Сварка tig нержавеющей стали: Аргонная сварка нержавеющей стали (нержавейки) методом TIG
alexxlab | 11.08.2023 | 0 | Разное
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
0На сумму: 0 р.
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
- Что представляет собой метод сварки нержавейки аргоном (TIG)
- Где чаще всего применяется аргонная сварка нержавейки
- Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
- Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
- Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
- Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
- Особенности процесса сварки
- Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа – аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.

К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
|
Толщина металла, мм |
Диаметр электрода, мм |
|
0,5 |
1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе.
 Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения. - Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Спасибо за подписку!
Сварка нержавейки аргоном – технология, обучение, видео
- В чем заключаются сложности сварки нержавеющей стали
- Как подготовить детали из нержавейки к сварке
- Аргоновая сварка нержавейки при помощи электрода из вольфрама
- Сварка с помощью полуавтомата
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.

Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
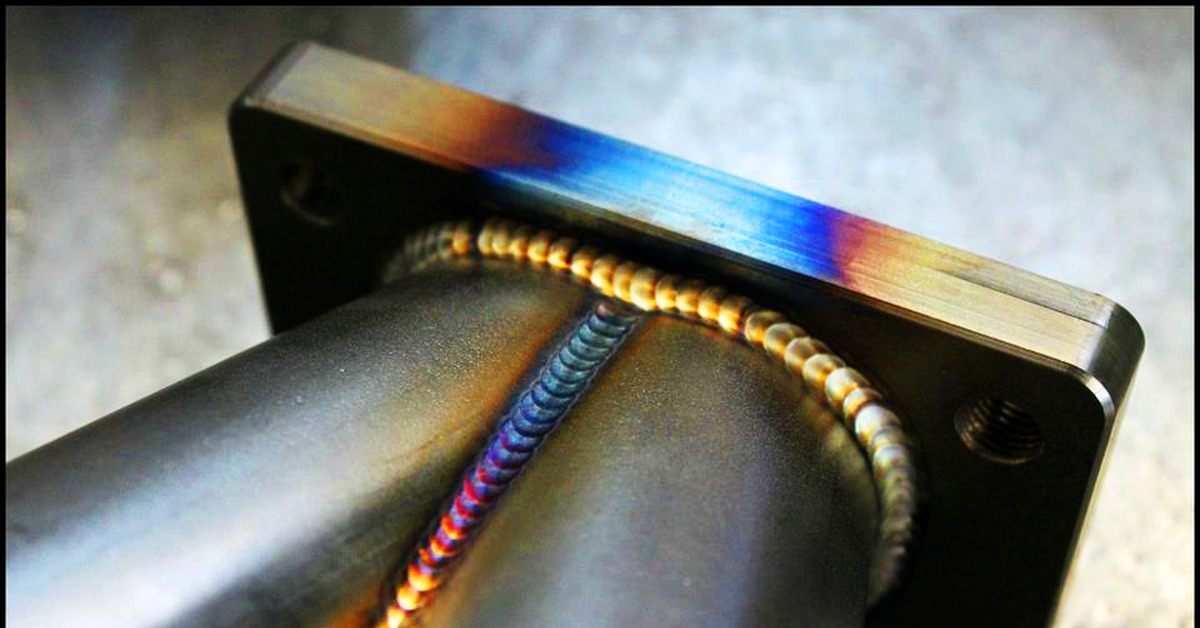
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.

Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
TIG сварка нержавеющей стали? Инвестиции в три области могут помочь
Инвестиции в инверторные источники питания, импульсную технологию и даже в смеси аргона/водорода в качестве защитного газа могут обеспечить сварщикам TIG и владельцам цехов, работающих с нержавеющей сталью, краткосрочные и долгосрочные преимущества. Getty Images
Сварка нержавеющей стали с помощью газовой вольфрамовой дуговой сварки (GTAW), также известной как TIG, часто становится делом деликатным.
Вы не хотите слишком сильно нагревать нержавеющую сталь, которая обычно является более чувствительным материалом для работы. В связи с этим очень важны расчеты подводимой теплоты и отопления.
Здесь играет роль скорость перемещения сварного шва. Чем быстрее вы можете двигаться во время сварки нержавеющей стали TIG, тем меньше времени вы тратите на сварку детали, что приводит к меньшему поглощению тепла окружающим материалом.
Инвестиции в меньшие и портативные инверторные источники питания, пульсирующие и даже аргонно-водородные смеси защитных газов могут помочь вам оптимизировать тепловложение, скорость перемещения и проплавление сварного шва, что принесет пользу как сварщикам TIG, так и владельцам мастерских.
Инверторные источники питания и портативность
Для многих работа с нержавеющей сталью означает работу с трубами и трубопроводами на таких объектах, как птицеперерабатывающие заводы, водочные заводы, микропивоваренные заводы, фармацевтические предприятия и другие.
Большая часть работы теперь может выполняться на месте, часто с использованием более крупного сварочного оборудования. В конечном счете, однако, в большинстве приложений вам потребуется отправиться на стройплощадку, где большие трансформаторные машины неудобны из-за требований к входной мощности и логистики мобильности.
«Во-первых, они очень тяжелые, — сказал Эндрю Пфаллер, руководитель сегмента Miller Electric. «Но тогда, если вы найдете власть, у вас есть нужные связи? Нужно ли повторно связывать продукт? Это часто создает проблемы».
«Но тогда, если вы найдете власть, у вас есть нужные связи? Нужно ли повторно связывать продукт? Это часто создает проблемы».
Портативные инверторные источники питания обычно весят менее 50 фунтов — значительно меньше, чем трансформаторная машина. — Размером с коробку для завтрака, — сказал Пфаллер. Большинство из них будут на 150, 160 или 200 ампер, потому что полевые работы обычно можно выполнять с 200 амперами или меньше.
«Как правило, вы можете, как физическое лицо, переносить инверторную машину на рабочую площадку самостоятельно, не используя вилочный погрузчик или без помощи кого-либо, чтобы поднять ее … если вы можете сделать это с одним человеком вместо двух, это будет значительно повлияет на вашу производительность и прибыльность», — сказал он.
Импульсный режим обеспечивает контроль и уменьшает задержку дуги
Наряду с портативностью инверторная технология позволяет использовать импульсы на более высоких частотах. Источник питания на основе трансформатора обычно получает от 10 до 20 импульсов в секунду. Источник питания на основе инвертора может достигать 500 импульсов в секунду; некоторые даже могут достигать 5000 импульсов в секунду.
Источник питания на основе инвертора может достигать 500 импульсов в секунду; некоторые даже могут достигать 5000 импульсов в секунду.
Наряду с портативностью инверторный источник питания позволяет пульсировать на более высоких частотах, что в конечном итоге может дать вам лучший контроль направления и уменьшить задержку дуги. Miller Electric
Пфаллер сказал, что все, что выше 100 импульсов в секунду, даст вам лучший контроль направления.
«Если вы пытаетесь выполнить угловой шов, внутренний угловой шов или соединение T-K-Y, например, в трубах, это позволяет вам направить дугу и сварить там, где вы хотите», — сказал он.
«В санитарных трубах и трубах, которые широко используются в пищевой промышленности и производстве напитков, а также в производстве молочных продуктов, все они изготовлены из тонкостенной нержавеющей стали с относительно низким током; у вас не так много силы в дуге от силы тока. Вы должны дополнить это стабильностью дуги, которую обеспечивает пульсация».
Вы должны дополнить это стабильностью дуги, которую обеспечивает пульсация».
Использование генератора импульсов помогает уменьшить «запаздывание дуги», когда сварочная дуга отстает в том месте, куда направлен электрод и где фактически образуется сварочная ванна.
«Возможно, это плохое описание, но это почти как опьянение. Ваш мозг думает об одном, но ваше тело отстает в своей реакции», — сказал Пфаллер. «Материал в этих никелевых сплавах ведет себя одинаково в том смысле, что он медленно реагирует на ваши входные данные.
«Использование генератора импульсов может привести к взбалтыванию лужи, что уменьшает задержку и задержку лужи. Итак, что это значит для кого-то? Это может означать лучшее качество сварки, потому что теперь сварка идет туда, куда они хотят. У них может быть более высокая скорость движения, потому что теперь они не ждут, пока эта лужа их догонит».
Импульсный режим снижает тепловложение сварного шва, что может уменьшить степень деформации. По словам Пфаллера, как правило, стали усаживаются примерно на 10% при затвердевании.
По словам Пфаллера, как правило, стали усаживаются примерно на 10% при затвердевании.
«Если у вас есть сварочное соединение, и вы делаете сварочную ванну намного большего размера, чем необходимо, эта ванна сжимается, а когда она затвердевает, это вызывает чрезмерную деформацию», — сказал он. «Это искажение часто приводит к той или иной форме переделки или процесса выпрямления, которые не учитывались. Компании тратят много времени на исправление или выравнивание деталей после сварки и до того, как они смогут выполнять последующие операции».
Стоит ли попробовать смесь аргона и водорода?
Исторически сварщики TIG использовали аргон в качестве защитного газа при работе с нержавеющей сталью. Однако в некоторых случаях, таких как сварка тонкостенных труб, некоторые производители перешли на смесь водорода с низким процентным содержанием. В этом сценарии от 1% до 2% водорода смешивается с аргоном.
Пфаллер сказал, что он видел растущее использование смеси защитного газа аргона и водорода. Эта смесь создает больше тепла для изменения профиля провара.
Эта смесь создает больше тепла для изменения профиля провара.
«Люди, занимающиеся изготовлением сантехнических труб или тонкостенных труб, будут использовать квадратное стыковое соединение, а не делать на трубе скос. Затем они используют защитный газ, смешанный с водородом, и получают дополнительное проникновение, чтобы практически исключить эту подготовку соединения», — сказал он.
Эта смесь должна использоваться только со сплавами из нержавеющей стали, добавил он.
В отличие от гелия, который в настоящее время сталкивается с нехваткой запасов, запасы водорода и аргона не вызывают беспокойства, учитывая их относительное изобилие в атмосфере.
Некоторые предприятия решили смешивать его самостоятельно, сказал Пфаллер. Он предупредил магазины, чтобы они тщательно обдумали это, учитывая воспламеняемость смеси при более высоких концентрациях.
«Те, кто исследует его смешивание, должны принять необходимые меры предосторожности, чтобы убедиться, что они поддерживают очень низкий процент в смеси защитного газа», — сказал он. «Это может создать проблемы с безопасностью и меры предосторожности, которые необходимо соблюдать, если вы смешиваете его самостоятельно, а не привозите предварительно смешанную смесь от поставщика газа. Это то, в чем их поставщик защитного газа может дать некоторые рекомендации и управление».
«Это может создать проблемы с безопасностью и меры предосторожности, которые необходимо соблюдать, если вы смешиваете его самостоятельно, а не привозите предварительно смешанную смесь от поставщика газа. Это то, в чем их поставщик защитного газа может дать некоторые рекомендации и управление».
Долгосрочная экономия на эксплуатации
В конечном счете, внесение изменений в эти области принесет больше финансовых выгод, чем стремление сэкономить на расходных материалах или замене чашек горелки TIG, сказал Пфаллер.
Многие люди, с которыми разговаривает Пфаллер, не вносят изменений, потому что на сварку приходится около 10 % операций их мастерских. Если скорость сварки улучшится на 10 %, это составит около 1 % экономии в общем объеме операций.
Преимущества, возникающие при переходе на инверторные источники питания и импульсный режим, включают устранение операций, не добавляющих ценности, использование более агрессивного профиля соединения, устранение скосов на трубах и достижение полного проплавления квадратного стыкового соединения.
«Большая часть времени компании уходит на подготовку к сварке, доработку и операции после сварки, — сказал Пфаллер. другие операции, связанные со сваркой. Если вы сможете исключить их, то теперь вы устраните не просто 1 %, вы устраните 10, 20, 30 % пред- и послесварочных операций этой компании», — сказал он. для сварки TIG нержавеющей стали — Магазин Weldmonger Делиться:
31 июля 2022 г. William Collier
Скорость перемещения часто упускают из виду как ключевой фактор при сварке TIG нержавеющей стали
Размер чашки, газовые линзы, охлаждающие блоки и расход аргона — все это оказывает большое влияние на качество и внешний вид сварки из нержавеющей стали. сварных швов, но одним часто упускаемым из виду фактором является скорость перемещения .
сварных швов, но одним часто упускаемым из виду фактором является скорость перемещения .
Причина в том, что нержавеющая сталь не обладает такой теплопроводностью, как углеродистая сталь.
Для сварщика это означает, что тепло накапливается быстрее, если вы слишком долго остаетесь на одном месте или двигаетесь слишком медленно.
Иногда простое быстрое начало движения по луже имеет большое значение.
И хотя нержавеющая сталь обычно требует только около 2/3 силы тока, чем углеродистая сталь, это не означает, что сварка выполняется медленно и в холодном состоянии.
Используйте достаточную силу тока, чтобы запустить лужу в течение 2 секунд и начать движение.
Если у вас возникли проблемы с тускло-серыми сварными швами из нержавеющей стали, следуйте этим советам:
- убедитесь, что металл чистый и на нем нет клейкой ленты и т. д., протерев ацетоном перед сваркой
- также протрите присадочную проволоку ацетоном
- используйте газовую линзу с колпачком №10 или №12 (в этом видео использовался прозрачный колпачок №12)
- Установите расход аргона примерно на 2-3 кубических фута в час на размер чашки (в видео использовалось 25 кубических футов в час)
- установить и переместить лужу в течение 2 секунд
- Старайтесь использовать скорость движения, достаточную для того, чтобы превзойти жару
И если вы действительно хотите улучшить свои навыки работы с нержавеющей сталью, сделайте себе одолжение и закажите один из наших комплектов TIG Arsenal.