Сварка трением с перемешиванием: Сварка трением с перемешиванием: виды, технология, оборудование
alexxlab | 23.12.2018 | 0 | Разное
Сварка трением с перемешиванием: виды, технология, оборудование 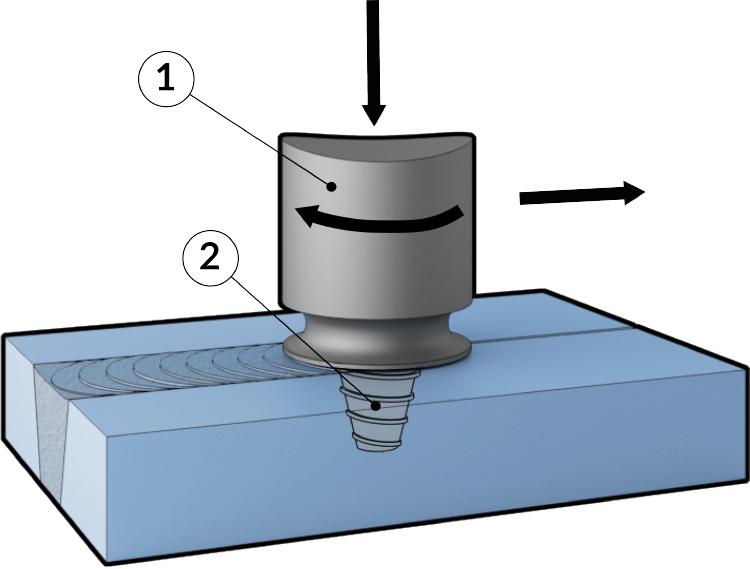



Существует большое многообразие сварочных методов. Среди них есть такой экзотический процесс, как сварка трением с перемешиванием. Его отличительной чертой является отсутствие расходных материалов, таких как электроды, сварочная проволока, защитные газы. Недавно разработанный метод обретает широкое распространение.
История появления
История сварки трением с перемешиванием (СТП) началась в 1991 году. Это была инновационная разработка Британского Института Сварки (TWI). Спустя несколько лет технология была использована в строительстве самолетов и морских судов.
Первыми компаниями, запустившими новую технологию в производство, были норвежская Marine Aluminium и американская Boeing. На своих предприятиях они использовали сварочное оборудование концерна ESAB, специализирующегося на разработках в области ротационной сварки трением (РСТ).
С 2003 года компания непрерывно ведет исследования возможностей сварки трением с перемешиванием. Например, были разработаны способы сваривания алюминиевых сплавов и их модификаций, применяющихся в областях строительства самолетов, морских судов и железнодорожных контейнеров.
В авиастроении была найдена возможность заменить заклепочные соединения сварными. Причем скорость сварки методом СТП значительно превышает скорость электродуговой. Сварной шов длинной 6 метров может быть сформирован за одну минуту, тогда как скорость сварки обычным способом достигает всего 0,8-2 м/мин при толщине детали 0,5 см.
Суть процесса
Соединение металлов происходит за счет разогрева в зоне сварки методом трения. Основным сварочным инструментом сварки трением с перемешиванием является металлический стержень, состоящий из двух половинок: бурта и заплечика.
Своей выступающей частью вращающийся стержень погружается в материал, вызывая сильный нагрев. Его подачу ограничивает заплечик, не позволяя пройти насквозь свариваемую деталь. В зоне нагрева материал значительно увеличивает свою пластичность и, придавливаемый заплечиком, формирует единую массу.
Следующим этапом происходит перемещение стержня вдоль свариваемой зоны. Двигаясь вперед, бурт перемешивает разогретую металлическую массу, которая после остывания образует прочное соединение.
Что влияет на качество СТП
Сварка трением с перемешиванием – это процесс постоянно развивающийся. Но уже сейчас можно выделить несколько параметров, влияющих на качество соединения:
- Усилие, создаваемое инструментом.
- Скорость подачи сварочной головки.
- Величина бурта.
- Окружная скорость вращения стержня.
- Угол наклона.
- Усилие подачи стержня.
Манипулирование характеристиками сварки позволяет достигать соединения разнородных металлов. Например, алюминия и лития. Литий благодаря своей малой плотности и высокой прочности может выступать как легирующий компонент деталей из алюминиевых сплавов, что позволяет применять эту технологию в аэрокосмической отрасли.
Сварка трением с перемешиванием может с легкостью заменить ковку, штамповку, литье, когда они применяются для производства деталей из трудно сочетающихся металлов. Например, сталей со структурой аустенита и перлита, стали из алюминия или бронзы.
В каких сферах применяется
Такие сферы производства, как автомобилестроение, постоянно работают над тем, как увеличить прочностные качества изделия при уменьшении его массы. В связи с этим непрерывно идет внедрение новых материалов, которые были ранее не свойственны ввиду сложности обработки. Все чаще силовые элементы, такие как подрамники, а иногда и кузова целиком, делают из алюминия или его сочетания с другими материалами.
Так, в 2012 году компания “Хонда” применила аддитивные технологии и сварку трением с перемешиванием для производства подрамников для своих автомобилей. Они внедрили сочетание стали и алюминия.
При производстве сварных элементов кузова из алюминия может возникать прожиг листов металла. Этого недостатка лишена СТП. Кроме того, что потребление электричества снижается в 1,5-2 раза, снижаются затраты на расходные материалы, такие как сварочная проволока, защитные газы.
Кроме производства автомобилей СТП применяется в следующих областях:
- Строительное производство: алюминиевые опорные фермы, пролеты мостов.
- Железнодорожный транспорт: рамы, колесные тележки, вагоны.
- Судостроение: переборки, элементы конструкции.
- Авиастроение: топливные баки, части фюзеляжа.
- Пищепром: различные емкости для жидких продуктов (молоко, пиво).
- Производство электротехники: корпуса электродвигателей, параболические антенны.

Кроме алюминиевых сплавов сварка трением с перемешиванием применяется для получения соединений меди, например, при производстве медных контейнеров для захоронения отработанного радиоактивного топлива.
Достоинства СТП
Исследование СТП позволило подобрать режимы сварки при соединении различных групп сплавов. Несмотря на то, что изначально СТП разрабатывалась для работы с металлами с низкой температурой плавления, такими как алюминий (660 °C), впоследствии стала применяться для соединения никеля (1455 °С), титана (1670 °C), железа (1538 °C).
Исследования показывают, что шов, полученный таким способом, полностью соответствует по своей структуре металлу свариваемых деталей и имеет более высокие показатели прочности, меньшие затраты трудоемкости и низкую остаточную деформацию.
Правильно подобранный режим сварки гарантирует соответствие материала шва и свариваемого металла по следующим показателям:
- усталостная прочность:
- прочность на изгиб и растяжение;
- ударная вязкость.
Преимущества перед другими видами сварки
СТП имеет множество достоинств. Среди них:
- Нетоксична. В отличие от других разновидностей, здесь нет горения электрической дуги, благодаря которой расплавленный металл испаряется в зоне сварки.
- Увеличение скорости формирования шва, благодаря чему снижается время производственного цикла.
- Снижение затрат на электроэнергию в два раза.
- Отсутствие необходимости в дальнейшей обработке сварного шва. Инструмент для сварки трением с перемешиванием в процессе работы формирует идеальный шов, не требующий зачистки.
- Нет необходимости в дополнительных расходных материалах (сварочной проволоки, технических газов, флюсов).
- Возможность получения соединений металлов, недоступных для остальных видов сварки.
- Нет необходимости в особой подготовке сварочных кромок, за исключением очистки и обезжиривания.
- Получение однородной структуры шва без пор, в результате чего становится проще контроль качества, который регламентирован для сварки трением с перемешиванием ГОСТ Р ИСО 857-1-2009.
Как проверяется качество сварного шва
Качество сварки проверяется двумя разновидностями контроля. Первый подразумевает разрушение опытного образца, полученного в результате соединения двух деталей. Второй допускает проверку без разрушения. Применяются такие методы, как оптический контроль, аудиометрическое исследование. Оно помогает определить наличие пор и неоднородных включений, ухудшающих характеристики шва. Результаты звукового контроля представляют собой диаграмму, наглядно показывающую места отклонения акустического эха от нормы.
Недостатки метода
При многочисленных достоинствах метод сварки трением имеет сопутствующие минусы:
- Отсутствие мобильности. СТП предполагает соединение неподвижных деталей, жестко закрепленных в пространстве. Это накладывает на оборудование для сварки трением с перемешиванием определенные свойства, такие как неподвижность.
- Низкая универсальность. Громоздкое оборудование настраивается на выполнение однотипных операций. В связи с этим приспособления для сварки проектируются под конкретные задачи. Например, для сваривания автомобильных боковин на конвейере, и ни для чего другого.
- Сварочный шов имеет радиальную структуру. В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.
Разновидности СТП по принципу действия
Сварочные процессы, использующие в основе трение, можно разделить на несколько типов:
- Линейное трение. Суть метода сводится к получению неразъемного соединения не в результате действия вращающегося наконечника, а по причине движения деталей друг относительно друга. Воздействуя на поверхность в точке соприкосновения, они создают трение и, как следствие, высокую температуру. Под давлением происходит расплавление примыкающих частей, и возникает сварное соединение.
- Радиальная сварка. Этот метод применяется для производства емкостей большого диаметра, железнодорожных цистерн. Он сводится к тому, что стыки деталей разогреваются вращающимся кольцом, одетым снаружи. Силой трения оно вызывает температуру, близкую к температуре плавления. Примером предприятия, использующего данную технологию, может служить чебоксарская фирма по производству цистерн “Сеспель”. Сварка трением с перемешиванием занимает основную долю сварочных работ.
- Штифтовая сварка. Данная разновидность заменяет собой заклепочное соединение. Этот вид применяется при соединениях внахлест. Вращающийся штифт в месте соприкосновения разогревает свариваемые детали. От высокой температуры происходит расплавление, и штифт проникает внутрь. Остыв, он создает прочное неразъемное соединение.
Разновидности СТП по уровню сложности
Сварочные операции, выполняемые при помощи трения, можно условно разделить на плоскостные и объемные. Главное отличие этих разновидностей в том, что в первом случае сварочный шов формируется в двухмерном пространстве, а во втором в трехмерном.
Так, для плоскостных соединений предприятие по выпуску сварочного оборудования ESAB разработало 2D-установку LEGIO. Она представляет собой настраиваемую систему для сварки трением с перемешиванием различных цветных металлов. Разные размерные группы оборудования позволяют сваривать детали малых и больших размеров. Согласно маркировке оборудование LEGIO имеет несколько компоновок, которые отличаются количеством сварочных головок, возможностью сварки по нескольким осевым направлениям.
Для сварочных работ со сложным положением в пространстве существуют 3D-роботы. Такие аппараты устанавливаются на автомобильных конвейерах, где требуются сварные швы непростой конфигурации. Одним из примеров таких роботов может служить установка Rosio производства ESAB.
Заключение
СТП выгодно отличается от традиционных видов сварки. Ее повсеместное применение не только сулит экономическую выгоду, но и сохранение здоровья людей, занятых в производстве.
Сварка трением с перемешиванием алюминиевых сплавов Сварка трением с перемешиванием
Сварка трением с перемешиванием



Среди огромного количества различных технологий сварки следует отметить сварку трением с перемешиванием. Подобный процесс не предусматривает использование защитных газов и расходных сварочных материалов. При этом можно получить соединение высокого качества. Технология в большинстве случаев применяется при обработке алюминия и некоторых других сплавов. Рассмотрим принцип процесса и некоторые другие моменты подробнее.
Сварка трением с перемешиваниемПринцип процесса
Сварка трением с перемешиванием проводится при применении специального инструмента, который напоминает форму стержня. Среди особенностей сварки трением с перемешиванием можно отметить нижеприведенные моменты:
- Применяемое оборудование для сварки трением с перемешиванием состоит из двух основных частей: заплечика и бурта, а также наконечника.
- Инструмент выбирается в зависимости от толщины материала и его типа. Некоторые сплавы характеризуются низкой степенью обрабатываемостью.
- Длина наконечника устанавливается в зависимости от толщины детали.
- Этот метод сварки может выполняться с присадочным материалом. На момент сварки инструмент вращается с высокой скоростью в месте плавления. Оказываемое давление приводит к тому, что наконечника внедряется в заготовку на требуемую толщину. При этом заплечник должен коснуться обрабатываемой поверхности.
- Следующий шаг заключается в перемещении инструмента по линии шва с определенной скоростью. При сильном трении поверхность материалов начинает сильно нагреваться, за счет чего он начинает становится пластичным. Деформация проходит равномерно.
Процесс сварки
При помощи специальной установки можно создать прочное соединение, которое характеризуется довольно высоким качеством.
Основные параметры которые влияют на свойства шва
Стоит учитывать, что некоторые параметры оказывают влияние на основные качества образующегося шва. К основным можно отнести:
- Скорость перемещения инструмента определяет силу трения, возникающую между режущей поверхностью и заготовкой. От этого зависит также температура.
- Частот вращения инструмента также оказывает влияние на температуру в зоне обработке.
- Угол наклона инструмента также оказывает влияние на особенности проведения сварки трение с перемешиванием.
- Геометрические размеры применяемого прибора выбираются в зависимости от того, какой нужно получить соединение.
- Усилие прижатия и перемещения также можно считать наиболее важными параметрами.
Сварочный шов
При рассмотрении способа сварки трением отметим, что подобная технология сегодня активно развивается. Это связано с тем, что естественный процесс нагрева не приводит к появлению внутренних деформаций и иных дефектов.
Основные области применения
На сегодняшний день рассматриваемая технология применяется в большинстве случаев при выпуске транспортных средств. Это связано с нижеприведенными моментами:
- При применении технологии, которая предусматривает плавление металла, может появится перфорация тонких листов стали. Примером можно назвать обработку алюминия.
- Рассматриваемая технология СТП определяет выделение меньшего количества тепла. Именно поэтому вероятность появления подобных дефектов незначительна.
- Сварки трением с перемешиванием характеризуется высокой эффективностью, так как ее использование приводит к уменьшению степени энергопотребления в два раза.
- Применение технологии позволяет снизить вес получаемой конструкции.
Все приведенные выше моменты определяют то, что рассматриваемая технология получила следующее распространение:
- Судостроение.
- Аэрокосмическая промышленность.
- Электротехническая промышленность.
- Строительство.
- Пищевая промышленность.
- Железнодорожный транспорт.
Оборудование для сварки трением с перемешиванием
Чаще всего сварки трением с перемешиванием применяется при соединении медных сплавов. Примером можно назвать получение контейнеров, которые можно использовать для хранения ядерных отходов и ответственных деталей.
Преимущества
Рассматриваемый метод характеризуется довольно большим количеством достоинств. Перемешивая заготовки трением можно получить качественный шов. Качество сварки трением перемешиванием повышается при использовании различных инструментов. Преимуществами можно назвать следующие моменты:
- Заготовки не нужно тщательно подготавливать. Если рассматривать контактную и другую технологию, то перед непосредственной обработкой поверхность должна быть тщательно очищена от различных загрязнений и быть ровной. В противном случае качество шва будет низким, достигнуть требуемой герметичности не получится. В рассматриваемом случае достаточно очистить поверхность от крупных и сильно проявляющихся загрязнений.
- Не возникает необходимости в особой подготовке кромок. Некоторые технологии предусматривают снятие поверхностного слоя металла и проведение некоторых технологических операций, которые позволят существенно повысить прочность соединения.
- Есть возможность провести соединение металла, который нельзя обработать обычным способом. Примером можно назвать материалы, не подающиеся обычным методам сварки. При этом необходимость в предварительном подогреве зоны обработки практически не возникает.
- Прочность получаемого соединения достаточно высока. Именно поэтому технология может применяться для получения ответственных изделий с различной областью применения.
- Нет необходимости в использовании присадочной проволоки. Этот момент существенно снижает себестоимость проводимой работы.
- В месте соединения зернистость мелкая. За счет этого повышается плотность сварочного шва и его устойчивость к различного рода воздействия.
- Отсутствие пор также благоприятно сказывается на качестве полученного соединения. Это свойство можно связать с тем, что при сильном нагреве проводится выделение различных газов и веществ, которые и становятся причиной образования пористости.
- Практически полное отсутствие признаков коробления и термической деформации определяет то, что финишная обработка требуется крайне редко.
- После проведения сварочных работ при сварке трением с перемешивание изделие практически сразу готово к применению. При этом нет необходимости в проведении каких-либо подготовительных действий.
- Не повышается степень реакции поверхности на воздействие окружающей среды. Другими словами, материал не покрывается коррозией.
- При проведении процедуры на момент сварки трением с перемешиванием не образуется токсичных газов или других выделений. Кроме этого, более распространенные методы, основанные на воздействии тока, приводят к образованию электрической дуги, которая оказывает негативное воздействие на оператора и окружающих при условии отсутствия специальных средств индивидуальной защиты.
- Уменьшается продолжительность производственного цикла примерно на 50% в сравнении с другими распространенными способами.
- Экономия на количестве потребляемой энергии составляет 20%.
Как ранее было отмечено, получение бездефектных швов на сплавах определило широкое распространение сварки трением с перемешиванием. Примером можно назвать получение кузовных деталей.
Недостатки
У проводимой процедуры также есть несколько недостатков, которые нужно учитывать. Примером можно назвать возможность нарушения сплошности шва. Кроме этого, некоторые сплавы в меньшей степени подвержены воздействию силы трения.
Совершенствование рассматриваемого способа определило то, что на поверхности шва образуются дефекты в самых крайних случаях. Чаще всего это случается при нарушении технологии и использовании низкокачественного инструмента.
Технологические возможности у рассматриваемой процедуры довольно обширны. Примером назовем следующие моменты:
- Автоматизация процесса.
- Получение качественных изделий при несущественных финансовых затратах.
- Получение шва без сильного наплыва металла.
Сварка меди и стали
Как ранее было отмечено, сварка трением с перемешиванием сегодня активно развивается. Именно поэтому в будущем может появится оборудование с более высоким показателем производительности.
Особенности формирования соединений при применении СТП
Как ранее уже было отмечено, сварка трением с перемешиванием характеризуется достаточно большим количеством особенностей. Среди ключевых моментов, касающихся формирования соединения, можно отметить нижеприведенную информацию:
- Нагрев металла проводится постепенно до температуры, которая не приводит к изменению основных свойств.
- Температура повышается только в одном локальном месте. За счет этого обеспечивается высокое качество получаемого соединения.
- При соблюдении рекомендаций по проведению рассматриваемой процедуры дефекты возникают крайне редко. Именно поэтому в большинстве случаев достаточно провести визуальный осмотр места соединения для контроля качества.
Современное оборудование позволяет получать минимальный шов, которые после финишной обработки практически незаметен. Обширное распространение рассматриваемого метода также можно связать с тем, что она подходит для работы с труднообрабатываемыми металлами.
Сварка трением с перемешиванием – активно развивающаяся технология, которая сегодня все чаще внедряется в различное производство.
Сварка трением с перемешиванием конструкционных материалов и свойства соединений
Новый метод получения сварных соединений, получивший название «сварка трением с перемешиванием» (СТП) был разработан Британским институтом сварки (TWI) в 1991 г. [1]. Интенсивное изучение данного процесса, направленное на совершенствование технологии и оборудования, позволило внедрить данный способ за рубежом в производство высокотехнологичных изделий в таких отраслях как вагоно-, судо-, авиастроение и многих других. Сварка трением с перемешиванием относится к процессам соединения материалов в твердой фазе и поэтому лишена недостатков, связанных с расплавлением и испарением металла. Исследователи данного процесса считают, что если 10% общего объема сварных соединений в США заменить СТП, то будет достигнуто на 500 млн. фунтов/год меньше выделений парникового газа. Расчетная экономическая выгода промышленности США от внедрения СТП в промышленное производство составляет $4,9 млрд./год [2].
Сущность процесса заключается в следующем (рис. 1). Для сварки используют инструмент в форме стержня, состоящий из двух основных частей, а именно: заплечика или бурта (утолщенная часть) и наконечника (выступающая часть). Размеры этих конструктивных элементов выбирают в зависимости от толщины и материала свариваемых деталей.
Длину наконечника устанавливают приблизительно равной толщине детали, подлежащей сварке. Диаметр заплечика может изменяться от 1,2 до 25 мм. Вращающийся с высокой скоростью инструмент в месте стыка вводится в соприкосновение с поверхностью заготовок так, чтобы наконечник внедрился в заготовки на глубину, примерно равную их толщине, а заплечик коснулся их поверхности. После этого инструмент перемещается по линии соединения со скоростью сварки. В результате работы сил трения происходит нагрев металла до пластического состояния, перемешивание его вращающимся инструментом и вытеснение в освобождающееся пространство позади движущегося по линии стыка инструмента. Объем, в котором формируется шов, ограничивается сверху заплечиком инструмента. По окончании сварки вращающийся инструмент выводят из стыка за пределы заготовки. В связи с асимметрией структуры швов в поперечном сечении сварных соединений, полученных сваркой трением с перемешиванием, принято различать сторону набегания, где направление вращения инструмента совпадает с направлением сварки, и противоположную сторону – отхода.
Рис. 1. Схема процесса сварки трением с перемешиванием.
СТП применяют в основном для соединения материалов со сравнительно низкой температурой плавления, прежде всего алюминиевых [3] и магниевых сплавов [4]. Выполнена успешная сварка данным способом медных [5], никелевых и титановых сплавов [2], а также сталей [6]. С помощью СТП сваривают алюминиевые сплавы толщиной до 75 мм за один проход [7]. Сварка трением с перемешиванием позволяет получать нахлесточные соединения алюминиевых листов толщиной от 0,2 мм [8]. Скорость сварки сплава 6082 толщиной 5мм может достигать 6 м/мин [9]. Основными параметрами процесса СТП являются: скорость сварки, частота вращения инструмента, усилия прижатия и перемещения инструмента, угол наклона инструмента, его размеры. Усилия прижатия и перемещения зависят от типа свариваемого материала, его толщины и скорости сварки. Сварка образцов из сплава 7010 – Т7651 толщиной 6,35 мм при изменении скорости сварки в диапазоне от 59 до 159 мм/мин и скорости вращения инструмента от 180 до 660 об/мин показала, что при увеличении скорости вращения увеличивается тепловложение в металл и в сварном соединении формируется микроструктура с более однородными зернами [10]. При этом также повышаются прочностные и пластические свойства до определенного предела. При увеличении скорости сварки необходимо увеличивать скорость вращения инструмента для достижения оптимальных условий. Однако для полного отсутствия дефектов, а также для обеспечения всех необходимых свойств, надежности и технологичности необходимо строго выбирать режимы, оптимально подходящие для определенной продукции.
Большинство исследователей указывают на следующие преимущества сварки трением с перемешиванием по сравнению с другими способами получения неразъемных соединений [11, 12]:
– в зоне сварки лучше сохраняются свойства основного металла по сравнению со способами сварки плавлением;
– отсутствие вредных испарений и ультрафиолетового излучения в процессе сварки;
– возможность получения бездефектных швов на сплавах, которые при сварке плавлением склонны к образованию горячих трещин и пористости в швах;
– не требуется использование присадочного материала и защитного газа, удаление поверхностных оксидов на кромках перед сваркой, а также шлака и брызг после сварки;
– отсутствуют потери легирующих элементов металла при его сварке.
Уровни выделений Cr, Cu, Mn, Cr+6 при СТП сталей по сообщению RockwellScientific (США) значительно ниже (<0,03, <0,03, <0,02 и <0,01 мг/мм3 соответственно), чем при аргонодуговой сварке (0,25, 0,11, 1,88 и 0,02 мг/мм3 соответственно) [2]. Сравнение затрат на производство при использовании сварки трением с перемешиванием и сварки плавящимся электродом (СПЭ) показало, что начальные капиталовложения при СТП более высокие, но с увеличением объемов производства сварка трением с перемешиванием становится экономически выгоднее, чем дуговая сварка [11].
Рис. 2. Распределение температур в продольном сечении образца.
Судя по экспериментальным результатам TWI, максимальная температура при сварке трением с перемешиванием составляет около 70% значения температуры плавления и для алюминия не превышает 550°С. Тепловложение при СТП меньше, чем при аргонодуговой сварке примерно в 2 раза и для сплава 6N01 – Т5 толщиной 4 мм равно соответственно 190 и 390 Дж/мм (скорость сварки 500 мм/мин) [13]. С помощью математического моделирования тепловых процессов при СТП в работе [14] построено распределение температур в свариваемой пластине (рис. 2). Более низкая температура зоны соединения при сварке трением с перемешиванием по сравнению со сваркой плавящимся электродом объясняет меньший уровень угловых деформаций в сварном соединении. При СТП угловая деформация равна 1/5÷1/7 значений при СПЭ [12] (рис. 3).
Рис. 3. Сравнение угловой деформации при сварке трением с перемешиванием и сварке плавящимся электродом (алюминиевый сплав серии 6000, толщина 2 мм).
Предполагается, что из-за невысокого уровня температур процесса, остаточные напряжения низкие. Но жесткое закрепление налагает большие ограничения на деформацию пластин. Это препятствует сокращению металла при охлаждении зоны динамической рекристаллизации и зоны термического влияния (ЗТВ) в продольном и в поперечном направлении, приводя к поперечным и продольным остаточным напряжениям. При СТП сплавов 2024 – Т3 і 6013 – Т6 обнаружено, что продольные остаточные напряжения выше поперечных (скорость сварки составляла 300 ÷ 1000 мм/мин, скорость вращения инструмента – 1000 ÷ 2500 об/мин). Высокие растягивающие напряжения преобладают в ЗТВ. Величина остаточных напряжений уменьшается при снижении скорости сварки и скорости вращения инструмента. Максимальные значения продольных растягивающих напряжений достигают значений 30 ÷ 60% предела текучести сварного соединения и 20 ÷ 50% предела текучести основного металла [15].
Рис. 4. Схема зон стыкового соединения, выполненного СТП: А – основной металл, В – зона термического влияния (ЗТВ), С – зона термомеханического влияния, D – зона динамической рекристаллизации (сторона набегания слева).
Макроструктура сварных соединений при сварке трением с перемешиванием характеризуется особенностями, не свойственными швам, полученным способами сварки плавлением. Типичным для СТП является образование в центре соединения ядра, которое содержит овальные концентричные кольца, различающиеся структурой [16]. К ядру примыкает сложный профиль, который образует верхнюю часть шва. Образование овальных колец связывается с особенностями перемешивания металла наконечником инструмента. В сварном соединении при СТП выделяют четыре зоны, которые схематически представлены на рисунке 4. Непосредственно к зоне А (основной металл) примыкает зона В, где металл заготовок остается недеформированным и изменяет свою структуру только под воздействием нагрева (зона термического влияния). Зона С, где металл подвергается значительным пластическим деформациям и нагреву, названа зоной термомеханического влияния (ЗТМВ). Зона D – это ядро соединения, где происходит динамическая рекристаллизация. Твердость металла уменьшается в направлении от основного металла к центру шва, и минимальное значение достигается в ЗТВ (рис. 5). Снижение твердости в ЗТВ происходит за счет перестаривания, уменьшения плотности дислокаций либо за счет обоих этих механизмов.
Рис. 5. Распределение твердости в зоне сварного соединения сплава 7075 – Т7351 [17].
О высоком уровне механических свойств сварных соединений сообщают многие исследователи. При СТП сварное соединение сплава 6082 –Т6 имеет предел прочности σв=245 МПа, тогда как основной металл имеет σв=317 МПа. Для 6082 –Т4, состаренного после сварки, σв=308 ÷ 310 МПа. Испытания на усталость свидетельствуют о более высоком уровне механических свойств соединений при СТП по сравнению с аналогичными при аргонодуговой сварке [18].
Авторы [19] проводили исследования механических свойств соединений, полученных сваркой трением с перемешиванием сплава 5083 при криогенных температурах, что имело целью подготовить производство емкостей для сжиженного водорода. Образцы толщиной 30 мм были сварены со скоростью 40 мм/мин. Исследования при 77К в жидком азоте, 20К в жидком водороде и 4К в жидком гелии показали, что уровень свойств соединений при СТП выше, чем при аргонодуговой сварке.
Рис. 6. Механические свойства сварного соединения, выполненного различными способами сварки.
Проблемами СТП литейных алюминиевых сплавов занимались авторы работы [20]. В промышленном производстве литейные сплавы часто приходится сваривать с получаемыми экструдированием. Использовали сплавы ADC1 и А6061 – Т6 толщиной 4мм. Результаты, полученные при СТП, сравнивались с аналогичными при аргонодуговой и лазерной сварке. Как видно из рисунка 6, СТП обеспечивает лучшие свойства соединений. Предел прочности составляет 80% прочности А6061 – Т6. При испытании на изгиб разрушение при сварке трением с перемешиванием происходит по основному металлу. О положительных результатах сварки трением с перемешиванием разнородных сплавов, а также алюминиевых сплавов со сталями сообщается в публикации [21]. При СТП стали SS400 и сплава А5083 толщиной 2 мм предел прочности был равен 240 МПа, что составляет 86% прочности алюминиевого сплава.
Рис. 7. Установка для точечной сварки трением с перемешиванием (слева), поперечное сечение (вверху справа) и внешний вид образцов (внизу справа).
В качестве недостатка способа СТП авторы [2, 12] отмечают образование в конце шва отверстия, равного диаметру наконечника, что требует выведения шва за пределы рабочего сечения заготовки или заполнения отверстия после сварки с помощью других методов, таких как вварка трением специальных пробок.
Происходящее совершенствование технологии и оборудования позволяет преодолеть существующие недостатки, а также расширить области применения способа. Хотя сварка трением с перемешиванием применяется в основном для стыковых и нахлесточных швов, возможно также получение угловых, тавровых, точечных швов. Точечную сварку трением с перемешиванием можно реализовать двумя способами. Первый способ – это точечная сварка погружением (PFSW), который был запатентован фирмой Mazda (Япония) в 2003 году. При этом вращающийся инструмент погружается в деталь, доводя до пластического состояния и перемешивая металл под заплечиком. После этого инструмент поднимается, оставляя характерное углубление в детали. Второй способ – точечная сварка трением с заполнением шва (RFSW), который запатентован GKSS– GmbH в 2002 году [2]. Для этого способа используют инструмент, у которого наконечник и заплечик имеют раздельные системы привода. Вращающийся инструмент опускается в деталь, при этом наконечник выдавливает и перемешивает находящийся под ним металл, а после он убирается, и металл под заплечиком заполняет углубление, и, таким образом, получается шов без отверстия (рис. 7).
Рис. 8. Внешний вид инструмента из поликристаллического кубического нитрида бора [2].
Сварочный инструмент обычно изготавливается из инструментальных сталей Н13 (AISI), SKD61, SKD 11, SKH 57 (JIS), нержавеющей мартенситной стали SUS440C(JIS). При этом возможно использование составных инструментов, у которых наконечник изготовлен из кобальтового сплава МР159, а заплечик – из Н13 [22]. Для сварки методом СТП сталей толщиной до 0,5″ MegaStir разработала инструмент из поликристаллического кубического нитрида бора. Его стойкость против разрушения выше и позволяет придать наконечнику форму необходимую для благоприятного течения металла в зоне сварки (рис. 8). Инструмент по отношению к поверхности детали располагают под небольшим углом 2 ÷ 3° [16, 23]. При таком расположении инструмента под небольшим углом к поверхности детали достигаются наиболее высокие показатели качества.
Рис. 9. Конструкция инструмента Bobbin Tool.
Инструмент, одновременно выполняющий также роль подкладки соединяемых заготовок, приведен на рисунке 9 [24]. В NASA разрабатывается саморегулирующийся инструмент, длина наконечника которого определяется силами, действующими на него. При отклонении нагрузки на наконечник от заданного значения, происходит автоматическая корректировка его длины. Это позволяет сваривать заготовки переменного сечения и избегать образования отверстия при выполнении кольцевых швов.
Рис. 10. Варианты конструкции рабочего инструмента WhorlTM.
Для сварки алюминиевых сплавов значительной толщины разработаны семейства инструментов WhorlTM(рис. 10) и TrifluteTM[25], которые позволяют выполнять сварку за один проход алюминиевых сплавов толщиной 50 мм. Новыми вариантами СТП являются технологии Re– StirTM, Skew– StirTM, Com– StirTM[26]. Технология Re– StirTM с переменным вращением инструмента по часовой и против часовой стрелки позволяет исключить асимметрию шва, присущую традиционной СТП. По технологии Skew– StirTM инструмент немного наклонен по отношению к шпинделю машины так, что точка пересечения осей шпинделя и инструмента, получившая название фокусной точки, может располагаться над, под или в свариваемой заготовке в зависимости от свойств материала и параметров режима. Это позволяет получить при вращении инструмента в процессе сварки более широкий шов. Инструменты A – SkewTMи Flare – TrifluteTMобеспечивают формирование более прочных нахлесточных соединений. Технология Com– StirTM состоит в совмещении в процессе сварки вращательного и орбитального движений инструмента. В результате получают более широкие швы и в основном применяют для соединения разнородных материалов. Разработана система с двумя параллельными инструментами Twin – StirTM [27].
Рис. 11. Соединения, выполненные на автомобиле Mazda RX – 8 с помощью точечной сварки трением с перемешиванием [2].
Развитие новых технологий сварки трением с перемешиванием продолжается. В Университете Миссури – Колумбия (США) занимаются разработкой СТП с сопутствующим дополнительным нагревом при пропускании тока через наконечник инструмента. Центр обработки и соединения передовых материалов (США) разрабатывает СТП с индукционным предварительным подогревом материала, что позволит увеличить скорость сварки, уменьшить силы, действующие на инструмент, и уменьшить его износ [2]. В работе [28] изучается возможность использования лазера для предварительного подогрева металла при СТП магниевых сплавов.
Рис. 12. Оборудование для сварки трением с перемешиванием в вертикальном положении.
Благодаря небольшому количеству факторов, влияющих на процесс СТП, и достаточно простой конструкции оборудования, способ идеально подходит для автоматизации и роботизации [29]. Установка Tricept805 позволяет выполнять сварку алюминия толщиной до 10 мм.
Сварка трением с перемешиванием уже используется многими производителями различных высокотехнологичных изделий. Фирмы GDLS (GeneralDynamicsLandSystems) и EWI (EdisonWeldingInstitute) провели совместные работы, целью которых было обеспечить требуемые баллистические характеристики соединений броневых плит из алюминиевого сплава 2195 – Т87 для морских бронированных транспортеров. Сварка методом СТП вместо аргонодуговой плит толщиной 31,8 мм позволила получить приемлемые прочностные свойства соединений и более пластичные (в 2 – 3 раза) швы. В итоге сварные соединения (в том числе угловые) успешно прошли баллистические испытания [22].
Рис. 13. Установка для сварки трением с перемешиванием топливного бака ракеты «Delta» на предприятии «Boeing».
Для предотвращения ухудшения свойств сверхпроводящей Nb – Ti проволоки её необходимо соединять с жестким элементом из чистого Al при температуре ниже 400°С. Раньше для этого использовали низкотемпературную пайку, но паяные швы имели низкую прочность. СТП обеспечила требуемые свойства сварного соединения в жидком гелии [12].
В течение трех лет с 2003 года компания FordMotorCo. (США) изготовила несколько тысяч автомобилей FordGT, применяя СТП для сварки центрального отсека, который вмещает и изолирует топливный бак от внутреннего отделения и обеспечивает пространственную жесткость каркаса [2]. СТП повышает точность размеров и на 30% увеличивает прочность по сравнению со сходными узлами при дуговой сварке в защитном газе. В другой работе [30] описывается процесс изготовления точечной сваркой трением кузова автомобиля MazdaRX – 8 (рис. 11). С 2003 года было произведено свыше 100 тыс. автомобилей, двери которых изготовлены точечной сваркой трением [7]. На основании успешного применения данного способа сварки сообщается о планах фирмы выполнить подобные соединения на новом поколении автомобилей модели MX – 5.
Рис. 14. Самолет Eclipse 500 с узлами, изготовленными сваркой трением с перемешиванием.
Активно занимаются изучением процесса СТП в аэрокосмической сфере (рис. 12) [24]. В 2001 году процесс внедрен в производство внешнего бака ракеты носителя для возвращаемых космических кораблей. Технология предусматривает сварку 8 продольных швов на резервуаре из сплава 2195 для жидкого водорода и 4 продольных шва на резервуаре для жидкого кислорода. Это приблизительно ½ мили швов на каждом баке. Разрабатывается оборудование для ремонтной сварки трением с перемешиванием в условиях космического вакуума. Концепция основана на том, что высокая скорость вращения инструмента (30000 об/мин) при СТП позволит уменьшить усилия, необходимые для выполнения сварки.
Компания «Boeing» начала использовать сварку трением с перемешиванием при производстве ракеты «Delta» II и III (рис. 13) [31]. Сварка выполняется на топливном баке длиной 8,4 м, на баке для жидкого кислорода длиной 12 м и на других конструкциях. Сварка трением с перемешиванием обеспечивает повышение качества (один дефект на 76,2 м шва) по сравнению с аргонодуговой сваркой (один дефект на 8,4 м шва). При СТП уменьшается время изготовления сварной конструкции. Производство ракет «Delta» II выросло с 8 до 17 единиц в год.
О работах по СТП оребренных панелей для крыла самолета из сплавов 2024, 7475, 7050 толщиной 4 мм сообщается в статье [32]. Высокое качество соединений обеспечено при использовании СТП на самолете Airbus А350 и двух новых версиях А340 (А340 – 500 и А340 – 600) [2]. Компания EclipseAviation завершает сертификацию реактивного самолета бизнес класса Eclipse 500 с узлами, изготовленными методом СТП (рис. 14).
Рис. 15. Внешний вид экспериментальной установки для СТП тонколистовых (1,8 ÷ 2,5 мм) алюминиевых сплавов.
Приведенный анализ опубликованной информации свидетельствует о том, что сварка трением с перемешиванием успешно развивается и находит применение в различных отраслях промышленного производства. Большинство публикаций касаются сварки алюминиевых сплавов средней и сравнительно большой толщины. Следует иметь в виду, что затруднения обычно возникают при соединении заготовок толщиной 0,5 – 3 мм, а также более 40 мм. В связи с этим, а также с возникающими осложнениями при обеспечении точности сборки тонкостенных заготовок под сварку в ИЭС им. Е. О. Патона проведены исследования процесса СТП на специальной экспериментальной установке (рис. 15). Работы выполнены на алюминиевых сплавах АМг6, 1201, 1460 толщиной 1,8 … 2,5 мм. На рис. 16 приведен внешний вид сварного соединения сплава АМг6, полученного методом СТП. Одновременно проверена эффективность сварочных инструментов с различными профилями рабочей части.
Рис. 16. Внешний вид шва, полученного сваркой трением с перемешиванием (алюминиевый сплав АМг6 толщиной 2 мм).
Установлено, что соединения при данном способе сварки обладают высоким уровнем механических свойств (коэффициент прочности сварных соединений составляет 0,7 ÷ 0,9 от уровня прочности основного металла (табл.)) и подтверждена актуальность работ по усовершенствованию способа сварки трением с перемешиванием конструкций с применением тонколистовых материалов.
Таблица
Механические свойства соединений алюминиевых сплавов, полученных сваркой трением с перемешиванием
| Алюминиевыйсплав | Прочность сварного соединения σвсв, МПа | Угол загиба сварного соединения α, град |
| АМг6 | 343 | 180 |
| 1420 | 362 | 96 |
| 1201 | 294 | 180 |
| 1460 | 325 | 180 |
Литература
- US Pat. No 5460317. Friction stir butt welding/ W.M. Thomas, E.D. Nicholas, J.C. Needham et al.; Опубл. 1995.
- Arbegast W.J. Friction stir welding. After a decade of development// Welding J. – 2006. – 85, №3. – P. 28 – 35.
- Ito T., Motohashi Y., Goloborodko A. et al. Microstructures and room temperature mechanical properties in friction-stir-welded joints of 7075 aluminum alloys// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 9 – 13.
- Aritoshi M. Friction stir welding of magnesium alloys sheets// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 18 – 23.
- Nakata K. Friction stir welding of copper and copper alloys// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 14 – 17.
- Klingensmith S., Dupont J.N., Marder A.R. Microstructural characterization of a double-sided friction stir weld on a superaustenitic stainless steel// Welding J. – 2005. – May. – P. 77 – 85.
- Martin J. Pushing the boundaries – friction stir goes deeper than before// TWI Connect. – 2006. – January/February. – P. 1.
- Teh N.J. Small joints make a big difference// TWI Connect. – 2006. – 143, №4. – Р. 1.
- Эрикссон Л.Г., Ларссон Р. Ротационная сварка трением – научные исследования и новые области применения// Технология машиностроения. – 2003. – №6. – Р. 81 – 84.
- Hassan A.A., Prangnell P.B., Norman A.F. et al. Effect of welding parameters on nugget zone microstructure and properties in high strength aluminium alloy friction stir welds// Sci. Technol. Weld. Joining. – 2003. – 8, №4. – Р. 257 – 268.
- Defalco J. Friction stir welding vs. fusion welding// Welding J. – 2006. – 85, №3. – P. 42 – 44.
- Okamura H., Aota K., Ezumi M. Friction stir welding of aluminum alloy and application to structure// J. of Jap. Institute of Light Metals. – 2000. – 50, №4. – P. 166 – 172.
- Aota K., Okamura H., Masakuni E. et al. Heat inputs and mechanical properties friction stir welding// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Lambrakos S.G., Fonda R.W., Milewski J.O. et al. Analysis of friction stir welds using thermocouple measurements// Sci. Technol. Weld. Joining. – 2003. – 8, №5. – Р. 385 – 390.
- Dalle Donne C., Lima E., Wegener J. et al. Investigation on residual stresses in friction stir welds// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Volpone M., Mueller S.M. Friction stir welding (FSW): le ragioni di un successo// Rivista Italiana della Saldatura. – 2005. – №1. – Р. 23 – 30.
- Chao Y.P., Wang Y., Miller K.W. Effect of friction stir welding on dynamical properties of AA 2024-T3 and AA 7075-T7351// Welding J. – 2001. – №8. – Р. 196 – 200.
- Ericsson M., Sandstorm R. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG// International Journal of Fatigue. – 2003. – №25. – P. 1379 – 1387.
- Hayashi M., Oyama K., Eguchi H. et al. Mechanical properties of friction stir welded 5083 aluminum alloy at cryogenic temperatures// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Nagano Y., Jogan S., Hashimoto T. Mechanical properties of aluminum die casting joined by FSW// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Kimapong K., Watanabe T. Friction stir welding of aluminum alloy to steel// Welding J. – 2004. – October. – P. 277 – 282.
- Colligan K.J., Konkol P.J., Fisher J.J. et al. Friction stir welding demonstrated for combat vehicle construction// Welding J. – 2003. – March. – P. 34 – 40.
- Shibayanagi T., Maeda M. Characteristics of microstructure and hardness in friction stir welded 7075 aluminum alloy joints// Trans. JWRI. – 2004. – 33, №1. – P. 17 – 23.
- Ding J., Carter R., Lawless K. et al. Friction stir welding flies high at NASA// Welding J. – 2006. – March. – P. 54 – 59.
- Dolby R.E., Johnson K.J., Thomas W.M. The joining of aluminium extrusions// La metallurgia italiana. – 2004. – №3. – P. 25 – 30.
- Pekkari B. The future of welding and joining// Svetsaren. – 2004. – №1. – Р. 53 – 59.
- Thomas W., Staines D. Better joints using two contra – rotating FSW tools// TWI Connect. – 2006. – May/June. – P. 7.
- Kohn G., Greenberg Y., Makover I. et al. Laser – assisted friction stir welding// Welding J. – 2002. – February. – P. 46 – 48.
- Cook G.E., Smartt H.B., Mitchell J.E. et al .Controlling robotic friction stir welding//Welding J. – 2003. – June. – P. 28 – 34.
- Kato K., Sakano R. Development of spot friction welding and application for automobile body// J. of Light Metal Welding & Construction. – 2004. – 42, №11. – P. 8 – 13.
- Imuta M., Kamimuki K. Development and Application of Friction Stir Welding for Aerospace Industry// Proc. of the IIW International Conference on Technical Trends and Future Prospectives of Welding Technology for Transportation, Land, Sea, Air and Space, Osaka, Japan, 15 – 16 July, 2004. – P. 53 – 64.
- Kumagai M. Application of FSW for aircraft// Welding Technology. – 2003. – 51, №5. – P. 74 – 78.
Сварка трением, принцип, применение, схема и технология

 Сварка трением, принцип, применение, схема и технология
Сварка трением, принцип, применение, схема и технология




пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Сварка трением, принцип, применение, схема и технология
Сварка трением, принцип, применение, схема и технология
- 5
- 4
- 3
- 2
- 1
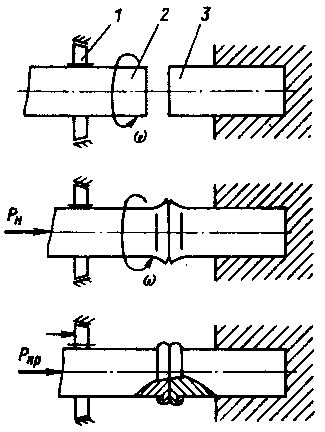
Сварка трением берет свое начало в 1956 году, в Советском Союзе. С 60-х годов она начала развиваться в других странах и впоследствии получила широкое признание. Сварка трением представляет собой разновидность сварки давлением, при которой нагрев металла происходит путем трения одной из соединяемых частей изделия.
Окончательное соединение происходит в конце процесса, когда применяется проковочное усилие. Этот вид сварки используется в авиастроении, автомобилестроении.
Сварка металла трением
Сварка металла трением — это уникальный процесс соединения двух металлов, при котором механическая энергия трения или вращения одной из заготовок превращается в тепловую, где генерирование теплоты происходит именно в месте нужного соединения. В процессе нагрева детали прижимаются с постоянным давлением или нарастающим. После необходимого нагрева, расплава металла, соединения путем давления сварка завершается осадкой и резким прекращением вращения.
При сварке металла трением в зоне соединения в результате давления происходит разрушение жировых пленок и окислов, которые мешают прочному соединению.
Сильно разогретый металл, до температуры плавления, при сильном сжатии побуждает атомы металлов врастать друг в друга, что вызывает монолитность изделия. Таким образом, сварка металла трением включает в себя процесс:
- прочное закрепление деталей, при котором одна из них подвижная, а другая нет;
- разогрев металла механическим путем до пластичного состояния, плавления;
- процесс разрушения окислов, жировых пленок, мешающих прочности сварного шва;
- кромки горячего металла устанавливают металлические связи на атомном уровне;
- прекращение вращательных движений, давления, режим застывания деталей.
В 1990-е годы был разработан метод сварки трением металлов с перемешиванием. Этим способом варятся стыковые швы листового цветного металла: алюминия, титана, их сплавов, а также стали. Также свариваются все сплавы с температурой плавления до 18000С, можно соединять разнородные металлы. Для этого используют инструмент в форме стержня с наконечником, который углубляется в свариваемую деталь и проходит по всей необходимой длине свариваемой детали. Инструмент вращается с очень большой скоростью, происходит сильное трение, вызывающее нагрев металла до пластичного состояния. Происходит перемешивание расплавленной массы с вращающимся инструментом и его вытеснение в свободное пространство позади инструмента. В результате такого процесса устанавливаются металлические связи и происходит соединение металлов. По окончании работы инструмент выводят за пределы заготовки. Ключевые критерии сварки трением металлов с перемешиванием:
- скорость сварки;
- частота вращательных движений;
- сила прижимания инструмента, его перемещение, с учетом свариваемого металла, его толщины;
- размеры такого инструмента и угол его наклона.
Достоинства такой сварки:
- не нужна большая мощность;
- локальная зона разогрева, точность разогрева;
- быстрота сварки;
- точность соединения;
- отсутствие брызг.
Сварка трением оборудование
 Сварка трением оборудование предназначено для выполнения высокоточной задачи по соединению двух металлов. Одним из передовых станков является ПСТ-80. Он оборудован гидравлическими зажимами, сенсорным экраном для контроля, управления и программирования цикла сварки, гидростанцией и станцией смазки. Может сваривать металл из жаропрочной стали, конструкционной, шов сечения состоит из мелкозернистой структуры. Сварка трением оборудование модели МАСТ-10 предназначена для стыковой сварки черных металлов, цветных, их сплавов. Машина полуавтоматическая, автоматизированные операции, кроме загрузки деталей. Модели ПСТ-12, ПСТ-20, ПСТ-50 замечательно выполняют свою работу сваривания, образуют качественный шов, быстрота работы.
Сварка трением оборудование предназначено для выполнения высокоточной задачи по соединению двух металлов. Одним из передовых станков является ПСТ-80. Он оборудован гидравлическими зажимами, сенсорным экраном для контроля, управления и программирования цикла сварки, гидростанцией и станцией смазки. Может сваривать металл из жаропрочной стали, конструкционной, шов сечения состоит из мелкозернистой структуры. Сварка трением оборудование модели МАСТ-10 предназначена для стыковой сварки черных металлов, цветных, их сплавов. Машина полуавтоматическая, автоматизированные операции, кроме загрузки деталей. Модели ПСТ-12, ПСТ-20, ПСТ-50 замечательно выполняют свою работу сваривания, образуют качественный шов, быстрота работы.
виды, оборудование, преимущества и недостатки
Фрикционная технология или сварка трением основана на способности металла преобразовывать энергию силы трения в тепловую. Метод разработан в России более 60 лет назад для соединения разнородных металлов. Экологически безопасная технология постоянно совершенствуется, расширяется спектр производимых сварных работ.
Что такое сварка трением
Сварка трением, по сути, это способ соединения металлов под давлением при нагреве до точки пластичности за счет фрикционных сил во время взаимного движения заготовок. Детали подвергают трению под большой нагрузкой. Благодаря происходящим в металле внутренним структурным процессам, удается получать прочные соединения без больших энергозатрат. Движение бывает:
- вращательным;
- поступательным;
- возвратно-поступательным (колебательным).
Двигаются обе заготовки одновременно или только одна, вторая жестко закреплена. В отличие от других видов сварки, технология с использованием силы трения применима для сплавов с разными температурами плавления. В процессе соединения металл не расплавляется, а вдавливается, образуя прочный шов.
Область применения
Фрикционная сварка изначально разрабатывалась для оборонной промышленности, атомного комплекса. Затем метод стали использовать в машиностроении, электротехнике. Радиальным методом сваривают трубы для добывающей отрасли. Подходит для соединения плохо свариваемых металлов, магниевых, алюминиевых сплавов, цветных металлов, углеродистой, легированной стали, разнородных пластичных сплавов. Технология заменяет клепку, контактную электросварку. Используется для наплавки режущего инструмента, восстановления деталей.
Преимущества и недостатки
В сравнении с другими видами соединения металлов, у использования силы трения хорошие перспективы. У метода много преимуществ:
- технология отличается высокой производительностью, шов образуется за несколько секунд благодаря скоростному движению деталей, непродолжительному сжатию заготовок;
- удается получать прочные соединения, процент брака невысокий;
- стабильно хорошее качество швов: на них нет окалины, пережогов, непроваров, пористости;
- не требуется предварительной зачистки оксидного слоя;
- перечень свариваемых сплавов широк;
- технология безопасна, не требуется обычной экипировки сварщика;
- процесс автоматизирован, только крупногабаритные детали приходится устанавливать вручную.
Основные недостатки:
- невысокая универсальность, геометрия свариваемого проката ограничена: прутки, трубы, листовой прокат, лента, полоса;
- габаритное оборудование, оно устанавливается стационарно, мобильных аналогов нет;
- нарушается микроструктура сплава в области пластической деформации, искривление структурных волокон при сварке приводит к усталостной деформации, со временем металл теряет былую прочность.
Виды сварки трением
Разработаны различные технологии, в результате которых в месте стыка образуется сцепляющий молекулярный слой, надежно удерживающий свариваемые заготовки вместе. Методика предусматривает различные способы преобразования силы трения в тепловую. Каждую технологию сварки стоит рассмотреть подробно.
Сварка трением с перемешиванием
Молодая технология запатентована в конце прошлого века, разработана в Британии. При сварке трением с перемешиванием обе свариваемые детали закрепляются неподвижно. Кромки подготавливают так, чтобы между ними мог пройти вращающийся инструмент, создающий силу трения. Он представляет собой цилиндр со штырем и заплечиками. Кромки для сварки трением с перемешиванием нагреваются от вращения центрального штыря между сдавливаемыми деталями. Размягченный металл смешивается движущимся стержнем, центробежной силой вытесняется назад, полностью заполняет зазор между заготовками. Формируется сварочный шов, валик корректируют заплечики. После одной или нескольких проходок стыка инструмент, используемый при сварке, выходит за область деталей. При сжатии жидкий металл шва уплотняется.
Сварка трением с перемешиванием
Линейная сварка
Для нагрева металла используется поступательное движение. Для линейной сварки трением кромки соприкасаются за счет колебательных движений, одна заготовка зажимается, другая подвижна. Когда металл разогрет до точки пластичности, детали сжимают. Размягченный сплав в процессе сварки взаимно вжимается, образуется общий слой молекул. Технология применяется для соединения элементов из различных металлов, схожих по показателям пластичности. Образуется прочное соединение по всей площади стыка.
Орбитальная сварка
Сжатые заготовки соприкасаются, вращаясь по разным орбитам в одной плоскости. Орбитальную сварку трением обычно используют для деталей с большой площадью соприкосновения. Регулируется относительное смещение осей (эксцентриситет), скорость движения. Когда за счет силы трения поверхности заготовок разогреваются до необходимой температуры, заготовки устанавливают соосно, сильно сдавливают. После формирования шва производится проковка для упрочнения структуры диффузного слоя.
Орбитальная сварка трением: а — стадия нагрева; б — стадия проковки
Инерционная сварка трением
По технологии одна свариваемая часть плотно фиксируется, другая крепится к маховику. Разгоняется, скорость достигает 11 м/с, угловое ускорение – от 150 до 300 рад/с2. Разогрев происходит во время сближения раскрученной заготовки с неподвижной. Разогрев происходит за счет сил инерции, накопленной маховиком. Двигатель в этот момент уже отключен, а подвижную заготовку вдавливают в неподвижную с усилием до 4740 кг/см2 в зависимости от толщины свариваемых элементов, вида и марки сплава. Когда маховик останавливается (заканчивается накопленная энергия), разогретые прижимаемые друг к другу поверхности сцепляются, образуя общий диффузный слой.
Инерционная сварка трением: 1 — маховик; 2 — свариваемые детали
Сварка трением с непрерывным ходом
Технология была разработана в середине прошлого века. Одну из свариваемых деталей жестко закрепляют, другая непрерывно вращается на этой же оси. От осевого усилия нагрева детали разогреваются. При достижении точки пластичности вращение прекращается. Когда заготовки с усилием сдавливают, образуется диффузный слой, поверхности спекаются. Стык для уплотнения проковывают. Процесс регулируют по времени разогрева поверхностей, степени сдавливания.
Сварка трением с непрерывным ходом: 1 — тормоз; 2,3 — свариваемые заготовки
Радиальная сварка
Этот метод создан для заделки трубных стыков, роль присадки выполняет разжимное кольцо. Существует два способа установки присадочного обода:
- наружный, кольцо вращается поверх трубы, внутрь устанавливается оправка, которая не дает трубе деформироваться при сжатии разогретого кольца;
- внутренний, кольцо вращается внутри трубы, оправка надевается сверху.
При вращательном движении кольца возникает сила трения. Кромки разогреваются, поверхность присадочного обода тоже. При сжатии наружного или расширении внутреннего кольца формируется сварной шов, образуется герметичное соединение, рассчитанное на большую нагрузку.
Радиальная сварка трением: а — с наружным разжимным кольцом; б — с внутренним разжимным кольцом; 1,2 — свариваемые заготовки; 3 — вращающееся кольцо из присадочного материала; 4 — зажимные элементы; 5 — оправка
Штифтовая сварка
Метод используют для укрепления деталей в месте дефекта. Под размер штифта, выполняющего роль наплавки, высверливается отверстие. Штифт вводится вращением с большой скоростью. За счет силы трения металл в области соединения разогревается, размягчается. Между штифтом и деталью формируется прочный сварочный шов. Мобильный метод часто применяется при проведении ремонтных работ. Надежно установленный штифт повышает срок службы упрочняемой детали.
Колебательная сварка
Технология вибротрения предусматривает движение одной или обеих заготовок относительно друг друга с высокой частотой. При возвратно-поступательном движении поверхности становятся пластичными, быстро схватываются при сжатии. Метод применяется для соединения материалов с высоким коэффициентом пластичности.
Роликовая сварка
Метод разработан для листовой тонкостенной стали. Вращающийся ролик движется по шву со скоростью до 2м/с, прижимные пластины в это время оказывают давление до 5 кг/см2. За счет вращения ролика создается необходимое для разогрева металла трение в области стыка или наложения тонких листов внахлест.
Технология сварки трением
Рассматривая технологию с точки зрения физико-химических процессов, можно выделить несколько последовательных процессов:
- происходит истирание оксидного слоя в процессе соприкосновения деталей во время движения;
- область шва нагревается до температуры пластичности металла, он способен деформироваться под давлением;
- возникает единый диффузный слой в процессе проникновения молекул одной детали в другую, за счет этого образуются швы на разнородных и однородных металлах;
- формирование шовного валика вызвано выдавливанием пластичного металла за зону стыка;
- фиксация свариваемых деталей до затвердевания диффузного слоя;
- образование монолитной структуры в месте шва, проходит процесс кристаллизации, формирования металлической решетки.
При трении контактируют отдельные выступы, металл в зоне трения прогревается равномерно на небольшую глубину. После осадки деталь остывает медленно, образуя соединение по всей площади стыка.
Применяемое оборудование
Для сваривания используют металлорежущие станки, но они не подходят для длительного применения, быстро выходят из строя. Специальные машины с блоком управления созданы по одному принципу: силовой привод подводится к двигающимся механизмам. Для фиксации свариваемых заготовок предусмотрены зажимные устройства, двигающие механизмы. Работает оборудование в автоматическом или полуавтоматическом режиме (укладка заготовок, выемка готовых изделий производится в ручном режиме). Машины бывают универсальными и под определенную технологию. На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
Контроль качества
При визуальном методе контроля швов выявляют подрезы, наплывы, трещины. Внутренние дефекты выявляют методами разрушающего или неразрушающего контроля.
Разрушающие:
- металлографический анализ шва;
- исследование химического состава диффузного слоя;
- механические испытания (определяют предел выносливости соединения на растяжение, кручение, изгиб под ударной нагрузкой, сжатие; проверяют усталостную стойкость шва, герметичность соединения).
Разрушающие методы контроля применяются в исключительных случаях:
- на образцах при разработке технологии;
- готовых деталях при выборочном контроле, регламентированном стандартом.
К неразрушающим методам относятся исследования с применением приборов, делается:
- просвечивание соединения рентгеновскими или гамма-лучами;
- ультразвуковой основан на способности луча отклоняться при различной плотности материала;
- магнитные фиксируют изменение потока.
Исследования проводятся выборочно, где на шов оказывается разнонаправленная нагрузка. Фрикционная технология надежная: образуются прочные швы, если обеспечена достаточная скорость движения, на разогретый металл оказывается необходимое давление.
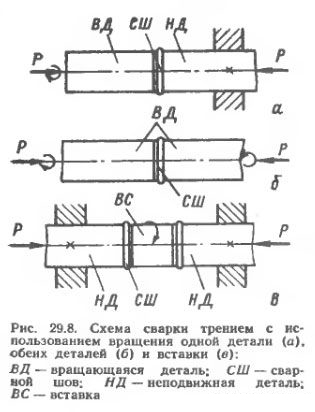
виды, схемы, с перемешиванием сплавов
На разных крупных производствах и предприятиях, на которых изготавливаются большие корабли, самолет, сельскохозяйственное оборудование и другие крупногабаритные конструкции, часто используются необычные виды сварок, которые позволяют производить сваривание больших объемов металла.
К одним из таких относится сварка трением, во время данной технологии применяется внешнее тепло, которое выделяется высокоэнергетическим источником, к примеру, электродуговым разрядом. Тепло обычно выделяется во время сильного прижатия деталей друг к другу.

Принцип сварки
Сварка металла трением – технологический процесс изготовления сварного соединения, который осуществляется за счет применения тепловой энергии, возникающей на контактных поверхностях соединяемых элементов. Во время этого процесса элементы с усилием прижимаются друг к другу, и одна из заготовок движется относительно другой.
Обычно применяется трение вращения, во время этого процесса вращается одна из свариваемых заготовок или вкладка между элементами. В точке, в которой происходит усиленное прижатие элементов, происходит выделение тепла и осуществляется нагревание.

Благодаря высокой температуре и трению происходит активное разрушение оксидных пленок и следов посторонних загрязнений. Поверхности свариваемых элементов плотно притираются друг к другу, во время этого начинается разрушение микро выступов. Поверхность становится ровной, и за счет этого атомы металлов могут вступать в полноценное взаимодействие друг с другом.
Фрикционная сварка осуществляется в несколько этапов:
- снятие оксидных пленок;
- нагревание поверхностей для состояния пластичности. Во время этого этапа также создаются и разрушаются фрагменты кристаллических решеток;
- на третьем этапе останавливается вращение, возникает кристаллизация зоны контакта и образуется сварное соединение.
После того как достигается необходимый показатель температуры плавления происходит остановка вращения с одновременным увеличением силы прижима.
Достоинства
Сварка трением с перемешиванием пользуется высоким спросом на больших производствах, на которых изготавливаются огромные конструкции и важное оборудование.
Востребованность связана с наличием целого ряда положительных качеств у данного сварочного процесса:
- Высокая производительность. Сварка требует немного времени, ее можно осуществить всего за несколько минут.
- Эффективное применение энергии. Нагревание осуществляется быстро, его можно произвести в ограниченной закрытой области. Если сравнивать с другими видами сварок, то у данной технологии отмечаются низкие потери на обогревание окружающей области.
- При осуществлении сварки трением получается прочный и качественный шов. Если во время процесс будет применяться одинаковый режим для соединения всех типов металлов, то можно получить аналогичные свойства, а именно угол изгиба, временные показатели сопротивления, ударная вязкость, а также другие показатели, которые могут отличаться друг от друга всего на 7-10 %.
- Перед тем как проводить инерционную сварку трением не нужно выполнять предварительную подготовку соединяемого стыка. Но все же опытные сварщики советуют обязательно выполнять тщательную зачистку от ржавчины, жировых пятен, смазки.
- Высокое качество сварного соединения наблюдается даже при наличии расхождений между заготовками с показателем до углов 5-70.
- При проведении сварочного процесс трением нет таких негативных условий, как усиленного ультрафиолетовое излучение, выделение вредных газов – продуктов сварочных реакций.
- Подходит для сваривания разнородных металлов и сплавов. При помощи этой технологии можно с огромным успехом сваривать многие пары металлов, которые невозможно сварить при помощи других видов сварок – стальные сплавы с алюминиевыми, алюминиевые с медными, сталь с титаном и многое другое.
Важно! При проведении сварки трением применяется стандартный набор оборудования – сварочная машина, станок, снимающий грат и манипулятор (робот), который осуществляет перемещение крупногабаритных деталей. Все эти элементы позволяют произвести легкое и качественное сваривание больших стальных конструкций.
Виды
Сварка трением с перемешиванием алюминиевых, медных, стальных и других видов сплавов может производиться несколькими способами.

Выделяют следующие виды данной технологии:
- Линейная сварка трением. Во время этого способа не используется вращение деталей. Соединяемые элементы трутся друг о друга до тех пор, пока не образуется требуемая среда для прочного соединения деталей. Одна из заготовок обычно производит возвратно-поступательные движения, а оказываемое давление позволяет получить требуемое соединение.
- Радиальная. Ее применяют при сваривании трубных конструкций. На стуках труб устанавливается специальное кольцо, которое во время вращения выделяет необходимое тепло для осуществления сваривания.
- Штифтовая. Этот метод применяется при проведении ремонтных работ. Первым делом просверливается отверстие, в которое направляется штифт из соответствующего материала. После этого он усиленно вращается, выделяет тепло и образует необходимую пластификацию. Это все создает требуемые условия для создания качественного шва.
Сварочным процесс с использованием трения применяется в условиях крупных производств, на которых изготавливаются металлические конструкции. Удобное и функциональное оборудование, а также уникальная технология позволяют получить качественный шов с высокой прочностью. Но чтобы все было выполнено правильно стоит предварительно рассмотреть важные особенности и преимущества данной сварки.
Интересное видео
преимущества и недостатки, необходимое оборудование, технология процесса
 Схема сварки трением с перемешиванием
Схема сварки трением с перемешиванием
Классическая сварка трением, распространенная в тяжелом машиностроении с 1960-х годов прошлого века, не могла обеспечить достаточную равномерность швов, что с развитием техники потребовало создания новых, более эффективных методик. Одной из них стала сварка трением с перемешиванием, которая начала разрабатываться еще в 70-х годах, но широкую известность и одноименный патент получила после исследования британского Технологического института сварки в 1991 году.
Понятие и суть процесса сварки трением с перемешиванием
В общем случае метод предполагает выполнение следующего алгоритма действий:
- разрушение поверхностных пленок, выброс их остатков и загрязняющих частиц;
- заглубление инструмента в материал, начало формирования ванны с пластично-деформированным металлом;
- движение инструмента по ванне, перемешивание частиц материала;
- извлечение инструмента и застывание ванны.
Шов, полученный методом трения с перемешиванием, несимметричен, так как имеет сторону наплыва, которая соответствует направлению вращения инструмента. Противоположная сторона называется стороной отхода. В остальном соединение получается качественней и аккуратней, чем у других сварочных методик.
Схема сварки трением с перемешиваниемПреимущества и недостатки методики
Сварка трением с перемешиванием практически лишена недостатков, касающихся непосредственно качества шва. Основная проблема, связанная с ней – необходимость закрепления соединяемых заготовок на опорном столе, что существенно ограничивает возможность работы с деталями сложной конфигурации, крупногабаритными и тяжеловесными изделиями.
Оборудование, используемое для сварки трением с перемешиванием, отличается сложностью и дороговизной, а для его управления, как правило, используется специфичное ПО.
Методика сварки трением с перемешиванием обеспечивает неоспоримые преимущества как в сравнении с классическими видами сварки (электродуговой, плазменной и др.), так и в сравнении с обычной сваркой трением. К ним относится следующее:
- Возможность работы с любыми металлами без их предварительной подготовки и дополнительных защитных операций. Например, разрушение оксидных пленок происходит механическими силами, а, значит, не требуется использование газовых сред и присадочных материалов.
- Соединение происходит без плавления вещества, что исключает разбрызгивание металла, выброс опасных газов, дымление и прочие неблагоприятные факторы.
- Обеспечивается однородность и мелкозернистость шва, что гарантирует высокие показатели прочности и низкий уровень остаточных напряжений, а также коррозионную стойкость соединений.
- Энергопотребление снижается на 50-80% в сравнении с электродуговой и контактной сваркой.
В каждом конкретном случае качества шва задается рядом показателей, к которым, помимо типа инструмента и материала его изготовления, относят скорость вращения и линейного перемещения наконечника, силу давления бурта на металл, угол заглубления, глубину проработки стыка и другие.
Область применения
Чаще всего сварку трением с перемешиванием используют для соединения заготовок из алюминия и его сплавов, что легко объяснить сложностями проработки этих металлов классическими методами, в первую очередь – их склонностью к образованию тугоплавких оксидных пленок. Основными сферами применения технологии стали промышленность, энергетика и транспорт, в частности:
- изготовление автомобилей и их комплектующих;
- производство железнодорожного подвижного состава и элементов инфраструктуры;
- изготовление и ремонт деталей, узлов и агрегатов морских судов;
- авиационная и космическая промышленность;
- тепловая и атомная электроэнергетика.
Этот перечень постоянно пополняется новыми пунктами. Постепенно оборудование для сварки трением с перемешиванием становится доступнее, входит в производственные фонды относительно малых промышленных предприятий.
Необходимое оборудование
Установка для сварки трением с перемешиванием представляет собой, по сути, станок с ЧПУ, ориентированный на массовое производство деталей из заготовок по заданной программе. Она состоит из таких компонентов:
- корпус со станиной, оборудованной механизмами фиксации заготовок;
- электродвигатель высокой мощности, передающий крутящий момент подвижным частям установки;
- система привода шпинделя, обеспечивающая его осевое, продольное и поперечное движение;
- рабочий орган, представленный головкой с режущим наконечником и опорным буртом;
- система электронного управления.
Обычно при изменении конфигурации или типа заготовок достаточно перепрограммировать установку. Сложности возникают при необходимости последовательной проварки детали в различных плоскостях. В таком случае используют дополнительные поворотные механизмы стола или шпинделя.
Как происходит процесс сварки
Соединение заготовок трением с перемешиванием не требует выполнения каких-либо предварительных операций, в том числе кромкования. Даже очистка и удаление поверхностных пленок осуществляются непосредственно рабочим органом установки. После закрепления заготовок на опорном столе выполняется следующая последовательность действий:
- Вращающийся стержень, играющий роль сварочного инструмента, погружается наконечником в стык свариваемых заготовок. Силы трения, вызванные высокой скоростью вращения, раскаляют металл до пластичного состояния.
- Утолщенная часть вращающегося стержня, называемая буртом или заплечником, упирается в металл, ограничивая заглубление и предотвращая растекание сварочной ванны. Продолжая вращаться, наконечник перемешивает частицы металла.
- Одновременно с вращением инструмент начинает линейное движение, продвигаясь вдоль шва и формируя единую сварочную ванну с равномерно распределенным веществом. Бурт давит на ванну, уплотняя материал и придавая зоне пластичного течения направленную форму.
- По мере отдаления наконечника ванна начинает остывать. Проработав шов, то есть завершив линейное движение, инструмент извлекается. В конечной точке обычно остается небольшое отверстие от наконечника.
Обычно ось инструмента слегка наклонена вперед по ходу движения, что облегчает процесс. Стандартный угол уклона – 1,5-4,5°.
Если угол избыточен, бурт не будет полностью касаться поверхности металла, что, в свою очередь, способно вызвать тоннельный дефект.
Что такое сварка трением с перемешиванием?
Сварка трением с перемешиванием или FSW – это процесс контактной сварки, в котором тепло, выделяемое трением, используется для плавления двух разных материалов. Эта техника соединения не использует расходные материалы в процессе.
Одним из ключевых преимуществ использования сварки трением с перемешиванием является улучшенная эстетика, которую имеют готовые детали по сравнению с другими методами сварки.
СВЯЗАННЫЕ С УЛЬТРАЗВУКОВОЙ СВАРКОЙ: ПЕРСПЕКТИВНАЯ ТЕХНОЛОГИЯ СВАРКИ ОБОИХ ПЛАСТМАСС И МЕТАЛЛОВ
Сварка трением с перемешиванием была разработана и запатентована TWI (Институт сварки) в 1991 году.С тех пор многие отрасли промышленности используют эту технологию сварки благодаря ее уникальным характеристикам.
Это происходит в результате того, как сварка трением с перемешиванием применяется к двум заготовкам.
Процесс сварки трением с перемешиванием
Сварка трением с перемешиванием использует специально разработанный инструмент, который вращается с высокой скоростью по швам, которые необходимо сваривать вместе. Когда инструмент вращается над металлом, между ними выделяется тепло.
Это тепло заставляет металлы становиться пластиковыми и сплавляться друг с другом.Сварка трением с перемешиванием способна сваривать два типа соединений:
Инструмент, используемый для сварки трением с перемешиванием, состоит из двух частей. Цилиндрическая часть называется плечом, которое вращается по шву, и профилированной булавкой, которая проходит от плеча.
Штифт сначала просверлен в шов. Затем плечо вращается поверх заготовки в течение определенного времени, пока оптимальная температура не будет достигнута и не будет поглощена материалами.
Затем инструмент перемещается по шву, что создает непрерывный шов.Это возможно благодаря объемному нагреву, производимому инструментом, и смешиванию металлических частиц профилированным стержнем.
Это из профилированного штифта, который входит в рабочее пространство, где он получает название «Перемешать», так как штифт буквально перемешивает размягченные частицы для их плавления.
TWI подробно описал процесс сварки, когда инструмент перемещается по двум материалам.
При нагреве контактных поверхностей в материалах образуются три типа восстановления: зона сварки, TMAZ или зона термомеханического воздействия и зона HAZ или зона термического влияния.
При сварке трением с перемешиванием, сварной шов подвергается динамической рекристаллизации. Проще говоря, микроструктурные зерна металла растут в то же время, когда металл подвергается деформации.
Это приводит к гораздо лучшему сцеплению, даже в большей степени, чем то, что достижимо при дуговой сварке.
Сварка трением с перемешиванием и сваркой трением – разница
В некоторых технологиях сварки используется тепло для выработки тепла, и среди них наиболее распространенной является сварка трением.В типичном способе сварки трением тепло генерируется между двумя заготовками, перемещая одну заготовку относительно другой по швам.
Трение между двумя поверхностями приводит к их плавлению и плавлению.
Однако это накладывает ограничение на сварку трением, когда дело доходит до настройки заготовки, поскольку она должна иметь возможность перемещать заготовку на высоких скоростях посредством линейного возвратно-поступательного движения.
Сварка трением с перемешиванием преодолевает это ограничение, фиксируя заготовки на месте, а затем перемещая инструмент вдоль шва, создавая сварной шов в процессе.
Преимущества сварки трением с перемешиванием
Преимущества сварки трением с перемешиванием обусловлены уникальным сварным швом, в котором не используются расходные материалы или методы защитных элементов. Это придает сварному шву следующие характеристики:
- Готовый сварной шов является бесшовным и эстетичным
- . Он может сваривать иные сварные сплавы, такие как алюминий 2xxx и 7xxx, диапазон
- Полностью автоматизированный процесс
- Никакой формы флюса или защитного агента не требуется
- Низкие пиковые температуры предотвращают усадку и пористость трещин
- Ограничения сварки трением с перемешиванием
В отличие от других сварочных инструментов, инструмент, используемый в сварке трением, должен обеспечивать ковку на заготовках, помимо их нагрева.Таким образом, инструмент должен выдерживать значительные нагрузки и не должен вызывать чрезмерного износа.
Это одна из причин, по которой сварка трением с перемешиванием обычно не используется на твердой стали или металлах. Кроме того, профилированный штифт оставляет отверстие, когда оно покидает заготовку.
Сварка с перемешиванием в основном используется для сварки алюминия, и она может сваривать практически все типы алюминия, даже современные сплавы Al-Li. Причина, по которой он ограничивается алюминием, заключается в том, что алюминиевые сварные швы могут происходить при относительно низких пиковых температурах.
Применение сварки трением с перемешиванием
Сварка трением с перемешиванием находит применение во многих отраслях промышленности, где используется алюминий.
Судостроение: FSW впервые был использован для сварки полых алюминиевых панелей для рыбацких лодок. Сегодня этот метод сварки широко применяется при сварке алюминиевых морозильных панелей, используемых в корпусах и корпусах судов.
Поскольку FSW создает минимальные искажения, алюминиевые панели сохранят свою форму даже при длинных сварных швах.
Авиация и космонавтика: Алюминиевые топливные баки, используемые в космических кораблях для хранения криогенного кислорода, используют ЖКС. Техника соединения сваривает купола с цилиндрической структурой, которая составляет эти топливные баки.
Boeing использовал FSW в межступенчатом модуле ракеты Delta II, которая успешно стартовала в августе 1999 года.
FSW также используется для соединения легких алюминиевых рам в фюзеляже самолета. Это потому, что техника предлагает гораздо более легкую альтернативу болтованию или клепке.
Железная дорога: Сварка трением с перемешиванием находит свое применение на полых профилях и экструзиях с Т-образными ребрами жесткости для производства высокоскоростных поездов.
Автомобильная промышленность: Автомобильная промышленность превратилась в алюминий как оптимальный материал для подготовки шасси автомобиля. Следовательно, он является одним из основных сторонников технологии ЖСБ.
Обычные методы сварки не могут воспроизводить детали с высокой точностью, как у FSW. Быстрое время сварки FSW также делает его более привлекательным, чем другие виды сварки алюминия.
СВЯЗАННЫЕ: РУКОВОДСТВО ПО ИЗГОТОВЛЕНИЮ ДЕНЕГ ОТ СВАРКИ: ВАРИАНТЫ И РЕКОМЕНДАЦИИ КАРЬЕРЫ
Сварка FSW или трением с перемешиванием является одним из самых уникальных методов сварки, доступных сегодня. Он производит очень прочные сварные швы без ущерба для веса и эстетики.
В экосистеме сварки сварка трением с перемешиванием является уникальным кандидатом.
Введение в сварку трением с перемешиванием
Сварка трением с перемешиванием (FSW) – это относительно новый процесс соединения, который используется для высокой производительности с 1996 года. Поскольку плавление не происходит, и соединение происходит ниже температуры плавления материала, создается высококачественный сварной шов. Эта характеристика значительно уменьшает вредное воздействие высокой подачи тепла, включая искажения, и устраняет дефекты затвердевания.Трение перемешать Сварка также очень эффективна, не выделяет дыма и не использует присадочный материал, что делает этот процесс экологически чистым.
История
Сварка трением с перемешиванием была изобретена Институтом сварки (TWI) в декабре 1991 года. TWI успешно подала заявку на получение патентов в Европе, США, Японии и Австралии. Затем в 1992 году TWI учредила проект 5651, спонсируемый Группой TWI, «Разработка новой техники фрикционной мешалки для сварки алюминия», для дальнейшего изучения этой техники.
Проект разработки велся в три этапа. Фаза I подтвердила, что FSW – реалистичный и практичный метод сварки, в то же время рассматривая вопросы сварки алюминиевых сплавов серии 6000. Фаза II успешно проверила сварку аэрокосмических и судовых алюминиевых сплавов серий 2000 и 5000 соответственно. Допуски технологических параметров, металлургические характеристики и механические свойства для этих материалов были установлены. На этапе III были разработаны соответствующие данные для дальнейшей индустриализации ЖСБ.
С момента своего изобретения этот процесс привлек к себе всеобщее внимание, и сегодня FSW используется в исследованиях и производстве во многих секторах, включая аэрокосмическую, автомобильную, железнодорожную, судостроительную, электронные корпуса, охладители, теплообменники и контейнеры с ядерными отходами.
FSW доказал свою эффективность в сварке алюминия, латуни, меди и других материалов с низкой температурой плавления. Последняя фаза исследований ЖСБ была направлена на расширение полезности этой процедуры в материалах с высокой температурой плавления, таких как углеродистые и нержавеющие стали и сплавы на основе никеля, путем разработки инструментов, способных выдерживать высокие температуры и давление, необходимое для эффективного объединения этих материалов.
Как работает ЖСБ?
В FSW цилиндрический инструмент с буртиком и профилированным зондом вращается и медленно погружается в сварное соединение между двумя кусками листового или листового материала, которые должны быть сварены вместе (, Рисунок 1, ). Части должны быть закреплены на опорной панели таким образом, что предотвращает примыкающие совместные лица от принуждения друг от друга или любым другим способом, перемещается из положения.
Фрикционное тепло вырабатывается между износостойким сварочным инструментом и материалом заготовок.Это тепло заставляет заготовки размягчаться, не достигая точки плавления, и позволяет инструменту перемещаться вдоль линии сварки. Полученный пластифицированный материал переносится с передней кромки инструмента на заднюю кромку зонда инструмента и сковывается вместе контакт плеча инструмента и профиля штифта. Это оставляет твердофазную связь между двумя частями.
Этот процесс можно рассматривать как метод твердофазной сварки замочной скважины, поскольку создается отверстие для размещения зонда, а затем перемещается вдоль сварного шва во время последовательности сварки.
Процесс первоначально был ограничен материалами с низкой температурой плавления, потому что исходные инструментальные материалы не могли выдерживать нагрузку от “перемешивания” высокотемпературных материалов, таких как стали и другие высокопрочные материалы. Эта проблема была решена недавно с внедрением новых технологий инструментальных материалов, таких как поликристаллический кубический нитрид бора (PCBN), вольфрам рений и керамика. Использование держателя инструмента с жидкостным охлаждением и системы телеметрии еще более усовершенствовало процесс и возможности.Инструментальные материалы, необходимые для FSW из материалов с высокой температурой плавления, нуждаются в высокой «горячей» твердости для стойкости к истиранию, наряду с химической стабильностью и адекватной вязкостью при высокой температуре. Развитие материалов быстро продвигается в различных инструментальных материалах, каждый материал предлагая конкретные преимущества для различных приложений.
Качество сварки
FSW обеспечивает превосходное качество сварки с этими характеристиками:
Рисунок 1
- Низкие искажения. При стыковой сварке алюминия, например, от 2,8 мм и более, искажение пластины в правильно изготовленной машине FSW более или менее равно нулю. Были проведены испытания на 12-метровой длине (, рисунок 2, ), в которых были достигнуты боковые изгибы менее 0,25 мм (0,01 дюйма), и не наблюдалось скручивания с материалом, толщина которого более 2,8 мм. В более тонких материалах произошел небольшой изгиб вверх, но не было видно изгибов или боковых изгибов.
- Низкая усадка. FSW производит одинаковую предсказуемую величину усадки каждый раз, обычно ниже 2 мм при использовании алюминиевых панелей шириной 6 м.
- Без пористости. Поскольку основной материал не плавится, пористость отсутствует.
- Нет недостатка синтеза. Поскольку это метод экструзии и ковки с более точным контролем нагрева, недостатка плавления не наблюдается.
- Без изменений в материале. При соединении алюминия свойства материала мало изменяются по сравнению с исходным материалом, поскольку максимальная температура во время процесса соединения составляет приблизительно 450 градусов C, и к соединению не добавляется присадочный материал или что-либо, кроме тепла ( Рисунок 3 ).Из-за получающейся более тонкой зернистой структуры в слепке сварного шва сварной шов иногда оказывается более прочным, чем основной материал. В сталях применяется большинство этих же преимуществ.
Преимущества FSW
Для соединения цветных материалов в этом процессе не требуются присадочный материал или защитные газы, что делает FSW экономичным способом соединения. Для соединения цветных материалов инструмент не расходуется и рассматривается как запасная часть. Например, один инструмент обычно можно использовать для сварки более 2000 м из алюминиевых сплавов серии 6000.
Этот метод также требует минимальной подготовки поверхности (обычно требуется только обезжиривание) и использует только 20% подводимой теплоты по сравнению с традиционными процессами газовой дуговой сварки (GMAW или MIG).
В сплавах как с высокой, так и с низкой температурой плавления не образуются пары или токсичные газы, которые могут угрожать здоровью оператора, а операторы и другой персонал не подвергаются воздействию излучения от вспышки дуги.
Полученная поверхность готова к использованию, так как брызг не было.Корневая сторона является идеальной копией подложки, а верхняя сторона имеет гладкий зубчатый внешний вид, вызванный выступом инструмента.
Еще одно преимущество FSW заключается в том, что разнородные материалы и сплавы можно соединять вместе (, Рисунок 4, ). Это было продемонстрировано при объединении меди с алюминием, алюминия с магнием и в оболочке из алюминия до стали.
Сегодня большинство алюминиевых сплавов были сварены с отличными результатами. Успех также был замечен в сварке меди, магния, цинка, сталей и титана.Исследования продолжают производить данные, необходимые для облегчения использования ЖКС в производстве этих и других несвариваемых материалов.
Рисунок 2
. Что такое сварка трением с перемешиванием алюминия?
Что такое сварка трением с перемешиванием алюминия?
В. Я слышал о сварочном процессе, называемом сваркой трением с перемешиванием. По-видимому, это довольно новый и особенно хороший процесс для сварки алюминия. Можете ли вы дать мне некоторую информацию об этом процессе и типах приложений, для которых он используется?A – Изобретенный в 1991 году процесс сварки трением с перемешиванием (FSW) был разработан и запатентован Институтом сварки (TWI) в Кембридже, Великобритания.Первые специально разработанные и коммерчески доступные машины для сварки трением с перемешиванием были произведены компанией ESAB Welding and Cutting Products на их заводе по производству оборудования в Лаксе, Швеция. Развитие этого процесса было значительным изменением по сравнению с обычными процессами вращательного движения и линейной возвратно-поступательной сварки трением. Это обеспечило большую гибкость в группе процессов сварки трением.
Обычный процесс ротационной сварки трением требует, чтобы, по меньшей мере, одна из соединяемых частей вращалась и имеет практическое ограничение соединения компонентов правильной формы, предпочтительно круглого сечения и ограниченных по длине.Короткие трубы или круглые стержни одинакового диаметра являются хорошим примером.
Линейный поршневой процесс также требует перемещения соединяемых деталей. Этот процесс использует прямое движение вперед-назад между двумя частями для создания трения. Регулярность соединяемых частей не так необходима для этого процесса; однако, движение детали во время сварки имеет важное значение.
Очевидным ограничением обоих этих процессов является ограничение конструкции соединения и геометрии компонента.По крайней мере, одна из соединяемых частей должна иметь ось симметрии и быть способной вращаться или перемещаться вокруг этой оси.
Сварка трением с перемешиванием (FSW) позволяет изготавливать стыковые или кольцевые соединения в широком диапазоне толщины и длины материалов. Во время FSW тепло генерируется трением нерасходуемого инструмента на подложке, предназначенной для соединения, и деформацией, возникающей при прохождении инструмента через соединяемый материал. Вращающийся инструмент создает объемное нагревание, поэтому по мере продвижения инструмента создается непрерывное соединение.FSW, как и другие типы фрикционных сварных швов, имеет в основном твердотельный характер. В результате сварные швы с трением с перемешиванием не подвержены дефектам, связанным с затвердеванием, которые могут препятствовать другим процессам сварки плавлением. Процесс FSW показан на рис. 1. Детали, предназначенные для соединения, обычно расположены в стыковой конфигурации. Вращающийся инструмент затем приводится в контакт с заготовками. Инструмент имеет два основных компонента: щуп, который выступает из нижней поверхности инструмента, и буртик, который имеет относительно большой диаметр.Длина зонда обычно рассчитана на то, чтобы точно соответствовать толщине обрабатываемых деталей. Сварка начинается с первого погружения вращающегося зонда в заготовки до тех пор, пока буртик не будет в тесном контакте с верхней поверхностью компонента. Тепло трения генерируется, когда вращающееся плечо трется о верхнюю поверхность под действием приложенного усилия. Когда достаточное количество тепла генерируется и подводится к заготовке, вращающийся инструмент движется вперед. Материал размягчается за счет нагревающего плеча и транспортируется зондом через линию сцепления, облегчая соединение.
Одним из ограничений процесса FSW является механическая стабильность инструмента при рабочей температуре. Во время FSW инструмент отвечает не только за нагрев материала подложки до температуры ковки, но и за механическое воздействие ковки. Следовательно, инструментальный материал должен быть способен выдерживать высокие ковочные нагрузки и температуры в контакте с деформирующимся материалом подложки без чрезмерного износа или деформации. В результате, большая часть применений ЖКС включала материалы с низкой температурой ковки.Из них наиболее важным классом материалов был алюминий. Целый ряд практически всех классов алюминиевых сплавов были успешно сварены трением с перемешиванием. К ним относятся сплавы 1xxx, 2xx, 3xxx, 4xxx, 5xxx, 6xxx и 7xxx, а также новые сплавы Al-Li. Каждая система сплавов отличается металлургическим характером. Кроме того, разные сплавы в данном классе могут иметь разные характеристики ковки. В результате обработка для каждого сплава может варьироваться. Тем не менее, соединения высокой целостности могут быть получены во всех классах.
Некоторые приложения:
Из-за потенциального преимущества перед дуговой сваркой в некоторых приложениях, связанных с этими процессами, FSW вызвал интерес во многих областях промышленности, работающих с алюминием. Преимущества включают в себя возможность получения длинных сварных швов из алюминия без плавления основного материала. Это обеспечивает важные металлургические преимущества по сравнению с обычной дуговой сваркой. У FSW плавление основного материала не происходит, и это исключает возможность образования трещин при затвердевании, что часто является проблемой при дуговой сварке некоторых алюминиевых сплавов.Другие преимущества могут включать: низкое искажение, связанное с меньшим нагревом во время процесса сварки; устранение проблем пористости, которые возникают при дуговой сварке алюминия; минимальная подготовка кромок, так как стыковые соединения обычно выполняются с квадратной стыковой подготовкой; и отсутствие сварочных расходных материалов, таких как защитный газ или присадочный материал.
Процесс сварки трением с перемешиванием используется и / или оценивается для использования в аэрокосмической, военной, авиационной, автомобильной, судостроительной, железнодорожной подвижной составах и, скорее всего, в других.