Сварка тонкостенных профильных труб инвертором – какими электродами и инвертором варить тонкостенные каркасы
alexxlab | 15.07.2020 | 0 | Разное
Сварка инвертором тонкостенного профиля
Особенности сварки тонкого металла инвертором — правила и советы
В настоящее время инверторные сварочные аппараты являются одними из самых доступных. Именно их чаще всего используют в домашних целях для выполнения небольшого объема работ. Но нередко при недостаточном опыте мастера сталкиваются со множественными проблемами – начиная от прожига заготовки и заканчивая недостаточно прочным швом.
Наиболее трудоемкой является сварка тонкого металла — наши советы для начинающих помогут избежать самых распространенных ошибок.
Прежде всего необходимо внимательно изучить возможности конкретной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (для домашнего использования достаточно 160 А) и значение напряжения холостого хода (до 80 В). Исходя из этого можно определить режим работы аппарата для сварки металла конкретной толщины.
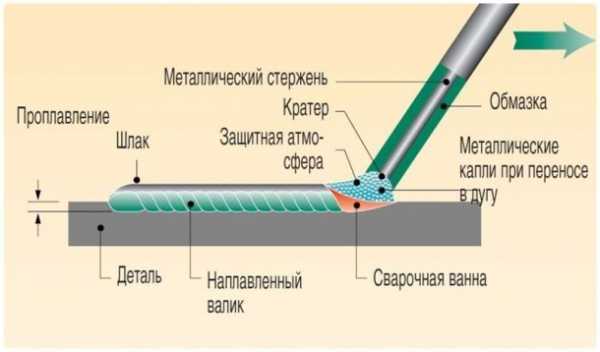
Общая схема формирования шва
Кроме вышеописанных параметров, нужно учитывать такие факторы:
- Технические характеристики свариваемого металла. От этого будет зависеть выбор марки электродов.
- Выбор режима работы в зависимости от силы тока и направления сварки. Для каждой марки электрода эти параметры индивидуальны. Чаще всего они указываются на упаковке.
- Подготовить место для проведения работ. Лучше всего выполнять их вне помещения, так как в процессе сварки будет выделяться газ.
Особое внимание нужно уделить марке электродов. Если необходимо варить низкоуглеродистые стали или металлы со средним содержанием этого компонента – выбираются углеродистые электроды. По такому же принципу подбираются расходные материалы для создания сварных соединений легированных и высоколегированных сортов стали.
Советы
После подготовки рабочего места и металла можно начитать процесс сварки. Для создания комфортных условий рекомендуется использовать специальную маску сварщика «Хамелеон». С ее помощью можно контролировать качество шва без остановки процесса.
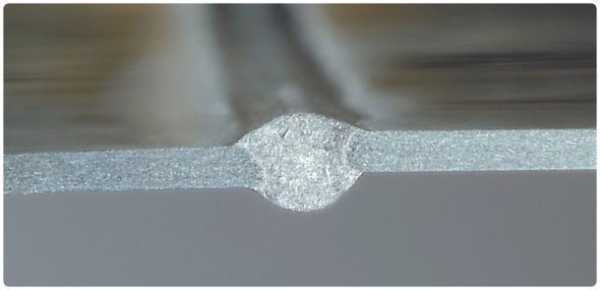
Качественное торцевое соединение
Металл должен располагаться на удобном от работника расстоянии. При надобности листы (деталь) фиксируются с помощью струбцин. Для лучшего качества сварного соединения рекомендуется выполнять рекомендации от профессионалов.
Электроды следует подключить к положительной клемме. Таким образом на поверхность металла не будет оказываться избыточная термическая нагрузка. Используя такое подключение, можно получить качественный широкий шов с неглубокой проплавкой.
Положение
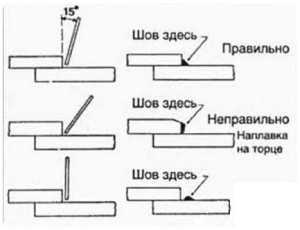
Сварка внахлест
Во время выполнения работ место сварки должно быть в зоне видимости. Независимо от направления, угол наклона электрода составляет 30-35° относительно шва. Так можно контролировать состояние металла и газовой ванны. Следует опасаться вытекания расплавленной массы из области сварки.
Сначала электрод подносится к материалу, но не касается его. По мере образования расплавленной капли можно начинать движение фиксирующей рукоятью вдоль шва. Рекомендуется сначала «набить руку» на ненужных кусках металла аналогичной толщины, а затем приступать непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение делается внахлест.
Теплоотвод
Одной из самых распространенных ошибок неопытного сварщика является перегрев стали. В особенности это актуально для тонкостенных деталей и листов. Поэтому нужно организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди. Важно, чтобы они плотно прилегали к обратной стороне свариваемого металла, не образуя зазоры.
Это лишь небольшая часть профессиональных «хитростей». Для создания по-настоящему надежного и качественного шва в тонкостенном металле необходимы две составляющие – хороший инвертор и опыт. Последний приходит со временем, и чем больший объем работ выполняется – тем быстрее можно научиться делать хороший сварной шов.
ismith.ru
Как варить тонкостенные квадратные трубы при помощи электродуговой сварки
Вопрос:
НМне необходимо было сварить конструкцию из квадратных труб с размерами 30х30, толщина стенки 1,5 мм. Использовал сварочный инвертор и электроды УОНИ, но полученные швы мне не понравились. Пробовал варить с отрывом электрода вверх-вниз. Два-три стежка получаются нормальными, после них образуется валик или прожог (или участок шлака). Если ток уменьшить, то вообще не сварить, если больше – сплошные прожоги. Такой же профиль пробовал приварить к полосе толщиной 4 мм, тоже длинные швы не получаются, сантиметров 5 нормально, а потом прожог. Нормально сварить получилось только отдельными отрезками – начало, конец, середина. Что посоветуете сделать, как правильно варить соединения из такого профиля?
Лучше всего варить трубы с такой толщиной стенки полуавтоматом, но, если его нет, то вы правильно делаете, что варите с отрывом электрода. Вообще сварка металла толщиной 1,5 мм – достаточно проблематичная процедура. Чтобы выполнить ее качественно, необходимо точно подобрать режимы: силу тока, наклон электрода, скорость.
met-all.org
Сварка металлической профильной трубы: методы и правила
Профильные трубы нашли широкое применение в современном строительстве. Их сечение может быть квадратным, прямоугольным и овальным, что позволяет собирать лёгкие и прочные металлоконструкции под задачи любой сложности. Ввиду этого сварка профильных труб требует наличия у исполнителя определённых навыков выполнения таких работ. Только тогда конечный продукт – коммуникационные сети, лестницы, ворота и другие конструкции будут действительно надёжными.

Трубы квадратного или прямоугольного соединяются газовой или электрической сваркой
Преимущества и виды металлических профильных труб
Производятся данные изделия из углеродистой стали или нержавейки. Сечение труб колеблется в диапазоне миллиметров, а толщина стенок миллиметров.
Популярность данных изделий обусловлена множеством факторов. В их числе:
- доступная стоимость;
- малая подверженность металла деформациям;
- относительно небольшая масса. По сравнению с пластиковыми аналогами вес данных изделий, конечно же, больше, но, как показывает практика, это не критично;
- равномерная толщина стенок;
- долговечность и превосходная надёжность в процессе службы.
Помимо этого, использование металлических профильных труб, позволяет создавать конструкцию с требуемыми техническими характеристиками. И не имеет значения, насколько она необычна и сложна. В любом случае срок эксплуатации системы будет весьма продолжительным. Дополнительным аргументом в пользу такого выбора является то, что сварка профильной трубы – объективно недорогой и простой процесс.

Профильные трубы выпускаются в самых разных размерах и служат как основой для зданий, так и для простых конструкций типа ограждения
Сегодня в промышленности применяются следующие виды данной продукции металлургической отрасли:
- трубы бесшовные горяче- и холоднодеформированные;
- электросварные холоднодеформированные;
- электросварные.
Методы сварки
Сваривание стальных профильных труб осуществляется следующими известными видами сварки: электродуговой, газовой, контактной и полуавтоматической (сварка инвертором).
Сварка электрическая дуговая. Высокая востребованность данного метода обусловлена его простотой. Этот фактор позволяет формировать качественный шов даже в т
samsvar.ru
Сварка профильной трубы. Электродуговая, газовая, контактная, инверторная
Профильные трубы нашли широкое применение в современном строительстве. Их сечение может быть квадратным, прямоугольным и овальным, что позволяет собирать лёгкие и прочные металлоконструкции под задачи любой сложности. Ввиду этого сварка профильных труб требует наличия у исполнителя определённых навыков выполнения таких работ. Только тогда конечный продукт – коммуникационные сети, лестницы, ворота и другие конструкции будут действительно надёжными.

Трубы квадратного или прямоугольного соединяются газовой или электрической сваркой
Преимущества и виды металлических профильных труб
Производятся данные изделия из углеродистой стали или нержавейки. Сечение труб колеблется в диапазоне миллиметров, а толщина стенок миллиметров.
Популярность данных изделий обусловлена множеством факторов. В их числе:
- доступная стоимость;
- малая подверженность металла деформациям;
- относительно небольшая масса. По сравнению с пластиковыми аналогами вес данных изделий, конечно же, больше, но, как показывает практика, это не критично;
- равномерная толщина стенок;
- долговечность и превосходная надёжность в процессе службы.
Помимо этого, использование металлических профильных труб, позволяет создавать конструкцию с требуемыми техническими характеристиками. И не имеет значения, насколько она необычна и сложна. В любом случае срок эксплуатации системы будет весьма продолжительным. Дополнительным аргументом в пользу такого выбора является то, что сварка профильной трубы – объективно недорогой и простой процесс.

Профильные трубы выпускаются в самых разных размерах и служат как основой для зданий, так и для простых конструкций типа ограждения
Сегодня в промышленности применяются следующие виды данной продукции металлургической отрасли:
- трубы бесшовные горяче- и холоднодеформированные;
- электросварные холоднодеформированные;
- электросварные.
Методы сварки
Сваривание стальных профильных труб осуществляется следующими известными видами сварки: электродуговой, газовой, контактной и полуавтоматической (сварка инвертором).
Сварка электрическая дуговая. Высокая востребованность данного метода обусловлена его простотой. Этот фактор позволяет формировать качественный шов даже в труднодоступных местах. Электродуговая сварка профильных труб производится тавровым соединением, встык, внахлёст или под любым доступным углом.
Полезный совет! Сварщики со стажем рекомендуют нижнее расположение шва. Однако вы должны исходить из своих условий: можно воспользоваться вертикальным или горизонтальным швом.
Для выполнения работ вам понадобится сварочный аппарат и электроды. Желательно, иметь в своём распоряжении приспособление, позволяющее фиксировать трубы в необходимом положении. Необходимо также запастись наждачной бумагой и купить металлическую щётку. Ну и конечно без маски и перчаток вам не обойтись.

При помощи сварки можно соединять трубы под любым углом
К выбору электродов необходимо подойти очень внимательно. При их чрезмерно большом диаметре вы рискуете прожечь трубу, а малая толщина не обеспечит достаточную прочность шва. Электрод должен:
- поддерживать устойчивое ровное горение дуги;
- препятствовать протеканию окислительных процессов.
Сварка профильных труб одинакового сечения выполняется неплавящимися электродами в среде, где в качестве защитного газа выступает аргон. В отношении их диаметра существуют следующие рекомендации:
- сварку тонкостенных профильных труб толщиной до 2 мм следует выполнять электродами Ø 1,5 мм;
- при толщине стенки до 3 мм профессионалы советуют использовать электроды Ø 2 мм;
- для металла толщиной 4-6 мм вам потребуются электроды Ø 4 мм.
Зафиксировав свариваемые детали на столе либо на специально созданном для этого приспособлении, удалите с их поверхности смазочные материалы и грязь. Для закрепления конструкции выполните точечное прихватывание металла. Основой процесс начинайте после выравнивания. Сварочную дугу ведите со скоростью, достаточной для расплавления кромок, но при этом металл не должен успевать затекать внутрь. Это – общая рекомендация. А научиться правильно подбирать скорость позволит только практика.
Сварка тонкостенных стальных профильных труб производится в один приём. Чтобы соединить более толстый металл и проварить все слои, потребуется несколько проходов. Снизить напряжение в стали и выполнить несколько швов позволяет разделывание кромок. Режим сварки зависит от напряжения, а также от силы, полярности и типа тока. Исходными данными для расчёта силы тока является толщина электрода. Диапазон значений данного параметра такой: ампер. При работе с тонкостенными металлическими профильными трубами рекомендуется постоянный ток обратной полярности.

Газовую сварку применяют в основном на промышленных объектах и она требует опыта проведения таких работ у мастера
Сварка сопровождается образованием шлака, наличие которого снижает прочность шва. Поэтому его следует периодически сбивать. Зачистка шва выполняется после его остывания. Места, разогретые до высокой температуры, ржавеют быстрее. Этот фактор обусловливает необходимость обработки шва с последующим его покрытием антикоррозионным слоем.
Газовая сварка. Свариваемая конструкция требует очистки поверхности и фиксации. Если толщина стенок превышает 5 миллиметров, выполняется скос кромок. Нанесённый на поверхность слой флюса создаёт плёнку, которая защищает от окисления и способствует получению более прочного шва. Под действием высокой температуры горения, поддерживаемого смесью кислорода и ацетилена, металл плавится и заполняет зазор.
Полезно знать! Такая технология по причине высокой себестоимости менее распространена по сравнению с электродуговой сваркой. Кроме того, по нормам техники безопасности работать с газовым оборудованием должен только профессионально подготовленный газосварщик, имеющий специальный допуск.
Повысить качество шва позволяет специальная присадка. Сварка тонкостенных труб выполняется методом «справа — налево»: горелка перемещается вслед за присадочным прутком. Его равномерное расплавление в сочетании с таким же расплавлением кромок позволяет сформировать аккуратный и надёжный шов.
Толстостенные профильные трубы соединяются «слева — направо»: горелка идёт впереди присадки. Остывший шов требует доработки. На каждом этапе выполняется проверка геометрии, и выявленные перекосы выравниваются. Газовая сварка незаменима при отсутствии источника электроснабжения.
Сварка контактная. В быту такой метод не нашёл широкого распространения и практикуется только профессионалами. Его применение целесообразно в местах установки специального оборудования. Эта сложная сварка выполняется за счёт пропускания электрического тока при одновременном давлении электродов на детали. Присадки в этом процессе не применяются. Кромки надёжно свариваются и формируют неразъёмное соединение благодаря сжатию и кратковременному увеличению температуры от протекания тока.
Инверторная сварка. Этот вид сварки заслуживает отдельного разговора. Инвертором называется аппарат, который выполняет ряд преобразований электрических параметров сети. В результате на его выходе формируется переменный ток.

Инверторный сварочный аппарат отличается удобством в обращении и высоким качеством шва, его легко освоит и сварщик-новичок
Высокое качество швов и компактность – вот что отличает данный агрегат от привычного сварочного аппарата. Продолжая сравнение, следует отметить, что схемотехническое решение инвертора препятствует залипанию электродов, которое часто наблюдается во время эксплуатации традиционного трансформаторного оборудования. Конструкция данного агрегата состоит из следующих узлов:
- сетевого выпрямителя;
- сетевого фильтра;
- преобразователя частоты;
- сварочного трансформатора;
- силового выпрямителя;
- системы управления.
Принцип действия инвертора заключается в двойном преобразовании напряжения внешней сети. Вначале переменный ток 220 Вольт/50 Герц трансформируется в постоянный. Для окончательного сглаживания его параметров используется специальный фильтр. Далее инвертор преобразует постоянный ток в переменный с высокой стабилизацией амплитуды (220 Вольт) и частоты (50-60 Герц).
Полезная информация! Преимущество схемы двойного преобразования, кажущейся на первый взгляд чересчур громоздкой, заключается в том, что снижение напряжения высокочастотного тока может выполнять трансформатор с малыми размерами и небольшим весом.
Например, при проведении сварки с силой тока 160 ампер для агрегатов старого образца потребуется трансформатор весом 18 кг, в то время как для сварки инвертором применяется преобразователь напряжения массой около 0.250 кг.

Чтобы сварочное соединение было качественным, срез трубы должен быть ровным
Особенности инверторной сварки
Лёгкость и удобство в работе являются одними из основных достоинств данного оборудования. Совокупность этих свойств позволяет производить сварку профильных труб инвертором даже неопытному сварщику. Но всё же, знание особенностей этой процедуры не помешает.
Об исключении явления залипания электродов было сказано выше. По этой причине вертикальный шов при инверторной сварке получается качественнее и быстрее. Существуют и другие особенности использования оборудования такого типа.
Так, например, при работе с традиционным сварочным агрегатом, качество шва зависит от степени стабильности горения электрической дуги. Обеспечение данного параметра под силу не каждому начинающему сварщику. Постоянство сварочного тока инверторной аппаратуры делает вопрос контроля этой функции неактуальным.
В традиционных трансформаторных сварочных агрегатах существует зависимость между напряжением на входе и на выходе. Таким образом, при существенных перепадах во внешней сети могут возникнуть проблемы с розжигом дуги. Схемотехническое решение инвертора полностью исключает подобную зависимость.
Одной из разновидностей оборудования такого типа является сварочное устройство-полуавтомат. Присадочная проволока, с помощью которой формируется шов, подаётся в зону горения дуги автоматически.
В заключение следует отметить, что универсальные инверторы очень востребованы в частных мастерских и автосервисах.
trubamaster.ru
Электроды для профильных труб: какими варить?
Толщина стенки профилированной трубы равны всего нескольким миллиметрам. Поэтому в процессе стыковки такого проката используются особые электроды для профильных труб, рассчитанные на сварку тонколистового металла.
Разумеется, такие ограничения усложняют сам процесс стыковки. Ведь при сварке тонколистовых заготовок высока вероятность прожига стенки трубы. К тому же, прочность шва, соединяющего тонкие детали, в большинстве случаев оставляет желать лучшего.
Но если использовать «правильные» сварочные аппараты, оптимальные режимы тока и особые электроды, то сварка тонкостенных профильных труб пройдет безо всяких затруднений.
Какими аппаратами варить профильную трубу?
Да практически любыми. Ведь сварка тонкостенных деталей не требует особой силы тока. В большинстве случаев для формирования дуги нужно всего 50-60 Ампер. А такую силу тока поддерживают даже самые «слабые» любительские инверторы.
К конструкции держака или горелки тоже нет особых требований. Ведь максимальный диаметр электрода не превышает 2-3 миллиметров. А такие прутки можно вставить в любой держак или пропустить сквозь механизм подачи любого сварочного полуавтомата.
Сам сварочный аппарат может быть и электродугового и аргонодугового типа. Его силовой трансформатор может быть и классическим, и инверторным. Хотя последний предпочтительнее. Ведь для сварки тонкостенных труб можно использовать импульсный режим, формирующих точки-прихватки.
Какими электродами варить профильную трубу?
Профильные трубы изготавливают из обычной конструкционной стали. Поэтому для сварки таких труб используют самые простые электроды.
Неплохим решением, в данном случае, будет электрод марки ОМА-2, покрытый многокомпонентным флюсом на основе концентрата титана и ферромарганца. Хорошие результаты дает и электрод МТ-2 используемый в паре со сварочным выпрямителем.
Словом, в данном случае подойдет любой электрод, обеспечивающий устойчивое «горение» дуги и равномерное и медленное плавление присадочного материала.
Как варить профильную трубу?
Тонкостенные трубы варят токами силой от 10 до 90 Ампер в режиме электродуговой сварки. При этом используются электроды диаметром от 0,5 до 2 миллиметров. Сварку производят в один проход, без наложения швов друг на друга. Профильная труба используется только для сборки металлоконструкций, поэтому герметичностью стыка можно пренебречь.
Следует заметить, что качество шва в этом случае зависит от скорости сварки. Сварщику нужно успеть соединить детали до того, как начнут остывать разогретые кромки.
Поэтому неопытные специалисты предпочитают режим «точечной» сварки, доступный даже новичкам. Эта технология реализуется с помощью аргонодугового инвертора, генерирующего короткий всплеск (импульс) энергии, плавящий присадочную проволоку в среде защитного газа.
Впрочем, при достаточной квалификации сварочный автомат можно использовать не только в точечном, но и в «сплошном» режиме, формируя кольцеобразный шов, опоясывающий место стыка. Но такой способ сварки может реализовать только хорошо подготовленный и мотивированный специалист.
Ну а газовую сварку при стыковке тонких профильных труб, как правило, не используют. Ведь пламя газовой горелки не просто разогревает, а буквально расплавляет кромки стыкуемых деталей. В итоге снижается прочность в месте стыка, а в особо тяжелых случаях, вследствие температурных деформаций, провоцируется коробление всей металлоконструкции.
Поэтому ацетиленовые или пропанобутановые горелки в этом случае не используют.
steelguide.ru