Сварка титана: Сварка титана: способы, технология
alexxlab | 24.05.2023 | 0 | Разное
Сварка титана плавлением
Главная \ СТАТЬИ О ТИТАНЕ \ Сварка титана плавлением
Сварка плавлением
Наиболее распространенным методом сварки является сварка плавлением. Ранее уже отмечалась исключительная химическая активность титана. В процессе сварки плавлением, по-видимому, больше, чем в каком-либо другом случае, необходимо соблюдение особых мер предосторожности для предотвращения загрязнение титана из атмосферы.
Для защиты металла при сварке применяются инертные газы. Такой процесс называют дуговой сваркой в атмосфере инертного газа (аргона, гелия или смеси этих газов).
Известны три основных способа защиты при сварке в атмосфере инертного газа. В случае экспериментальной сварки, сварки небольших образцов или деталей сложной формы применяется сварка в камере. Свариваемые детали и оборудование расположены внутри герметизованной наполненной инертным газом камеры. Сварка опытных образцов обычно производится не только для определения наличия кислорода и азота в камере, но и для поглощения газов и очистки атмосферы камеры.
В наиболее распространенных конструкциях сварочной горелки через последнюю подается инертный газ. Тогда вокруг электрода и свариваемого металла образуется атмосфера защитного газа, перемещающаяся вместе с горелкой. При подобном перемещении обнажаются затвердевающие, но еще горячие участки сварки, что создает возможность поглощения металлом загрязняющих примесей.
Кроме того, частично примеси поглощаются и с нижней стороны свариваемых деталей . Для устранения этого с противоположной стороны шва также применяется защита газом или плотно прилегающая к шву медная подкладка, а к горелке прикрепляется передвижной щиток. Этим дополнительно защищаются расплавленный металл, сварной шов и нижняя сторона шва, пока металл не остынет до температуры ниже 540° С.
 Особенно эффективен гелий, так как он легче воздуха или аргона и покрывает нижнюю сторону сварного шва. Ввиду большой активности титана при повышенных температурах инертный газ должен быть высокой чистоты, в противном случае он может оказаться источим загрязнения. Он не должен содержать влагу (допустимая влажность менее 5 %), а общее содержание кислорода и азота должно быть значительно менее 1 % .
Особенно эффективен гелий, так как он легче воздуха или аргона и покрывает нижнюю сторону сварного шва. Ввиду большой активности титана при повышенных температурах инертный газ должен быть высокой чистоты, в противном случае он может оказаться источим загрязнения. Он не должен содержать влагу (допустимая влажность менее 5 %), а общее содержание кислорода и азота должно быть значительно менее 1 % .Турбулентное движение инертного газа может оказать большое влияние на эффективность его защиты.
Следует также учитывать электрические свойства газов. Применение гелия вызывает более глубокое проплавление и лучшее «смачивание», а аргон дает более спокойную дугу. Наилучшие результаты при сварке плит дала смесь гелия (70 %) с аргоном (30%) . При сварке листового титана лучше пользоваться чистым аргоном, так как в этом случае желательно меньшее проплавление. Двумя основными способами дуговой сварки титана являются сварка с помощью нерасходуемого электрода (вольфрам) и сварка расходуемым электродом (титановая проволока).

Оба способа применимы как при ручной сварке, так и при автоматической дуговой сварке. При сварке вольфрамовым электродом применяется постоянный ток прямой полярности (электрод отрицательный). При сварке расходуемым электродом применяется постоянный ток обратной полярности (электрод положительный).
Удовлетворительные результаты были получены при сварке плит толщиной от 12,7 до 25,4 мм соединением встык с двусторонним скосом обеих кромок (угол 45-60°) с разделкой от 0 до 4,5 мм
Скорость перемещения горелки должна быть 250-500 мм/мин при расходе газа у дуги от 1,35 до 1,89 м3/час и от 0,81 до 1,35 м3/час на передвижном щитке и на подкладке. При присадочном прутке диаметром 1,6 мм применяется напряжение 30 в при токе 300 а.
Подбор присадочного материала при дуговой сварке следует производить с такой же тщательностью, как и выбор основного материала.
 Содержание углерода, кислорода, азота и водорода в присадочном материале не должно превышать пределов, указанных выше для основного материала. Так как химический состав сварного шва определяется составом основного материала и присадки, то при гварке плиты, содержание примесей в которой превышает допустимые пределы, должен применяться присадочный материал более высокой чистоты.
Содержание углерода, кислорода, азота и водорода в присадочном материале не должно превышать пределов, указанных выше для основного материала. Так как химический состав сварного шва определяется составом основного материала и присадки, то при гварке плиты, содержание примесей в которой превышает допустимые пределы, должен применяться присадочный материал более высокой чистоты.При сварке нелегированного титана сварочным прутком из сплава сварные швы получаются очень прочные и пластичные. Подобным же образом сварка плит из титановых сплавов присадочным материалом из нелегированного титана дает низколегированный двухфазный шов удовлетворительной пластичности .

Следовательно, сварка титана плавлением вследствие его высокой химической активности в отличие от сварки других металлов требует тщательного контроля состава окружающей атмосферы. Трудности, возникающие при соединении титана с другими металлами путем сварки, все еще не преодолены. Более перспективными в этом отношении являются иные методы соединения.
Казавшиеся ранее неразрешимыми проблемы сварки титана решены с такой быстротой, что в
Сварка титана аргоном: важные нюансы
- Главная >
- Блог >
- Сварка титана аргоном: важные нюансы
12.09.2022
Сварка
Время чтения: 8 минут
Редакция сайта VT-Metall
Сохранить статью:
Вопросы, рассмотренные в материале:
- Что необходимо знать о сварке титана аргоном
- Как правильно подготовиться к процессу сварки титана аргоном
- Как выполняется сварка титана аргоном
- Какие дефекты могут проявиться во время сварки титана аргоном и как их устранить
Среди других металлов титан выделяется малым весом и способностью противостоять коррозии. По этой причине он активно используется в производстве сложных узлов для нужд авиации, судостроения, машиностроения. В этой статье мы поговорим о таком виде обработки, как сварка титана аргоном.
По этой причине он активно используется в производстве сложных узлов для нужд авиации, судостроения, машиностроения. В этой статье мы поговорим о таком виде обработки, как сварка титана аргоном.
Технология и особенности сварки титана аргоном
Сварка титана является сложной задачей, так как для его расплавления требуется очень высокая температура. Однако при сильном нагреве этот металл становится химически очень активным к входящим в состав воздуха газам.
Далеко не каждый знает, но титан, относясь к самым прочным металлам на нашей планете, достаточно часто встречается в природе – даже чаще, чем, например, цинк или медь. Этот металл тусклого серого цвета плавится при 1700 °C. С технической точки зрения его основная ценность, как мы уже говорили, состоит в высокой стойкости к ржавлению, а также относительно небольшой теплоте при сваривании.
Температура плавления сплавов титана зависит от марки и колеблется в пределах 1470 – 1825 °C. По сравнению с другими разновидностями металлов, они отличаются легкостью (за счет низкой плотности) при высокой прочности, из-за чего их используют в качестве материала для велосипедных рам, деталей гоночных авто. Но нужно понимать, что специфические свойства сплавов превращают их сварку в сложный процесс.
По сравнению с другими разновидностями металлов, они отличаются легкостью (за счет низкой плотности) при высокой прочности, из-за чего их используют в качестве материала для велосипедных рам, деталей гоночных авто. Но нужно понимать, что специфические свойства сплавов превращают их сварку в сложный процесс.
Необходимо отметить, что металл может находиться в одной из стабильных фаз, их обозначают латинскими буквами α и β:
- Фаза α представляет собой состояние при температуре окружающей среды, при этом у металла мелкозернистая структура, он полностью инертен к скорости охлаждения.
- Фаза β достигается при температуре от 880 0С: зерно становится крупнее, возникает чувствительность к охлаждению (скорости процесса).
Указанные фазы стабилизируют при помощи добавок и легирующих элементов: O, N, Al (для α) или V, Cr, Mn (для β). По этой причине все титановые сплавы принято разделять на группы в соответствии с использованным типом присадок:
- ВТ1 – ВТ5.
 1 Это так называемые α-сплавы. Отличаются пластичностью, хорошо свариваются, но их прочность не повышается за счет термообработки.
1 Это так называемые α-сплавы. Отличаются пластичностью, хорошо свариваются, но их прочность не повышается за счет термообработки. - ВТ 15 – 22. β-сплавы, которые свариваются хуже, нередко с появлением холодных трещин. На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β. Свойства таких промежуточных сплавов зависят от вида и доли использованных добавок.
Стоит более подробно остановиться на свойствах титана, из-за которых возникает сложность сварочных работ:
- плотность 4,51 г/см³;
- прочность 267 – 337 Мпа;
- температура плавления 1668 0С;
- низкая теплопроводность;
- возможность самовозгорания при нагреве до 400 °C и контакте с кислородом;
- окисление углекислотой;
- образование твердых, но хрупких нитридных соединений при нагреве до 600 °C и прямом контакте с азотом;
- способность поглощать водород при достижении 250 °C;
- увеличение зерна при 880 °C и выше.

Повышение температуры до отметки 400 – 500 °C и более является критичным для титана. Сильный нагрев влечет за собой резкое повышение химической активности, из-за чего металл вступает в реакцию с атмосферным воздухом. Все это негативно отражается на прочности сварного шва, образуются гидриды, нитриды, карбиды, пр. Несоблюдение ГОСТа чревато тем, что шов не выдержит даже легкого удара.
Проведенная по всем правилам сварка аргоном обеспечивает прочность шва 0,6 – 0,8 от показателя самого металла.
Для сварных швов действует ГОСТ Р ИСО 5817-2009, он фиксирует качество сварки таких металлов: стали, титана, никеля, их сплавов, максимально допустимые уровни дефектов изделия.
Чистый титан мало используется в производстве из-за недостаточной прочности. Поэтому если речь идет, например, о сварке титана аргоном, подразумевается какой-либо его сплав, иными словами, титан и легирующий элемент.
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.
Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.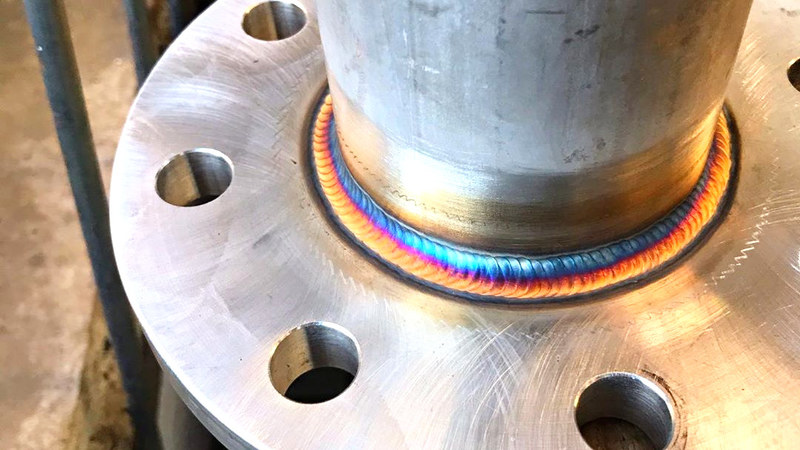
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер. Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном. Далее пора переходить к сварке.
Аналогично зачищается и присадочная проволока для сварки титана аргоном. Далее пора переходить к сварке.
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:
Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе.
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва.
Методы сварки титана аргоном
Сварка титана осуществляется как «холодным» методом, так и методом дугового флюса либо при помощи плазменно-дуговой сварки. Однако наибольшее распространение получил метод сварки титана аргоном, то есть плавлением в изолированной аргоновой среде, так называемая TIG-сварка.
Для соединения деталей крупного сечения применяют метод электрошлаковой сварки аргоном.
Немаловажное значение играет вид сплава. Так, напомним, что титан марки ВТ1-ВТ5 отлично сваривается, хотя не подлежит закалке. Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый, относительно слабый шов, но закалка может повысить его прочность. Остальные виды титановых сплавов считаются промежуточными.
Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый, относительно слабый шов, но закалка может повысить его прочность. Остальные виды титановых сплавов считаются промежуточными.
Сегодня используются следующие виды контактной сварки аргоном:
- стыковая;
- точечная;
- роликовая;
- конденсаторная стыковая (для труб).
При работе с использованием флюса в ход идет бескислородный флюс АН-11 или АН-Т2.
Ручная сварка сплавов с титаном аргоном производится постоянным током прямой полярности в пределах 90 – 200 А. Отметим, что этот показатель зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки.
Следите за цветом получившегося шва. Если перед вами яркий серебристый шов, все хорошо. Тогда как желтоватый или голубой оттенок говорит, что рано прекращена подача защитного газа. Самый худший вариант – это серые, темно-синие или белесые швы, поскольку их нужно полностью удалять и качественно зачищать стыки для повторного соединения. Для зачистки берут щетку для металла из нержавейки.
Для зачистки берут щетку для металла из нержавейки.
Нюансы ручного режима сварки титана в аргоне
Добиться прочного шва при сварке титана аргоном удается за счет обеспечения чистоты поверхности деталей и присадки. Другим обязательным условием является правильная настройка сварочного аппарата. При несоблюдении техники сварки аргоном на месте шва всегда появляются сварные дефекты. Прежде чем приступать к работе, выполните продувку и прочистку горелки, защитной насадки. Не забывайте про подкладки для обратной стороны шва – с их помощью можно проверить наличие воздуха в системе.
Сварка ведется без предварительного нагрева. Исключение составляют ситуации, когда возможна влажность, наличие конденсата на титане – тогда нужен нагрев до 70 °C.
При TIG-технологии рекомендуется высокочастотное зажигание для дуги. Когда вы работаете с присадкой, длина дуги равна 1 – 1,5 сечения электрода. Если сварка аргоном производится без присадки, этот параметр соответствует диаметру вольфрамового электрода. Помните, что в царапинах, образующихся на металле при касании вольфрамовых электродов, остаются частицы вольфрама. Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.
Помните, что в царапинах, образующихся на металле при касании вольфрамовых электродов, остаются частицы вольфрама. Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.
При соединении аргоном тонкостенных деталей зазор между кромками должен составлять 0,5 – 1,5 мм. В этом случае можно не формировать кромки и отказаться от присадочной проволоки. Кстати, последняя должна совпадать по составу с основным свариваемым металлом.
Сварка титана аргоном предполагает такие режимы: если используется вольфрамовый электрод диаметром 1,5 – 2 мм и присадочная проволока диаметром 2 мм, а толщина свариваемых заготовок составляет 2 мм, нужно выдерживать ток 90 – 100 ампер. Повышение толщины металла до 4 мм позволяет варить его током в 120 – 140 ампер. И самое главное, о чем нужно помнить: для работы с титаном и его сплавами используется переменный ток постоянной полярности.
Также есть ряд других существенных условий для качественной сварки титана аргоном:
- Для ручной технологии используется короткая дуга, не допускаются колебания электрода, присадки. Сварщик осуществляет движение вдоль шва.
- Сваривание ведется углом вперед, то есть электрод должен быть направлен в сторону, противоположную направлению движения.
- Угол между присадкой и электродом 90°.
- Присадка подается в сварочную ванну непрерывно.
- После гашения дуги защитный газ продолжает подаваться, обеспечивая охлаждение ниже 400 0С, в среднем на это уходит минута.
Дальнейшее охлаждение металла является гарантией качественного шва. Вы можете определить это по цвету. В норме шов светлый, соломенный, желтый. А вот серый, синеватый или черный говорят об окислении, что плохо сказывается на качестве.
Технология сварки аргоном полуавтоматом или автоматом совпадает с ручной. Единственный нюанс, о котором нельзя забывать – отверстия в сопле горелки. В соответствии с ГОСТ их диаметр равен 12 – 15 мм. Зажигать и гасить горелку рекомендуется на специальных подкладках, планках.
Единственный нюанс, о котором нельзя забывать – отверстия в сопле горелки. В соответствии с ГОСТ их диаметр равен 12 – 15 мм. Зажигать и гасить горелку рекомендуется на специальных подкладках, планках.
Как выполняется автоматическая сварка титана
Для этого используется вольфрамовый электрод. Причем размер отверстий сварочной горелки должен находиться в пределах 12 – 15 мм. Также нужно учесть, что соединение неплавящимся электродом лучше проводить постоянным током прямой полярности.
Высокая активность титана вынуждает зажигать и гасить горелку на специальных планках, вне изделия. Как и при ручной технологии, газ подают еще 1 минуту после гашения дуги, защищая шов и переходную зону от окисления. Далее представлены режимы для автоматической сварки титана аргоном в защитных газах и под флюсом:
0,8
1,0 – 1,5
8 – 10
45 – 55
18 – 25
6 – 8
3 – 4
1,0
1,5
10 – 12
50 – 60
18 – 22
6 – 8
3 – 4
1,2
1,5
10 – 12
55 – 65
18 – 22
6 – 8
3 – 4
1,5
1,5
11 – 13
70 – 90
18 – 22
9
3 – 4
1,8
1,5
11 – 13
80 – 100
18 – 22
9
3 – 4
2,0
1,5 – 2,0
11 – 13
110 – 130
18 – 22
9
3 – 4
2,5
2,0 – 2,5
11 – 13
150 – 180
20 – 22
9 – 12
3 – 4
3,0
2,5 – 3,0
12 – 13
200 – 220
20 – 22
9 – 12
3 – 4
Режимы работы под флюсом:
3 – 5
Стыковое
250 – 320
24 – 38
50
3 – 5
Угловое
250 – 300
32 – 36
40 – 50
2 – 3
Внахлест
250 – 300
30 – 35
40
Возможные дефекты при сварке титана аргоном и способы их устранения
Единственный способ избежать дефектов при соединении элементов из титана аргоном – это использование лазера, во всех остальных случаях возможны погрешности. ГОСТ определяет, что дефекты появляются вследствие несоблюдения технических условий, нарушения технологии, в результате чего конструкция становится непригодной к использованию.
ГОСТ определяет, что дефекты появляются вследствие несоблюдения технических условий, нарушения технологии, в результате чего конструкция становится непригодной к использованию.
Согласно ГОСТ, дефекты делятся на такие виды:
- трещины;
- поры;
- твердые образования;
- несплавления;
- неправильный шов;
- другие разновидности.
ГОСТ не допускает наличие трещин-разрывов в шве или прилегающих местах, поскольку они образуют центр разрушения.
Причина появления разрывов обычно кроется в высоком содержании углерода, никеля, водорода, фосфора в расплавленном металле. Сразу скажем, что при соединении лазером отсутствует вероятность образования трещин. Чтобы убрать появившиеся трещины, необходимо засверлить концы дефекта, после чего устранить трещину механическим путем и строжкой, зачистить и сварить участок.
Поры ГОСТ определяет как полости, заполненные газом. Вполне логично, что этот дефект образуется при сварке титана аргоном из-за высокого газообразования. Место с порами ослабляет всю конструкцию, поэтому его переваривают, перед этим зачистив механическим путем.
Вполне логично, что этот дефект образуется при сварке титана аргоном из-за высокого газообразования. Место с порами ослабляет всю конструкцию, поэтому его переваривают, перед этим зачистив механическим путем.
Твердыми включениями называют инородные металлические и неметаллические вещества, включенные в шов, снижающие его прочность и концентрирующие напряжение. Поэтому место с дефектом полностью вырубают, удаляют строжкой, заваривают.
Несплавления — это отсутствие соединения металла со швом, вызванное нерасплавлением части кромки стыка. Этот дефект может появиться при неправильном выборе формы угла или режима сварки, плохой предварительной обработке кромок. Поскольку несплавления отрицательно влияют на прочность шва, место дефекта вырубают, зачищают, после чего заваривают.
Нарушение формы представляет собой несовпадение формы шва с установленными требованиями. Такой недостаток появляется из-за скачков напряжения в сети, неправильного угла наклона, пр. Он может привести к внутренним дефектам шва, поэтому прибегают к завариванию места тонким швом электродом небольшого диаметра.
Он может привести к внутренним дефектам шва, поэтому прибегают к завариванию места тонким швом электродом небольшого диаметра.
Какие еще виды сварки подходят для титана помимо аргона
- Электрошлаковая сварка
В последнее время этот вид соединения элементов из титана активно применяется в промышленности. Например, он используется для сплава ВТ5-1, то есть титана, легированного до 5 % алюминием и до 3 % оловом. Изготовление сплава производится прессованием с прокаткой до тонких листов, или ковкой заготовок с большим сечением.
Метод, используемый для крупных сечений, считается очень сложным, но он вполне подходит для электрошлаковой сварки под флюсом АН-Т2 в аргоне. Роль источника переменного тока играет трехфазный трансформатор с жесткой характеристикой.
Для работы с небольшими поковками (60х60 мм) рекомендуются режимы: сила тока 1600 – 1800 А, напряжение дуги 14 – 16 В.
 В норме расстояние между кромками поковок равно 26 мм, масса засыпанного флюса – 130 г, расход аргона 8 л/мин.
В норме расстояние между кромками поковок равно 26 мм, масса засыпанного флюса – 130 г, расход аргона 8 л/мин.
Применение пластинчатого электрода размером 12х60 мм при этих режимах позволяет добиться стабильного процесса и прочного сварного шва. Последний сравним по прочности с основным металлом.
При соединении прессованных профилей крупного сечения электродом толщиной 8 мм получается сварное соединение несколько худшей прочности – 80 – 85 % от показателя основного металла. Эта особенность вызвана использованием пластинчатых электродов из нелегированного сплава ВТ1-1. Поясним, что не рекомендуется работать с легированными электродными сплавами, ведь они не обеспечивают необходимой пластичности соединения из-за большого содержания газов в прессованном металле.
- Контактная сварка
ГОСТ допускает использование данной технологии, так как оптимальная скорость сваривания титана равна 2 – 2,5 мм/сек.
 Ее превышение повлечет за собой снижение прочности металла, заполняющего зазор. Отметим, что данный показатель очень важен, когда работа идет контактным методом, ведь все операции здесь производятся очень быстро. Не стоит зачищать свариваемые кромки, а тем более фрезеровать их.
Ее превышение повлечет за собой снижение прочности металла, заполняющего зазор. Отметим, что данный показатель очень важен, когда работа идет контактным методом, ведь все операции здесь производятся очень быстро. Не стоит зачищать свариваемые кромки, а тем более фрезеровать их.
На практике используются несколько вариантов контактного метода, и все они подходят для работы с титановыми заготовками. А именно речь идет о точечной, линейной и конденсаторной технологии. Для каждой из них подбирают свой режим, который зависит от толщины свариваемых заготовок, давления и диаметра электродов или от габаритов сварочной пластины, времени сжатия, продолжительности прохождения тока через металл. Как вы поняли, этот процесс требует грамотного подбора всех вышеперечисленных параметров.
Далее вы можете ознакомиться с ориентировочными режимами стыковой сварки титана при начальной скорости оплавления 0,5 мм/сек:
150
2,9
менее 25
8
3
6
1,5 – 2,0
250
4,9 – 7,8
25-40
10
6
6
2,5 – 3,0
500
9,8 – 14,7
45
10
6
6
5,0 – 7,0
1000
20 – 24
50
12
10
5
5
1500
29 – 59
60
15
10
5
7,5
2000
39 – 98
65
18
12
5
10
2500
49 – 147
70
20
12
5
12,5
3000
98 – 196
100
22
14
4
15,0
4000
147 – 294
110
24
15
4
20,0
5000
196 – 392
130
26
15
3,5
25,0
6000
343 – 490
140
28
15
3,5
30,0
7000
294 – 490
150
30
15
3,0
35,0
8000
343 – 588
165
35
15
3,0
40,0
9000
441 – 882
180
40
15
2,5
45,0
10000
490 – 981
180-200
40
15
2,5
50,0
Для соединения титановых листов и пластин толщиной до 4 мм подходит точечная и шовная (роликовая) сварка.
 Высота литого ядра составляет 80 – 90 % от суммарной толщины листов. Ниже представлены приблизительные режимы этого вида обработки:
Высота литого ядра составляет 80 – 90 % от суммарной толщины листов. Ниже представлены приблизительные режимы этого вида обработки:
0,8
4,0 – 4,5
1960-2450
0,1 – 0,15
0,1
7000
1,0
4,5 – 5,0
2450 – 2950
0,15 – 0,2
0,3
8000
1,2
5,0 – 5,5
3150 – 3440
0,2 – 0,25
0,3
8500
1,5
5,5 – 6,0
3935 – 4915
0,25 – 0,3
0,4
9000
2,0
6,0 – 7,0
4915 – 5895
0,25 – 0,3
0,4
10000
2,5
7,0 – 8,0
5895 – 6875
0,3 – 0,4
0,4
12000
Режимы шовной (роликовой) технологии:
0,8+0,8
3,5 – 4,0
2950
0,1 – 0,12
0,18 – 0,20
0,8 – 1,0
6000
1,0+1,0
4,5 – 5,5
3935
0,14 – 0,16
0,24 – 0,28
0,6 – 0,8
7500
1,5+1,5
5,5 – 6,5
4915
0,20 – 0,24
0,3 – 0,4
0,5 – 0,6
10000
2,0+2,0
6,5 – 7,5
6385
0,24 – 0,28
0,4 – 0,5
0,4 – 0,5
12000
2,5+2,5
7,0 – 8,0
7855
0,28 – 0,32
0,6 – 0,8
0,3 – 0,4
15000
Трубы из титана марки ВТ1-2, диаметром 10 – 23 мм и со стенкой толщиной 1,0 – 1,5 мм можно сваривать при помощи конденсаторной стыковой технологии без использования газовой защиты.
 Перед этим, напомним, осуществляют травление сварных кромок и работают с такими режимами:
Перед этим, напомним, осуществляют травление сварных кромок и работают с такими режимами:
10х1
5000
850 – 900
8935 – 9805
1,0 – 1,5
84
23х1,5
7000
2000 – 2100
22565 – 24035
1,2 – 1,8
84
Оптимальным для труб диаметром 10 мм считается вылет 1 – 1,5 мм, тогда как для труб диаметром 23 мм этот показатель составляет 1,2 – 1,8 мм. При вылете труб менее 0,8 мм происходит выплеск расплавленного металла, а при превышении границы в 2,2 мм смещаются торцы, получается непровар. При усилии осадки менее 20,7 кН тоже получается непровар. Также он возможен при зарядном напряжении менее чем 1900 В, а при напряжении выше 2200 В выплескивается жидкий металл. Оплавление происходит внутри трубы в виде венчика высотой до 1,5 мм и максимальной толщиной 0,3 мм.
- Холодная сварка титана
Эта технология предполагает разрушение кристаллической решетки и образование новой за счет соединения слоев титана, процесс происходит в твердом состоянии на открытом воздухе.

Отдельно стоит сказать о работе с белым титаном, поскольку такая сварка ведется под давлением без внешнего нагрева. Соответствующая инструкция позволяет пользоваться технологией при любой температуре воздуха.
При приложении нормальных усилий данный способ соединения титановых листов производится внахлест при помощи зажимов для фиксации. Далее можно приступать к сварочному процессу. После снятия зажимов листы деформируются и прочно скрепляются между собой.
Читайте также
28.02.2023
Плавление латуни в различных условиях
Подробнее
27.02.2023
Пассивация: способ защиты от коррозии
Подробнее
24.02.2023
Пайка металлов: описание технологии
Подробнее
22.02.2023
Охлаждение при закалке металла: принципы и методы
Подробнее
21.02.2023
Гальваника металла: способы и принципы
Подробнее
20. 02.2023
02.2023
Хонингование: как и для чего выполняется
Подробнее
17.02.2023
Полировка металла: технологии, инструменты, методы
Подробнее
15.02.2023
Для чего нужен гидравлический пресс: виды, сферы применения
Подробнее
Насколько сложна Tig Welding Titanium
Toggle Nav
Поиск
Tig Welding Titanium — это просто и легко! Tig Welding Titanium – сложная и ответственная процедура! Вы видите, что я сделал противоречивые заявления. Итак, что есть правда? Правильный ответ, я должен сказать, ДА! Давайте посмотрим, что я на самом деле имею в виду!
Это сложно, так как есть немало моментов, на которые необходимо обратить внимание по сравнению со сваркой нержавеющей стали TIG. Стержень также имеет тенденцию становиться очень липким во время сварки, из-за чего он имеет тенденцию цепляться за периферию сварного шва. (Совет: стержень следует подавать в среднюю (центральную) самую горячую область лужи).
Здесь огромную роль играют три с: ЧИСТО, ЧИСТО и ЧИСТО! Титан должен быть очень чистым от жира, покрытий, масла и других оксидов перед началом сварки. Смазка или масло вызывают пористость, подобную той, что видна на этом конкретном рентгеновском негативе титанового сварного шва. Однако эта пористость — лишь наименьшая из проблем.
Серьезные проблемы, которые могут возникнуть из-за титановых сварных теней и загрязнения
При использовании гелевого стержня помимо титана (например, стержня из никелевого сплава или нержавеющей стали). Если вы свариваете титан в сочетании с чем-то еще, кроме титана, вы можете быть уверены, что услышите звук разбивающейся сварки, как стекло — вы действительно можете расколоть сварной шов, просто слегка постукивая по нему шариковой ручкой… и у вас есть увидеть его, поверить, насколько он хрупкий!!
Если вы не защищаете внешнюю часть сварного шва аргоном: если свариваемый материал очень тонкий и сильно нагревается или проникает сквозь него, абсолютно необходимо надлежащим образом защитить обе стороны сварного шва, чтобы предотвратить сварку. от того, чтобы стать ломким.
от того, чтобы стать ломким.
Неиспользование достаточно большого сопла или чашки или неспособность защитить сварочное месиво: Использование сопла обычного размера в качестве № 7 (диаметр 7/16 дюйма) не поможет успешно защитить нагретую деталь, чтобы избежать «занозы». Это происходит, когда титан сильно нагревается в отсутствие защитного газа.
Титан всасывает компоненты, такие как свежий воздух и азот, в таких температурных диапазонах, в зависимости от того, какие направления используются – 800°F может быть пределом для поддержания его при защите аргоном. Окрашивание титана само по себе не считается проблемой; это рассматривается скорее как указание на какую-то проблему, так как общеизвестно, что это происходит в определенной последовательности – сено, коричневатый, фиолетовый, синий, светло-лососевый розовый, сероватый с хлопьями оксидов. Это аспект критериев проверки. Эти признаки отображают различные стадии обесцвечивания.
Некоторые требования к сварке ограничивают обесцвечивание до цвета сена. Некоторые другие требования стандарта для сварки допускают небольшое синеватое обесцвечивание в некоторых программах. Идеально, если сварной шов будет идеально чешуйчатым, как показано на первом сварном шве. Это должно быть целью. Светло-серый или даже коричневатый оттенок уместно, если окрашивание на стороне, которая сваривается. Окрашивание на трансмиссионной стороне полного сварного шва трансмиссии указывает на то, что настоящая неразбериха была вызвана загрязнением воздуха. Это причина использования мониторов продувки, чтобы можно было проверить чистоту продувки во время сварки титана.
Некоторые другие требования стандарта для сварки допускают небольшое синеватое обесцвечивание в некоторых программах. Идеально, если сварной шов будет идеально чешуйчатым, как показано на первом сварном шве. Это должно быть целью. Светло-серый или даже коричневатый оттенок уместно, если окрашивание на стороне, которая сваривается. Окрашивание на трансмиссионной стороне полного сварного шва трансмиссии указывает на то, что настоящая неразбериха была вызвана загрязнением воздуха. Это причина использования мониторов продувки, чтобы можно было проверить чистоту продувки во время сварки титана.
Подсказка по изготовлению титанового чехла для одежды для сварочного цеха… Не делайте этого! Инвестируйте в взрывобезопасный шкаф, а затем переоборудуйте его в соответствии с вашими требованиями.
Спросите себя, почему бы не собрать его самостоятельно? Если бы вы купили металл, согнули и сварили его, купили защитные перчатки и вставили его в оргстекло, вы бы обнаружили, что уже потратили изрядную сумму денег.
Затем вам понадобится инспекционное устройство для короны и некоторые другие варианты, такие как защита экстрактора/рассеивателя газа и язычок для заземления, и тогда вы все готовы продолжить сварку TIG титаном и проверить веб-страницу. Поскольку у вас есть только один шанс с титаном, и вам приходится часто использовать нестандартные насадки / чашки или большие самодельные, чтобы получить достаточную защиту, убедитесь, что все тщательно осмотрено, чтобы убедиться, что защита работает идеально. Титановые диски, подобные тем, что показаны здесь, действительно полезны как при сварке снаружи, так и в камере с использованием увеличенных чашек и волочащихся щитков.
На самом деле, это превосходный способ гарантировать, что ваш защитный газ, выбрасываемый из чашки, имеет хорошее качество, независимо от того, какой тип стали сваривается. Вы просто портите небольшую деталь на очень короткое время, а затем останавливаете дугу, удерживая вспышку неподвижно. Если помимо светло-коричневого цвета есть обесцвечивание, возможно, у вас недостаточно аргона для сварки титана или чего-либо еще. Я бы посоветовал включить в последовательность ключей любую из пробных золотых монет для анализа сварного шва титана.
Я бы посоветовал включить в последовательность ключей любую из пробных золотых монет для анализа сварного шва титана.
Свариваемость титана | OnlineMetals.com®
Существует 31 сорт титана в зависимости от их механических и химических свойств. Свариваемость титановых марок является одним из аспектов. Эти сорта делятся на четыре класса: коммерчески чистый (CP или нелегированный), альфа, альфа-бета и бета.
Элементы в титане определяют кристаллическую структуру материала. Кислород, азот и алюминий поддерживают альфа-структуру. В то время как ванадий, молибден и кремний действуют как бета-стабилизаторы. Добавление других элементов в сплав позволяет точно контролировать кристаллическую структуру. Таким образом, можно контролировать свойства сплава и его свариваемость.
Следовательно, первым шагом к успешной сварке титана является ознакомление с различными сплавами, их свойствами и соображениями по выбору присадочного металла для каждого из них.
Коммерчески чистый
Коммерчески чистый титан содержит 98-99,5% титана. Небольшие добавки кислорода, азота, углерода и железа повышают прочность. Сплавы CP обладают лучшей свариваемостью среди титановых марок. Это связано с их сочетанием отличной коррозионной стойкости, хорошей пластичности и отличной свариваемости.
Небольшие добавки кислорода, азота, углерода и железа повышают прочность. Сплавы CP обладают лучшей свариваемостью среди титановых марок. Это связано с их сочетанием отличной коррозионной стойкости, хорошей пластичности и отличной свариваемости.
Наиболее распространенными марками СР являются марки 1, 2, 3 и 4. Разница между ними заключается в том, сколько кислорода и железа легировано в них. 1 класс самый чистый и самый слабый. Имейте в виду, что механические свойства увеличиваются с номером класса. Марки с большим содержанием кислорода и железа имеют более высокую прочность, но более низкую пластичность и свариваемость. При сварке титана CP вы должны использовать присадку, которая на один или два класса прочности PSI ниже, чем основной металл. Разбавление шва основным металлом увеличивает прочность металла шва.
Альфа-сплавы
Альфа-сплавы обычно содержат алюминий, олово и следовые количества кислорода, азота и углерода. Также они обладают средней прочностью по сравнению с другими титановыми сплавами. Кроме того, они обладают достаточно хорошей пластичностью и отличными механическими свойствами при криогенных температурах. Наконец, они очень свариваемы и всегда свариваются в отожженном состоянии.
Кроме того, они обладают достаточно хорошей пластичностью и отличными механическими свойствами при криогенных температурах. Наконец, они очень свариваемы и всегда свариваются в отожженном состоянии.
Альфа-сплавы не поддаются термообработке. Однако их можно укрепить холодной обработкой. Наряду с марками титана CP, сплавы Alpha обладают самой высокой коррозионной стойкостью среди титановых групп.
Альфа-бета-сплавы
Как видно из названия, альфа-бета-сплавы титана содержат обе кристаллические структуры. Они образуются путем добавления менее 6% алюминия и различных количеств бета-образующих элементов. К ним относятся ванадий, хром и молибден.
Прочность этих сплавов от средней до низкой по сравнению с другими марками титана. В отличие от сплавов CP и Alpha, которые можно упрочнить только холодной обработкой, сплавы Alpha-Beta поддаются термообработке. Следовательно, эти марки могут подвергаться механической обработке, пока материал еще пластичен. Затем их можно подвергнуть термической обработке, чтобы еще больше укрепить материал. Альфа-бета-сплавы обычно поддаются сварке. Однако их свариваемость зависит от количества присутствующего бета. Чем выше бета-элементы, тем ниже свариваемость титановых марок. Кроме того, чем выше бета-элементы, тем более хрупкими становятся сварные швы. Марки High-Beta необычайно прочны и редко свариваются.
Альфа-бета-сплавы обычно поддаются сварке. Однако их свариваемость зависит от количества присутствующего бета. Чем выше бета-элементы, тем ниже свариваемость титановых марок. Кроме того, чем выше бета-элементы, тем более хрупкими становятся сварные швы. Марки High-Beta необычайно прочны и редко свариваются.
Сплавы Alpha-Beta можно сваривать с различными присадочными металлами. Обычно используется присадочный металл эквивалентной марки, особенно для низколегированных материалов. Другой вариант – на один класс ниже, чтобы обеспечить хорошую прочность и пластичность сварного шва.
Бета-сплавы
Бета-сплавы представляют собой наименьшую группу титановых сплавов. Они отличаются высокой прочностью, малым весом и высокой коррозионной стойкостью. Бета-сплавы полностью поддаются термообработке, обладают хорошей прокаливаемостью и, как правило, поддаются сварке.
Бета-сплавы немного плотнее других титановых сплавов. Но они обладают высочайшей прочностью и хорошим сопротивлением ползучести.