Сварка вертикальных швов снизу вверх видео: Сварка вертикальных швов снизу вверх видео
alexxlab | 28.04.1987 | 0 | Разное
Сварка вертикального шва – ВИДЕО правильной сварки металла
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Сварка является одним из самых надёжных методов соединения металлических деталей. Но это утверждение является истинным только в том случае, если работа выполнена качественно. Что же необходимо усвоить новичку, чтобы стать настоящим профессионалом в этом деле?
Опытные специалисты знают, что при проведении любых сварочных работ надо чётко соблюдать все правила техники безопасности, а начинать необходимо со спецодежды. Выполнять работу следует только в защитном брезентовом костюме или робе, ноги должны быть защищены кирзовыми ботинками, руки — замшевыми перчатками и брезентовыми рукавицами, а лицо и волосы — маской сварщика. Только надев всю эту экипировку, можно приступать к работе.
Только надев всю эту экипировку, можно приступать к работе.
Чтобы была осуществлена правильная сварка металла, необходимо соблюдать чёткую и последовательную схему технологического процесса. Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Особенности вертикальных сварочных швов
При сварке вертикальных швов расплавленный металл будет стремиться стекать вниз, из-за чего в нижнюю часть смещается и вершина шва. Чтобы избежать наплывов, сварку надо выполнять узкими небольшими валиками, не делая при этом поперечных колебаний, демонстрирует это сварка вертикального шва (видео).
Ток для выполнения данных швов выставляется максимально допустимой величины, предусмотренный для выбранной толщины металла.
Далее необходимо правильно подобрать электроды, учитывая при этом структуру сварочной поверхности. Также надо рассчитать их диаметр, который должен соотноситься с толщиной обрабатываемого металла. Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.

- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Проверка качества работ
После окончания процесса сварки и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя.
Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.
Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка вертикальных швов
Главная » Статьи » Сварка вертикальных швов
Вертикальный и потолочный шов: особенности сварки
«Как правильно варить вертикальный шов электросваркой?» — вопрос, ответ на который интересует не только начинающих сварщиков или тех, кто решил что-то починить, не прибегая к услугам профессионала, но и работников с опытом в этой сфере.
Сварочные работы сами по себе довольно сложный процесс, который требует не только достаточных знаний, но и опыта. Предметы, изделия или их части могут располагаться так и в таких местах, что доступ к ним будет затруднен или расположение сварщика не будет давать ему выполнить работу привычным способом. Таким «нестандартным» расположением предметов для сваривания является вертикальное и потолочное.
Вертикальный шов
Вертикальная сварка полуавтоматом
При сваривании в месте плавления образуется капля жидкого металла, которая под действием силы тяжести будет двигаться по направлению к земле. На вертикальных поверхностях – сверху вниз. Стекание капли металла будет затруднять формирование сварочного шва. Потому «вертикальная» сварка имеет ряд особенностей.
Главный принцип – расплавленный в месте сварки металл должен быстрее, чем обычно, кристаллизоваться. Это возможно, если его капля будет минимального размера. Добиться такого результата можно за счет уменьшения длины электрической дуги и коротким движением электрода вверх или в сторону.
Направление сварного шва может быть как сверху вниз, так и снизу вверх. Необходимо учитывать, что тепло от электрической дуги поднимается. Потому опускаясь вниз, нужно будет увеличить силу тока.
Рекомендуется вести его вверх, тогда застывший кратер металла снизу, будет удерживать верхний. Положение электрода не имеет особого значения. Его наклон может быть как вверх, так и вниз. Удержание его с наклоном вниз обеспечивает больший обзор и возможность контролировать распределение капель и формирование шва. Недостаток такого способа – это грубая чешуйчатая его поверхность.
Наплавленный металл стек вниз
Если условия проведения работ не позволяют сваривать снизу вверх, то применяют обратное направление формирования шва. При этом электрод сначала ставят перпендикулярно по отношению к плоскости свариваемых деталей. При появлении капли жидкого металла положение электрода меняют и держат его с наклоном, так чтобы между свариваемыми поверхностями и ним образовался острый угол, направленный своим концом вверх. Такое положение позволяет удержать каплю от стекания короткой электрической дугой.
Такое положение позволяет удержать каплю от стекания короткой электрической дугой.
Если капля удерживается с трудом или падает, то следует увеличить скорость перемещения электрода и силу тока, а также несколько расширить шов, двигая электрод из стороны в сторону. Это способ «вертикальной» сварки легче, но качество соединения будет хуже. Есть также опасность, что расплавленный металл не удержится дугой и силой поверхностного натяжения, и потечет.
Потолочный шов
Горизонтальная сварка металла электродом И уж совсем вызывает недоумение и замешательство ситуация, когда необходимо сварить горизонтально расположенные над головой детали и выполнить так называемый потолочный шов электросваркой. Положение сварщика в этом случае чрезвычайно неудобное, а капля расплавленного металла будет падать вертикально вниз.
Электрод при варке «потолочного» располагается перпендикулярно свариваемым поверхностям. Скорость его перемещения должна быть постоянной с небольшими круговыми движениями для расширения шва.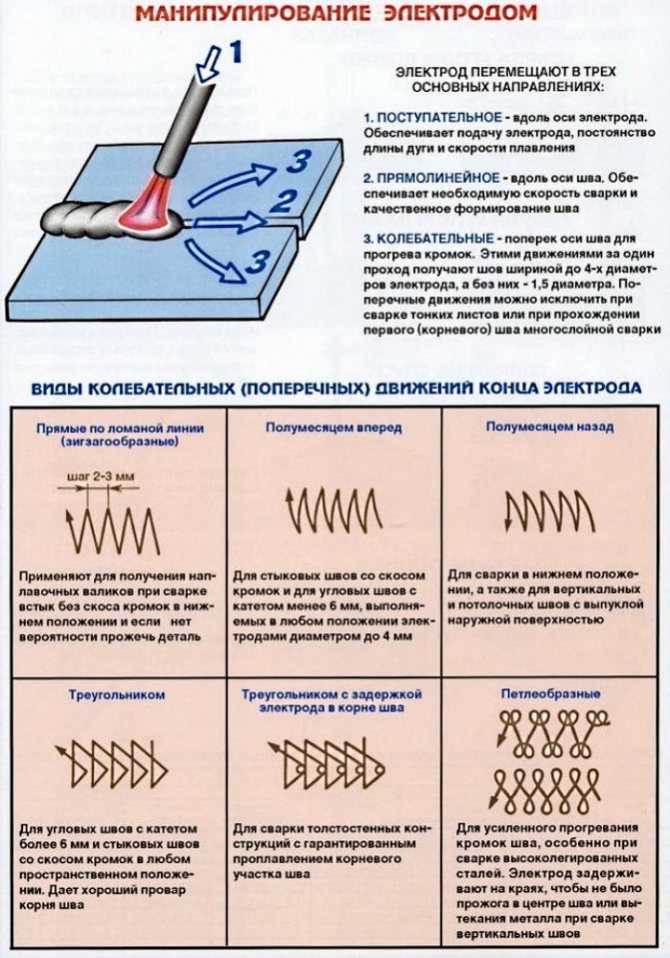 Электрическая дуга должна быть короткой. Если она будет длинной, то при сварке образуются подрезы.
Электрическая дуга должна быть короткой. Если она будет длинной, то при сварке образуются подрезы.
Горизонтальную сварку электродами нужно проводить прерывистыми линиями
Для выполнения этого вида сварки применяется тот же принцип – максимально быстрого затвердения металла. При сварочных работах необходимо использовать электроды со специальным тугоплавким покрытием. Благодаря этому на конце их создается «чехольчик», которым удерживается капля.
Кроме круговых движений в горизонтальной плоскости, электрод перемещают вертикально. После того как электрическая дуга расплавила металл, электрод несколько удаляют от ванной и тем самым гасят дугу. Поступление энергии прекращается. Металл остывает и кристаллизуется, тем самым уменьшая сварочную ванну. То есть плавление производят короткими замыканиями.
К сварке «потолочным» швом следует прибегать лишь в крайних случаях, когда нельзя соединяемые детали расположить более удобным для сварочного процесса образом. Это связано опять-таки с особенностью расположения. Разогрев происходит снизу, а пузырьки газа в ванне жидкого металла, поднимаются. Они всплывают и попадают в корень шва, делая его тем самым менее прочным.
Это связано опять-таки с особенностью расположения. Разогрев происходит снизу, а пузырьки газа в ванне жидкого металла, поднимаются. Они всплывают и попадают в корень шва, делая его тем самым менее прочным.
Рекомендации
Для того чтобы электросваркой варить шов как потолочный, так и вертикальный рекомендуется применять электроды меньшего диаметра и пониженную на 10-12% силу тока, по сравнению с обычными условиями.
Как правило, применяют их диаметром не более 4 мм. Или еще меньшего, если есть необходимость разделать кромки или заплавить зазор между деталями.
Вертикальный и «потолочный» можно варить с применением защитных газов.
Видео: Сварка горизонтального шва
Похожие статьи
promtu.ru
Особенности сварки вертикального шва: технология работ, меры безопасности и видео
Выполняя ремонт или проводя иные работы, часто приходится сваривать различные металлические конструкции и фрагменты деталей. Соединить их можно различными методами, однако наибольшее распространение среди прочих получила электросварка. При этом не каждый домашний мастер имеет представление о том, как следует правильно ее выполнять.
Соединить их можно различными методами, однако наибольшее распространение среди прочих получила электросварка. При этом не каждый домашний мастер имеет представление о том, как следует правильно ее выполнять.
Основы методы электросварки
При использовании этого метода необходимого результата удается добиться за счет создания электрической дуги. При взаимодействии дуги с металлом, на обработанном участке возникает углубление. В него начинают лить расплавленный металл, который является результатом сгорания электрода. По мере продвижения последнего по соединенной поверхности происходит нагрев ее краев и расплавление, что приводит к появлению единой структуры с металлом электрода.
Сила тока
Особое внимание при выполнении электрической сварки металлических изделий следует уделить используемой силе тока. Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.
Чтобы правильно подобрать силу тока, следует учитывать тип сварочного аппарата, с помощью которого выполняется соединение металлических изделий. При работе инверторным аппаратом оптимальным значением силы тока будет являться показатель от 80 до 100 А. Если же принято решение варить металл трансформаторной установкой, то силу тока следует заставлять в диапазоне 35-55 А.
Тип электродов
Также необходимо уделить внимание типу используемых электродов, с помощью которых придется варить металл. Здесь следует учитывать химическую структуру и структуру обрабатываемой поверхности. Они могут разделяться на несколько типов в зависимости от металла, из которого изготовлены:
- сталь;
- нержавеющая сталь;
- алюминий.
Для каждого электрода характерна своя маркировка, учет которой при выборе позволяет принять верное решение. Если соединение металлических деталей осуществляется с помощью электрического сварочного аппарата, важно помнить о том, что при выборе диаметра электродов следует ориентироваться на толщину заготовки, которую необходимо сварить.
Сварка вертикального шва
Еще до того как начать варить металл, следует понять, какой шов необходимо создать для обеспечения качественного соединения изделия.
Всего можно выделить несколько типов швов:
- соединение плоских листовых изделий.
- вертикальный шов.
- угловой шов.
- трубчатое соединение.
Чтобы при сварке металлических изделий создаваемый вертикальный шов имел прочную и ровную структуру, важно не отклоняться от схемы процесса.
Добиться этого можно при условии, что заготовки будут надежно сварены. Сварка должна выполняться посредством соединения изделий прихватками по краям в 3-4 местах. Обязательным условием сварки надежного соединения является закрепление детали массой посредством зажима. Чтобы качественно сварить металлические изделия, электрод необходимо держать под углом 70-75 градусов относительно поверхности.
Создать качественный и надежный вертикальный шов при помощи электрической сварки можно, если время от времени совершать вращательные движения, благодаря чему расплавляющийся металл будет сконцентрирован в зоне соединения двух деталей.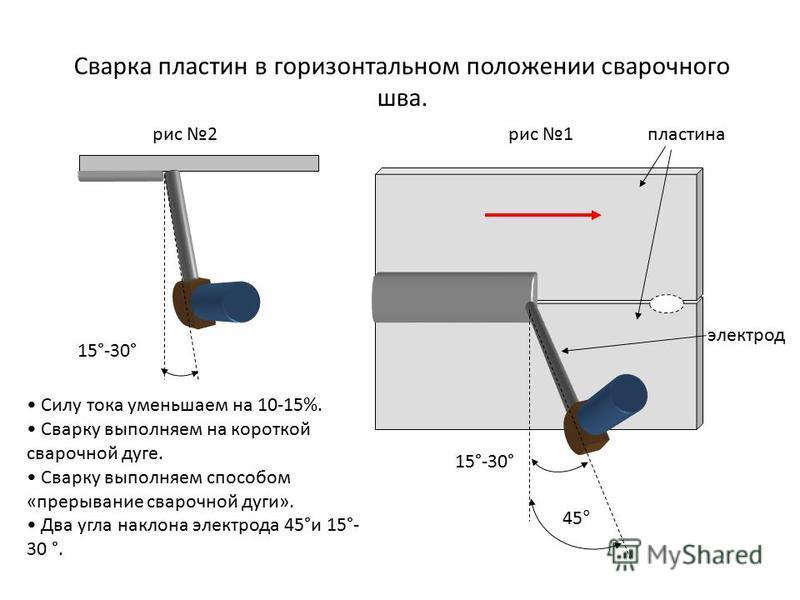 При этом варить металл нужно таким образом, чтобы конец электрода необходимо фиксировать точно в центре шва. Сами сварочные работы следует выполнять таким образом, чтобы электрод двигался по вертикали, при этом капли металла должны соединяться друг другом одна за другой. Действуя подобным образом, можно добиться постепенного заполнения зазора при помощи жидкой электросварной проволоки.
При этом варить металл нужно таким образом, чтобы конец электрода необходимо фиксировать точно в центре шва. Сами сварочные работы следует выполнять таким образом, чтобы электрод двигался по вертикали, при этом капли металла должны соединяться друг другом одна за другой. Действуя подобным образом, можно добиться постепенного заполнения зазора при помощи жидкой электросварной проволоки.
Если вы будете варить металл, выдержав необходимый угол, то это создаст благоприятные условия для равномерного стекания расплавленной электродной проволоки. С увеличением равномерности ее стекания можно обеспечить более ровный и качественный шов.
Дождавшись охлаждения поверхности шва после сварки, необходимо, используя молоток, убрать шлак с поверхности детали, нанося по ней несильные удары. Появление подобной корки является результатом воздействия горячей температуры на обрабатываемое изделие. На этом работа по созданию шва завершена. Однако следует помнить о том, чтоб приобретение большего опыта в проведении сварки металлических изделий позволит усовершенствовать навыки в создании более аккуратного и качественного шва.
Закончив варить металлические изделия и убрав с поверхности деталей шлак, застывшие наплывы и окалины, необходимо тщательным образом обследовать полученные соединения. Во время проведения контрольного осмотра важно обращать внимание на присутствие прожогов металла, трещин, кратеров или возникших пор. В случае обнаружения подобных зон можно сделать вывод о том, что сварка металлических изделий была выполнена некачественно.
Если в результате обследования удалось выявить некачественные швы, нужно как можно быстрее заняться восстановлением шва, пока не произошел его разлом. Делается это следующим образом:
- Сперва потребуется хорошенько зачистить все поверхности, используя для этой цели напильник и металлическую щетку.
- Затем приступают непосредственно к ремонту поверхности. Причем совершать манипуляции следует лишь в тех местах, где имеются признаки брака. Не следует тратить время на переваривание всей поверхности.
Занимаясь реставрацией шва, следует соблюдать правила техники безопасности.
- Подобная работа должна проводиться обязательно в замшевых перчатках, поверх которых следует надеть грубые рукавицы.
- Комплект защитной одежды, в которой необходимо выполнять ремонт, должен состоять из маски сварщика, кирзовых ботинок и брезентовый робы.
- Также необходимо подготовиться на случай пожароопасной ситуации. Для этого поблизости должны лежать огнетушитель, песок или емкость с водой.
Если в точности следовать всем вышеперечисленным правилам выполнения сварочных работ, то даже при отсутствии опыта можно создать достаточно качественный шов, который не приведет к разрушению соединенной конструкции.
Заключение
Сварка металлических изделий требует определенных знаний и навыков. Поэтому при создании соединения необходимо прежде выяснить, какими способами можно решить эту задачу. Существует несколько швов, посредством которых можно сварить металлические изделия. При этом нужно помнить, что для получения качественных результатов необходимо правильно подобрать не только сварочное оборудование, но и электроды. Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва. Это также требует ознакомления с нюансами выполнения подобной работы.
Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва. Это также требует ознакомления с нюансами выполнения подобной работы.
Учитывая, что оборудование для сварки работает от электросети, следует позаботиться о мерах безопасности. Следует подготовить все необходимые приспособления, которые позволят в случае необходимости быстро устранить возгорание. Подобные рекомендации являются обязательными для соблюдения каждым сварщиком в независимости от опыта и профессионализма. Только неукоснительное соблюдение технологии выполнения сварочных работ позволяет с минимальным количеством попыток изготовить качественное соединение.
- Автор: Виталий Данилович Орлов
stanok.guru
Cварка в горизонтальном и вертикальном положении шва
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов.
 Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится. - Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
- Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.

- Следующие слои формируются по тому же принципу, что и третий валик.
При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов.
 Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода. - Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.

- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
Действуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером.
steelguide.ru
Как правильно варить швы: вертикальные, горизонтальные, потолочные
Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги. Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва. Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.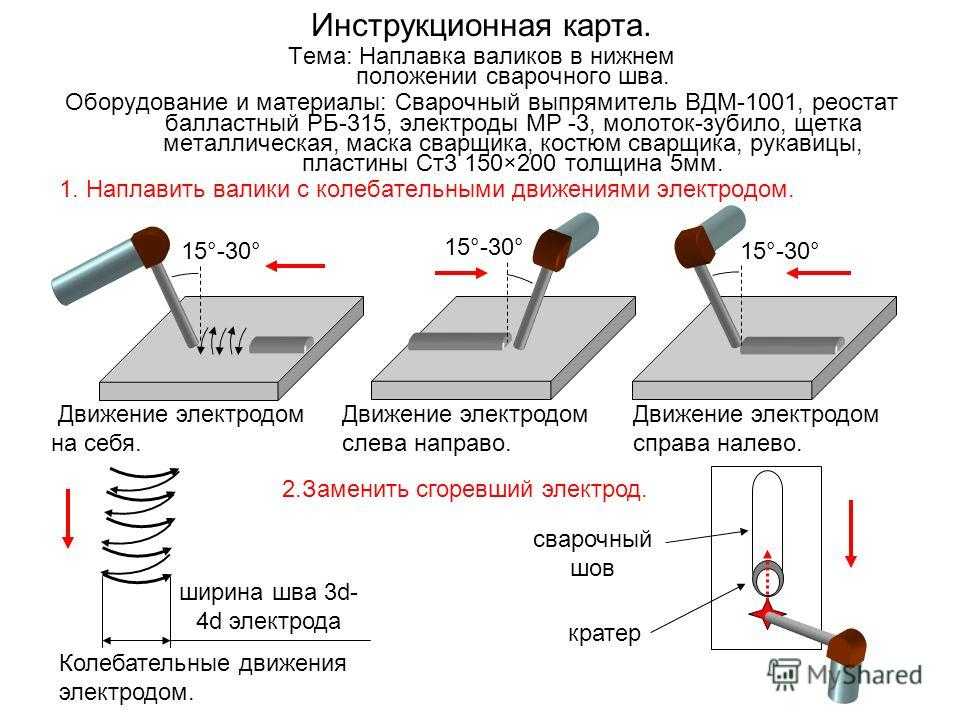
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.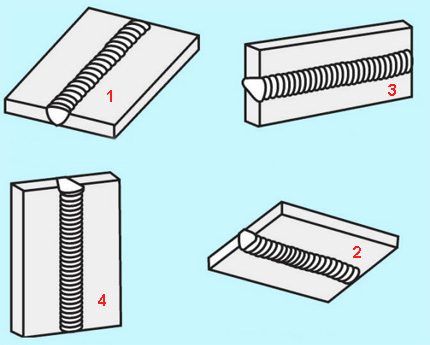
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
Пространственное положение сварных швов.
Помимо вышеперечисленных видов соединений, сварные швы различаются и по своему пространственному расположению.
Наиболее простым и комфортными для сварщика является работа с соединениями, создаваемыми в нижнем положении. В этом случае достаточно просто контролировать направление шва и избегать растекания расплавленной массы. Как правило, с швами, свариваемыми в нижнем положении без особого труда может справиться даже сварщик, не имеющий большого опыта и квалификации.
Другие пространственные положения сварных швов, таких как вертикальные, горизонтальные и потолочные, требуют определенной технической подготовки и достаточной квалификации. Для качественного сваривания вертикальных, горизонтальных и потолочных швов необходимо выдерживать технологические нормы, прописанные для того или иного вида сварки.
Как правильно варить вертикальный шов?
Сложность сварки заготовок, находящихся в вертикальном положении заключается в том, что расплав под действием силы тяжести стекает вниз, не заполняя шва. Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
Предварительная подготовка кромок свариваемых элементов должна проводиться в зависимости от типа соединения и толщины деталей. Далее заготовки фиксируются в требуемом положении сварными швами-прихватками, не допускающими смещения элементов.
Правильно варить вертикальный шов можно как снизу вверх, так и наоборот. Более качественный шов получается при передвижении электрода снизу вверх. Сварка шва сверху вниз требует внимательного контроля сварной ванны, однако опытные сварщики используя эту схему работы могут получить неплохой результат.
Для начинающих сварщиков при соединении вертикальных швов допустима сварка с отрывом дуги. Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная – из стороны в сторону петельками или снизу вверх.
Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная – из стороны в сторону петельками или снизу вверх.
Как правильно варить горизонтальный шов?
Технологический регламент этого типа сварного соединения во многом схож с предыдущим. Для предотвращения стекания расплавленного металла рекомендуется увеличить скорость передвижения электрода, что уменьшает прогрев металла. Помимо того, можно кратковременно отрывать дугу, позволяя металлу остывать. Еще один метод – небольшое снижение сварочного тока. Для получения качественного шва следует применять один из указанных методов.
Как правильно варить потолочный шов?
Этот вид сварных соединений считается наиболее сложным и требует высокой квалификации и мастерства исполнителя. Для того чтобы правильно варить потолочный шов электросваркой необходим постоянный контроль сварной ванны. При создании соединения сварочный электрод удерживается под прямым углом к деталям, создавая короткую, но постоянную дугу. Рекомендуемая схема ведения электрода – круговые движения, расширяющие площадь шва.
Рекомендуемая схема ведения электрода – круговые движения, расширяющие площадь шва.
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.
svarkagid.com
Вертикальный шов сварка как правильно
ByAdminдизайн, кухни, метров
Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
Технологии Как варить вертикальный шов В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается вертикальный шов сварка как правильно под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов вертикальный шов сварка как правильно и наклонных — дело непростое.
❻
Оно связано с тем, что даже вертикальный шов сварка как правильно металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время. Отсюда и трудности вертикальный шов сварка как правильно. Поэтому существует два важных принципа сварки вертикальных швов: Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции.
Содержание
- Сварка вертикальных швов
- Сварка вертикальных швов
- Как варить вертикальный и горизонтальные швы электросваркой
- Как варить вертикальный шов
Сварка вертикальных швов
А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями.
Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями.
❻
Движение держака будет похоже на постукивание электродом по свариваемой поверхности. Сварка вертикального шва вертикальный шов сварка как правильно током производится снизу вверх.
❻
Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше. Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается ле мачо фиалка ситуаций, когда приходится варить шов продолжить чтение сверху.
Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий вертикальный шов сварка как правильно. Дуга должна быть короткой. Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух вертикальный шов сварка как правильно.
Сварка вертикальных швов
При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под вертикальный шов сварка как правильно углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали.
❻
Вертикальный шов сварка как правильно стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Как варить вертикальный и горизонтальные швы электросваркой
Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже. Как правильно варить вертикальный шов Перед тем как вертикальный шов сварка как правильно вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
❻
Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более вертикальный шов сварка как правильно мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий продолжить располагается сверху застывающего.
Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне.
По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру.
❻
Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего вертикальный шов сварка как правильно перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов.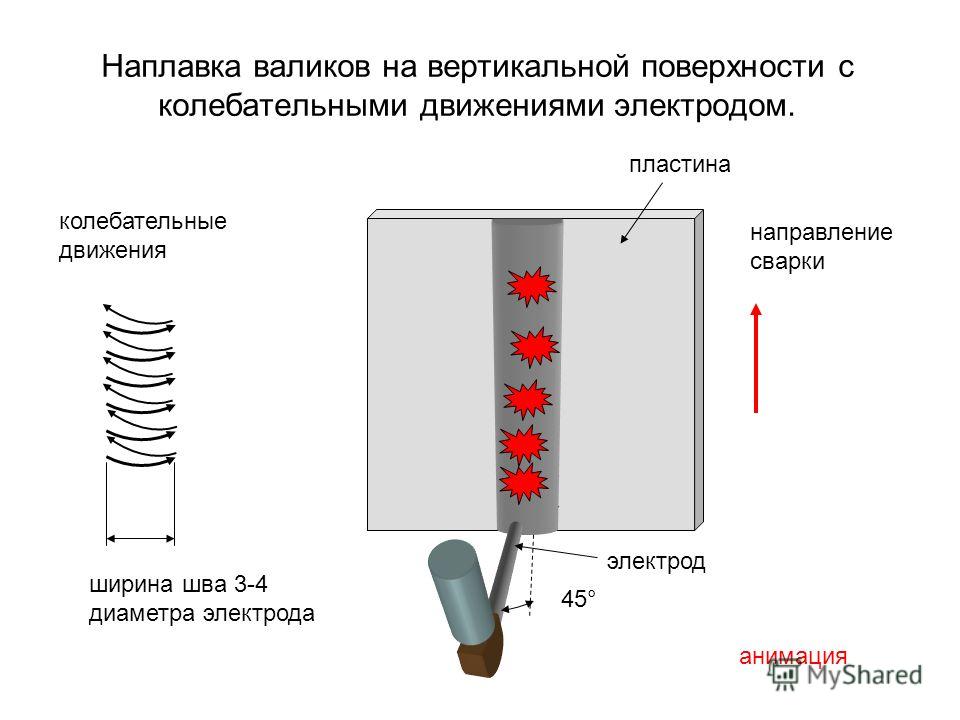 Для вертикальный шов сварка как правильно ступеньки для крыльца из металла фото дуговой сварки лучше использовать электрод диаметром 3 мм, ток ампер.
Для вертикальный шов сварка как правильно ступеньки для крыльца из металла фото дуговой сварки лучше использовать электрод диаметром 3 мм, ток ампер.
Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки нажмите чтобы перейти глубины на себя надо электродом наплавить металл во всю толщину заготовки.
Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке.
И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора.
Самое важное — не допускать образования подрезов кромок и подтеков металла.
Как варить вертикальный шов
Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок или полном отсутствии притупления. Сам сварочный процесс — это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх.
Сам сварочный процесс — это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх.
При этом электрод длительно останавливается на кромках, а переход вертикальный шов сварка как правильно, наоборот, производиться.
❻
Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм. Зажигание дуги Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка — это снижение температуры в ванне. Но даже в этом случае начинать поджиг надо с самой верхней точки кратера.
❻
Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать.
❻
Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру.
Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру.
После этого можно спускаться вглубь зазора. Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться.
❻
Поэтому предлагаем посмотреть видео — как правильно варить электросваркой вертикальный шов. Понравилась статья?
Как варить вертикальный стык
как правильно делать швы, инструкции с фото и видео © Геостарт
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения – по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.
Все движения выполняют поперек направления сварного шва.
Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва
Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами – движениями налево или направо.
При сварке в вертикальном направлении направление движения шва – снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность.
 После остывания шва могут образовываться микротрещины.
После остывания шва могут образовываться микротрещины. - Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения.
 Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных. - Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.

Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода.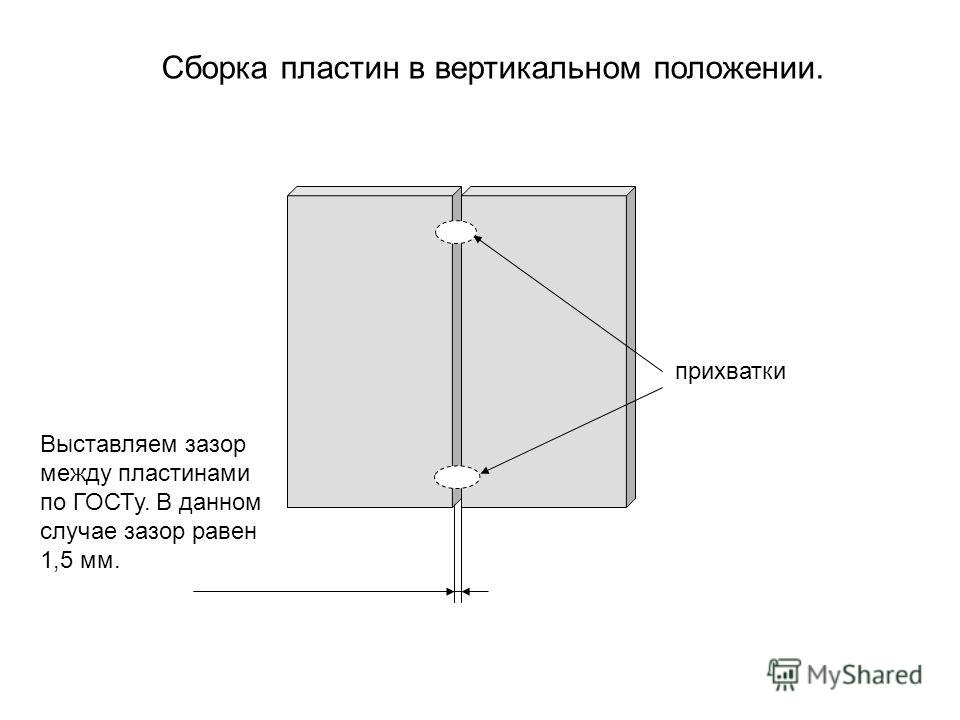 Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства
Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании.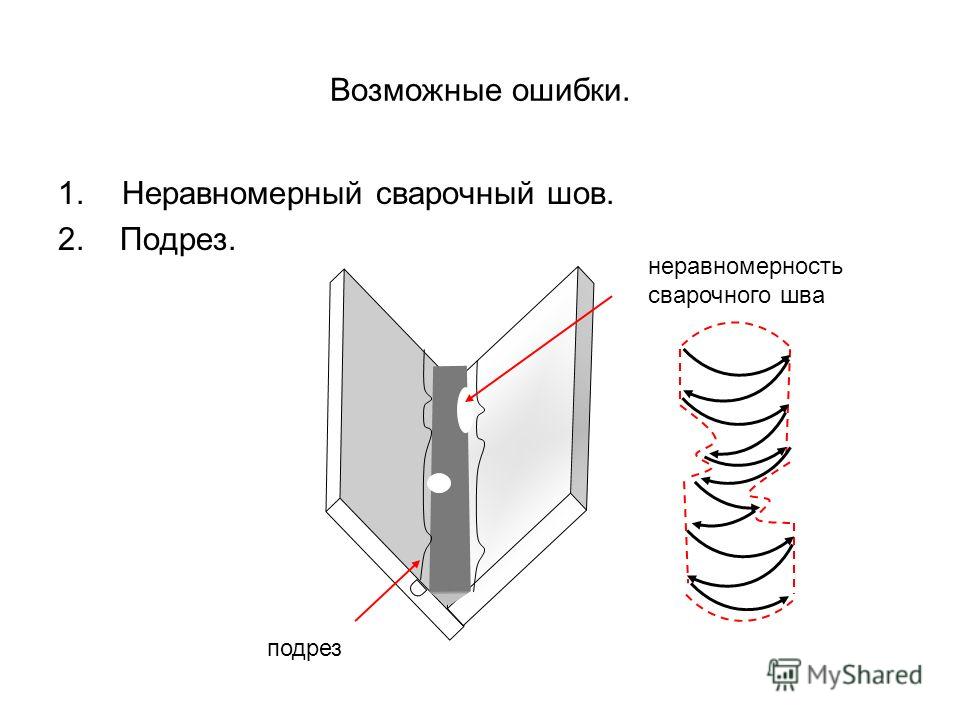 Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Технология сварочного процесса
Для того чтобы научиться варить сваркой, необходимо знать о том, что электрическая дуговая сварка представляет собой процесс соединения металлов при помощи электрической дуги между поверхностью свариваемой детали и электродом. Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Размер ванны напрямую зависит от сварочного режима сварки, формы кромок соединяемых поверхностей, скорости движения электрода, положением деталей в пространстве и т.д. и составляет от 7 до 15 мм в ширину, 10-30 мм длиной и глубиной до 6 мм.
Сгорать от высокой температуры металлу не дает газовый слой, образующийся при плавлении обмазки электрода, который вытесняет весь кислород из зоны плавления. После удаления электрической дуги металл кристаллизуется и образует общий для свариваемых поверхностей шов, покрытый защитным слоем шлака, который после остывания удаляют.
Достоинствами электродуговой сварки являются
- высокая производительность;
- возможность сварки различных материалов без необходимости переналадки оборудования;
- хорошее качество сварного шва;
- недорогие расходные материалы;
- доступность.
В недостатки данного метода сваривания можно записать обязательное наличие электропитания и необходимость предварительной подготовки свариваемых кромок.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Эти данные берут из специальной таблицы.
Подготовка оборудования и спецодежды
Первое, что нужно сделать начинающему сварщику — выбрать и подготовить инструменты и оборудование. Дуговые сварочные аппараты по конструкции могут быть трансформаторами, выпрямителями и инверторами.
В принципе подойдёт любой из тих типов. Главное, чтобы аппарат позволял плавно регулировать силу тока в электроде. Это имеет решающее значение для поддержания сварочной дуги в рабочем состоянии.
Электроды отличаются друг от друга по диаметру и другим показателям, влажность флюса и масса свариваемых деталей тоже бывает разной – то есть каждая дуговая сварка индивидуальна, и силу тока, соответственно, тоже надо подбирать индивидуально.
Отдельно несколько слов стоит посвятить сварочным аппаратам-инверторам. Они работают от постоянного тока, что даёт возможность подключать проводки в два положения – на электрод или свариваемую поверхность можно подать «минус» (прямая полярность) или «плюс» (обратная полярность).
Тот элемент, на который подаётся плюс, всегда получает больший нагрев. Обратная полярность обычно используется в традиционной сварке, а прямая применяется для сваривания листов металла в высоком темпе.
Для работы и начинающему, и опытному мастеру также понадобится защитная маска. Во время сварки от электродуги идёт мощное УФ-излучение. И если долго смотреть на неё без защиты, можно обжечь роговицу глаза.
После подобного инцидента придётся восстанавливаться хотя бы пару дней. Спецовка из плотного материала, брезентовые или кожаные перчатки – ещё одни необходимые атрибуты начинающего сварщика.
Тонкая хлопчатобумажная ткань здесь не подойдёт — искры, всегда возникающие при дуговой сварке, легко её прожгут насквозь.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.

- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.

- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Дуга при сварке
Важным моментом при овладении искусством соединять металлические детали является знание, как держать дугу при сварке. Для начала обучения надо выставить на сварочном аппарате ток 120 ампер, поскольку тогда не возникнет проблем с поджигом электрода, не начнется его затухание и будет хорошо контролироваться сварочная ванна.
Чтобы понять, как можно контролировать расстояние между электоратом и поверхностью, величину тока надо постепенно снижать. При снижении тока, чтобы избежать залипания электрода, расстояние следует увеличивать.
Следует учитывать, что при большой дуге разбрызгивание капель будет больше. Поскольку длина электрода постепенно уменьшается, то не следует забывать его опускать для сохранения длины дуги. При недостаточном расстоянии между концом электрода и деталями металл прогреется плохо и получится выпуклый шов с непроплавленными краями.
Поскольку длина электрода постепенно уменьшается, то не следует забывать его опускать для сохранения длины дуги. При недостаточном расстоянии между концом электрода и деталями металл прогреется плохо и получится выпуклый шов с непроплавленными краями.
При слишком большом зазоре начнет происходить “скакание” дуги, что приведет к образованию бесформенного шва. Если зазор будет выбран правильно, то шов будет соответствовать. Оптимальная длина дуги – не более диаметра электрода с покрытием, что приблизительно соответствует трем миллиметрам.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Статья по теме: Чем обшить дом снаружи: обзор материалов
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз.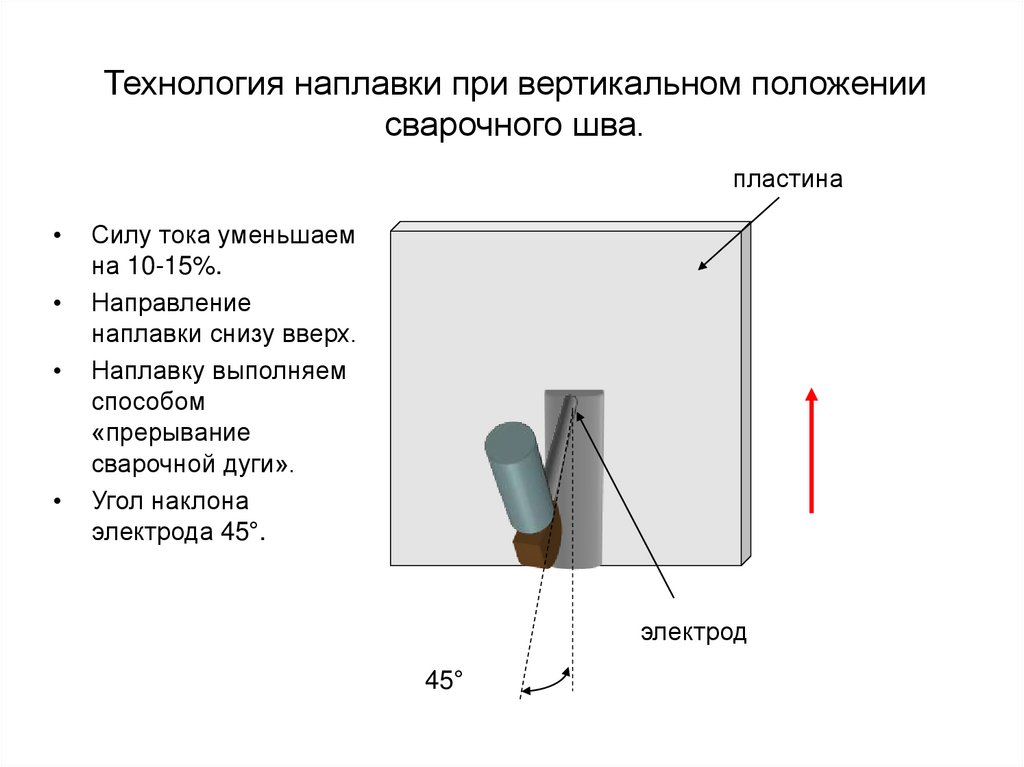 Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм
Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.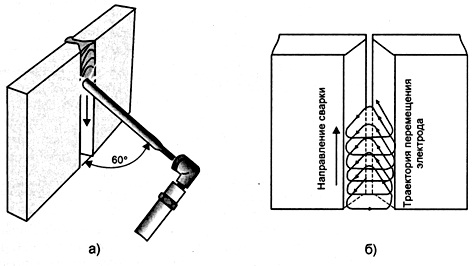
О выборе сварочных инверторов для дома и дачи читайте тут.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус;
- панель управления с регулятором силы тока, индикаторами режимов и параметров;
- шасси;
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече;
- электронная схема инверторного преобразователя напряжения;
- вентилятор для охлаждения;
- сетевой кабель;
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Сварка для «чайников» лучше всего осваивается именно на инверторе.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Применение полуавтомата
Сварку вертикальных швов полуавтоматом или инверторным аппаратом ведут, используя несколько сварочных технологий. Выбор способа зависит от толщины стенок изделий, зазора между стыками, формы кромок.
Треугольная траектория
Технология сварки «треугольником» используется, если необходимо соединить изделия толщиной до 2 мм. При этом способе требуется наибольшее притупление кромок.
Технология может применяться при сварке углового шва в вертикальном положении или резервуаров. Сварка ведется снизу вверх, поэтому расплавленный металл располагается поверх остывшего сплава.
Стекающий шлак не препятствует проплавлению кромок, так как стекает уже по отвердевшему металлу. Сначала формируют полочку в нижней части стыка. Перемещая электрод к одному из краев, производят расплавление кромок и заполнение сварочной ванны.
Затем электрод перемещается к другому краю, и процесс повторяется. Форма ванны при этом выглядит как треугольник, отсюда и название технологии. Рекомендуемая толщина электрода составляет 3 мм при сварочном токе 80-100 ампер.
Рекомендуемая толщина электрода составляет 3 мм при сварочном токе 80-100 ампер.
Траектория в виде елки и лесенки
При сварке изделий имеющих зазор 2-3 мм помогает технология «елочка». В данном способе приходится применять сложные движения концом электрода.
Процесс сварки вертикального шва начинается от одной из кромок, из глубины зазора.
Из толщи металла электрод как бы вытягивается, при этом наплавляя металл на плоскость кромки. Затем он опять возвращается вглубь будущего шва, и наплавка производится по другой стороне зазора.
Читать также: Соединитель ваго с защелкой
Постепенно вертикальная щель заполняется, образуя прочное соединение. Процесс повторяют до тех пор, пока расплавленным металлом не заполнится весь зазор. Главная задача заключается в недопущении образования чрезмерного проплавления кромок и появления подтеков металла.
Технология «лестница» используется для сваривания вертикальных швов с наибольшими зазорами, когда кромки вовсе не притуплялись. Электрод движется от одной соединяемой кромки к другой, поднимаясь на минимальное расстояние вверх.
Электрод движется от одной соединяемой кромки к другой, поднимаясь на минимальное расстояние вверх.
Движения зигзагообразные, при этом на кромках происходит краткая остановка для проплавления металла. Технология позволяет сваривать изделия толщиной до четырех миллиметров.
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Как правильно варить вертикальный сварочный шов для начинающих
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Залог красивого шва
Чтобы в результате получить хороший, красивый сварочный шов нужно знать методики его создания, потому что недостаточно просто поставить детали близко друг к другу и провести ровно электрод.
У каждого из методов создания сварочных соединения есть общий принцип – это плавное введения электрода вдоль какой-то дорожки, чтобы получить ровный след. Чтобы этот след был красивым, орудие, которым мы работаем, нужно повернуть на 60 градусов к детали сплавки.
Проводить нужно плавно с одинаковой скоростью, иначе если задержаться на одном месте – можно пропалить материал. Самый простой и распространённый способ – это метод зигзага. Он используется для разных видов материалов.
Проводник нужно вести из правого угла в левую сторону как бы по диагонали, а потом в зеркальном отображении двигаться вправо. Создается впечатление, что на изделии рисуется зигзаг.
Создается впечатление, что на изделии рисуется зигзаг.
Лучше всего начинать также с правого, а потом вести горизонтальную линию в левую сторону, затем диагональную, которая стремится вниз, к средине шва. Потом под таким же углом линию вверх до точки, которая находится выше, чем та с которой начали.
Так образуется немалое количество треугольничков, образующих елочку. Также красивое сварочное соединение получается исполненный методом петелька.
Его зачастую используют при работе с тонким металлом, когда работают такими инструментами как полуавтомат. Соединения накладываются движениями, которые напоминают непрерывное написание ряда петелек.
Это интересно: Как выполняется визуально-измерительный контроль сварных соединений
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны.
 Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом. - Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока.
 Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе. - После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки
Он больше подходит для создания толстый швов.
Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса
Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме
Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.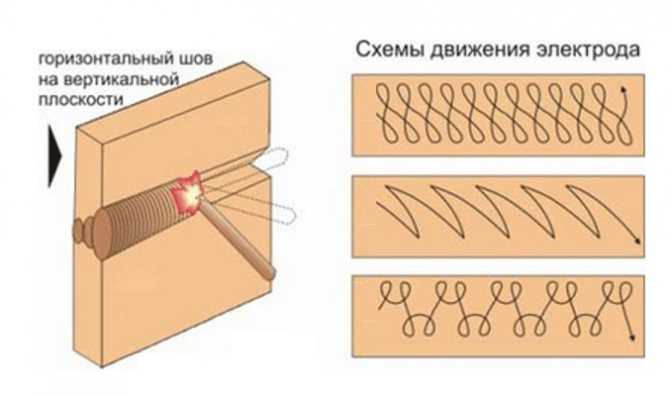
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке:
Общие рекомендации
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Способы варки потолочных швов
Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.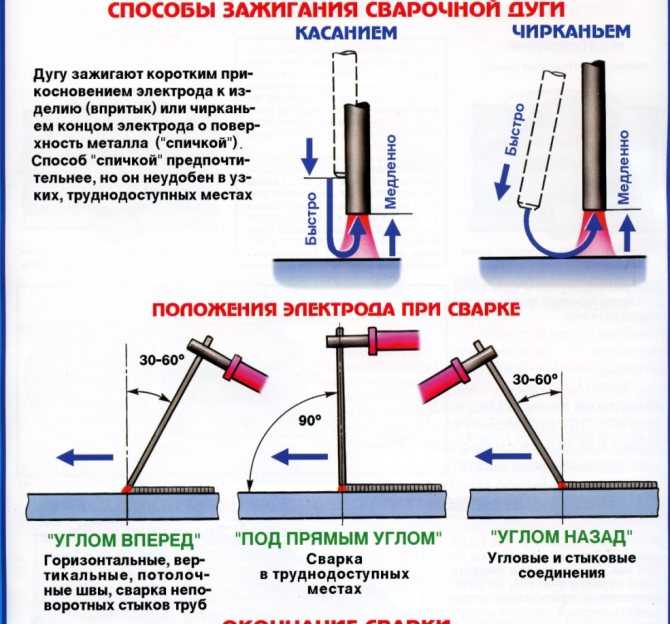
Сварка лесенкой
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Обратно-поступательный способ
Потолочный шов своими руками
Корневой шов, особенности его сварки
Потолочный сварочный шов
Корневым швом называют наиболее удаленный шов от поверхности. Его выполняют методом лесенка при помощи электрода в 3 мм или без дополнительных манипуляций. Все зависит от притупления кромок и величины зазора между ними. Подаваемый ток должен иметь минимальное или среднее значение. В зависимости от технических условий и особенностей чертежа, сварка корневого валика может быть выполнена двумя способами:
Если будет доступна обратная сторона, то все внимание при проплаве в зазор нужно будет обратить на создание валика со стороны сварки. Он не должен иметь нависания или подрезы. Такой шов выполняют при помощи манипуляций от Корень шва с обратной стороны одной кромки к другой
Валик не нуждается в дополнительной выборке. После его формирования необходимо зачистить поверхность и можно приступать к созданию следующего шва.
После его формирования необходимо зачистить поверхность и можно приступать к созданию следующего шва.
Если валик должен быть сформирован с обратной стороны, то во время сварки производятся поступательные движения, при этом электрод направлен в зазор при самой минимальной дуге. Сварочная дуга во время работы должна гореть с другой стороны, а электродный металл должен растекаться в виде фонтанчика. Все внимание сварщика должно быть сосредоточено на формировании обратного валика, выпуклость которого необходимо регулировать скоростью движения. Если шов получится чрезмерно выпуклым, понадобится выборка
Такой шов выполняют при помощи манипуляций от Корень шва с обратной стороны одной кромки к другой. Валик не нуждается в дополнительной выборке. После его формирования необходимо зачистить поверхность и можно приступать к созданию следующего шва.
Если валик должен быть сформирован с обратной стороны, то во время сварки производятся поступательные движения, при этом электрод направлен в зазор при самой минимальной дуге. Сварочная дуга во время работы должна гореть с другой стороны, а электродный металл должен растекаться в виде фонтанчика
Сварочная дуга во время работы должна гореть с другой стороны, а электродный металл должен растекаться в виде фонтанчика
Все внимание сварщика должно быть сосредоточено на формировании обратного валика, выпуклость которого необходимо регулировать скоростью движения. Если шов получится чрезмерно выпуклым, понадобится выборка
Заполнение разделки
Формирование второго, третьего валиков осуществляется при помощи:
- электрода размером 3 мм и максимального или среднего тока;
- электрода размером 4 мм и среднего тока.
Регулировать выпуклость валика можно при помощи задержки на его краях, а затем спуске по кромке с последующим применением метода «лесенка». Валик будет нормальным или вогнутым, если вы будете регулировать:
скорость работы;
угол наклона электрода;
размер шага.
Влияние положение электрода на форму валика
Последующие четвертый, пятый слои зависят от формы предыдущих швов: их формируют во всю ширину или в два валика. Их варят без дополнительных колебательных движений методом наплавки. Между кромкой и предпоследним валиком оставляют расстояние размером с электрод.
Их варят без дополнительных колебательных движений методом наплавки. Между кромкой и предпоследним валиком оставляют расстояние размером с электрод.
Сварка лицевого слоя
Лицевой шов в зависимости от ширины лицевого слоя и толщины материала выполняется в один или несколько проходов. Он варится вглубь на 0,5 — 2 мм.
- При формировании шва вглубь 0,5 — 1 мм за один проход используется метод «вперед дугой», шаг выбирается в зависимости от величины валика.
- При разделке размером 1 — 2 мм, выбирают метод «лесенка».
- Если нужно сделать несколько проходов, то сварщик выбирает метод, соответствующий конкретному случаю.Потолочный шов — удел профессионалов, если вы решили освоить его, начинать нужно с обрезков металла.
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь.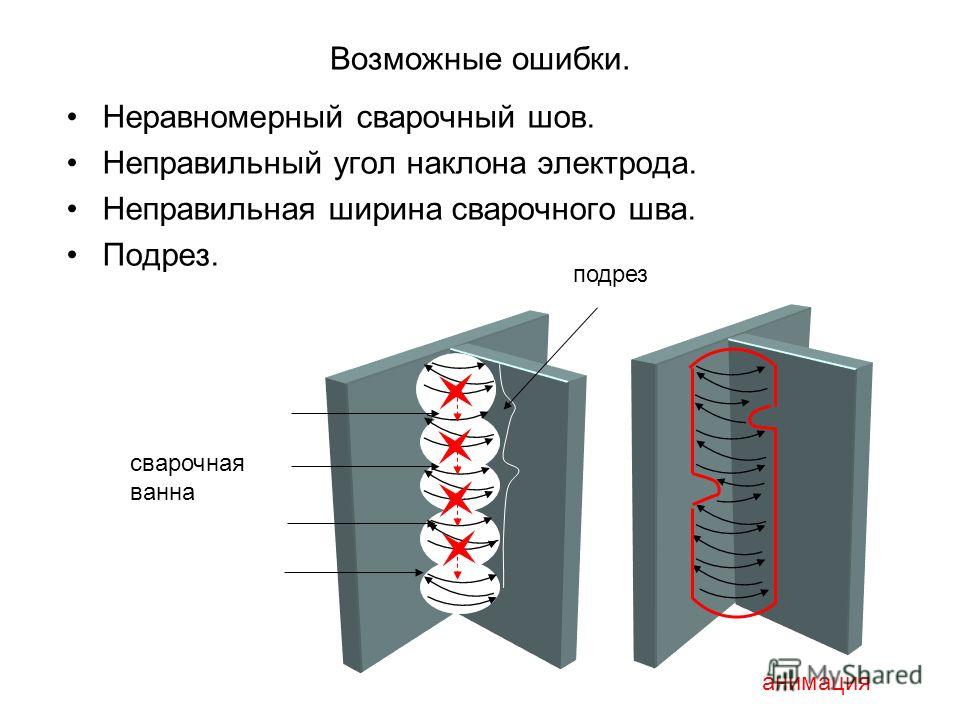 А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области
Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.
Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см.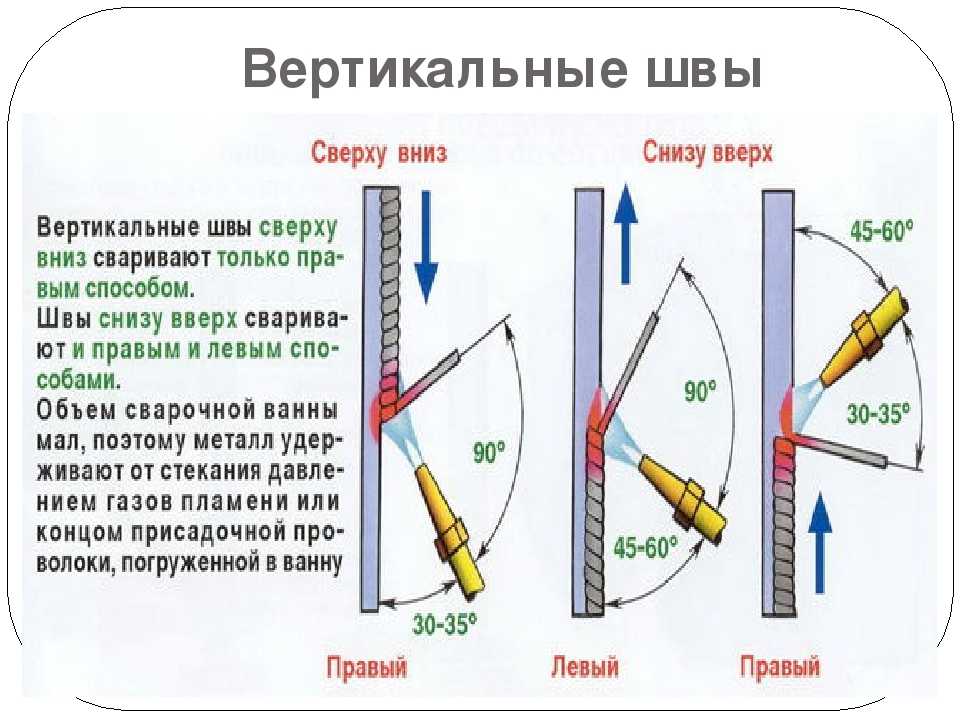 За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры
За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры
В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.
- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу
Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов
Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности
После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
Инструкция выполнения сварочных работ
Чтобы правильно варить сваркой, нужно придерживаться следующей технологии:
Правила техники безопасности при сварочных работах
- Поверхность, подлежащая соединению, тщательно зачищается. Удаляется ржавчина, масляные или иные потеки.
- Присоединяется контакт «массы».
- В держак вставляется электрод, необходимо обеспечить контакт со свободным участком прутка.
- Электрод приближается к началу будущего шва, затем маска сварщика опускается на лицо, чтобы исключить ожог сетчатки глаз ультрафиолетовыми лучами.
- Поджигается дуга.
 Для этого концом электрода постукивают или чиркают по месту соединения, отчего образуются искры. Место шва освещается и становится видным в стекло маски.
Для этого концом электрода постукивают или чиркают по месту соединения, отчего образуются искры. Место шва освещается и становится видным в стекло маски. - Шов выполняется равномерным движением электрода. Существует множество вариантов движения, от прямого до вращательного или зигзагообразного. Каждый сварщик имеет собственный «почерк».
После окончания процесса молотком аккуратно оббивают шов, снимая возникшие напряжения, и удаляя налипший шлак. Не следует сразу браться за деталь голыми руками, необходимо дать ей время остыть.
Видео по теме: Как научиться варить электросваркой
Публикации по теме
Особенности выполнения полуавтоматической сварки в среде углекислого газа
Методы сварки нержавейки и чёрного металла
Проведение сварки чугуна электродом в домашних условиях
Наплавка валиков
При перемещении электрода прямолинейно вдоль шва без колебательных движений наплавляется узкий (ниточный) валик. При наложении валика электрод следует держать наклонно, под некоторым углом к вертикальной линии, чтобы капли металла, перемещающиеся при расплавлении конца электрода в направлении его оси, попадали в расплавленный металл ванны. Электрод должен быть наклонен в сторону направления сварки. При этом глубина проплавления основного металла получается больше. Угол наклона а покрытого электрода к вертикали должен составлять 15—20°.
Электрод должен быть наклонен в сторону направления сварки. При этом глубина проплавления основного металла получается больше. Угол наклона а покрытого электрода к вертикали должен составлять 15—20°.
Изменяя наклон электрода, сварщик может регулировать глубину расплавления металла, способствовать лучшему формированию валика шва и влиять на скорость охлаждения ванны.
Узкий валик накладывают при проваре корня шва, сварке тонких листов, сварке горизонтальных и потолочных швов (независимо от числа слоев). Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. В узком, но высоком валике объем наплавленного металла невелик, такой валик застывает быстрее, и растворенные в металле невыделившиеся газы могут вызвать пористость шва. Поэтому чаще применяют уширенные валики, которые также менее склонны к образованию кристаллизационных трещин. При выполнении их сварщик сообщает электроду колебательные движения поперек шва, причем конец электрода должен совершать три движения (рис. 65, а): поступательное I вдоль оси электрода сверху вниз, поступательное 2 вдоль линии шва и колебательное 3 поперек шва, перпендикулярно его оси. Колебательные движения электрода способствуют прогреву кромок и замедляют остывание сварочной ванны.
65, а): поступательное I вдоль оси электрода сверху вниз, поступательное 2 вдоль линии шва и колебательное 3 поперек шва, перпендикулярно его оси. Колебательные движения электрода способствуют прогреву кромок и замедляют остывание сварочной ванны.
Схемы движений конца электрода при наплавке уширенных валиков показаны на рис. 65, б. В точках 1, 2 и 3 скорость перемещения электрода уменьшается, что способствует прогреванию кромок.
Лучшее качество имеют валики шириной, равной 2,5—3 диаметрам электрода. В этом случае все кратеры расплавленного металла 1, 2, 3 сливаются в одну ванну и обеспечивается наилучшее сплавление основного и наплавленного металла.
При слишком большой ширине валика металл в точке 1 затвердеет к тому моменту, когда дуга возвратится в точку 3, и в этом месте может образоваться непровар. Кроме того, понижается производительность сварки. На рис. 66, а показаны движения концом электрода, необходимые для прогревания обеих кромок, на
рис. 66, б — для прогревания только одной кромки (например, при сварке листов разной толщины).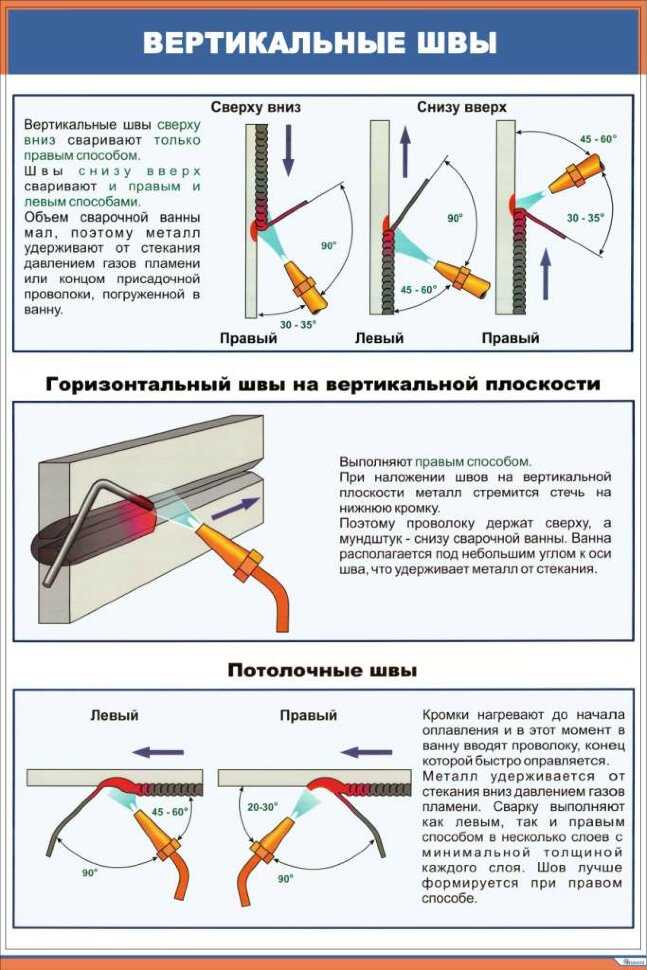 Для прогревания середины шва электрод перемещают по схеме, данной на рис. 66, в. Наплавляя валик, сварщик может находиться сбоку от шва и перемещать электрод слева направо или располагаться по оси шва и вести электрод «на себя» или «от себя».
Для прогревания середины шва электрод перемещают по схеме, данной на рис. 66, в. Наплавляя валик, сварщик может находиться сбоку от шва и перемещать электрод слева направо или располагаться по оси шва и вести электрод «на себя» или «от себя».
После окончания наплавки валика остающийся в конце его кратер должен быть тщательно заварен, чтобы в этом месте не появилась трещина.
При сварке электродами с покрытиями необходимо обеспечить полную и равномерную защиту жидкого металла слоем расплавленного шлака. Шлак должен располагаться позади дуги, не смешиваться с расплавленным металлом и не затекать вперед дуги, т. е. не попадать на поверхность нерасплавленного металла. Металл поддерживается достаточное время в жидком состоянии, чтобы частицы шлака всплыли на поверхность ванны и шлак успел раскислить металл.
Администрация Общая Опубликовано: 2011.06.01
>Правильный сварочный шов
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
https://youtube.com/watch?v=n3DtsW-YPQg
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания.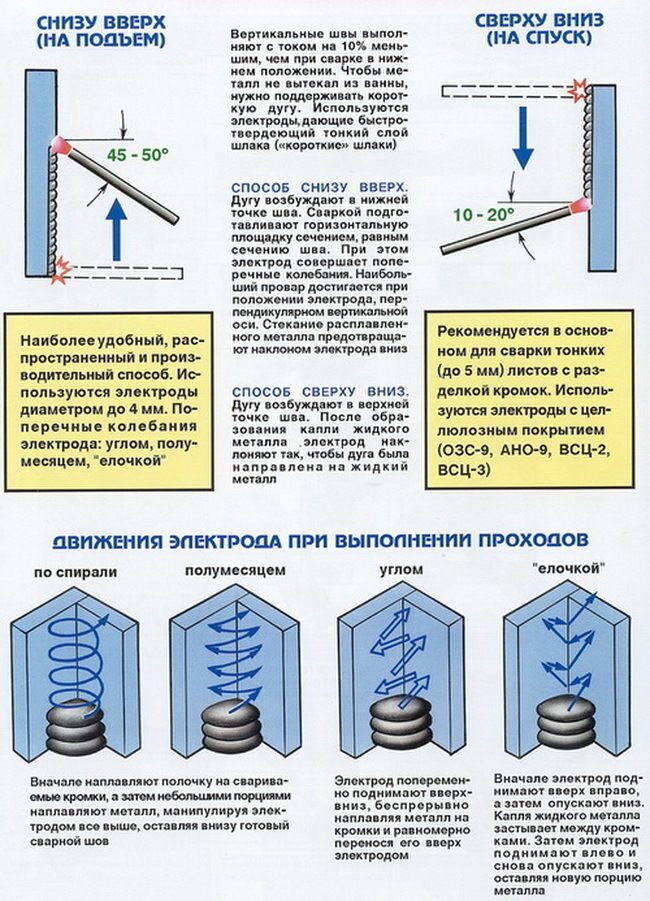 Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Техника снизу вверх
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.
Техника формирования вертикального шва по направлению снизу вверх. Для получения требуемой ширины шва и глубины провара мастера используют разные варианты «рисования» электродом
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» – сварка коротким швом (1 – 2 см). Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.
Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.
Пример вертикального шва, полученного после сварки двух металлических пластин квалифицированным сварщиком. Использовалась техника направления перемещения электрода снизу вверх
Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.
Техника производства вертикального шва при направлении движения электрода сверху вниз. В этом варианта применяются несколько иные формы поперечной «отрисовки» электродом
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Сварка потолочных швов осуществляется по такому же принципу – металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием.
К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Как правильно варить вертикальный шов инвертором видео
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+” и «-“).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.

- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом).
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
Существует множество видов и типов сварки. Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва. Одной из таких является сварка вертикальных швов, имеющая ряд особенностей, с которыми мы сейчас познакомимся.
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
- во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям;
- чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов;
- во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз;
- если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.
При таком подходе к работе шов производится легче и проще, чем при движении вниз. Но при этом качество шва будет немного ниже.
Учитывая, что бывают детали, которые нужно сварить только методикой сверху. Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
- максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
- шов делать точками. В этом случае снижается риск потеков и прожога делали.
Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
- особенности металла материалов, которые необходимо соединить;
- тип сварки, который применяется в данном случае;
- мастерство сварщика:
- качество и особенности применяемого оборудования.
Создавать сварочные швы можно несколькими способами:
- сверху вниз с отрывом дуги:
- снизу вверх с отрывом дуги;
- сверху вниз без отрыва дуги:
- снизу вверх без отрыва дуги.
Создание шва электродом
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги. Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера. Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз. Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера. При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).
Рекомендуемый диаметр электрода 4-5 мм при силе тока не более 170А.
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
- «Треугольник» — это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
- «Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор. Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
- «Елочка».Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении. Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
Вертикальный шов восьмеркой, полумесяцем
Всем привет, в этом видео я расскажу и покажу как сваривать вертикальный сварной шов восьмеркой, полумесяце.
ВСЕ ТОНКОСТИ СВАРКИ ВЕРТИКАЛЬНОГО УГЛОВОГО ШВА НАЧИНАЮЩИМ СВАРЩИКАМ С ОТРЫВОМ!
Если вы хотите поддержать меня и мой канал, то: – Подпишитесь на мой канал, – Поставьте лайк, – Напишите коммен.
Как сделать вертикальный шов сварочным инвертором Tesla Weld MMA 251.
“Я сегодня хотел бы обсудить такой вопрос, о том как делать вертикальный шов. Вертикальный шов один из самых.
. Учимся варить вертикальный шов.
Как научиться варить вертикальный шов? Я попытался немного рассказать – показать.
Угол наклона электрода при сварке вертикального шва
Всем привет, в этом видео я расскажу и покажу как влияет угол наклона электрода при сварке в вертикальном.
Хитрость сварки вертикального шва толстых пластин.
Разберем сварку вертикального шва толстых пластин. По желанию можете помочь каналу на карту Сбербанк-4817760005.
Как варить вертикальный стык
Электроды Ligans http://ligans.ru/ Поддержка канала https://money.yandex.ru/to/410013846779468 Карта Сбербанк 4276 5500 4200 8519 Если есть возм.
КАК НАЧИНАЮЩЕМУ СВАРЩИКУ ЗАВАРИТЬ ВЕРТИКАЛЬНЫЙ УГЛОВОЙ ШОВ ЛЕГКО И КАЧЕСТВЕННО!?
На полуавтомат и новые крутые видео: http://www.donationalerts.ru/r/romanfoteev Карта Сбербанк: 4276250011987625 Собрано всего: 4720 рубл.
Учимся варить вертикальный шов без отрыва.
Покупай с умом – http://epngo.bz/cashback_index/3e7y77 Хотите научиться варить вертикал без отрыва? Дерзайте! Вертикальный.
Обучающее видео по дуговой сварке
Профессиональное обучающее видео по электро дуговой сварке.
Сварка потолочного шва трубы для начинающих
Неубиваемые сварочные инверторы https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ В этом уроке я покажу.
Как варить вертикальный шов электросваркой.
Как варить забор. Приваривание перемычки к трубам. Если начинающим заниматься сваркой захотелось сварить.
Сварка потолочного шва.
По просьбе подписчиков, мы показываем сварку потолочного шва электродами УОНИ – 13/55. Электроды диаметр 3.
Как варить вертикальный шов на навесах ворот
Как научиться варить, вертикальный шов на тонком металле.
Сварка вертикального шва на тонком металле, на разных токах. Сварка вертикального шва без отрыва в другом.
Как правильно варить дуговой сваркой
В этом видео Вы узнаете все подробности и тонкости дуговой сварки. Профессиональный сварщик расскажет.
Сварка горизонтального шва на пластине
В этом видео я покажу как варить горизонтальный шов электродами с рутиловым покрытием.
Как научиться варить вертикальный шов
Всем привет. Упражнение для сварки вертикального шва. Поддержка канала https://money.yandex.ru/to/410013846779468 Карта Сберб.
Как варить потолочный шов без отрыва начинающим сварщикам
Сварка потолочного шва без отрыва электродами УОНИ.
Сварка Профильной трубы вертикально с отрывом
Всем привет. В этом ролике я покажу как сваривать профильную трубу вертикально с отрывом Поддержка канала.
Сварка пластин в вертикальном положении без отрыва
Как варить тонкие пластины в вертикальном положении без отрыва электродами УОНИ 13/55.
10 ошибок начинающего сварщика. Часть5
Рассмотрен процесс сварки вертикального углового шва снизу вверх без отрыва электродами с основным покрыт.
Как начинающим сварщикам варить тонкий металл (вертикальный шов)
Как варить тонкую нержавейку.
Сварка вертикала полуавтоматом под контроль
Купить сварочную проволоку https://ckmt.ru/svarochnaya/svarochnaja-provoloka-dlja-poluavtomatov/svarochnaja-provoloka-farina/ Поддержка канала .
Как сварить красивый вертикальный сварочный шов елочкой. Как вести электрод во время сварки.
https://takida.com.ua/svarochnyi-invertor-dnipro-m-sab-258n – Сварочный инвертор Дніпро-М SAB-258N https://takida. com.ua/elektrody-dnipro-m-3-mm-1-kg .
Как начинающему сварщику заварить потолок раз и навсегда?!
На полуавтомат и новые крутые видео: http://www.donationalerts.ru/r/romanfoteev Карта Сбербанк: 4276250011987625 Собрано всего: 6380 рубл.
КАК ЗАВАРИТЬ ВЕРТИКАЛЬНЫЙ ШОВ С ОТРЫВОМ
Если вы хотите поддержать меня и мой канал, то: – Подпишитесь на мой канал, – Поставьте лайк, – Напишите коммен.
СВАРКА ВЕРТИКАЛЬНЫЙ ШОВ,ДЛЯ НАЧИНАЮЩИХ.ПОДРОБНО.НЕ ПРОПУСТИТЕ .
Полезное видео от Сварного!В данном ролике учимся варить вертикальные швы. Самый простой способ сварки.
Практическое пособие по дуговой сварке. Часть 2, вертикальный шов.
Практическое пособие по обучению сварке. В этой части варим вертикальный шов и будет интересный эксперимент.
Как варить красивые швы начинающим сварщикам
Выносливые сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном.
Как варить вертикальный шов под рентген
В этом видео вы узнаете как держать дугу в горизонте. Поддержка канала https://money.yandex.ru/to/410013846779468 Карта Сберба.
Потолочный шов заполнение #2 – Территория сварки
Подготовив пластины после наложения корня, Павел продолжает заполнение потолочного шва. В этом видео демон.
Сварка углового шва в потолочном положении. Выбираем вариант для начинающих.
На полуавтомат и новые крутые видео: http://www.donationalerts.ru/r/romanfoteev Карта Сбербанк: 4276250011987625 Собрано всего: 6980 рубл.
Вертикальный и потолочный корневой шов на трубе – Территория сварки
Поддержать проект: https://payeer.com/ru/add/ счет P87010548 (любым удобным вам способом) WebMoney Z118921972326 USD U424827059446 UA .
Горизонтальный и вертикальный шов. Сварка инверторным аппаратом в мастерской.
Способы сварки металла и виды сварных соединений в условиях мастерской. Ссылка на канал: http://www.youtube.com/channel/UCM.
Три способа, как научиться варить вертикальный шов
Три способа для начинающих и профессионалов, сварка вертикального шва с обратным валиком.
Потолочный корневой шов #1 – Территория сварки
Как варить потолочный шов? Это первое видео из двух выпусков, в котором Павел демонстрирует технику выполне.
Сварка вертикального шва,с большим зазором.
Когда между деталями большой зазор,их не трудно сварить.
Сварка профильной трубы сверху вниз электродом
Всем привет, в этом видео я расскажу и покажу как сваривать профильные трубы сверху вниз электродами с рути.
Сварка вертикального шва с зазором
В этом видео я покажу как сваривать вертикальную пластину с зазором.
Как правильно варить угловой шов.
Как правильно варить угловой шов.
Сварка потолочного горизонтального шва
В этом видео вы узнаете как варить потолочно -горизонтальный шов Поддержка канала https://money.yandex.ru/to/410013846779468.
Как научиться варить с отрывом вертикально
Всем привет. Упражнение для освоения сварки вертикального шва. Поддержка канала https://money.yandex. ru/to/410013846779468.
Сварка потолочного шва
Как варить потолочный шов на пластине электродами с рутиловым покрытием.
Как варить вертикальный шов сверху вниз.
Как научиться варить вертикальный шов, сверху вниз.
Вертикальный шов без отрыва электродами УОНИ
Как варить вертикальный шов электродами УОНИ ПЛАЗМА.
Практическое пособие по дуговой сварке. Учимся варить красивые прочные швы.
Цикл уроков по сварочному делу для начинающих. Урок первый: общие вопросы, практика. Оговорился, нижний.
Сварочный боковой шов
Когда свариваем боковой шов ,видим что это не сложно.
Практикант Серёга. 6 серия / Или как за 10 минут научиться варить вертикальный шов.
На полуавтомат и новые крутые видео: http://www.donationalerts.ru/r/romanfoteev Карта Сбербанк: 4276250011987625 Собрано всего: 16040.
Сварка потолочного шва с зазором
В этом видео я в теории и на практике расскажу и покажу как варить потолочный шов с большим зазором.
Беслан. Помни / вДудь
Первый звонок ИСПОРЧЕН.
Этапы пути России от G8 к G1. На ком лежит ответственность? | Быть Или
UFC 242 Free Fight: Khabib Nurmagomedov vs Conor McGregor
БЕСЛАН. День незнаний. Фильм Ксении Собчак о самом страшном теракте в российской истории
ФИЛЬМЫ VS РЕАЛЬНОСТЬ | ФИЛЬМЫ ПРОТИВ РЕАЛЬНОСТИ(РЕАЛЬНОЙ ЖИЗНИ)
Кукольный Дайджест #58: Новые LOL OMG! Новинки Barbie, Pullip, Blythe, Disney
Помогите прогнать эту сумасшедшую
9 Монстров из Кино в Реальной Жизни
СОРВАЛ 1-е СЕНТЯБРЯ в ШКОЛЕ
Хваленая надежность Тойоты. Как вам такое? Надежность вариатора. Лиса рулит
Мы СДЕЛАЛИ НАСТОЯЩИЙ БАССЕЙН в МАШИНЕ.
Xalimaxonim – Jinoiy ish ochilishi, uyining tortib olinishi va Yulduz Usmonovaning o’g’li haq >1 день назад
Новая ГАЗЕЛЬ – ЭТОГО НИКТО НЕ ОЖИДАЛ. Первый обзор
💬Бегущая строка своими руками
Хотите хорошо провести время за просмотром видео? На нашем видео портале вы найдете видеоролики на любой вкус, смешные видео, видео о животных, видео трансляции и многое другое
Вертикальная сварка стержнем
В этом уроке мы рассмотрим методы вертикальной сварки стержнем.
Вертикальная сварка — это просто сварка соединения под вертикальным углом. Этот угол будет 45 или ниже.
Если вы собираетесь сваривать каркас здания или что-то еще, вы обнаружите, что это очень распространенное положение для сварки.
Плоская и горизонтальная сварка палкой намного проще, чем сварка вертикальной дугой, потому что закон сэра Исаака Ньютона гравитация действует здесь в полную силу.
Расплавленная лужа хочет уйти вниз. Таким образом, вы должны использовать правильный стержень для дуговой сварки. И тип сварочного электрода, который вы хотите использовать, будет сварочным электродом fastfreeze или fillfreeze.
При сварке в вертикальном положении вы будете двигаться вверх или вниз. Технические термины сварки для этого: Вертикально вверх и Вертикально вниз.
Вы можете использовать технику сварки «Вертикально вниз» на более легком металле. Причина этого в том, что более легкий материал не требует глубокого проникновения, и поэтому у вас меньше шансов прожечь его.
Если вы можете сваривать материал, используя технику «Вертикально вниз», вы обнаружите, что это намного быстрее, чем «Вертикально вверх».
Вертикально вверх и Вертикально вниз Настройки тока и методы сварки:
Настройки тока для сварки электродом должны быть ниже, чем при сварке в горизонтальном положении с использованием сварочного электрода того же типа.
Кроме того, при вертикальной сварке вверх параметры будут несколько выше, чем при сварке вниз того же вертикального материала.
Если вы действительно хотите получить хороший сварной шов, очень важно иметь хороший угол между стержнем и основным материалом.
Здесь Методы сварки для вертикальной сварки электродом:
Сварка вверх: Держите сварочный стержень на девяносто градусов (см. рисунок A ниже).
Weave Weave: Используйте колебательные движения вперед и назад, как показано ниже:
Вертикально вниз: наклоните стержень на пятнадцать градусов, но держите дугу вверху направление расплавленного металла:
Если вам нужно создайте плетение сварного шва при вертикальной сварке вниз, вам нужно будет использовать Z-образное плетение вперед и назад движение:
Типы соединений:
Наиболее распространенными типами соединений, которые вы будете сваривать в вертикальном положении с помощью сварочного аппарата, являются тройник, соединение внахлест и встык.
Если вы собираетесь выполнять вертикальный угловой сварной шов в тройнике или внахлестку
, ваш сварочный стержень должен находиться под углом примерно девяносто градусов к материалу. Если он отклонится более чем на пятнадцать градусов, у вас будет не очень хорошая ручка с расплавленным металлом, и, следовательно, у вас не будет очень хорошего сварного шва.
Кроме того, ваша дуга должна быть правильной, чтобы получить качественное проникновение.
Если вы хорошо контролируете расплавленный металл и ваша дуга достаточно короткая, чтобы обеспечить хороший провар, вы получите желаемое плавление. А это значит, что у вас действительно хороший шов.
Техника сварки вертикальных тройниковых соединений:
Вертикальная сварка стержнем тройникового соединения требует сварки снизу вверх:
- Хорошая техника заключается в том, чтобы направлять сварочный стержень в колебательное движение в форме треугольника. См. иллюстрацию A для этого. Однако, если вы сделаете короткую паузу после каждых нескольких треугольников, вы улучшите проникновение и слияние.
- Если вы обнаружите, что присадочный материал сварочного стержня перегревается, извлеките стержень из сварочного кратера, но не прерывайте дугу. См. иллюстрацию B для этой техники. Причина, по которой этот метод работает, заключается в том, что он позволяет расплавленному присадочному металлу затвердевать, но не стекать вниз. Затем поднесите сварочный стержень обратно к кратеру сварки, чтобы вы могли сохранить размер сварного шва там, где вы хотите.
- Если для сварки таврового шва
требуется более одного прохода, можно использовать любое из движений, показанных на рисунке 9.0013 на рис. 7-37, виды С и D. Небольшая пауза в конце
переплетения обеспечит сплавление без подреза
краев пластин.
Техника вертикальной сварки внахлестку:
Техника треугольного плетения снова используется для вертикальной сварки внахлестку. См. иллюстрацию E ниже, чтобы увидеть, как это сделать. Это те же методы, что и в примере с тройником выше. Но единственная разница в том, что вы будете наклонять свой стержень в направлении металла, который является G (на иллюстрации E):
- Опять же, ненадолго отложите сварку и следите за тем, чтобы присадочный материал не попал на края плетения, которые вы сделали.
- Если вы выполняете вертикальную сварку стержнем более толстого материала, вам, вероятно, потребуется выполнить два или более прохода (более одного сварного шва). В этом случае вам нужно будет очистить свой первый сварной шов и уложить сварные швы так, как это показано на рисунке F ниже.
- Используйте те же приемы, которые я описал в разделе о тройниках, чтобы предотвратить возможные проблемы.
Техника вертикальной стыковой сварки:
Нет никакой разницы в способах подготовки стыкового соединения в вертикальном или плоском положении, поэтому подготовьте кромки и материал одинаково.
Как и во всех сварочных процедурах, вашей целью является получение качественного сварного шва. А для этого вам нужно иметь отличное проникновение и плавление присадочного материала и стенок вашего металла. Вы также хотите избежать любого потенциального подрезания сторон вашего металла.
В дополнение к методам, описанным выше, вы поможете своему делу, контролируя свою дугу и сохраняя ее короткой.
Вы можете сварить стыковое соединение до 0,25 дюйма за один проход (один сварной шов), если вы используете технику сварки треугольным плетением, как показано на рисунке A ниже.
5-дюймовый материал или толще вам нужно будет сделать несколько проходов (более одной или двух бисерин). См. иллюстрацию B ниже.
Ваш последний проход должен быть больше похож на полукруг и похож на переплетение, но на краю сварного шва вы хлестать’, ‘хлестать хорошенько!’ Извините, я не мог удержаться от ссылки на Devo… в любом случае, вы поднимете свой стержень и на короткое время остановите сварку на краю сварного шва, чтобы получить качественный, но более широкий шов по сравнению с предыдущими проходами, и вы Таким образом, вы избежите любого потенциального подреза вашего металла.
Настройки и примеры — WeldPundit
Сварка MIG — самый простой процесс для начинающих, но прохождение хорошего валика в вертикальном положении является сложной задачей.
В этой статье вы познакомитесь с основами вертикальной сварки MIG (GMAW), которые помогут вам быстрее получить удовлетворительные результаты.
В статье предполагается, что у вас есть некоторый опыт сварки MIG в горизонтальном положении. Кроме того, для упрощения основное внимание будет уделено вертикальным угловым (3F) и разделочным (3G) сварным швам для низкоуглеродистой стали.
Содержание
- Можно ли сваривать в обоих направлениях?
- Когда сваривать вверх или вниз?
- В каком направлении проще?
- Настройки подъема в гору.
- Как сваривать в гору.
- Настройки спуска.
- Как сваривать под уклон.
- Сварочные наконечники.
Правильным термином для сварки вверх является сварка вертикально вверх, но мы также называем это сваркой вверх. Когда вы свариваете вниз, это происходит вертикально вниз или вниз.
Во-первых, давайте посмотрим, насколько подходит сварка MIG для вертикальной сварки.
Можно ли сваривать MIG вертикально?
Можно выполнять вертикальную сварку MIG, используя режим переноса металла, который замораживает сварочную ванну достаточно быстро, чтобы с нее не капало. Популярный режим короткого замыкания позволяет выполнять сварку вертикально как вверх, так и вниз, но имеет ограничения по толщине металла. В импульсном режиме можно также сваривать вертикально, но он подходит для высокопроизводительной работы.
Метод короткого замыкания (или короткой дуги) является наиболее популярным и экономичным способом подачи расплавленного металла в соединение. Нужен простой блок питания с режимом малой силы тока, до 200А.
- Все сварочные аппараты MIG 120 В работают только в этом режиме.
- Самые доступные машины на 240 В также предназначены только для этого режима.
В этом режиме дуга не поддерживается постоянно. Вместо этого дуга останавливается и снова зажигается много раз в секунду. Это создает небольшую «холодную» ванну, которая быстро замерзает, что делает ее пригодной как для вертикальной сварки вверх, так и вниз.
Для наиболее распространенных вертикальных сварочных работ достаточно короткой дуги.
Импульсный режим представляет собой модифицированную версию режима распыления. В этом режиме используется непрерывная дуга, но сила тока подается в два этапа:
- Во-первых, используется нормальная сила тока, чтобы расплавить проволоку и перенести металл в виде крошечных капель в соединение, достигая глубокого проникновения.
- Затем силу тока уменьшают, чтобы дуга оставалась включенной, но без переноса металла. Это снижает поступление тепла и быстрее замораживает лужу, чтобы она оставалась на месте.
В этом режиме можно сваривать тонкие и толстые металлы вверх или вниз. Он отлично подходит для высокопроизводительной работы, особенно на трудносвариваемых металлах, например, нержавеющей стали или алюминии.
Однако его использование для обычной работы или хобби обходится дорого, потому что вам нужны:
- Сложный, высокоамперный и очень надежный сварочный аппарат с высокими рабочими циклами.
- Газовая смесь с высоким содержанием аргона, например, C10 (10% CO2 и 90% аргона). Газ C25 не может активировать этот режим передачи.
Два других режима переноса металла, распыление и шаровидный, создают слишком большую, горячую и жидкую ванну для вертикальной сварки.
Одна из причин, по которой сварка MIG ограничена при вертикальной сварке, заключается в том, что при сварке MIG-проволокой не образуется шлак, в отличие от порошковой проволоки. Шлак помогает поддерживать ванну при сварке в гору.
Поскольку короткая дуга является наиболее популярной, следующие инструкции и настройки будут посвящены этому режиму переноса.
Вы выполняете сварку MIG вверх или вниз?
Два направления сварки совершенно разные и используются в определенных ситуациях.
Поскольку при сварке MIG с короткой дугой возникают проблемы со сплавлением, толстые металлы всегда свариваются вверх, чтобы обеспечить наилучшее проплавление корня и общее сплавление. Кроме того, вы улучшили контроль над лужами для неровных стыков и лучшей видимости. С другой стороны, сварка под уклон подходит для открытых корней и тонких металлов.
Слабая дуга, которая делает возможной вертикальную сварку MIG, также является основным недостатком режима короткой дуги.
Если параметры нагрева недостаточно высоки, проволока расплавится, но основной металл не расплавится, поэтому между ними не произойдет сплавление. Мы называем это несращением (или перекрытием), опасным дефектом, потому что он делает сустав слабее.
Помимо настроек силы тока, следующие факторы также увеличивают риск непровара:
- Толстые металлы, так как они быстро поглощают тепло сварки.
- Слишком высокая скорость перемещения, поскольку дуга не может обеспечить достаточно тепла для расплавления металла.
- Если на металле есть покрытие или грязь, например гальванопокрытие, прокатная окалина, ржавчина, смазка, масло и т. д.
Когда вы устанавливаете силу тока высокой, но недостаточно высокой, наиболее распространенными областями отсутствия плавления являются:
- Корень.
- Бортики борта (носки).
- Между валиками многопроходных швов.
В тяжелых случаях непровар может затронуть все соединение, в результате чего валик будет поверхностно прилипать к металлу. В результате соединение может выйти из строя при самой малой нагрузке даже вручную. Это чаще встречается при сварке под наклоном.
Когда предпочесть подъем по склону
Чтобы избежать проблем со сваркой короткой дугой, всегда лучше выполнять сварку MIG по склону. Поскольку вы толкаете горелку вверх, а гравитация тянет ванну вниз, соединение подвергается воздействию дуги и расплавляется быстрее для более глубокого проникновения. У вас также есть лучшая видимость, чтобы наблюдать за тем, как ведет себя лужа.
Подъем в гору жизненно важен для металлов толщиной 1/4 дюйма (6,4 мм) или более. С идеально чистым металлом, правильной подготовкой и подгонкой шва, а также манипуляциями с горелкой для глубокого провара, вы можете получить прочные соединения до 3/8″. Но недостаточно прочный для критических сварных швов.
Хотя это не рекомендуется, низкая скорость сварки на подъем в сочетании с методами глубокого проплавления может привести к выгоранию тонких покрытий или их остатков.
Сварка вверх по склону обеспечивает отличный контроль над сварочной ванной и подходит для заполнения неровных зазоров и других несоответствий неравномерных соединений.
Когда лучше сваривать под уклон
Когда металлы тонкие, например, 1/8″ (3,2 мм) или меньше, лучше сваривать их под уклон, чтобы не повредить их от перегрева.
Для многопроходных сварных швов с открытым корнем обычно сваривают корень вниз по склону, чтобы получить симметричный валик без выпуклостей.
Легче сваривать MIG вверх или вниз?
Сварку MIG на спуске легче выполнять, поскольку не нужно использовать сложные методы для борьбы с гравитацией. Поскольку гравитация тянет ванну вниз, вы поддерживаете правильную скорость движения и угол наклона горелки, чтобы удерживать ванну позади дуги.
Настройки сварки MIG в вертикальном направлении вверх по склону
Теперь давайте рассмотрим каждый из параметров сварки в вертикальном направлении вверх.
Скорость подачи проволоки и напряжение на подъеме
Все сварочные аппараты MIG поставляются с таблицей настроек скорости подачи проволоки и напряжения, но она показывает настройки для горизонтального положения.
Для сварки MIG вверх по склону вы выбираете настройки на одну или даже две толщины металла меньше. Вы делаете то же самое, если ваша машина имеет синергетическую функцию (автонастройки).
При сварке MIG сила тока устанавливается в зависимости от скорости проволоки используемого диаметра. Например:
- Провод диаметром 0,030 дюйма со скоростью 200 дюймов в минуту (дюймов в минуту) дает 100 А, а со скоростью 300 дюймов в минуту — 150 А.
- Провод диаметром 0,35 дюйма при 200 дюймах в минуту дает 125 А, а при 300 дюймах в минуту — 185 А.
При одинаковой толщине металла и конструкции шва вы выберите силу тока на 10-15 % ниже , чем в горизонтальном положении. Таким образом, лужа быстро замерзнет, и вы не перегреете основной металл.
Если ваша работа не идеально чистая, вы можете увеличить силу тока на 5%, чтобы сжечь загрязнения.
Имейте в виду, что для каждого выбранного вами диаметра проволоки лучше всего установить скорость проволоки в первой половине ее диапазона, чтобы лужа была небольшой и легко замерзала.
В зависимости от того, что вы видите и слышите, вы можете установить более высокую или более низкую скорость подачи проволоки с шагом 5%.
Вы дополнительно понижаете настройки напряжения на 0,2-0,3 В, чем в горизонтальном положении, чтобы сделать лужу менее жидкой.
Диаметр проволоки
Для начинающих проволока ER70S-6 диаметром 0,030″ создаст небольшую лужу для облегчения сварки. Этот диаметр подходит для сварщиков MIG с напряжением 120 В и сваривает в гору металлы толщиной до 1/4″ с надежными результатами.
Проволока диаметром 0,035 дюйма была бы более практичной для более толстых металлов, но вам нужен сварочный аппарат на 240 В, чтобы получить необходимую силу тока и рабочий цикл.
Диаметр 0,035″ является максимальным рекомендуемым для сварки вертикально вверх. После этого лужа становится слишком большой, и ее тяжело контролировать.
Вылет
Правильная длина вылета крайне важна для вертикального положения. Если вылет немного короче, дуга будет дуть через тонкие металлы. Если он будет длиннее, это приведет к отсутствию сплавления.
Для сварки короткой дугой проволокой .030 и .035 максимальная рекомендуемая длина вылета составляет 3/8″, а минимальная 1/4″, в зависимости от установленной силы тока.
Если вы свариваете толстые металлы вверх по склону, всегда лучше использовать максимально короткий вылет (до 1/4″). Всего один шаг до того, как это создаст проблемы, например, слишком много брызг на сопле и наконечнике, или если вы не сможете легко увидеть дугу.
С коротким вылетом можно:
- Сваривать с лучшим проплавлением.
- Поддерживайте стабильную дугу, уменьшая разбрызгивание.
- Отлично справляйтесь с лужами, чтобы построить полку.
- Предотвращение образования выпуклостей.
Например, если вы используете проволоку диаметром 0,035 дюйма с силой тока 190 дюймов в минуту (115 А) или ниже, вы можете использовать вылет 1/4 дюйма для сварки вверх по склону. Для той же проволоки, если вы хотите использовать более высокую скорость проволоки, установите вылет 3/8″.
Защитные газы
Короткая дуга использует дешевые и доступные защитные газы C25 (25% CO2 и 75% аргона) и C100 (100% CO2) для защиты сварочной ванны.
Газ C25 оказывает несколько более холодное воздействие на ванну из-за содержания аргона. Вот почему лучше всего использовать тонкий листовой металл. Таким образом, он может стабилизировать лужу в вертикальном положении немного лучше, чем газ С100 при той же силе тока.
Настройки в этой статье относятся к газу C25. Если использовать С100, то нужно на 1-2 вольта больше.
Индуктивность
Если ваш сварочный аппарат имеет настройку индуктивности, лучше всего использовать настройку на 20-30% ниже, чем в горизонтальном положении. Таким образом, лужа может замерзнуть немного быстрее и остаться на месте.
Угол перемещения горелки
При сварке в гору всегда толкайте горелку MIG строго под углом 5-10° ниже горизонтали.
Скорость движения
Скорость перемещения при сварке вверх по склону намного ниже, чем при сварке на ровной поверхности. По грубой оценке, плетение в гору почти в 3 раза медленнее, чем обычное плоское плетение. (от 5 дюймов до 13 дюймов в минуту).
Одним из простых показателей того, что вы движетесь с правильной скоростью, является то, что дуга всегда находится перед 1/3 лужи.
Конструкция соединения
Конструкция соединения для сварки вверх по склону аналогична плоскому положению. Но старайтесь делать соединения с точной подгонкой, чтобы облегчить сварку.
Если у вас стыковое соединение и металл толщиной 3/16″ (4,8 мм) или больше, сделайте V-образный паз с углами 30-35° с каждой стороны.
Затем оставьте корневой зазор от 1/3 толщины металла до 1/8″. Оставьте корневую поверхность (или площадку) на половине корневого зазора.
Теперь давайте рассмотрим основы сварки MIG вертикально вверх.
Основы сварки MIG в гору
Сварка в гору сложна, потому что гравитация тянет сварочную ванну вниз, и вы должны следить за тем, чтобы она оставалась в нужном месте. Когда вы свариваете в гору, вы создаете полку из затвердевшего металла сварного шва, чтобы поддерживать расплавленную ванну, когда вы поднимаетесь.
При сварке вверх по склону вы создаете лужу меньшего размера и используете меньшую скорость движения, чем в горизонтальном положении, чтобы облегчить контроль.
Вы создаете небольшую лужу:
- Выбирая проволоку толщиной до 0,035 дюйма (0,9 мм).
- Установка меньшей силы тока (скорость подачи проволоки для диаметра проволоки).
- Короткий вылет.
Угловой шов
Для однопроходного углового шва (3F), если металл не слишком толстый, можно использовать стрингер (прямой валик) с тугим движением из стороны в сторону.
Однако стрингеры, расположенные выше, имеют проблемы со сплавлением более толстых металлов и имеют тенденцию создавать слишком выпуклые валики.
При сварке MIG лучше всего манипулировать сварочной ванной. Таким образом, вы можете направить дугу на корень сустава и носки валика, чтобы избежать проблем со слиянием.
Перевернутая V-образная форма обеспечивает наилучшее проникновение в корень, особенно если металлы загрязнены. Он может заполнить небольшие швы за один проход.
Вы также можете использовать треугольник узор, который также глубоко проникает в корень. Этот шаблон наплавляет больше металла шва, чем «V», и заполняет более крупные швы за один проход.
Треугольное плетение для сварки MIG вертикально вверхШвы с открытым корнем
Для однопроходного шва с открытым корнем (3G) вы можете использовать стрингер без манипуляций, если это плотное соединение. Или вы можете использовать движение из стороны в сторону, чтобы соединить большие зазоры между корнями.
Если вы видите, что лужа имеет тенденцию перегреваться по мере подъема, вы можете использовать более широкое движение из стороны в сторону, чтобы металл мог поглощать больше тепла.
Многопроходная сварка вверх по склону
После первого прохода вы очищаете отложения кремнезема и используете более крупные швы переплетения для создания широкой полки. Полка отлично поддерживает лужу, когда вы свариваете вверх. Переплетения практичны и довольно популярны для сварки в гору.
Наплавленные валики работают медленно, но наплавляют много металла. В результате вы делаете всего несколько проходов даже для толстых металлов. Они также создают симметричную бусину с плоской поверхностью.
Наиболее популярным плетением для сварки MIG на подъеме является плетение «Z», вариант плетения «W» (зигзаг):
- Вы создаете лужицу над краем (носком) предыдущей бусинки.
- Переместите лужу на другой палец по прямой линии и задержитесь на одну секунду.
- Затем переместите лужу к стартовой стороне по диагонали под острым углом и снова сделайте паузу.
- Повторяйте шаги 2 и 3, пока не закончите. Вы быстро двигаетесь между пальцами ног, чтобы избежать выпуклой бусины. Металл будет течь сам по себе, чтобы покрыть центр.
Когда дуга направлена в одну сторону, другая застывает и создает полку, которая будет поддерживать следующую ванну по мере продвижения вверх.
Короткая пауза с каждой стороны плавит основной металл, чтобы избежать непровара, и заполняет его достаточным количеством металла шва, чтобы избежать подреза. Подрез – это когда стороны оплавляются, но не заполняются металлом сварного шва.
Максимальная ширина переплетения «Z» составляет 3/4″ для предотвращения разницы температур между двумя сторонами.
Например, для сварки металла толщиной 3/8″ в гору с открытым корнем вам потребуется:
- 30° с каждой стороны.
- Корневой зазор 1/8″ и притупленная поверхность 1/16″.
- Провод диаметром 0,035 дюйма с выступом 1/4 дюйма.
- Защитный газ C25 настроен на 25 кубических футов в час.
- Угол горелки на 5° ниже горизонтали.
- Для корневого шва, 160 дюймов в минуту и 17 В для стрингера с плотным поперечным движением.
- Для второго прохода, 210 дюймов в минуту и 18 В для Z-плетения.
- Для третьего прохода 200 изобр./мин и 17,7 В для последнего переплетения Z.
Вот видео на YouTube, демонстрирующее технику подъема в гору.
Если вы свариваете металлы толще 1/4″ и ваш проект имеет , требовательных к условиям эксплуатации , лучше всего перейти на вертикальную дуговую сварку прутьями 7018.
Настройки сварки MIG в вертикальном направлении вниз
Теперь давайте рассмотрим каждый из параметров сварки в вертикальном направлении вниз.
Скорость и напряжение проволоки на спуске
Для сварки на спуске вы смотрите на таблицу настроек сварщика и выбираете на одну толщину металла больше. Если ваша машина имеет автоматические настройки, вы делаете то же самое.
Для сварки MIG с уклоном выберите силу тока на 15% выше , чем в горизонтальном положении. В зависимости от диаметра провода, который вы используете, попробуйте использовать более высокую половину диапазона силы тока. Таким образом, вы плавите проволоку достаточно быстро, чтобы не отставать от более высокой скорости движения.
Если бусины вогнутые, можно уменьшить напряжение с шагом 0,2–0,3 В, чтобы сделать их выше.
Диаметр проволоки
Вы можете использовать проволоку диаметром до 0,045″ для сварки под наклоном, так как вы не идете против силы тяжести, как при сварке под уклон.
Вылет
Правильная длина вылета также важна при сварке под наклоном. Вы можете использовать короткий вылет сварки в гору, но вы можете наплавлять металл быстрее, если он немного длиннее. Компромисс заключается в более высоком риске отсутствия синтеза.
С проволокой .030 и .035 вы можете установить вылет 3/8″ без проблем со сваркой. Если вы используете провод диаметром 0,045 дюйма, вы можете установить вылет до 5/8 дюйма.
Угол перемещения горелки
При сварке вниз по склону вы тяните горелку MIG под углом 15–20° ниже горизонтали, чтобы отодвинуть сварочную ванну назад.
Скорость движения
Скорость движения вниз по склону должна быть достаточно высокой, чтобы дуга располагалась впереди лужи. По грубой оценке, это как минимум на 20% быстрее, чем флэт.
Одним из простых индикаторов правильной скорости является постоянное сохранение дуги перед 1/3 лужи.
Конструкция соединения
Если толщина металла составляет 3/16″ (4,8″ мм) или больше, сделайте одинарные V-образные канавки с углами 30–35°.
Сварные швы с открытым корнем под наклоном требуют более широких корневых зазоров (+50%) и более тонких (или вообще не имеют) корневых поверхностей, чем сварка вверх по склону, для достижения хорошего провара корня.
Кроме того, открытые корневые соединения на спуске нуждаются в идеальной подгонке, потому что вы не можете манипулировать лужей, чтобы исправить плохую подгонку.
Теперь давайте рассмотрим основы сварки MIG вертикально вниз.
Основы сварки MIG на спуске
При сварке на спуске нет полки для управления сварочной ванной, поэтому она проходит вниз. Чтобы контролировать его, вы выполняете сварку прямо на высокой скорости, чтобы сварочная ванна оставалась позади дуги.
При высокой скорости перемещения металл меньше нагревается, что обеспечивает неглубокое проникновение. Это идеально подходит для предотвращения коробления и продувки тонких металлов.
Еще одним преимуществом спуска является то, что он создает более привлекательные бусины.
Если толщина металла 1/8 дюйма или меньше, вы обычно не совершаете движений из стороны в сторону. Для более толстых металлов лучше слегка манипулировать лужей.
Проблема сварки MIG с наклоном вниз заключается в серьезном недостатке сплавления для:
- Металлы, которые не очищаются до блестящего металла, даже остатки могут вызвать проблемы со сплавлением.
- Металлы толщиной 1/4″ или больше, даже если вы установите высокие значения силы тока.
- Слишком высокая скорость движения, направленная по дуге впереди лужи.
Кроме того, швы с открытым корнем для сварки под уклон требуют симметричной посадки и правильного зазора и площадки шва. Это потому, что вы не можете манипулировать лужей, чтобы исправить плохую посадку.
Угловые сварные швы
Для однопроходного углового сварного шва пропустите стрингер с плотным движением из стороны в сторону, чтобы контролировать скорость перемещения и создать более плоский валик. Скорость движения должна быть достаточно высокой, чтобы не допустить образования лужи.
Швы с открытым корнем
Для однопроходного шва с открытым корнем пропустите стрингер поперечным движением, достаточно широким, чтобы расплавить стороны без продувки центра.
Скорость движения должна быть достаточно высокой, чтобы удерживать лужу позади дуги, но достаточно низкой, чтобы не допустить попадания проволоки в зазор.
Если буртик слишком вогнутый, можно уменьшить напряжение на 0,2-0,3В.
Многопроходные сварные швы
Для более толстого многопроходного шва с открытым корнем популярен и практичен наклонный корневой проход. Это проще и намного быстрее, чем идти в гору. Бусинка будет иметь плоскую поверхность, что облегчит следующий проход.
После корневого шва вниз лучше всего приварить Z-образные швы вверх , чтобы заполнить шов. Поскольку металлы толстые, вам необходимо увеличить скорость проволоки на 30 дюймов в минуту и напряжение на 1 В.
Таким образом, вы сможете лучше контролировать сварочную ванну, избежать проблем со сплавлением более толстых металлов и заполнить шов за несколько дополнительных проходов.
Например, для сварки металлического листа толщиной 3/8″ с открытым швом вам понадобятся:
- Скосы по 30° с каждой стороны.
- Корневой зазор 5/32″ без притупленной поверхности.
- Провод A 0,035″ с выступом 1/4″.
- Угол горелки 15° ниже горизонтали.
- Для корневого прохода, 180 дюймов в минуту и 16,8 В для косоуров с боковым движением.
- Для второго прохода, 210 дюймов в минуту и 18 В для Z-плетения.
- Для окончательного прохода, 200 изобр. /мин и 17,7 В для Z-плетения.
Если вы предпочитаете сварку с притуплением притупления, вы можете сделать притупление притупления 3/32″, но не более 1/16″ притупления. Теперь для корневого прохода вам нужна более высокая сила тока. Для провода диаметром 0,035″ установите 240 дюймов в минуту и 19V.
На этом видео показан сварной шов с открытым корнем на квадратном стыковом шве и еще один шов с одинарной V-образной разделкой.
AdvertisementsСоветы для вертикальной сварки MIG
Надежное рабочее (или заземление) зажимное соединение важнее для сварочного аппарата MIG, чем другие процессы, например сварка электродом. Если зажим соединен с металлом с покрытием, дуга будет нестабильной и будет иметь тенденцию к лопанию. Для этого выберите качественные рабочие зажимы с медными губками и прочным захватом. Всегда соединяйте их на чистом металле близко к стыку.
Если лужа кажется большой и горячей, слегка поднимите горелку. Увеличенный вылет уменьшит силу тока и охладит ванну. Вы также можете увеличить скорость передвижения. Если сваривать в гору, можно и длину плетения увеличить.
Не гони слишком быстро . Если дуга направлена не на передний край ванны, а на холодный металл, вы получите хлопки, пористость, разбрызгивание и отсутствие сплавления.
Для сварки MIG требуется чистый металл для глубокого проникновения в корень и полного сплавления. Если металлы имеют прокатную окалину или легкую ржавчину, очистите их как минимум на расстоянии 1/2 дюйма от соединения. Если он оцинкованный, очистите не менее 1 дюйма.
Перед началом работы убедитесь, что вы расположите заготовку максимально удобно по отношению к своему телу. Ваша рука не должна быть выше груди, когда вы закончите сварку. Это даст вам улучшенную стабильность и видимость дуги.
Вы также должны быть как можно устойчивее, чтобы точно управлять лужей. Вы можете использовать свободную руку, чтобы схватиться за ближайшую поверхность. Или сделайте свою собственную опору, используя тиски или прихватите кусок металла поблизости. Кроме того, держите рабочий локоть близко к телу.
При сварке МИГ не образуется много брызг, но для вертикальных сварных швов лучше всего надевать одежду с длинными кожаными рукавами или прочную сварочную куртку и огнеупорную шапочку. Также уберите ценное оборудование или накройте его сварочными покрывалами. Наконец, убедитесь, что вокруг нет легковоспламеняющихся материалов, чтобы предотвратить пожар.
Перед запуском дуги выполните несколько пробных прогонов , чтобы проверить свое положение.
Если вы видите подрез , вы можете дольше останавливаться по краям, двигаться медленнее или уменьшить силу тока.
Если вы оставите бусину незавершенной, перед повторным запуском необходимо использовать угловую шлифовальную машину и отшлифовать ( перо ) конечную точку бусины. Это сделает сплавление со следующим валиком симметричным и без проблем со сплавлением.
Если вы свариваете несколько валиков в гору и металл перегревается, вы можете сделать короткую паузу между каждым проходом, чтобы охладить его.
Заключение
Сварочный аппарат MIG позволяет выполнять сварку в вертикальном положении, если используется обычный режим короткого замыкания.
При сварке на подъем вы можете с отличными результатами сваривать металлы толщиной до 1/4″. С правильными настройками и подготовкой шва вы можете подняться до 3/8″. Для новичков, которые работают с тонкими металлами, лучше всего сваривать их под уклон, потому что их легче и меньше шансов продуть.
При сварке вверху используйте меньшую силу тока, чем в горизонтальном положении, чтобы создать небольшую ванну, которую легко контролировать, и избежать перегрева металлов. Это потому, что вы едете с очень низкой скоростью. Плетеные валики, которые создают широкую полку и наносят много металла сварного шва, популярны для большинства работ.
Для сварки на спуске вы используете более высокую силу тока, чтобы расплавить проволоку достаточно быстро для необходимых высоких скоростей движения. Вы не используете плетеные бусины, а только стрингеры по тем же причинам. При сварке вниз по склону будьте внимательны, чтобы избежать непровара.
Другими важными настройками для вертикальной сварки являются короткий вылет и правильный угол перемещения.
| Вертикально вверх | Вертикально вниз | |
|---|---|---|
| Chart Settings | One or two thickness less | Same or one thickness up |
| Beads | Weaves | Stringers |
| Traveling angle | 5-10° | 15-20° |
| Скорость движения | Очень медленная | Быстрая |
| Высокое осаждение металла 906 13721 27 Low | ||
| Bead shape | Convex | Concave |
| Common Problems | Fluid puddle, undercut | Lack of fusion |
Объявления Статьи Weldpundit
Можно ли сваривать оцинкованную сталь с помощью сварочного аппарата MIG?
Как сваривать чугун MIG: с предварительным подогревом и без него.
Сварочная маска Запотевает? 10 способов предотвратить это.
Руководство по сварочным магнитам: использование, типы и что следует учитывать.
Сварка листового металла: общие методы и советы по сварке
После резки металлических деталей до нужных размеров необходимо соединить их, чтобы они соответствовали желаемой форме и спецификациям. Таким образом, сварка листового металла является важным аспектом производства металла.
Существуют различные методы сварки листового металла, но знаете ли вы, какой из них лучше всего подходит для вашего промышленного применения?
В этой статье подробно рассматриваются различные методы, используемые при сварке листового металла, включая их преимущества и области применения. Он также содержит важные советы, которые следует учитывать при сварке тонких листов металла для получения наилучших результатов.
6 Методы Сварка листового металла Теперь давайте подробно рассмотрим некоторые методы сварки металлических листов.
1.
Сварка МИГСварка металлов в среде инертного газа (МИГ), также известная как дуговая сварка металлом в среде защитного газа. Он заключается в подаче непрерывного сплошного проволочного электрода в сварочную ванну с помощью сварочного пистолета. Расплавленная проволока в бассейне вызывает соединение металлических частей. Защитный газ в сварочной горелке предотвращает атмосферное загрязнение сварочной ванны.
Сварка MIG обеспечивает высококачественные сварные швы и подходит для большинства листовых металлов, таких как алюминий, сталь и нержавеющая сталь.
Этот метод сварки широко используется в автомобильной и бытовой промышленности. Кроме того, это экономичный метод, поскольку он не требует сложных машин.
Сварка ВИГ Вольфрам в среде инертного газа (ВИГ) представляет собой дуговую сварку, которая включает использование неплавящегося вольфрамового электрода на постоянном или переменном токе для получения сварного шва. Как и при сварке MIG, в ней используется инертный защитный газ — аргон или гелий, чтобы предотвратить загрязнение атмосферы и окисление электрода и сварочной ванны.
Сварка ВИГ подходит для сварки цветных металлов, таких как алюминий, титан, медь, никель, магний, хром и т. д. Это ценный метод для авиационной и аэрокосмической промышленности. Также он идеально подходит для изготовления рам для мотоциклов, дверей и кормушек.
Этот метод сварки обеспечивает сварщику лучший контроль, что позволяет получить аккуратный и прочный шов. Однако это может занять много времени и требует опыта со стороны сварщика.
[Дополнительная литература: Руководство по выбору между сваркой MIG и сваркой TIG]
Сварка электродом Сварка электродом называется дуговой сваркой защищенным металлом. Это процесс ручной дуговой сварки, в котором в качестве электрода используется палочка, покрытая флюсом. Электрический ток от источника сварочного тока образует дугу между деталями, соединяющими металлы, и электродом. Он подходит для твердых металлов, таких как железо и сталь.
В процессе не используется защитный газ. При выделении тепла он разрушает флюс, покрывающий электрод, образуя шлак, который защищает сварочную ванну от загрязнения.
Этот метод сварки, пожалуй, самый удобный, так как его оборудование компактно и портативно — его легко носить с собой. Это распространенный метод в строительстве, судостроении и сталелитейной промышленности.
Плазменно-дуговая сваркаПлазменно-дуговая сварка похожа на сварку ВИГ тем, что в ней используется вольфрамовый электрод. Однако он использует небольшую дугу и позволяет размещать электрод на корпусе сварочной горелки. Газ под давлением образует горячую плазму, которая сплавляет металлы, образуя прочные сварные швы.
Этот метод сварки требует малой мощности и работает на высокой скорости. Кроме того, он обеспечивает точные сварные швы, что делает его широко применяемым в авиационной и морской промышленности.
Как и сварка TIG, плазменно-дуговая сварка не требует присадочных материалов. Кроме того, он производит высококачественные сварные швы с меньшей потребностью в чистовой обработке.
Электронно-лучевая и лазерная сваркаКак следует из названия, лазерная и электронно-лучевая сварка использует лазеры и электронные лучи в качестве источника тепла для сплавления и соединения металлических частей. В отличие от большинства других методов, этот метод сварки требует сложной машины или автоматизированных роботов.
Это высокоточная технология сварки, что делает ее пригодной для операций со сложными деталями. Лазерные лучи могут фокусироваться на мельчайших веществах для сверхточной сварки.
Кроме того, он подходит для сварки таких прочных металлов, как углеродистая сталь, титан, нержавеющая сталь и алюминий. Этот метод также подходит для термопластов. Этот метод позволяет получать продукты с большой эстетической привлекательностью, сокращая потребности в постобработке.
Газовая сварка является одной из традиционных форм сварки теплом. Он включает в себя использование тепла, выделяемого при сжигании топлива (бензина), кислорода или оксиацетилена, для соединения кусков металлов вместе. При сжигании этих видов топлива возникало очень горячее пламя, которое расплавляло металлические поверхности во время соединения.
Этот метод остается одним из наиболее часто используемых методов сварки в промышленности. Имеет широкую сферу применения, подходит как для черных, так и для цветных металлов. Также он эффективен и эффективен при сварке труб и труб, ремонте систем вентиляции и кондиционирования и т. д.
В отличие от многих других методов сварки, не требует электричества. Кроме того, он портативный, очень экономичный и не требует услуг специалистов.
Вы не уверены, будете ли вы соединять детали из листового металла с помощью сварки или клепки? Если это так, у нас есть руководство о том, как выбрать между сваркой и клепкой.
Ниже приведены поверхности, с которыми вы можете столкнуться при сварке металлических листов, и лучшие методы их работы.
Плоская поверхностьСварка плоской поверхности называется плоской сваркой. Сварщик приближается к этой поверхности с верхней стороны соединения, позволяя силе тяжести способствовать потоку расплава.
Чтобы получить хороший сварной шов на плоской поверхности, сварщику необходимо расположить наконечник под углом 45 градусов к металлической поверхности, осторожно направляя пламя к месту соединения.
Методы сварки MIG и TIG лучше всего подходят для плоских поверхностей. Подача проволоки и газовые потоки отлично работают в плоской установке.
Горизонтальная поверхность В горизонтальной конфигурации металлические листы кажутся сварщику горизонтальными. Однако он может существовать в двух формах.
- Угловой сварной шов: Сварка осуществляется на верхнем конце горизонтальной поверхности относительно вертикальной поверхности. Зона соединения представляет собой соединение двух металлических частей, перпендикулярных друг другу, в форме буквы «L».
- Сварной шов с разделкой кромок: Поверхность сварки лежит в вертикальной плоскости. Обе соединяемые металлические детали находятся в одной плоскости.
Сварка электродом лучше всего подходит для работы на горизонтальной поверхности, где сложно добиться идеального баланса между сваркой TIG и MIG.
Вертикальная поверхность Вертикальное положение сварочного вала – это в основном вертикальная поверхность, обращенная к сварщику. Расплавленный металл имеет тенденцию течь вниз и скапливаться при сварке. Следовательно, сварщику необходимо контролировать поток металла. Это включает в себя направление сварочного пистолета под углом 45 градусов к листу и удержание электрода между пламенем и сварочной ванной.
Лучшим методом для вертикальных поверхностей является сварка электродом. Часто сварщики просто пытаются отрегулировать ось сварного шва так, чтобы она выглядела плоской или горизонтальной для большего удобства.
Потолочная поверхностьСварка материалов на потолочной поверхности является наиболее сложной задачей. Как следует из названия, он предполагает сварку заготовки, расположенной над вашей головой. Расплавленный металл имеет тенденцию капать, когда вы пытаетесь сварить.
Чтобы упростить потолочную сварку, сведите к минимуму сварочную ванну. Кроме того, убедитесь, что используется достаточное количество присадочного материала, чтобы получился хороший сварной шов.
Сварка стержнем является наиболее подходящим методом для этой конфигурации. Сварка потолочных поверхностей относительно редко встречается на предприятиях по производству листового металла на заказ.
8
Советы по сварке листового металла При сварке металлических листов цель состоит в том, чтобы обеспечить сохранение механических свойств свариваемых деталей, достаточных для применения. Ниже приведены советы, которые следует учитывать при выполнении сварочных работ.
1.
Выберите присадочный металлВажно использовать подходящий присадочный металл , который соответствует механическим характеристикам вашего производства. Наполнитель должен быть тоньше листового металла. Например, при сварке тонкого металла толщиной 1 мм оптимальным выбором будет припой 0,6 мм.
Чем тоньше проволока, тем меньше тепла требуется для ее плавления. Следовательно, меньше рисков чрезмерного накопления тепла и больше шансов получить наилучшие результаты сварки.
Кроме того, правильный выбор присадочного металла снизит риск появления ржавчины, растрескивания и других возможных дефектов.
2.
Использование технологии сварки с пропусками Метод сварки с переходами включает в себя серию стежков или коротких сварных швов в критических точках для удержания тонкого листового металла на месте. Дав ему остыть в течение нескольких минут, сварщик может продолжить сварку ранее пропущенных мест.
Пропускная сварка помогает избежать деформации и коробления металла, часто вызванных неравномерным распределением тепла.
Также при сварке избегайте перекосов сварочной горелки; это также может привести к чрезмерному нагреву. Вместо этого быстро перемещайте факел по прямой траектории.
3.
Использование техники прихваткиПрихватка — еще одна отличная технология для снижения риска перегрева и прожога.
Прихватки – это мелкие и временные сварные швы, используемые для скрепления металлических деталей до окончательной сварки. Чтобы не прожечь отверстия, держите куски металла близко друг к другу встык с расстоянием между ними 1 мм. Затем создайте небольшие прихваточные швы, пока соединение не будет полностью закрыто.
4.
Используйте проволоку малого диаметра При сварке электродом из сплошной проволоки, например, при сварке MIG, используйте проволоку наименьшего доступного диаметра. Маленькие проволоки дают сварщику лучший контроль и больше шансов исправить ошибку, поскольку они производят меньше отложений.
Кроме того, чем тоньше проволока, тем меньше тепла требуется для плавления. Следовательно, меньше проблем с чрезмерным нагревом.
Обычно при работе с тонколистовым металлом рекомендуется толщина 0,023 или 0,024 дюйма. Тем не менее, 0,030-дюймовая проволока может быть идеальной при сварке 18 гаражных или более толстых металлов.
5.
Используйте маленький электродУбедитесь, что используется стержень, толщина которого меньше толщины вашего металла. Используйте электроды меньше ⅛ дюйма. Меньший электрод будет превосходно работать при более низком нагреве и силе тока, тем самым уменьшая прожог и позволяя вам обтачивать электрод до небольшой площади, чтобы получить плотную дугу.
6.
Зажим опорного стержня Прижим опорного стержня к обрабатываемому металлу обеспечивает более быстрое рассеивание тепла, чем простое ожидание охлаждения. Опорный стержень отводит тепло от металла, тем самым снижая риск коробления или прожога.
Металлические стержни обычно изготавливаются из меди или алюминия, поскольку они лучше всего рассеивают тепло благодаря своей высокой теплопроводности. Убедитесь, что опорный стержень плотно прижат к заготовке для адекватной теплопередачи.
7.
Используйте защитный газ с высоким содержанием аргонаПри сварке используйте защитный газ с высоким содержанием аргона. Примером этого является типичное сочетание аргона и углекислого газа в соотношении 75 к 25 соответственно.
Предпочтителен защитный газ с высоким содержанием аргона, поскольку аргон выделяет меньше тепла. При сварке алюминия методом TIG или MIG может потребоваться использование чистого аргона в качестве защитного газа.
8.
Сборка и проектирование соединений Сварка тонколистового металла может быть сложной задачей. Это требует плотной и прочной подгонки, так как права на ошибку мало. Убедитесь, что зазоры между двумя соединяемыми металлами минимальны, чтобы предотвратить прожоги, так как отверстия могут поглощать тепло.
Как правило, сварщики должны дважды отмерить и один раз отрезать. В некоторых случаях вам может потребоваться изменить конструкцию соединений, чтобы обеспечить более высокую термостойкость.
Стыковое соединениеПод стыковым соединением понимается два куска металла, помещенные рядом друг с другом для сварки.
Облицовочная поверхность – это участок, который плавится во время сварки. Крайне важно провести подготовку кромок на поверхности для повышения прочности сварного шва. Сварщику, возможно, придется согнуть одну из сторон, чтобы они могли хорошо входить друг в друга для прочного сварного шва.
Стыковой шов относительно легко подготовить, и он выдерживает нагрузку лучше, чем другие сварные соединения. Вот почему это наиболее распространенный сварочный шов при изготовлении конструкций. Однако существуют и другие виды сварных соединений.
Соединение внахлестку Соединение внахлестку является типичной модификацией стыкового соединения. Они идеально подходят для сварки листового металла различной толщины.
В соединении внахлест два куска металла соединяются внахлест – один накладывается на другой. Основным недостатком соединения внахлестку является то, что соединение двух металлов подвержено ржавчине.
Т-образное соединениеКак следует из названия, Т-образное соединение возникает там, где два куска металла пересекаются перпендикулярно, образуя прямой угол в форме буквы «Т». Они считаются формой углового сварного шва.
При использовании этого соединения убедитесь в достаточном проникновении в крышу сварного шва. Вам также может понадобиться добавить пробку, чтобы уменьшить ограничения соединения, часто возникающие в точке соединения. Т-образное соединение распространено в конструкциях с системами трубопроводов и труб.
Угловое соединение Угловое соединение несколько похоже на Т-образное соединение тем, что оба они образуют перпендикулярный угол. Однако соединяющиеся металлы имеют разную ориентацию. В угловых соединениях металлы встречаются в углу, образуя единый прямой угол в форме буквы «L». Угловые соединения являются стандартными для изготовления деталей, особенно рам и коробов.
В краевом соединении листы укладываются рядом и привариваются к одной кромке. Это происходит в заготовке с отбортовкой кромок. Сварщику может потребоваться согнуть край одной металлической детали под нужным углом, чтобы они могли хорошо входить в другую, чтобы получить прочный сварной шов.
RapidDirect: Ваш заказ Сварка листового металла Partner Вам нужны первоклассные сварочные работы для изготовление листового металла на заказ ? Или вы не знаете, как сварить листовой металл для ваших производственных нужд? RapidDirect – это именно то, что вам нужно. Мы предлагаем одни из лучших услуг в различных отраслях, от сварки до лазерной резки и других смежных технологий.
RapidDirect предоставляет первоклассные и профессиональные услуги по обработке листового металла. Мы просто требуем, чтобы вы загрузили свои файлы дизайна. Вы получаете бесплатный аналитический отчет DfM о производстве ваших деталей из листового металла. Что еще? Мы гарантируем высокое качество при конкурентоспособных ценах и короткие сроки выполнения заказов.
Часто задаваемые вопросыКакая сварка подходит для тонких металлов?
Сварка ВИГ наиболее подходит для сварки тонких металлических листов. Процесс сварки TIG отличается высокой точностью и не отклоняется от того, на чем следует сосредоточить сварку. Следовательно, вы получаете гладкую и деликатную поверхность сварных деталей.
Можно ли использовать переменный или постоянный ток для сварки алюминия методом MIG?
Для алюминия подходит как сварка MIG на переменном, так и на постоянном токе. Однако сварка постоянным током, которая является типичной формой сварки MIG, выполняется намного быстрее, поскольку для нее не требуются аппараты с характеристиками переменного и постоянного тока.
Какой самый тонкий листовой металл можно сваривать?
Для сварки очень тонких металлов требуются специалисты, способные оптимально контролировать подводимое к металлу тепло. При хорошем контроле температуры можно сваривать листовой металл толщиной от 0,8 мм с помощью сварки MIG. Кроме того, TIG позволяет сваривать листы толщиной от 0,6 мм и даже меньше.
Электросварочная машина для сварки стальных лент 50 кВА (ASMW-50L) – Electroweld Industries
+
Часто задаваемые вопросы (FAQ) :
Как мы можем запросить котировки цен или запросить машину для нашего конкретного применения сварки?
Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес sales@electroweld. com
или
Отправьте запрос ценового предложения по следующей ссылке:
3 Для прямой помощи выбрав аппарат, соответствующий вашим требованиям и области применения, вы также можете заказать онлайн-совещание в масштабе Zoom с нашими инженерами по продажам электросварки или позвонить нам напрямую по номерам телефонов, указанным ниже.
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA – 400074
Call (India Office): +91 222 522 6180, +91-9702579330
Mobile /Whatsapp: +91-9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Эл. мы свяжемся с вами как можно скорее
Как мы размещаем заказы на сварочные аппараты и/или детали машин?
Онлайн-заказ можно разместить непосредственно в Интернет-магазине Electroweld , добавив свою машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на поставку также можно отправить напрямую по адресу [email protected] или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected], указав номер модели машины и требуемое название/номер детали (или изображение детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Станки будут доступны для отправки на условиях франко-завод FOB/CIF через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает выставление счетов и обработка платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal. me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо по адресу [email protected]
– Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на настройку по адресу [email protected]
– Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF – стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
– Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0121
. Как правило, машины готовы к отправке в течение 4 недель после получения платежа. Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
– Перед отправкой мы отправляем фактические видео работы, демонстрирующие работу вашей машины и сварку любых образцов деталей в соответствии с вашими требованиями, на адрес электронной почты, указанный в счете-фактуре.
– Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
– Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
– Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF – стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
. Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна ЗДЕСЬ
ПОДДЕРЖКА:
Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране.
Отправьте запрос на обслуживание по следующей ссылке:
Вы также можете отправить запрос на обслуживание по электронной почте [email protected]
The TERMS & CONDITIONS for purchase of ELECTROWELD INDUSTRIES products is available HERE
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA – 400074
Call ( Офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный телефон/WhatsApp: +91-9820160332
Телефон (отдел продаж в США/Мексике): +1 (214 0021)-639-104 Электронная почта: [email protected]
Напишите нам, и мы свяжемся с вами как можно скорее
Как связаться с Electroweld по любому другому вопросу, связанному с машиной для контактной сварки?
Контактная информация:
Напишите нам по электронной почте или заполните контактную форму ниже, и мы поможем найти лучшее решение для ваших сварочных задач.
Электросварочные предприятия
5, Hira Compound, R.C MARG
Chembur, Mumbai, Индия – 400074
Call (India Office): +91 222 522 6180, +91-9702579330
9000 2 1 1101101101201101201101201101201101201101201101201101201101201101201101201101201101201101201101201101201201201201201201201101201201201201201201180. -9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Электронная почта: [email protected]
2 к вам как можно скорее Сварка ВИГ, сварочное оборудование – EWM AG
- Полезная информация о сварке ВИГ
- Выбор сварочных материалов
- Установка количества защитного газа
- Очистка поверхностей заготовок
- Зажигание дуги
- Направление сварочной горелки TIG
- Положение сварки
- Параметры сварки
- Сварка электрическими импульсами
- Необходимое оборудование
Сварка ВИГ представляет собой универсальную процедуру сварки в отношении используемых материалов, толщины стенки и положения сварки. Это позволяет получать высококачественные сварные соединения. Процедура сварки TIG, идентифицированная как сварка вольфрамовым электродом в среде инертного газа в DIN 1910, часть 4, берет свое начало в США, где она впервые получила название аргонно-дуговой сварки в 1936 году. В Германии она была введена только после Второй мировой войны. . В англоязычных странах буква T в сварке TIG означает вольфрам. Этот процесс превосходит другие методы сварки плавлением благодаря ряду интересных преимуществ. Одним из таких преимуществ является его пригодность для широкого круга задач.
- Сварочный стержень
- Сварочные горелки
- Вольфрамовый электрод
- Арка
- Защитный газ
- Сварочная ванна
- Основной металл
Если металлический материал подходит для сварки плавлением, вы можете использовать этот процесс для соединения материала. Кроме того, это очень «чистый» процесс, при котором почти не образуются брызги и мало загрязняющих веществ, а также гарантируется высококачественное сварное соединение при правильном использовании. Еще одним особым преимуществом сварки TIG является то, что подача сварочного материала и ток не связаны между собой, в отличие от других процессов, в которых используются плавящиеся электроды. Таким образом, сварщик может оптимально отрегулировать силу тока в соответствии с поставленной задачей сварки и добавлять столько сварочных материалов, сколько необходимо в любой момент времени. Это делает процесс особенно подходящим для сварки корневых проходов и позиционной сварки. Эти преимущества означают, что процесс TIG сегодня успешно используется во многих отраслях торговли и промышленности. Тем не менее, для ручной сварки по-прежнему требуются умелая рука сварщика и отличная подготовка. Это руководство призвано объяснить особенности процесса и, возможно, вызвать интерес у компаний, которые еще не используют его для подходящих задач сварки, несмотря на его доступность.
Выбор сварочных материалов
Сварочные материалы, используемые при сварке ВИГ, обычно имеют форму стержня. В полностью механическом методе он подается в виде проволоки через отдельный механизм подачи. Сварочные материалы обычно выбирают так же, как и основной металл. Однако по металлургическим причинам необходимо, чтобы сварочный материал отличался от основного металла, когда используются определенные легирующие элементы. В целях устойчивости к растрескиванию этот показатель должен поддерживаться на очень низком уровне, т.е. В случае содержания углерода. В таких случаях используются аналогичные типы сварочных материалов. Однако бывают случаи, когда требуются разные типы сварочных материалов. Например, при соединении трудносвариваемых углеродистых сталей используются аустенитные сварочные материалы или даже сплавы на основе никеля. Диаметр сварочного материала должен соответствовать задаче сварки. Это зависит от толщины материала и, следовательно, от диаметра вольфрамового электрода. Сварочные стержни обычно имеют длину 1000 мм. Они поставляются в связках и должны иметь индивидуальную маркировку с указанием DIN или торговой марки, чтобы избежать путаницы.
Установка количества защитного газа
Количество защитного газа задается как расход в л/мин. Это зависит от размера сварочной ванны и, следовательно, от диаметра электрода, диаметра газового сопла, расстояния сопла до поверхности основного материала, окружающего потока воздуха и типа защитного газа – см. раздел «Защитный газ». Эмпирическое правило гласит, что от 5 до 10 литров защитного газа следует добавлять к аргону в качестве защитного газа и к наиболее широко используемым диаметрам вольфрамовых электродов со скоростью от 1 до 4 мм в минуту. Расход можно измерить косвенно с помощью манометров перед встроенным соплом, которые измеряют давление пропорционально расходу. Шкала манометра откалибрована непосредственно в л/мин. В частности, измерительные приборы, которые измеряют напрямую с помощью стеклянных трубок и расходомеров поплавкового типа, измеряют защитный газ, подаваемый на сварочную горелку.
Очистка поверхностей заготовки
Для получения хороших результатов сварки важно тщательно очистить поверхности сварки и поверхности заготовки в зоне сварки перед началом процесса сварки. Поверхности должны быть металлически блестящими и очищенными от жира, ржавчины, грязи и краски. Слои масштаба также должны быть удалены, где это возможно. Во многих случаях достаточно расчесывания. Если этого недостаточно, поверхность должна быть обработана шлифованием или механическим методом обработки. Для коррозионно-стойких материалов можно использовать только щетки из нержавеющей стали, иначе ржавчина может быть вызвана частицами железа на поверхности. В случае с алюминием важно, чтобы на поверхности не было толстой оксидной пленки, чтобы могли образовываться поры. Для очистки и смазки необходимо использовать подходящие растворители. Обратите внимание: растворители, содержащие хлор, могут выделять токсичные пары.
Зажигание дуги
Дуга никогда не должна зажигаться за пределами соединения на основном металле, но всегда так, чтобы точка воспламенения могла снова расплавиться сразу после сварки. В начале процесса сварки высокотемпературный основной металл в точке воспламенения очень быстро остывает за счет отбора тепла холодными массами в конце. Результатом такого быстрого охлаждения может стать затвердевание, что может привести к появлению трещин и пор. Такого быстрого охлаждения можно избежать, если воспламенение происходит непосредственно в начале сварки, а возникающие дефекты немедленно переплавляются. Контактное зажигание должно быть абсолютным исключением, если используется старый сварочный аппарат, который не имеет вспомогательного средства зажигания (высоковольтное импульсное зажигание). В этом случае медные пластины вставляются в стык вблизи начала сварки. Отсюда дуга направляется к предполагаемому началу шва и начинается процесс сварки. В случае контактного воспламенения непосредственно на основном металле вольфрам может попасть в непроплавленный металл шва из-за высокой температуры плавления, а в дальнейшем может быть обнаружен в виде светлого пятна на рентгенографической пленке из-за большего поглощения х- лучи вольфрамом.
Направление сварочной горелки ВИГ
Сварочные материалы, используемые при сварке ВИГ, обычно имеют форму стержня. В полностью механическом методе он подается в виде проволоки через отдельный механизм подачи. Сварочные материалы обычно выбирают так же, как и основной металл. Однако по металлургическим причинам необходимо, чтобы сварочный материал отличался от основного металла, когда используются определенные легирующие элементы. В целях устойчивости к растрескиванию этот показатель должен поддерживаться на очень низком уровне, т.е. В случае содержания углерода. В таких случаях используются аналогичные типы сварочных материалов. Однако бывают случаи, когда требуются разные типы сварочных материалов. Например, при соединении трудносвариваемых углеродистых сталей используются аустенитные сварочные материалы или даже сплавы на основе никеля. Диаметр сварочного материала должен соответствовать задаче сварки. Это зависит от толщины материала и, следовательно, от диаметра вольфрамового электрода. Сварочные стержни обычно имеют длину 1000 мм. Они поставляются в связках и должны иметь индивидуальную маркировку с указанием DIN или торговой марки, чтобы избежать путаницы.
Позиция сварки
Позиции сварки обозначены PA – PG в соответствии с ISO 6947. Если смотреть сверху на трубу (PA), они расположены по часовой стрелке в алфавитном порядке. Положение PA ранее было известно как горизонтальное или плоское положение в Германии. Далее следуют положения стыкового шва PC (горизонтально на вертикальной стене) и PE (вверху), а также положения присадочного шва PB (горизонтально) и PD (горизонтально/вверху). При сварке листового металла PF сваривается вертикально, а PG — шов вертикально вниз. Однако на трубе совмещено несколько позиций. Положение PF применяется, когда труба приваривается сверху без поворота в любую сторону. Положение PG относится к сварке сверху вниз (сварка вертикальным швом вниз). Сварка TIG возможна во всех положениях. Данные сварки должны соответствовать положению, как и в других процедурах сварки.
Параметры сварки
Нижний предел применения процесса TIG составляет около 0,3 мм для стали и 0,5 мм для алюминия и меди. Ближе к вершине устанавливаются экономические ограничения для приложения. Скорость осаждения в этом процессе не очень высока. По этой причине только корневые швы свариваются ТИГ, а остальные слои свариваются другими процессами (Э, МАГ), имеющими более высокую мощность. При выборе параметров сварки необходимо учитывать, что на сварочном аппарате задается только сила тока. Напряжение дуги определяется длиной дуги, которую поддерживает сварщик. Следовательно, чем больше длина дуги, тем выше напряжение дуги. Сварочный ток 45 ампер на мм толщины стенки используется в качестве эталонного значения тока, достаточного для сварки стали постоянным током до полного провара. Для сварки алюминия переменным током требуется сила тока 40 ампер/мм.
Сварка электрическими импульсами
При сварке импульсным током сила тока и напряжение постоянно изменяются между низким базовым значением и более высоким значением импульса в зависимости от частоты импульса. Под действием высокого импульсного тока происходит проплавление в основном металле и образование сварочной ванны точечной формы. Он начинает затвердевать с края под воздействием нижнего основного тока, пока следующий импульс тока снова не расплавит его и не увеличит. Тем временем дуга уже распространилась со скоростью сварки, так что сварной шов формируется из множества перекрывающихся точек во время импульсной сварки TIP. Размер сварочной ванны в среднем меньше, чем при сварке на постоянном токе, поэтому ее лучше локализовать при позиционной сварке. Тем не менее, адекватное проникновение по-прежнему обеспечивается. Вышеупомянутый эффект возникает только при наличии достаточной разницы температур в сварочной ванне между основной и импульсной фазами. Это происходит только в том случае, если частота импульсов ниже примерно 5 Гц. Недостатком является то, что при импульсной сварке необходимо часто снижать скорость сварки. Сварщик также получает предупреждение о пульсации в низкочастотном диапазоне, если дуга мерцает прерывистым образом. Поэтому этот вариант сварки TIG реже используется при ручной сварке, благодаря чему у сварщика есть другие возможности для управления сварочной ванной. Однако это чаще встречается при механизированной сварке TIG.
Для успешной сварки TIG требуется следующее оборудование:
- Источник питания
- Сварочные горелки
- Рабочий зажим / клещи заземления
- Стержневой электрод
- Сварочные инструменты
- Рабочая одежда
Дополнительную информацию о сварке ВИГ можно найти в нашем словаре по сварке.
Ручная сварка)| Производство и металлообработка
Перейти к содержимому
Производителям часто приходится выполнять сварку вне рабочего положения при работе с большими/тяжелыми сварными деталями и трубами, что требует регулировки угла электрода, манипуляций с сварочной ванной, положения тела и настроек оборудования. Заключение этой серии статей, состоящей из двух частей, посвящено механике электродуговой сварки и показывает операторам переменные, которые могут помочь им управлять сварочной ванной и профилем сварного шва.
В прошлом месяце первая часть этой статьи была посвящена сварке TIG в нерабочем положении. Теперь рассмотрим механику дуговой сварки. В качестве напоминания и повторения из этого обсуждения операторы могут управлять сварочной ванной и профилем сварного шва, манипулируя следующими переменными:
- Сила тока. Уменьшите силу тока на 15 процентов для сварки в нерабочем положении.
- Длина дуги. Обычно длина дуги должна равняться диаметру электрода. Поскольку напряжение прямо пропорционально длине дуги, операторы часто удерживают более короткую дугу, чтобы уменьшить нагрев при сварке в нерабочем положении.
- Рабочий угол электрода. Угол наклона электрода относительно сустава.
- Направление движения. Обычно описывается как толчок/перед или перетаскивание/тяга/назад.
- Угол перемещения электрода. Угол перемещения электрода.
- Работа с электродом (горелкой). Подробнее об этом ниже.
- Скорость движения. Если перемещение слишком быстрое, шарик будет узким и растянутым и может даже разбиться на отдельные шарики. Если перемещение будет слишком медленным, металл сварного шва будет накапливаться, и валик будет слишком большим.
«Невозможно переоценить важность поддержания короткой дуги при сварке электродом в нерабочем положении. Это ошибка номер один, которую совершают новички», — говорит Тодд Хидде, начальник цеха подразделения по производству труб компании J. F. Ahern Co. (Фон-дю-Лак, Висконсин), ведущего подрядчика по механическому оборудованию, противопожарной защите и производству труб. «Для электрода диаметром 1/8 дюйма это означает длину дуги от 1/16 до 1/8 дюйма. Более длинные дуги увеличивают нагрев, и металл проходит через дугу большими неправильными комками».
В дополнение к этим элементам управления, Крис Браунли, CWI и специалист по сварочным процессам в Weld Specialty Supply Corp. (Милуоки, Висконсин), отмечает, что «Большинство профессиональных сварочных/TIG-инверторов оснащены регулируемым регулятором силы дуги, который регулирует ‘ dig» по шкале от 0 до 10. Если 2 означает нейтральное значение, используйте значения больше 2 для получения более жесткой дуги, которая особенно помогает стержню 7018 проникать в плотные соединения. Используйте настройки менее 2, чтобы получить более мягкую дугу с меньшим разбрызгиванием и меньшим проникновением. Это особенно полезно при сварке прутьями 6010». (см. Рисунок 1 )
ГОРИЗОНТАЛЬНО-ВЕРТИКАЛЬНЫЙ УГЛОВОЙ СВАР
Первый «неправильный» сварной шов, с которым может столкнуться новичок, — это горизонтально-вертикальный (HV) угловой шов. После зажигания дуги немедленно установите электрод в положение, перпендикулярное линии галтели и примерно на 45 градусов от вертикали. Перетащите электрод под углом около 20 градусов от перпендикулярного положения, чтобы предотвратить вытекание шлака перед сварным швом. (см. рис. 2, 3 )
СВАРКА ГОРИЗОНТАЛЬНАЯ
При дуговой сварке в горизонтальном положении оператору необходимо использовать силу дуги, чтобы противодействовать желанию сварочной ванны провиснуть к нижней части соединения. Чтобы правильно направить силу дуги, просто помните «20-20» — направьте стержень вверх примерно на 20 градусов и перетащите его под углом примерно 20 градусов.
Сначала операторы могут заметить тенденцию к образованию подреза, но короткая длина дуги, сила тока на 15 процентов ниже, угол наклона электрода 20-20 и не слишком высокая скорость перемещения помогут устранить это. Для глубоких канавок и сварных швов, требующих нескольких проходов, сделайте ряд стрингеров. Не забудьте пересчитать угол электрода по отношению к предыдущему валику стрингера и боковой стенке.
В этой ситуации сделайте корневой проход с небольшим переплетением электрода или без него. При плетении для последующих проходов помните о правиле «ширина в десять центов, высота в никель» при использовании электрода диаметром 1/8 дюйма: корона бусины должна быть не более одного диаметра электрода в высоту и не более трех диаметров в ширину. (См. Рисунок 4 )
ВЕРТИКАЛЬНО ВВЕРХ И ВНИЗ
Начинающие, возможно, слышали выражение когда есть шлак, вы тащите . Это верно для плоского и горизонтального положения, но забудьте об этом для вертикального положения вверх и вниз.
«При вертикальной сварке вверх сварочная ванна и шлак будут постоянно пытаться упасть вниз, препятствуя усилиям сварщика добиться хорошего проплавления», — говорит Хидде. «Чтобы бороться с этим, угол наклона штока может быть любым: от прямого внутрь до угла толкания 10 или 20 градусов». (см. рис. 5 )
Некоторые сварщики получают наилучшие результаты при корневом шве вообще без переплетения, в то время как другие предпочитают слабое переплетение. «Рисунок переплетения, который мне нравится для вертикального вверх, напоминает смайлик», — говорит Хидде. «Я представляю, что толкаю металл вверх и примораживаю его к боковой стенке, быстро погружая в центр сварного шва, проталкиваю расплавленную ванну вверх по другой боковой стенке и удерживаю до счета «1001» для хорошего проплавления».
Браунли добавляет: «Другие сварщики часто воображают, что строят полку или укладывают кирпичи на стену. Первый сварной шов действует как основа, на которую можно накладывать последующие швы». Он добавляет, что после первых нескольких проходов приемлем переход к более прямому рисунку Z-плетения. (См. Рис. 6 )
Еще одна распространенная ошибка, которую совершают новички, заключается в том, что они проводят слишком много времени в центре сварного шва, в результате чего получается сварной шов с высокой вершиной, что может привести к концентратору напряжения. Выровняйте валик, задерживаясь дольше по бокам сварного шва.
При сварке на спуске Хидде говорит: «Замените смайлик на хмурый взгляд на спуске. Попробуйте вытолкнуть металл вверх и из центра, переместите его и привяжите к краям. Все движения вниз и паузы стержня должны быть вдоль сторон сварного шва с движением толкания вверх по центру». (См. Рис. 7 )
ПОДКЛАДНАЯ
Соблюдение всех данных, изображений и советов по подвесной сварке приводит к мешанине результатов, особенно потому, что сварка потолочной трубы отличается от сварки потолочной пластины. Поскольку пластина остается в одной плоскости, рассмотрите возможность использования угла сопротивления 10 градусов или меньше. При сварке труб верхнее положение быстро переходит в вертикальное верхнее положение, указывая на то, что угол от 0° до 10° толчок угол больше подходит для потолочной сварки. (См. рис. 8, 8B )
Что касается манипуляций с электродами, сначала попробуйте сварку без них. Цель при сварке над головой состоит в том, чтобы сделать ванну как можно меньше, и это достигается за счет прямого сопротивления. В противном случае рассмотрите небольшое круговое или С-образное движение; движение стержня вперед позволит задней части лужи остыть.
Держите дугу особенно тугой при сварке над головой. Некоторые эксперты считают, что операторы должны чувствовать, как электрод касается металла. В таких случаях инверторы с контролем силы дуги помогают предотвратить прилипание стержня. В противном случае используйте стержень меньшего диаметра (чтобы получить меньшую и более управляемую лужу) и достаточно силы тока, чтобы предотвратить его прилипание.
«Управление электродом и угол наклона стержня, как правило, очень индивидуальны, — говорит Хидде. «То, что работает для меня, может не сработать для вас. Важно изучить сварочную ванну и шлак и то, как гравитация влияет на них; затем отрегулируйте угол стержня, длину дуги и манипулирование соответственно».
В заключение Браунли добавляет, что сварка в нерабочем положении также требует особой осторожности при использовании средств индивидуальной защиты. «Высококачественная сварочная кожа необходима для защиты от расплавленного металла».
Кен Алрик
Кен Элрик — менеджер по продукции Thermadyne Industries, 16052 Swingley Ridge Road, Suite 300, St. Louis, MO 63017, 636-728-3000, www.thermadyne.com.
Новости отрасли
Опрос, проведенный АББ, показывает, что реиндустриализация находится под угрозой из-за пробелов в образовании в области автоматизации
Каждое четвертое учебное заведение использует роботов в обучении, несмотря на запланированные инвестиции в робототехнику и автоматизацию 70% предприятий США и Европы.