Сварка вольфрамовым электродом без газа – Сварка вольфрамовым электродом без аргона видео
alexxlab | 16.01.2020 | 0 | Разное
Сварка вольфрамовым электродом без аргона видео
Как варить вольфрамовыми электродами
Подробности Обновлено 13.06.2018 18:13
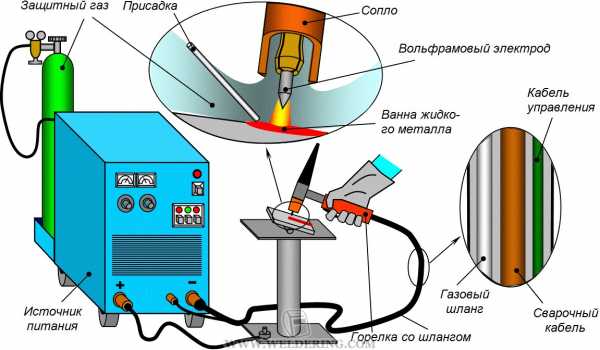
Для сварки цветных и цветных металлов с черными используется сварка с применение вольфрамовых электродов или аргонно-дуговая сварка. Ее отличие от дуговой сварки заключается в том, что область сваривания (электрод, ванна и дуга) защищены от воздействия окружающей среды потоком аргона, а вольфрамовый электрод не плавится из-за высокой температуры плавления. Роль присадки играет проволока, которую подают в ванну.
Сварка вольфрамовыми электродами отличается прочностью и аккуратностью шва, но при проведении работ нужно учитывать некоторые особенности.
- Сначала свариваемые детали следует обезжирить и очистить от механических примесей (можно сделать щеткой по металлу)
- Присадочную проволоку следует подавать плавно, чтобы избежать разбрызгивания металла
- Чтобы шов был качественным, следует ограничить до минимума длину дуги, в противном случае металл будет проплавляться на меньшую глубину, но увеличится ширина шва.
- Аргон следует подавать еще некоторое время после завершения сварки.
- Из плюсов сварки вольфрамовыми электродами следует отметить:
- Не деформируются свариваемые детали из-за небольшой области нагревания
- Высокая скорость работ
- Несложное оборудование
При сварке вольфрамовыми электродами можно использовать не только аргон но и другие инертные газы и углекислоту, но следует учитывать, что электрод при этом горит. Электроды бывают различными по диаметру и покрытию или без него. Отечественные это ЭВЧ, ЭВЛ-2, а импортные WC-20(серого цвета, применяется для сварки бронзы, меди, титана, нержавейки), WL-20(синий, для сварки и резки тонколистового материала), WT-20(красного цвета отличаются долговечностью, но содержат ториевую пыть).
Видео как варить вольфрамовыми электродами
Статьи
Сварка вольфрамовым электродом
Опубликовано: 26.01.2016
Вольфрамовые электроды WR2 ABICOR BINZEL и как собрать TIG горелку.
Сварка вольфрамовым электродом дело непростое.
В нашем городе мало кто занимался подобным предпринимательством. и вот, два года назад решил занять эту нишу в Архангельской области.для удобства расчета с клиентами на сайте нашего производства установил онлайн калькулятор работ eurotakelag.ru/ . клиентам удобно, мы довольны.
всем рекомендую этот сервис;)
Едва ли не самое важное в грузоперевозках — это четкая и грамотная логистика. Менеджер проектов должен четко понимать и контролировать все операции, необходимые для того, чтобы груз из точки А в срок прибыл в точку Б. Грамотные менеджеры давно используют онлайн калькулятор работ, а неграмотные теряют клиентов.
Будьте в курсе новых сервисов, улучшайте свою логистику и стройте ваш бизнес грамотно.
вольфрамовый электрод из китая | Blue TIG Welding Tungsten Electrode
СВАРКА АЛЮМИНИЯ ММА- электродом + ремонт алюминиевого поддона
Новости
Где купить объектив на телефон
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях.
Вероятно, многие профессиональные фотографы бы с этим
Предельно допустимый выброс Защита окружающей среды сегодня животрепещущая тема, которая заботит не только каждого сознательного гражданина, но и является довольно доходным предметом контроля со стороны государственных чиновников.
Квартиру в зеленоградске Стремительный рост доходов и общего благосостояния граждан стран в значительной степени стимулирует жилищное строительство и сегодня уже практически не для кого не является проблемой купить квартиру в
Автоматика для ворот в Алматы Компания [K-Team] предлагает наилучшее сочетание цены и качества на автоматическиe гаражные ворота, промышленные ворота, электроприводы для всех видов ворот, автоматические двери с фотоэлементами, автоматические
Геология участка Чтобы узнать геологию участка, нужно провести инженерно-геологические изыскания.
Компания «ЭкоЭксперт» оказывает услуги по геологическому исследованию земельного участка, предназначенного для организации
Спецодежда Вашему предприятию нужна спецодежда?
Аргонная сварка — держатель вольфрамового электрода. Часть 1
Вы не можете найти надежного поставщика Спецодежда Новосибирск под торговой маркой RUSIT — это всегда гарантия качества, поэтому с ней знакомы во всех областях России
Спецодежда, спецобувь, СИЗ Любой специалист знает о том, как же важно иметь на рабочем месте качественную и надежную специализированную одежду.
Специализированная одежда выполнена максимально удобно и максимально качественно именно
Купить сальниковые компенсаторы стальные Сальниковый компенсатор представляет собой элемент трубопроводной арматуры, который устанавливается в трубопроводах и теплосетях. Предназначен компенсатор сальниковый для компенсирования температурных
Где покупать оборудование Компания Союзимпорт производит поставку в Россию импортного, оригинального оборудования и запчастей к нему от производителей с мировым именем.
Поставляемая специализированная техника отличается многообразием,
Изготовления металлических подкрановых балок Комплекс подкрановых конструкций включает в себя подкрановые балки, тормозные балки, крепления балок к колоннам, крановый рельс с креплениями его к подкрановой балке и крановые упоры в торцах здания.
Сварка вольфрамовым электродом: особенности и преимущества.
Аргоновая сварка своими руками
Нередко для изготовления ряда металлических изделий необходимо соединение цветных металлов, например меди, алюминия и легированных сталей. Выполнение подобных работ является наиболее распространенным видом сварочных работ с помощью газовых и электрических сварочных аппаратов.
Однако есть способ сваривания, который отличается от всех вышеперечисленных способов сварки.
Он называется – аргонодуговое сваривание.
Явными преимуществами аргонодуговой сварки является полное отсутствие шлака. Это позволяет быть полностью уверенным в качестве сварочного шва.
Как сварить алюминий инвертором
Помимо этого использование данного способа сваривания позволяет производить сборку изделий из самых различных металлов. Благодаря этому можно выполнять швы сложной геометрической и пространственных форм.
Принципиально процесс работы аргонодугового сваривания состоит в следующих моментах. На центральный сварочный электрод, который может быть двух видов: плавящимся и неплавящимся. На него подается электрический постоянный или переменный ток. Выбор определенного вида токопроводящего стержня зависит от вида соединяемых материалов.
Для того чтобы обеспечить высокое качество сварочного шва, нужно сильно ограничивать пребывание кислорода в сварочной ванне.
Если не делать этого, то в сварочном шве металла будет образовываться шлак и качество сваривания будет сильно понижаться. Также для защиты сварочного процесса используются инертные газы, такие как аргон или гелий. В некоторых случаях используется азот, углекислый газ или водород.
Относительно высокая масса данного газа позволяет вытеснять воздух из сварочной ванны. Таким образом, предотвращается окисление получаемого сварочного шва. Для заполнения сварочного шва металлом используют куски сварочной проволоки небольшой толщины. Если Вы работаете с деталями небольшой толщины, то дополнительный сварочный материал в рабочую сварочную зону не вводится.
Для соединения деталей с использованием аргонодуговой сварки нужно обеспечивать наличие газа и электричества, что позволит добиваться образования электрической дуги, достигая больших температур прогрева металла.
Часто газ приобретается в специальных баллонах и хранится под высоким давлением, что позволяет нагнетать его в зону сваривания. Специализированные сервисы занимаются заправкой газовых баллонов. Воспользовавшись услугами таких сервисов, можно прилично сэкономить, не покупая новые емкости для газа.
Кроме источника газа, для сваривания аргоном нужно иметь сварочный аппарат, который позволит получить рабочий постоянный, переменный или импульсный ток.
К сварочному аппарату подключается два кабеля: один масса, другой оснащен форсункой для подачи газа, а в центре нее расположен сменный электрод, который непосредственно образовывает электрическую дугу при сваривании.
Сваривание рекомендуется производить в перчатках из прочной кожи достаточной толщины.
stroitel12.ru
Сварка вольфрамовым электродом: особенности и преимущества.

Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.

Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Типы
Электроды из вольфрама делятся на три типа:
1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи.
2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования:
При ручной сварке, следует соблюдать следующие требования
• движение ведется справа налево;
• при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом
Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение.
Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам:
1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку.
2. Стержни должны иметь идеальную чистоту на конце.
3. Рекомендуется подобрать правильный режим сварки.
4. Надежно защищать и держать ванну под струей аргона.
Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
svarkagid.com
TIG сварка неплавящимся вольфрамовым электродом на постоянном и переменном токе
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.

Оборудование
Сварочное оборудование TIG состоит из нескольких частей:
- источника питания постоянного или переменного тока;
- сварочной горелки с неплавящимся электродом;
- баллонов с инертным газом с редукторами;
- шлангов для его подачи к области сварки.
 Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Он практически не плавится, периодически его конец требует заточки, что необходимо для получения качественного, тонкого шва. Представляет собой стержень с заточенным одним концом.
Электрод вставляется в цангу и закрепляется в горелке. Нерабочая часть вольфрамового стержня закрывается специальным колпаком, чтобы предотвратить его замыкание на массу во время производства работ.
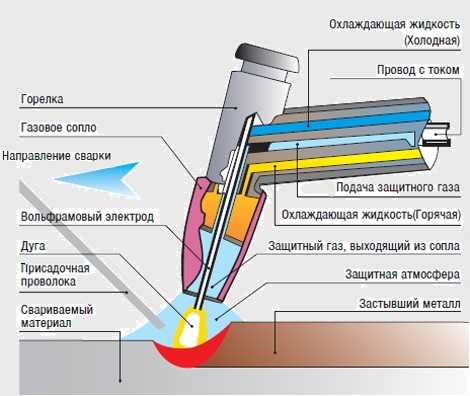
Сварочная горелка TIG имеет кнопку подачи газа и напряжения. Головка заканчивается керамическим соплом, через который выглядывает заостренный кончик вольфрамового электрода. К ручке подсоединен газовый шланг.
Газ при нажатии кнопки выходит через сопло, предотвращая поступление воздуха окружающей атмосферы. Благодаря этому в сварочной ванне при TIG сварке отсутствует водород из атмосферы, а он, как известно, приводит к появлению пор в шве при кристаллизации остывающего изделия.
Сферы применения
 Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Преимущества и недостатки
ТИГ сварка обеспечивает получение чистого без шлака, герметичного без пор сварного шва. Аргоновая сварка позволяет соединять практически все металлы и их сплавы, номенклатура свариваемых материалов больше, чем у любого другого вида сварки. Позволяет сваривать тонкостенные и толстостенные изделия.
TIG сварка обеспечивает лучший контроль над состоянием сварочной ванны. Неплавящийся электрод упрощает для сварщика поддержание одинаковой дуги на всей длине сварного шва, не нужно учитывать изменение длины электрода в случае использования обычной дуговой сварки.
В процессе работ отсутствуют искры и брызги. На шве нет шлака и нет задымления, как при использовании электродов с обмазкой. Все это позволяет получать высококачественные сварные соединения с достаточно высокой скоростью. Превосходит обычную дуговую сварку практически по всем параметрам.
К недостаткам TIG сварки можно отнести необходимость тщательной зачистки свариваемых поверхностей от масла, ржавчины, краски и прочего мусора. Иначе шов получится пористым с изъянами.
При ветреной погоде сварка под защитой из аргона затруднена, требуются дополнительные ограждающие щиты, происходит перерасход газа.
В труднодоступных местах затруднена работа из-за малого выхода сварочной иглы и колпачка. Приходится увеличивать вылет острия прутка, что приводит к его перегреву. Надо устанавливать маленький колпачок, что требует обрезания вольфрамового электрода.
Выбор и заточка вольфрамовых прутков
Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.
Прутки из вольфрама имеют чистоту 99,5%. Имеют маркировку WP и высокую энергию выхода электронов, поэтому труднее осуществляется розжиг и поддержание дуги по сравнению с электродами, имеющими легирующие добавки.
Применяются при работе с переменным током. Повышенная температура на конце сварочной иглы по сравнению с другими типами электродов приводит к быстрому износу.
Электроды марки WT-20 имеют добавку оксида тория с повышенной радиоактивностью, поэтому в последнее время от него стали отказываться. Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Прутки WC-20 для TIG сварки дополнены оксидом церия. Работают на постоянном токе при его малых уровнях. Дуга легко зажигается, используется при сваривании мелких деталей.
Электроды WL-20 с оксидом лантана меньше всего нагреваются, имеют самый большой срок службы.
Вольфрамовые стержни с оксидом циркония WZ-8 работают только с переменным током, дуга более стабильна, чем у WP.
Стержни c оксидом иттрия WY-20 стойки к большим токам. Применяются для сваривания особенно важных соединений постоянным током.
 От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
Со временем электроды меняют форму и требуют новой заточки. При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
Высота конуса влияет на глубину проварки и ширину шва. Длина заточки больше, ширина шва меньше. При маленькой заточке меньше глубина проварки. Оптимальной заточкой считается 2,0-2,5 диаметра стержня.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке. За счет этого получается узкий шов, скорость сварки повышается.
При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Ошибки
Быстрый расход вольфрамового прутка происходит по причине большого тока или недостаточности инертного газа при TIG сварке. Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень может менять цвет из-за низкой скорости подачи защитного газа. Некачественный шов возникает при попадании в зону сварки паров воды. Часто это связано с неплотным соединением шлангов.
svaring.com
свойства и требования к сварке, сварочные материалы и оборудование, техника безопасности
В связи с техническим прогрессом возникла потребность в сварке с использованием новых, ранее не применявшихся электродов, с уникальными свойствами. В современной промышленности: авиационной, атомной, приборостроительной и других, широко применяются химические активные и тугоплавкие металлы — молибден, вольфрам, цирконий и др. Их использование способствовало разработке новых методов сварки, которые основаны на современных научных принципах.Вольфрам и его сплавы
Вольфрам — самый тугоплавкий металл, так как температура его плавления равна 3422 градусов С. Существует несколько сплавов с вольфрамом, например, с кобальтом и хромом, которые характеризуются большой твердостью, стойкостью и износоустойчивостью. Сплавы с серебром и медью имеют высокую тепло- и электропроводность, а также стойкость к износу. Они применяются в производстве электродов для выполнения точечной сварки. Сварка вольфрамовыми электродами позволяет выполнить все поставленные производственные задачи и сэкономить расход сварочных материалов, в том числе электродов вольфрама.Недостаток металла — это его хрупкость при 20 градусов С, поэтому обработку механическим способом возможно производить при температуре выше предела хрупкости, то есть от 300 до 500 градусов С.
Электроды из вольфрама
Вольфрамовые электроды бывают:
- Переменными, предназначенными для осуществления сваривания переменным током. К этим электродам относятся вольфрамовый чистый и циркониевый, используемые для сварки алюминия, магния и их сплавов. Первый имеет зеленый цветовой код, а второй — белый.
- Универсальными, при которых процесс сварки происходит постоянным и переменным током. К данным электродам относятся цериевые и лантарированные. Первые характеризуются серым цветом, а вторые синим и золотым. Эти электроды используются для сварки большинства сплавов и стали.
Особенности сварки электродами из вольфрама
- Сварку можно вести в нескольких режимах (ручной, автоматический и полуавтоматический). Осуществлять сварку можно без применения присадки и использовать расплавленный металл с краев деталей для сварного шва, что повышает экономичность всего процесса.
- Сварку можно применять к изделиям толщиной меньше 0,1 миллиметров.
- Важным условием процесса сваривания является то, что при работе воздух должен вытесняться из зоны действий. Величина расхода газа зависит от толщины металла, скорости процесса сварки, типа соединения и других показателей.
- При этой сварке можно производить поджигание дуги без соприкосновения электрода с рабочим металлом, при помощи осциллятора. Как правило, при контактировании металла изделия и электрода во время поджига дуги, сплавляется вольфрам со свариваемым металлом и появляется следующий состав, температура сплава которого ниже температуры чистого вольфрама. Это способствует понижению прочности соединения сварки.
- Необходимо подобрать электрический ток сварки нужной полярности, что приведет к минимизации расхода электродов. Это позволит на долгое время сохранить правильность заточки конца электрода. В случае правильного использования тока, можно добиться уменьшения нагрева металла и уменьшить расходование электрода.
- Аргон защищает электрод от окисления кислородом и поэтому уменьшается расход электрода.
Требования, предъявляемые к сварке
- Необходимо в точности соблюдать размеры для прочного и качественного сварного шва.
- С помощью электродов из вольфрама можно обеспечивать сборку кромки сварных деталей.
- В работе использовать специальные приспособления для сварки и сборки.
- Проводить обезжиривание концов электродов и рабочих поверхностей для получения сварного шва хорошего качества.
- Правильно выбрать силу тока, чтобы уменьшить расход электрода и сохранить его форму заточки.
- Из рабочей зоны сварки вытеснить воздух.
- При использовании инертных защитных газов обратить внимание, чтобы область облака газа захватывала всю сварную ванную, электрод и конец разогретой проволоки.
- Надо увеличивать скорость продвижения (потока) газа инертного при более высокой скорости процесса сварки.
При ручном методе существуют следующие требования к процессу сварки:
- Сваривание надо выполнять в направлении справо налево.
- При сварке тонких изделий, расположение горелки должно быть под углом равным 60 градусов относительно поверхности изделия.
- Для деталей большей толщины угол должен равняться 90 градусов.
- На выбор метода введения присадочной проволоки влияет толщина изделия. При тонколистовом металле — проволока вводится при помощи поступательно-возвратных колебаний. Если детали имеют большую толщину, движения должны быть поперечно-поступательными.
При полуавтоматическом и автоматическом методе требования к сварке следующие:
- При сварке полуавтоматическим и автоматическим методом, направление должно способствовать движению присадочного прутка впереди дуги.
- Электрод из вольфрама должен быть размещен перпендикулярно к свариваемым поверхностям. Присадочная проволока и электрод располагаются также под прямым углом.
Источники питания сварки вольфрамовым электродом
Трансформаторы применяются в качестве источников питания во время сварки электрическим переменным током, а генераторы и выпрямители — постоянным. Источники должны обладать крутопадающей вольт-амперной характеристикой, которая способствует постоянству нужной величины тока при нарушениях длины дуги из-за различных колебаний.
Горелка для дугового сваривания
Предназначена для точной фиксации электрода из вольфрама в нужном положении и допуска к нему электрического тока, а также для постоянного и равномерного распределения прохода потока защитного газа по периметру сварочной ванны. Горелка складывается из специальной головки, которая покрыта изоляционным материалом и корпуса. В рукоятке есть встроенная кнопка старта либо выключения электрического тока для осуществления сваривания или прохода защитного газа.Иногда в горелках встречается кнопка регулированием прохода тока. Для того чтобы электрод был надежно закреплен, надо до отказа закрутить тыльный колпачок. Электрод обычно помещается в тыльный колпачок, так как он бывает достаточно длинным. Иногда встречаются и колпачки небольшой длины.
Горелки бывают разнообразных конструкций и размеров, которые зависят от максимальной величины тока или условий использования. Величина нагрева и время, нужное для охлаждения горелки при сваривании, зависит от ее размеров. Конструкция определенных изделий предполагает снижение температуры под струей защитного газа. Эти изделия являются горелками охлаждения в воздухе и применяются при больших величинах тока сварки.
Газовое сопло
Предназначается для направления струи газа (защитного) в рабочую зону сварки с целью замены воздуха в окружающем пространстве. Сопло прикрепляется с помощью резьбы к TIG-горелке, которую в любой момент можно легко заменить. Сопло, чаще всего, изготавливается из керамики для противостояния воздействиям высокой температуры.Газовые линзы
Существует следующий вид сопла, в которые встроены линзы (газовые), в них струя газа поступает через стальную решетку, способствующую большей защите и устойчивости к внешним воздействиям потоков воздуха. Плюсом установки сопла с линзами является предоставление специалисту более обширной области для обзора ванны для сварки. А с помощью линз происходит снижение расхода газа.Панели управления для сварки электродом из вольфрама
Блоки управления бывают простыми и сложными с наличием разнообразных функций и характеристик. Простые панели используют только для процесса регулировки необходимой величины электрического тока сварки. Расход газа контролируется при помощи регулятора, который вставлен в горелку TIG. Панели управления современных конструкций способствуют запуску защитного газа до момента зажигания дуги, а также продолжают его подачу после прекращения электрического тока. Это способствует защите вольфрамового электрода и сварочной ванны, которая остывает, от негативных воздействий среды.Управляющие блоки помогают осуществлять контроль повышения или снижения потока сварочного тока, а также его пульсацию, что предохраняет электрод от распадания и появления вольфрамовых частичек в сварном шве. Контроль времени уменьшения потока электрического тока после окончания сварочного процесса предотвращает появление пористости и кратера.
Импульсный режим характеризуется установкой тока импульса (первый уровень) и тока базы (второй уровень). Нужная величина выставляется в зависимости от условий и правил поддержки хорошего горения дуги. Плавка металла происходит при помощи силы тока импульса. Пока остывает сварочная ванна, во время паузы происходит окончательная кристаллизация сварного шва. Продолжительность и временной период импульса подвергаются регулировке. При этой сварке, шов представляет собой линию точек сваривания, наложенных между собой. На степень покрытия имеет большое влияние скорость сварки.
Сварочные материалы
Защитный газ
Газ выполняет следующие функции:- вытеснение из сварочной зоны воздуха, что помогает избежать его контактирование с ванной и сильно разогретым электродом из вольфрама;
- обеспечение прохода электрического тока и подача тепла с помощью дуги.
Для сварки в среде инертных газов неплавящимся электродом (TIG) используют два инертных газа: гелий и аргон, которые иногда смешивают между собой. Аргоном пользуются намного чаще, чем гелием. Для TIG-сварки используют азот и водород в качестве восстановительных газов. Выбор определенного типа газа напрямую зависит от вида и свойств материала, который подлежит сварке.
Электроды
Электроды из вольфрама бывают четырех типов:- Вольфрам чистый без примесей (ЭВЧ).
- Соединение «вольфрам + окись лантана».
- Соединение «вольфрам + окись иттрия».
- Соединение «вольфрам + двуокись тория».
Размер диаметра электрода зависит от вида и величины тока, а также его марки. Электроды типа ЭВЧ применяют во время сварки электрического переменного тока, а другие — для процессов сваривания электрического переменного и постоянного тока разных полярностей (прямая и обратная).
В ходе сваривания электроды затупляются и поэтому уменьшается размер провара (глубина). Конец электрода можно заточить в виде сферы при сварке на переменном токе или в форме конуса при сварке на постоянном токе. С целью заточки используются стационарные и переносные аппараты с направляющими или без них. Для уменьшения расходов электродов, нужно начинать подачу потока инертного газа до подключения тока сварки, и заканчивать после окончания подачи тока и охлаждения электрода.
Техника безопасности при сварке
Этот способ сваривания, довольно-таки безопасный, хотя вредные вещества выделяются в меньшем количестве, чем при других видах сварки. Известно, что количество опасных для здоровья веществ зависит от скорости и силы сварочного тока, от вида свариваемой стали (высоколегированная, низколегированная и нелегированная), а также от степени загрязненности поверхности металла маслом и др.Сварщику необходимо соблюдать правила безопасности, а также применять в работе индивидуальные средства защиты, Профессия сварщика считается одной из самых опасных специальностей. Сварщики имеют дело с горючими и негорючими газами, со сжатым воздухом и электрическим током и другими вредными и опасными факторами. Работники должны знать все особенности и правила работы на оборудовании для сварки и соблюдать меры безопасности. Для защиты органов зрения и лица применяются сварочные щитки и маски.
Оцените статью: Поделитесь с друзьями!stanok.guru
Как варить вольфрамовыми электродами
- Подробности
Для сварки цветных и цветных металлов с черными используется сварка с применение вольфрамовых электродов или аргонно-дуговая сварка. Ее отличие от дуговой сварки заключается в том, что область сваривания (электрод, ванна и дуга) защищены от воздействия окружающей среды потоком аргона, а вольфрамовый электрод не плавится из-за высокой температуры плавления. Роль присадки играет проволока, которую подают в ванну.
Сварка вольфрамовыми электродами отличается прочностью и аккуратностью шва, но при проведении работ нужно учитывать некоторые особенности.
- Сначала свариваемые детали следует обезжирить и очистить от механических примесей (можно сделать щеткой по металлу)
- Присадочную проволоку следует подавать плавно, чтобы избежать разбрызгивания металла
- Чтобы шов был качественным, следует ограничить до минимума длину дуги, в противном случае металл будет проплавляться на меньшую глубину, но увеличится ширина шва.
- Аргон следует подавать еще некоторое время после завершения сварки.
- Из плюсов сварки вольфрамовыми электродами следует отметить:
- Не деформируются свариваемые детали из-за небольшой области нагревания
- Высокая скорость работ
- Несложное оборудование
При сварке вольфрамовыми электродами можно использовать не только аргон но и другие инертные газы и углекислоту, но следует учитывать, что электрод при этом горит. Электроды бывают различными по диаметру и покрытию или без него. Отечественные это ЭВЧ, ЭВЛ-2, а импортные WC-20(серого цвета, применяется для сварки бронзы, меди, титана, нержавейки), WL-20(синий, для сварки и резки тонколистового материала), WT-20(красного цвета отличаются долговечностью, но содержат ториевую пыть).
Видео как варить вольфрамовыми электродами
i-glue.ru
Дуговая сварка в инертном газе с неплавящимися вольфрамовыми электродами (TIG)
Введение
Дуговая сварка в среде инертного газа с неплавящимся вольфрамовым электродом (TIG или GTAW – газовая дуговая сварка вольфрамовым электродом) – это процесс, в котором тепло, необходимое для сварки, подается электрической дугой, которая поддерживается между неплавящимся электродом и обрабатываемой деталью. Электрод, используемый как проводник тока, состоит из вольфрама или вольфрамовых сплавов. Зона сварки, расплавленный металл и неплавящийся электрод устойчивы к атмосферным влияниям благодаря инертному газу, который подается горелкой. Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.
Сварочная цепь

1. Источник питания
Назначение источника питания – питание электрической дуги, которая создается между основным материалом и вольфрамовым электродом, благодаря подаче тока, достаточного для поджига дуги. Внутри источника питания обычно присутствует устройство, регулирующее сварочный ток, механическое (магнитный шунт) или электронное (тиристор или инверторная система). Различают два типа источников питания:
а) источник питания переменного тока
Выходной ток/напряжение из источника питания принимает форму квадратной волны, которая изменяет полярность через регулярные интервалы времени с частотой от 20 до 200 Герц или более, в зависимости от типа источника питания. Это достигается с помощью одного или двух устройств, назначение которых – преобразование тока/напряжения синусоидальной волны из распределительной сети в подходящий переменный сварочный ток/напряжение.
б) источники питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью устройств, способных преобразовывать ток/напряжение из переменного в постоянный. Если сварочная цепь состоит из источника питания постоянного тока, то она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу или с видом сварочного тока:
- постоянный ток с соединением прямой полярности
В случае с соединением с прямой полярностью, горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; в этом случае электроны текут от электрода к детали, вызывая плавку.
Это наиболее часто используемый тип тока при сварке TIG. Он обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.

В этом случае горелка с кабелем подсоединяется к положительному полюсу, а деталь – к отрицательному полюсу источника питания. Этот тип питания используется редко, поскольку он производит мелкую сварочную ванну и плохое проникновение. Обратная полярность сама по себе вызывает чрезмерный перегрев электрода, и чтобы предотвратить электрод от возгорания, нужно использовать слабые токи. В этом причина ограниченного использования этого типа соединения.
Существует еще одна группа источников питания, известных как источники питания постоянного тока вне зависимости от типа соединения и называемых модулированными или импульсными источниками постоянного тока. Модулированный источник тока – это источник питания постоянного тока, оснащенный специальными устройствами для изменения силы сварочного тока. Модулированный или импульсный ток достигается путем наложения на постоянный основной ток следующей компоненты, обычно квадратной волны, для получения эффекта периодической пульсации дуги. При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки.
2. Горелка со связкой проводов
Горелка для ТИГ-сварки – это инструмент, который включает в себя вольфрамовый электрод и подсоединяется к пучку проводов, которые в свою очередь подсоединены к источнику питания. Ее назначение – подавать электроэнергию и создавать газовую защиту. В зависимости от типа использования, горелки могут охлаждаться естественным образом через газовую защиту, если требуется использование слабых токов, или с помощью системы водного охлаждения, когда используется сильный ток (200-500А) и частая сварка.
3. Сварочная проволока
Толщина материала, тип соединения и желаемые характеристики сварки влияют на определяют необходимость применения металлического сварочного материала и его добавления в сварочную ванну. Добавление металлического сварочного материала при ручной сварке достигается введением проволоки в зону дуги со стороны сварочной ванны. Используемый металл часто такой же, как и основной, и часто включает ограниченное количество раскислителя или других компонентов для улучшения свойств области плавки.
4. Газовый баллон с редуктором
Газовый баллон с редуктором состоит из:
- баллона с защитным газом/ами
- манометра, показывающего количество газа в баллоне
- регулятора газа
- электромагнитного клапана (если горелка оснащена кнопкой и контролируется ею, открывая и закрывая поток газа в соответствии с потребностями сварщика).
5. Зажим с заземляющим кабелем
Зажим с заземляющим кабелем используется для создания электрического соединения между источником питания и основным материалом. Сечение и длина кабеля зависят от максимального тока (в амперах) сварочного источника питания.
6. Система водного охлаждения
Система водного охлаждения – это устройство, используемое для охлаждения горелки, чтобы предотвратить чрезмерный перегрев, в случае применения сильных сварочных токов. Посредством насоса этот аппарат непрерывно подает воду, которая циркулирует в пределах горелки и контролирует перегрев с помощью системы охлаждения.
Защитные газы
Основное назначение газовой защиты – вытеснение воздуха из области сварочной ванны, электрода и конца сварочной проволоки (если она используется) для предотвращения риска загрязнения вредными веществами в окружающем воздухе. Физические и химические свойства газовой защиты могут по-разному влиять на сварку, в зависимости от типа металла. Газы используемые для защиты при сварке TIG – это аргон, гелий, аргонно-гелиевые или аргонно-водородные смеси. Очень важно, чтобы газы были как можно более чистыми, поскольку даже незначительный процент примесей может оказать влияние на качество сварки и сделать его неприемлемым. Во время сварки с использованием аргонной газовой защиты дуга довольно стабильная, но сварочная ванна более холодная, поэтому этот газ больше подходит для сварки тонких материалов.
Аргон – широко применяется, поскольку он намного дешевле гелия; это основной фактор выбора газовой защиты.
Дуга с гелиевой защитой производит больше тепла, чем с аргонной; таким образом его использование рекомендовано при сварке материалов с высокой теплопроводностью, позволяя в этом случае повысить качество и скорость сварки. Поскольку гелий легче воздуха, его расход для обеспечения достаточной защиты сварочной ванны выше, чем аргона.
Смеси аргона и гелия используются для обеспечения газовой защиты с промежуточными характеристиками.
Неплавящиеся электроды
На рынке представлены различные виды неплавящихся электродов:
- из чистого вольфрама
Они используются со слабыми токами и переменным током, поскольку в этом случае дуга более стабильна. По цене эти электроды самые экономичные.
- торий-вольфрамовые электроды
Они выдерживают сильные токи. Дуга легко поджигается и остается довольно стабильной. Эти электроды рекомендуются для сварки стали постоянным током с прямой полярностью.
- цирконий-вольфрамовые электроды
Они используюстя для ручной сварки алюминия, магния и его сплавов со средне-низкой силой тока.
- цериевые электроды
Они отличаются высоким выделением электронов и дают хорошее проникновение с удовлетворительной износостойкостью.
Системы поджига дуги:
- HF высокочастотный поджиг
Подготовительный разряд поставляется высокочастотным генератором, который налагает высоковольтный импульс на сварочное напряжение; мощность этого устройства минимальная, но в то же время достаточная для поджига электрической дуги на расстоянии. Высоковольтный поджиг требует использования особой сварочной горелки, оснащенной кнопкой контроля поджига.
- поджиг пилотной дугой
В этом случае дуга поджигается между вольфрамовым электродом и вспомогательным электродом, который может представлять из себя кольцо, прикрепленное к соплу горелки. Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основная дуга зажигается самопроизвольно простым разрядом вольфрамового электрода, который становится раскаленным в ионизированой газовой атмосфере. Такой тип поджига в основном используется в автоматизированных устройствах.
- поджиг LIFT (плавный поджиг дуги с подъемом)
Достигается с помощью устройства, которое подает слабый ток (чтобы не повредить конец вольфрамового электрода), когда электрод входит в контакт со свариваемым материалом. Когда электрод отрывается от детали, создается искра, которая заставляет дугу поджигаться; затем источник питания увеличивает сварочный ток до достижения установленных значений. Поскольку высокие частоты не используются, поджиг с подъемом не создает электромагнитных помех; однако, контакт, устанавливаемый между кончиком электрода и основным материалом, загрязняет сварочную ванну.
- поджиг царапаньем / чирканьем / касанием
Этот поджиг осуществляется путем проведения по свариваемой детали вольфрамовым электродом, что заставляет дугу поджигаться. Контакт между электродом и свариваемой деталью приводит к появлению включений вольфрама в начале шва, что снижает качество сварки.
Материалы, свариваемые TIG
Эта процедура в основном используется для сварки нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов.
Нержавеющая сталь сваривается постоянным током с электродом отрицательной полярности. Можно сваривать материалы толщиной до 2.5мм без добавления сварочного материала; более толстые требуют скашивания краев и использования сварочной проволоки, материал которой должен подходить для качества свариваемой нержавеющей стали.
Перед продолжением сварки рекомендуется произвести очистку щеткой из нержавеющей стали.
Алюминий и его сплавы следует сваривать переменным током и, для получения шва хорошего качества, использовать источник питания высокой частоты. В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления).
В этом случае также возможно сваривать материалы до 2.5мм без добавления сварочного материала; для сварки более толстых, края нужно скосить и использовать сварочную проволоку.
Сварка в атмосфере аргона с использованием вольфрамового электрода также применяется в случае с мягкими сталями и стальными сплавами, медью и ее сплавами, титаном и благородными металлами. Для всех этих металлов и сплавов используется постоянный ток с прямой полярностью.
evrotek.spb.ru
особенности работы с металлом, различные сплавы, пайка, какие электроды нужны
Технический прогресс привел к необходимости проведения сварочных работ с применением новых электродов, которые до этого не использовались и имеют уникальные свойства. В отечественной промышленности не обходится без химических активных и тугоплавких металлов. Речь идет о молибдене, вольфраме и цирконии. Начали разрабатываться революционные методики сварки, в основание которых были положены новейшие научные исследования. Сварка вольфрама проводится с использованием специальных электродов.
Вольфрам и его сплавы
Вольфрам принято считать самым тугоплавким металлом, так как плавится он при температуре 3422 градуса Цельсия. На его основе изготавливают сплавы.
К примеру, добавление кобальта и хрома придает повышенную твердость, стойкость и износоустойчивость.
Серебро и медь — для высокой тепло- и электропроводности, стойкости к механическим повреждениям. Их применяют при изготовлении электродов для завершения точечных сварок. Сварка вольфрамовым электродом дает возможность выполнять поставленные задачи, экономя расходные материалы.

Главный минус — хрупкость при снижении температуры до 20 градусов, потому механические обработки должны проводиться при значениях, превышающих предел хрупкости, — 300−500 градусов.
Вольфрамовые электроды
Давая ответ на вопрос, вольфрамовые электроды, для чего нужны — следует знать, какими они бывают:
 Переменные. Их посредством проводится сваривание с использованием переменного напряжения. Есть чистые и циркониевые, посредством данных изделий обрабатывают алюминий, магний и сплавы из них. Первый с зеленым оттенком, а второй — с белым.
Переменные. Их посредством проводится сваривание с использованием переменного напряжения. Есть чистые и циркониевые, посредством данных изделий обрабатывают алюминий, магний и сплавы из них. Первый с зеленым оттенком, а второй — с белым.- Универсальные. Процесс сварки возможен с использованием двух разных видов напряжения (переменное и постоянное). К данному типу принадлежат цериевые и лантарированные. У первых серый цвет, у вторых — синий и золотистый.
Особенности работы с металлом
Следует знать, что сварка может проводится в ручном, автоматическом либо полуавтоматическом режиме. Работу делают и не применяя присадку, пользуясь только расплавленным металлом с кончиков элементов для сварных швов, что значительно сокращает рабочие затраты. Необходимо учитывать ряд моментов:
- пайка вольфрама возможна даже в тех случаях, если толщина элементов менее 0,1 мм;
- во время работы воздушные массы должны устраняться с действующей зоны, расход газа зависит от показателя толщины изделия, скорости пайки, типа соединений;
- дуга может поджигаться, не касаясь металла, в таком случае понадобится осциллятор;
- нужно тщательно следить за выбором полярности тока, что позволит уменьшать трату электродов за счет сокращения нагревания металла;
- аргон создает защитный шар, предотвращая окисление и уменьшая использование материалов.

Существует ряд требований относительно работы. Их следует обязательно придерживаться для сохранения высокого качества изделий, в частности:
- следить за точным соблюдением размеров для получения швов высочайшего качества;
- пользоваться определенными приспособлениями, упрощающими сборку;
- обезжирить кончики электродов и обрабатываемые поверхности;
- правильно подбирать силу тока для экономии электродов и сохранения формы их заточек;
- не забывать вытеснять воздух из зоны работ;
- если используются инертные защитные газы, нужно постоянно следить, чтобы газовое облако закрывало не только сварную ванну, но и электрод с кончиком разогретой проволоки;
- при ускорении сваривания должна возрасти и скорость подачи инертных газов.
Ручная методика имеет ряд особенностей. Работы выполняются справа налево. Если сваривают самые тонкие компоненты, то горелку нужно держать под углом 60 градусов, если более толстые — 90 градусов. При выборе методики установки присадки учитывают толщину изделий.
У автоматического и полуавтоматического режимов также имеются особенности. Так, направление работы должно помогать перемещению присадочного прутка в передней части дуги. Электроды размещают в перпендикулярном положении к сварочным поверхностям, а присадка и проволока — под углом 90 градусов.
Сварка вольфрамовыми электродами
 Трансформаторы выступают главными источниками питания, когда используется переменный ток, генераторы и выпрямители — если постоянный. У всех источников должна быть крутопадающая характеристика, которая поддержит постоянную величину напряжения, если нарушена длина дуги из-за перепадов.
Трансформаторы выступают главными источниками питания, когда используется переменный ток, генераторы и выпрямители — если постоянный. У всех источников должна быть крутопадающая характеристика, которая поддержит постоянную величину напряжения, если нарушена длина дуги из-за перепадов.
Относительно того, что варят вольфрамовыми электродами. Такой тип сваривания используют при работе с молибденом, никелем, титаном и высоколегированными сталями. Источник высокой температуры — ток.
Компоненты — специальный электрод и газ аргон, то есть процесс происходит уже в защищенной среде, что приводит к улучшению характеристик сварочных швов, упрощая саму работу и делая ее более эффективной.
obrabotkametalla.info