Сварка титана полуавтоматом: Сварка титана полуавтоматом, аргоном, контактная, электрошлаковая
alexxlab | 22.03.2023 | 0 | Разное
Сварка титана по выгодной цене на заказ полуавтоматом
Титан – металл, который имеет малую плотность, высокую прочность, стойкость к коррозии в различной среде. Благодаря своим свойствам сварка титана получила огромную популярность.
Титан – металл, который имеет малую плотность, высокую прочность, стойкость к коррозии в различной среде. Благодаря своим свойствам сварка титана получила огромную популярность.
Сварка титана и особенности процесса
Титан и его сплавы имеют своеобразное строение кристаллической решетки. В связи с этим титан может иметь две стабильные фазы. Если структура мелкозернистая, то к скорости охлаждения она не чувствительна. Это, так называемая первая фаза. Вторая фаза отличается образованием крупнозернистой структуры при температуре свыше 800 градусов и достаточно сильной чувствительностью к скорости охлаждения.
Обеспечить нормальные условия для сварки титана возможно только при температуре более 400 градусов. Сам металл и его сплавы обладают высокой химической активностью, а также высокой текучестью, что дает определенные осложнения при сваривании. Зато при любых видах сварки шов формируется идеально, благодаря тем же особенностям. Надежная защита разогретого металла от контакта с воздухом это обязательное условие. Эти особенности обязательно нужно учитывать при сварке титановых конструкций.
Сам металл и его сплавы обладают высокой химической активностью, а также высокой текучестью, что дает определенные осложнения при сваривании. Зато при любых видах сварки шов формируется идеально, благодаря тем же особенностям. Надежная защита разогретого металла от контакта с воздухом это обязательное условие. Эти особенности обязательно нужно учитывать при сварке титановых конструкций.
Способы сварки титана
Сложно обрабатываемый материал, титан имеет несколько видов сварки.
- аргоном;
- электронным лучом;
- дуговым флюсом.
Сварка аргоном – высококачественный вид сварки. Такая сварка может сваривать металлические изделия, не подвластные простым видам сварки. Это сложный технологический, физический и химический процесс. При нагревании более 400 градусов у этого металла происходит реакция разрушения под действием кислорода, азота и, конечно, водяного пара. Особая защитная среда при сварке просто необходима.
Аргоновая сварка на заказ удовлетворит все требования и даст безупречный результат. Сварка аргоном настолько чистая, что не требуется зачистки швов после исполнения работы. Этот способ исключает применение электродов и флюсов и обеспечивает высокое качество швов. При помощи этого способа сварки удается соединять мелкие детали и крупногабаритные металлоконструкции. Кроме того эти соединения будут надежными и качественными.
Электронно-лучевая сварка нагревает и плавит свариваемые поверхности. Процесс осуществляется в вакуумной камере, при помощи концентрированных электронов, обладающих огромной энергией. При этом методе сварки металл не соприкасается с воздухом, поэтому не образуется оксидная пленка. Сварки электронным лучом дает возможность получать соединения встык и внахлест.
Дуговая сварка под флюсом – это механизированная сварка, которая обеспечивает высокую производительность. Между свариваемым металлом и концом проволоки горит электрическая дуга.
Сварку проводят на переменном токе. Он может иметь прямую полярность и обратную. При автоматической сварке специальный механизм перемещает дугу и проволоку в направлении сварки. Если же это механическая сварка, то перемещение происходит вручную.
Сварку полуавтоматом под флюсом выполняют с помощью шлангового полуавтомата. У такого полуавтомата скорость подачи проволоки регулируется. Шланговый провод служит направляющим каналом для движущейся проволоки. Внутри размещен провод, подводящий к электрододержателю ток для сварки.
Приемлемая цена на производимые работы, качество, возможность справляться с большими масштабами – все это предлагает наша компания. Надежно, с гарантией.
Характеристики
Замеры | Да |
Подбор материалов | Да |
Проектирование | Да |
Расчет сметы | Да |
Особенности сварки титана: аргонодуговая технология
Сварка титана, технология которой представляет сложность, заключающуюся в его активном взаимодействии с газами в жидком и нагретом состоянии, является крайне востребованной процедурой.
Сварка – это процесс создания неразрывного соединения путем нагрева элементов.
В процессе нагрева титан образует такие соединения, снижающие качество шва:
- оксиды;
- нитриды;
- карбиды.
Сварка титана и его сплавов ввиду его высокой химической активности не проводится методом электродуговой сварки с односторонней защитой поверхности сваривания заготовок, температурой более 600°. При аргонодуговом методе важным условием получения высококачественного шва является защита с обеих сторон всего участка сваривания от контакта с атмосферным воздухом. Как правило, это удается достичь посредством бескислородных флюсов, содержащих фтор. Аргон подается с использованием специальных газовых насадок. Чтобы обеспечить полноценную защиту оборотной стороне шва, используются специальные газовые подушки, а также подкладки, выполненные из металла и флюсов. О качественной защите сварочной зоны свидетельствует отсутствие образования оксидной пленки на поверхности шва.
Для качественной сварки титановые заготовки необходимо подвергнуть абразивной обработке.
До начала сборки поверхности заготовки возле краев, в местах сваривания и в пространстве около шва производится абразивная обработка на расстоянии 2 см от краев. Не допускается наличие трещин, заусенцев и других дефектов. Перед началом работ производится очистка титановых заготовок стальной щеткой от грязи и обезжиривание растворителем. Не допускается прихватывать заготовки, не обработанные растворителем, а также прикасаться к ним без рукавиц. По окончании сборки следует:
- проверить величину зазора;
- качество прихваток;
- убедиться в отсутствии грязи в местах соединения.
Требования, предъявляемые к рабочему месту. Во время сварки титановых сплавов необходимо обеспечить чистоту рабочего места, которое должно быть надежно защищено от таких факторов:
- сквозняки;
- повышенная влажность;
- пыль;
- жир.
Аргонодуговая и сварка полуавтоматом
Наиболее распространенными способами являются технология аргонодуговой сварки неплавящимся электродом и сварка полуавтоматом.

Схема аргоно-дуговой сварки титана.
Если соблюдены все требования технологии, получаемый шов обладает коррозионностойкостью, как и вся деталь. Наоборот, если имеют место нарушения технологии, качество соединения заметно снижается.
Титан в сравнении с остальными цветными металлами требует особого внимания к качеству подаваемого аргона. Жидкому металлу сварного соединения необходима стопроцентная защита от контакта с атмосферным воздухом. Помимо этого горячая зона около шва с корнем сварочного шва должна быть защищена в процессе кристаллизации и последующего остывания до 427°.
Аргонодуговой метод можно применять для соединения стыков без присадочной проволоки, если толщина листа не превышает 3 мм. В случае соединения металла большей толщины потребуется присадочный материал и разделка кромок. Здесь подойдет как сварка титана аргоном с подачей присадочной проволоки, так и полуавтоматическая, которая отличается экономичностью и большей производительностью при соединении заготовок толщиной более 10 мм.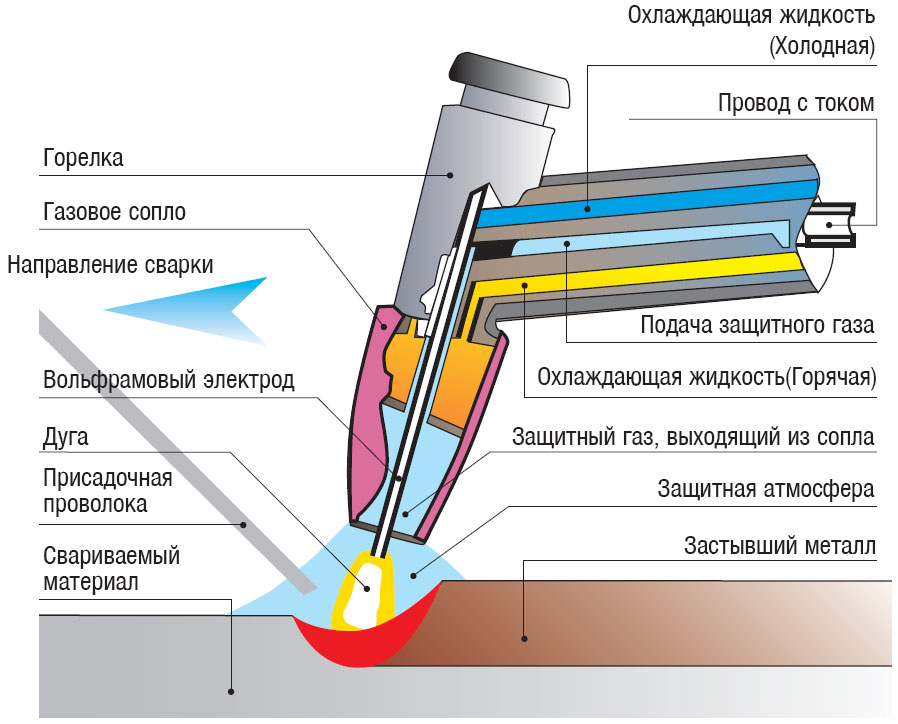
Совет: использовать аргонодуговую сварку следует с осторожностью, чтобы не допустить взаимодействия вольфрамового электрода и сварочной ванны. Таким образом удастся предотвратить попадание частиц вольфрама в сварочный шов.
Вернуться к оглавлению
Источники питания
Для аргонодуговой сварки используется источник питания постоянного тока DC прямой полярности (DCSP), а для полуавтоматической – источник питания обратной полярности (DCRP). Сварочная горелка должна быть оборудована устройством дистанционного регулирования силы тока во избежание нарушения сварочного процесса и контроля охлаждения соединения посредством защиты аргоном, который обеспечивает:
Источник питания постоянного тока DC прямой полярности .
- первичную защиту жидкой сварочной ванны;
- вторичную защиту кристаллизующегося металла и зоны около шва;
- защиту оборотной стороны соединения.
Первичная защита жидкой сварочной ванны. Для обеспечения первичной защиты следует грамотно выбрать сварочную горелку. Она оборудована большим керамическим соплом, надежно защищающим жидкую сварочную ванну, и газовой линзой, равномерно подающей аргон.
Она оборудована большим керамическим соплом, надежно защищающим жидкую сварочную ванну, и газовой линзой, равномерно подающей аргон.
Чтобы определить эффективность и расход аргона для данной операции, необходимо сделать пробный шов на отдельной титановой пластине. Качественное сварное соединение должно иметь серебристый цвет.
Вторичная защита кристаллизующегося металла и зоны около шва. Как правило, вторичная защита производится посредством специальной насадки на сварочную горелку. Насадка должна обеспечивать равномерное распределение аргона внутри устройства.
Совет: если используется большая насадка, необходимо позаботиться о водяном охлаждении. Если в насадке имеются медные диффузоры, то удается получить равномерный поток газа.
Вернуться к оглавлению
Защита оборотной стороны шва
Устройство для защиты оборотной стороны соединения представляет собой медные подкладки, которые защищают корневую часть шва и зону вокруг него и могут быть водоохлаждаемыми. Также могут быть использованы массивные стальные болванки в качестве радиаторов, охлаждающие сварные швы. Подкладки оснащены канавкой, расположенной под местом соединения. Давление аргона при данной операции необходимо вдвое меньше в сравнении с первичной защитой. Потребуются отдельные газовые редукторы для каждой из упомянутых выше видов защиты.
Также могут быть использованы массивные стальные болванки в качестве радиаторов, охлаждающие сварные швы. Подкладки оснащены канавкой, расположенной под местом соединения. Давление аргона при данной операции необходимо вдвое меньше в сравнении с первичной защитой. Потребуются отдельные газовые редукторы для каждой из упомянутых выше видов защиты.
Вернуться к оглавлению
Особенности технологии
Немаловажное значение имеет техника сваривания титановых сплавов. Перед началом работы необходимо продуть:
Схема подключения аргоно-дуговой сварки.
- горелку;
- защитную насадку;
- подкладки для оборотной стороны соединения для удаления атмосферного воздуха из системы.
Электрическую дугу следует зажигать посредством осциллятора. По окончании работы затухание электрической дуги производится плавным снижением силы тока. Газ следует подавать в область соединения и зону вокруг него до охлаждения титана до 427 и менее градусов.
Если сварной шов имеет желтый или синий оттенок, это свидетельствует о преждевременном снятии аргона. Как правило, нет необходимости в предварительном нагреве заготовки перед началом сварочного процесса. Но если влага все же присутствует, сварные поверхности необходимо прогреть до 70°. Для аргонодуговой сварки длина электрической дуги без присадочной проволоки должна равняться диаметру неплавящегося электрода. В случае добавления присадочной проволоки этот показатель составляет 1-1,5 диаметра электрода.
Как правило, нет необходимости в предварительном нагреве заготовки перед началом сварочного процесса. Но если влага все же присутствует, сварные поверхности необходимо прогреть до 70°. Для аргонодуговой сварки длина электрической дуги без присадочной проволоки должна равняться диаметру неплавящегося электрода. В случае добавления присадочной проволоки этот показатель составляет 1-1,5 диаметра электрода.
В очистке между проходами нет необходимости, если шов имеет серебристый цвет. Если имеют место желтый или синий оттенки, потребуется очистка при помощи проволочной щетки. Швы темно-синего, серого или белого цветов зачищаются до полного удаления.
Вернуться к оглавлению
Холодная сварка титана
Процесс холодной сварки титана происходит посредством разрушения кристаллической решетки, взамен которой происходит образование новой путем соединения слоев титана. Холодную сварку титана ведут в твердом состоянии на открытом воздухе.
Холодная сварка белого титана имеет существенное отличие в том, что процесс происходит под воздействием давления без внешнего нагрева. Согласно инструкции по холодной сварке титана, работы разрешается производить при любой температуре воздуха.
Согласно инструкции по холодной сварке титана, работы разрешается производить при любой температуре воздуха.
В случае приложения нормальных усилий данный способ соединения титановых листов производится внахлест. Для этого используются специальные зажимы для фиксации, после чего начинается сварочный процесс. После снятия зажимов листы деформируются и надежно соединяются между собой.
Посредством аргонодуговой сварки титановых сплавов удается получать ровное и цельное соединение, что гарантирует высокую герметичность, прочность и продолжительный срок службы изделия.
Как сварочные аппараты для титана открывают новые возможности
Титан — это устойчивый к коррозии металл с полированным внешним видом, используемый в различных отраслях промышленности, от аэрокосмической до нефтехимической. Хотя этот металл менее плотный, чем другие широко используемые стали, он может обеспечить равную или большую прочность. Однако при работе с титаном сварщики должны учитывать некоторые особенности.
Применение обычных процессов сварки титана может увеличить риск атмосферного загрязнения и охрупчивания. В таких случаях выбор правильного аппарата для сварки титана и идеального процесса сварки имеет решающее значение для обеспечения высокого качества сварных швов. Для сварки титана возможны многие сварочные процессы, такие как SMAW (дуговая сварка металлическим электродом в среде защитного газа), GMAW (дуговая сварка металлическим газом) и GTAW (дуговая сварка вольфрамовым электродом в газе). В этой статье мы обсудим применимость этих вариантов и то, как они влияют на выбор сварочного аппарата для надежного изготовления изделий из титана.
Основы сварки титанаТитан — сложный в обработке металл. И хотя в промышленности титан ценится за его высокую прочность и долговечность, сварщики часто сталкиваются с трудностями при работе с ним. Это связано с уникальными свойствами титана и особой осторожностью, необходимой при его сварке.
Загрязнение представляет значительный риск при сварке титана. И, к сожалению, к потенциальным загрязнителям относятся газы, легко присутствующие в атмосфере, такие как кислород, азот и водород. Так как во время сварки нагретый титан контактирует с атмосферой, может произойти следующее:0003
И, к сожалению, к потенциальным загрязнителям относятся газы, легко присутствующие в атмосфере, такие как кислород, азот и водород. Так как во время сварки нагретый титан контактирует с атмосферой, может произойти следующее:0003
- Титан может гореть в чистом кислороде при температуре около 600°C
- Титан может гореть в чистом азоте при температуре 800°C
- Выше 400°C может образовываться диффузионная зона кислород/азот с высокой хрупкостью
- При температурах при температуре ниже 100–150 °C концентрация водорода выше 250–500 частей на миллион может привести к водородному охрупчиванию при низкой скорости деформации.
Эти изменения химических свойств могут привести к потере механической целостности. Деформация и растрескивание могут начаться на микроструктурном уровне в диффузионной зоне, вызывая деградацию металла и выход из строя трубы и трубопроводной системы. При выборе сварочного аппарата для титана выбирайте тот, который может облегчить защиту сварочной ванны от атмосферных загрязнений, обеспечивая при этом надлежащий контроль температуры.
Сварку титана можно выполнять с использованием обычных методов дуговой сварки. Однако не все процессы сварки могут дать наилучший результат. Например, SMAW использует флюсовый электрод для выполнения сварки, но оставляет в процессе шлак. В результате это может быть не идеальный процесс для сварки такого металла, как титан, который очень реактивен к загрязнениям.
Сварщики используют GMAW, потому что он обеспечивает хорошее проплавление сварного шва и атмосферную защиту, важные свойства для сварки таких металлов, как титан. Однако без тщательной настройки параметров GMAW может привести к прожогу титановой пластины, в дополнение к таким проблемам, как непровар и другие распространенные дефекты сварки. По этой причине с помощью GMAW можно сваривать только титановые пластины толщиной более 3 мм. Другая проблема с GMAW связана с парами титана. Этот пар, образующийся во время сварки, сгорает при контакте с атмосферой, оставляя темный осадок в сварном шве, который затрудняет оценку качества сварки по цветовой шкале.
GTAW — наиболее распространенный процесс сварки титана. Он обеспечивает больший контроль над входом для сварки, обеспечивая при этом достаточное количество защитного газа для сварочной ванны. Хотя GTAW может производить чистые и точные сварные швы, важно, чтобы сварщики понимали важность очистки поверхности, подготовки шва, резервного защитного газа и присадочных металлов до начала сварки. Хотя GTAW не требует присадочного металла при сварке стыковых соединений с толщиной основного металла 2,5 мм или менее, для более толстых участков следует использовать присадочный металл.
При выборе сварочного аппарата для титана определите метод сварки, который вы хотите использовать, и оцените условия сварки; затем выберите подходящую машину.
Выбор сварочного аппарата для титана для получения наилучшего результата Для прецизионной сварки титана требуется система, отвечающая критическим требованиям сварки, таким как напряжение, температура, ток и скорость подачи. Орбитальная сварка обеспечивает автоматическую точность, скорость и согласованность, позволяя выполнять высококачественные сварные швы для потенциально опасного металла, такого как титан. Независимо от того, выберете ли вы орбитальный процесс GTAW или GMAW, вам нужно будет выбрать подходящий аппарат для сварки титана для безопасной и бесперебойной сварки.
Орбитальная сварка обеспечивает автоматическую точность, скорость и согласованность, позволяя выполнять высококачественные сварные швы для потенциально опасного металла, такого как титан. Независимо от того, выберете ли вы орбитальный процесс GTAW или GMAW, вам нужно будет выбрать подходящий аппарат для сварки титана для безопасной и бесперебойной сварки.
. совместимые с титановыми сварочными аппаратами для промышленной сварки. По вопросам продукции обращайтесь по телефону [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Свяжитесь с нами по телефону , чтобы договориться о встрече. Arc Machines приветствует возможность обсудить ваши потребности.
Скоро0001
Общая стоимость владения активами для титановых сплавов, как правило, ниже из-за их срока службы и снижения затрат на техническое обслуживание. Титановые сплавы, используемые в различных областях химической промышленности, демонстрируют широкий рабочий диапазон температур, а также коррозионную стойкость к таким процессам, как соляная кислота, серная кислота, азотная кислота, фосфорная кислота и химические вещества, содержащие хлор. Загрязнение является основной причиной разрушения сварного шва Химически активные металлы, такие как титановые сплавы, могут создавать проблемы при сварке из-за их физических и химических характеристик. Титановый сплав может вступать в реакцию окисления при температуре окружающей среды, что приводит к загрязнению сварных швов. Такие вещества, как масла, краски, грязь и другой мусор, могут вызвать охрупчивание и пористость. Хотя это относительно похоже на сварку других сплавов, для титана необходимо строго следовать процедуре чистой сварки, особенно в полевых условиях, чтобы избежать загрязнения.
Такие вещества, как масла, краски, грязь и другой мусор, могут вызвать охрупчивание и пористость. Хотя это относительно похоже на сварку других сплавов, для титана необходимо строго следовать процедуре чистой сварки, особенно в полевых условиях, чтобы избежать загрязнения.
Титановые сплавы наиболее широко свариваются с использованием процессов газовой вольфрамовой дуговой сварки (GTAW), плазменной дуговой сварки (PAW) и газовой дуговой сварки металлическим электродом (GMAW). Другие методы, такие как электронно-лучевая сварка и сварка сопротивлением, обычно не связаны с применением сварки титана в полевых условиях. Как правило, GTAW рассматривается как сварка более высокого качества, но более медленный процесс, требующий высокого мастерства ручной сварки. Кроме того, PAW требует обработки точных фасок практически без отклонений от несоответствия или корневых зазоров.
Машина HP GTAW™ и полуавтоматический процесс сварки WSI Используя различные передовые методы сварки титана, такие как тщательная очистка основных материалов, надлежащая очистка присадочной проволоки и ношение нитриловых перчаток, сертифицированных WSI по стандарту ASME и квалифицированные мастера следуют строгому протоколу, чтобы уменьшить опасения по поводу загрязнения.