Сварка точечная конденсаторная своими руками: Как сделать точечную сварку из конденсаторов
alexxlab | 26.01.2023 | 0 | Разное
Как выполняется конденсаторная сварка своими руками?
Часто возникает необходимость в точечной сварке, когда не надо соединять трубы или профили, а просто требуется присоединить небольшую, но важную деталь. Осуществить это поможет конденсаторная сварка своими руками.
Электрическая схема точечной микросварки.
Контактная сварка – это достаточно востребованный вид соединения металлов, особенно цветных. Многие стремятся к тому, чтобы иметь возможность ее осуществить в домашних условиях. Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Читайте также:
Как провести проверки нивелира.
Обзор современных теодолитов.
Об устройстве теодолита читайте тут.
Разновидности конденсаторной сварки
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Конденсаторная сварка представляет собой разновидность сварки, при которой расплавление металла происходит за счет запасенной электрической энергии в конденсаторах.
Контактная сварка подразумевает, что конденсатор разряжается на предварительно прижатые друг к другу две металлические заготовки. В месте контакта возникает дуга, которая расплавляет и соединяет заготовки на небольшом участке их контакта. Сварочный ток в зоне дуги достигает 15 кА при времени воздействия до 3 мс. При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
При точечной сварке разряд подается на два медных электрода, которые в точках касаются поверхности металлов с двух сторон. Дуга образуется между электродами в течение 0,01-0,1 с в зависимости от регулировки. Сила сварочного тока может достичь 10 кА. Сварка металлов происходит практически в точке.
Схема конденсаторной сварки.
По виду формируемого разряда конденсаторная сварка подразделяется на бестрансформаторную и трансформаторную сварку. При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
Трансформаторный вид конденсаторной сварки заключается в том, что разряд с конденсатора производится на обмотку трансформатора, а с его вторичной обмотки поступает в зону сварки. Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Вернуться к оглавлению
Принцип точечной сварки
Конструкция трансформаторов для точечной сварки.
Наиболее распространенным типом конденсаторной сварки в бытовых условиях является точечная сварка трансформаторного вида. Основной принцип точечной сварки заключается в том, что свариваемые заготовки, совмещенные в необходимом положении, зажимаются между двумя электродами, на которые подается кратковременный сварочный ток большой величины. Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Действие сварочного импульса обеспечивается в течение 0,01-0,1 с, что обеспечивает образование общего для обоих свариваемых металлов ядра расплава. После снятия импульса тока на заготовки продолжает действовать сдавливающая нагрузка, что обеспечивает образование общего сварного шва. Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
Сварочный ток (импульс) подается на электроды с вторичной обмотки, где обеспечивается большой ток при малом напряжении. На первичную обмотку подается импульс, возникающий при разряде конденсатора (или блока конденсаторов). В самом конденсаторе заряд накапливается в период между подачей импульсов на электроды, т.е. зарядка конденсатора осуществляется за время, пока электроды перемещаются в другую точку для сварки.
Область применения такой сварки обширна по виду материала.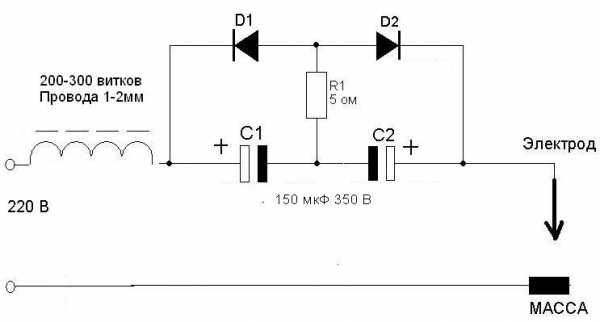 Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия. По толщине свариваемых листов есть существенное ограничение – до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия. По толщине свариваемых листов есть существенное ограничение – до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
Вернуться к оглавлению
Требования к конденсаторной сварке
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Для того чтобы конденсаторная точечная сварка своими руками была произведена качественно, необходимо выполнить некоторые условия. Должна быть обеспечена подача кратковременного импульса в течение до 0,1 с и последующее накопление энергии от сети для нового импульса за очень короткое время.
Давление электродами на свариваемые детали в момент подачи сварочного импульса должно обеспечивать надежный контакт между ними. Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
В качестве электродов для точечной сварки наиболее распространены медные электроды. Диаметр точки в месте контакта должен превышать толщину самой тонкой свариваемой заготовки в 2-3 раза.
Поверхность свариваемых заготовок перед сваркой должна быть тщательно очищена, чтобы окисные пленки и ржавчина не создали большое сопротивление для тока.
Конденсаторная точечная сварка своими руками может быть произведена только при условии сборки устройства, имеющего как минимум два блока: источник сварочного импульса и сварочный блок. Кроме того, необходимо предусмотреть возможность регулирования режимом сварки и защиту.
Вернуться к оглавлению
Простая конструкция для точечной сварки
Сварочные горелки для точечной сварки.
При сваривании тонких листов (до 0,5 мм) или при варке тонких элементов к любым деталям можно использовать упрощенную конструкцию сварочного аппарата.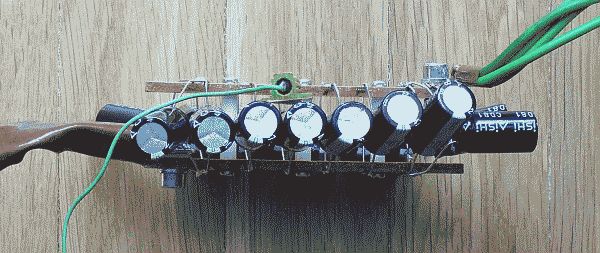
При изготовлении простого источника сварного тока (импульса) можно использовать следующую схему. Первичная обмотка трансформатора, питающего сварочный блок, подключена к электросети, причем одним концом через одну из диагоналей выпрямительного диодного моста. На другую диагональ этого моста подается сигнал с тиристора, управление которого производится при помощи пусковой кнопки.
Положение электрода при сварке.
Сварочный импульс накапливается в конденсаторе, который располагается в цепи тиристора и подключен к диагонали моста с выходом на первичную обмотку трансформатора.
Работает источник в следующем порядке. Пока сварочный трансформатор отключен, идет зарядка конденсатора от вспомогательной сети. При нажатии пусковой кнопки (включении сварочного трансформатора) конденсатор отключается от вспомогательной сети и разряжается на первичную обмотку трансформатора через резистор. Разрядка конденсатора протекает через управляющий тиристор. Время длительности разряда изменяется с помощью регулирующего резистора. При выключении кнопки цепь разряда разрывается, а вспомогательная цепь включается, начинается цикл зарядки конденсатора.
Источником импульса является конденсатор емкостью 1000 мкФ или 2000 мкФ на напряжение до 25 В. Важным элементом схемы является трансформатор. Он может быть изготовлен на базе сердечника Ш 40 толщиной 70 мм. Первичная обмотка выполняется из провода ПЭВ-2 диаметром 0,8 мм. Количество витков – 300. Вторичная обмотка имеет 10 витков и выполняется из медной шины сечением 20 мм².
Вернуться к оглавлению
Аппарат с повышенной мощностью
Схема шовной сварки.
Для повышения мощности источника сварочного тока следует рекомендовать изменение конструкции, позволяющее сваривать листы толщиной до 1 мм или провод до 5 мм. Управление сигналом производится с помощью бесконтактного пускателя МТТ4К на ток 80 А и обратное напряжение до 800 В. В управляющий модуль включены два параллельно соединенные тиристора, два диода и резистор. Время срабатывания регулируется с помощью реле времени, включенном в цепь входного трансформатора.
Накопление энергии происходит в электролитических конденсаторах, собранных в батарею путем параллельного соединения. Конденсаторы, обычно в количестве 6 штук, выбираются следующего номинала: два конденсатора емкостью 47 мкФ, два – емкостью 100 мкФ, два – емкостью 470 мкФ, на рабочее напряжение не менее 50 В.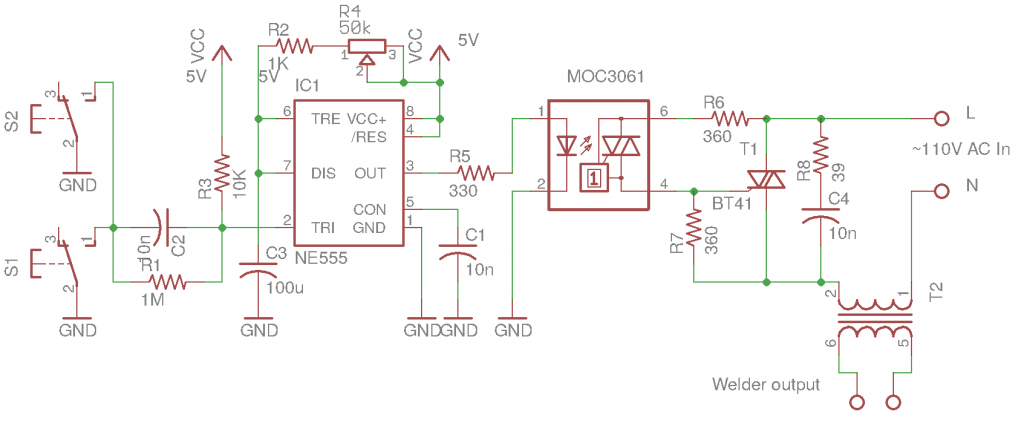 В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.
В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.
Схема рельефной сварки.
Первичная обмотка сварочного трансформатора изготавливается из провода диаметром 1,5 мм, а вторичная из медной шины или провода сечением не менее 60 кв.мм. Количество витков во вторичной обмотке – 4-7. При этом обеспечивается ток в зоне сварки до 1500 А.
Работает аппарат следующим образом. При нажатии пусковой кнопки срабатывает реле, которое через управляющие контакты тиристоров включает сварочный трансформатор. После разрядки конденсаторов реле отключается. Точное регулирование длительности импульса осуществляется переменным резистором.
В связи с увеличением мощности, сварочный блок следует сделать более надежным. В нем используются два медных электрода. Достаточно часто в качестве электродов используются сварочные клещи, в которых обеспечивается давление до 20 кг/см². Диаметр контактных площадок подбирается самым минимальным.
Вернуться к оглавлению
Конструкции контактного блока
Сварочный блок представляет собой контактный блок, т. е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
Вернуться к оглавлению
Проведение конденсаторной точечной сварки
Весь процесс конденсаторной точечной сварки своими руками можно разделить на несколько этапов.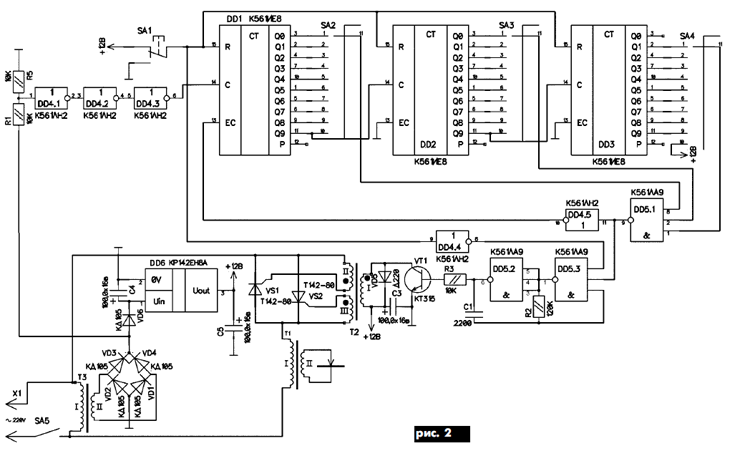 Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Промежуток между точками сварки зависит от толщины заготовки и обычно колеблется в интервале 15-60 мм.
Процесс сварки повторяется.
Чтобы произвести точечную сварку своими руками потребуется следующий дополнительный инструмент:
- тиски;
- ножовка;
- болгарка;
- круг наждачный;
- напильник;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- шкурка наждачная;
- нож;
- тестер;
- молоток;
- зубило;
- штангенциркуль.
 youtube.com/embed/tISthYl3-QU”>
youtube.com/embed/tISthYl3-QU”> Конденсаторная сварка своими руками поможет соединить нетолстые листы из любого металла или приварить небольшие делали к любой металлической конструкции. Такая точечная сварка достаточно проста и доступна.
Что такое конденсаторная сварка и как сделать ее своими руками?
Екатерина
Существует множество видов сварки, каждый из которых отличается своими достоинствами и недостатками. Некоторые из них предназначены только для работы на дому, а некоторые станут универсальным помощником для любого сварщика.
Об одном из таких помощников мы и поговорим в этой статье. Мы расскажем вам, что такое конденсаторная сварка, какие есть достоинства у этого метода сварки и как смастерить аппарат для конденсаторной сварки в домашних условиях.
Содержание статьи
- Общая информация
- Разновидности
- Точечная конденсаторная сварка
- Роликовая конденсаторная сварка
- Стыковая конденсаторная сварка
- Конденсаторная сварка своими руками
- Вместо заключения
Общая информация
Технология конденсаторной сварки была разработана еще в начале 20 века. За это время она не претерпела существенных изменений, а потому зарекомендовала себя как надежная и простая технология соединения металлов. При этом конденсаторная сварка получила большое распространение, чего поспособствовали ее достоинства.
За это время она не претерпела существенных изменений, а потому зарекомендовала себя как надежная и простая технология соединения металлов. При этом конденсаторная сварка получила большое распространение, чего поспособствовали ее достоинства.
У сварочного аппарата для конденсаторной сварки очень простая конструкция, такой агрегат даже можно собрать самому. Также на электрическую цепь оказываются небольшие нагрузки, а производительно высокая. Последнее достоинство особенно важно при выпуске крупносерийных изделий из металла.
Но и это еще не все достоинства. При конденсаторной сварке используются кратковременные тепловые импульсы, их достаточно для формирования соединения, но недостаточно для перегрева металла. Благодаря такой особенности появляется возможность сварки тонких небольших деталей, которые легко деформируются под действием высоких температур.
К тому же, сварщику не нужно иметь какую-то особую квалификацию, чтобы заниматься таким видом работ. Не нужно знать множество нюансов и вдаваться в подробности. Вот почему такая сварка стала популярна у домашних мастеров.
Вот почему такая сварка стала популярна у домашних мастеров.
Суть конденсаторной сварки схожа с контактной сваркой. Только в контактной сварке ток подается непрерывно, а в конденсаторной — импульсно, подача тока кратковременная, но очень мощная. Чтобы получить ток большой мощности при конструировании сварочного аппарата используют ёмкие конденсаторы.
Читайте также: Как смастерить контактную сварку своими руками
С помощью технологии конденсаторной сварки можно быстро и качественно соединить разные типы сталей и цветные металлы. Перед проведением работ учитывается толщина и тип металла, а также его характерные особенности.
К примеру, если металл, с которым вы будете работать, склонен к деформациям и накоплению напряжения, то вам придется подкорректировать длину сварочного импульса. Это лишь одна из особенностей конденсаторной сварки. Если вам предстоят ответственные работы, то лучше ознакомьтесь с ГОСТами и прочими нормативными документами. Там все подробно расписано.
Там все подробно расписано.
Разновидности
Существует три типа конденсаторной сварки, каждый из которых позволяет выполнить определенные задачи. Давайте рассмотрим из поподробнее.
Точечная конденсаторная сварка
Здесь все так же, как и при обычной точечной контактной сварке. Здесь генерируется короткий импульс тока, который мгновенно плавит металл и соединяет детали. Такая технология самая распространенная, она используется во многих отраслях. К тому же, она одна из самых универсальных, вы сможете сварить даже детали разной толщины.
Роликовая конденсаторная сварка
Здесь принцип тот же, но получаемые «точки» находятся не на расстоянии, а частично друг друга перекрывают. Такое соединение полностью герметично, не пропускает влагу и пыль. Данная технология получила широкое применение при производстве вакуумных и мембранных изделий.
Стыковая конденсаторная сварка
Такой тип сварки существенно отличается от предыдущих. Здесь разряд тока плавит не поверхность металла, а его торцы, которые затем стыкуются и при остывании образуют прочное соединение. Это самый сложный метод.
Это самый сложный метод.
Конденсаторная сварка своими руками
Сейчас в магазинах можно найти большой ассортимент аппаратов для конденсаторной сварки на любой вкус и кошелек. Для новичков изготавливают бюджетные компактные модели, а мастерам своего дела предлагают профессиональное высокопроизводительное оборудование. Но что делать, если даже бюджетные модели вам не по карману или же вы просто хотите испробовать данный метод в своей практике без особых трат?
Вы можете сами собрать конденсаторный аппарат. Его конструкция и принцип работы крайне просты, так что вам будет достаточно минимальных знаний электротехники и простых инструментов. Далее вы прочтете подробное описание принципа работы, а пока можете ознакомиться со схемой ниже. Это схема конденсаторной сварки ударного типа от Aka Kasyan.
Итак, принцип работы. Сначала сварочный ток подают на первичную обмотку трансформаторной катушки, также ток нужно подать на диодный мост. Затем на мост подается сигнал от тиристора.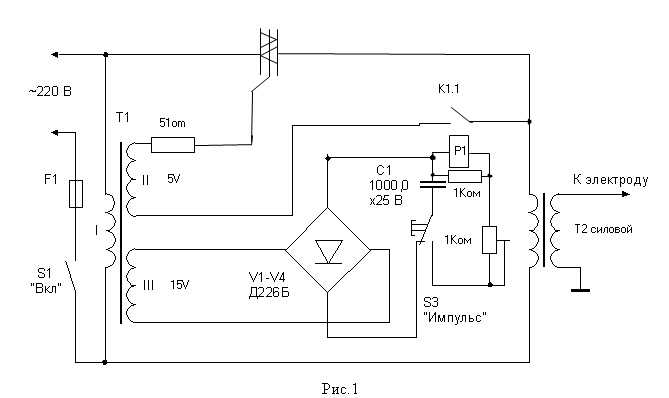 Предварительно тиристор должен быть подключен к кнопке, отвечающей за подачу импульса.
Предварительно тиристор должен быть подключен к кнопке, отвечающей за подачу импульса.
Далее, чтобы накопить сварочные импульсы нам нужно встроить конденсаторы в цепь тиристора. В то же время нужно подключить конденсатор к диодному мосту и первичной обмотке трансформатора. Вот и все.
При включении сварочника на конденсаторах начинает накапливаться электричество, которое аппарат получает от обычной розетки. Мы нажимаем кнопку и накопившееся электричество движется через резистор и тиристор, образуется импульс. Затем импульс поступает на электрод. При этом нужно остановить подачу электричества к сварочному аппарату.
Если вам нужно повторно зарядить конденсаторы, то отпустите кнопку и снова подключите аппарат к сети. Так вы разомкнете цепь между резисторами и тиристорами. Кроме того, вы можете регулировать длину импульса, это делается с помощью управляющих резисторов.
Это простейший аппарат для конденсаторной сварки. Естественно, вы можете его модернизировать, добавляя свои комплектующие и улучшая характеристики прибора. Мы лишь рассказали о принципах работы аппарата сварочного аппарата из конденсаторов.
Мы лишь рассказали о принципах работы аппарата сварочного аппарата из конденсаторов.
Хотим дать вам несколько рекомендаций, какие комплектующие использовать, чтобы собрать базовый сварочный аппарат для конденсаторной сварки.
Мы рекомендуем использовать конденсаторы с емкостью от 1000 до 2000 мкФ. Этого будет достаточно для выполнения большинства работ. Для трансформатора лучше взять сердечник Ш40, толщина 60-70 миллиметров. В качестве управляющего элемента можете использовать тиристоры типа ПТЛ-50.
Для первичной обмотки хватит 280-300 витков медной проволоки диаметром 6-8 миллиметров. Для вторичной обмотки хватит около десяти витков медной шины. Ее сечение должно быть около 20 кв. мм. Входное напряжение должно обеспечиваться трансформатором, выдающим мощность не менее 10 Вт.
Это минимальный набор, который понадобится вам. Самодельная конденсаторная сварка стоит недорого, относительно стабильно работает и позволяет выполнить большинство бытовых задач. Конечно, такой прибор не будет работать так же четко и точно, как заводской сварочный аппарат. Так что не стоит выполнять с его помощью серьезные работы. Но вы все же можете обучиться базовым навыкам конденсаторной сварки с помощью самодельного аппарата.
Так что не стоит выполнять с его помощью серьезные работы. Но вы все же можете обучиться базовым навыкам конденсаторной сварки с помощью самодельного аппарата.
Вместо заключения
Похожие публикации
Как заменить компрессор холодильника
Когда компрессор выходит из строя, ваш холодильник не может работать должным образом, и вы рискуете выбросить продукты.
Итак, если у вас сломался компрессор холодильника, его необходимо заменить. Однако перед заменой компрессора следует соизмерить затраты на его замену с покупкой нового холодильника. Покупка нового холодильника может быть лучшим выбором.
Замена компрессора — очень сложный ремонт, требующий сварки. Вы должны пытаться выполнить этот ремонт только в том случае, если у вас есть опыт и/или квалифицированный специалист. Это также очень опасный ремонт, так как он связан с работой с легковоспламеняющимися газами.
Вот пошаговая инструкция по замене компрессора.
Шаг первый — демонтаж старого компрессораПервым этапом является демонтаж старого компрессора. Для этого:
- Выключите питание холодильника и вытащите вилку из розетки.
- Выньте все содержимое вашего холодильника. Поскольку замена компрессора может занять много времени, лучше всего поместить еду в холодильники.
- Вытащите холодильник из стены, чтобы получить доступ к его задней части.
- Снимите заднюю панель холодильника. Чтобы снять панель, вам просто нужно открутить винты, которые удерживают ее на месте, и она должна сняться. После удаления поместите его в сторону.
- Найдите компрессор. Он находится в нижней части холодильника.
- Отсоедините кабель питания и снимите крышку, защищающую электрические компоненты.
- Снимите реле, конденсатор и устройство защиты от перегрузки.
- Выпустите хладагент, прикрепив перфорационный клапан к технологической трубе, а затем отпустив его.
 Убедитесь, что у вас есть достаточная вентиляция.
Убедитесь, что у вас есть достаточная вентиляция. - После выпуска вам необходимо подсоединить баллон с азотом к коллектору и ввести газ под давлением 50 фунтов на квадратный дюйм.
- Снимите клапан коллектора.
- Отшлифуйте трубы компрессора в местах пайки, чтобы они стали абразивными.
- Обрежьте напорную и всасывающую трубы (оставьте около 20-30 мм от конца технологической трубы).
- Снимите компрессор.
- Снимите фильтр. Вам нужно использовать паяльную горелку (используйте нейтральное пламя).
- Если двигатель компрессора сгорел, необходимо прочистить трубки. Это делается путем приваривания трубного соединителя к линии всасывания, а затем заполнения баллона примерно 500 мл растворителя. Затем вы присоединяете цилиндр к линии всасывания и присоединяете конец цилиндра к цилиндру с растворителем. Поместите кончик капилляра в емкость для приема использованного растворителя. Вы можете ввести растворитель через систему. После этого вам нужно будет заполнить систему азотом, чтобы удалить остатки растворителя.
 Убедитесь, что у вас есть достаточная вентиляция.
Убедитесь, что у вас есть достаточная вентиляция.
Теперь, когда вы сняли старый компрессор, следующим шагом будет установка нового. Для этого:
- Установите новый фильтр (убедитесь, что он правильный). Сначала вам нужно припаять клапан Шредера к дополнительному соединению (убедитесь, что вы сняли колпачок перед сваркой). Затем подсоедините и приварите фильтр к выходу конденсатора. Затем вы можете прикрепить фильтр к капиллярной трубке и приварить ее.
- Установите новый компрессор в правильное положение.
- Подсоедините к нему все трубы и приварите их.
- Затем вы должны провести тест на утечку, введя в них азот и используя щуп. Если у вас нет анализатора, вы можете нанести на них мыльную воду и следить за появлением пузырьков, так как это указывает на утечку. После проверки выпустите азот.
- Используйте вакуумный насос для удаления воздуха из компрессора.
- Установите конденсатор на реле, затем устройство защиты от перегрузки, а затем подключите реле к клемме компрессора.
- Подсоедините провода системы охлаждения к клеммам реле и защиты от перегрузки.
- Теперь можно снова установить крышку электрических компонентов.
- Заполните компрессор хладагентом (убедитесь, что у вас правильный объем).
- Дважды проверьте правильность расположения всех проводов и трубок, и если это так, ваш новый компрессор должен быть успешно установлен.

Последний шаг — проверьте, работает ли ваш новый компрессор. Вы можете сделать это, просто снова включив холодильник и проверив, работает ли он. Если нет, вам нужно будет связаться с техническим специалистом, чтобы взглянуть на него.
Совместное использование
Как сделать конденсатор из медного змеевика в домашних условиях — научиться самогоноварению
граф 19 января 2015 г. Как сделать кадр Если вы пытаетесь сделать змеевиковый конденсатор для самогонного аппарата, эта статья поможет вам в этом. Если вы уже пытались сделать его и потерпели неудачу, эта статья покажет вам правильный путь. Есть несколько приемов изготовления самодельного конденсатора из медной катушки и несколько различных способов наматывания катушки. Я показал вам тот, который мне нравится больше всего, и перечислил другие способы ниже этого руководства и дал ссылки на другие сайты, предлагающие полезную информацию о других методах, поэтому не забудьте проверить их.
Если вы уже пытались сделать его и потерпели неудачу, эта статья покажет вам правильный путь. Есть несколько приемов изготовления самодельного конденсатора из медной катушки и несколько различных способов наматывания катушки. Я показал вам тот, который мне нравится больше всего, и перечислил другие способы ниже этого руководства и дал ссылки на другие сайты, предлагающие полезную информацию о других методах, поэтому не забудьте проверить их.
Материалы, необходимые для обмотки конденсатора с медным змеевиком для дистиллятора
- Медная трубка 1/4″ (длина зависит от размера вашего змеевика)
- Маленькая воронка
- 2 кг соли
- Вибрационное устройство (мне нравится использовать вибрационную шлифовальную машину)
- Лента
- 3 фута стальной трубы 3/4 дюйма
- 3 стяжки для тяжелых условий эксплуатации
- Труборез
Следуйте этому методу, чтобы намотать идеальный змеевик конденсатора
Шаг 1 – Размотайте 1/4 длины медной трубки , которую вы будете использовать для змеевика конденсатора. Заклейте один конец скотчем.
Заклейте один конец скотчем.
Шаг 2 – Вставьте воронку в другой конец медной трубки и закрепите ее скотчем, чтобы она оставалась там без особых усилий. (Это предотвратит разбрызгивание соли повсюду)
Шаг 3 – Наполните воронку солью и включите шлифовальную машину (сначала убедитесь, что вы удалили наждачную бумагу из шлифовальной машины), используйте ее, чтобы провибрировать трубку 1/4. Теперь соль должна хорошо течь в трубку. Продолжайте заполнять воронку до тех пор, пока трубка не будет полностью заполнена солью.
Шаг 4 – Снимите воронку и закрепите ее конец лентой, чтобы запечатать соль в трубке.
Примечание: Вам может быть интересно, зачем наполняли трубку солью? Соль предохранит трубку от разрушения, когда мы ее сгибаем. Таким образом предотвращаются перегибы в нашем змеевике конденсатора. Его также легко растворить позже, когда мы захотим удалить его изнутри. Вы также можете использовать воск, я считаю соль проще всего.
Этап 5 — Возьмите конец трубки 1/4″ и согните 12″ его под углом 9угол 0 градусов. Затем плотно привяжите этот конец к трубе 3/4 дюйма.
Шаг 6 – Начните сгибать медь вокруг трубы, начиная с нижней части змеевика, следя за тем, чтобы он был как можно плотнее к трубе. Старайтесь поддерживать зазор между витками примерно 1/8″.
( Если вы делаете более одного приспособления для гибки, может быть полезно сделать приспособление для гибки. Хороший пример приведен ниже. Я нашел его на http://homemedistiller.org/forum/viewtopic.php?f=62&t=11554. #p6800773 )
Шаг 7 – Как только вы достигнете необходимой длины катушки, снимите стяжки. Согните левую часть на 90 градусов, чтобы ее конец находился в том же направлении, что и входное отверстие. Ваш конденсаторный змеевик должен выглядеть примерно так, как показано выше.
Этап 8 – Удалите соль путем кипячения в воде в течение нескольких минут. как только вы вскипятите его, подключите его к крану, чтобы смыть оставшуюся внутри соль.
Поскольку видео лучше, чем 1000 слов, вот два видео, которые покажут вам основы того, как намотать медный змеевик конденсатора для самодельного дистиллятора. Я хотел дать большой крик Louwrens van der Merwe за создание видео ниже. Лучшая чертова катушка, которую я когда-либо видел, продолжай сиять, мальчик!
Если вы заинтересованы в изготовлении конденсатора с двойным змеевиком, который даст вам большую охлаждающую способность, ознакомьтесь с этой намоткой медного конденсатора с двойным змеевиком для перегонного куба орошения.pdf, который я нашел в Интернете! Спасибо Hook за это!
На http://homedistiller.org/forum/viewtopic.php?f=62&t=11554#p6800773 также есть хорошая инструкция, в которой объясняется, как сделать катушку, не наполняя ее солью.