Сварка титана технология: особенности, технология процесса и необходимое оборудование
alexxlab | 28.01.2023 | 0 | Разное
Аргонодуговая сварка титана
Изготовление изделий из титана при помощи сварки в настоящее время является обычным процессом для многих производителей. Давно признано, что титан не является экзотическим металлом и не требует для его сварки особенных процессов и технологий. Понятно, что титан сваривается так же, как и другие высококачественные металлы, при условии принятия во внимание его уникальных свойств.
Существуют важные различия между титаном и сталью:
– низкая плотность титана
– низкий модуль упругости
– высокая температура плавления титана
– низкая пластичность титана
Компенсация этих различий позволяет сварку титана и его сплавов, используя методы, аналогичные, например, сварке нержавеющей стали или сплавов на основе никеля.
В этой статье мы рассмотрим общие операции и технологии, используемые при сварке титана. Предоставленная информация предназначена для использования в качестве руководящих принципов.
Требование к сварочному рабочему месту при сварке титана
Титан является химически активным металлом, который образует сварное соединение с менее оптимальными свойствами. Поверхность титана содержит хрупкие карбиды, нитриды и оксиды, каждый из которых, нагреваясь и охлаждаясь на воздухе, может снизить сопротивление усталости и прочность сварного шва и зоны термического влияния. Мало того, что требуется постоянная защита свариваемой поверхности, необходимо также защита обратной стороны сварного шва.
При сварке титана и его сплавов требуется уделить особое внимание чистоте рабочего места. Для сварочных цехов, где производятся работы с различными металлами, необходимо выделить специальную область, которая будет использоваться специально для сварки титана. Место, отведенное для этого, должно быть защищено от потоков воздуха, влаги, пыли, жира и других загрязнений, которые могут препятствовать качественной сварке. Это место должно быть защищено от воздействия таких процессов, как зачистка, резка и окраска. Кроме того, должна быть под контролем и влажность воздуха.
Кроме того, должна быть под контролем и влажность воздуха.
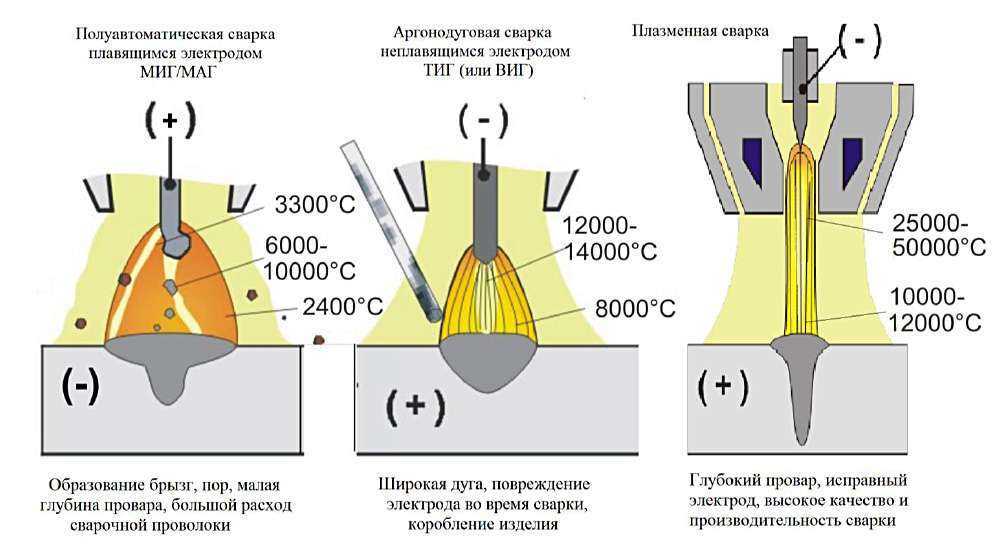
Процессы аргонодуговой TIG и полуавтоматической MIG сварки титана
Титан и его сплавы свариваются несколькими процессами. Наиболее частым видом сварки является аргонодуговая сварка TIG вольфрамовым электродом и полуавтоматическая MIG сварка. Так же можно встретить применение таких процессов как плазменная сварка, электронно-лучевая сварка и сварка трением, но эти процессы используются в ограниченной степени. Описанные в этой статье технологии сварки титана и основные принципы будут касаться в первую очередь TIG и MIG сварки титана.
При правильной технологии сварки титана, получаемые сварные соединения являются коррозионно-стойкими, как и основной металл. Наоборот, неправильно сваренные швы могут стать хрупкими и менее коррозионно-стойкими по сравнению с основным металлом.
Технологии и оборудование, используемые при сварке титана аналогичны тем, которые требуются для других высококачественных материалов, таких как нержавеющая сталь или сплавы на основе никеля. Титан, однако, требует большего внимания к чистоте и использованию вспомогательного инертного газа. Расплавленный металл сварного шва титана должен быть полностью защищен от взаимодействия воздуха. Кроме того, горячая околошовная зона и корень сварочного шва должны быть постоянно защищены также и во время остывания до температуры 427 °C.
Титан, однако, требует большего внимания к чистоте и использованию вспомогательного инертного газа. Расплавленный металл сварного шва титана должен быть полностью защищен от взаимодействия воздуха. Кроме того, горячая околошовная зона и корень сварочного шва должны быть постоянно защищены также и во время остывания до температуры 427 °C.
Процесс TIG может быть использован для стыковых соединений без подачи присадочного материала при толщине листа примерно до 3 мм. Сварка более толстого металла, как правило, требует использования присадочного металла и разделки кромок. Тут уже можно использовать TIG сварку с подачей проволоки илиполуавтоматическую MIG сварку. Полуавтоматическая сварка является наиболее экономичной и производительной при толщинах титана от 10 мм. Если используется процесс TIG, то следует проявлять осторожность, чтобы предотвратить контакт вольфрамового электрода со сварочной ванной. Тем самым предотвращая попадание частиц вольфрама в сварочный шов.
Источники питания
Источник питания постоянного тока DC прямой полярности (DCSP) используется для TIG сварки титана. Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.
Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.
Инертный защитный газ
Защита должна быть постоянной для титановых сварных соединений до их остывания до температуры 427 °C, а также расплавленной сварочной ванны в целях предотвращения взаимодействия с воздухом. Как для TIG сварки, так и для MIG сварки в качестве защитного газа и для обеспечения необходимой защиты применяется аргон или гелий.
Защитный газ необходим:
- Первичная защита расплавленной сварочной ванны
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
- Защита обратной стороны сварочного шва
Первичная защита расплавленной сварочной ванны
Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Сопло должно обеспечивать адекватную защиту для всей расплавленной сварочной ванны. Газовая линза обеспечивает равномерный, не турбулентный поток инертного газа.
Как правило, для первичной защиты используется аргон из-за его лучших характеристик стабильности дуги. Аргонно-гелиевые смеси могут быть использованы при более высоком напряжении и для большего проникновения в металл.
Определение расхода и эффективность сварочного газа для первичной защиты должны быть проверены до начала сварочных работ на отдельной титановой пластине. Незагрязненные, т.е. защищенные сварные швы должны быть яркие и серебристые по внешнему виду.
Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
Вторичная защита наиболее часто происходит посредством специальной насадки на сварочную горелку – так называемого «сапожка». Насадки, как правило, изготавливаются на заказ, чтобы соответствовать определенной сварочной горелке и конкретной операции сварки.
Дизайн насадки должен быть компактным и должен способствовать равномерному распределению инертного газа внутри устройства. Следует учитывать также возможность водяного охлаждения, особенно для больших насадок.
Наличие в насадке медных или бронзовых диффузоров способствуют не турбулентному потоку инертного газа для защиты.
Защита обратной стороны сварочного шва
Основная цель устройства для защиты обратной стороны сварного шва заключается в обеспечении защиты инертным газом корневой части шва и околошовной зоны. Такими устройствами обычно являются медные подкладки. С водяным охлаждением или массивные металлические болванки, также могут быть использованы в качестве радиаторов для охлаждения сварных швов. Эти подкладки имеют канавку, которая расположена непосредственно под сварным швом. Для защиты с обратной стороны, как правило, требуется поток сварочного газа вдвое меньший, чем для первичной защиты.
Важно использование отдельных газовых редукторов для первичной, вторичной и защиты с обратной стороны. Таймеры и электромагнитные клапаны управляют продувкой до и после сварки.
Таймеры и электромагнитные клапаны управляют продувкой до и после сварки.
Очистка поверхности и присадочного металла перед сваркой
Перед сваркой титана, важно, чтобы сварные швы и прутки (проволока) были очищены от окалины, грязи, пыли, жира, масла, влаги и других возможных загрязнений. Включение этих загрязнений в титан может ухудшить свойства и коррозионную стойкость сварочного соединения. Если пруток кажется грязным, протирка его нехлорированным растворителем перед использованием является хорошей практикой. В тяжелых случаях при особых загрязнениях может быть необходима очистка кислотой. Все поверхности сварного соединения и околошовной зоны на расстояние 25 мм должны быть очищены. Растворители особенно эффективны в удалении следов жира и масла. Очистка металла должна проводиться щеткой из нержавеющей стали. Ни при каких обстоятельствах не используйте стальные щетки из-за опасности внедрения в поверхность титана частиц железа и его дальнейшей коррозии.
Технология TIG сварки титана и его сплавов
В дополнение к чистоте свариваемой поверхности и присадочного металла, соответствующих параметров сварки, а также надлежащего инертного защитного газа, требует внимания техника сварки. Неправильная техника может быть источником появления сварных дефектов. Перед началом сварки, должны быть сделана продувка горелки, защитной насадки и подкладки для обратной стороны шва, чтобы убедиться, что весь воздух удален из системы. Для зажигания дуги должно быть использовано высокочастотное зажигание. Царапины, от вольфрамовых электродов являются источником вольфрамовых включений в сварных швах титана. Затухание дуги в конце сварки должно происходить плавным спаданием тока. Защита шва и околошовной зоны должна быть продолжена до охлаждения титана до температуры ниже 427 °C.
Неправильная техника может быть источником появления сварных дефектов. Перед началом сварки, должны быть сделана продувка горелки, защитной насадки и подкладки для обратной стороны шва, чтобы убедиться, что весь воздух удален из системы. Для зажигания дуги должно быть использовано высокочастотное зажигание. Царапины, от вольфрамовых электродов являются источником вольфрамовых включений в сварных швах титана. Затухание дуги в конце сварки должно происходить плавным спаданием тока. Защита шва и околошовной зоны должна быть продолжена до охлаждения титана до температуры ниже 427 °C.
Вторичная и защита корня шва также должны быть продолжены. Сварной шов желтоватого или синего цвета указывает на преждевременное снятие защитного газа. Предварительный нагрев при сварке титана обычно не требуется. Однако если подозревается наличие влаги, из-за низких температур или высокой влажности, нагрев может быть необходимым. Нагрева газовой горелкой сварных поверхностей до 70 °C, как правило, достаточно, чтобы удалить влагу.
Длина дуги для TIG сварки титана без присадочной проволоки должна быть примерно равна диаметру вольфрамового электрода. Если добавляется присадка, то максимальная длина дуги должна быть около 1-1,5 диаметра электрода.
Цвет сварочного шва титана отображает его качество
Очистка между проходами не требуется, если сварной шов остается ярким и серебристый. Швы желтоватого или голубого цвета могут быть удалены проволочной щеткой из нержавеющей проволоки. Некачественные сварные швы, о чем свидетельствует темно-синий, серый или белый порошкообразный цвета, должны быть полностью удалены путем зачистки. Соединение затем должно быть тщательно подготовлено и снова очищено перед сваркой.
Как видно из этой статьи, сварка титана и его сплавов это не такая сложная наука, и используя указанные правила и технологии можно добиться высококачественных швов без особых усилий. Основой технологии сварки титана является подготовка соединения и материала перед сваркой и защита сварочного шва, его обратной стороны и околошовной зоны. В остальном сварка титана очень похожа на сварку других металлов, но только требует разное распределение времени в процессе. В то время как при сварке стали 30% времени уходит на подготовку и 70% на саму сварку, при сварке титана как раз наоборот: 70% на подготовку и 30% на сварку.
В остальном сварка титана очень похожа на сварку других металлов, но только требует разное распределение времени в процессе. В то время как при сварке стали 30% времени уходит на подготовку и 70% на саму сварку, при сварке титана как раз наоборот: 70% на подготовку и 30% на сварку.
Сварка титана и его сплавов – технология и особенности
Многие производители совершают операции, при которых необходимо сваривать титановые изделия. Для этого материала не требуется использование особенных технологий или процессов. Однако он имеет ряд отличий от стали:
- небольшие показатели плотности;
- низкую упругость;
- большую температуру плавления;
- маленькие свойства пластичности.
Сварка титановых изделий похожа на обработку нержавеющей стали и никелевых сплавов, поскольку во всех случаях необходимо применять методы, которые позволяют компенсировать недостатки.
Основные требования для обеспечения нормальной работы
Особенность титана заключается в том, что он обладает способностью образовывать соединения с хорошими характеристиками. Свойства поверхности дают возможность уменьшить сопротивление усталости и зоны термического влияния. Специалисту необходимо постоянно защищать ее, как и обратную сторону соединения.
Свойства поверхности дают возможность уменьшить сопротивление усталости и зоны термического влияния. Специалисту необходимо постоянно защищать ее, как и обратную сторону соединения.
К рабочему месту предъявляются высокие требования, поэтому в цехах для него отводят отдельную зону, где нет воздушных потоков, исключено проникновение частиц загрязнений и влаги.
Сварочные технологии
Процесс сваривания деталей из титана и титановых сплавов осуществляется несколькими способами. Чаще всего выбирают аргонодуговую TIG сварку с применением вольфрамовых электродов, а также полуавтоматическую MIG сварку. Реже используется плазменная, электронно-лучевая или сварка трением. При грамотном подборе технологии швы получаются устойчивыми к коррозии и качественными. В противном случае они будут хрупкими.
Методика TIG выбирается, когда необходимо создать стыковые соединения и отказаться от подачи присадочного материала. Это актуально, если толщина листов составляет до 3 миллиметров.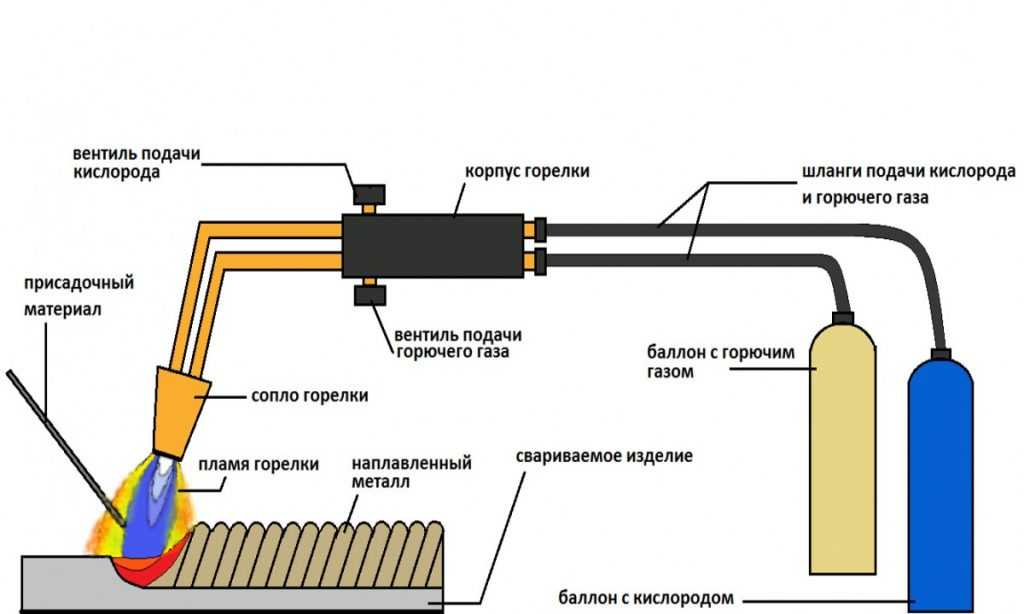 Для толстых изделий потребуется присадочный материал и операции по разделке кромок. В таком случае полуавтоматическая MIG сварка станет более экономичной и эффективной, особенно когда толщина насчитывает свыше 10 миллиметров.
Для толстых изделий потребуется присадочный материал и операции по разделке кромок. В таком случае полуавтоматическая MIG сварка станет более экономичной и эффективной, особенно когда толщина насчитывает свыше 10 миллиметров.
Для аргонодуговой технологии в качестве источника постоянного тока прямой полярности подходит DCSP. Полуавтоматическая методика предполагает применение источника тока обратной полярности DCRP.
Защитные газовые среды
В процессе работы необходимо создать защиту инертным газом, чтобы получить хорошие сварные швы у титановых изделий. Для обеих технологий применяются гелий или аргон, которые выполняют ряд важных задач:
- обеспечивают первичную защиту расплавленной сварочной ванны;
- помогают создать вторичную защиту охлаждающегося расплавленного металла и зоны возле шва;
- позволяют защитить обратную сторону соединения.
Перед началом работы нужно в обязательном порядке очистить саму поверхность и присадочный материал от загрязнений, окалин, жирных следов, пыли, влаги и масла.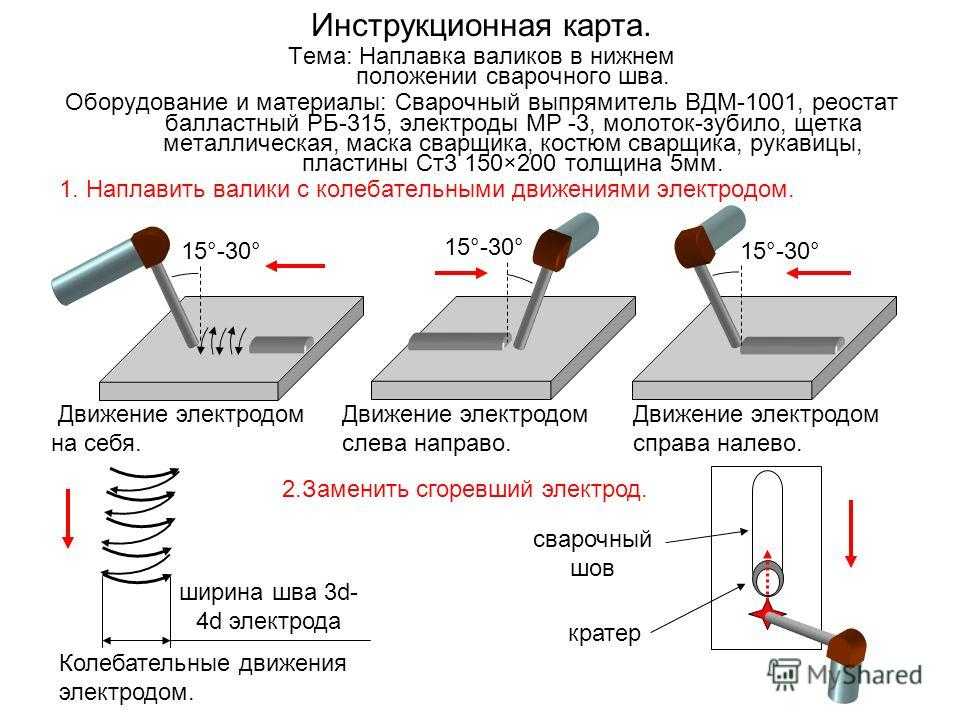 Для этого подойдет растворитель без содержания хлора. В результате удастся сохранить свойства материала и увеличить устойчивость шва к коррозии.
Для этого подойдет растворитель без содержания хлора. В результате удастся сохранить свойства материала и увеличить устойчивость шва к коррозии.
Как сваривать титан: процесс и методы
Титан считается экзотическим металлом из-за его малого веса, хорошей прочности и коррозионной стойкости. Однако в прошлом считалось, что правильная сварка титана возможна только в герметичных камерах.
Это химически активный металл, который может загрязняться атмосферными газами. Но сварка титана на самом деле не так сложна, как думают многие сварщики. Вам просто нужно соблюдать правильную газовую защиту во время сварки, в остальном очень похоже на сварку других типов металлов.
Сварка титана Титан и его сплавы чаще всего свариваются с помощью газовой вольфрамовой дуги (GTA или TIG) и газовой дуговой сварки (GMA или MIG). Сопротивление, плазменно-дуговая, электронно-лучевая сварка и сварка трением также в ограниченной степени используются для титана. Все эти процессы предлагают преимущества для конкретных ситуаций.
Все эти процессы предлагают преимущества для конкретных ситуаций.
Титан и большинство титановых сплавов легко свариваются с использованием нескольких способов сварки. Правильно выполненные сварные швы в состоянии после сварки пластичны и в большинстве сред обладают такой же коррозионной стойкостью, как и основной металл. С другой стороны, неправильные сварные швы могут стать хрупкими и менее устойчивыми к коррозии по сравнению с основным металлом.
Методы и оборудование, используемые для сварки титана, аналогичны тем, которые требуются для других материалов с высокими эксплуатационными характеристиками, таких как нержавеющая сталь или сплавы на основе никеля. Однако титан требует большего внимания к чистоте и использованию вспомогательной защиты от инертного газа, чем эти материалы.
Расплавленный титановый металл шва должен быть полностью защищен от загрязнения воздухом. Кроме того, горячие зоны термического влияния и корневая сторона титановых сварных швов должны быть защищены до тех пор, пока температура не упадет ниже 800°F (427°C).
Титан легко вступает в реакцию с воздухом, влагой, жиром, грязью, огнеупорами и большинством других металлов с образованием хрупких соединений. Реакция титана с газами и флюсами делает непригодными обычные процессы сварки, такие как газовая сварка, дуговая сварка в защитном металле, дуговая сварка с флюсовой сердцевиной и дуговая сварка под флюсом.
Аналогично, сварка титана с большинством разнородных металлов невозможна, потому что титан образует хрупкие соединения с большинством других металлов; однако титан можно сваривать с цирконием, танталом и ниобием.
Несмотря на меры предосторожности, которые необходимо соблюдать, многие производители регулярно и экономично сваривают титан, получая прочные, пластичные сварные швы со скоростью, сравнимой со многими другими высокопроизводительными материалами.
Одним из важных преимуществ сварки технически чистых сортов титана является то, что они состоят из более чем 99% чистого титана и не вызывают сегрегации. То же самое относится к сварочной проволоке или катанке технически чистых сортов.
Большая часть сварки титана сегодня выполняется в цехах открытого производства, хотя камерная сварка все еще практикуется в ограниченном количестве. Полевая сварка является обычным явлением. Везде, где выполняется сварка, необходима чистая среда для сварки титана.
Отдельный участок, специально выделенный для сварки титана, помогает выполнять качественные сварные швы. Эта область должна содержаться в чистоте и должна быть изолирована от производящих грязь операций, таких как шлифовка, резка газовой горелкой и покраска. Кроме того, в зоне сварки не должно быть сквозняков, а влажность должна контролироваться.
Подготовка сварного шваОдним из наиболее важных факторов в определении качества сварного шва титана является правильная подготовка сварного шва.
- Очистите поверхность титана, чтобы удалить любые загрязнения и масло, жир или грязь. Лучше всего использовать химикаты, специально предназначенные для титана.
 Помните, что чем чище титан, тем прочнее будет сварной шов.
Помните, что чем чище титан, тем прочнее будет сварной шов. - Для удаления загрязнений можно использовать пароочиститель или разбавленный раствор гидроксида натрия.
- Используйте небольшой фен, чтобы убедиться, что на поверхности не осталось влаги. Однако убедитесь, что вы не используете его на легковоспламеняющихся растворителях.
- Убедитесь, что все сварочные детали чистые и сухие.
- Никогда не используйте чистящие средства на основе хлора для очистки титана.
- Даже ваши руки могут быть источником заражения. Но имейте в виду, что резиновые перчатки могут содержать хлор, поэтому вместо этого выбирайте пластиковые или хлопчатобумажные перчатки.
- Прежде чем зажечь дугу, убедитесь, что растворители, которые вы использовали для очистки поверхности, полностью испарились, так как они обычно имеют низкую температуру воспламенения.
Поскольку титан легко вступает в реакцию с воздухом, маслом, грязью, влагой и другими металлами с образованием хрупких соединений, использование правильного защитного газа имеет важное значение, если вы хотите, чтобы в конечном итоге вы с прочным сварным швом. Обычно большинство сварщиков используют для процесса аргон чистотой 99,999%. Только действительно чистые аргон и гелий обеспечивают оптимальную защиту от атмосферы.
Обычно большинство сварщиков используют для процесса аргон чистотой 99,999%. Только действительно чистые аргон и гелий обеспечивают оптимальную защиту от атмосферы.
Когда вы покупаете защитный газ для своего сварочного проекта, убедитесь, что вы получаете этот газ только от надежных поставщиков. Даже если аргон немного менее чистый, чем требуется, это может привести к обесцвечиванию. В итоге вы получите сварной шов с желтоватым оттенком, чего вы не хотите. Грязный газ или неполное покрытие также могут вызвать синеватый оттенок и пятнистость.
При работе с титаном необходимо убедиться, что не только передняя, но и задняя часть защищены от атмосферы. Любая область, подвергшаяся тепловому воздействию, будет иметь неблагоприятную реакцию, если она вступит в контакт с кислородом.
Для мелких деталей можно использовать закрытые отсеки из перчаточных ящиков, заполненных защитным газом. Вы даже можете использовать специально изготовленные полиэтиленовые камеры продувочного газа в сочетании с монитором продувки. С их помощью вы можете убедиться, что в камере достаточно аргона для обеспечения оптимальной защиты.
С их помощью вы можете убедиться, что в камере достаточно аргона для обеспечения оптимальной защиты.
Если вы хотите получить идеальный уровень защиты во время сварки, вам необходимо выполнить три шага:
- Первичная защита — обычно встроена в сварочную горелку и обеспечивает первичную защиту необходимо для защиты расплавленной сварочной ванны. Вы можете использовать стандартную горелку с водяным охлаждением, оснащенную керамической чашкой и газовыми линзами. Мы предлагаем вам выбрать фонарь с более широкой чашкой для лучшего освещения.
- Вторичный экран — Висячие щиты обеспечивают вторичную защиту. Они прикреплены к концу большинства сварочных горелок и гарантируют, что все зоны, подверженные тепловому воздействию, защищены от загрязнения.
- Резервное экранирование – Эти устройства похожи на висячие экраны и выполняют практически ту же функцию. Это либо портативные устройства, либо приклеенные скотчем.
 Они редко поставляются предварительно установленными в сварочной горелке.
Они редко поставляются предварительно установленными в сварочной горелке.
При выборе присадочного металла для сварки титана и его сплавов мы предлагаем вам выбрать присадочную проволоку, которая в первую очередь обладает теми же свойствами, что и основной материал. Вы также можете выбрать проволоку, класс прочности которой на один класс ниже основного металла. В некоторых ситуациях сварщик может даже использовать присадочную проволоку другой категории.
Выбор присадочной проволоки будет зависеть от свойств и комбинации соединения. Для повышения пластичности суставов:
- При сварке нелегированного титана повышенной прочности используйте присадочный металл с более низким пределом текучести основы.
- При сварке титана классов Ti-5A1-2,5Sn и Ti-6A1-4V можно использовать нелегированный присадочный материал.
- Другим вариантом является присадочный металл с более низким процентным содержанием кислорода, азота, водорода, углерода и других легирующих элементов, чем в основном металле.

При сварке титана и титановых сплавов можно использовать любую из следующих процедур сварки:
- Электронно-лучевая сварка (EBW)
- Дуговая сварка вольфрамовым электродом (GTAW) или (TIG) сварка вольфрамовым электродом в среде инертного газа
- Сварка сопротивлением (RW)
- Лазерная сварка (LBW)
- Плазменная дуговая сварка ( PAW)
- Дуговая сварка в среде защитного газа (GMAW) или (MIG) Металл в среде инертного газа
- Сварка трением (FRW)
1.
Электронно-лучевая сварка Это процесс плавления, в котором используются высокоскоростные электроны. балка для соединения двух металлов вместе. Когда луч соприкасается с металлическими деталями, он сильно нагревается. Две пластины плавятся и сплавляются, образуя прочное соединение. В аэрокосмической и авиационной промышленности используется электронно-лучевая сварка из-за долговечности получаемых соединений.
Вы можете использовать процедуру электронно-лучевой сварки для листов толщиной от 6 мм до 76 мм и более. Этот процесс позволяет получать высококачественные сварные швы с низким уровнем загрязнения, поскольку процесс происходит в атмосфере высокого вакуума.
2.
Вольфрам в инертном газе/GTAWВ процессах сварки TIG или GTA используется неплавящийся вольфрамовый электрод, который передает ток сварочной дуге. Защитный газ используется для защиты сварочной ванны от внешних загрязнений, которые могут привести к получению слабых и некачественных сварных швов. В процессе вам понадобится присадочный металл или проволока для сварного соединения.
Это широко используемый процесс сварки титана и его сплавов. Вы можете использовать TIG без присадочного материала для квадратных стыковых пазов на основных металлах толщиной до 2,5 мм. Для более толстых листов необходимо использовать присадочный металл, чтобы гарантировать долговечность сварного соединения.
3.
Сварка сопротивлением (RW)Сварка сопротивлением – это термоэлектрическая процедура. Он соединяет два куска металла вместе, пропуская контролируемый ток через пластины в течение контролируемого периода времени. Во время процедуры также обычно используется значительное давление. В этом методе тепло строго ограничено областью, которую необходимо соединить.
Сварку сопротивлением можно использовать для соединения титана и его сплавов для точечной или сплошной сварки. Это особенно полезно, когда речь идет о сварке титана с другими металлами, такими как пластины из углеродистой или нержавеющей стали.
4.
Лазерная сварка (LBW) Это еще один процесс сварки плавлением, при котором два куска металла соединяются вместе с помощью лазера. Он нагревает место пересечения двух пластин, которые плавятся и сливаются, образуя стык. Когда расплавленная сварочная ванна остывает и затвердевает, получается прочный и долговечный шов.
В настоящее время сварщики все чаще предпочитают лазерную сварку титана, поскольку она устраняет необходимость в вакуумной камере. Тем не менее, использование защитного газа по-прежнему является обязательным, поскольку сохраняется риск загрязнения.
Несмотря на то, что лазерный луч и электронный луч являются методами сварки плавлением, область применения первого более ограничена. Вы не можете эффективно использовать процесс на титановых пластинах толщиной более 13 мм.
5.
Плазменно-дуговая сварка (PAW)Плазменно-дуговая сварка похожа на TIG, поскольку в ней также используется дуга между вольфрамовым электродом и заготовкой. Он подходит для использования практически со всеми классами титана и хорошо работает даже с более толстыми листами металла. Технику замочной скважины можно использовать и на однопроходной пластине толщиной до 13 мм.
6.
Металл в среде инертного газа (MIG)/ Дуговая сварка металлическим газом (GMAW) При сварке MIG используется сплошная металлическая проволока, которая непрерывно нагревается и подается через сварочный пистолет. Процесс требует использования защитного газа для защиты сварочной ванны от загрязнения. Многие сварщики предпочитают GMAW из-за высоких показателей наплавки металла и производительности.
Процесс требует использования защитного газа для защиты сварочной ванны от загрязнения. Многие сварщики предпочитают GMAW из-за высоких показателей наплавки металла и производительности.
Этот процесс можно также использовать для титановых сварных швов на листах толщиной более трех 3 мм. С помощью метода импульсного тока можно производить качественные сварные швы. Этот метод оказывается менее дорогостоящим, чем другие, особенно при использовании на титановых пластинах толщиной более 13 мм.
7. Сварка трением (FRW) Как следует из названия, в этом методе используется трение для соединения двух металлических частей. Это процесс сварки в твердом состоянии, при котором полученное соединение такое же прочное, как и основание. Он широко используется в различных отраслях промышленности и полезен для соединения труб, труб или стержней. Он особенно хорошо работает в ситуациях, когда можно добиться чистоты шва без использования дополнительных защитных мер. Для получения дополнительной информации нажмите Что такое сварка трением?
Для получения дополнительной информации нажмите Что такое сварка трением?
Сварка титана Видео
Электронно-лучевая сварка титана | ЭБ Индастриз
EB Industries занимается сваркой титана более 50 лет, и это является специализацией компании. В то время как титан трудно сваривается, электронно-лучевая сварка — превосходная технология для использования с титаном — как описал ее один из наших технических специалистов, «титан сваривается как масло с электронным лучом».
Проблемы сварки титана
Титан сочетает в себе отличную коррозионную стойкость с самым высоким отношением прочности к весу среди всех металлов, сочетание свойств, которое делает его отличным выбором для сложных применений в сложных условиях, поэтому титан часто используется в аэрокосмической и медицинской сферах. . Титан оптимален для медицинских целей, таких как искусственные суставы или имплантированные устройства. Он легкий, невероятно прочный, и соединения в человеческом теле просто не связываются с ним и не реагируют с ним.
. Титан оптимален для медицинских целей, таких как искусственные суставы или имплантированные устройства. Он легкий, невероятно прочный, и соединения в человеческом теле просто не связываются с ним и не реагируют с ним.
Поскольку титан в основном не реагирует с большинством материалов, он не легко сплавляется с другими металлами — практически невозможно приварить титан к любому другому металлу. Однако титан очень активно реагирует с кислородом, что очень затрудняет сварку, если условия жестко не контролируются.
При контакте с кислородом титан быстро образует микроскопический слой оксидов, и эти оксиды тормозят реакции с другими химическими веществами. Когда титан нагревается до точки плавления (3034°F / 1668°C), оксиды образуются еще быстрее. При сварке, требующей расплавления свариваемых материалов, быстро образуются оксиды, растворяются и загрязняют сварочную ванну, в результате чего получается слабый, некачественный шов. По этой причине титан трудно, если вообще возможно, сваривать на открытом воздухе, что требует либо использования защитного газа, либо сварки в вакууме.
Лазерная сварка против электронно-лучевой
Не знаете, какой процесс лучше всего соответствует вашим требованиям с точки зрения качества и экономической эффективности? Мы составили подробное руководство, полное информации, необходимой для принятия разумного решения. Загрузите его сейчас. См. этоЭлектронно-лучевая сварка титана
Электронно-лучевая сварка является естественным выбором для использования с материалами, восприимчивыми к окислению, такими как титан, поскольку процесс сварки ЭЛ должен происходить в вакууме. Электронный пучок может обеспечить проникновение сварного шва до 1,5 дюйма (40 мм) в титане, что является гораздо более глубоким сварным швом, чем может обеспечить любой другой процесс. Электронно-лучевая сварка требует компьютерного управления как электронным лучом, так и сварочной средой и расположением свариваемых деталей, что обеспечивает высокую надежность и простую воспроизводимость. Детали из титана обычно можно сваривать без дополнительной обработки, если они должным образом очищены, а процесс электронно-лучевой сварки может быть очень экономичным благодаря автоматизации.
Очистка и обеззараживание перед сваркой
Перед сваркой титана места соединения должны быть тщательно очищены от всех оксидов и любых углеводородных загрязнений, чтобы гарантировать высокое качество сварных швов. Этого можно добиться механическим путем, используя шлифовку, напильник, соскабливание или, чаще всего, проволочные щетки из нержавеющей стали для удаления оксидов. Существуют также химические методы очистки, погружения в щелочные растворы и в воду, которые могут быть эффективными. Выбранный метод очистки во многом определяется конфигурацией детали и положением сварного шва. Углеводородный остаток на титане удаляют ацетоном или растворителем на спиртовой основе. Хлорсодержащие растворители могут образовывать токсичные газы при нагревании, поэтому их нельзя использовать в зоне сварки и рядом с ней.
Желательно, чтобы свежеочищенные детали из титана приваривались немедленно. Если это невозможно, очищенные детали следует хранить в герметичных пластиковых пакетах, заполненных нейтральным газом, таким как аргон или азот.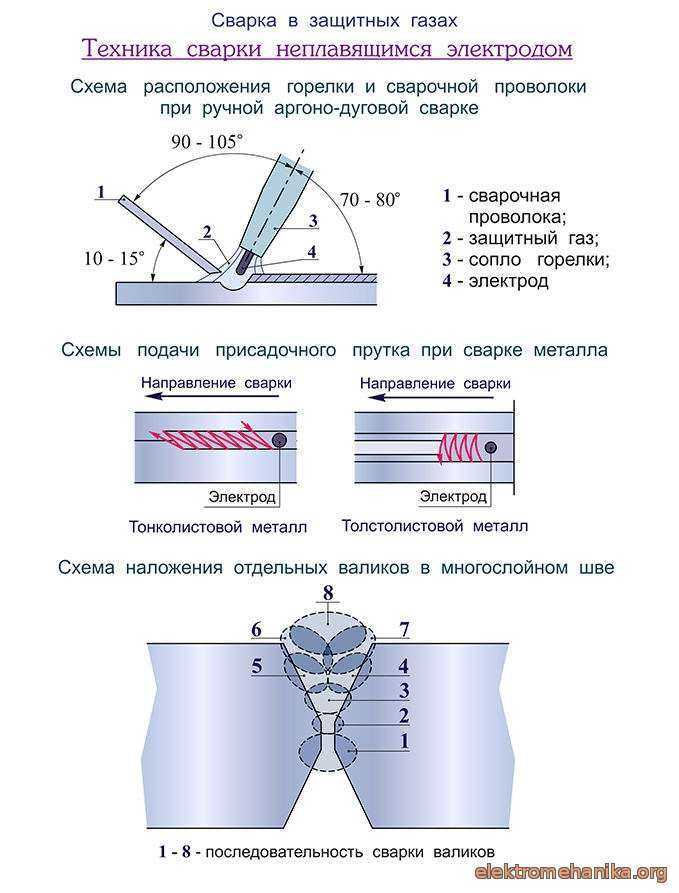
Подготовка швов
Титан является относительно твердым металлом, и при его изготовлении не требуется особых мер предосторожности при механической обработке. Тем не менее, следует придерживаться некоторых рекомендаций, основанных на здравом смысле:
- Не используйте для очистки деталей ветошь, которая может быть загрязнена остатками масла. Используйте чистую ткань, например, марлю или бумажные полотенца, при очистке титановых поверхностей растворителями. Работать с прецизионными деталями следует в неопудренных латексных перчатках, а очищать их следует с помощью хлопчатобумажных салфеток без звеньев и деликатных салфеток с соответствующим растворителем.
- Если необходимо сдуть мусор с детали, используйте баллонный газ, например азот или аргон. Сжатый цеховой воздух содержит влагу и остатки масла, которые могут загрязнить зону сварки.
- Сначала очистите детали и соединения с помощью растворителей, затем проволочной щеткой из нержавеющей стали.
 Очистка проволочной щеткой перед очисткой растворителем обычно приводит к проникновению углеводородов и других загрязнений в деталь, что делает растворители гораздо менее эффективными.
Очистка проволочной щеткой перед очисткой растворителем обычно приводит к проникновению углеводородов и других загрязнений в деталь, что делает растворители гораздо менее эффективными. - Всегда используйте новые или недавно очищенные щетки из нержавеющей стали для очистки мест соединения. Старые грязные щетки могут содержать масла и другие загрязнения. Щетки, используемые для очистки титана, нельзя использовать с другими материалами, так как на щетинках щетки могут остаться металлические чешуйки.
- Как правило, поверхности, подвергшиеся химическому травлению, пассивации или прецизионной очистке, не следует обрабатывать проволочной щеткой.
- Часто очищайте все проволочные щетки и скребковые/напильниковые/режущие инструменты.
Крепление
Электронно-лучевая сварка требует достаточно точного соединения, чтобы сохранить допустимый зазор и несоответствие. Это связано с тем, что электронно-лучевая сварка представляет собой процесс сварки плавлением, и присадочный материал обычно не используется.