Сварка вертикального шва: Как варить шов: вертикальный, горизонтальный, потолочный
alexxlab | 08.04.1992 | 0 | Разное
Вертикальный шов дуговой сваркой: обзор техник и методов
Вопросы, рассмотренные в материале:
- Нюансы вертикальной сварки
- 2 метода создания вертикального шва дуговой сваркой
- 3 приема по созданию вертикального шва дуговой сваркой
- Возможные дефекты вертикального шва дуговой сварки
- Рекомендации по сварке вертикального шва
Вертикальный шов дуговой сваркой является довольно сложным приемом, который частенько ставит в тупик начинающих сварщиков. Главная проблема заключается в том, что расплавленный металл течет вниз, создавая тем самым барьер для продвижения основного шва. Из-за наличия электродных шлаков место соединения получается некачественным, и работа идет насмарку.
Однако есть способы этого избежать. Естественно, что без практики нельзя научиться и лучше довериться специалистам. Но если есть желание все сделать самому, то знание правил сварки вертикальных швов значительно упростит процесс. В нашей статье мы подробно разберем, как правильно осуществлять такую процедуру и какие особенности нужно учитывать.
В нашей статье мы подробно разберем, как правильно осуществлять такую процедуру и какие особенности нужно учитывать.
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель. Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
- Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.

- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.
Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При использовании данного метода добротное соединение получится только при условии точного следования всем существующим правилам и рекомендациям.
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области. Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом.
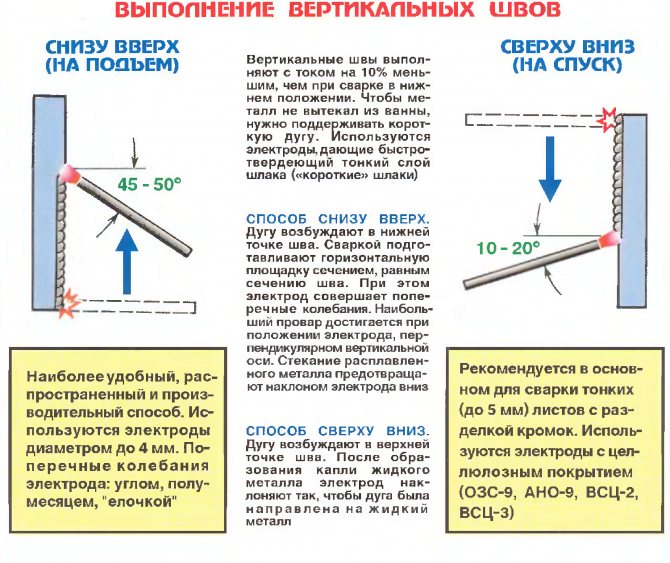
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.
Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод.
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см. За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры. В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°.
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.
- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу. Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне.
Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне.
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов. Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности. После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
VT-metall предлагает услуги:
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
3 приема по созданию вертикального шва дуговой сваркой
Как варить вертикальный шов дуговой сваркой? Есть три техники, выбор зависит от ширины зазора, толщины металла, притупления кромок.
- «Треугольник».
В его основе лежит наиболее распространенная методика сварки снизу вверх. В этом случае жидкий металл попадает на застывающий слой, закрывая валик и не пуская другие капли на дорожку.
Данный способ дуговой сварки может использоваться при наложении вертикального шва между элементами толщиной до 2 мм и наличии небольшого зазора. Чтобы добиться прочного скрепления, притупление кромок должно быть в пределах 1-2 мм.
Еще одна тонкость – в процессе работы важно, чтобы ванна оставалась под углом. Именно этим объясняется название способа. Нужный угол создается за счет следующих манипуляций:
- сначала формируют полочку;
- поднимают по стенке сварочную дугу к зазору, при этом кромки притупляются благодаря плавлению;
- спуск осуществляется по правой стенке;
- переходят на левую стенку – шов формируется именно здесь.
Также существует ряд других рекомендации относительно формирования вертикального шва дуговой сваркой способом «Треугольник». Практика показывает, что диаметр электрода должен быть 3 мм, сила электрического тока – 90–100 А. До завершения работы над швом электрод движется по указанной траектории.
Такой способ очень удобен, если требуется выполнить вертикальный шов, находящийся в углу.
- «Елочка».
Концом электрода совершают сложные движения: его направляют из глубины, проплавляют поверхность кромки. Потом поворачивают внутрь, проплавляют вторую кромку, после чего процедуру проводят снова на небольшой высоте.
Сварка елочкой может использоваться, когда зазор между заготовками равен 2-3 мм, есть притупление кромок. Такой способ обеспечивает малое сечение валика.
Технология такова:
- Движение идет от зазора по кромке. К последней нужно прижимать электрод, подавать его к себе при прохождении всей толщины изделия.
- После подъема электрод возвращают к зазору способом «от себя».
- После поплавки переходят на другую кромку и дублируют описанные действия.
- Операции повторяют до получения готового вертикального шва дуговой сваркой.
При этом используют короткую дугу. В целом, данная технология отличается от других тем, что обеспечивает равномерное нанесение сварочного материала на всем зазоре.
В целом, данная технология отличается от других тем, что обеспечивает равномерное нанесение сварочного материала на всем зазоре.
Сварщик должен следить, чтобы на кромке шва не формировались подрезы, подтеки металла. Важно избегать чрезмерного наплавления кромок. Рекомендуется вести работу непрерывно, единственной допустимой паузой считается замена электрода. В результате получается вертикальный шов, который по форме напоминает елку.
- «Лестница».
Данный подход к созданию вертикального шва дуговой сваркой позволяет справиться со значительным зазором (более 2 мм) между свариваемыми заготовками. Метод подходит при отсутствии или незначительном притуплении кромок.
Получить неплохой вертикальный шов способом «Лестница» несложно. Электрод перемещают по зигзагу между кромками, при этом соблюдают постоянную небольшую величину подъема. Шов формируется за счет короткой дуги. Диаметр электрода – 3 мм, сила тока – в пределах 80–100 А. По аналогии с методом «Елочка», работа должна идти без остановок.
Главное отличие технологии в том, что электрод задерживают на кромке в течение продолжительного времени, после чего быстро перемещают на другую кромку. За счет «лесенки» формируют «легкий» валик с небольшим сечением. Поскольку этот способ сварки достаточно прост, с ним могут справиться и начинающие специалисты.
Возможные дефекты вертикального шва дуговой сварки
Ошибки при выполнении работ влекут за собой такие дефекты:
- Непровар.
Так называют полости воздуха в стыке, из-за которых получается недостаточно надежное соединение. Данная проблема может возникать при использовании слишком маленькой силы тока либо при очень быстром перемещении электрода.
- Подрез.
Это канавка, которая образуется при наличии широкой сварной ванны. Дело в том, что в таком случае металл прогревается на большое расстояние, капля расплава сходит вниз, а на месте появляется полость. Предотвратить такой дефект позволяет уменьшение электродуги.
- Прожог.
Прожог чаще всего допускают новички, когда хотят увеличить подачу тока при формировании вертикального шва дуговой сваркой. В результате образуется полость. Чтобы такого не случилось, важно обеспечить плавное движение электрода без продолжительных остановок на одном месте.
- Поры и наплывы.
Речь идет о неровностях, которые возникают из-за того, что на разных участках вертикального шва кристаллизация протекала с разной скоростью. Причина – в ошибке при выборе технологии сварки или использовании некачественных электродов, а также простом сквозняке.
- Трещины.
Это главный признак того, что соединение не выдерживает оказанные нагрузки и сварку нужно повторить.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.
- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества. Немного исправить ситуацию можно при помощи плавного перемещения электрода.
- Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.
При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка вертикальных и горизонтальных швов с принудительным и полупринудительным формированием порошковой сварочной проволокой
К специальным относятся случаи применения порошковой проволоки, когда условия сварки и требования к сварному соединению вызывают необходимость применения специальной аппаратуры и техники сварки, а часто и порошковой проволоки с особыми свойствами.
Ниже рассмотрены примеры специального применения порошковой проволоки.
Сварка вертикальных швов с принудительным формированием
Вертикальные швы на металле средней толщины (8—30 мм) свариваются в основном вручную покрытыми электродами. В последнее время все большее распространение получает полуавтоматическая газоэлектрическая сварка тонкой проволокой со свободным формированием шва. Принудительное формирование кристаллизующейся поверхности сварочной ванны позволяет резко поднять силу тока, увеличить скорость подачи электродной проволоки и повысить производительность процесса. Этот метод в сочетании с электрошлаковым процессом получил большое распространение в промышленности и строительстве.
Электрошлаковой сваркой соединяют в основном металл толщиной 20—30 мм и более. Для меньших толщин электрошлаковый процесс не всегда целесообразен.
Для устойчивости электрошлакового процесса нужна шлаковая ванна определенного объема. При малой толщине металла это требует значительного увеличения зазора между кромками. Так, например, при сварке листов толщиной δ = 18 мм зазор составляет 25—30 мм. В связи с этим приходится тратить большое количество присадочной проволоки, скорость сварки снижается. Основной металл, находясь длительное время в непосредственном контакте со шлаковой ванной, перегревается, его механические свойства ухудшаются. Для восстановления же этих свойств в некоторых случаях требуется дорогостоящая термообработка соединений. Часто ее осуществить нельзя, поэтому приходится отказываться от электрошлаковой сварки.
Дуговая сварка под флюсом вертикальных швов с принудительным формированием распространения не получила из-за неустойчивости процесса, большого разбрызгивания, сложности дозировки флюса, шунтирования дуги шлаком, вызывающего непровары, и пр.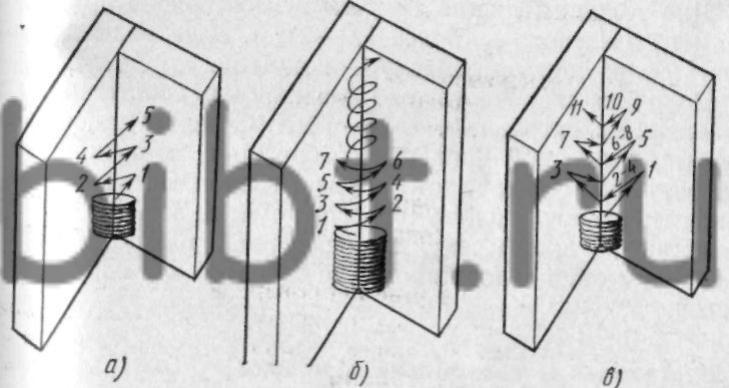
В ИЭС им. Е. О. Патона разработан новый способ электродуговой сварки вертикальных швов с принудительным формированием порошковой проволокой [98].
Сущность способа заключается в следующем. В зазор, образованный кромками изделий, подается порошковая проволока. Дуга горит между концом проволоки и ванной жидкого металла (или выводной подкладкой в начале процесса).
За счет тепла, выделяющегося при излучении дуги, и тепла металлической ванны оплавляются кромки изделий, жидкий металл. стекает в зазор, создавая с переплавленным электродным металлом общую сварочную ванну. Расплавленный электродный металл и сварочная ванна защищены от влияния атмосферы шлаком и газом, выделяющимся при расплавлении шлакообразующих и разложении газообразующих составляющих сердечника порошковой проволоки. Ванна покрыта тонким слоем шлака, ее свободная поверхность искусственно охлаждается медными ползунами либо подкладками. Это способствует хорошему формированию шва и препятствует растеканию жидкого металла ванны.
Шлакообразующие компоненты вводятся в проволоку в количествах, необходимых для образования слоя шлака между швом и ползуном (подкладкой) и небольшого слоя шлака для защиты металлической ванны. Глубина шлаковой ванны регулируется благодаря специальной конструкции ползуна.
Сварка вертикальных швов с принудительным формированием может выполняться порошковой проволокой с дополнительной защитой углекислым газом. При этом отпадает необходимость вводить газообразующие материалы в проволоку и упрощается ее конструкция. Защитный газ подается в зону сварки через сопло, крепящееся на подвеске ползуна и перемещающееся вместе с ползуном.
В зависимости от требований, предъявляемых к сварному соединению, для принудительного охлаждения и формирования шва могут применяться водоохлаждаемые ползуны, ползун с медной подкладкой, остающаяся подкладка с ползуном и др. Описанными способами можно выполнять стыковые и угловые швы с отклонением от вертикали до 45е.
Для сварки металла толщиной до 30 мм порошковой проволокой с принудительным формированием применяются специализированные аппараты А-1150. Безрельсовый аппарат А-1150 состоит из нескольких легко соединяемых блоков. Он удобен в монтажных условиях.
Безрельсовый аппарат А-1150 состоит из нескольких легко соединяемых блоков. Он удобен в монтажных условиях.
Для сварки порошковой проволокой с принудительным формированием можно использовать аппараты, предназначенные для электрошлаковой сварки вертикальных швов, например А-433; требуются лишь незначительные переделки ползунов.
Техника дуговой сварки аналогична электрошлаковой, но она проще, поскольку оператор имеет возможность непосредственно наблюдать за направлением проволоки и состоянием ванны. При потере ванны шлака процесс не нарушается. Случайные остановки не опасны. При возобновлении процесса дефекты в швах не наблюдаются даже при толщине металла 50 мм.
Для сварки с принудительным формированием применяется самозащитная порошковая проволока карбонатно-флюоритного типа ПП-АНЗ С или ПП-АН7. Характеристика ее приведена в параграфе 10.
Режим сварки проволокой ПП-АНЗС диаметром 3 мм для металла толщиной 10—20 мм следующий: Iсв=400÷450 а, Uд=24÷27 в. При зазоре между кромками 10—12 мм это обеспечивает скорость сварки вертикального шва 4—7 м/ч, что значительно превышает скорость сварки со свободным формированием металла такой толщины. Например, при выполнении вертикального стыкового соединения из металла толщиной 20 мм скорость сварки электродами УОНИ-13/55 диаметром 4 мм составила 0,4—0,5 м/ч; при газоэлектрической сварке проволокой Св-08Г2С диаметром 1,6 мм со свободным формированием — 0,8—1,0 м/ч; при сварке порошковой проволокой ПП-АНЗ С, с принудительным формированием— 4,0—4,2 м/ч.
При зазоре между кромками 10—12 мм это обеспечивает скорость сварки вертикального шва 4—7 м/ч, что значительно превышает скорость сварки со свободным формированием металла такой толщины. Например, при выполнении вертикального стыкового соединения из металла толщиной 20 мм скорость сварки электродами УОНИ-13/55 диаметром 4 мм составила 0,4—0,5 м/ч; при газоэлектрической сварке проволокой Св-08Г2С диаметром 1,6 мм со свободным формированием — 0,8—1,0 м/ч; при сварке порошковой проволокой ПП-АНЗ С, с принудительным формированием— 4,0—4,2 м/ч.
Наружная поверхность швов близка по форме к рабочей поверхности формирующего ползуна или подкладки. Сечение шва имеет, как правило, прямоугольную или бочкообразную форму (рис. 122). Благоприятное направление роста кристаллов обеспечивает малую склонность к образованию горячих трещин.
Рис. 122. Макрошлиф вертикального шва на металле толщиной 14 мм, выполненного порошковой проволокой с принудительным формированием
Поскольку высокая температура воздействует на основной металл небольшой промежуток времени, размеры зоны термического влияния малы и рост зерен не успевает произойти. Ударная вязкость металла в зоне термического влияния достаточно велика. Сведения о механических свойствах металла шва и зоны термического влияния сварных соединений, выполненных на малоуглеродистой конструкционной и низколегированных сталях проволокой ПП-АНЗ С, приведены в табл. 66. Эти данные свидетельствуют о том, что вертикальные швы, выполненные открытой дугой порошковой проволокой, обладают высокими механическими свойствами.
Ударная вязкость металла в зоне термического влияния достаточно велика. Сведения о механических свойствах металла шва и зоны термического влияния сварных соединений, выполненных на малоуглеродистой конструкционной и низколегированных сталях проволокой ПП-АНЗ С, приведены в табл. 66. Эти данные свидетельствуют о том, что вертикальные швы, выполненные открытой дугой порошковой проволокой, обладают высокими механическими свойствами.
Сварка с дополнительной защитой углекислым газом выполняется порошковой проволокой ПП-АН5 (разработана в ИЭС им. Е. О. Патона) трубчатой конструкции. Рекомендуется такой режим сварки проволокой ПП-АН5 диаметром 3,0 мм: Iсв=400÷500 а, Uд=23÷25 в, расход углекислого газа 10—25 л/мин. При зазорах между кромками 9—11 мм, толщине металла 14—20 мм скорость сварки этой проволокой достигает 6—7 м/ч. При толщине 8—14 мм скорость сварки несколько выше. Химический состав наплавленного металла находится в следующих пределах: 0,8— 1,3% Мп, 0,2—0,5% Si, не более 0,12% С, менее 0,03% S и Р (каждого). Дополнительная защита зоны дуги углекислым газом позволяет получить при использовании этой проволоки высокие механические свойства металла шва и сварного соединения при однопроходной сварке (табл. 67).
Дополнительная защита зоны дуги углекислым газом позволяет получить при использовании этой проволоки высокие механические свойства металла шва и сварного соединения при однопроходной сварке (табл. 67).
Результаты испытаний свидетельствуют о том, что даже при толщине 90 мм (сварка одним электродом с поперечными колебаниями) свойства швов достаточно высоки. В некоторых случаях для получения высоких механических свойств применяют многопроходную сварку.
Для получения качественного соединения необходимо обеспечивать постоянство зазора по высоте стыка и не допускать большой разностенности стыкуемого металла (более 2 мм). При сборке монтажных стыков используют скобы, гребенки и другие приспособления. В конце стыка сварной шов, как правило, выводится на специально приваренную при сборке планку.
При сварке порошковой проволокой образуется меньшее количество шлака, чем при сварке под флюсом. При необходимости избыток шлака сливают через ползун, не допуская при этом слива металла.
После случайной остановки процесс сварки продолжают следующим образом. Опускают ползун так, чтобы участок окончания шва был снаружи. После возбуждения дуги сливают металл до уровня ползуна и включают ход аппарата для продолжения сварки. Такая техника исключает наличие несплавлений и шлаковых включений в месте остановки.
Возможность непосредственного наблюдения за зоной горения дуги позволяет корректировать направление электрода, благодаря чему исключаются дефекты формирования.
Необходимо в процессе сварки следить за прилеганием ползунов к поверхности металла, не допуская их отставания, так как это может привести к потере жидкого металла сварочной ванны и появлению дефектов в шве.
Регулирование режима в основном производят за счет напряжения дуги. С увеличением толщины металла необходимо несколько увеличивать напряжение дуги. Увеличение напряжения дуги при заданной толщине металла приводит к увеличению ширины проплавления.
Вылет рекомендуется поддерживать около 30 мм. При чрезмерном увеличении вылета перегревается проволока и нарушается устойчивость горения дуги.
При чрезмерном увеличении вылета перегревается проволока и нарушается устойчивость горения дуги.
Короткий вылет приводит к быстрому выходу из строя наконечника мундштука.
Размеры шва и скорость сварки в значительной степени зависят от величины зазора и интенсивности охлаждения металла. При большом зазоре уменьшается скорость сварки и скорость кристаллизации ванны. Это снижает ударную вязкость металла шва и зоны термического влияния.
Сварка вертикальных швов ведется на постоянном токе обратной полярности. Соблюдение относительного постоянства зазора между кромками, отсутствие больших депланаций при сборке, а также точная настройка режима сварки являются основными условиями получения качественного соединения.
Сварка вертикальных швов порошковой проволокой с принудительным формированием рекомендуется для изготовления конструкций из низкоуглеродистых конструкционных и низколегированных сталей в заводских и монтажных условиях.
На монтаже предпочтительно применение сварки проволокой двухслойной конструкции без дополнительной защиты углекислым газом, в заводских условиях целесообразно использовать проволоку с дополнительной газовой защитой.
Использование способа сварки в углекислом газе на монтаже возможно лишь в случае принятия специальных мер защиты зоны сварки от ветра.
Применение сварки порошковой проволокой с принудительным формированием для металла толщиной 8—30 мм позволяет повысить производительность труда и улучшить качество сварных конструкций. За рубежом сварка порошковой проволокой вертикальных швов с принудительным формированием применяется только с дополнительной защитой углекислым газом.
Сварка горизонтальных швов с полупринудительным формированием
Производительность сварки горизонтальных швов со свободным формированием покрытыми электродами, в защитных газах и под флюсом мала, так как применяемые силы тока невелики. Повышение силы тока приводит к стеканию металла сварочной ванны и недопустимому ухудшению формирования швов.
Сварка под флюсом горизонтальных швов с принудительным формированием не нашла применения из-за сложной техники сварки, нестабильного качества.
Принудительное формирование шва в сочетании со сваркой в углекислом газе упрощает процесс, делает его более удобным. Тем не менее использование проволоки сплошного сечения не всегда позволяет получить хороший внешний вид, имеют место случаи схватывания металла с ползуном, сдувания струи защитного газа, приводящего к пористости при выполнении сварки в монтажных условиях.
Тем не менее использование проволоки сплошного сечения не всегда позволяет получить хороший внешний вид, имеют место случаи схватывания металла с ползуном, сдувания струи защитного газа, приводящего к пористости при выполнении сварки в монтажных условиях.
В Институте электросварки им. Е. О. Патона разработан способ сварки горизонтальных швов самозащитной порошковой проволокой с полупринудительным формированием, лишенный многих названных выше недостатков. Благодаря возможности применения самозащитной порошковой проволоки этот способ очень ценен в условиях монтажа. Сущность способа ясна из схемы, приведенной на рис. 123.
Рис. 123. Схема процесса сварки горизонтального шва с полупринудительным формированием: 1 — порошковая проволока; 2 — сварочная ванна; 3 — шлак; 4 — ползун; 5 — свариваемый металл
Наличие шлаковой пленки при использовании порошковой проволоки предупреждает схватывание жидкого металла с ползуном. итная порошковая проволока ПП-АН7 и ПП-АНЗ.
Сварка одной дугой проволокой ПП-АНЗС производится на токах до 500 а, а двумя дугами — на токах до 900 а. Сварку проволокой ПП-АН7 диаметром 2,3 мм целесообразно производить двумя дугами на токах
до 700 а. Увеличение силы тока при однодуговой сварке достигается применением дополнительной защиты зоны плавления углекислым газом.
Металл толщиной 20 мм сваривают в три слоя. При однодуговом процессе скорость сварки первого и второго слоев составляет около 10 м/ч. Заключительный, так называемый переходной, валик выполняется со скоростью около 16 м/ч. При двудуговом процессе скорость сварки достигает 30 м/ч. Металл толщиной 100 мм сваривают за 9—10 проходов. Качество сварного соединения высокое.
На рис. 124 показан макрошлиф стыкового соединения, а в табл. 68 приведены сведения о механических свойствах металла горизонтальных швов и сварного соединения, выполненных самозащитной проволокой ПП-АН7 и ПП-АНЗС на стали 09Г2С толщиной 20 мм.
Рис. 124. Макрошлиф горизонтального соединения, выполненный порошковой проволокой ПП-АН7 с полупрнудительным формированием.
Для выполнения горизонтальных швов на вертикальной плоскости порошковой проволокой с полупринудительным формированием в Институте электросварки им. Е. О. Патона разработан специализированный сварочный аппарат типа А-1325.
Применение описанного способа сварки особенно эффективно на конструкциях с горизонтальными швами большой протяженности, например, при сварке цилиндрических резервуаров, кожухов доменных печей, корпусов морских судов и т. п.
Вертикальный шов дуговой сваркой: обзор техник и методов
13.10.2020 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Нюансы вертикальной сварки
- 2 метода создания вертикального шва дуговой сваркой
- 3 приема по созданию вертикального шва дуговой сваркой
- Возможные дефекты вертикального шва дуговой сварки
- Рекомендации по сварке вертикального шва
Вертикальный шов дуговой сваркой является довольно сложным приемом, который частенько ставит в тупик начинающих сварщиков. Главная проблема заключается в том, что расплавленный металл течет вниз, создавая тем самым барьер для продвижения основного шва. Из-за наличия электродных шлаков место соединения получается некачественным, и работа идет насмарку.
Главная проблема заключается в том, что расплавленный металл течет вниз, создавая тем самым барьер для продвижения основного шва. Из-за наличия электродных шлаков место соединения получается некачественным, и работа идет насмарку.
Однако есть способы этого избежать. Естественно, что без практики нельзя научиться и лучше довериться специалистам. Но если есть желание все сделать самому, то знание правил сварки вертикальных швов значительно упростит процесс. В нашей статье мы подробно разберем, как правильно осуществлять такую процедуру и какие особенности нужно учитывать.
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель. Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.

- Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.
- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.
Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При использовании данного метода добротное соединение получится только при условии точного следования всем существующим правилам и рекомендациям.
Как варить вертикальный шов
Приступая к сварке, необходимо ознакомится с последовательностью каждой из требующихся манипуляций:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.

Эти рекомендации помогут освоить вертикальный шов, даже если вы новичок в сварочном деле. Немного тренировок – и вы научитесь варить швы профессионально.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.
- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества.
 Немного исправить ситуацию можно при помощи плавного перемещения электрода.
Немного исправить ситуацию можно при помощи плавного перемещения электрода. - Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.
При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
Технология производства вертикальных швов
Рассмотрим условия управления электродом, работающим от инвертора в процессе варки. Основным советом при этом является:
- производить работы можно двумя способами: снизу к верху, сверху вниз;
- устанавливать электрод перпендикулярно к месту работы, касаясь его уголком вперед.

А также использовать такие направления концом стержня, в зависимости от ширины шва:
- широкий: полукругом (кругом, каплей или петлями) слева направо, швы кладутся друг на друга согласно установленному направлению;
- узкий: отрезками вверх, начало каждого последующего при этом накладывается на середину предыдущего;
- или другими широко применяемыми: елочкой (если зазор между деталями 2-3мм), треугольником (зазор менее 2мм), лестница (когда расстояние максимальное).
Молодых работников часто интересует вопрос о продолжительности нажатия стержнем электрода на свариваемую поверхность. Опытные сварщики в этом случае рекомендуют проговаривать про себя с каждым нажатием включенного аппарата число двадцать два. Именно столько времени для этого понадобится и нужно не отрывать электрод от металлического листа. И от этого следует, что для толстого металла проговаривать следует медленнее, а с тонким немного быстрее.
Количество Ампер, установленных на инверторе важно для итога.
К примеру, эффективнее всего будет использовать такую схему: устанавливать на каждый один миллиметр взятого электрода мощность в 30А. Если позволяет технология и толщина взятого изделия, можно немного отклоняться от этих чисел, но лучше не делать этого, потому что:
- когда сила будет слабая – шов будет не очень эстетичен, шлам станет скапливаться большим слоем наверху;
- в случае, когда она наоборот слишком большая – есть вероятность прожечь металл.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора.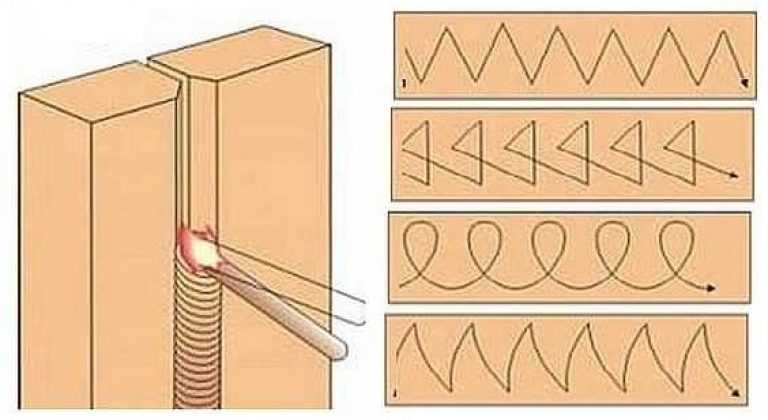 Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления. Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
Образцы бывают:
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные). А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Приём сварки на просвет
Сварку труб на просвет (в отсутствии непосредственного соприкосновения) начинают с основательной подготовки места соединения заготовок.
Для сваривания по этому методу подходят лишь трубы среднего диаметра с толщиной стенок не менее 6-12 миллиметров. При этом предполагается выборка фаски под углом 65-70 ° с обеспечением приступа в 2 мм.
При этом предполагается выборка фаски под углом 65-70 ° с обеспечением приступа в 2 мм.
Для правильной (соосной) фиксации свариваемых трубных заготовок потребуется внутренний центратор, полностью исключающий какое-либо смещение сборки. Зазор в просвете оставляется порядка 2,5 мм (его легко можно выставить, ориентируясь на электрод соответствующего диаметра).
Для сваривания подготовленной сборки подойдёт любое электродуговое оборудование (для этих целей можно воспользоваться инвертором, например).
В итоге можно сказать, что сварка угловых и по-разному ориентированных в пространстве соединений предполагает не только основательную подготовку, но и правильный выбор электродов для неё.
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.
Прежде чем узнать о способах, стоит ознакомиться с распространенной проблемой — горячими трещинами.Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.
Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно. Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
При неправильном проведении сваривания возможно возникновение дефектов таких, как прожог, свищи, подрезы, непровары, наплывы.
Применение полуавтомата
Сварку вертикальных швов полуавтоматом или инверторным аппаратом ведут, используя несколько сварочных технологий. Выбор способа зависит от толщины стенок изделий, зазора между стыками, формы кромок.
Треугольная траектория
Технология сварки «треугольником» используется, если необходимо соединить изделия толщиной до 2 мм. При этом способе требуется наибольшее притупление кромок.
Технология может применяться при сварке углового шва в вертикальном положении или резервуаров. Сварка ведется снизу вверх, поэтому расплавленный металл располагается поверх остывшего сплава.
Стекающий шлак не препятствует проплавлению кромок, так как стекает уже по отвердевшему металлу. Сначала формируют полочку в нижней части стыка. Перемещая электрод к одному из краев, производят расплавление кромок и заполнение сварочной ванны.
Сначала формируют полочку в нижней части стыка. Перемещая электрод к одному из краев, производят расплавление кромок и заполнение сварочной ванны.
Затем электрод перемещается к другому краю, и процесс повторяется. Форма ванны при этом выглядит как треугольник, отсюда и название технологии. Рекомендуемая толщина электрода составляет 3 мм при сварочном токе 80-100 ампер.
Технология горизонтальной сварки
Метод сварки горизонтальных неповоротных стыков труб отличается от других подходов тем, что при нем необязательно полностью разделывать кромки. Допускается сохранение только несущественной разделки в 10°. При таком подходе используют среднюю дуговую сварку, в результате чего удается улучшить соединение элементов из металла и при этом не снизить их качество.
Для сварки горизонтальных стыков трубопровода рекомендуется использовать обособленные неширокие слои. В первую очередь ведется работа с корнем шва – для его проварки лучше всего подходят электроды диаметром 4 мм.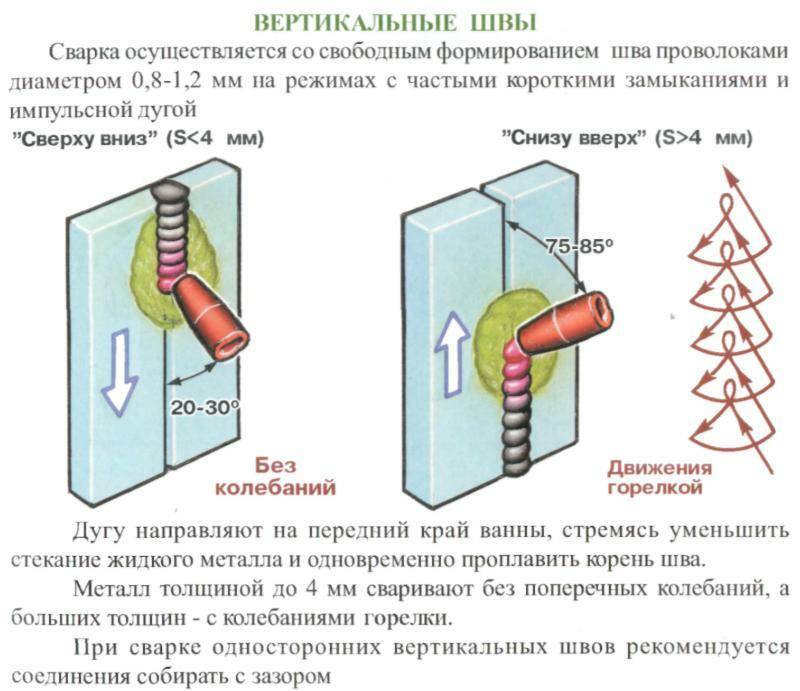 В соответствии с законом Ома, сила тока должна находиться в пределах 160–190 А. За счет возвратно-поступательных движений электрода внутри стыка должен сформироваться нитевидный валик 1–1,5 мм высотой.
В соответствии с законом Ома, сила тока должна находиться в пределах 160–190 А. За счет возвратно-поступательных движений электрода внутри стыка должен сформироваться нитевидный валик 1–1,5 мм высотой.
Машины для шовной сварки, Автомат для шовной сварки
- Горизонтальный воздушно-гидравлический шовный сварочный аппарат для топливных баков автомобилей и мотоциклов
- Аппарат для сварки горизонтальных швов по окружности топливного бака мотоцикла
- Горизонтальный сварочный аппарат для продольных швов топливного бака мотоцикла
- Сварочный аппарат с вертикальным швом для грузового масляного бака
- Сварщик швов нагревательной пластины
- Сварочный аппарат с вертикальным швом для бака солнечного нагревателя
- Сварочный аппарат горизонтального типа
- Сварочный аппарат для швов амортизаторов для автомобилей и мотоциклов – вертикальный
- Сварочный аппарат для швов амортизаторов для автомобилей и мотоциклов – горизонтальный
- Сварочный аппарат горизонтального типа для двигателя из нержавеющей стали
- Горизонтальный шовный сварочный аппарат для картриджной коробки
- Горизонтальный сварочный аппарат для верхней и нижней крышек резервуара для воды
Все размеры топливных баков автомобилей и мотоциклов, масляный бак, масляный бак, автомобильный глушитель, выхлопная труба, стальной обод велосипеда, бак из нержавеющей стали, пластина для сбора солнечного тепла, магазин, распылитель, ведро для воды, столовая с электрическим подогревом, термос, фильтр, кувшин для вина всех размеров, внешняя оболочка двигателя, сварка сетчатых пластин, сварка пластин из нержавеющей стали и кухонная утварь.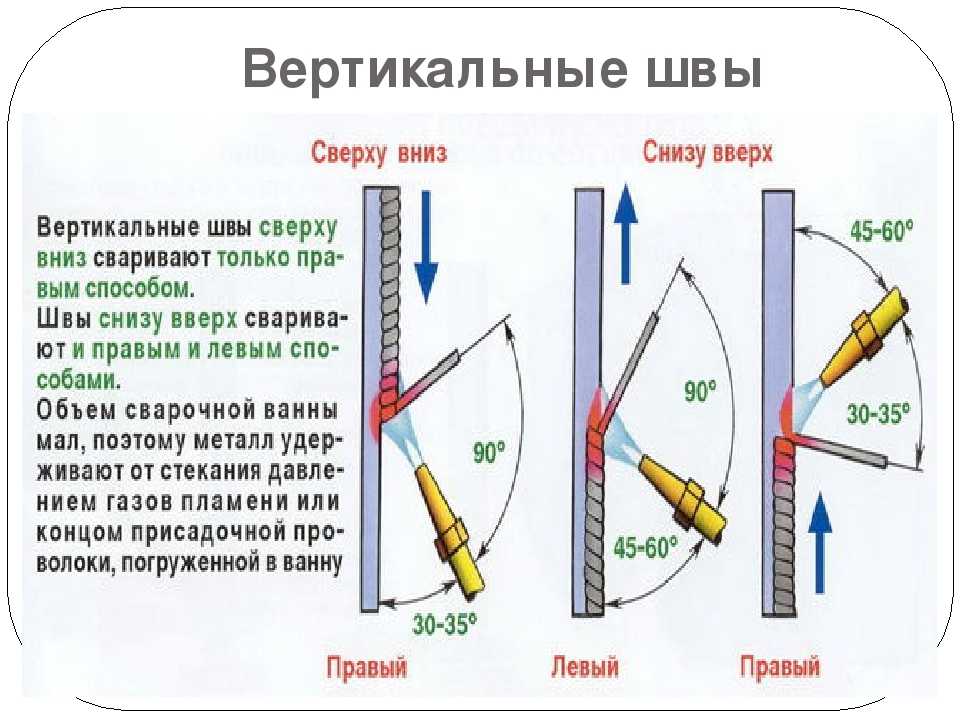
- Внешний вид сварки: очень меньшая горячая деформация и окисление позволяют избежать обработки на последующих этапах.
- Стабильность: Меньший допуск на пайку соответствует спецификациям транспортных средств JIS.
- Экономия: Потребляющие детали, такие как электрод из медного сплава, очень меньше, а энергопотребление очень меньше. Стоимость операции низкая.
- Станок регулируется для работы как с тонкими, так и с толстыми заготовками. Доступен как непрерывный, так и импульсный тип разряда электричества.
- Без следов пайки: экономия времени на полировку, устранение загрязнений и покрытие на следующих этапах обработки.
- Высокая маневренность: Машина может работать сразу после запуска. Любой обычный техник может управлять машиной.
| Спецификация | Номинальная мощность | Номинальное первичное напряжение | Номинальная частота | Макс. Weld Current Weld Current | Нержавеющая сталь | Макс. Welding Force | Охлаждающая вода |
|---|---|---|---|---|---|---|---|
| Модель | КВА | В | Гц | А | мм+мм | кг | л/мин |
| DJ-C800 | 80 | 220/440 | 50/60 | 18 000 | 0,8+0,8 | 600 | 25 |
| DJ-C1000 | 100 | 220/440 | 50/60 | 21 000 | 1+1 | 800 | 25 |
| DJ-C1200 | 120 | 220/440 | 50/60 | 24 000 | 1,2+1,2 | 800 | 30 |
| DJ-C1500 | 150 | 220/440 | 50/60 | 27 000 | 1,8+1,8 | 800 | 30 |
| DJ-C2000 | 200 | 220/440 | 50/60 | 31 000 | 2+2 | 1200 | 40 |
| DJ-C2500 | 250 | 220/440 | 50/60 | 35 000 | 2,2+2,2 | 1200 | 40 |
| DJ-C3000 | 300 | 220/440 | 50/60 | 38 000 | 2,4+2,4 | 1200 | 50 |
- Возможна разработка и изготовление в соответствии с местными требованиями к напряжению (200–600 В)
- Возможное исполнение для модели выпрямителя deman.
Продукция доступна в местных и зарубежных магазинах
PROFAB Seam Pro – Production Products, Inc.
Свяжитесь для уточнения цен
Количество PROFAB Seam Pro
Артикул: MAWLD-0001.
Категории: Машины, Сварочные аппараты, Сварочные аппараты
Тег: PROFAB
- Описание
- Видео о шве
- Свяжитесь для ценообразования
- Финансирование
Описание продукта
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ:
- Подходит для TIG, плазменной, MIG, субдуговой и лазерной сварки
- Полностью сварная конструкция
- Оправка имеет регулировку по вертикали для различной толщины
- Регулируемая защелка шпинделя с уникальным механизмом безопасности
- Независимый зажим левого и правого пальцев
- Прецизионный шарикоподшипник, линейная направляющая для плавного хода
- Стандартная гибкая направляющая для поддержки шлангов и кабелей
- Уникальные, простые в использовании, прецизионные калибры для центровки
- Усовершенствованные средства управления кареткой с автоматическим переключением
- Пневматическое втягивание горелки
- Разработка и поддержка процесса сварки
- Двойной регулятор давления
- Прямоугольный стержень и фланец вместимость
Загрузить спецификацию
Сообщение от одного из наших клиентов:
«Просто хотел поблагодарить вас за профессиональную установку, которую вы сегодня сделали в моем магазине. Машина была в значительной степени plug-and-play. Я действительно с нетерпением жду увеличения производства с этим и с нетерпением жду возможности купить у вас другое качественное оборудование. Ваше здоровье!” – Harvey LaFlamme
Машина была в значительной степени plug-and-play. Я действительно с нетерпением жду увеличения производства с этим и с нетерпением жду возможности купить у вас другое качественное оборудование. Ваше здоровье!” – Harvey LaFlamme
| «А» | «Б» | «С» | «Д» | Прибл. Транспортировочный вес | Допустимая толщина материала | Точность отслеживания каретки | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Номер модели | Длина сварки | Мин. Диаметр | Общая длина | Общая ширина | ||||||||||
| в | см | в | см | в | см | в | см | фунтов | кг | в | мм | в | мм | |
| ПЛСК-72 | 72 | 182,9 | 6,00 | 15,2 | 117,38 | 298,1 | 39,50 | 100,3 | 5 300 | 2409 | .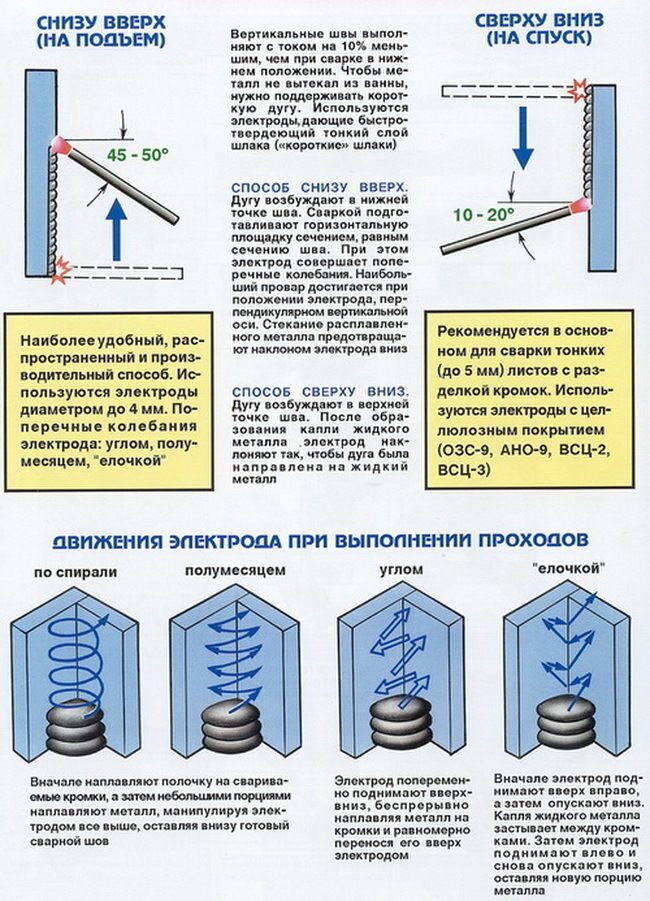 020 – .375 020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-84 | 84 | 213,4 | 6,88 | 17,5 | 129,38 | 328,6 | 39,50 | 100,3 | 5 900 | 2682 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-96 | 96 | 243,8 | 7,25 | 18,4 | 141,38 | 359.1 | 39,50 | 100,3 | 6 400 | 2909 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-120 | 120 | 304,8 | 9,50 | 24.1 | 176.00 | 447,0 | 41,50 | 105,4 | 12 000 | 5455 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-144 | 144 | 365,8 | 12,25 | 31. 1 1 | 200.00 | 508,0 | 41,50 | 105,4 | 13 000 | 5909 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| PLSC-168 | 168 | 426,7 | 15,25 | 38,7 | 224,00 | 569,0 | 41,50 | 105,4 | 14 000 | 6364 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| PLSC-192 | 192 | 487,7 | 8,50 | 21,6 | 248,00 | 629,9 | 41,50 | 105,4 | 15 000 | 6818 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| PLSC-216 | 216 | 548,6 | 21,25 | 54,0 | 272.00 | 690,9 | 41,50 | 105,4 | 16 000 | 7273 | . 020 – .375 020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| PLSC-240 | 240 | 609,6 | 24,25 | 61,6 | 296.00 | 751,8 | 41,50 | 105,4 | 17 000 | 7727 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
->
The Profab Seam Pro in Action
Посмотрите это видео на YouTube
СВОЙДКИ ПРОФАБ СВЕДА
СМОТРЕТЬ ЭТО ВЕЙТА НА YOUTUBE
20 GUAGE GALVANAIND TIG TELD TETD TETD TETD TETD TETD TETD TEST
11111111111111111111111111111111111113. на ютубеМашина для сварки швов PROFAB — машина для сварки воздуховодов и листового металла
Посмотреть это видео на YouTube
PROFAB Seam Pro MIG Сварка каналов для смазки из нержавеющей стали
Посмотреть это видео на YouTube
Машина для сварки швов PROFAB 903 # 1 9 9038 Посмотреть это видео на YouTube
Посмотреть это видео на YouTube
Посмотреть это видео на YouTube
Финансирование теперь доступно для квалифицированных покупателей!
Нажмите ниже, чтобы подать заявку!
Подать заявку сейчас!
Автоматическая машина для вертикальной сварки швов (EGW)_Nanjing Auto Automation Co.
 , Ltd.
, Ltd.Решение
Интеллектуальное решение для экономичного производства трубных катушек
Решение для строительства резервуаров для хранения
Решение для изготовления горизонтальных оболочек
Решение для бережливого производства трубных катушек
Решение для изготовления трубных катушек подвижного типа
Решение для изготовления трубных катушек в мастерской
Интеллектуальное решение для мастерских
Интеллектуальная система управления мастерской
Система F-вида
Интеллектуальная система разделения катушек труб
Производственная линия MES-система
Система сетевого мониторинга производственной линии
Система управления мобильным терминалом
Система обслуживания производственной линии
Система управления сваркой
Количество просмотров:
Описание товара
Параметры
Параметры
Автоматическая машина для вертикальной шовной сварки (EGW)
Автоматический сварочный аппарат с вертикальным швом представляет собой автоматическое сварочное оборудование, самостоятельно разработанное и произведенное компанией Nanjing Aote Automation Co.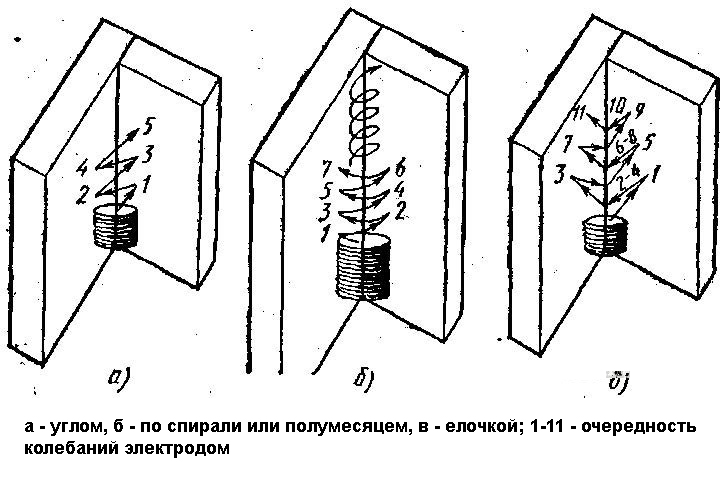 , Ltd. в соответствии с характеристиками передней/обратной конструкции резервуара. Он сочетает в себе технологию вертикальной сварки с самозащитой и японское газоэлектрическое оборудование для вертикальной сварки на тележке, которое может использоваться как в формальной конструкции, так и в конструкции с перевернутым чипом. Оборудование использует сервосистему в процессе автоматической сварки и замкнутый контур. контрольная сварочная тележка используется для управления скоростью подъема вверх, тем самым достигается эффект стабилизации сварочной ванны и завершается автоматическая сварка продольного шва большого резервуара-хранилища или доменной печи и башни.
, Ltd. в соответствии с характеристиками передней/обратной конструкции резервуара. Он сочетает в себе технологию вертикальной сварки с самозащитой и японское газоэлектрическое оборудование для вертикальной сварки на тележке, которое может использоваться как в формальной конструкции, так и в конструкции с перевернутым чипом. Оборудование использует сервосистему в процессе автоматической сварки и замкнутый контур. контрольная сварочная тележка используется для управления скоростью подъема вверх, тем самым достигается эффект стабилизации сварочной ванны и завершается автоматическая сварка продольного шва большого резервуара-хранилища или доменной печи и башни.
Полный комплект оборудования состоит из сварочной системы и портала, сварочной ветрозащитной рамы (с боковой системой управления ходьбой), сварочной тележки подъемной платформы, системы автоматического управления сваркой, системы управления поворотом, системы циркуляции охлаждающей воды и т. д. Шаговое устройство использует модульная комбинированная конструкция, а также функция передней и обратной загрузки могут быть удобно реализованы путем регулировки положения установки. Система управления сварочным поворотом выполнена в виде линейного осциллятора.
Система управления сварочным поворотом выполнена в виде линейного осциллятора.
В этом оборудовании используется запатентованная технология адаптивной газоэлектрической вертикальной сварочной тележки с ЧПУ (номер патента: ZL200920231033.1) с полностью закрытой технологией программного управления ПЛК, позволяющая решить проблему низкой надежности и легкого повреждения аналоговых цепей при традиционном аналоговом управлении. режим, гарантирует, что оборудование может работать непрерывно и стабильно в сложных и суровых условиях строительства. Эффект сварки вертикальным швом также может устранить необходимость доработки участка дуги, как в случае обычного консервирования, дополнительно улучшая автоматизацию сварки. . Оснащен баком охлаждающей воды большой емкости для обеспечения непрерывности строительства в условиях высокой температуры.
Отсканируйте QR-код, чтобы прочитать его на телефоне
Соответствующие параметры не найдены, добавьте их в таблицу свойств
Технические параметры
➤ Применимый диаметр: вертикальный цилиндр диаметром 6 метров и более;
➤ Применяемые материалы: углеродистая сталь, высокопрочная сталь, легированная сталь и т.