сварка только при температуре окружающей среды не ниже — 5 °С, толщине металла менее 20 мм при отсутствии ветра |
| III | Сварка с предварительным или сопутствующим подогревом до 250 °С в жестком диапазоне режимов сварки |
| IV | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
weldering. com
Выбор метода
Когда основная ответственность за использование продукта не назначена, самый простой способ – это использование дуговой сварки. В конце концов, это самый дешевый метод, который не требует специальной подготовки.
Требуется:
- Сварной стальной 40-кратный электрод, специально разработанный для этой цели.
- В промышленности источник мышьяка, содержащий аргон, используется для критических объектов.
Несмотря на его высокую стоимость, это самый надежный способ обеспечить долгий срок службы конструкции. Вы можете использовать источники ацетиленового газа, чтобы сделать процесс прибыльным. Результирующий свет очень похож и будет более удобен при создании потолка и вертикальных швов.
Обратите внимание! Независимо от выбранного метода, поверхность должна быть тщательно подготовлена.
Технология и особенности сварки стали
В современной промышленности применяется самая разнообразная сталь для сварных конструкций.
Она может быть нержавеющей и обычной, с высоким или низким содержанием углерода, жаростойкие и так далее.
Для их сварки используют различные технологии, но наиболее проста сварка полуавтоматом или инвертором. В этой статье мы расскажем об особенностях популярных типов сталей и о том, как их варить.
Сварка инструментальной стали
Инструментальная сталь — тип стали, содержащий в своем составе менее 1% углерода. Такая сталь твердая и прочная, но не износостойкая, поэтому ее используют только при изготовлении инструментов. К тому же, она отличается невысокой закупочной ценой, что делает производство прибыльным.
Рекомендуется варить инструментальную сталь специальным электродом и с помощью инвертора. Электроды должны быть предназначены именно для работы с данным типом сталей. Мы рекомендуем стержни УОНИ-13/НЖ/20Х13 и сварочный инвертор средней ценовой категории. Будьте готовы к тому, что сварка инструментальной стали потребует от вас много сил и терпения. Это связано с низким содержанием углерода.
Сварка конструкционной стали
Конструкционная сталь используется куда чаще, чем инструментальная. Из нее изготавливают все: от мелких деталей до заводских станков. Именно к данной категории относится сварка 40х стали, стали 30хгса, стали 35хгса и прочих других марок.
Что из себя представляет конструкционная сталь? По составу это очень интересный металл. Он состоит из различных примесей, в частности фосфора и серы. Чем этих компонентов больше в составе, тем ненадежнее будет сталь, так что нужно следить за этим показателем. Конструкционная сталь может быть обыкновенной, качественной, высококачественной и особо высококачественной.
Как вы понимаете, последний тип конструкционной стали содержит минимум примесей, за счет чего удается получить по-настоящему качественный и прочный металл.
Ну а в обычной конструкционной стали примесей больше всего, она считается самой недолговечной.
Кстати, у этой классификации есть еще отдельные подгруппы (они отличаются по наличию в составе некоторых дополнительных химических компонентов). Но мы не будем подробно расписывать классификацию, чтобы не запутать вас.
Сталь 40Х: характеристики, применение, твердость и свариваемость стали 40Х
Марка стали: 40Х (заменители 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР).
Класс: сталь конструкционная легированная.
Использование в промышленности: оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности..
Твердость: HB 10 -1 = 217 МПа
Свариваемость материала: трудносвариваема. Способы сварки: РДС, ЭШС, необходимы подогрев и последующая термообработка. КТС — необходима последующая термообработка.
Температура ковки, oС: начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе.
Флокеночувствительность: чувствительна.
Склонность к отпускной хрупкости: склонна.
Вид поставки:
- Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Полоса ГОСТ 103-2006, ГОСТ 1577-93, ГОСТ 82-70.
- Поковки ГОСТ 8479-70.
- Трубы ГОСТ 8731-74, ГОСТ 8733-74, ГОСТ 13663-86.
| Зарубежные аналоги марки стали 45 | |
| США | 5135, 5140, 5140H, 5140RH, G51350, G51400, H51350, H51400 |
| Германия | 1.7034, 1.7035, 1.7045, 37Cr4, 41Cr4, 41CrS4, 42Cr4 |
| Япония | SCr435, SCr435H, SCr440, SCr440H |
| Франция | 37Cr4, 38C4, 38C4FF, 41Cr4, 42C4, 42C4TS |
| Англия | 37Cr4, 41Cr4, 530A36, 530A40, 530h46, 530h50, 530M40 |
| Евросоюз | 37Cr4, 37Cr4KD, 41Cr4, 41Cr4KD, 41CrS4 |
| Италия | 36CrMn4, 36CrMn5, 37Cr4, 38Cr4KB, 38CrMn4KB, 41Cr4, 41Cr4KB |
| Бельгия | 37Cr4, 41Cr4, 45C4 |
| Испания | 37Cr4, 38Cr4, 38Cr4DF, 41Cr4, 41Cr4DF, 42Cr4, F. 1201, F.1202, F.1210, F.1211 |
| Китай | 35Cr, 38CrA, 40Cr, 40CrA, 40CrH, 45Cr, 45CrH, ML38CrA, ML40Cr |
| Швеция | 2245 |
| Болгария | 37Cr4, 40Ch, 41Cr4 |
| Венгрия | 37Cr4, 41Cr4, Cr2Z, Cr3Z |
| Польша | 38HA, 40H |
| Румыния | 40Cr10, 40Cr10q |
| Чехия | 14140 |
| Австралия | 5132H, 5140 |
| Южная Корея | SCr435, SCr435H, SCr440, SCr440H |
Сталь 40Х и ее характеристики
В нашей компании вы можете заказать разнообразные изделия из металла, используемые в быту, строительстве и в промышленности. От того, из какого материала создан металлопрокат, зависят его качества, свойства и характеристики.
Мы предлагаем вам ознакомиться с разнообразными видами стали. К примеру, марка стали 40Х, относящаяся к классу конструкционной легированной, пользуется особой популярностью. В данном разделе вы узнаете больше про этот материал.
Если у вас возникают вопросы по товарам или вы хотите сделать заказ, то звоните нашим специалистам! Менеджеры компании работают круглосуточно.
В данном материале имеется 0,40 процента углерода и меньше полутора процентов хрома.
Этот материал относится к трудносвариваемым. Вы можете осуществлять сваривание ручным дуговым методом и электрошлаковым, но в начале следует подогреть сталь, а после произвести термическую обработку. При контактной точечной сварке также требуется дальнейшая термическая обработка.
Твердость стали 40Х следующая: HB 10 -1 = 217 МПа.
Заменителями этого материала могут стать марки 45X, 38XA, 40XH, 40XC, 40ХФ, 40XP.
Если вы собираетесь ковать эту сталь, то в начале процесса нужно нагреть ее до 1 250 градусов по Цельсию, а в конце остудить до 800 градусов. Если ковке подвергались изделия сечением до 350 миллиметров, их нужно охлаждать на воздухе.
Больше информации вы можете узнать из таблиц, расположенных на сайте.
химический состав, свойства, характеристики, расшифровка
Сталь широко применяется в сфере машиностроения и в иных промышленных отраслях. Она изготавливается в разных вариантах, их качества различаются по химическому составу. Одной из наиболее распространенных разновидностей металла является сталь 40X. Это легированный материал, выдерживающий влияние влаги и иных веществ. Металл отличается некоторыми особыми чертами, о которых расскажем ниже.
Содержание
Химический состав
Химический состав стали 40x определяет ее маркировка. Металл выделяются такими характеристиками:
- В сплаве находится углерод, его содержание — 0.36 % до 0.44 %. Нельзя достичь более точных значений, поскольку сталь сложно изготовлять.
- Хром – главный легирующий компонент, находится в пределах от 0.8 до 1.1%.
- Для правильного сплава нужно, чтобы в состав были включены кремний, никель, марганец. Их количество – не более 1% от общей массы, но даже небольшой показатель ведет к улучшению характеристик сплава.

- В составе имеется ряд вредных компонентов, таких как сера, фосфор. Их содержание определено производственными нормативами.
- В структуре содержится медь, в доле 0.035%. Этот элемент не меняет качества сплава.
Сталь 40x рафинируется разными легирующими компонентами с участием мощных раскислителей, затем вводят шлак, его обрабатывают углеродом и кремнием.
Свойства
Детали и оборудование, сделанные из материала сталь 40х обладают разными свойствами: механическими, техническими, физическими.
Важно: Одна из главных характеристик сплава – уровень предела текучести сплава сталь 40х. Его определяет степень влияния среды, при которой деталь деформируется. Размер показателя находится в зависимости от режима термообработки, типа компонентов и числа вредных веществ, состава металла. Для этой разновидности материала показатель снижается при температуре в пределах 100-500 °С.
Механические свойства
К механическим свойствам материала стали 40Х относятся:
- Большая твердость, прочность металла.
- Стойкость – сталь держит серьезные воздействия и не разрушается при использовании.
Технологические свойства
Марка стали 40х отличается технологическими качествами:
- Температура ковки – от 1250 до 800 °С.
- Сталь легко режется.
- Трудносвариваемая структура.
- Флокеночувствительный сплав.
- Хрупкий металл.
Физические свойства
Этот сплав характеризуется такими свойствами:
- Твердостью.
- Плотностью материала.
- Прочностью.
- Упругостью.
Большинство физико-механических свойств меняется при увеличении температуры окружающей среды. При ее повышении изменяются следующие характеристики:
- сопротивление;
- линейное расширение;
- теплоемкость.
При невысоком уровне температуры снижаются показатели следующих качеств:
- Упругость.
- Плотность.
- Теплопроводность.
- Предел текучести материала сталь 40х понижается при 100-500 °С.
Химические свойства
Важно: Химические показатели структуры металла дают возможность пользоваться изделиями из нее во влажной среде. Но необходимо знать, что сталь 40х не является нержавеющей разновидностью металла. Поэтому ее нельзя эксплуатировать при постоянной влажности.
Дополнительные характеристики стали 40х
Сталь 40х обладает следующими дополнительными характеристиками.
Флокеночувствительность
Сплав отличается флокеночувствительностью. Так называют свойство, показывающее возможность возникновения трещин после изготовления деталей. Такие недостатки могут появиться при деформировании стали. Можно уменьшить вероятность возникновения дефектов при использовании правильного температурного режима.
Склонность к отпускной хрупкости
После процесса закалки металл плохо воспринимает удары. Понизить повышенную хрупкость можно после термической обработки сплава.
Ковка
Проводится при температуре изначально 1250 °С, в последней стадии 800 °С.
Сварка
Сталь отличается трудносвариваемостью. По категории сварки входит в 4 группу.
Сварка производится двумя методами:
- Ручная дуговая и электрошлаковая сварка. Материал подогревается до 200-300 °С и подвергается термообработке. Разогрев необходим для предотвращения появления трещин на шве сварки.
- Контактная сварка — сталь нуждается в последующей термообработке.
Резка
Металл легко поддается резке. Однако могут возникнуть сложности при резке с использованием сварочного оборудования.
Область применения
Из-за своих характеристик материал находит применение в разных промышленных отраслях. Сплав используют при создании следующих компонентов:
- Кулачковые и коленчатые валы, оси и полуоси.
- Штоки.
- Плунжеры.
- Вал-шестерни.
- Иные детали, для которых особо важна прочность.
Интересно: Сплавом пользуются для создания конструкций, используемых при экстремально низком уровне температуры. Сталь применяют при строительстве автомобильных и ж/д мостов на крайнем Севере.
Расшифровка сокращенных обозначений
В странах, входящих в СНГ, используется стандартный ГОСТ 4543-2016, определяющий химический состав сплава и его свойства.
Существует такая расшифровка сплава сталь 40х:
- Цифра 40 обозначает главный компонент системы. Это углерод. Обычно, сплав в большинстве состоит из железа, а концентрация углерода 0. 44%, показывает главные свойства металла.
- Буква Х показывает, что в металле имеется легирующий компонент – хром. Если после буквы не стоит цифра, значит его содержания равен 1.1%. Хром увеличивает устойчивость сплава к коррозии. Однако тип стали 40х не считается хорошо защищенным от ржавчины.
- Металл содержит много никеля, марганца и хрома. Они показывают качество сплава, но не указаны в маркировке.
Расшифровка показывает состав стали и ее свойства. За рубежом используются несколько иные стандарты по маркировке металлов, но содержание сплавов у иностранных аналогов схоже с российскими материалами.
Аналоги и номенклатура
Если сталь 40Х гост используется как главный компонент, проектировщику нужно помнить, что возможно применять схожие металлы. Существуют российские и иностранные аналоги.
Отечественные
В производстве используют российские аналоги:
- 45Х.
- 38ХА.
- 40ХН.
- Некоторые другие.
Они применяются для создания разных ответственных деталей: осей, зубчатых колец, плунжеров и других.
Зарубежные
Из иностранных материалов есть такие аналоги металла:
- G51400, H51350 — производимые в Соединенных Штатах.
- 37Cr4, 41Cr4, 41CrS4 — из Германии.
- 35Cr, 38CrA, 40Cr, 40CrA — производства Китая.
Их можно применять при изготовлении механизмов, которые планируется использовать при низких температурах воздуха.
Положительные и отрицательные качества металла определяют его свойства. Среди качеств стали вида 40х важны характеристики выносливости и твердости. Примесь хрома в составе придает компонентам следующие положительные черты:
Они отличаются большой прочностью и защитой от ржавчины.
Держат сильные и долгосрочные нагрузки.
Выдерживают экстремальные температурные значения от -40 до +425 °С.
Магнитные свойства материала не влияют на качество стали.
Их можно использовать в различных условиях внешней среды.
Поверхности не нуждаются в очищении и обработке.
Хорошо переносят коробление.
К отрицательным чертам сплава относят хрупкость стали, ее флокеночувствительность. Но термообработка дает возможность понизить данные свойства до минимальных показателей.
Способы обработки стали марки 40х
Для серьезного повышения качества деталей, необходимо провести термообработку получаемых изделий. Ее виды:
- Отжиг.
- Нормализация.
- Отпуск.
- Старение.
- Закалка.
Особенности термообработки
Отжиг стали 40х представляет собой нагрев материала, нужно выдержать металл при высокой температуре и затем охладить вместе с печью. После отжига он обретает сильную пластичность и невысокую твердость.
Важно: Необходимо провести отпуск стали 40х, он дает возможность понизить внутреннее напряжение. Отпуск делается на воздухе или в масле.
Прокаливаемость материала делается с использованием масляной среды. После процедуры качественно улучшается поверхностный слой стали. Процедуру нужно проводить в течение 4 часов при температуре 860 °С.
Критический диаметр после закалки в различных средах
Диаметр стали твердостью 43-46 HRC3 после закаливания в воде составляет 38-76 миллиметров, в масле 16-48 миллиметров.
В отношении материала твердостью 49-53 HRC3 показатели находятся в диапазоне 23-58 – в водной среде и 6-35 – в масляной структуре.
5 насадок для сварки труб из нержавеющей стали
С нержавеющей сталью не обязательно сложно работать, но ее сварка требует особого внимания к деталям. Он не рассеивает тепло, как мягкая сталь или алюминий, и может потерять часть своей коррозионной стойкости, если на него будет воздействовать слишком много тепла. Передовой опыт может способствовать сохранению его коррозионной стойкости. Изображения: Miller Electric
Коррозионная стойкость нержавеющей стали делает ее привлекательным выбором для многих важных применений труб и трубопроводов, включая высокочистые продукты питания и напитки, фармацевтику, сосуды под давлением и нефтехимию. Однако этот материал не рассеивает тепло так, как мягкая сталь или алюминий, а неправильная сварка может снизить его способность противостоять коррозии. Применение слишком большого количества тепла и использование неправильного присадочного металла являются двумя виновниками.
Использование некоторых передовых методов сварки нержавеющей стали может помочь улучшить результаты и обеспечить сохранение коррозионной стойкости металла. Кроме того, модернизация сварочного процесса может повысить производительность без ущерба для качества.
Совет 1. Выбирайте присадочный металл с низким содержанием углерода
При сварке нержавеющей стали выбор присадочного металла имеет решающее значение для контроля уровня углерода. Присадочный металл, используемый для сварки труб и труб из нержавеющей стали, должен улучшать свойства сварного шва и соответствовать требованиям применения.
Ищите присадочные металлы с обозначением «L», например ER308L, поскольку они обеспечивают более низкое максимальное содержание углерода, что помогает сохранить коррозионную стойкость низкоуглеродистых нержавеющих сплавов. Сварка низкоуглеродистого основного материала со стандартным присадочным металлом может увеличить содержание углерода в сварном соединении и тем самым увеличить риск коррозии. Избегайте присадочных металлов с обозначением «H», так как они обеспечивают более высокое содержание углерода и предназначены для применений, требующих большей прочности при высоких температурах.
При сварке нержавеющих сталей также важно выбирать присадочный металл с элементами с низким содержанием следов (также называемых бродячими ). Это остаточные элементы, включая сурьму, мышьяк, фосфор и серу, в сырье, используемом для изготовления присадочных металлов. Они могут существенно повлиять на коррозионную стойкость материала.
Совет 2. Уделите внимание подготовке сварного шва и правильной подгонке
Поскольку нержавеющая сталь очень чувствительна к подводимому теплу, подготовка шва и правильная подгонка играют ключевую роль в контроле нагрева для сохранения свойств материала. При наличии зазоров или неравномерной посадки между деталями резак должен оставаться на одном месте дольше, и для заполнения этих зазоров требуется больше присадочного металла. Это приводит к накоплению тепла в пораженной области, что может привести к перегреву детали. Плохая подгонка также может затруднить перекрытие зазоров и получение необходимого проплавления сварного шва. Позаботьтесь о том, чтобы подгонка деталей из нержавеющей стали была как можно ближе к идеальной.
Чистота также очень важна для этого материала. Очень небольшое количество загрязняющих веществ или грязи в сварном соединении может вызвать дефекты, снижающие прочность и коррозионную стойкость конечного продукта. Для очистки основного материала перед сваркой используйте специальную щетку, специально предназначенную для нержавеющей стали, которая не использовалась для углеродистой стали или алюминия.
Совет 3: Контролируйте сенсибилизацию с помощью температуры и присадочного металла
В нержавеющей стали сенсибилизация является основной причиной потери коррозионной стойкости. Это может произойти, когда температура сварки и скорость охлаждения колеблются слишком сильно, что приводит к изменению микроструктуры материала.
Этот сварной шов по наружному диаметру на трубе из нержавеющей стали, сваренный с использованием GMAW и регулируемого наплавления металла (RMD) без обратной продувки для корневого шва, по внешнему виду и качеству подобен сварным швам, выполненным с помощью GTAW с обратной продувкой.
Ключевым компонентом коррозионной стойкости нержавеющей стали является оксид хрома. Но если уровень углерода в сварном шве слишком высок, он образует карбиды хрома. Они связывают хром и предотвращают образование необходимого оксида хрома, который придает нержавеющей стали ее коррозионную стойкость. Без достаточного количества оксида хрома материал не имеет желаемых свойств, и может начаться коррозия.
Предотвращение сенсибилизации сводится к выбору присадочного металла и контролю тепловложения. Как указывалось ранее, для сварки нержавеющей стали важно выбирать низкоуглеродистый присадочный металл. Однако иногда углерод необходим для обеспечения прочности для определенных применений. Когда невозможно выбрать низкоуглеродистый присадочный металл, особенно важно контролировать нагрев.
Минимизировать время выдержки сварного шва и околошовной зоны при высоких температурах — обычно считается 9От 50 до 1500 градусов по Фаренгейту (от 500 до 800 градусов по Цельсию). Чем меньше времени сварка находится в этом диапазоне, тем меньше тепла может накапливаться. Всегда проверяйте и соблюдайте межпроходные температуры в процедуре сварки для конкретного применения.
Другим вариантом является использование присадочных металлов с легирующими добавками, такими как титан и ниобий, которые предотвращают образование карбидов хрома. Поскольку эти ингредиенты также влияют на прочность и ударную вязкость, эти присадочные металлы можно использовать не во всех случаях.
Совет 4. Узнайте, как защитный газ влияет на коррозионную стойкость
Использование дуговой сварки вольфрамовым электродом (GTAW) для корневого шва является традиционным методом сварки труб из нержавеющей стали. Обычно для этого требуется обратная продувка аргоном, чтобы предотвратить окисление на обратной стороне сварного шва. Однако использование процессов сварки проволокой становится все более распространенным для труб и труб из нержавеющей стали. В этих случаях важно понимать, как различные защитные газы влияют на коррозионную стойкость материала.
Смеси аргона и двуокиси углерода, аргона и кислорода или смеси трех газов (гелия, аргона и двуокиси углерода) традиционно использовались при сварке нержавеющей стали методом дуговой сварки металлическим электродом в среде защитного газа (GMAW). Часто эти смеси содержат в основном аргон или гелий и менее 5% двуокиси углерода, поскольку двуокись углерода может вносить углерод в сварочную ванну и увеличивать риск сенсибилизации. Чистый аргон не рекомендуется для GMAW на нержавеющей стали.
Порошковая проволока для нержавеющей стали предназначена для работы с традиционными смесями, состоящими из 75 % аргона и 25 % двуокиси углерода. Флюс содержит ингредиенты, предназначенные для предотвращения загрязнения сварного шва углеродом в защитном газе.
Совет 5. Рассмотрите различные процессы и формы сигналов
По мере развития процессов GMAW они упростили сварку труб и труб из нержавеющей стали. В то время как для некоторых применений по-прежнему может потребоваться процесс GTAW, передовые процессы обработки проволоки могут обеспечить аналогичное качество и гораздо более высокую производительность во многих областях применения нержавеющей стали.
Внутренний сварной шов на нержавеющей стали, выполненный с помощью GMAW RMD, аналогичен по качеству и внешнему виду соответствующему наружному сварному шву.
Использование модифицированного процесса GMAW с коротким замыканием, такого как регулируемое осаждение металла (RMD) от Miller, для корневого прохода устраняет обратную продувку в некоторых случаях обработки аустенитной нержавеющей стали. За корневым проходом RMD может следовать импульсная GMAW или дуговая сварка порошковой проволокой с заполнением и закрытием — изменение, которое экономит время и деньги по сравнению с использованием GTAW с обратной продувкой, особенно на больших трубах.
RMD использует точно контролируемый перенос металла с коротким замыканием, который создает спокойную, стабильную дугу и сварочную ванну. Это обеспечивает меньшую вероятность холодного притирания или несплавления, меньшее разбрызгивание и более высокое качество корневого шва на трубе. Точно контролируемый перенос металла также обеспечивает равномерное осаждение капель и упрощает управление сварочной ванной и, следовательно, погонной энергией и скоростью сварки.
Нетрадиционный процесс может повысить производительность сварки. При использовании РМД скорость сварки может быть от 6 до 12 дюймов/мин. Поскольку этот процесс позволяет повысить производительность без дополнительного нагрева детали, он помогает сохранить свойства и коррозионную стойкость нержавеющей стали. Пониженное тепловложение процесса также помогает контролировать деформацию основного материала.
Этот импульсный процесс GMAW обеспечивает более короткую длину дуги, более узкий конус дуги и меньший подвод тепла по сравнению с традиционным импульсным переносом распыления. Поскольку процесс является замкнутым, блуждание дуги и колебания расстояния от наконечника до изделия практически исключены. Это упрощает управление сварочной ванной при сварке в одном положении и вне его. Наконец, сочетание импульсного GMAW для заполнения и закрытия проходов с RMD для корневого прохода позволяет проводить сварку с одной проволокой и одним газом, сокращая время на переналадку процесса.
Умнее, больше, быстрее, безопаснее: как технология сварки отвечает требованиям двадцать первого века
Процесс обучения сварщиков будет все больше увязываться с опытом работы и обучением использованию более интеллектуальных инструментов. В этой статье рассматривается, как новейшее сварочное оборудование справляется с поставленными задачами.
___
Перспективы
В сентябре 2017 года Sandvik сообщила о высоких продажах своей сварочной продукции, материалов и решений (рост на 25%). Это часть глобального всплеска спроса на знания в области сварки, особенно в Китае и странах НАФТА. Этот рост спроса усугубил нехватку навыков, которая существовала в течение ряда лет. По словам Дэниела Гроувса, директора по анализу рынка труда в строительстве, в ближайшие несколько лет для всего нежилого строительства в США прогнозируется нехватка некоторых ремесел, таких как сварка, в размере 200 000 человек, поскольку пожилые работники уходят на пенсию, а молодых не хватает. люди, чтобы занять их место (1).
Мегапроекты в быстрорастущих регионах, таких как Ближний Восток и Азия, скорее всего, больше всего пострадают от этого дефицита. Эта нехватка навыков, а также затраты времени и средств на обучение сварщиков стимулируют инновации в сварочных инструментах, чтобы сделать их умнее, больше, быстрее и безопаснее. Программное обеспечение и автоматизация могут упростить использование сварочного инструмента после того, как пользователь освоил настройки. Вместо того, чтобы полагаться исключительно на предыдущую подготовку в своей работе, сварщики теперь с большей вероятностью накапливают опыт работы, улучшая свои навыки, учась использовать возможности инновационных машин, которые они используют.
Умнее
Производители разработали программное обеспечение, позволяющее относительно неопытным сварщикам повысить производительность и качество своей работы. Сварочные установки MIG стали проще, а стабильность дуги повышена. Одной из последних программ является smartMIG (или sMIG) ESAB, разработанная на основе предыдущего программного обеспечения QSET для Rebel™, выпущенного в прошлом году. Этот сварочный аппарат оснащен удобными интерфейсами и цветными экранами, которые призваны облегчить настройку. Компания даже создала веб-страницу, чтобы указать, какие присадочные металлы следует использовать с Rebel.
Например, при изготовлении аустенитной нержавеющей стали рекомендуется функция индуктивности и присадочный металл OK Autrod 308LSi. Новая панель управления MA25 той же компании для импульсной сварки MIG использует значки, кнопки и цифровые дисплеи для упрощения использования и устранения языковых барьеров. Аналогичную функцию выполняет новое сварочное приложение от Sandvik. Он содержит технические данные, которые позволяют пользователям выбирать марки, производить расчеты феррита, определять уровень тепловложения для конкретной марки, выбирать присадочный материал и получать помощь. Умнее также означает быстрее, с большей зависимостью от автоматизированных процедур, особенно роботов (см. ниже).
Быстрее
Вручную или автоматически? В целом промышленный консенсус заключается в том, что механизированная или автоматизированная сварка предпочтительнее, даже если это означает большие первоначальные затраты на оборудование. Скорость является одним из соображений, но устранение человеческих ошибок, контроль качества и повышение производительности также являются факторами, способствующими автоматизации. Имея это в виду, компания Polysoude разработала автоматизированные процедуры GTAW для сварных швов на нефте- и газопроводах. Эти процедуры повышают устойчивость к нагрузкам и коррозии, а также поглощение высоких динамических нагрузок. Эта автоматизированная процедура использовалась на проекте «Шах-Дениз-2», где трубы, фланцы и отводы линии CRA были сварены с использованием станции GTAW с горячей проволокой.
Производители реагируют на потребности клиентов в большем количестве машин, которые обеспечивают более эффективные процедуры сварки. В качестве примера можно привести новую сварочную линию, разработанную Seuthe, которая позволяет производить трубы из нержавеющей стали с наружным диаметром 6 мм или более и толщиной стенки 0,5 или более на одной линии в быстрой последовательности. Компания Coldwater Machine Company разработала новую модульную систему лазерной сварки для барабанов из нержавеющей стали стиральных машин, сушильных барабанов, корзин и других оберток из круглого листового металла. Этот процесс исключает двойную обработку детали, сокращая время производства и повышая качество. Еще одним критерием эффективности является портативность. Наряду с увеличением размеров (см. ниже) сварочные аппараты становятся все более компактными, помещая большой штамп в меньшее пространство. Компактность и благоприятное соотношение мощности и веса (24–26 кг; номинальная мощность от 235 до 320 А при рабочем цикле 40 %) характеризуют машины ESAB Rebel™. Это обеспечивает большую гибкость при перемещении сварочного аппарата по цеху или при работе в полевых условиях. Этот легкий вес и уменьшенная занимаемая площадь характерны для модели Aristo Mig 4004i Pulse той же компании.
В последние годы наблюдается заметное улучшение скорости сварки благодаря новой технологии импульсной сварки. Новая технология импульсной сварки MIG и TIG позволяет повысить производительность при первом проходе, сократить время цикла и снизить себестоимость изделий. Сварка ВИГ может улучшить сварку тонкой нержавеющей стали, но обычная технология ВИГ ограничена 10 или 20 импульсами в секунду. Вот почему компания H.L. Lyons, производитель компонентов приборов из нержавеющей стали в Кентукки, перешла с обычных аппаратов для сварки TIG на инверторы TIG от Miller Electric, тем самым увеличив частоту импульсов с 10 до 175 импульсов в секунду и сократив время сварки на 50%. Высокая частота импульсов увеличивает перемешивание лужи, что обеспечивает лучшую структуру зерна и, таким образом, способствует большей прочности. Другой альтернативой TIG является сварка MIG с RMD (Regulated Metal Deposition). Компания Stainless Piping Systems смогла значительно сократить время сварки корневых швов из нержавеющей стали, а также заметила улучшение качества.
В сварке, как и в других областях производства, скорость часто приравнивается к автоматизации, а автоматизация означает повышение роли роботов. Роботы существуют с 1960-х годов, а в сварочной отрасли они появились в 1980-х годах. В последнее время их использование в сварке растет более быстрыми темпами. Роботизированная сварка обеспечивает большую согласованность, точность и повторяемость, а также повышенную энергоэффективность. Возможно, хотя и не обязательно, предварительно запрограммировать их. Преимущества роботизации можно увидеть на примере Van Lierop, голландского производителя стали и нержавеющей стали. Установив три рабочие станции, управляемые Panasonic TA-1900, детали, которые свариваются на внешних станциях, а затем собираются на средней станции, полностью свариваются роботом, исключая несколько этапов процедуры. Робот был поставлен компанией Valk Welding, которая поставляет системы XYZ, для которых характерен сварочный робот в подвешенном положении на портале, который может перемещаться по осям X, Y и Z. Это дает большую свободу маневра, полезную для выполнения больших сварных швов.
Крупнее
Компании регулярно вкладывают средства в расширение мощностей и ассортимента. Эти расширения иногда требуют более крупных машин, особенно в аэрокосмической промышленности. В 2015 году то, что считалось самым большим в мире сварочным аппаратом, было перевезено из Мичигана в Коннектикут на 200-футовом бортовом грузовике. Сварщик удвоил возможности Pratt and Whitney по изготовлению лопастей вентилятора в передней части реактивных двигателей. Moog и Thompson Friction Welding разработали самую большую в мире машину для линейной сварки трением. Имея высоту два с половиной метра и вес 100 тонн, аппарат E100 может сваривать поверхность площадью 10 000 квадратных мм и прикладывать к точке сварки давление 100 тонн. Это открывает новые возможности для сварного изготовления деталей, которые раньше приходилось изготавливать из цельного металла.
Преобразует производство реактивных двигателей, сократив время производства и сократив количество отходов таких материалов, как титан. Еще более впечатляющим является крупнейший в мире инструмент для сварки космических кораблей. Инструмент для сварки трением с перемешиванием на сборочном предприятии Michoud в Новом Орлеане имеет высоту 170 футов и ширину 78 футов. НАСА использует его для сборки системы космического запуска большой грузоподъемности (SLS), части ракеты «Орион», которая доставит экипаж из четырех человек на Марс. Инструмент будет использоваться для сварки трением с перемешиванием секций, изготовленных из лития-алюминия. Он будет хранить криогенный жидкий водород и жидкий кислород, которые будут питать четыре двигателя ракеты РС-25.
Безопаснее
Сварочное оборудование, повышающее качество и уменьшающее количество человеческих ошибок, также способствует безопасности как сварщика, так и конечных пользователей. Одним из значительных достижений в области безопасности являются роботы, которые могут проводить осмотр. IRB 2600 компании АББ проверяет качество сварного шва с использованием новейшей технологии трехмерного визуального контроля. Он оснащен SafeMove2, программным обеспечением, которое позволяет людям безопасно работать вместе с роботами без ущерба для производительности. Другое программное обеспечение было создано, чтобы направлять сварщиков на протяжении всей процедуры сварки, чтобы избежать инцидентов и ошибок. Однако не все несчастные случаи являются результатом неправильных процедур сварки, как показали некоторые недавние ужасные несчастные случаи.
Заключение
Сообразительность, скорость и безопасность неразделимы. Наряду с большей универсальностью, достигнутой как в крупномасштабных проектах, так и в более компактных инструментах, механизация и автоматизация сварки ускоряются. Сварщику будущего потребуется не только твердая рука и ясный взгляд; ему или ей также необходимо привыкнуть к постоянно усложняющемуся программному обеспечению.
Ссылка
(1)
http://analysis.petchem-update.com/workforce-development/craftlabor-shortage-sericious-affectingmega-projects-poll
______
Сварочные проекты
–
Технология сварки K-TIG будет использоваться для строительства Acueducto Gran San Juan, трубопровода протяженностью 31 миля, по которому будет транспортироваться питьевая вода в Сан-Хуан, Аргентина. Около девяти миль трубопровода будет изготовлено Industrias Metalúrgicas Jaime с использованием технологии сварки TIG с замочной скважиной, варианта GTAW с высокой плотностью энергии, на нержавеющей стали. Продольные и кольцевые швы трубопровода свариваются за один проход с полным проплавлением.
–
В сентябре 2017 года завершена сварка главного циркуляционного трубопровода (ГЦН) на реакторе №1 Белорусской АЭС. ПАО «Энергоспецмонтаж» завершил наплавку аустенитной нержавеющей стали на внутренние сварные швы ГЦН, защищающие трубопровод от коррозии.
–
Проект термоядерного реактора ИТЭР в Карадаше, Франция, включает несколько очень сложных сварочных операций. Среди них была сварка секторов вакуумной камеры. Корпус реактора в форме бублика («тор») состоит из двустенной емкости в виде вакуумной камеры из аустенитной нержавеющей стали высотой 12 метров и диаметром 18 метров. В 2012 году Equipos Nucleares S.A. (ENSA) выиграла четырехлетний контракт на сварку девяти секторов вакуумного резервуара и 54 портовых конструкций. Его форма требует, чтобы массивные детали из нержавеющей стали были соединены вместе путем сварки сложных геометрических форм. Контракт включает в себя разработку специализированных сварочных и испытательных инструментов и включает 150 контрактных рабочих. Приходилось изготавливать специальные узкие сварочные горелки, чтобы обеспечить доступ в очень узкие места, и использовать роботов в местах, куда доступ человека был невозможен.
–
Аргоннская национальная лаборатория Министерства энергетики США разработала способ сварки компонентов, изготовленных из высокотемпературных сверхпроводников. Новый процесс сварки соединяет куски оксида бария-меди, легированного иттрием (YBCO), с использованием слоев оксида бария-меди, легированного тулием (TmBCO). Предполагается, что это новшество позволит широко использовать высокотемпературные сверхпроводники в электроэнергетике.
______
Несчастные случаи
Подсчитано, что 1 из 250 сварщиков становится жертвой несчастного случая в течение своей карьеры. Ожоги являются наиболее распространенным и очевидным типом травмы, но менее очевидными могут быть воздействие УФ- или ИК-излучения или интенсивного света. Другие опасности включают воздействие дыма или жидкости, поражение электрическим током, пожары и взрывы. Даже роботы-сварщики могут быть опасны, особенно во время нестандартных операций, таких как программирование, техническое обслуживание, тестирование, настройка или регулировка, когда непредвиденное движение робота может привести к травме.
Взрывы происходят при контакте искр при сварке с горючей жидкостью, часто во время работы с резервуарами для хранения газа или нефти. Чаще всего речь идет о нефтяных месторождениях, нефтеперерабатывающих и (нефте)химических заводах. В Норвиче, Великобритания, в 2015 году были убиты двое мужчин, когда они работали в покрасочной камере; Возможно, виноваты сварочные искры, замеченные поблизости. В 2008 году в штате Огайо два сварщика погибли, когда искры воспламенили пары углеводородов. В 2006 году трое рабочих погибли на нефтяном месторождении в Миссисипи, когда сварочные искры воспламенили горючие пары, выходящие из резервуара для хранения.
Лазерная гибридная сварка нержавеющей стали
Развитие технологий привело к созданию нового современного оборудования, используемого для обработки нержавеющей стали. Компания Stainless Structurals разработала собственный метод гибридной лазерной сварки для производства профилей из нержавеющей стали .
Лазерная гибридная сварка: современная технология
Большинство производителей и изготовителей слышали о самых традиционных методах сварки стали и нержавеющей стали, и большинство из них знакомы с концепцией лазерной сварки. Другой метод сварка , которая до сих пор не знакома большинству отраслей промышленности , представляет собой гибридную лазерную сварку.
Лазерная гибридная сварка сочетает в себе принципы лазерной сварки с принципами традиционной дуговой сварки , такой как TIG или MIG. Одновременное сочетание лазерного луча и электрической дуги в одной зоне сварки для совместной работы, это и есть гибридная сварка. Ученые разработали его технологию более 40 лет назад, но производители стали только недавно начали использовать ее в производстве и производстве. Комбинация лазеров с TIG была первой исследуемой версией. Тем не менее, лазеры в сочетании с MIG были первым принятым гибридным методом, который сегодня используется в производстве и производстве.
Лазерная гибридная сварка нержавеющей стали
Компания Stainless Structurals использует несколько методов производства для производства профилей из нержавеющей стали, необходимых для вашего проекта. Наш запатентованный метод лазерной сварки отличает нас от конкурентов и той же технологии позволил нам разработать собственный метод лазерной гибридной сварки для многих марок нержавеющих сталей. Этот современный станок сочетает в себе преимущества лазерной сварки с гибкостью нашего 5-осевого робота . Таким образом, мы можем производить очень сложные, нелинейные или изогнутые профили из нержавеющей стали и готовые компоненты. Как и при базовой гибридной сварке, в нашем гибридном лазерном методе к лазерной горелке добавляется устройство MIG (дуговая сварка). Этот метод улучшает характеристики изделий, сваренных традиционным способом дуговой сваркой. Этот метод также является единственным методом, который мы можем использовать для получения секции из дуплексной стали .
Преимущества лазерной гибридной сварки из нержавеющих конструкций
Наряду с возможностью производства профилей из дуплексной нержавеющей стали существуют и другие основные преимущества нашего метода лазерной гибридной сварки . Во-первых, уменьшается деформация сварного компонента из-за меньшего подвода тепла. Во-вторых, лазерная гибридная сварка обеспечивает хорошую способность перекрывать зазоры при высоких скоростях обработки. И в-третьих, возможно более глубокое проплавление сварного шва нержавеющей стали толщиной более одного дюйма.
Иногда зазор между сварными деталями слишком велик, чтобы использовать только лазерную сварку. Эти большие зазоры обычно возникают там, где зона соединения не является аккуратной и точной. Это обычно происходит при сварке горячекатаных профилей или экструдированных заготовок. В этом случае сработает лазерный гибридный метод. Это также может произойти при смешивании сплавов нержавеющей стали , поэтому этот метод является единственным, который работает для дуплексной нержавеющей стали . В целом, лазерный гибридный процесс идеален, когда отдельные компоненты не имеют чистых и регулярных зон соединения.
Создание специальных форм с помощью гибридной лазерной сварки
Так же, как и наш метод лазерной сварки, наш гибридный лазерный метод позволяет компании Stainless Structural производить широкий спектр стандартных или специальных профилей из нержавеющей стали . Этот метод отлично подходит как для сплошных, так и для полых профилей, а также для нелинейных или криволинейных профилей. Кроме того, его можно идеально использовать для компонентов, близких к чистой форме. Лазерная гибридная сварка гарантирует низкое остаточное напряжение в компонентах, а также высокую точность и допуски. Это также делает возможно сочетание различных видов сырья .
Все наши стандартные профили, такие как балки из нержавеющей стали, швеллеры, уголки, тройники и полые профили, могут быть изготовлены с помощью нашего гибридного лазерного метода. Данные профиля для этого метода включают следующее:
Длина от 10 футов до 40 футов
Толщина от 0,118 дюйма до 1,181 дюйма
Диапазон размеров: Должен соответствовать диаметру не более 98 дюймов
Вес на фут от 0,336 фунтов на фут до 134 фунтов на фут
Общие допуски +/- 0,012 дюйма
Лазерная гибридная сварка дуплексной нержавеющей стали
Хотя все наши стандартные профили и сплавы доступны с гибридной сваркой, мы в основном используем этот метод для наших дуплексных профилей из нержавеющей стали. Это связано с некоторыми механическими и физическими свойствами дуплекса. При использовании традиционных методов сварки дуплексная нержавеющая сталь проходит процесс быстрого охлаждения, который замораживает ферритная конструкция из нержавеющей стали в зоне сварки. Это приводит к потере коррозионной стойкости . В некоторых случаях потеря коррозионной стойкости в сварном шве не является проблемой, но во многих случаях она является проблемой. Это одна из основных причин, по которой мы разработали наш лазерный гибридный метод.
Эта технология показала очень хорошие результаты при сварке дуплексных нержавеющих сталей. Дуга интегрирует надежный наполнитель в сварочную ванну. Затем лазер выполняет сварку с полным проплавлением с повышенной скоростью сварки. Это, однако, позволяет избежать многопроходная сварка и уменьшает деформацию компонентов. Благодаря лазерной гибридной сварке классическая сбалансированная дуплексная микроструктура (максимальное содержание феррита от 35 до 65 процентов) достигается без необходимости окончательного отжига на твердый раствор. Коррозионная стойкость сварного шва и зоны термического влияния профиля из дуплексной стали, изготовленного с помощью лазерного гибрида, эквивалентна его основному материалу и, таким образом, соответствует требованиям к коррозионной стойкости. Наш метод лазерной гибридной сварки признан и официально признан процесс сварки . Процедура сварки указана в стандарте EN ISO 15609-6.
Нержавеющая сталь здесь, чтобы помочь
Лазерная гибридная сварка — это лишь один из наших многочисленных методов производства . Он доступен для создания формы или профиля, который требуется для вашего приложения. Мы изучим все возможные пути, чтобы произвести именно то, что вам нужно. Мы также предложим альтернативы и дадим вам несколько вариантов для рассмотрения. Наша опытная команда готова помочь вам с вашим следующим дизайном. Свяжитесь с нами сегодня, чтобы узнать больше о лазерная гибридная сварка нержавеющей стали или по любому другому запросу.
Когда была изобретена сварка? – Полная история
Последнее обновление
Многие люди могут этого не знать, но сварка – это метод, который использовался веками. Первые сварочные работы имели место в эпоху ранней бронзы. Чтобы понять историю сварки, необходимо глубже изучить такие аспекты, как ее ранние формы и ее эволюция с течением времени. Кроме того, изучая историю сварки, вы узнаете о различных изобретениях и о том, как они развивались.
Археологические данные предоставили артефакты, собранные в доисторических местах, которые относятся к бронзовому веку и железному веку. Например, есть свидетельства, доказывающие, что египтяне сваривали железо. Золотые ящики, сваренные более 2000 лет назад, были обнаружены в египетских пирамидах.
Все современные методы сварки с использованием современных инструментов появились во время промышленной революции 1800-х годов. Понимание истории сварки и многочисленных изобретений имеет решающее значение для всех сварщиков, заинтересованных в построении своей карьеры в этой отрасли.
Кто изобрел современную сварку?
Сварка предполагает использование процессов плавления для соединения металлических или пластиковых деталей для создания или восстановления металлических конструкций. Никто не может считаться единственным пионером сварки теперь, когда невозможно определить точную группу древних цивилизаций, которые начали эту практику.
Потребовалось 45 лет, чтобы нынешняя форма сварки увидела свет. Было бы справедливо сказать, что это были совместные усилия, чтобы продвинуть отрасль так далеко. Тем не менее, некоторые имена нельзя не упомянуть, поскольку они внесли значительный вклад в эту область. Август Де Меритенс — первый известный человек, сыгравший существенную роль в изобретении сварки, поскольку он соединил свинцовые листы с помощью дугового нагрева. Николай Бенардос изобрел процесс электрической дуги, в котором использовались угольные стержни. К.Л. Затем Коффин создал знаменитый металлический электрод и процесс дуговой сварки.
Впереди еще много изобретений и инноваций. Почему бы не придумать еще какой-нибудь трюк со сваркой? Вы могли бы добраться до стен зала славы!
Изображение предоставлено byrev, Pixabay
Хронология и история изобретений в области сварки
В течение почти двух тысяч лет в секторе сварки не происходило особых изменений. Например, до начала 1800-х годов в торговле не было значительных сдвигов. В тот застой то, что существовало, было не слишком далеко от более ранних профессиональных усилий некоторых из самых уважаемых кузнецов викингов, которые жили, чтобы выковать оружие, инструменты, подковы и многое другое.
Давайте пошагово рассмотрим, как далеко продвинулась индустрия сварки.
1. Изобретения в области сварки в Британской Колумбии. ПериодКовка и гибка металлов впервые практиковались в до н.э. эпоха. Многие исследования утверждают, что в Древнем Египте сварка началась около 4000 г. до н.э., а медь была единственным свариваемым металлом. Со временем процесс улучшился, и другие металлы, такие как серебро, золото, бронза, железо и сталь, постепенно нашли свою основу в сварке.
Около 3500 г. до н.э. было обнаружено олово. Следующие столетия были отмечены экспериментальными работами с использованием бронзы. Это было примерно с 3000 по 2000 год до нашей эры, почти в тот же период, когда в египетских пирамидах были обнаружены золотые ящики со сварными соединениями под давлением, как упоминалось ранее. Кроме того, люди начали приваривать металлы к кухонной утвари, сельскохозяйственным орудиям, охотничьим орудиям, оружию и ювелирным изделиям.
В 3000 г. до н.э. шумеры первыми использовали ручную пайку для изготовления своих мечей. В тот же период древние египтяне превращали железную руду в губчатое железо, используя тепло, выделяемое древесным углем.
Ртуть была обнаружена около 1500 г. до н.э., что ознаменовало начало процессов выплавки железа. Около 1330 г. до н.э. древние египтяне использовали припой и паяльную трубку для пайки металлов. Металлургический завод был открыт примерно на 300 лет позже, в 1000 г. до н.э.; это было в то время, когда улицы гудели от печей, которые играли важную роль в гибке металлов, необходимых для изготовления мечей, копий, стрел и головок луков.
В Ирландии местные жители разработали искусство ковки соединений внахлест для изготовления золотых шкатулок. Египтяне начали создавать простые инструменты из железа между 900 и 850 г. до н. э. В это время популярность железа замедлилась, поскольку люди все больше узнавали о значении золота и меди.
Вавилоняне также начали производить оружие, отлитое из железа в ту же эпоху. В этот момент изобретения в области сварки начали набирать обороты, и каждый регион имел свою долю успешных изобретений в области сварки.
Фото: YAKISTUDIO, Shutterstock
2. Изобретения в области сварки в период нашей эры и средневековье
60 г. н.э. — это первое известное время, когда процесс пайки золотом ожил. Плиний, писатель, живший во времена ранней Римской империи, задокументировал это. В своих работах он зафиксировал этот процесс, объяснив, как действуют природные соли.
Еще один важный прорыв в сварке произошел в 310 году нашей эры. В этот период в Индии с помощью сварки была построена железная колонна весом более пяти метрических тонн. Между 300 и 400 годами нашей эры конструкции возводились с использованием этих сварных столбов, как это видно в Риме, Скандинавии и Англии.
В 589 году нашей эры, впервые во времена династии Суй, китайцы превратили кованое железо в сталь. Знаменитый японский самурайский меч был изготовлен методами литья и сварки.
В 1000 г. н.э. монах Феофил написал подробный манускрипт, описывающий использование флюса для пайки серебра. Металлический цинк также был обнаружен в 1375 году. Кузнечная сварка была корнем каждого достижения или изобретения, сделанного сварщиками между 5-м и 14-м веками, также известными как средние века.
3. Изобретения в области сварки с 14 по 17 века
Еще одним важным годом для сварки был 1568 год, когда Беневенто Челлини, ювелир из Италии, объяснил, как припой может паять союзник, изготовленный из меди или серебра. Термин «сварка» впервые упоминается и также используется в 1599 году. В современную эпоху сварки (с 1800-х годов) изобретения в области сварки развивались медленно, но неуклонно.
4. Начало изобретений в современной технологии сварки
Люди постоянно разрабатывают более эффективные методы точной, быстрой и эффективной сварки. В 1800-х годах большинство изобретений пришло из Англии, а в 1900-х годах несколько стран работали над изобретениями в области сварки, чтобы помочь в борьбе с Первой и Второй мировыми войнами. Большинство современных инноваций в области сварки появились в 1970-х годах.
Изображение предоставлено: 6782865, Pixabay
5. Сварочные изобретения 1800-х годов
В начале 1800-х годов К.Л. Коффин получил награду за первую в истории патентную заявку на сварочный процесс в Детройте. Благодаря Coffin сопротивление сварке (сборка металлов путем приложения давления и передачи электрического заряда) теперь является практически осуществимой процедурой.
Другие важные изобретения, сделанные в конце 1800 года, включают:
- 1881, французский ученый Огюст де Меритен использовал тепло, выделяемое дугой, для сварки пластин.
- 1881, знаменитый Николай Николаевич Бенардос изобрел электрододержатель.
- 1890, американский инженер К. Л. Коффин изобрел процесс, в котором металлические электроды использовались для дуговой сварки.
6. Сварочные изобретения 1900-х годов
В 1990 году Строменгер изобрел покрытие для металлических электродов. Затем, сразу после окончания Первой мировой войны, Комфорт Эйвери Адамс основал Американское общество сварщиков. В том же году был изобретен и переменный ток.
Нью-Йоркская военно-морская верфь в 1930 году изобрела сварку шпилек. В тот же период автоматическая сварка широко использовалась в строительной отрасли и судостроении. В начале 30-х годов также был разработан более совершенный подпроцесс «союзная сварка расплавом».
В 1940-х годах дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) «была успешно использована для сварки магния в реактивных истребителях, и в конечном итоге было обнаружено, что она способна сваривать нержавеющий алюминий и сталь. Вадим Куликов, Shutterstock В 1958 году был изобретен процесс сварки погружением или вибрации микропроволоки от дуги короткого замыкания GMAW. В процессе используется сварка плавящимся электродом в атмосфере с СО2. Затем началась его популяризация в 1960-е годы. С тех пор процесс сварки CO2 используется сварщиками по всему миру.
В 1960-х годах Роберт М. Гейдж изобрел плазменно-дуговую сварку. В том же году французы изобрели электронно-лучевую сварку, которую до сих пор используют производители самолетов в США. В 1962 году американский производитель Sciaky сварил капсулу Mercury Space. В 1970-е годы было много новых изобретений в области пайки из Америки, Европы и Азии.
- См. также: Сварка пластмасс
7. Современные изобретения в области сварки
Современная эра в области сварки началась в 1991 году и закончилась в 2013 году. Многие методы сварки, которые вы используете сегодня, должны быть родом из этого периода. Некоторые из наиболее значительных достижений нового периода сварки включают в себя;
- Встроенный процессор
- Автоматизированные сварочные процессы
- Используемые различные инертные газы
- Чрезвычайно передовая электродная технология
Первым значительным прорывом в сварочном процессе стал TWI от сварки трением с перемешиванием примерно в 1991 году. Несколько лет спустя, в 1999 году, произошел следующий большой прорыв; это был процесс, который повысил проникающую способность сварочного флюса до 300%.
Процесс сварки магнитным импульсом был изобретен в 2000 году. В том же году удалось сварить первый металлический композит с использованием рентгеновских лучей. Затем в 2008 году было изобретено лазерно-дуговую гибридную сварку, а в 2013 году была создана дуговая сварка металлическим газом и пайка, процедура, которая сплавляет сталь, используемую на автомобильных сборочных линиях.
Наконец, новая эра предложила соединения внахлест и лазерную технологию, используемую для сварки алюминия и стали (с низким содержанием углерода).
Изображение предоставлено: PO3 Патрик Келли, Commons wikimedia
Футуристическое изобретение в области сварки
Говорят, что изучение истории помогает нам понять настоящее и предсказать будущее. Теперь, когда мы узнали, как сварка процветала на протяжении веков, это знание позволяет предвидеть, насколько перспективной будет карьера сварщика. Пример более предсказуемой траектории в сварке во многом зависит от искусственного интеллекта для массового производства. Благодаря технологиям сварка определенно будет автоматизирована.
Кроме того, сварочные материалы будут иметь повышенный спрос на сырье, такое как металлы, необходимые для производства продукции. Это связано с тем, что каждый сектор нуждается в сварочных услугах в какой-то момент, будь то в больших или малых масштабах. Когда спрос превышает предложение, люди должны быть изобретательными, чтобы заполнить эти пробелы. Технологии снова предоставят решения для смягчения таких недостатков путем разработки чипов с лучшими характеристиками, такими как более длительный жизненный цикл.
Другая предсказуемая закономерность заключается в том, что по мере повышения качества продукции себестоимость производства будет снижаться. Сварные изделия будут более точными, эстетичными и вневременными.
Заключение
В то время как некоторые профессии и предприятия находятся на последнем издыхании из-за притока рынка, сварка выдержала и выдержит испытание временем. Он прошел долгий путь, и его актуальность никогда нельзя недооценивать.
С момента своего появления в эпоху египетской цивилизации до сегодняшнего дня сварка является основным методом, используемым для сплавления двух кусков металла или металла и различных материалов для создания прочного соединения, которое не позволяет им отделиться.
Избранное изображение предоставлено: Suvorov_Alex, Shutterstock
- Кто изобрел современную сварку?
- Хронология и история изобретений в области сварки
- 1. Изобретения в области сварки в до н.э. Период
- 2. Изобретения в области сварки в период нашей эры и средневековье
- 3. Изобретения в области сварки с 14 по 17 века
- 4. Начало изобретений в современной технологии сварки
- 5. Изобретения в области сварки в 1800-х годах7474 Изобретения в области сварки 1900-х годов
- 7. Современные изобретения в области сварки
- Футуристическое изобретение сварки
- Заключение
Обучение сварке | Nashville TN
WLD100D — Diploma Program
CIP Code: 48.
0508SOC Code: 51-4121
Day and Evening Programs
| Total Semester Credit Hours | 27,5 |
|---|---|
| Учебные часы | 720 |
| Недели до завершения — День | Приблизительно 28 недель (включая праздники и запланированные перерывы) |
| Недели до завершения — вечер | Приблизительно 40 недели (включая праздники и запланированные перерывы) |
Цель программы
Программа «Сварка и технология производства металлов» готовит студентов к работе сварщиками начального уровня в качестве сварщиков конструкций. На начальных курсах студенты приобретают ключевые фундаментальные навыки и учатся применять эти навыки с использованием различных и более сложных процедур сварки. Процедуры сварки включают дуговую сварку металлическим электродом в среде защитного газа (SMAW), дуговую сварку металлическим электродом в среде защитного газа (GMAW/MIG), дуговую сварку с флюсовым сердечником (FCAW) и дуговую сварку вольфрамовым электродом в газовой среде (GTAW/TIG). Используя каждую из этих процедур, студенты учатся сваривать пластины в различных положениях, включая горизонтальное, вертикальное и потолочное. Студенты также изучают различные методы резки и подготовки металла к процедурам сварки. После успешного завершения всех компонентов этой программы выпускник должен обладать рабочими знаниями и навыками, чтобы получить квалификацию сварщика-конструктора, использующего любой из трех стандартных процессов сварки в условиях строительства, производства или обслуживания предприятий. Студенты должны быть в состоянии успешно пройти предварительные квалификационные тесты для любых строительных конструкций или проектов, связанных с трубами. Студенты должны будут выполнять внеклассные задания по каждому курсу.
Курсы
- Линкольн Тех
Часы лекций 60 Часы работы лаборатории/магазина 60 Часы стажировки 0 Всего часов 120 Всего кредитов 5,0 Предпосылки Никто Описание курса
В этом курсе студенты знакомятся с типами задач, которые обычно выполняют сварщики, и с тем, как их навыки и знания применяются как в строительной, так и в производственной отраслях.
Из-за его важности студенты также узнают, как применяются процедуры безопасности при сварке и резке. Они также пройдут десятичасовой инструктаж по технике безопасности, утвержденный OSHA, в котором объясняются опасности на рабочем месте, предотвращение несчастных случаев и стандартные процедуры безопасности. Студенты научатся настраивать и безопасно использовать оборудование и процессы кислородной резки металла. Затем они научатся читать и интерпретировать символы сварки на строительных чертежах. Эти символы указывают учащемуся, как использовать правильную процедуру сварки в соответствии со спецификациями. Студенты изучат классификации и типы сварочных электродов, используемых при дуговой сварке. Кроме того, они узнают критерии, используемые для выбора подходящего электрода для конкретного применения. Учащиеся также должным образом настроят оборудование для дуговой сварки SMAW перед началом сварочных работ. Они узнают о различных типах сварочного оборудования и типах тока, используемых в их работе. В рамках изучения всего объема сварочных работ студенты познакомятся с различными нормами сварки и агентствами, которые регулируют эти нормы. Они увидят примеры дефектов сварки и узнают, что вызывает эти дефекты. Студенты также познакомятся с различными процедурами проверки сварных швов. Линкольн ТехЧасы лекций 50 Часы работы лаборатории/магазина 70 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки WLD111AN Описание курса
Этот курс является продолжением курса WLD111AN «Основы сварки и резки» и знакомит с новой технической информацией, а также продолжает развивать основные навыки дуговой сварки.
В продолжение о характеристиках металла студенты научатся правильно подготавливать металл к резке и сварке. Сюда входят операции по очистке и шлифовке. Они также изучат некоторые основные соединения, используемые при сварке металлов. Затем учащиеся будут использовать оборудование для плазменной дуговой резки, чтобы резать металл с большей скоростью и более чистым резом. При нагревании и охлаждении металла его характеристики и прочность могут значительно измениться. Учащиеся узнают, как образуется металл при его переходе из жидкого состояния в твердое, каковы его обозначения, конструктивные формы и прочностные характеристики различных видов металла, а также влияние тепла на прочностные свойства металла. Студентам будет предоставлена возможность продолжать развивать свои навыки в эксплуатации оборудования для электродуговой сварки и разработки методов контроля и применения дуговой сварки SMAW. Ожидается, что учащиеся успешно сварят плетение и валики внахлест, горизонтальные угловые швы (позиция 2F), вертикальные угловые швы (позиция 3F) и потолочные угловые швы (позиция 4F). В процессе они будут использовать калибры и измерительные устройства, чтобы убедиться, что металл правильно выровнен перед началом сварочных работ. Линкольн ТехЧасы лекций 30 Часы работы лаборатории/магазина 90 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки ВЛД111АН, ВЛД112АН Описание курса
На этом курсе слушатели сначала изучают новую технику резки, строжки и «промывки» стали с использованием оборудования для резки и строжки угольной дугой.
Затем студенты используют методы сварки, которые они разработали на первых двух курсах, и применяют их для сварки листового металла с открытыми канавками. Учащиеся научатся формировать канавки в металлической пластине и устанавливать пластину для сварки с использованием металлической подложки. Студенты научатся сваривать стальной лист с плоской V-образной канавкой (позиция 1G) и вертикальной V-образной канавкой (позиция 3G). Студенты также научатся сваривать стальной лист с V-образной канавкой в положениях 1G и 3G. Линкольн ТехЧасы лекций 30 Часы работы лаборатории/магазина 90 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки ВЛД111АН, ВЛД112АН Описание курса
Этот курс знакомит студентов с процессами дуговой сварки металлическим газом и дуговой сварки под флюсом, используемыми для сварки листов из углеродистой стали.
Студенты узнают сходства и различия этих двух процессов. Они научатся настраивать сварочный аппарат, расходомер газа и сварочную горелку. Затем учащиеся будут практиковаться в сварке листов в положениях углового сварного шва (1F, 2F, 3F и 4F) и в положениях V-образной канавки с открытым корнем (1G, 2G, 3G и 4G), используя оба процесса. Линкольн ТехЧасы лекций 30 Часы работы лаборатории/магазина 90 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки ВЛД111АН, ВЛД112АН Описание курса
Этот курс знакомит студентов с процессами дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW).
Студенты узнают о различных компонентах оборудования GTAW, различных типах используемых присадочных металлов и типах защитных газов, используемых в процессе сварки. Они научатся сваривать листовую сталь, алюминий и нержавеющую сталь в нескольких основных конструкциях соединений, включая сварку встык, тавровое соединение и сварку внахлестку. Линкольн ТехЧасы лекций 30 Часы работы лаборатории/магазина 90 Часы стажировки 0 Всего часов 120 Всего кредитов 4,5 Предпосылки ВЛД111АН, ВЛД112АН, ВЛД114АН, ВЛД115АН Описание курса
В этом курсе применяются методы сварки GMAW и GTAW для различных производственных процессов.
Студенты настраивают оборудование для сварки различных видов листового металла. Используя назначенный проект, учащиеся будут читать и интерпретировать чертежи, учиться компоновать, резать и/или правильно применять уменьшение изгиба в соответствии со спецификациями, а также сваривать соединения, используя схемы сварки и процедуры, изученные в WLD 114AN и WLD115AN. Применением листового металла может быть сталь, нержавеющая сталь и/или алюминий.
Примечания:
ПРИМЕЧАНИЕ. Номера и последовательности курсов приведены здесь только для справки. Фактическая последовательность проведения курсов, содержащихся в этой программе, может варьироваться в зависимости от потребностей планирования. Максимальные временные рамки (MTF) = 41,0 семестровых кредита.
Способ предоставления: Домашнее обучение, Смешанное обучение или Интернет — это методы, которые мы можем использовать для предоставления контента в каждом курсе. Курсы с проживанием предлагаются на территории кампуса. Смешанные курсы предлагаются путем предоставления части курса в онлайн-формате, а также традиционным методом лицом к лицу. Онлайн-курсы проводятся на 100% онлайн. План смешанной доставки и онлайн-доставки будет включать мероприятия дистанционного обучения в каждый курс программы обучения. Использование моделирования, тематических исследований, оценок и мультимедиа будет использоваться для улучшения понимания студентами целей обучения, изложенных в программе курса.
Список зачетных единиц не означает, что зачетные единицы могут быть переведены в программы колледжей или других частных профессиональных школ. Переводные кредиты остаются на усмотрение принимающей школы.
Технология лазерной сварки профилей с острыми кромками
Перейти к содержимому специальный профиль. Полосы материала, изготовленные из низкоуглеродистой или нержавеющей стали, вырезаются из листового металла или плиты. Диапазон размеров толщины материала составляет от 3 до 40 мм (1/8” – 1-5/8”). А длина штанги до 15 м (49футов). При лазерной сварке контактные поверхности стальных полос свариваются непосредственно друг с другом без предварительного снятия фаски с материала. По этой причине сварные швы едва видны, даже если лазерный луч должен проникать в материал на 10 мм (3/8 дюйма) с каждой стороны.«В архитектуре есть только прошлое и будущее».
Walter Gropius
Профили, сваренные лазером, чрезвычайно гибки с точки зрения дизайна и минимального количества, и даже могут быть изготовлены в виде отдельных стержней.
Благодаря значительно меньшему искажению во время сварки профили, сваренные лазером, могут обеспечить гораздо более жесткие допуски на общую геометрию, точность кручения и выпрямления по сравнению с профилями, сваренными традиционным способом. Профили могут быть статически оптимизированы путем сварки полос материала различной толщины в пределах геометрии профиля. Профили имеют острые кромки независимо от толщины используемого материала. Внешние сварочные швы переработаны и практически не заметны даже при близком рассмотрении.
Примеры конкретных решений
1| Лазерная сварка позволяет производить гибридные профили, детали которых изготовлены из мягкой и нержавеющей стали. Более дорогой материал используется только там, где это необходимо по техническим причинам.
2| Полые профили могут быть изготовлены с несколькими камерами. Их также можно приварить в соответствии с директивами по оборудованию, работающему под давлением, чтобы использовать их, например, в качестве направляющих для нагревательных контуров с дополнительным закрывающимся функциональным каналом для прокладки кабеля.
3| Также возможно изготовление трапециевидных, треугольных, пятиугольных или восьмиугольных профилей, что дает архитекторам большую степень свободы. Сварные швы не видны даже при такой сложной геометрии профиля.
Диапазон размеров и общие геометрии
* Горизонтальная прокрутка таблицы < >
| Тип | B -90мин. | Б -макс. | H – мин. | H -макс. | Длина – макс. | S – мин. | S -макс. | T -мин. | T -макс. | Weld width | Ra | D | Product Norm |
| Angle | 30 | 400 | 30 | 1000 | 15.000 | 3 | 30 | 3 | 30 | ≤ 2 | 0.5 | – | EN 10056-1 |
| Channel | 30 | 400 | 30 | 1000 | 15.000 | 3 | 30 | 3 | 40 | ≤ 2 | 0.5 | – | EN10279 |
| Square Tube | 30 | 400 | 50 | 1000 | 15. 000 | 3 | 30 | 3 | 30 | ≤ 2 | 0.5 | – | EN 10219 & Factory standard |
| Beam | 30 | 400 | 30 | 1000 | 15.000 | 3 | 30 | 3 | 40 | ≤ 2 | 0.5 | – | EN 10365 |
| TR-profile | 30 | 400 | 50 | 1000 | 15.000 | 3 | 30 | 3 | 40 | ≤ 2 | 0.5 | 25/40 | Factory standard |
| T-profile | 30 | 400 | 30 | 1000 | 15.000 | 3 | 30 | 3 | 40 | ≤ 2 | 0,5 | – | EN 10055 |
Все единицы измерения прибл.