Сварка вертикальных швов снизу вверх: Выполнение вертикальных швов | Сварка и сварщик
alexxlab | 06.05.2023 | 0 | Разное
Вертикальный шов дуговой сваркой: обзор техник и методов
Из этого материала вы узнаете:
- Нюансы вертикальной сварки
- 2 метода создания вертикального шва дуговой сваркой
- 3 приема по созданию вертикального шва дуговой сваркой
- Возможные дефекты вертикального шва дуговой сварки
- Рекомендации по сварке вертикального шва
Вертикальный шов дуговой сваркой является довольно сложным приемом, который частенько ставит в тупик начинающих сварщиков. Главная проблема заключается в том, что расплавленный металл течет вниз, создавая тем самым барьер для продвижения основного шва. Из-за наличия электродных шлаков место соединения получается некачественным, и работа идет насмарку.
Однако есть способы этого избежать. Естественно, что без практики нельзя научиться и лучше довериться специалистам. Но если есть желание все сделать самому, то знание правил сварки вертикальных швов значительно упростит процесс.
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель. Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
- Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.

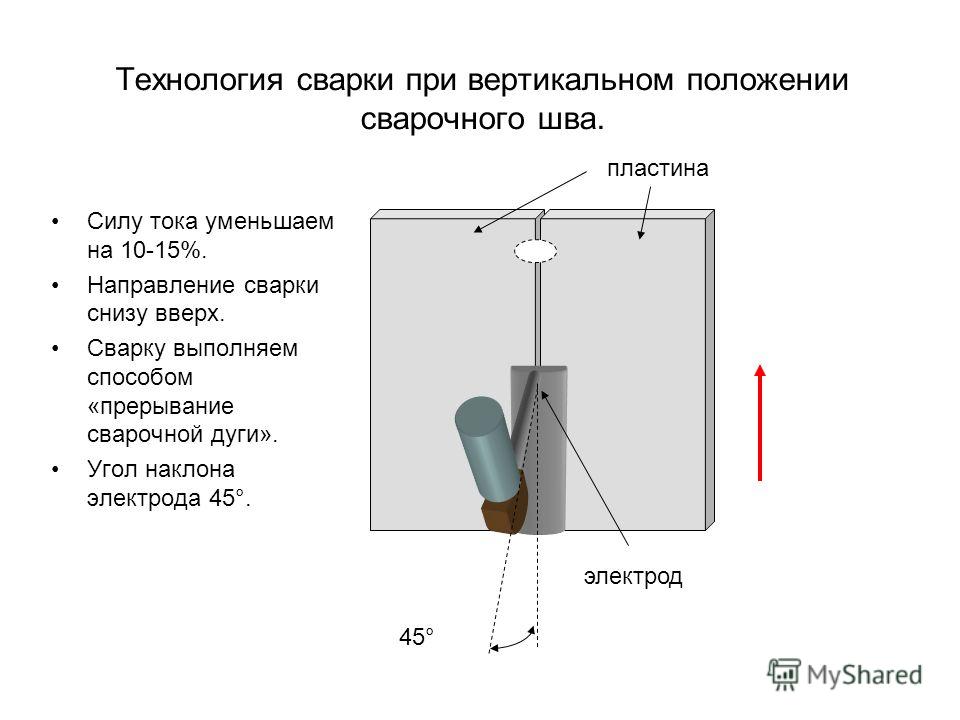
- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.
Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Рекомендуем статьи по металлообработке
- Чертежи для лазерной резки – залог качественного изделия
- Резка отверстий в металле: обзор основных способов
- Приведенная толщина металла: для чего нужно знать и как рассчитывается
При использовании данного метода добротное соединение получится только при условии точного следования всем существующим правилам и рекомендациям.
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области. Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом.
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.
Тогда получается качественный и надежный шов.
Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод.
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см. За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры. В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°.
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.

- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу. Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне.
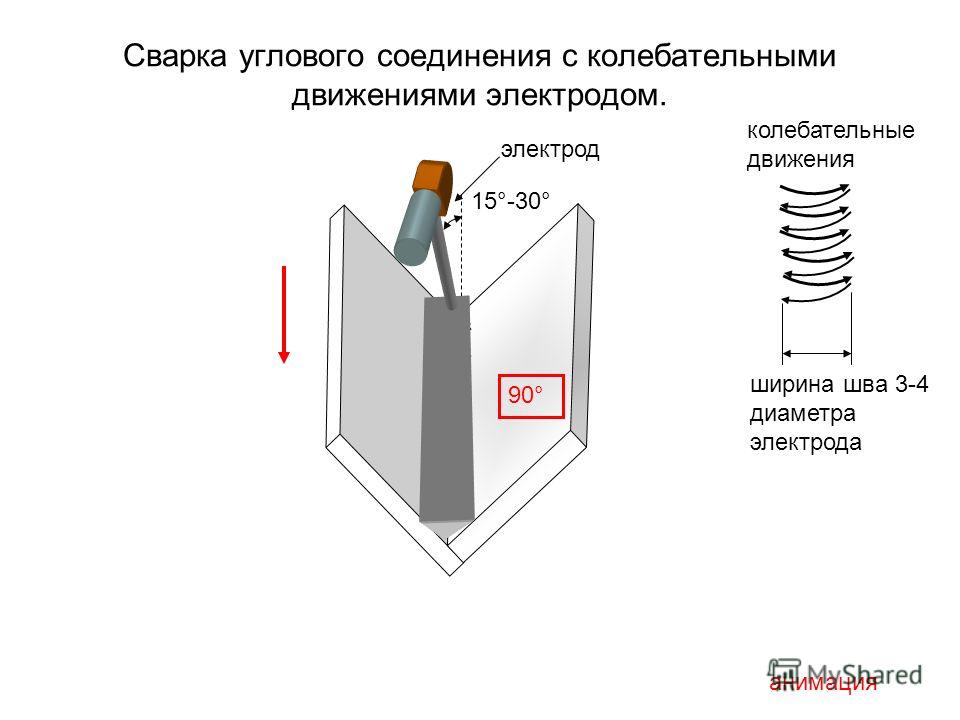
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов. Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности. После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
3 приема по созданию вертикального шва дуговой сваркой
Как варить вертикальный шов дуговой сваркой? Есть три техники, выбор зависит от ширины зазора, толщины металла, притупления кромок.
- «Треугольник».
В его основе лежит наиболее распространенная методика сварки снизу вверх. В этом случае жидкий металл попадает на застывающий слой, закрывая валик и не пуская другие капли на дорожку.
Данный способ дуговой сварки может использоваться при наложении вертикального шва между элементами толщиной до 2 мм и наличии небольшого зазора. Чтобы добиться прочного скрепления, притупление кромок должно быть в пределах 1-2 мм.
Еще одна тонкость – в процессе работы важно, чтобы ванна оставалась под углом. Именно этим объясняется название способа. Нужный угол создается за счет следующих манипуляций:
- сначала формируют полочку;
- поднимают по стенке сварочную дугу к зазору, при этом кромки притупляются благодаря плавлению;
- спуск осуществляется по правой стенке;
- переходят на левую стенку – шов формируется именно здесь.

Также существует ряд других рекомендации относительно формирования вертикального шва дуговой сваркой способом «Треугольник». Практика показывает, что диаметр электрода должен быть 3 мм, сила электрического тока – 90–100 А. До завершения работы над швом электрод движется по указанной траектории.
Такой способ очень удобен, если требуется выполнить вертикальный шов, находящийся в углу.
- «Елочка».
Концом электрода совершают сложные движения: его направляют из глубины, проплавляют поверхность кромки. Потом поворачивают внутрь, проплавляют вторую кромку, после чего процедуру проводят снова на небольшой высоте.
Сварка елочкой может использоваться, когда зазор между заготовками равен 2-3 мм, есть притупление кромок. Такой способ обеспечивает малое сечение валика.
Технология такова:
- Движение идет от зазора по кромке. К последней нужно прижимать электрод, подавать его к себе при прохождении всей толщины изделия.

- После подъема электрод возвращают к зазору способом «от себя».
- После поплавки переходят на другую кромку и дублируют описанные действия.
- Операции повторяют до получения готового вертикального шва дуговой сваркой.
При этом используют короткую дугу. В целом, данная технология отличается от других тем, что обеспечивает равномерное нанесение сварочного материала на всем зазоре.
Сварщик должен следить, чтобы на кромке шва не формировались подрезы, подтеки металла. Важно избегать чрезмерного наплавления кромок. Рекомендуется вести работу непрерывно, единственной допустимой паузой считается замена электрода. В результате получается вертикальный шов, который по форме напоминает елку.
- «Лестница».
Данный подход к созданию вертикального шва дуговой сваркой позволяет справиться со значительным зазором (более 2 мм) между свариваемыми заготовками. Метод подходит при отсутствии или незначительном притуплении кромок.
Получить неплохой вертикальный шов способом «Лестница» несложно. Электрод перемещают по зигзагу между кромками, при этом соблюдают постоянную небольшую величину подъема. Шов формируется за счет короткой дуги. Диаметр электрода – 3 мм, сила тока – в пределах 80–100 А. По аналогии с методом «Елочка», работа должна идти без остановок.
Главное отличие технологии в том, что электрод задерживают на кромке в течение продолжительного времени, после чего быстро перемещают на другую кромку. За счет «лесенки» формируют «легкий» валик с небольшим сечением. Поскольку этот способ сварки достаточно прост, с ним могут справиться и начинающие специалисты.
Возможные дефекты вертикального шва дуговой сварки
Ошибки при выполнении работ влекут за собой такие дефекты:
- Непровар.
Так называют полости воздуха в стыке, из-за которых получается недостаточно надежное соединение. Данная проблема может возникать при использовании слишком маленькой силы тока либо при очень быстром перемещении электрода.
Данная проблема может возникать при использовании слишком маленькой силы тока либо при очень быстром перемещении электрода.
- Подрез.
Это канавка, которая образуется при наличии широкой сварной ванны. Дело в том, что в таком случае металл прогревается на большое расстояние, капля расплава сходит вниз, а на месте появляется полость. Предотвратить такой дефект позволяет уменьшение электродуги.
- Прожог.
Прожог чаще всего допускают новички, когда хотят увеличить подачу тока при формировании вертикального шва дуговой сваркой. В результате образуется полость. Чтобы такого не случилось, важно обеспечить плавное движение электрода без продолжительных остановок на одном месте.
- Поры и наплывы.
Речь идет о неровностях, которые возникают из-за того, что на разных участках вертикального шва кристаллизация протекала с разной скоростью.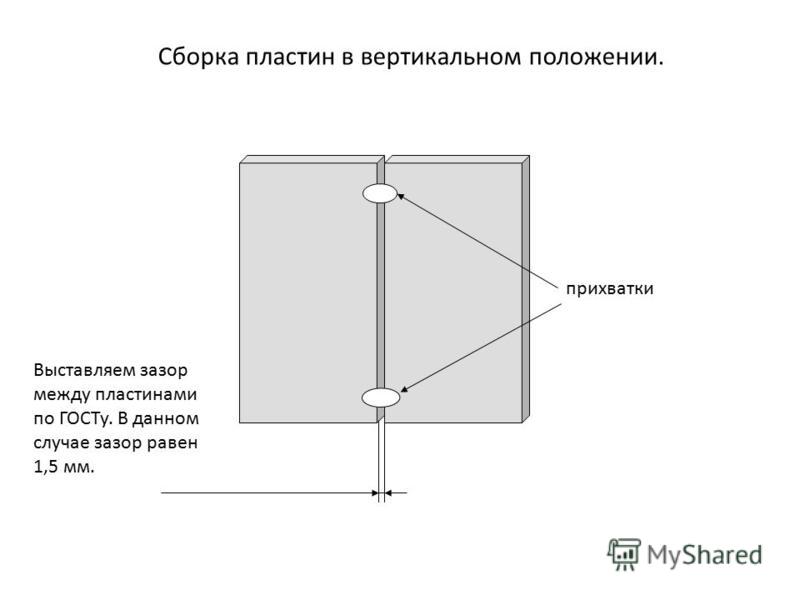 Причина – в ошибке при выборе технологии сварки или использовании некачественных электродов, а также простом сквозняке.
Причина – в ошибке при выборе технологии сварки или использовании некачественных электродов, а также простом сквозняке.
- Трещины.
Это главный признак того, что соединение не выдерживает оказанные нагрузки и сварку нужно повторить.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.
- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества. Немного исправить ситуацию можно при помощи плавного перемещения электрода.
- Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.
При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
Сварка вертикальных швов
Поделиться:
Сварка вертикальных швов
03.08.2020
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.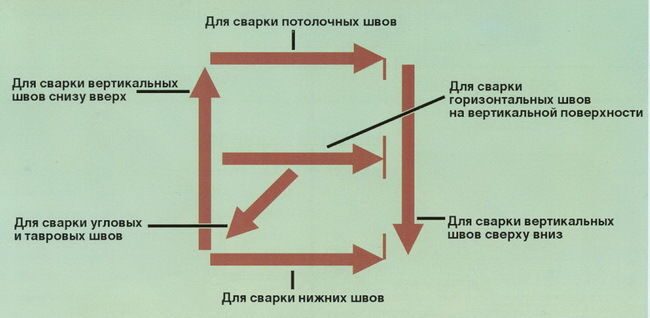
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.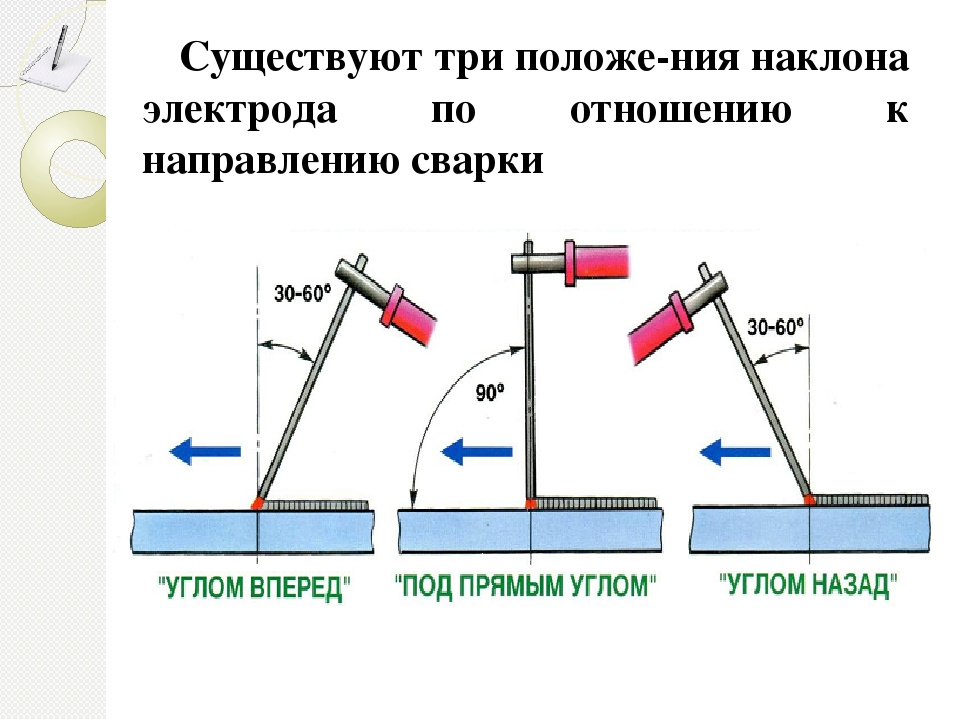 Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога. Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Источник: wikimetall.ru
Электрогазосварочный аппарат – ООО «Банковая сварка»
Электрогазосварочный аппарат EGW-V и EGW-P — электрогазосварочные аппараты EGW-V листовка 27. 10.2021
10.2021
EGW-V: (Электрогазосварочный аппарат) установка электрогазовой (дуговой) сварки вверх, для традиционной сварки резервуаров; который также известен как автоматический сварочный аппарат (AVW). Листовка ЭГВ-В 27.10.2021
ЭГВ-В/Д: (Электрогазосварщик) установка электрогазовой (дуговой) сварки обратной установки, для поддомкрачивания конструкции накопительной емкости; который также известен как автоматический сварочный аппарат (AVW).
EGW-P: (Электрогазовая сварка) легкая беспилотная электрогазовая (дуговая) сварочная машина, в основном для производства электроэнергии и сварки ветряных опор; который также известен как автоматический сварочный аппарат (AVW).
VUP: Вертикальный сварочный аппарат с высокой тепловложением с использованием самозащитной проволоки Lincoln NR431 с внутренним экраном.
AVW-Multi pass: многопроходная машина для дуговой сварки с низким тепловложением (FCAW / двойной экран), специально разработанная для полевых работ в строительстве из специальных марок стали (таких как низкотемпературная сталь и нержавеющая сталь).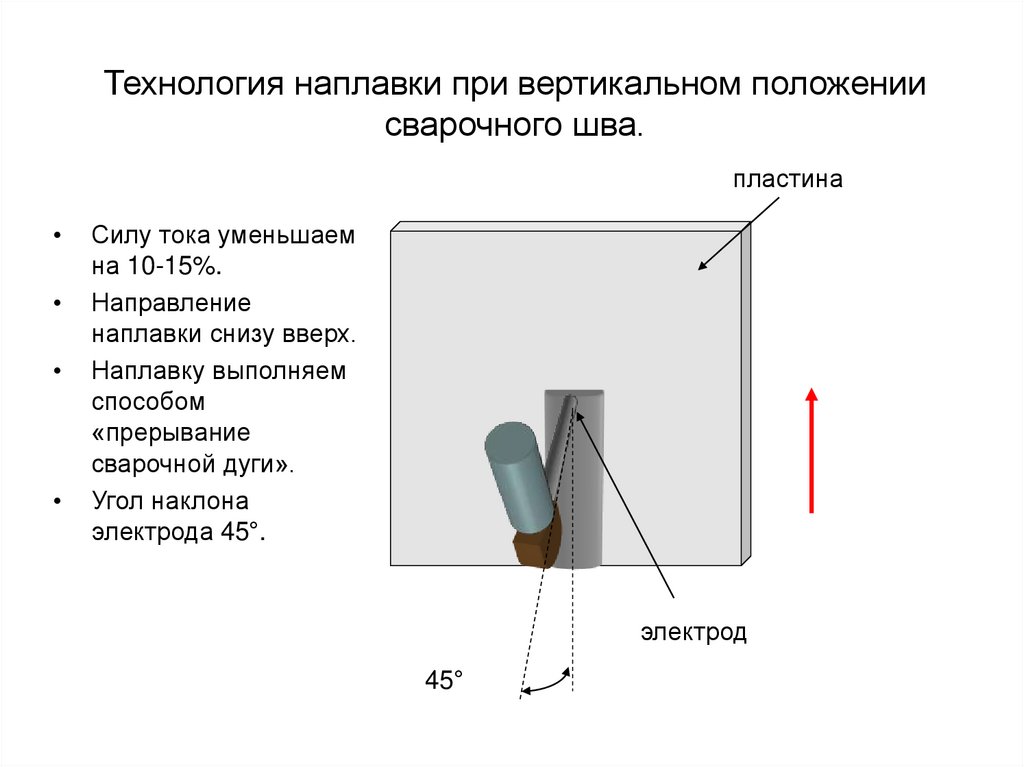 Листовка AVW 22.10.2021
Листовка AVW 22.10.2021
EGW (электрогазовые (дуговые) сварочные аппараты), также известные как (AVW) автоматические вертикальные сварочные аппараты, представляют собой высокоэффективное автоматическое сварочное оборудование, обеспечивающее замкнутый контур управления подъемом тележки посредством обратной связи по току; Толщина сварного шва при одноступенчатой формовке составляет 50 мм, в основном используется для однопроходной сварки вертикальных швов толстолистового проката в нефтяной, химической, доменной и судостроительной промышленности.
Однопроходный вертикальный сварочный аппарат EGW представляет собой высокопроизводительный автоматический вертикальный сварочный аппарат, в котором используется замкнутый контур контроля сварочной дуги в режиме реального времени для точного определения местоположения, управления и регулировки сварочной головки в сварном соединении с помощью обратной связи по току дуги и автоматического перемещения каретки. . Используется для выполнения однопроходных сварных швов в материалах от 9толщиной до 36 мм, но также может использоваться для сварки более толстых листов толщиной до 70 мм при сварке с обеих сторон соединения. Эта машина используется для сварки вертикальных пластин в резервуаре для хранения и во многих других областях.
Эта машина используется для сварки вертикальных пластин в резервуаре для хранения и во многих других областях.
Стандартный электрогазосварочный аппарат EGW-V может иметь одно- или двухстороннюю раму (рекомендуется) для размещения всех необходимых компонентов вместе с операторами для вертикальной сварки с высоким качеством наплавки в любой части резервуара.
Вертикальные сварочные аппараты Характеристики
- Применяет процесс EGW (электрогазовая сварка) для высокоскоростной вертикальной сварки углеродистой стали с FCAW (дуговая сварка порошковой проволокой) Вариант процесса для вертикальной сварки легированной стали
- Легкая передвижная тележка, самоходная, защищенная от непогоды, с полностью изолированной кабиной оператора, которая обеспечивает безопасный доступ к сварному шву и простую настройку и установку
- Легкая алюминиевая гусеница, быстросъемные электромагниты, простая сборка и разборка;
- Мониторинг дуги в режиме реального времени и автоматический контроль уровня сварочной ванны, положения сварочной горелки и автоматическая регулировка электрического вылета;
- Последовательность управления в «автоматическом режиме», позволяющая запускать одной кнопкой.

- Бортовая автономная система непрерывного водяного охлаждения
- Полная интеграция с электросварочными системами LINCOLN в стандартной комплектации (другие сварочные системы по запросу клиента)
- Система привода SEW для надежного и плавного хода
- Различные стандартные конфигурации для резервуаров-хранилищ, устанавливаемых снизу вверх и сверху вниз, или цилиндрических конструкций с толстыми стенками (например, башен, доменных печей).
Характеристики:
- Сварочный шов с принудительным водяным охлаждением, одноступенчатая формовка
- Автоматический контроль уровня жидкости в сварочной ванне, автоматическая регулировка длины удлинения сварочной проволоки
- Алюминиевая направляющая, магнитное поглощение, простая сборка и разборка
- Небольшой объем тележки, малый вес, модульная конструкция
Технические параметры:
- Электрогазовая (дуговая) сварка: сплошная проволока с газовой защитой или проволока с внутренним экраном
- Применимый диаметр резервуара: ≥4,5 м
- Применимая ширина плиты: 1,6–3,2 м (установка вверх) 1,8–2,6 м (установка обратным ходом, резервуар поднят вверх)
- Применимая толщина листа: 8-50 мм
- Скорость автоматической сварки: 0-250 мм/мин
- Максимальная скорость движения автомобиля: 550 мм/мин
Перейдите по ссылке ниже, чтобы получить представление о том, как наша система EGW выполняет сварку 1-дюймового листа длиной 108 дюймов на месте в Австралии.
- https://www.youtube.com/watch?v=lwSXkONvMU4
Модель вертикального сварочного аппарата, которую мы предлагаем: EGW-V, EGW-P, EGW-Jack-UP, EGW=Электрогазосварочный аппарат, который также известен как Вертикальный сварочный аппарат (VUP), является однопроходным аппаратом для вертикальной сварки вверх (VUP) , AVW-многопроходный, AVW-Jack-UP, AVW автоматический вертикальный сварочный аппарат.
Электрогазосварщик | EGW – P – это однопроходные автоматические вертикальные сварочные аппараты
EGW (электрогазовые (дуговые) сварочные аппараты) (Electrogas Welder), которые также известны как (AVW) автоматические вертикальные сварочные аппараты, представляют собой высокоэффективное автоматическое сварочное оборудование, обеспечивающее замкнутый контур управления подъем каретки с обратной связью по току; Толщина сварного шва при одноэтапной формовке составляет 50 мм, в основном используется для однопроходной сварки толстолистового металла в нефтяной, химической, доменной и судостроительной промышленности.
Компактный вертикальный сварочный аппарат без оператора, работающий на обечайке для максимальной гибкости
Устраняет ограничения по ширине листа для обычных вертикальных сварочных аппаратов кожухи, дымоходы и т. д.) и вертикальные панели
Экономичный, но достаточно прочный для сварки в тяжелых условиях.
Специальные модели для сварки на наклонной поверхности (например, крыша резервуара, наклонные сваи)
Однопроходный вертикальный сварочный аппарат EGW представляет собой высокопроизводительный автоматический вертикальный сварочный аппарат, в котором используется замкнутый контур контроля сварочной дуги в режиме реального времени для точного определения местоположения, управления и регулировки сварочной головки в сварном соединении с помощью обратной связи по току дуги и автоматического перемещения каретки. . Он используется для выполнения однопроходных сварных швов в материалах толщиной от 9 до 36 мм, но также может использоваться для выполнения сварных швов более толстых листов толщиной до 70 мм при сварке с обеих сторон соединения.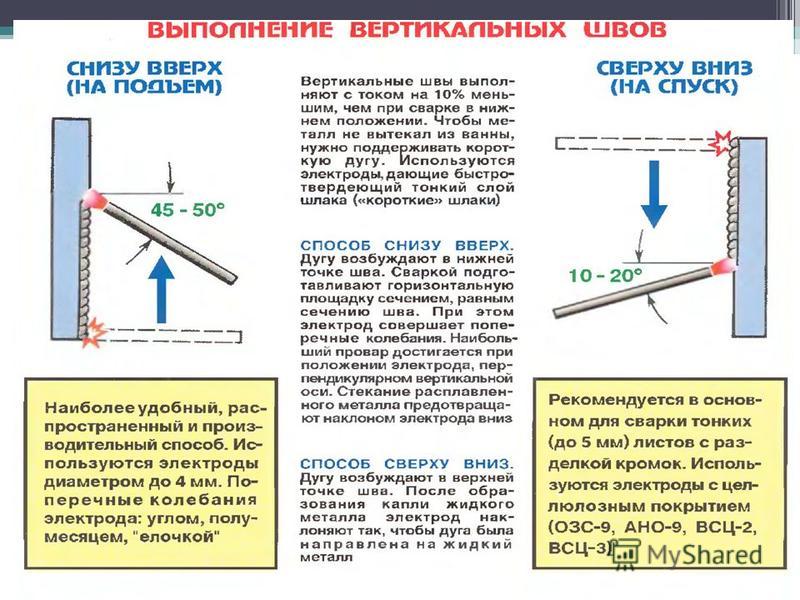 Эта машина используется для сварки вертикальных пластин в резервуаре для хранения и во многих других областях.
Эта машина используется для сварки вертикальных пластин в резервуаре для хранения и во многих других областях.
Характеристики вертикальных сварочных аппаратов
- Использует процесс EGW (электрогазовая сварка) для высокоскоростной вертикальной сварки углеродистой стали с FCAW (дуговая сварка порошковой проволокой) Вариант процесса для вертикальной сварки легированной стали
- Легкая передвижная тележка, самоходная, защищенная от непогоды, с полностью изолированной кабиной оператора, которая обеспечивает безопасный доступ к сварному шву и простую настройку и установку
- Легкая алюминиевая гусеница, быстросъемные электромагниты, простая сборка и разборка;
- Мониторинг дуги в режиме реального времени и автоматический контроль уровня сварочной ванны, положения сварочной горелки и автоматическая регулировка электрического вылета;
- Последовательность управления в «автоматическом режиме», позволяющая запускать одной кнопкой.
- Бортовая автономная система непрерывного водяного охлаждения
- Полная интеграция с электросварочными системами LINCOLN в стандартной комплектации (другие сварочные системы по запросу клиента)
- Система привода SEW для надежного и плавного хода
- Различные стандартные конфигурации для резервуаров-хранилищ, устанавливаемых снизу вверх и сверху вниз, или цилиндрических конструкций с толстыми стенками (например, башен, доменных печей).

Области применения:
- Автоматическая стойка, небольшой объем, легкая конструкция, удобная сборка и разборка, гибкое использование.
- Используется в небольших и узких местах, в основном используется в петрификации, угольных шахтах и электроэнергетике.
Аппарат вертикальной сварки вверх, VUP, электрогазовый сварочный аппарат колонного типа для сварки резервуаров для хранения из углеродистой стали в теплом климате, автоматический аппарат вертикальной сварки AVW
Разработан для однопроходного процесса Lincoln Mechanical Vertishield, в котором обычно используется проволока Lincoln NR431 Innershield . All Time VUP работает по тому же принципу электрогазовой сварки, что и All Time EGW, но имеет конструкцию колонны и седла, а не полностью закрытую конструкцию рамы. Сварочный аппарат All Time VUP, не требующий газовой защиты, является простым и надежным вариантом для вертикальной сварки резервуаров с высоким наплавлением для толщины стенок более 15 мм.
Этот аппарат для вертикальной сварки вверх VUP A.K.A (автоматический аппарат для вертикальной сварки AVW) представляет собой открытую конструкцию колонны для использования с самозащитной проволокой внутреннего экрана Lincoln NR431 для системы сварки с высоким подводом тепла в теплом климате.
Вертикальный сварочный аппарат ВУП Tank Welding LLC. Является вашим полным поставщиком автоматических сварочных аппаратов для резервуаров. Мы специализируемся на изготовлении на заказ автоматических сварочных аппаратов для резервуаров СПГ и резервуаров с плоским дном. У нас есть несколько стандартных проверенных конструкций автоматических сварочных аппаратов (AGW) / 3-часовых сварочных аппаратов. Однопроходная газовая защита EGW (электрогазовая сварка), однопроходная самозащитная установка VUP / вертикальная сварка UP и AVW / многопроходная автоматическая вертикальная сварка, автоматическая вертикальная тележка, ракельная тележка, оборудование для подъема резервуаров и комплексные системы подъема резервуаров, автоматические сварочные аппараты для сварки изогнутых листов под давлением сварка сосуда/сферы/варочного котла. Эта линия оборудования построена с использованием сварочных систем Lincoln или Miller американского производства. AGW Travel приводится в движение первоклассными двойными приводными двигателями с инверторным управлением, разработанными в Германии.
Эта линия оборудования построена с использованием сварочных систем Lincoln или Miller американского производства. AGW Travel приводится в движение первоклассными двойными приводными двигателями с инверторным управлением, разработанными в Германии.
Познакомьтесь со всеми нашими товарами и свяжитесь с нами по телефону или электронной почте. https://tankwelding.com/about-us/
Сварка труб под гору: Орбитальная сварка приносит преимущества без недостатков
Сварщики труб должны выполнять сварку в нескольких положениях — горизонтальном, вертикальном и потолочном — в процессе работы труба. Переход через эти различные позиции проверяет навыки сварщика, и это одна из причин, по которой сварка труб является высококвалифицированной задачей. После потолочной сварки труб вертикальная сварка труб является вторым наиболее сложным положением, поскольку сварщик должен учитывать влияние силы тяжести на расплавленную ванну.
Существует два варианта вертикальной сварки: движение против силы тяжести при сварке вверх по склону или работа под действием силы тяжести для перемещения электрода и сварочной ванны вниз по склону. Сварка труб вниз по склону имеет преимущество в скорости, и в результате она менее утомительна и легче, чем сварка вверх по склону. Однако сварка под уклон не подходит для всех применений, поскольку она влияет на формирование сварного шва.
Сварка труб вниз по склону имеет преимущество в скорости, и в результате она менее утомительна и легче, чем сварка вверх по склону. Однако сварка под уклон не подходит для всех применений, поскольку она влияет на формирование сварного шва.
Сравнение сварки под уклон и сварку под уклон может привести к путанице, поскольку оба типа сварки часто используются в одной и той же отрасли. Например, сварка труб вверх по склону используется для сварки труб на нефтеперерабатывающих заводах, а сварка труб вниз по склону часто используется для соединения более длинных участков трубопровода, которые питают эти нефтеперерабатывающие заводы сырой нефтью. Разница между этими двумя приложениями заключается в толщине используемой трубы и требуемом качестве сварных швов.
Трубы, используемые на нефтеперерабатывающих заводах, обычно толще, чем те, которые используются для трубопроводов, и требуется более высокий уровень проникновения. Вертикальная сварка вверх по склону обеспечивает необходимый провар для сварки более толстых материалов. Необходимость бороться с гравитационным притяжением расплавленного металла заставляет сварщика двигаться медленно и использовать различные методы, помогающие удерживать расплавленный металл на месте, такие как специальные шаблоны для каждого прохода и более длительные паузы в каждой точке шаблона. Они имеют побочный эффект, заключающийся в улучшении проникновения наполнителя глубоко в металл и создании большего сплавления боковых стенок. Тем не менее, эти методы имеют некоторые недостатки.
Вертикальная сварка вверх по склону обеспечивает необходимый провар для сварки более толстых материалов. Необходимость бороться с гравитационным притяжением расплавленного металла заставляет сварщика двигаться медленно и использовать различные методы, помогающие удерживать расплавленный металл на месте, такие как специальные шаблоны для каждого прохода и более длительные паузы в каждой точке шаблона. Они имеют побочный эффект, заключающийся в улучшении проникновения наполнителя глубоко в металл и создании большего сплавления боковых стенок. Тем не менее, эти методы имеют некоторые недостатки.
К недостаткам сварки вверх относятся:
- Тепловложение: Продолжительность времени, необходимого для проталкивания расплавленного металла вверх, вместе с используемыми схемами и временем выдержки приводит к значительной передаче тепла в металл, что может привести к деформации заготовки.
- Прожигание насквозь: Интенсивный нагрев, используемый при сварке вверх по склону, может прожечь основной материал, если дуга опережает присадочный материал.
 Если сварщик движется слишком быстро, он может пройти мимо расплавленной лужи и создать большую дыру, которую будет трудно заполнить.
Если сварщик движется слишком быстро, он может пройти мимо расплавленной лужи и создать большую дыру, которую будет трудно заполнить. - Расплавление материала: Когда высокая температура сочетается с избытком расплавленного металла, вес этого расплавленного металла может превысить его прочность на растяжение и полностью или частично выпасть из сварного шва. Это может привести либо к отверстию, которое необходимо заполнить, либо к выпуклости экструдированного материала, которую необходимо удалить перед повторной обработкой.
Эти недостатки являются неизбежным результатом подвода тепла и отложения материала в течение длительного периода времени, необходимого для сварки в гору. Предотвращение их в значительной степени зависит от развития чувства сварки вверх по склону, которое уравновешивает скорость движения, подвод тепла и наплавку материала. Сварка под наклоном, с другой стороны, выполняется быстрее и в значительной степени зависит от того, чтобы расплавленная лужа не опережала дугу. Он перемещается быстро, наплавляется меньше материала, и, как следствие, сварка под наклоном намного проще.
Он перемещается быстро, наплавляется меньше материала, и, как следствие, сварка под наклоном намного проще.
Скорость является основным преимуществом сварки под уклон. Точно так же сварка вниз по склону позволяет сварщику создать визуально приемлемый шов независимо от используемого процесса. Сварка труб под наклоном легко обеспечивает приемлемый сварной шов с использованием процессов дуговой сварки металлическим электродом в среде защитного газа (SMAW), дуговой сварки металлическим электродом в среде защитного газа (GMAW) и дуговой сварки под флюсом (FCAW) с одинаковой легкостью. К сожалению, это единственные реальные преимущества сварки под уклон. Поскольку сварщик должен мчаться, чтобы опережать расплавленную ванну, время выдержки дуги в любой точке сварного шва резко сокращается, что также ограничивает плавление и осаждение материала. Кроме того, расплавленный металл может переливаться через электрод, загрязнять сварной шов и создавать включения. При дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW) избегают сварки труб под наклоном из-за того, что ванна может попасть на неплавящийся электрод и разрушить его, загрязняя сварной шов.
При дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW) избегают сварки труб под наклоном из-за того, что ванна может попасть на неплавящийся электрод и разрушить его, загрязняя сварной шов.
Сварка труб вниз по склону традиционно предназначена для материалов, которые достаточно тонкие, так что требуемая скорость движения вряд ли вызовет дефекты формирования сварного шва, такие как непровар.
Сварка труб вниз по склону традиционно предназначена для материалов, достаточно тонких, чтобы требуемая скорость движения не вызывала таких дефектов сварного шва, как несплавление. Толщина материала 12,5 мм (0,49 дюйма) обычно считается порогом для эффективной вертикальной сварки под уклон. Тонкие материалы не так легко поглощают и рассеивают тепло, и это помогает расплавить металл и обеспечить полное плавление и проплавление за ограниченное время, которое позволяет сварка на спуске.
Тем не менее, возможны другие типы дефектов сварки. Лужа расплава, движущаяся вниз по склону, может опережать свой защитный газ и приводить к пористости и включению шлака в сварной шов. Специальные расходные материалы, такие как стержни с высоким содержанием целлюлозы, используются при вертикальной сварке вниз по склону, чтобы обеспечить прочный защитный зонтик из защитного газа, помогающий предотвратить загрязнение сварного шва кислородом, водородом или углеродом. Однако даже при использовании специальных расходных материалов всегда возможны дефекты сварки при сварке под уклон. Сварка труб вниз по склону, как правило, зарезервирована для трубопроводов низкого давления или иным образом с низким напряжением, где дефект сварки вряд ли вызовет критический отказ и где скорость производства важнее качества.
Лужа расплава, движущаяся вниз по склону, может опережать свой защитный газ и приводить к пористости и включению шлака в сварной шов. Специальные расходные материалы, такие как стержни с высоким содержанием целлюлозы, используются при вертикальной сварке вниз по склону, чтобы обеспечить прочный защитный зонтик из защитного газа, помогающий предотвратить загрязнение сварного шва кислородом, водородом или углеродом. Однако даже при использовании специальных расходных материалов всегда возможны дефекты сварки при сварке под уклон. Сварка труб вниз по склону, как правило, зарезервирована для трубопроводов низкого давления или иным образом с низким напряжением, где дефект сварки вряд ли вызовет критический отказ и где скорость производства важнее качества.
Все чаще механизированные процессы сварки, такие как орбитальная сварка, вероятно, уменьшат потребность в ручной сварке труб вниз или вверх.

Сварка труб вниз по склону по-прежнему приемлема для нескольких различных труб с низкими техническими характеристиками, где скорость монтажа имеет большее значение, чем качество любого отдельного сварного шва. Однако допуски в производственных и химических процессах всех типов становятся все более строгими. Это необходимо по соображениям качества продукции, безопасности объектов и экологической безопасности. В результате можно с уверенностью предположить, что сварка труб на спуске, а также другие виды сварки труб, которые могут снизить качество для получения скорости, будут менее приемлемыми в будущем. Сокращение числа сварщиков в рабочей силе может также ограничить наличие сварщиков, обладающих навыками сварки труб под наклоном или под уклоном.
Все чаще механизированные процессы сварки, такие как орбитальная сварка, вероятно, уменьшат потребность в ручной сварке труб вниз или вверх по склону. Эти сварочные процессы могут обеспечить более высокое качество сварки без ущерба для общей производительности.