Сварка тонкого металла инвертором для начинающих: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 10.03.2023 | 0 | Разное
Сварка инвертором тонкого металла: рекомендации для начинающих сварщиков
О чем статья:
Сварка инвертором тонкого металла
Металлические изделия соединяются между собой с помощью разных приборов и различных методов сварки. Однако для сварки тонкого металла подходят далеко не все способы, и аппараты.
Металл толщиной около 2 мм еще называется тонколистовым. Применяется он зачастую во всевозможных корпусных конструкциях, в качестве обшивки зданий, а также в автомобилестроении, авиастроении и так далее.
В домашних условиях тоже нередко возникает необходимость в соединении тонких металлических заготовок. Поэтому многие все чаще и чаще задумываются над тем, возможно ли это сделать при помощи сварочного аппарата.
Рекомендации для начинающих сварщиков
Прежде чем приниматься за сварку тонкого металла необходимо вначале ознакомиться с ее особенностями и технологией. Рекомендуется перед началом работ потренироваться сварить маленькие ненужные куски металла.
Таким образом, удастся проконтролировать в дальнейшем поведение дуги и плавящегося металла электрода.
При использовании аппарата инверторного типа применяется только малый ток. В данном случае нежелательно прерывать рабочий промежуток между заготовкой и электродом.
При выполнении сварочных работ необходимо обязательно использовать защитное снаряжение. К нему относятся прочная и невоспламеняющаяся одежда, специальные перчатки и сапоги, а также маска либо очки.
Подготовительный этап
— Вначале подбирается электрод и величина сварочного тока. Обычно на сварочном аппарате указывается сила тока для сварки разного по толщине металла. Наиболее подходящее значение 35-40 А. Электроды для соединения тонких заготовок металла подбираются согласно таблице.
— Затем в держатель ставится нужный электрод и зажимается клемма массы на металле.
— Соединяемые детали должны быть прижаты друг к другу.
Сварка тонкого металла инвертором
— Начинать нужно с точечной прихватки соответствующим электродом по краям.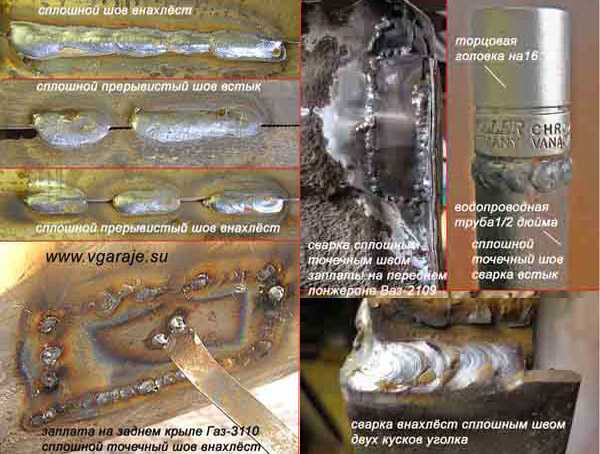 После в центре будущего шва ставится точка. Таким образом, металл не прогревается, а соответственно, внутреннее напряжение равномерно распределяется. Далее выполняются короткие точки.
После в центре будущего шва ставится точка. Таким образом, металл не прогревается, а соответственно, внутреннее напряжение равномерно распределяется. Далее выполняются короткие точки.
— Важно после таких нанесений зачистить сварочный шов при помощи металлической щётки. В результате уберутся следы шлака.
— Точки наносятся до того момента, пока сварной шов не станет сплошным. Чтобы не пострадала геометрия заготовок нужно не спешить и давать металлическому изделию остыть.
— Когда шов получится сплошным, для лучшей геометричности стоит пройти по нему еще раз, на короткой дуге. При этом нужно опирать электрод на обмазку и быстро его проводить.
Удобнее будет работать, если заготовки наклонить и делать сварочный шов начиная от низа к верху. В этом варианте будет стекать шлак и после выдуваться под давлением сварочной дуги.
Выполнить сварку тонкого металла получится качественно только после тщательного изучения всего процесса в деталях, и правильно выбранного прибора.
Сварка тонкого металла инвертором в домашних условиях
✅ Дата публикации: 07.09.2019 | 📒 Сварка | 🕵 Комментариев нет
Сварка тонкого металла инвертором
Содержание статьи:
- 1 Особенности сварки тонкого металла
- 2 Как варить тонкий металл инвертором
Сварка тонкого металла, порой задача не из легких, даже для опытных электросварщиков. Что уж тут говорить о тех, кто только недавно взял в руки держак и научился подбирать силу тока на инверторе.
Здесь, те правила, которыми привыкли пользоваться при сварке толстого металла, абсолютно не действуют. Нужно знать некоторые особенности, чтобы не пропалить металл, и в тоже время получить прочный и надежный сварочный шов.
В данной статье строительного журнала samastroyka.ru будет рассказано об особенностях сварки тонкого металла, инвертором. Статья будет полезной начинающим сварщикам, которые только начали познавать увлекательный и затягивающий мир сварки.
Особенности сварки тонкого металла
Первая проблема, с которой придется столкнуться при сварке тонкого металла, это прожжённые дыры и оплавленные кромки заготовки. Вроде бы и сварочный ток выставлен минимальный, а все равно, при отводе электрода образуется длинная дуга, которая прожигает тонкий металл.
Поэтому первое правило заключается в том, чтобы стараться держать дугу, как можно короче, и сразу же быстро отводить электрод в сторону для её разрыва. В свою очередь это требует определенного навыка и сноровки от электросварщика, и то, и другое, конечно же, приходят с опытом.
Вторая особенность заключается в том, что при сварке тонкого металла заготовку очень сильно ведёт и коробит. Даже ровный стальной лист может стать «волнообразным», вследствие воздействия на него высоких температур при сварке. Поэтому второе правило, заключается в следующем: нужно стараться не слишком сильно нагревать заготовку, и если есть такая возможность, то использовать специальные теплоотводящие пластины из меди для её охлаждения.
Многие опытные сварщики сначала прихватывают тонкий металл «пунктиром» или варят его внахлёст, с небольшой отбортовкой и т. д. Также многие практикуют сварку тонкого металла двумя электродами, когда один используется в качестве сварочной проволоки. Разогревая стык и электрод дугой, одновременно, раскалённый металл начинает затекать, как олово с паяльника, образуя при этом ровный и красивый сварочный шов.
Не менее важным правилом при сварке тонкого металла, является определение нужной силы тока и полярности на инверторе.
Как варить тонкий металл инвертором
Что касается полярности, то при сварке тонкого металла инвертором, держак с электродом следует подключать к плюсовой клемме, а минус подсоединять к свариваемой заготовке. Почему это так важно? Всё просто, и при воздействии силы тока, в данном случае, электрод будет нагреваться намного больше, чем заготовка. Это позволит избежать сильного провара металла, и меньше всего поведёт его от воздействия высоких температур.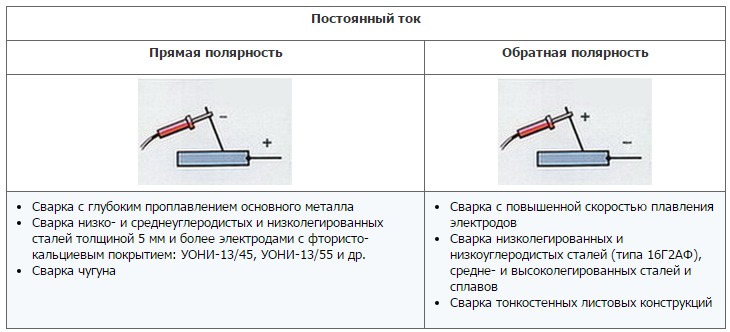
Перед тем, как варить тонкий металл, на инверторе следует выставить нужную силу тока. Благо современные сварочные инверторы позволяют это сделать плавно, и прямо в процессе сварочных работ. Достаточно лишь повернуть ручку регулировки силы тока, и выставить его нужное значение. С учетом того, что тонкий металл варят минимальными по диаметру электродами, 1,5 или 2 мм, сила тока понадобится в районе 30-50 А.
Начинать учиться варить тонкий металл лучше всего с нижнего положения. После небольших тренировок, можно переворачивать заготовку и варить её под небольшим уклоном или в вертикальном положении. И всегда нужно помнить о том, что электроды должны быть высокого качества и абсолютно сухими. Если электроды залипают в процессе сварки инвертором, то обязательно прокалите их в обычной электрической духовке.
Оценить статью и поделиться ссылкой:
Сварочный аппарат MIG с флюсовым сердечником
на продажу.
 Портативный для дома
– KickingHorse® Welder USA
Портативный для дома
– KickingHorse® Welder USAЗащита с помощью светового индикатора
Встроенные датчики температуры, напряжения и тока обеспечивают максимальную защиту оператора и машины.
Самое высокое напряжение холостого хода в классе
Обеспечивает выдающиеся характеристики зажигания дуги на грязной поверхности с непревзойденным напряжением 46 В OCV, что почти в два раза выше, чем у трансформаторных сварочных аппаратов.
Надежность всегда гарантирована
- > Влагонепроницаемая конструкция.
- > Конструкция с защитой от солевых брызг.
- > Коррозионностойкое исполнение.
Бесконечное напряжение, бесконечная подача проволоки,
Бесконечные возможности!
- В отличие от своих трансформаторных аналогов, F130 имеет непрерывную регулировку напряжения, которая позволяет точно регулировать напряжение независимо от скорости подачи проволоки. Используйте элемент управления, чтобы получить больше свободы в работе сварочной ванны так, как вы хотите.
 Удаляйте брызги или контролируйте сварочную ванну во время сварки над головой. Бесступенчатый контроль напряжения дает вам полный контроль над сварочной дугой, что позволяет вам получать желаемые результаты.
Удаляйте брызги или контролируйте сварочную ванну во время сварки над головой. Бесступенчатый контроль напряжения дает вам полный контроль над сварочной дугой, что позволяет вам получать желаемые результаты.
Прочная система подачи проволоки
- > Конструкция катушки с боковой загрузкой обычно используется в профессиональных сварочных аппаратах MIG.
- > Прецизионная система привода с полной регулировкой снижает вероятность запутывания проволоки.
- > Надежный редуктор обеспечивает дополнительный крутящий момент и бесшумную работу.
Усовершенствованная инверторная технология обеспечивает выдающиеся характеристики сварки
Обеспечивает такую же мощность, как и трансформаторные аналоги, но при меньших затратах на электроэнергию.
Беспрецедентное напряжение холостого хода 46 В позволяет чрезвычайно легко зажечь дугу при исключительно плавном зажигании дуги на поверхности ржавчины.
Спокойная дуга упрощает настройку в вашем приложении, превосходная стабильность дуги вне положения, низкое разбрызгивание и широкий диапазон напряжения.
- Ввод
- Рабочий цикл
- Максимальный выходной ток
- Минимальная выходная сила тока
- Требования к автоматическому выключателю
- Требования к генератору
- Напряжение холостого хода
- Расходные материалы
- Размер катушки
- Сварочная проволока
- Сварочные мощности
- Приложения
- Размер
- 120 В, одна фаза, 60 Гц
- 15% при 90 А, температура окружающей среды 170F (40°C)
- 130 А
- 50 А
- 20 А 120 В
- Рекомендуется генератор неинверторного типа мощностью 3000 Вт
- 46 вольт
- Наконечник Tweco 11-35 (по умолчанию) или 11-30, сопло типа Lincoln для порошковой проволоки
- 4 дюйма
- 035 (по умолчанию) и стальная порошковая проволока 030 дюймов
- Мягкая сталь 24 калибра, до 1/4 дюйма
- Идеален для начинающих, домашнего обслуживания/ремонта и ремонта автомобилей
- 13,8 x 7 x 7,5 дюймов
- 10,8 фунта
5 футов (1,5 м) 3 шнура питания AWG#16 с бытовой вилкой 120 В
Зажим типа «крокодил» Заземляющий зажим на 150 А с проводом AWG#8 5 футов (1,5 м)
Сборка горелки с флюсовым сердечником с проводом 6 футов (2 м) источник питания
На этот продукт распространяется гарантия
на один год с бесплатной заменой!
Обратитесь в службу поддержки клиентов.
Получите предоплаченную этикетку для возврата по электронной почте.
Доставка в любой пункт UPS.
Дождитесь возврата денег или замены.
Посмотреть все аксессуары для F130
Сравнить с Lincoln Power MIG 210MP
Обзор в открытой упаковке
Обзор Hard Core Field — KickingHorse® F130, A220 и A100
ПОСМОТРЕТЬ ДРУГИЕ ВИДЕО ОБЗОРЫ
ВОПРОСЫ И ОТВЕТЫ
Задайте вопрос
Почему F130 сжигает порошковую проволоку 035 (0,9 мм), а другие аналогичные сварочные аппараты на рынке могут использовать только проволоку 030 (0,8 мм)?
Секрет заключается в самом эффективном в своем классе инверторном модуле IGBT с частотой 40 кГц, встроенном в устройство. Высокопроизводительный инвертор вырабатывает больший ток при той же ограниченной мощности, доступной в жилых домах США.
Могу ли я использовать провод 0,30 или 0,23 для некоторых работ с автомобилем?
Домашний аппарат для сварки флюсовой проволокой KickingHorse® F130 может использовать проволоку 030, вам потребуется:
(1) Переверните приводной ролик в канавку 030.
(2) Установите насадки Lincoln (tweco) 11-30, которые доступны в Home Deport и других магазинах инструментов, а также на Amazon.
В данном устройстве нельзя использовать порошковую проволоку 023. На самом деле 023 очень редко используется для флюсовых сердечников из-за сложности производства.Генератор какого размера будет работать с этим блоком? Какой тип удлинителя можно использовать с этим сварочным аппаратом?
Для сварочного аппарата с флюсовой проволокойF130 потребуется генератор с минимальной номинальной мощностью 3000 Вт. Это устройство предназначено для использования с цепью переменного тока 20 ампер 115 вольт без использования удлинителя. Если он используется, он должен быть рассчитан на 20 ампер по всей длине шнура и не может быть длиннее 25 футов.
Имеет ли он сертификат безопасности США? Что произойдет, если я воспользуюсь услугами несертифицированного сварщика в США?
Домашний сварочный аппарат KickingHorse® F130 представляет собой сварочный инвертор MIG, сертифицированный по стандарту CSA/US , и является безопасным и законным для сварки как на месте, так и в доме.
 В Соединенных Штатах, прежде чем принять решение о покупке сварочного аппарата без сертификата безопасности, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании оборудования, не сертифицированного по безопасности. , независимо от того, на рабочем месте или дома.
В Соединенных Штатах, прежде чем принять решение о покупке сварочного аппарата без сертификата безопасности, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании оборудования, не сертифицированного по безопасности. , независимо от того, на рабочем месте или дома. Можно ли сваривать оцинкованную сталь? Нужно ли это, чтобы помочь в строительстве крошечного дома / ремонте трейлера, этого будет достаточно?
Не рекомендуется сваривать оцинкованную сталь. Сначала нужно сварить сталь, а потом уже оцинковывать. Или, если у вас нет выбора, и он уже оцинкован, то сошлифуйте оцинковку в месте сварки и покрасьте холодной оцинковкой после сварки.
Можно ли этим сваривать тонкий металл? 1/8 дюйма?
Да, он может сваривать довольно толстую сталь, так как я работаю в сталелитейном цехе и целыми днями таскаю сталь.
 Я был удивлен, насколько толстой, при надлежащей подготовке и навыках, можно сваривать полдюйма, при сварке 1/8-1/4 и более вам нужно поднять напряжение, но это хороший маленький сварочный аппарат, к тому же очень легкий.
Я был удивлен, насколько толстой, при надлежащей подготовке и навыках, можно сваривать полдюйма, при сварке 1/8-1/4 и более вам нужно поднять напряжение, но это хороший маленький сварочный аппарат, к тому же очень легкий.Могу ли я использовать флюсовую проволоку из нержавеющей стали для сварки на этом аппарате?
С помощью домашнего сварочного аппарата KickingHorse® F130 можно сваривать любую порошковую проволоку, если для проволоки не требуется газ и не используется полярность DCEP. Сначала ознакомьтесь со спецификацией производителя проволоки.
Инверторный сварочный аппарат TIG200-D 200 А для сварки TIG
Обзор плюс
Инверторный сварочный аппарат TIG200-D PrimeWeld TIG200-D с инверторным питанием обеспечивает входную мощность двойного напряжения 120/240 В, что позволяет выполнять сварку практически в любом месте. Когда вы будете готовы добавить красоту, силу и мастерство настоящей сварки TIG в свой цех, этот аппарат для сварки TIG и электродуговой сварки постоянным током на 200 ампер станет самым экономичным способом сделать это.
Когда вы будете готовы добавить красоту, силу и мастерство настоящей сварки TIG в свой цех, этот аппарат для сварки TIG и электродуговой сварки постоянным током на 200 ампер станет самым экономичным способом сделать это.
Удобство сварки электродами и качество TIG
Этот сварочный аппарат TIG с инверторным полевым МОП-транзистором выдает 190 ампер при подключении к сети 240 В, чего достаточно для сварки стали толщиной 7/16 дюймов за один проход. Режим Stick производит 185 ампер. При работе на входе 120 вольт функция TIG выдает 145 ампер, а сторона палки выдает 140 ампер.
Нижний предел мощности 10 ампер для любого процесса является достаточно мягким нагревом для сварки листового металла 24-го калибра. Для дополнительного контроля нагрева в PrimeWeld предусмотрена педаль, позволяющая избежать перегрева заготовки, которая является важной частью сварки листового металла.
Дополнительные функции для этого сварочного аппарата для сварки TIG на 200 А
Регулируемый постпоток : Этот аппарат для сварки TIG на 200 А не только упрощает использование дуговой сварки, но также включает регулируемый постпоток для защитного газа. TIG200-D устанавливает продувку газа на 2 или 5 секунд нажатием переключателя. При работе с низкими уровнями тока переведите переключатель в положение 2S в течение 2 секунд потока, а при работе с высоким током переключите переключатель 2S/5S в течение 5 секунд постпотока.
TIG200-D устанавливает продувку газа на 2 или 5 секунд нажатием переключателя. При работе с низкими уровнями тока переведите переключатель в положение 2S в течение 2 секунд потока, а при работе с высоким током переключите переключатель 2S/5S в течение 5 секунд постпотока.
Быстрое изменение процессов: Вы можете выбрать, какой процесс сварки вы используете, простым переключением переключателя с MMA на TIG и быстрой сменой проводов.
Усовершенствованный источник питания: Этот аппарат для сварки TIG с инвертором MOSFET обеспечивает ровную дугу независимо от того, какой процесс вы используете защитите свои инвестиции от повреждений из-за перегрева или скачков тока.
Цифровой дисплей: Работать в каске и защитном снаряжении в условиях дыма, искр и изменения освещения достаточно сложно. Цифровой индикатор позволяет быстро, точно и эффективно отслеживать текущие уровни. Больше не нужно щуриться, чтобы понять, насколько горяча ваша рабочая среда.
Высокочастотный запуск дуги: TIG200-D оснащен высокочастотным бесконтактным запуском, что позволяет сохранить вольфрамовый электрод и расходные материалы, избегая загрязнения сварочной ванны сварочным электродом. материал электрода.
Ножная педаль управления нагревом: Попробуйте найти другой сварочный аппарат TIG на 200 А с технологией MOSFET, двойным входным напряжением, высокочастотным запуском дуги И НОЖНОЙ ПЕДАЛЬЮ УПРАВЛЕНИЯ НАГРЕВОМ по этой цене!
Даже если вы можете найти устройство со всем этим от другого производителя, только PrimeWeld TIG200-D поставляется с Legendary PrimeWeld Support
3-летняя гарантия без проблем связаться, дать отличный совет и знать, что нужно, чтобы сохранить сварку.СКАЧАТЬ PDF
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ И ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ
Информация о гарантии
3-летняя гарантия
PrimeWeld предлагает беспроблемную 3-летнюю гарантию. * Нажмите здесь, чтобы узнать больше.
* Нажмите здесь, чтобы узнать больше.
Служба поддержки клиентов
Служба поддержки клиентов, запасные части, техническая поддержка находятся в США.
Щелкните здесь, чтобы позвонить нам по телефону (856) 500-2000.
Особенности плюс
Инверторный сварочный аппарат TIG на 200 А Особенности:
- Двойной вход 120/240 В
- MOSFET Инвертор питания
- Сварочный аппарат постоянного тока (MMA)
- Сварочный аппарат TIG постоянного тока (GTAW-PD)
- Начало сварки из коробки
ЗАЩИТНЫЕ ХАРАКТЕРИСТИКИ:
- Холодный электрод
- Защита от перегрузки по току
- Защита от перегрева
- Защита от скачков напряжения
ХАРАКТЕРИСТИКИ TIG (GTAW):
- Высокочастотный запуск дуги
- Постпоток защитного газа
- Переключатель постпотока 2S/5S
- Ножная педаль в комплекте!
STICK ARC (MMA) ХАРАКТЕРИСТИКИ:
- Качественный 10-футовый зажим
- Переход с TIG на Stick с помощью переключателя
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ:
- Соединители Dinse
- Цифровой индикатор мощности
- Встроенный соленоид защитного газа
- Переключатель режимов TIG/MMA (стик)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Размер выключателя:
- (120 В) 30 А / (240 В) 50 А
Выходная мощность TIG в амперах:
- 120 вольт: 10-145 ампер
- 240 вольт: 10-190 ампер
Мощность дуги в амперах:
- Дуга 120 В: 10–140 А
- Arc 240 вольт: 10-185 ампер
Рабочий цикл TIG постоянного тока:
- 60 процентов при макс.
 номинальной мощности (120/240 В)
номинальной мощности (120/240 В) - 100 процентов при 112 А (120 В)
- 100 процентов при 147 А (240 В)
Ручка рабочего цикла (ММА): 9 шт.0328
- 60 процентов при макс. номинальном (120/240 В)
- 100 процентов при 108 А (120 В)
- 100 процентов при 143 А (240 В)
Постпоток газа:
- Низкий ток 2 секунды
- Большой ток 5 секунд
Вес:
- 23 фунта
Технические характеристики плюс
Таблица технических характеристик
| Параметр | ТИГ200Д | |
|---|---|---|
| Процесс сварки | DC GTAW DC-SMAW | |
| Инверторный тип | МОП-транзистор | |
| Входное напряжение | 1 фаза переменного тока, 110 В +/- 15 % | 1 фаза переменного тока, 220 В +/- 15 % |
| Входная частота | 50/60 Гц | 50/60 Гц |
Входной разъем типа Предварительно смонтированный для NEMA 6-50P *для предусмотрен адаптерот NEMA 6-50 до NEMA 5-15 (для работы от 220 В или 110 В) | 5-15P НЭМА *См. | 6-50P НЭМА |
| Номинальный входной ток | 904:00ВИГ: 26А ММА: 39,5 А | |
| Номинальное выходное напряжение | ТИГ: 15,8 В ММА: 25,6 В | ТИГ: 17,6 В ММА: 27,4 В |
| Номинальный выходной ток | ТИГ: 145А ММА: 140А | ТИГ: 190А ММА: 185А |
| Напряжение холостого хода | 56,0 В | |
| Зажигание дуги (ВИГ) | Высокочастотный пуск (ВЧ-старт) | |
| Рабочий цикл | См. таблицу рабочих циклов | |
| Потребляемая мощность без нагрузки | 40 Вт | |
| Эффективность | >=80% | |
| Коэффициент мощности | 0,73 | |
| Класс изоляции | Ф | |
| Класс защиты от проникновения пыли (IP) | ИП21 | |
| Вес | 10,4 кг / 22,9 фунта | |
| Габаритные размеры | 405 x 214 x 337 мм / 15,9 x 8,4 x 13,3 дюйма | |
| Пульт дистанционного управления | Дополнительно | |
| Зависит от процесса сварки | ||
| Газ: постпоток | от 2 с до 5 с | |
 примечание
примечаниеВходное напряжение и рабочий цикл
| Тип сварки | Входное напряжение | Рабочий цикл |
|---|---|---|
| ТИГ | 110 В | 145 А/15,8 В при 60 % |
| 112 А/14,5 В при 200 % | ||
| 220 В | 190 А/17,6 В при 60 % | |
| 147 А/15,9 В при 100 % | ||
| Палка | 110 В | 140 А/25,6 В при 60 % |
| 108 А/24,3 В при 100 % | ||
| 220 В | 185 А/27,4 В при 60 % | |
| 143 А/25,7 В при 100 % |
*примечание: все значения даны при 25°C
Что включено плюс
Инвертор TIG200-D, 200 А, аппарат для сварки TIG В комплекте:
- Горелка TIG wp-17 с кабелем длиной 13 футов
- Заземляющий зажим с 12-футовым кабелем
- Держатель электрода с 12-футовым кабелем
- Адаптер питания с 220 В на 110 В
- Маска для рук и молотковая щетка
- Аргоновый шланг
- Педальный регулятор силы тока с кабелем длиной 16,40 футов
- Руководство пользователя
Как использовать плюс
Как использовать
Установка для сварки TIG на постоянном токе
- Включите аппарат с помощью кнопки ВКЛ/ВЫКЛ на задней панели аппарата.

- Выберите функцию TIG с помощью селекторного переключателя TIG/MMA.
- Подсоедините разъем горелки ВИГ к клемме горелки ВИГ и затяните его.
- Подсоедините разъем кабеля заземления к положительной клемме и затяните его.
- Подсоедините провод дистанционного управления ножной педалью к 5-контактному разъему. Или подключите провод выключателя горелки к 5-контактному разъему.
- Подсоедините газовый регулятор (не входит в комплект) к баллону и подсоедините газовую линию к регулятору.
- Осторожно откройте вентиль газового баллона. Установите расход на 15-25CFH (7-12LMN).
Селекторные переключатели плюс
Селекторные переключатели
- ВКЛ/ВЫКЛ : Этот переключатель включает машину при включении и выключает машину при переключении в положение выключения. ПРИМЕЧАНИЕ. Переключатель включения/выключения находится на задней панели TIG200D.
- MMA/TIG : Обеспечивает выбор режимов сварки TIG или SMAW (Stick).
