Сварка тонкой нержавейки аргоном: Сварка тонкой нержавейки: как не испортить материал
alexxlab | 13.04.2023 | 0 | Разное
видео, технология, обучение для начинающих
Автор Сварщик На чтение 5 мин Просмотров 4 Опубликовано
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Содержание
- Сложности сварки нержавейки аргоном
- Подготовка нержавейки к сварке
- Сварка неплавящимся электродом из вольфрама
- Сварка полуавтоматом
- Полезные советы
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло.

- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.

Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.
Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок.
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.

- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Сварка нержавейки в Уфе на заказ
Химическая инертность нержавеющей стали и ее устойчивость к длительному воздействию воды стали причиной широкой популярности данного материала в химической, медицинской и пищевой сферах. Единственной проблемой является выполнение сварочных работ, которые отличаются высокой сложностью и требуют большого опыта. Если Вы хотите быть уверены в герметичности и надежности сварочных швов, а также избежать необратимого посинения места контакта, следует обращаться к профессионалам. Компания UFA-SVARKA предоставляет услуги по сварке нержавейки в Уфе с применением аргона и покрытых электродов. Профессиональное оборудование и опытные сварщики обеспечивают высокое качество работ и оперативность их выполнения.
Компания UFA-SVARKA предоставляет услуги по сварке нержавейки в Уфе с применением аргона и покрытых электродов. Профессиональное оборудование и опытные сварщики обеспечивают высокое качество работ и оперативность их выполнения.
Перечень выполняемых работ
Сварка нержавейки применяется для изготовления ограждений, перил, различных коммуникаций, специальной мебели, отдельных деталей конструкций и прочих изделий. Для защиты материала от окисления процесс соединения выполняется в защищенной среде, поэтому используется инертный газ или покрытые электроды. Для равномерного заполнения зазоров применяется присадочная проволока.
Современное техническое оснащение позволяет нашим специалистам выполнять следующие операции:
- Сварка металлических листов нержавеющей стали – чаще всего применяется для изготовления специальной инертной мебели, а также прочих конструкций для фармацевтики, химической или пищевой промышленности;
- Сварка труб – используется для монтажа систем водоснабжения, канализации или отопления, а также прочих коммуникаций, имеющих постоянный контакт с водой или химически активными веществами;
- Сварка тонкой нержавейки – чаще всего применяется для создания вентиляционных коммуникаций;
- Сварка комплексных изделий и конструкций – мебель, отдельные узлы и агрегаты, отличающиеся повышенными эксплуатационными требованиями, а также перила, ограждения и многое другое.

Кроме сварки нержавейки мы также предлагаем следующие услуги:
- Сварка углеродистых сталей – подразумевает соединение твердых материалов без потери их свойств;
- Сварка алюминия аргоном – обеспечивает надежное соединение капризного металла без его окисления;
- Сварка цветных металлов – отличается повышенными требованиями по защите области соединения от попадания кислорода.
Богатый опыт, качественные сварочные аппараты и расходные материалы позволяют нам легко справляться со сваркой металлов любых типов.
Стоимость сварки тонкой нержавейки
Фиксированные расценки на сварку нержавейки представлены в прайсе. Стоимость зависит от типа материала, его толщины и объема заказа. Потоковое производство сварочных работ позволяет нам предлагать объективные цены и гарантировать отличное качество готовых изделий.
Как заказать сварку нержавейки аргоном в Уфе?
Для размещения заказа на сварку нержавеющей стали Вы можете посетить наше предприятие по адресу: Россия,
Республика Башкортостан,
Уфа,
Большая Шерстомойная, 40А.
Также мы принимаем заявки по электронной почте synergy[email protected] и телефону +7 (938) 869 88 18. Подать онлайн-заявку Вы можете в любое удобное время, а звонки принимаются только в рабочие часы: ПН-ПТ: 10:00-21:00, СБ-ВС: Выходной.
Сварка MIG нержавеющей стали с помощью компактных сварочных аппаратов
В: В моей мастерской есть небольшой сварочный аппарат с механизмом подачи проволоки на 120 В, который я использую для сварки МИГ мягкой стали. У меня новая работа по изготовлению листового металла из нержавеющей стали марки 16 калибра 304, и мне интересно, могу ли я использовать этот же сварочный аппарат для сварки MIG из нержавеющей стали? Если да, то как настроить сварочный аппарат?
A: Во-первых, обратите внимание, что марка 304 представляет собой аустенитную нержавеющую сталь. Поэтому в этой статье речь пойдет только об этом типе. Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионно-твердеющие типы нержавеющих сталей.
Ответ на ваш первый вопрос: да, вы можете сваривать МИГ тонкую нержавеющую сталь в режиме короткого замыкания с помощью компактных сварочных аппаратов МИГ с входным питанием 120 В или 230 В (см. пример в , рис. 1 ). Машина будет иметь такую же силу тока и результирующую толщину материала с нержавеющей сталью, как и с углеродистой сталью.
Прежде чем ответить на ваш второй вопрос, необходимо кратко обсудить различия некоторых физических и химических свойств нержавеющей стали по сравнению с углеродистой сталью и то, как это влияет на параметры сварки. Во-первых, коэффициент теплового расширения аустенитных сталей примерно на 50 % больше, чем у углеродистой стали, что может привести к большей деформации. Поэтому, чтобы свести к минимуму деформацию (особенно на листовом металле), сваривайте на самом низком возможном уровне силы тока или «нагрева», который по-прежнему обеспечивает полное сплавление между проволокой и базовой пластиной. Во-вторых, нержавеющая сталь имеет более низкую теплопроводность, а это означает, что тепловая энергия не передается и не удаляется от зоны сварки так быстро.
Нержавеющая сталь также имеет более низкую электропроводность (т. е. более высокое электрическое сопротивление). Это означает, что при той же скорости подачи проволоки, что и при использовании углеродистой стали, уровень тока при работе с нержавеющей сталью будет ниже. Кроме того, поддержание постоянного расстояния контакта наконечника до рабочего места (CTWD) более важно для нержавеющей стали, так как отклонения приводят к большей степени изменения уровней тока.
Наконец, основным свойством нержавеющей стали является ее коррозионная стойкость (то есть она не ржавеет, как углеродистая сталь). Это свойство достигается за счет гораздо более высокого содержания сплавов в основном материале (а именно хрома и никеля). Однако эти более высокие уровни сплавов также снижают свариваемость нержавеющей стали, поскольку она имеет более вялые или тягучие характеристики сварного шва.
Теперь переведите эти различия свойств в различные параметры, необходимые для сварки MIG нержавеющей стали. Во-первых, машина должна быть установлена на полярность DC+ (постоянный ток положительная). Что касается настроек скорости подачи проволоки и напряжения, у большинства этих компактных сварочных аппаратов MIG есть таблица рекомендуемых настроек на дверце. Однако в таблице могут отсутствовать настройки для нержавеющей стали. Если нет, или если они не найдены в руководстве по эксплуатации аппарата, то в качестве отправной точки используйте рекомендуемые настройки таблицы для углеродистой стали, основанные на толщине листового металла из нержавеющей стали, в котором вы свариваете. Затем отрегулируйте настройки оттуда, чтобы точно настроить сварной шов. В общем, вам, вероятно, потребуется немного более высокая скорость подачи проволоки, чем при использовании низкоуглеродистой стали, но это, вероятно, приведет к немного более низкому уровню тока. Кроме того, вам, вероятно, потребуется использовать более высокие настройки напряжения, которые помогут лучше смочить ванну, придавая более плоскую поверхность и лучшую промывку на концах сварного шва.
Вам не нужны какие-либо специальные приспособления для подачи проволоки (например, рекомендательный катушкодержатель для алюминиевой проволоки). Однако вам потребуется использовать проволоку MIG из нержавеющей стали. Я бы порекомендовал диаметр 0,030 дюйма на двухфунтовой или десятифунтовой катушке. Для вашего конкретного применения используйте марку 308LSi. Как правило, марка используемой проволоки зависит от типа свариваемого основного материала из нержавеющей стали. три наиболее распространенных сорта проволоки из аустенитной нержавеющей стали: 308, 309и 316. Эти сорта проволоки также могут иметь обозначение «L», указывающее на то, что уровень содержания углерода в проволоке находится в нижней части диапазона содержания углерода. Я бы также порекомендовал марку с обозначением «Si», указывающим на более высокое содержание кремния, что обеспечивает большую текучесть в луже. Примеры (см. рис. 2) включают провода Harris 308LSi, Harris 309LSi и Harris 316LSi.
Обратите внимание, что режим переноса металла с коротким замыканием представляет собой процесс с более низкой энергией дуги или меньшим подводом тепла по сравнению с другими процессами дуговой сварки. Хотя это помогает снизить вероятность прожога листового металла, оно также дает более холодный и верёвочный сварной шов. При сварке нержавеющей стали проблема усугубляется тем фактом, что нержавеющая сталь имеет более вялый валик сварного шва (как уже обсуждалось). Таким образом, рекомендуемый защитный газ для сварки MIG нержавеющей стали с коротким замыканием представляет собой трехкомпонентный защитный газ, такой как 9.0%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной. Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается.
Хотя это помогает снизить вероятность прожога листового металла, оно также дает более холодный и верёвочный сварной шов. При сварке нержавеющей стали проблема усугубляется тем фактом, что нержавеющая сталь имеет более вялый валик сварного шва (как уже обсуждалось). Таким образом, рекомендуемый защитный газ для сварки MIG нержавеющей стали с коротким замыканием представляет собой трехкомпонентный защитный газ, такой как 9.0%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной. Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается. Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна.
Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна.
В обеих этих газовых смесях для нержавеющей стали второстепенные газы в смеси необходимы для обеспечения хороших характеристик зажигания дуги. Таким образом, вы не хотите использовать полностью инертный защитный газ, такой как 100% гелий или 100% аргон, для сварки MIG нержавеющей стали. Характеристики дуги будут плохими. Примечание. Не путайте эту рекомендацию с рекомендуемыми защитными газами для дуговой сварки вольфрамовым электродом в среде защитного газа или процесса TIG, которые представляют собой 100 % аргона или 100 % гелия (или их смесь) для любого типа основного металла, включая нержавеющую сталь. . Динамика дуги при сварке TIG совершенно иная, чем при сварке MIG. Кроме того, вы не хотите использовать тот же тип защитного газа, который вы используете с проволокой из углеродистой стали, например, 75%Ar/25%CO2 или 100%CO2. И углерод, и кислород из защитного газа реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. Максимальный уровень кислорода или углекислого газа, который следует использовать в смеси защитного газа с нержавеющей сталью, составляет 3% или 5% соответственно.
И углерод, и кислород из защитного газа реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. Максимальный уровень кислорода или углекислого газа, который следует использовать в смеси защитного газа с нержавеющей сталью, составляет 3% или 5% соответственно.
Как выбрать защитный газ для сварки TIG — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
Вы не можете срезать углы при сварке TIG — или, по крайней мере, вы не должны этого делать, если хотите получить повторный заказ или хотите, чтобы ваши сварные швы выглядели хорошо. Хотя кажется, что стандартный план для сварки TIG заключается в том, чтобы всегда использовать аргон в качестве предпочтительного защитного газа, есть несколько веских причин прислушаться к опыту других сварщиков о доступных смесях защитного газа. Вот краткий обзор некоторых вариантов защитного газа, которые следует учитывать, если вы работаете над проектом сварки TIG:
Чистый аргон для проверенной и надежной сварки TIG
Сварщики давно полагаются на аргон для сварки TIG, потому что его можно использовать для любого типа металла.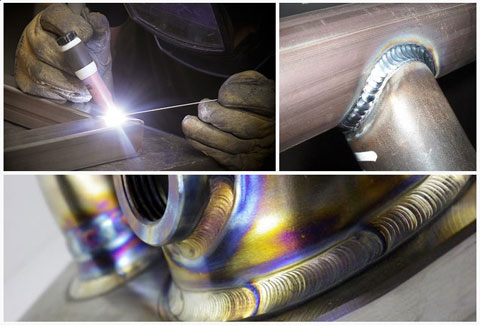 Пока у вас есть правильный электрод и настройки, вы можете ожидать, что аргон обеспечит эффективную защиту для вашего сварного шва.
Пока у вас есть правильный электрод и настройки, вы можете ожидать, что аргон обеспечит эффективную защиту для вашего сварного шва.
Дуга для защитного газа из чистого аргона узкая и концентрированная, что позволяет получить точный сварной шов со значительным проплавлением. Внешние области дуги не будут значительно нагреваться во время сварки, а это означает, что есть вероятность, что во время сварки вы можете получить подрез или перекатывание валика.
Сварка ВИГ со смесью аргона в защитном газе
Сварщики, работающие со смесью гелия и аргона, где гелий может составлять до 50% защитного газа, могут получать во время работы значительно более горячие сварные швы. Добавляя гелий в смесь, вы можете значительно увеличить силу тока.
Гелий используется для большинства сварочных работ TIG, за исключением низкоуглеродистой стали. Вы можете использовать его для алюминия, нержавеющей стали и медных сплавов.
Гелий отлично проводит тепло и создает широкий тепловой профиль, который достигает краев сварочной ванны. Однако с добавлением тепла возникают некоторые проблемы. Например, для начала вам может понадобиться высокочастотная сварка TIG.
Однако с добавлением тепла возникают некоторые проблемы. Например, для начала вам может понадобиться высокочастотная сварка TIG.
Это также поможет увеличить скорость потока газа, чтобы обеспечить защиту сварочной ванны, поскольку газообразный гелий, даже в такой очищенной форме, имеет тенденцию подниматься вверх при попадании в атмосферу. Конечно, после того, как вы увеличили количество газообразного гелия для защиты сварного шва, вы также захотите убедиться, что вы не прожигаете свой металл!
Сварка ВИГ с водородом
В некоторых случаях сварщики, работающие с нержавеющей сталью, могут работать с водородом, так как он, как и гелий, увеличивает тепловложение при сварке. Сварщики обычно используют 5% или менее водорода в своих смесях защитного газа.
Преимущество водорода для нержавеющей стали заключается в лучшем удалении оксидов и более горячем и широком валике, который глубже проникает в металл.
Некоторые заявления об отказе от ответственности при сварке TIG
При изучении собственной установки для сварки TIG имейте в виду, что разные проекты могут потребовать небольших изменений, когда речь идет о газовых смесях.