Сварка виды – .
alexxlab | 21.05.2020 | 0 | Разное
Какие виды сварки бывают писание и применение
Оглавление:
Итак, инверторная сварка,- что это? По сути, инверторная сварка является процессом, в котором используется схема, система или некий прибор, задача которого заключается в создании переменного напряжения при использовании источника постоянного тока.
Инверторная сварка
В общую схему такого сварочного аппарата включается сетевой фильтр, сетевой выпрямитель, частотный преобразователь, высокочастотный трансформатор, силовой выпрямитель и управляющая система.
 Естественно, чтобы осуществлять сварку металлических конструкций, не достаточно только сварочного аппарата, потребуется пользоваться еще различными аксессуарами – маской, держателями и, естественно, электродами. Осуществление сварки без электродов просто невозможно. В процессе инверторной сварки пользуются тремя типами электродов – углеродистыми, легированными и высоколегированными.
Естественно, чтобы осуществлять сварку металлических конструкций, не достаточно только сварочного аппарата, потребуется пользоваться еще различными аксессуарами – маской, держателями и, естественно, электродами. Осуществление сварки без электродов просто невозможно. В процессе инверторной сварки пользуются тремя типами электродов – углеродистыми, легированными и высоколегированными.
Основные достоинства сварочных работ с использованием инверторного аппарата таковы:
- розжиг осуществляется легко и быстро, дуга горит устойчиво и обладает хорошей эластичностью;
- высокое качество сварного шва;
- невысокие энергетические затраты при работе;
- достаточно хороший КПД;
- перепады напряжения питания не сказываются на качественных параметрах сварочных соединений;
- данные аппараты легкие и мобильные.
Естественно, как и у любого процесса, у инверторной сварки имеются и свои минусы: сварочные аппараты инверторного типа, как и любые сложные электронные приборы, сильно подвержены влиянию воды, пыли и морозов. По этой причине, аппараты такого типа должны храниться в помещении, обеспечивающем требуемые параметры сухости и теплоты.
Еще одним важным моментом является уход за сварочным аппаратом, периодически будет требоваться открытие корпуса и продувка компонентов прибора при помощи сжатого воздуха.
Аргоновая сварка
Аргоновая сварка является одним из видов сварочных работ, позволяющих производить сваривание сложных и тугоплавких металлов. При помощи этого метода сварки, часто варят алюминий и другие металлы, у которых происходит процесс окисления взаимодействия с воздухом.
 Аргоновую сварку чаще всего применяют в такой отрасли как автомобильная промышленность, во время ремонта различных узлов автомобиля, сделанных из алюминия. Кроме этого, аргоновую сварку используют в металлургической отрасли, к примеру, чтобы осуществлять горячую обработку титана, тантала, ниобия, бериллия, циркония, гафния, вольфрама, урана, тория и чтобы обрабатывать щелочные металлы.
Аргоновую сварку чаще всего применяют в такой отрасли как автомобильная промышленность, во время ремонта различных узлов автомобиля, сделанных из алюминия. Кроме этого, аргоновую сварку используют в металлургической отрасли, к примеру, чтобы осуществлять горячую обработку титана, тантала, ниобия, бериллия, циркония, гафния, вольфрама, урана, тория и чтобы обрабатывать щелочные металлы.
Применение аргона как газа – достаточно распространенная практика, к примеру, электрические лампочки тоже его содержат.
Аргоновая сварка — это достаточно сложный процесс, для осуществления которого требуется высокая квалификация и современное оборудование. Однако, и результат данного процесса на уровне – швы получаются ровными, бывает, что почти незаметные, и в то время очень прочные.
Аргонно-дуговую сварку осуществляют, применяя для этого вольфрамовые электроды и керамическое сопло. Именно по этому соплу на место сварки и поставляется аргон, которые не дает металлу вступить в контакт с атмосферой. А это в свою очередь препятствует окислению металла и обеспечивает выполнение прочного сварного шва.
Аргоновую сварку можно разделить на два вида: на ручную сварку и автоматическую.
 Так чем же хороша аргонно-дуговая резка и сварка металлических конструкций? Для начала, стоит отметить, что в связи с тем, что при данном процессе используется современное оборудование, время работы значительно уменьшается. Помимо этого, аргоновая струя в процессе сварочных работ кроме защиты металла от влияния воздуха еще и сдувает все лишнее и не нужное.
Так чем же хороша аргонно-дуговая резка и сварка металлических конструкций? Для начала, стоит отметить, что в связи с тем, что при данном процессе используется современное оборудование, время работы значительно уменьшается. Помимо этого, аргоновая струя в процессе сварочных работ кроме защиты металла от влияния воздуха еще и сдувает все лишнее и не нужное.
Ну и последнее, но самое главное, данный вид сварочных работ является очень экономичным. Это связано с тем, что при помощи аргона электрическая дуга сжимается и концентрируется в узкой области. По этой причине, имея сравнительно небольшие затраты электроэнергии, можно добить температуры зоны резки порядка 4000…6000°C.
Аргонно-дуговая сварка
Если вам потребовалось сварить стальную конструкцию, то вы, недолго думая, возьмете в руки сварочный аппарат и без труда справитесь с этой задачей. Но что делать, если сварочные работы требуется произвести, к примеру, для алюминиевой конструкции? Тут-то вам и поможет аргонно-дуговая сварка.
Аргонодуговая сварка является сваркой при помощи электрической дуги в инертной аргоновой среде. Для данной сварки могут использовать плавящиеся или неплавящиеся электроды. Как неплавящимся электродом, чаще всего пользуются вольфрамовым электродом.
Горение дуги происходит от свариваемого изделия до неплавящегося электрода (как уже говорилось, скорее всего, вольфрамового). Крепеж электрода производиться к горелке, по соплу которой производиться подача защитного газа. Подача присадочного материала производиться к зоне дуги из вне, в электрической цепи не включается.
Аргоновый сварку могут производить в ручном режиме, когда управление горелкой и присадочным прутком производит сварщик, и в автоматическом режиме, когда перемещение горелки и присадочной проволоки производиться без помощи рабочего.
При сварке неплавящимся электродом, в отличие от сваривания при помощи плавящегося электрода, во время розжига дуги электрод не прикасается к изделию по таким причинам. Для начала, у аргона имеется высокий потенциал ионизации, по этой причине ионизация дугового промежутка при помощи искры от электрода к изделию – это достаточно сложная задача.
Для случая с аргоновой сваркой при помощи плавящегося электрода после касания проволокой детали, зона дуги насыщается парами металла, которые обладают потенциалом ионизации почти в три раза ниже, чем имеет аргон, в результате чего разжигается дуга.
Кроме этого, если произойдет касание детали и вольфрамового электрода, будут происходить такие вещи как загрязнение и интенсивное оплавление. По этой причине во время аргоновой сварки с использованием неплавящегося электрода, чтобы разжечь дугу к сети источника питания параллельно подключают прибор, который называется «осциллятором».
При помощи осциллятора, чтобы зажечь дугу к электроду производиться подача высокочастотных высоковольтных импульсов, ионизирующих дуговое пространство и обеспечивающих розжиг дуги, когда включается сварочный ток. Если аргоновую сварку производят с переменным током, когда дуга разожжена, осциллятор начинает работать как стабилизатор, подающий импульсы к дуге, когда сменяется полярность.
Это нужно для предотвращения деионизации дугового пространства и обеспечения устойчивого горения дуги.

При сварке всех сталей, титана и других материалов, кроме алюминия, используется прямая полярность. При сварке алюминия используется переменный ток, чтобы улучшить разрушение оксидной пленки.
Аргон иногда смешивают с 3–5% кислорода, для уменьшения пористости. Это становиться причиной более активной защиты металла. Аргон в чистом виде производит защиту металла от таких явлений как влага или другие включения, попавшие в сварочную зону. А при помощи кислорода осуществляется выгорание вредных примесей, или их выделение наружу. А это помогает бороться с пористостью.
Сварочный полуавтомат без газа
Если вы решили купить сварочный полуавтомат без газа, то, скорее всего вы уже столкнулись с огромным множеством различных вариантов, представленных на рынке. Давайте же попробуем разобраться в том, как должен выглядеть этот прибор в общем виде.
 Сварочный аппарат должен быть недорогим и мощным. Лучше всего чтобы он работал полуавтоматически, от постоянного тока с использование плавящейся проволоки. Желательно, чтобы в автомате, кроме режима работы без газа на флюсовой проволоке, была еще реализована возможность работы на газу (на углекислом газе и на аргоне).
Сварочный аппарат должен быть недорогим и мощным. Лучше всего чтобы он работал полуавтоматически, от постоянного тока с использование плавящейся проволоки. Желательно, чтобы в автомате, кроме режима работы без газа на флюсовой проволоке, была еще реализована возможность работы на газу (на углекислом газе и на аргоне).
Немаловажный фактором является и выбор компании производителя. Изготовитель выбранного вами аппарата должен находиться в числе лидеров в таких сферах как промышленное и бытовое производство оборудования для сварочных работ. Данная компания должна быть официально представлена на рынке вашей страны, и обладать всеми сертификатами качества и безопасности, а так же иметь сервисные центы обслуживания.
Подача проволоки должна регулироваться плавно. Должна быть возможность реализовать ступенчатую регулировку мощности сварочных токов от 50 до 140 А. В аппарат должна помещаться даже 5-тикилограмовая катушка проволоки. Устройство должно быть снабжено тепловой защитой и принудительным воздушным охлаждением. В автомате должна быть реализована возможность работы с питанием от слабых сетей.
Обмотка в трансформаторе аппарата должна быть выполнена из меди. Устройство должно быть многофункциональным, кроме использования в быту, аппарат должен осилить и производственные потребности (к примеру, ремонтная мастерская и СТО). Хорошо, если аппарат будет снабжаться колесиками, для удобства транспортировки.
Ну и последнее, и самое главное, при выборе сварочного полуавтомата без газа, зайдите в интернет и внимательно изучите отзывы о данном аппарате людей, которые им пользовались, и которым есть с чем сравнивать.
postroyka-dom.com
Сварочные технологии: виды и способы сварки
Сварка — одно из важнейших ремесел для человека. С помощью сварочных технологий нам удается создавать по-настоящему удивительные вещи: от простейших бытовых приборов до космических ракет. В этой статье мы расскажем, как происходит сварка, какие существуют виды сварки и их краткая характеристика.

Содержание статьи
Общая информация
Что такое сварка? Каковы основы сварки? Эти вопросы задаю многие начинающие умельцы. По сути своей, сварка — это процесс соединения разных металлов. Соединение (его также называют швом) формируется на межатомном уровне с помощью нагрева или механической деформации.
Теория сварки металлов очень обширна и невозможно в рамках одной статьи описать все нюансы. Также как невозможно описать все способы сварки металлов, поскольку на данный момент способов около сотни. Но мы постараемся кратко классифицировать методы сварки, чтобы новички не запутались.
Итак, на данный момент возможна термическая, термомеханическая и полностью механическая сварка деталей из металла или других материалов (например, пластика или стекла). При выборе способа сварки учитывается каждый нюанс: толщина деталей, их состав, условия работы и прочее. От этого зависит технология сварки металла.

Термическая сварка — это процесс соединения деталей только с помощью высоких температур. Металл плавится, образуется надежное сварное соединение. К термическим методам относится, например, дуговая и газовая сварка (о них мы поговорим позже).
Термомеханическая сварка — это процесс соединения деталей с помощью высоких температур и механического воздействия, например, давления. К такому типу принадлежит контактная сварка. Деталь нагревается не так сильно, как в случае обычной термической сварки, а для формирования шва используется механическая нагрузка, а не плавление металла как такового.
Механическая сварка — процесс соединения деталей без применения высоких температур и вообще тепловой энергии. Здесь ключевой элемент — механическое воздействие. К такому типу относится холодная сварка, ультразвуковая сварка или соединение деталей трением.
Также существует классификация способов сварки по техническим признакам. Используя такую классификацию можно довольно кратко описать все имеющиеся типы сварки. Они делятся на:
- Сварку в защитной среде (для защиты может использоваться флюс, инертный газ, активный газ, вакуум, защита может быть комбинированной и состоять из нескольких материалов сразу).
- Сварку прерывистую и непрерывную.
- Сварку ручную, механизированную, полуавтоматическую, автоматическую, роботизированную.
Если вы ранее не сталкивались со сваркой и все перечисленное выше кажется чем-то запутанным и непонятным, то не беспокойтесь. Далее мы расскажем, какие самые популярные методы сварки используются в домашних и промышленных условиях.
Вам будем дана характеристика основных видов сварки и некоторые особенности, которые нужно учесть. Кстати, многим видам сварки мы посвящали отдельные статьи, которые вы можете прочесть, открыв рубрику «Виды и способы сварки» на нашем сайте.
Ручная дуговая сварка с применением неплавящихся электродов
Способ ручной дуговой сварки разных металлов с применением неплавящихся электродов — один из самых популярных методов как среди домашних умельцев, так и среди профессионалов своего дела. Ручная дуговая сварка — это вообще один из древнейших способов сварки. Благодаря большому выбору сварочных аппаратов для дуговой сварки такой метод стал доступен широкому кругу сварщиков.
Электрод — это стержень, выполняющий роль проводника тока. Он может быть изготовлен из различных материалов и иметь специальное покрытие.

Технология дуговой сварки неплавящимся электродом крайне проста: детали подгоняют друг к другу, затем электродом постукивают или чиркают о поверхность металла, зажигая сварочную дугу. В качестве основного оборудования используют сварочные инверторы.
Для сварки инвертором выбирают неплавящиеся электроды, сделанные из угля, вольфрама или графита. Во время сварки электрод нагревается до высокой температуры, плавя металл и образуя сварочную ванну, в которой как раз и формируется шов. Такой метод используют для сварки цветных металлов.
Ручная дуговая сварка с применением плавящихся электродов
Виды сварки плавлением металла не заканчиваются на применении неплавящихся стержней. Для работы также можно использовать плавящиеся электроды. Технология сварки металла с использованием плавящихся стержней такая же, что и при работе с неплавящимися материалами.

Отличие лишь в составе самого электрода: плавящиеся стержни обычно изготавливаются из легкоплавких металлов. Такие стержни также пригодны для сварки инвертором в домашних условиях. Здесь шов образуется не только за счет расплавленного металла детали, но и за счет расплавленного электрода.
Дуговая сварка с использованием защитного газа
Способ дуговой сварки разных металлов с использованием защитного газа выполняется с помощью плавящихся и неплавящихся электродов. Технология сварки такая же, как и при классической ручной дуговой сварке. Но здесь для дополнительной защиты сварочной ванны в зону сварки подается специальный защитный газ, поставляемый в баллонах.

Дело в том, что сварочная ванна легко подвержена негативному влиянию кислорода и под его воздействием шов может окислиться и получиться некачественным. Газ как раз и помогает избежать этих проблем. При его подаче в сварочную зону образуется плотное газовое облако, не дающее кислороду проникнуть в сварочную ванну.
Автоматическая и полуавтоматическая сварка с использованием флюса или газа
Автоматическая и полуавтоматическая сварка с применением флюса или газа — это уже более продвинутый способ соединения металлов. Здесь часть работ механизирована, например, подача электрода в сварочную зону. Это значит, что сварщик подает стержень не с помощью рук, а с помощью специального механизма.
Автоматическая сварка подразумевает механизированную подачу и дальнейшее движение электрода, а полуавтоматическая подразумевает только механизированную подачу. Дальнейшее движение электрода сварщик осуществляет вручную.

Здесь защита сварочной ванны от кислорода просто обязательна, поэтому используется газ (по аналогии с дуговой сваркой с применением газов) или специальный флюс. Флюс может быть жидким, пастообразным или кристаллическим. С помощью флюса можно значительно улучшить качество шва.
Прочие методы соединения металлов
Помимо традиционных способов сварки в современной промышленности применяются методы, позволяющие соединить уникальные металлы. Зачастую такие металлы обладают ярко выраженными химическими или тугоплавкими свойствами, отчего привычные способы сварки не подходят для их соединения. Конечно, такие металлы не используются в домашней сварке, но они широко применяются для создания ответственных деталей на крупном производстве.
Мы расскажем про виды сварки плавлением, когда суть сварки заключается в подаче большого количества тепла на маленький участок сварки. К таким методам относится лазерная сварка и плазменная сварка.
Лазерная сварка металлов выполняется с помощью автоматического и полуавтоматического оборудования. Такой процесс сварки может быть полностью роботизирован и не требует присутствия человека. Здесь деталь нагревается, а затем и плавится под воздействием тепла, исходящего от лазерного луча и направленного в определенную точку.
Тепло концентрируется строго в одной точке, позволяя сваривать очень мелкие детали размером менее одного миллиметра. Также с помощью призмы лазер можно расщепить и направиться в разные стороны, чтобы сварить несколько деталей сразу.
Плазменная сварка металлов выполняется с применением ионизированного газа, называемого плазмой. Газ струёй подается в сварочную зону, образовывая плазму. Она работает в связке с вольфрамовым электродом и газ нагревается за счет электрической дуги.
Сам ионизированный газ обладает свойством проводника тока, поэтому в случае плазменной сварки именно плазма является ключевым элементом в рабочем процессе. Также плазма активно защищает сварочную ванну от негативного влияния кислорода. Такой метод сварки используется при работе с металлами, толщиной до 9 миллиметров.
Технологический процесс сварки
Мало знать способы сварки, нужно еще понимать, какие необходимы документы на сварку и из каких этапов состоит сварочный процесс. Конечно, это справедливо только в отношении профессиональных сварщиков, выполняющих работу в цеху или на производстве. Вам это не нужно, если вы собираетесь варить забор на даче, но дополнительные знания тоже не помешают.
Итак, вот наше краткое описание технологического процесса сварки:
- Разработка чертежа
- Составление технологической карты
- Подготовка рабочего места сварщика и подготовка металла
- Непосредственно сварка
- Очистка металла
- Контроль качества
Сам по себе техпроцесс — это полное описание этапов сварки. Технический процесс разрабатывается после того, как будут готовы чертежи будущей металлоконструкции. Чертеж делают, опираясь на правила (ГОСТы, например), при этом во главу ставят качество будущей конструкции и разумную экономию.
Технологический процесс сварки оформляется на специально разработанных для этого бланках. Стандартный бланк для описания техпроцесса называется «технологическая карта». В технологической карте и описываются все этапы производства. Если производство серийное или крупномасштабное, то изложение может быть довольно подробным, с описанием каждого нюанса.
В технологическую карту заносят тип металла, из которого изготовлены детали, способы сварки металлов, используемые для соединения этих деталей, применяемое для этих целей сварочное или иное оборудование, типы присадочных материалов, электродов, газов или флюсов, используемых в работе. Также указывается последовательность формирования швов, их размеры и прочие характеристики.
Также в технологической карте указывают марку электродов, их диаметр, скорость их подачи, скорость сварки, количество слоев у шва, рекомендуемые настройки сварочного аппарата (параметр полярности и величины сварочного тока), указывают марку флюса. Перед самой сваркой детали тщательно подготавливают, очищая их от коррозии, загрязнений и масла. Поверхность металла обезжиривают с помощью растворителя. Если у детали есть значительные видимые дефекты (например, трещины), то она не допускается к сварке.
После сварки предстоит контроль сварочных швов. Этой теме мы посвятили отдельную статью, но здесь кратко расскажем об основных методах контроля. Прежде всего, применяется визуальный контроль, когда сварщик может сам определить наличие дефектов у сварочного соединения. Специалистами проводится дополнительный контроль с помощью специальных приборов (это может быть магнитный контроль, радиационный или ультразвуковой).
Конечно, не все дефекты считаются плохими. Для каждых сварочных работ составляется перечень с дефектами, которые допустимы и не сильно повлияют на качество готового изделия. Контролером может быть сварщик или отдельный специалист. Его имя обязательно указывается в документах, он является ответственным лицом на этапе контроля.
Вместо заключения
В этой статье мы рассказали самое основное. Конечно, мы не сможем перечислить и описать все виды сварочных работ в рамках одной этой статьи, но на нашем сайте вы можете найти материалы, где мы рассказываем все о сварке и объясняем основы сварки различных металлов.
Для любого мастера теория сварочных процессов имеет большое значения, но без практики она не работает. Так что не теряйте время и вслед за чтением статей применяйте знания на практике. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Какие виды сварочных аппаратов бывают? Особенности и характеристики
Какими бывают сварочные аппараты? Виды, различия между ними мы рассмотрим ниже. Эти агрегаты предназначены для разных целей.
Ни одно современное строительство или же крупные мастерские не обходятся без применения сварочного аппарата. Именно этот агрегат в состоянии прочно соединить конструкции из металла. В этой статье будут рассмотрены различные виды сварочных аппаратов.
Сварку заменить практически невозможно. Крепление при помощи анкеров, болтов и хомутов решает проблему временно или же вовсе не может быть применимо по ряду причин.
Многие интересуются, какие виды сварочных аппаратов бывают. Ведь за долгое время существования приборы для сварки претерпели значительные изменения, и в результате появились абсолютно новые модификации. Существуют следующие виды сварочных аппаратов:
- трансформаторы;
- выпрямители;
- инверторные устройства;
- генераторы;
- полуавтоматические приборы.
В настоящее время особой популярностью пользуются сварочные автоматы инверторного типа, а также полуавтоматические виды.
Так какие имеет сварочный аппарат виды? Назначение каждого будет рассмотрено отдельно.
Трансформаторное устройство
Этот сварочный аппарат, виды и типы которого многочисленны, представлен самой ранней модификацией. Речь пойдет о трансформаторах, обладающих предельно унифицированной схемой. Они изменяют ток переменного характера с высоким напряжением до более низкого показателя. Благодаря этому осуществляется процесс сварки.
Регуляция силы тока обеспечивается смещением положения катушечной обмотки относительно друг друга и главного сердечника.
Исходя из способа настройки, все трансформаторные агрегаты можно подразделить на следующие типы:
- тиристорный с фазовой регуляцией;
- с магнитным рассеиванием стандартного вида;
- с магнитным рассеванием увеличенного типа.
Все виды сварочных аппаратов этого типа функционируют на переменном токе. Бесспорно, использование переменного тока вызывает непостоянство электрической дуги. Именно поэтому она нуждается в постоянном поддержании.
Минусы прибора
Нестабильность дуги, высокий уровень газовых примесей и шлаков вызывает разбрызгивание металла и портит качество сварочного шва.
Помимо этого, трансформаторные приборы имеют достаточно большой вес, потребляют много тока и чувствительны к перепадам напряжения.
Но опытный мастер сможет осуществить качественную сварку даже этим аппаратом. Агрегат применяется во многих сферах по сегодняшний день.
Популярные модели трансформаторов
Трансформаторами с приемлемой стоимостью являются аппараты ММА. Они отличаются простой конструкцией и средним уровнем функциональности, так как процесс соединения металла осуществляются на переменном токе.
Среди лидеров можно отметить итальянские фирмы BLUE WELD (агрегатом, снискавшим особую популярность, стала модель BLUE WELD BETA 422 817162) и Helvi. Последняя производит устройства с высоким показателем значения тока. В сегменте этого производителя вы можете найти показатель мощности 550 Вт. К примеру, у прибора Helvi Universal 550 1534830.
Практически все производители оснащают агрегаты колесиками для транспортировки.
Выпрямители
Сварочные аппараты (виды, различия мы рассматриваем) представлены и выпрямителями.

Это следующее поколение агрегатов после трансформаторных. Разработчики смогли устранить все минусы устройства, функционирующего на переменном токе. Данные виды сварочных аппаратов помимо понижения напряжения, поступающего из сети, могут преобразовывать переменный ток в постоянный. Это обеспечивается включенными в схему аппарата полупроводниковыми диодами, превращающими синусоидальный ток в линейный. Линейный тип отличают постоянство и пологоподающие свойства.
Положительные характеристики устройства
Высокий уровень стабильности электродуги позволяет сваривать металл герметично. Также снижен уровень разбрызгивания материала. Сварочное соединение получается крепким и однородным. К плюсам данного устройства можно отнести и то, что ему подходят все типы электродов. Сваривать можно медь, никель, титан и даже их сплавы.
Популярные модели
- Среди выпрямителей следует отметить итальянский агрегат BlueWeld SPACE 280 AC/DC 814300. Он отличается универсальностью, так как функционирует как при постоянном, так и при переменном токе в широком диапазоне от 10 до 220 А. Аппарат отличает долгосрочная служба. Он способен варить нержавейку и чугун. Прекрасно подойдет для пользования в частном хозяйстве.
- Для профессионалов подойдет аппарат-выпрямитель для сварки TIG-методом BLUE WELD KING TIG 280/1 AC/DC-HF/Lift 832201. Аппарат обладает высокой мощностью и может варить даже такие металлы как титан, алюминий, медь, нержавейка т. д. Он очень удобен и унифицирован при работе. Этот агрегат функционирует не только TIG-, но и ММА-методом. Управляется прибор посредством цифрового дисплея, расположенного на передней панели.
Инверторные устройства
В этой главе будет рассмотрен инверторный сварочный аппарат, виды и преимущества этого агрегата.

Такие устройства с технической точки зрения считаются самыми удачными. Данные виды сварочных аппаратов (фото некоторых моделей представлены в этой статье) имеют небольшой вес в сочетании с высоким уровнем функциональности. Такие параметры сделали агрегат одним из самых востребованных на рынке.
Автоматизированная настройка прибора позволяет осуществлять сварочные работы даже людям, не имеющим опыта в этом деле. Профессионалам же предоставляется возможность повысить уровень производительности.
Принцип функционирования инверторного устройства
Все разновидности инверторных аппаратов имеют простую схему. Переменный ток проходит через сетевой выпрямитель и преобразуется в постоянный. После этого он попадает в блок прибора, который служит частотным преобразователем, и там вновь превращается в переменный ток, но с большим показателем частотности.
Затем к работе подключается миниатюрный блок с высокой частотой, где понижается напряжение. Последним звеном в схеме служит силовой выпрямитель. В результате на выходе получается постоянный ток высокой мощности.
Функциональность частотного преобразователя обеспечивает микропроцессорный блок автоматизированного контроля. Он и настраивает широкий диапазон вольтамперных показателей от низкоподающих до высоких показателей.
Главным достоинством инверторного устройства является то, что оно на выходе дает идеально гладкую кривую. Поэтому электрическая дуга отличается высоким уровнем стабильности.
Инверторы можно настроить с максимальной точностью. Поэтому они позволяют проводить качественную сварку и выполнять разнообразные задачи. Эти агрегаты не реагируют на скачки напряжения. Показатели сварочного шва весьма высоки. Соединению подлежит даже тонкостенный лист металла.
Показатель КПД агрегата составляет не ниже 90%. Для сравнения, некоторые устройства обладают показателем 30%.
Инверторы варят как черные, так и цветные металлы с любыми показателем толщины и при любой позиции в пространстве. В данном типе сварки применимы все виды электродов.
Инверторное устройство обладает широким диапазоном регулирования тока для сваривания. Это дает возможность применять аргонодуговую сварку неплавящимся электродом.
Каждый инвертор обладает функцией Hot start (горячий старт), обеспечивающей поджигание электрода при максимальной подаче тока.
Имеется опция Anti-Sticking, при помощи которой при коротком замыкании происходит снижение сварного тока до минимальных показателей. Это позволяет электроду избежать залипания при соприкосновении с деталью.
Функция Arc Force предотвращает залипание в миг отрыва металлической капли, мощность тока при этом резко возрастает до нужного показателя.
Сварочный инвертор любого типа способен поддерживать заданный ток на постоянном уровне. Эти показатели позволяют не так критично оценивать длину дуги, что облегчает работу мастера, особенно не обладающего должным опытом. При этом качество шва не находится в зависимости от длины дуги.
Недостатки агрегата
- Отрицательное воздействие пыли на работу аппарата (производители советуют дважды в год очищать его от скопившейся грязи). Если он функционирует на стройке, то делать это надо гораздо чаще
- Сварочные аппараты плохо переносят низкую температуру окружающей среды. Так, при показателе меньше -15 градусов по Цельсию использование агрегата нецелесообразно.
- Длина каждого кабеля для сварки при подключении прибора не должна быть выше 2,5 м. Но это дело привычки.
Популярные модели инверторов
Самые распространенные виды инверторных сварочных аппаратов представлены несколькими моделями.
Агрегаты финской фирмы Kemppi являются лидерами в области сварки. Следует отметить модель Kemppi MINARC 150VRD. Она способна производить самостоятельную коррекцию параметров дуги. Для работы с прибором подходят все типы электродов. Он прекрасно переносит пыль и влагу.

Немецкий производитель Fubag производит высококачественные сварочные аппараты. Виды, преимущества которых отмечают многие профессионалы, функционируют при напряжении от 85 до 265 А. Они нечувствительны к перепадам напряжения, что обеспечивается функцией Protec 400. Большим спросом пользуется однофазное инверторное устройство Fubag In 163, подходящее даже для новичков. Оно производит ровный аккуратный шов, не разбрызгивает металл.
 На рынке сварочных инверторов итальянская марка Telwin завоевала положительную репутацию. Аппараты функционируют при напряжении 220 В на постоянном токе. Агрегаты отличают компактность и небольшой вес. Внимания заслуживает модель Telwin Force 165. Она прекрасно выдерживает скачки напряжения в пределах 15%.
На рынке сварочных инверторов итальянская марка Telwin завоевала положительную репутацию. Аппараты функционируют при напряжении 220 В на постоянном токе. Агрегаты отличают компактность и небольшой вес. Внимания заслуживает модель Telwin Force 165. Она прекрасно выдерживает скачки напряжения в пределах 15%.
Итальянская марка ProfHelper громко заявила о себе в 2007 году. Производитель представляет модели с отличной функциональностью. К примеру, инвертор Prestige 181S, работающий при напряжении 165 В, прекрасно переносит перепады напряжения. В схеме конфигурации есть стабилизатор. Аппарат легок. Его масса равна 8,5 кг. Сварочные работы, проведенные этим аппаратом, отличаются высоким качеством.

Brima является проверенной немецкой маркой. В ряду моделей следует отметить инвертор Brima Tig 200 A. Он отличается компактностью и удобством. Обеспечивает высокий уровень чистоты свариваемых металлов. При наличии короткого замыкания падение напряжения до 0 А происходит в автоматическом порядке, избавляя тем самым от порчи электрод, а металл – от оседания на нем грязи.

Полуавтоматические приспособления
Все полуавтоматические разновидности сварочных аппаратов (фото одной из моделей представлено ниже) дают возможность не только уменьшить затраты времени на работу, но и добиться высоко качества сварки. Шов отличается тем, что он сплошной, так как постоянная смена электродов не требуется.

Существуют следующие виды полуавтоматических сварочных аппаратов:
- полуавтоматы производят сварочную работу в газовой среде;
- сплошная проволока электродов к дуге подается автоматически.
Какой газ используется?
В качестве газа могут быть применены:
- азот;
- кислород;
- углекислый газ.
Из инертных газов задействуются гелий и аргон. Зачастую их смешивают.
Плюсы газовой сварки
Достоинства газовой сварки в том, что аппарат защищает от отрицательного воздействия газового состава воздух и является стабилизатором электрической дуги. Он придает определенные характеристики сварному шву.
Через горелку подается проволока, являющаяся заменой штучного электрода. Осуществляя подборку газов и разных типов электродной проволоки, можно изменить свойства ванны для сварки.
Высоким уровнем функциональности обладают полуавтоматические устройства, варящие порошковой проволокой.
При надобности можно купить и полуавтоматический аппарат, рассчитанный как на газы, так и на проволоки порошкового типа.
Известные полуавтоматические модели
Так какие виды сварочных аппаратов полуавтоматов стали наиболее востребованными на рынке? Они представлены довольно широким рядом.
Заслуживающими внимания считаются следующие виды полуавтоматических сварочных аппаратов:
- “Циклон” ПДГ-240 ДАВ от отечественного производителя. Он оснащен несколькими режимами, имеет защитную функцию от перегрева и высокое значение тока для сварки 240 А. Агрегат подходит для кузовных работ и сваривания металлических конструкций из стали. Подлежит починке и имеет хороший уровень производительности.
- “Ресанта” САИ ПА 165. Устройство включено в бюджетную группу. Обладает легким весом и оптимальными габаритами, устойчивостью к перепадам в напряжении. Обладает системой охлаждения и электронной начинкой класса IGBT.
- “Энергомаш” СА-97ПА20. Профессионалы полюбили этот прибор за надежность. Он подходит как для бытового применения, так и для крупных мастерских. Модель функционирует на проволочной сварке при подаче газа и без него. Экономно потребляет электроэнергию, обладает рядом вспомогательных функций.
- Если вы находитесь в поиске агрегата для MIG-MAG-метода, то следует обратить внимание на немецкую модель Fubag TSMIG 180. Применима для работы с защитным газом, а также с флюсовой проволокой. Перегрев аппарата невозможен благодаря встроенной системе охлаждения. Максимальный показатель силы тока равен 145 А. Прибор станет прекрасным выбором тех, кто проводит сварку в гараже или же в загородных домах. Сваривает низкоуглеродистые и низколегированные металлы, а также нержавейку. В комплектацию входят защитная маска, газовые шланги, два контактных наконечника, катушка проволоки для сварки, а также специальная горелка для MIG-MAG-работ.
Сварка посредством TIG-аппарата
Сварочные аппараты постоянного тока, виды которых описаны в этой статье, представлены и TIG-устройствами. Приборы подобного типа сваривают металл с повышенным уровнем соединения. Они являются незаменимыми при соединении особенно трудных швов.
Помимо надежности приборы отличаются и эстетичностью работы. При сварке TIG-аппаратами используются электроды из графита или вольфрама. Аппарат функционирует по следующему принципу: по подающим шлангам к горелке проходит инертный газ, а от электроблока AC/DC – электричество. Электрод установлен в горелке. Баллоны могут быть заправлены гелием, азотом и их смесью.
Обычно при сваривании неплавящимся электродом капельного переноса в сварочную ванну нет. Поэтому используются расходники дополнительного характера: специальные присадки-проволоки или же ленты. Присадки обладают различным химическим составом. Это позволяет менять свойство сварного шва.
При токе с постоянным значением варят чугун и различную сталь. Переменный ток используется при сваривании деталей из цветных металлов.
Аргонодуговая сварка является сложной. Она требует от мастера достаточного опыта и знаний. Новичкам использовать TIG-аппараты не рекомендуется, несмотря на то что настраивается прибор автоматически и обладает унифицированными функциями.
Начинать советуют с обыкновенного инвертора. Это позволит научиться держать дугу и осуществлять сварку металла.
Сварочный аппарат TIG используется во многих сферах при работе с чугуном, сталью и цветными металлами. Относительно невысокий уровень производительности этих агрегатов компенсируется качественными швами и незначительными потерями металла.
Оборудование для точечной сварки работает по следующему принципу: ток варит металл под давлением. Электродуга способствует образованию локального расплава металла обеих заготовок. При окончании короткого воздействия дуги давление клещей повышается. В результате металл кристаллизуется и соединяет изделия друг с другом. В большинстве случаев точечный вид сварки используется для работы с листовым материалом.
Чтобы закрепить листы большой площади по центру, используют односторонний пистолет. При его действии получаются два сварных точечных соединения, которые расположены рядом.
Для споттеров существует широкий ассортимент шпилек, петель, наварных крюков, заклепок и др.
Плюсы точечной сварки
Среди ее достоинств следующие:
- высокий уровень производительности;
- крепкое соединение;
- внешняя эстетичность шва.
Положительные и отрицательные стороны аргонодуговой сварки
К плюсам данного вида сварки можно отнести:
- высокий уровень качества сварного шва;
- надежное соединение;
- долгосрочную службу;
- сваривание титана и нержавеющей стали.
К недостаткам относят:
- необходимость специализированной подготовки к работе;
- невозможность некоторых моделей функционировать в режимах DC, AC/DC.
Популярные модели аппаратов для TIG-сварки
Рассмотрим ряд моделей, пользующихся особых спросом:
- “Ресанта” САИ 180 АД. Обладает большим удобством, чем трансформаторы или выпрямители, благодаря наличию таких функций как Arc Force, Anti Stick и Hot Start. Сила тока для сварки составляет 180 А, но ПВ при максимальной подаче тока равна 70%. Это говорит о высоком уровне производительности, так как агрегат может функционировать беспрерывно на протяжении 7 минут, а 3 минуты находится в бездействии. Это обеспечивается туннельной охлаждающей системой. Также агрегат может работать при низком напряжении 198 В.
- Тем, кто ищет устройство с высокой мощностью, рекомендуется обратить внимание на аппарат “Сварог” TIG 300 S. Это прибор профессионального уровня, функционирующий при напряжении 380 В. Выносит перепады напряжения в пределах 15%. Регулировка силы подачи тока производится плавно, что дает возможность задавать точные параметры для сварочной работы. Агрегат обладает встроенной вентиляционной системой и схемой охлаждения, что обеспечивает долгосрочную службу прибора.
Сварочные аппараты, применяемые для автомобилей
Многие интересуются, какие виды сварочных аппаратов бывают для автомобилей.
Кузов является главным элементом каждой машины. Он требует тщательного ухода и точной диагностики перед ремонтом.
В автомастерских часто используются сварочные работы. Многие автолюбители проводят ее в своих гаражах даже самостоятельно.
Существуют следующие разновидности сварочных аппаратов для авто:
- Точечная сварка требуется в том случае, если нужно локально соединить две заготовки. Такие аппараты получили название споттеров. Без них не обходится автомобильная промышленность, а также крупные мастерские по ремонту машин. Для мастерских, базирующихся на кузовном ремонте, лучшим вариантом будет покупка профессионального агрегата, обладающего высокой мощностью и функциональностью.
- Также широко применяется углекислотная сварка. Толщина металла кузова машины равна 0,8-1 мм. Для качественной сварки без прожига понадобится углекислотный агрегат. Освоить технику работы с прибором, функционирующим на переменном токе, гораздо сложнее, чем использовать углекислотный. Сварочная работа на нем проводится посредством проволоки, подающейся в зону сварки автоматически или же электродом из вольфрама. Он, в отличие от проволоки, не подлежит плавлению в среде защитного газа. Углекислотный агрегат приобрел широкую популярность в авторемонтных мастерских. Полуавтомат сваривает листы из стали, толщина которых составляет от 0,8 до 6 мм. Сварочный шов при этом отличается эстетичностью и высоким качеством.

Распространенные модели
Разновидности сварочных аппаратов для авто представлены самыми разными производителями. Внимание следует обратить на следующие популярные марки:
- Brima ПДГ-240Д;
- Shyuan MIG-300;
- “Ресанта” САИПА-220;
- INTERTOOL DT-4319;
- “Тэмп” ПДУ-1,8-УЗ-220.
В этой статье описано, какие имеют сварочные аппараты виды. Характеристики, как видно, существенно варьируются.
fb.ru
Виды сварок
Сварочные работы по металлу – один из самых надежных способов соединения деталей и конструкций. Как технологический процесс сварка известна практически со времен, когда человек научился выплавлять металлы из руды и соединять части самородков драгоценных металлов. Если сделать краткий экскурс в историю, то виды сварки по хронологии будет размещены так:
• соединение способом промежуточного литья;
• кузнечно-горновая сварка;
• контактная (стыковая) сварка – 1856 г., лорд Кельвин;
• ручная электродуговая сварка – 1882 г., российский изобретатель Н.Бернардос;
• электрическая дуговая сварка – 1890 г., российский ученый Н. Славянов;
• сварка флюсом – 1929 г. советский ученый Д.Дульчевский;
• остальные современные способы: порошковыми материалами, электрошлаковая, контактная, плазменная, сварка под водой – почти все были изобретены и внедрены в Институте электросварки им. Е.О.Патона.
Самые востребованные виды сварки
Компания Азмен специализируется на предоставлении услуг по обработке металла – все виды сварки на заказ. Наша компания располагает всем необходимым современным оборудованием и специалистами самой высокой квалификации в этой области. В зависимости от требований, которые выдвигаются параметрами сварочных швов и типа материалов для соединения, мы выбираем наиболее эффективный из существующих видов сварки.

Сварка электрической дугой
Это самый распространенный способ соединения металлов и применяется в двух видах: ручной режим и на сварочных автоматах. Принцип действия основан на свойствах электрической дуги с очень высокой температурой, которая возникает при прохождении электрического тока через электроды и свариваемую поверхность вследствие существующей разности потенциалов. Электрическая дуга сильно нагревает поверхность металла и соединяет его сварочным швом. При этом образуется окалина, которую и последствии обивают, а шов шлифуют.
Заказать сварку электрической дугой Вы можете в нашей компании по доступной цене.
Сферы применения: выполнение коротких и криволинейных швов различной сложности, в труднодоступных местах, например, при изготовлении металлоконструкций и каркасов для строительства и промышленности, соединение закладных деталей, сварка трубопроводов и пр.
Газовая сварка
Выполняется с использованием обогащенной кислородной смеси в среде горючих газов (ацетилен – чаще всего, водород, метан, пропан). Этот способ больше подходит для сварки деталей из цветных металлов, тонкостенных деталей и легкоплавких марок стали, так как газовая сварка позволяет легко регулировать температуру горения, а значит, и нагрева свариваемых поверхностей.
Сферы применения: чаще всего этот тип сварки применяют в бытовых нуждах, для ремонта автомобилей, резервуаров и инженерных сетей из цветных металлов и стали толщиной до 3 мм.
Электрошлаковая сварка
По сути, это один из видов электродуговой сварки, но в процессе работы металлы соединяются в образующейся сварной ванне. Это дает более широкое поле для соединения и позволяется проваривать даже толстые заготовки и детали.
Сфера применения: целесообразно применять для заготовок толщиной больше 40 мм. Этот способ – самый эффективный для деталей свыше 100 мм толщиной. Кстати, рекордная толщина свариваемых электрошлаковой сваркой изделий – 2600 мм.
Сварка под флюсом
Усовершенствованной разновидностью электрошлакового способа является сварка под флюсом, то есть, когда расплавление конца электрода и свариваемых поверхностей происходит под слоем гранулированного флюса, который от нагревания дугой образует газовый пузырь, в котором образуется сварной шов. По мере остывания флюс образует сварную корку, которая легко отделяется от шва. Сварка под флюсом бывает автоматической и полуавтоматической. В сравнении с обычной электродуговой сваркой этот вариант имеет намного большую производительность – в 5-10 раз, а благодаря повышенным температурам в области сваривания резко увеличивается глубина проплавления металла. Еще одним огромным плюсом можно назвать высокую экономичность – потери материалов уменьшаются на 5-15% (за счет полного отсутствия разбрызгивания), а экономия электроэнергии – до 30-40%.
Сфера применения: в виду того, что этот способ возможно выполнять только в цеховых условиях, его применяют в массовых производствах для соединения деталей с прямолинейными и кольцевыми швами большой длины на деталях с достаточной толщиной. Пример – сваривание труб большого диаметра, изготовление балок для кранов, в кораблестроении.
Контактная сварка
Еще ее называют точечной сваркой, осуществляется путем нагревания током металла до размягчения и далее под действием усилия осуществляется соединение частей точками. Скорость этого процесса очень высокая – до 600 точек в минуту.
Сфера применения. Используется для сваривания очень тонких деталей (от 0,01 мкм), а также, для листов стали толщиной не больше 20 мм. Находит применение в изготовлении электроники, авиационной промышленности и судостроении, машиностроении.

Сварка неплавящимся электродом
Суть этого способа соединения в том, что процесс сваривания осуществляется в среде инертного газа, который защищает неплавящийся электрод и металл от кислорода в воздухе. Инертный газ подается через специальное сопло, а его вид выбирается в зависимости от материала электрода:
• для вольфрамового электрода применяется аргон, гелий, или их смесь;
• для медных электродов и со вставками гафния или циркония берут азот;
• для графитовых электродов со вставками тугоплавких металлов также применяют аргон.
Сфера применения. Этим способом можно отлично соединять все виды стали, цветные металлы, а также, разнородные сплавы металлов. Неплавящимся электродом лучше всех других способов сваривать тонколистовой металл – швы практически незаметны.
Плазменная сварка
Такой способ – это проведение работ в среде ионизированного газа, а специальная методика сжатия электрической дуги в плазмотроне позволяет достигать очень высоких температур – до 30 тысяч градусов (против 5-7 тысяч в парах аргона, например). Благодаря этому происходит более глубокое проплавление металла. А шов получается очень тонкий и аккуратный.
Сфера применения. Соединение деталей из самых различных сплавов, в том числе очень тугоплавких, в изготовлении толстостенных деталей, габаритный конструкций.
Мы предлагаем сварочные работы всех видов на заказ в Москве.
Сохранить
Поделитесь информацией
azmen.a-idea.ru
Виды сварки
Сварка плавлением.
Сварка плавлением осуществляется при нагреве сильным пламенем кромок свариваемых деталей, в результате чего кромки в месте соединения расплавляются, сливаются между собой, образуя общую сварочную ванну, в которой происходят некоторые физические и химические процессы.
Сварка давлением.
Сварка давлением осуществляется пластическим деформированием металла в месте соединения под действием сжимающих усилий. В результате, различные загрязнения и окислы на свариваемых поверхностях вытесняются наружу, а чистые поверхности сближаются по всему сечению на расстояние атомного сцепления.
Основные виды сварки:
Ручная дуговая сварка осуществляется покрытыми металлическими электродами. К электроду и свариваемому металлу подводится переменный или постоянный ток (AC или DC) , в результате чего возникает дуга, постоянную длину которой необходимо поддерживать на протяжении всего процесса сварки.
Дуговая сварка под флюсом. Сущность сварки состоит в том, что дуга горит под слоем сварочного флюса между концом голой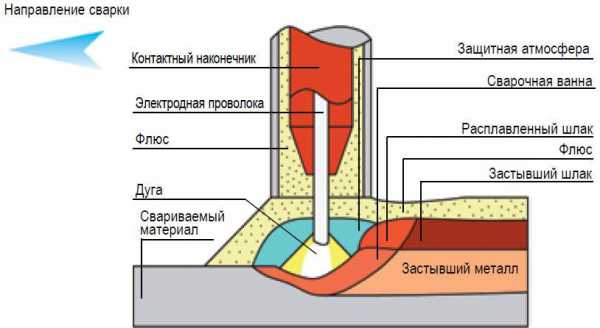 электродной проволоки. При горении дуги и плавлении флюса создаётся газошлаковая оболочка, препятствующая отрицательному воздействию атмосферного воздуха на качество сварного соединения.
электродной проволоки. При горении дуги и плавлении флюса создаётся газошлаковая оболочка, препятствующая отрицательному воздействию атмосферного воздуха на качество сварного соединения.
Дуговая сварка в защитном газе производится как неплавящимся (чаще вольфрамовым), так и плавящимся электродом.
При сварке неплавящимся электродом дуга горит между электродом и свариваемым металлом в защитном инертном газе. Сварочная проволока вводится в зону сварки со стороны.
Сварка плавящимся электродом выполняется на полуавтоматах и автоматах. Дуга в данном случае возникает между непрерывно подающейся голой проволокой и свариваемым металлом.
В качестве защитных газов применяют инертные (аргон, гелий, азот) и активные газы (углекислый газ, водород, кислород), а также смеси аргона с гелием, углекислым газом или кислородом; углекислого газа с кислородом и др.
Газовая сварка осуществляется путём нагрева до расплавления свариваемых кромок и сварочной проволоки высокотемпературным газокислородным пламенем от сварочной горелки. В качестве горючего газа применяется ацетилен и его заменители (пропан-бутан, природный газ, пары жидких горючих и др.)
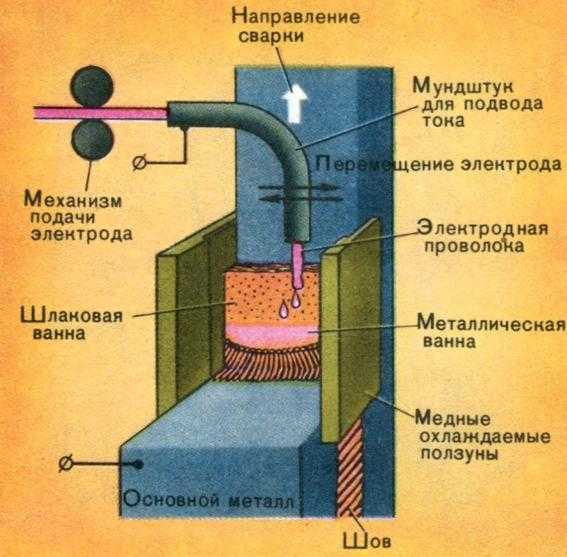
Электрошлаковая сварка применяется для соединения изделий любой толщины в вертикальном положении. Листы устанавливают с зазором между свариваемыми кромками. В зону сварки подают проволоку и флюс. Дуга горит только в начале процесса. В дальнейшем после расплавления определённого количества флюса дуга гаснет, и ток проходит через расплавленный шлак.
Контактная сварка осуществляется при нагреве деталей электрическим током и их пластической деформации (сдавливании) в месте нагрева. Нагрев достигается за счёт сопротивления электрическому току свариваемых деталей в месте их контакта. Существует несколько видов контактной сварки, отличающихся формой сварного соединения, технологическими особенностями, способами подвода тока и питания электроэнергией.
Виды контактной сварки:
• стыковой контактной сваркой свариваемые части соединяют по поверхности стыкуемых торцов;
• точечной контактной сваркой соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия;
• рельефная контактная сварка осуществляется на отдельных участках по заранее подготовленным выступам – рельефам;
• при шовной контактной сварке соединение элементов выполняется внахлёстку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва.
Электронно-лучевая сварка. Сущность процесса сварки электронным лучом состоит в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. При бомбардировке поверхности металла электронами подавляющая часть их кинетической энергии превращается в теплоту, которая используется для расплавления металла.
Для сварки необходимо: получить свободные электроны, сконцентрировать их и сообщить им большую скорость, чтобы увеличить их энергию, которая при торможении электронов в свариваемом металле превращается в теплоту.
Электронно-лучевой сваркой сваривают тугоплавкие и редкие металлы, высокопрочные, жаропрочные и коррозионно-стойкие сплавы и стали.
Диффузионная сварка в вакууме имеет следующие преимущества: металл не доводится до расплавления, что даёт возможность получить более прочные сварные соединения и высокую точность размеров изделий; позволяет сваривать разнородные материалы: сталь с алюминием, вольфрамом, титаном, металлокерамикой, молибденом, медь с алюминием и титаном, титан с платиной и т. п.
Плазменной сваркой можно сваривать как однородные, так и разнородные металлы, а также неметаллические материалы.  Температура плазменной дуги, применяемой в данном виде сварки, достигает 30 000 C. Для получения плазменной дуги применяются плазмотроны с дугой прямого или косвенного действия. В плазмотронах прямого действия плазменная дуга образуется между вольфрамовым электродом и основным металлом. Сопло в таком случае электрически нейтрально и служит для сжатия и стабилизации дуги. В плазмотронах косвенного действия плазменная дуга создаётся между вольфрамовым электродом и соплом, а струя плазмы выделяется из столба дуги в виде факела. Дугу плазменного действия называют плазменной струёй. Для образования сжатой дуги вдоль её столба через канал в сопле пропускается нейтральный одноатомный (аргон, гелий) или двухатомный газ (азот, водород и другие газы и их смеси). Газ сжимает столб дуги, повышая тем самым температуру столба.
Температура плазменной дуги, применяемой в данном виде сварки, достигает 30 000 C. Для получения плазменной дуги применяются плазмотроны с дугой прямого или косвенного действия. В плазмотронах прямого действия плазменная дуга образуется между вольфрамовым электродом и основным металлом. Сопло в таком случае электрически нейтрально и служит для сжатия и стабилизации дуги. В плазмотронах косвенного действия плазменная дуга создаётся между вольфрамовым электродом и соплом, а струя плазмы выделяется из столба дуги в виде факела. Дугу плазменного действия называют плазменной струёй. Для образования сжатой дуги вдоль её столба через канал в сопле пропускается нейтральный одноатомный (аргон, гелий) или двухатомный газ (азот, водород и другие газы и их смеси). Газ сжимает столб дуги, повышая тем самым температуру столба.
Лазерная сварка. Лазер – оптический квантовый генератор (ОПГ). Излучателем – активным элементом – в ОПГ могут быть: 1) твёрдые тела – стекло с неодимом, рубин и др.; 2) жидкости – растворы окиси неодима, красители и др.; 3) газы и газовые смеси – водород, азот, углекислый газ и др.; 4) полупроводниковые монокристаллы – арсениды галлия и индия, сплавы кадмия с селеном и серой и др. Обрабатывать можно металлы и неметаллические материалы в атмосфере, вакууме и в различных газах. При этом луч лазера свободно проникает через стекло, кварц, воздух.
Холодная сварка металлов. Сущность этого вида сварки состоит в том, что при приложении большого давления к соединяемым элементам в месте их контакта происходит пластическая деформация, способствующая возникновению межатомных сил сцепления и приводящая к образованию металлических связей. Сварка производится без применения нагрева. Холодной сваркой можно получать соединения стык, внахлёстку и втавр. Этим способом сваривают пластичные металлы: медь, алюминий и его сплавы, свинец, олово, титан.
Сварка трением выполняется в твёрдом состоянии под воздействием теплоты, возникающей при трении поверхностей
свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей.
Сварка ультразвуком. При сварке ультразвуком неразъёмное соединение металлов образуется при одновременном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. Этот способ применяется при сварке металлов, чувствительных к нагреву, пластичных металлов, неметаллических материалов.
Сварка взрывом основана на воздействии направленных кратковременных сверхвысоких давлений энергии взрыва порядка (100…200) Х 108 Па на свариваемые детали. Сварку взрывом используют при изготовлении заготовок для проката биметалла, при плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическим и химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов. основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами. Такая сварка может производиться с подводом тока контактами и с индукционным подводом тока.
sparkking.ru
Сварка как процесс. Виды сварки
Как происходит сварка.
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
* ручную дуговую сварку
* полуавтоматическую дуговую сварку
* автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
* электрическая дуга, питаемая постоянным током прямой полярности (минус на электроде)
* электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
* электрическая дуга, питаемая переменным током
По типу дуги различают
* дугу прямого действия (зависимую дугу)
* дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают:
* способы сварки плавящимся электродом
* способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов.
Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
* открытую
* закрытую
* полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.
Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима.
Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
* дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
* дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
* дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
* дуговая сварка с газовой защитой (в среде защитных газов)
* дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Газопламенная сварка
Источником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, МАФ, бензин, бензол, керосин и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным, это регулируется количеством кислорода.
* В последние годы в качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2-3 раза дешевле, и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2927 °C) и высокому тепловыделению (20800 Ккал/м³) газовая резка с использованием МАФ гораздо эффективнее других газов в том числе и ацетилена.
* Огромный интерес представляет применение для газовой сварки использование дициана ввиду весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению использования дициана для сварки и резки является его повышенная токсичность. С другой стороны эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан имеет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом истекающее из сварочной горелки имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течет», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
* Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограниченное и продукт дорогой, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех ее областях применения.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
xn--80aaag5b7acdc.xn--p1ai
Сварка и ее виды
В наше время, когда очень часто необходимо получить неразъемные соединения, применяется сварка. Что такое сварка? Однозначно ответить на этот вопрос достаточно сложно.

Сварка используется для ремонта сложного промышленного оборудования, теплотрасс, а также нередко применяется для бытовых нужд.
Неразъемные соединения самых разных конструкций, когда применяется общий нагрев, называются сваркой. Деталь получает пластическую деформацию благодаря возникновению межатомных связей. Варить можно:
- металлические детали;
- керамику;
- стекло;
- пластмассу.
Сегодня известно несколько видов сварки, когда происходит плавление металла:
- дуговая;
- электрошлаковая;
- электронно-лучевая;
- плазменная;
- лазерная;
- газовая.
Классификация основных видов сварки.
Сварка плавлением, когда происходит нагрев заготовок и их деформация, подразделяются на контактную, высокочастотную и газопрессовую. Кроме того, сварка плавлением имеет качественные результаты работы.
При деформации без нагрева применяется:
- холодная сварка;
- взрыв;
- диффузионное соединение с использованием вакуума.
Источник питания влияет на сварочный процесс. Он может быть:
- дуговым;
- газовым;
- электронно-лучевым.
Применение защитных материалов требует использования других методов сварки:
- с использованием флюса;
- в зоне защитного газа;
- в вакууме.
В зависимости от примененной механизации сварка бывает:
- ручной;
- полуавтоматической;
- автоматической.
Рассмотрим основные виды сварки плавлением.
Ручная технология
Схема ручной дуговой сварки.
В настоящее время ЭДС стала основой при выполнении сварки металлов. Теория сварки в первую очередь изучает ЭДС. Источником тепла становится электрическая дуга, образованная двумя электродами, причем один из них — свариваемая деталь. Электрической дуге можно дать определение как сильнейшему разряду, произошедшему в газовой зоне.
Для того чтобы произошло зажигание дуги, необходимо наличие нескольких критериев:
- короткое замыкание, когда электрод касается заготовки;
- быстрый отвод электрода;
- появление устойчивого горения.
Короткое замыкание требуется для разогрева электрода. Он должен достичь температуры, когда возникает эмиссия электронов.
Образовавшиеся электроны получают сильнейшее ускорение, появляется ионизация газового зазора между анодом и катодом. В результате дуговой разряд получает устойчивое горение.
Электрическая дуга — это мощный источник тепла, достигающий температуры 6000°. В это время максимальное значение сварочного тока равно 3 кА. Напряжение дуги во время работы может достигать 50 В.
Чаще всего используется ЭДС с покрытыми электродами. Ручная сварка, когда применяются такие электроды, предназначена для:
- газовой защиты жидкого металла от попадания окружающего воздуха;
- легирования.
Вернуться к оглавлению
Сварка с использованием флюса
Схема дуговой сварки под флюсом.
Широкое применение нашла автоматическая сварка, когда используется плавящийся электрод, а операция происходит под слоем специального флюса.
Его насыпают на деталь, толщина слоя при этом достигает 50 мм. Таким образом предотвращается горение дуги в воздушном пространстве. Образуется газовый пузырь, который находится под жидким флюсом, где происходит горение дуги, полностью изолированной от прямого контакта с кислородом.
Когда выполняется автоматическая сварка, не происходит разбрызгивания раскаленного металла, не нарушается форма шва, причем даже при подаче большого тока. Когда варятся детали с применением флюса, регулируется сила тока, устанавливается максимальный ток 1200 А. Когда варятся детали открытой дугой, достичь такого значения невозможно.
Сварка с флюсом позволяет увеличить сварочный ток. Причем сохраняется отличное качество шва, наблюдается высокая производительность. Для такой сварки необходимо иметь чистую электродную проволоку, подачу которой производит сварочная головка. Она медленно вращается, а проволока в это время двигается вдоль шва.
В сварочную головку по специальной трубке непосредственно в район шва подается зернистый флюс. Он плавится и равномерно закрывает шов. Получается твердая шлаковая корочка.
Основные отличия автоматической сварки, использующей флюс, от дуговой ручной:
- отличное качество шва;
- повышенная производительность;
- величина слоя флюса;
- мощность тока;
- автоматическая выдержка нужной длины дуги.
Вернуться к оглавлению
Сварка с применением шлака
Схема процесса электрошлаковой сварки.
Этот вид электрошлаковой методики считается абсолютно новой технологией соединения металлов. Он был изобретен и полностью разработан учеными института имени Патона.
При работе все заготовки закрываются шлаком, температура нагрева которого выше температуры плавления заготовки, а также электродной проволоки.
Сначала процесс повторяет операции аналогично использованию флюса. Когда образуется жидкий шлак, полностью гасится дуга. Края изделия начинают оплавляться благодаря теплу, которое выделяется, когда ток пропускается через расплав. Этим видом можно сваривать заготовки большой толщины, причем вполне достаточно одного прохода.
Вариант отличается высокой производительностью и отличным качеством шва.
Вернуться к оглавлению
Индукционная сварка
Этот вид сварки считается новым способом, который стал применяться несколько лет назад. Обычно таким методом варятся продольные швы, когда изготавливаются трубы при непрерывной подаче. Этот метод применяется для:
- наплавки твердых сплавов;
- изготовления режущего инструмента.
Схема процесса электродуговой сварки.
Металл в этом случае начинает нагреваться за счет использования тока высокой частоты и сильного сдавливания. Индукционная сварка совершается бесконтактно. Локализация токов высокой частоты происходит рядом с поверхностью нагреваемых деталей.
Работа этих установок совершается в следующем порядке. Ток от высокочастотного генератора передается индуктору. В заготовке начинают появляться вихревые токи, происходит сильный нагрев трубы.
Такие станы предназначены для сварки труб, максимальный диаметр которых достигает 60 мм. Скорость обработки равна 50 м/мин. Ламповый генератор мощностью 260 кВт обеспечивает питание. Используется частота 880 кГц.
Можно варить трубы и очень больших диаметров, толщина стенки которых превышает 7 мм. Максимальный диаметр трубы 426 мм, скорость сварки — 30 м/мин.
Вернуться к оглавлению
Электродуговая сварка
Заготовка нагревается дугой, возникающей между деталью и электродом. Чтобы выполнять работы, применяют несколько видов электродов:
Схема процесса аргонодуговой сварки неплавящимся электродом.
- плавящиеся;
- неплавящиеся.
К последней группе относятся:
- вольфрамовые;
- угольные.
Когда выполняется такая сварка, роль электрического разряда играет сварочная дуга, возникающая в газовой сфере. В это время выделяется огромное количество тепла, наблюдается сильная световая энергия. Сама дуга нагревается до температуры 7000°С. На самом конце электрода, где происходит сварка, нагрев достигает 2400°С.
Для работы дуговая сварка способна использовать любой вид тока (переменный, постоянный). Чтобы варить переменным током, пользуются сварочными трансформаторами. Они способны понизить напряжение максимум до 60 В.
Вернуться к оглавлению
Газоэлектрическая сварка
Сварочная дуга, возникающая при плавлении электрода, защищается инертным газом. Ток направляется к электроду через мундштук. Весь присадочный материал и электрод подается специальным роликовым устройством. Основными защитными газами являются:
- аргон;
- гелий;
- активный углерод.
Чаще всего используется аргонная сварка, а также выполняются сварочные операции с применением углекислого газа.
Чтобы варить, аргон поставляют в специальных баллонах, давление внутри которых составляет 15 МПа.
Сжиженный газ достигает давления в 7 МПа. Для регулировки рабочего давления установлен специальный газовый редуктор.
Без аргонодуговой сварки невозможно варить цветные металлы и сплавы. Она осуществляется аналогично электродуговой сварке двумя видами электродов:
- неплавящимися;
- плавящимися.
При этом при использовании неплавящихся электродов сварочная операция может проводиться на любом виде тока.
expertsvarki.ru