Сварка вольфрамовым электродом: Дуговая сварка в инертном газе с неплавящимися вольфрамовыми электродами (TIG) — интернет-магазин Евротек
alexxlab | 29.04.2023 | 0 | Разное
Сварка вольфрамовым электродом – особенности, технология, оборудование
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
1 / 1
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов.
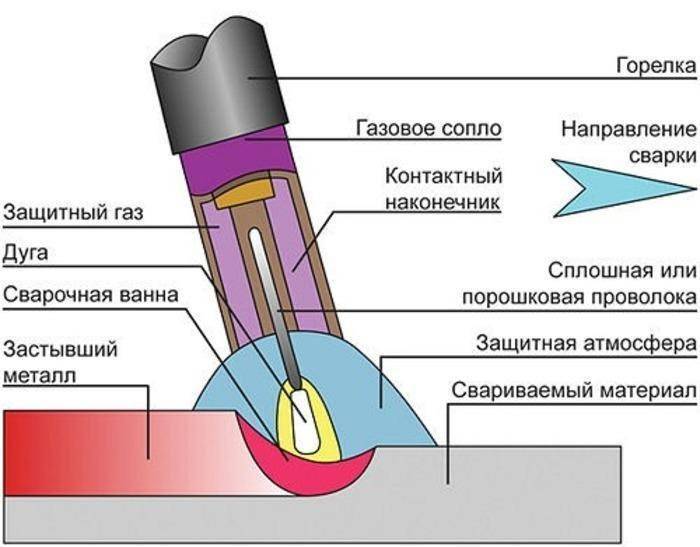
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Кроме того, добавки вносят для повышения стабильности дуги или увеличения срока работы при высокой температуре.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ – вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
Такие изделия не уступают качеством своим зарубежным аналогам.
Сферы применения
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды WC-20 используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.

Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.
Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).
Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Требования к процессу сварки
Технология и правила сварки
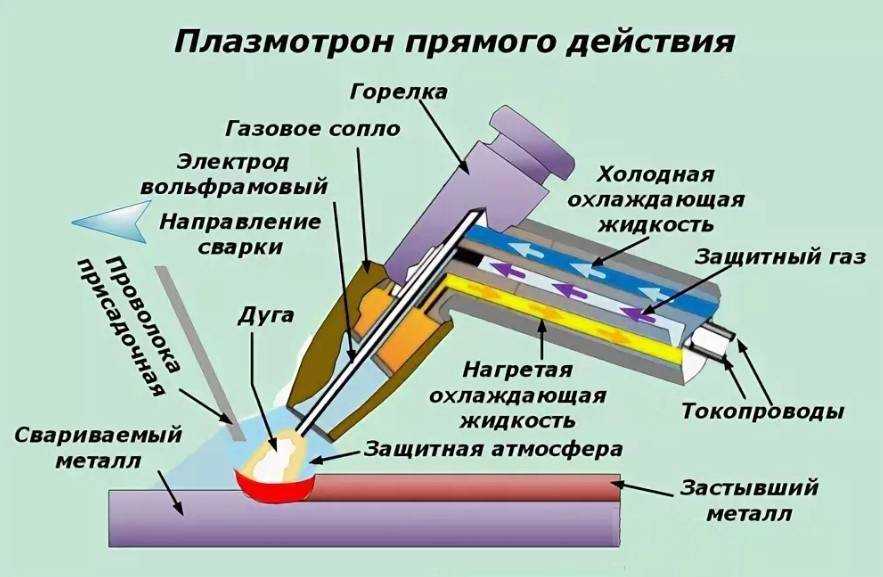
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор. К нему необходимо добавить следующие средства и материалы:
К нему необходимо добавить следующие средства и материалы:
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ – аргон;
- присадочная проволока – пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей. Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Вольфрамовая сварка
15.03.2017 Виды
Сварка вольфрамовым электродом предназначена для соединения металлов и сплавов в инертной среде. Вольфрам, плавящийся при температуре 3422 градуса, является наиболее тугоплавким металлом, что позволяет использовать его для изготовления электродов.
Сварка вольфрамовым неплавящимся электродом посредством автоматических устройств или ручном режиме позволяет получать прочные чистые швы, благодаря чему она получила широкое распространение в машиностроении, и в частности, в автомобилестроении.
Для предотвращения окисления рабочей поверхности, вольфрамовая сварка осуществляется в среде инертных газов – аргона, ксенона, криптона, гелия, азота или их смесей.
Особенности технологии сварки вольфрамовыми электродами
Технология сварки вольфрамовым электродом имеет некоторые особенности, учет которых позволяет повысить надежность соединения при одновременной экономии расходных материалов. Перечислим их:
- Для обеспечения качественного сваривания, кромки заготовок, особенно при работе с тонколистовыми конструкциями, следует зафиксировать ручной прихваткой или специальными сборочными элементами.
- Рабочая поверхность электрода должна быть чистой, так как наличие окислов на нем может сказаться на снижении качества сварного шва.
- Электродуга возбуждается осциллятором, а расплавленный торец не контактирует со свариваемой поверхностью или присадочной проволокой.

- Оптимальный подбор силы тока обеспечивает экономный расход электрода при сохранении формы его заточки.
- Как было отмечено выше, вольфрамовая сварка проводится в среде инертных газов, чаще всего аргона. Расход газа находится в прямой зависимости от толщины и типа свариваемых металлов, а также скорости сварки.
- При сваривании встык заготовок толщиной менее 10 мм сварочная дуга направляется справа налево. Угол между соплом горелки и деталью при работе с тонким металлом не должен превышать 60 градусов. При работе с более толстыми заготовками, угол между горелкой и металлом должен составлять около 90 градусов.
- При сварке тонких металлических листов присадочная проволока не должна направляться в дугу, оставаясь сбоку. Проволока приближается к точке сваривания возвратно-поступательными движениями. При сваривании толстых деталей присадка направляется поступательно-поперечными движениями.
Марки электродов для вольфрамовой сварки
- Электрод WP (цветная маркировка – зеленая).
 Содержание вольфрама в электродах данной марки составляет свыше 99%. WP обеспечивает устойчивую дугу в инертной среде при сварке переменным током с использованием осциллятора. В качестве инертного газа предпочтительно использовать аргон или гелий. Электроды марки WP оптимальны для сваривания изделий из алюминия и магния. Из-за ограниченности тепловой нагрузки на рабочий конец, ему придается шарообразная форма.
Содержание вольфрама в электродах данной марки составляет свыше 99%. WP обеспечивает устойчивую дугу в инертной среде при сварке переменным током с использованием осциллятора. В качестве инертного газа предпочтительно использовать аргон или гелий. Электроды марки WP оптимальны для сваривания изделий из алюминия и магния. Из-за ограниченности тепловой нагрузки на рабочий конец, ему придается шарообразная форма. - Электрод WC 20 (цветная маркировка – серая). Благодаря двухпроцентному содержанию оксида церия улучшен первоначальный запуск электрической дуги. WC 20 – универсальные вольфрамовые электроды, предназначенные для работы с переменным током и токами прямой положительной полярности. Изделия применяются для сварки трубопроводов разного предназначения, а также тонколистовых заготовок.
- Электроды WL 15 и WL 20 (цветная маркировка – синяя). Изделия, содержащие оксид лантана, обеспечивают устойчивый запуск первоначальной и повторной дуги. Наличие лантана увеличивает рабочий ток при одновременном уменьшении износа.
 Марка WL 20 часто применяется в промышленных сварочных устройствах благодаря получению чистого и надежного сварного шва. Важной характеристикой изделия является то, что заточка сварочного электрода сохраняется долго, и это создает преимущества при сваривании черных и нержавеющих сталей постоянным током прямой полярности.
Марка WL 20 часто применяется в промышленных сварочных устройствах благодаря получению чистого и надежного сварного шва. Важной характеристикой изделия является то, что заточка сварочного электрода сохраняется долго, и это создает преимущества при сваривании черных и нержавеющих сталей постоянным током прямой полярности. - Электрод WT 20 (цветная маркировка – красная). Это наиболее распространенная марка вольфрамовых электродов, популярность которых обусловлена наличием легированного покрытия из тория. При этом следует отметить, что торий является радиоактивным элементом низкого уровня, поэтому заточка сварочного электрода должна проводиться с соблюдением мер безопасности. При эпизодическом использовании электродов данной марки незначительные выделения тория не наносят ущерб здоровью, однако при регулярной работе с электродами WT 20 рабочее место сварщика должно быть оборудовано системой принудительной вентиляции.
- Электрод WY 20 (цветная маркировка – темно-синяя). Изделие предназначено для сваривания наиболее ответственных узлов и конструкций из титана, нержавеющих, низколегированных, углеродистых сталей, цветных металлов, сплавов.
 Вольфрамовый электрод WY 20 с напылением из иттрия является наиболее устойчивым во всей линейке неплавящихся электродов, выпускаемых промышленностью.
Вольфрамовый электрод WY 20 с напылением из иттрия является наиболее устойчивым во всей линейке неплавящихся электродов, выпускаемых промышленностью.
Сварка GTAW (сварка TIG) Значение, оборудование и карьера
Сварка GTAW Процесс также широко известен как Сварка TIG или сварка вольфрамовым электродом в среде инертного газа . Это процесс дуговой сварки, в котором для получения сварных швов используется неплавящийся электрод (вольфрам). Обычно в сварке TIG используются присадочные материалы, но в некоторых случаях это может не потребоваться. В этом процессе область сварки защищена атмосферным загрязнением инертным защитным газом.
Основные моменты сообщения:
- Что такое сварка TIG?
- Сварочное оборудование TIG
- Защитные газы для различных металлов при сварке TIG
- Газы, выделяющиеся при сварке
- Как защититься от сварочных газов?
- Где используется сварка TIG?
- Области применения сварки TIG
- Компании нанимают сварщиков TIG
- Типы работ для сварщиков TIG
- Заработная плата сварщика TIG
Что такое сварка TIG?
Сварка GTAW (TIG) является одним из методов сварки. Это происходит путем зажигания дуги между заготовкой и неплавящимся вольфрамовым электродом. Инертный газ, обычно аргон, защищает сварочную ванну и электрод, который подается через газовый баллон на конце сварочной горелки.
Это происходит путем зажигания дуги между заготовкой и неплавящимся вольфрамовым электродом. Инертный газ, обычно аргон, защищает сварочную ванну и электрод, который подается через газовый баллон на конце сварочной горелки.
Сварочное оборудование TIG
Как и другие типы сварки, для дуговой сварки вольфрамовым электродом (GTAW) также используется оборудование. Они следующие:
1. Сварочная горелка
Сварочная горелка должна быть хорошо изолирована и проста в обращении для ручной сварки. Механическая сварка требует этих необходимых вещей. В основном, есть два типа сварочных пистолетов.
i) Сварочная горелка с водяным охлаждением : Может выдерживать сварочный ток 400 А.
ii) Сварочная горелка с воздушным охлаждением : Может выдерживать сварочный ток 200 А.
2. Зажигание дуги
Высокочастотный генератор является главным источником воспламенения. Он производит искру, которая инициализирует необходимый проводящий путь. Частота начального импульса зажигания может быть разной МГц.
Частота начального импульса зажигания может быть разной МГц.
Обычно сварщики не должны практиковать зажигание дуги, царапая электродом заготовку. Потому что это вызывает риск появления вольфрамовых включений в сварном шве и повреждения электрода. Вместо этого другим методом является метод «подъемной дуги», который происходит при прикосновении электрода к заготовке.
3. Источник питания
Обычно TIG работает на постоянном токе с отрицательным электродом. Когда электрод подключен к положительному полюсу, при сварке алюминия разрушается оксидный слой. Поэтому магний и алюминий обычно сваривают на переменном токе. Как правило, источники питания TIG управляются электронным способом.
4. Прямоугольная волна переменного тока
В 1970-х годах применялось несколько новых конструкций источников питания. По сути, они работают над новой технологией, включающей прямоугольную форму волны. Они не используют постоянное высокочастотное напряжение зажигания для сварки TIG на переменном токе.
5. Импульсный термический
Импульсный термический в основном обеспечивает лучший контроль ванны расплава и процесса затвердевания. Установка низкой частоты импульсов позволяет ванне расплава частично затвердевать. Импульсная подача тепла имеет некоторые преимущества, такие как лучший контроль проникновения и профиля проникновения; лучший контроль сварочной ванны при позиционной сварке; меньшая чувствительность к изменениям ширины зазора; и сниженная чувствительность к неравномерной теплопроводности и отводу.
6. Оборудование для контроля
Потребность в оборудовании для контроля зависит от степени механизации процесса сварки. Обычно автоматически регулируются предварительная и последующая подача защитного газа, а также ВЧ-генератор. Наклон тока вниз и способность пульсировать током заполняют кратеры. Предварительная и дополнительная подача газа защищают электрод и сварочную ванну от окисления.
7. Электроды для процесса TIG
Перед выбором подходящего электрода для сварки TIG следует обратить внимание на множество характеристик. Сварщики должны их учитывать.
Сварщики должны их учитывать.
- Хорошая эмиссия электронов
- Высокая температура плавления
- Хорошая теплопроводность
- Низкое электрическое сопротивление
- Материал, наилучшим образом отвечающий этим требованиям, — вольфрам .
Взгляните на IS0 6848 Электроды для сварки ВИГ и их детали
| Добавка | Доля (%) | Цветовые коды | Типы | AC/DC |
| 0 | Зеленый | WP | АС | |
| Церий | 2 | Серый | WC20 | AC/DC |
| Лантан | 1 | Черный | WL10 | AC/DC |
| Цирконий | 0,8 | Коричневый | WZ8 | АС |
| Торий | 2 | Красный | WT20 | DC |
Защитные газы для различных металлов при сварке GTAW
Существует множество газов, используемых в процессах сварки и других связанных процессах сварки и резки. Это топливные газы (ацетилен, пропан, бутан) и защитные газы (двуокись углерода, аргон, гелий). Кроме того, небольшое количество кислорода используется как в топливном газе, так и в защитном газе в виде смеси.
Это топливные газы (ацетилен, пропан, бутан) и защитные газы (двуокись углерода, аргон, гелий). Кроме того, небольшое количество кислорода используется как в топливном газе, так и в защитном газе в виде смеси.
Защитные газы используются в зависимости от материала заготовки при выполнении процесса сварки TIG.
1. Защитный газ для стали
Как правило, при сварке ВИГ используется аргон для следующих материалов, таких как нержавеющая сталь, нелегированная сталь и низколегированная сталь. Смесь водорода или гелия и аргона в качестве защитного газа применяется для механической сварки всех этих металлов. При сварке дуплексной нержавеющей стали можно использовать небольшую добавку азота для обеспечения правильного ферритно-аустенитного баланса. Корневой газ используется при выполнении качественных сварных швов с помощью сварки TIG для защиты корневого участка сварного шва от окисления. Корневой газ представляет собой смесь азота, водорода или чистого аргона.
2. Защитный газ для алюминия и его сплавов
При сварке TIG алюминия и алюминиевых сплавов защитным газом обычно является аргон, а иногда и гелий. Гелий в основном добавляют для улучшения теплопередачи или при сварке более толстых профилей. Обычно сварочный ток является переменным или имеет низкие уровни тока. Это может быть постоянный ток с электродом, подключенным к плюсу. Использование аргона в качестве защитного газа улучшает такие показатели, как характеристики пробоя оксида, стабильность дуги и качество сварки.
3. Защитный газ для меди и ее сплавов
Аргон считается подходящим вариантом для сварки меди во всех положениях. Кроме того, он дает отличные результаты при сварке металла толщиной до 6 мм. В этом случае требуется предварительный подогрев из-за высокой теплопроводности металла. Лучшим защитным газом для сварки деталей толщиной более 6 мкм является гелий или гелий, содержащий 35% аргона.
4. Защитный газ для титана
Защитный газ для титана
Выбор защитного газа для сварки титана требует исключительно высокой чистоты не менее 99,99 %. Но в некоторых случаях требуется дополнительный защитный газ. Возможно, это может быть либо гелий, либо аргон. Как правило, аргон подходит для металла толщиной примерно до 3 мм из-за его хороших защитных характеристик и более высокой плотности.
Газы, выделяющиеся при сварке
Все горящие предметы выделяют некоторое количество газов и дыма. В процессе сварки и резки также выделяются газы. Взглянем.
| Старший № | Типы газа | Деятельность/процессы |
| 1. | Углекислый газ (CO 2 ) | Выбрасывается при распаде CO 2 Защитный газ |
| 2. | Оксид азота (NO) | Производится за счет нагревания азота и кислорода из атмосферы |
3. | Окись углерода (СО) | Производится за счет разложения флюсов |
| 4. | Хлористый водород (HCl) и фосген (COCl 2 ) | Создан в результате реакции паров и ультрафиолетовых лучей. |
| 5. | Озон (О 3 ) | Выделяется при взаимодействии кислорода воздуха и электрической дуги. |
Как защититься от сварочных газов?
Дым и газы, выделяемые при сварке, вредны для человека. Перед началом сварки каждый сварщик должен прочитать инструкции по технике безопасности от производителя. Некоторые из общих мер безопасности перечислены ниже:
i) Должна быть надлежащая система вентиляции для удаления газов и паров из близлежащей зоны дыхания.
ii) Всегда носить соответствующие средства защиты органов дыхания , возможно, изготовленные с использованием новейших технологий.
iii) Сварщики не должны использовать вентилятор для выдувания дыма ; это может быть проблемой для всех, кто работает вокруг.
iv) Сварщики не должны сваривать еще влажные места с использованием обезжиривающего растворителя.
v) наличие кислорода в месте сварки должно быть достаточным для легкого дыхания.
Применение сварки GTAW
Где используется сварка TIG?
Сварка ВИГ используется в различных отраслях промышленности для сварки профилей из нержавеющей стали и цветных металлов, таких как сплавы алюминия, магния и меди. Его можно использовать для стали, латуни, бронзы, меди, никеля, алюминия, магния и золота. Сварка TIG является чистой, так как не образует дыма и дыма.
Кроме того, сварка ВИГ используется для таких применений, как соединение труб и приварка труб к торцевым пластинам теплообменников. В основном сварка TIG предназначена для сварки нержавеющей стали, сварки легких металлов, т.е. сплавов алюминия и магния, и сварки меди. Следующие отрасли промышленности используют сварку GTAW в больших масштабах.
В основном сварка TIG предназначена для сварки нержавеющей стали, сварки легких металлов, т.е. сплавов алюминия и магния, и сварки меди. Следующие отрасли промышленности используют сварку GTAW в больших масштабах.
1. Использование TIG в автомобильной промышленности – Автомобильная промышленность в основном использует сварку TIG для обеспечения безопасности конструкции. Кроме того, сварка TIG снижает коррозию и защищает автомобили от ржавчины с течением времени благодаря передовым технологиям.
2. Использование сварки ВИГ в трубной промышленности – Использование сварки ВИГ в трубной промышленности для соединения труб под разными углами, например, в химической промышленности, велосипедной промышленности и т. д.
3. Использование TIG в аэрокосмической промышленности – Сварка TIG упростила космические путешествия за счет создания безопасных самолетов и космических кораблей. Тип TIG широко используется в компаниях по производству коммерческих самолетов, таких как компания Boeing. Благодаря своей прочности и точности он используется для изготовления специальных сложных кораблей, таких как Международная космическая станция (МКС).
Тип TIG широко используется в компаниях по производству коммерческих самолетов, таких как компания Boeing. Благодаря своей прочности и точности он используется для изготовления специальных сложных кораблей, таких как Международная космическая станция (МКС).
4. Использование ВИГ в художественной/скульптурной промышленности – Обычно сварка ВИГ известна своим превосходным внешним видом. Его можно использовать в индустрии металлических скульптур и других подобных металлических произведений искусства.
5. Использование сварки TIG в ремонтной промышленности – GTAW широко используется в ремонтной отрасли, начиная от небольших игрушек и заканчивая тяжелыми самолетами. Сварка GTAW удобна и может выполняться даже на крошечных детских тележках и инструментах из алюминия.
6. Использование TIG в военной/оборонной промышленности – Когда вы думаете об оборонной промышленности, точность имеет наибольшее значение. Но благодаря современным методам и инструментам сварки TIG сварщики достигают требуемого уровня точности.
Но благодаря современным методам и инструментам сварки TIG сварщики достигают требуемого уровня точности.
Сварка вольфрамовым электродом в среде инертного газа подходит для всех свариваемых материалов со всеми типами соединений и во всех положениях сварки, кроме свинца и цинка. Он лучше всего подходит для тонких материалов толщиной от 0,5 до 3 мкм.
Области применения сварки GTAW
Ниже перечислены основные области сварки TIG.
- Автомобильная промышленность
- Оборонная промышленность
- Трубная промышленность
- Ремонтная промышленность
- Скульптура/Художественная промышленность
- Космическая промышленность
- Сварочные школы и колледжи
Компании нанимают сварщиков TIG
Существует так много сварочных компаний и организаций, которые нанимают сварщиков на различные должности. Некоторые из них заключаются в следующем.
- Производство AMC, Лас-Вегас, Невада
- MDC Vacuum, Хейворд, Калифорния
- Компания Роберта, Роанок-Рапидс, Северная Каролина
- SpaceX, Хоторн, Калифорния
Типы заданий для сварки ВИГ
Ниже приведены типы заданий для сварки ВИГ.
- Педагог/инструктор
- Оператор ВИГ
- Аппарат для сварки труб TIG
- Сварочный аппарат TIG
- Сварщик/производитель TIG
- Камерная сварка TIG/GTAW IV
Зарплата TIG W старший
Все сварщики не получают одинаковую месячную или годовую зарплату во всех Соединенных Штатах. Есть много факторов, влияющих на динамику заработной платы в сварочной отрасли. Доминирующими факторами являются количество сварочных производств, расположение, опыт, навыки сварщика, безудержная конкуренция и т. д. Как правило, сварщик TIG получает 18,36 долларов в час.
Заключение
Прежде всего, почти в каждой отрасли сварка GTAW используется в различных сварочных работах. Информация о типах сварки TIG полезна студентам, сварщикам, преподавателям и профессионалам в области сварки во многих отношениях.
Связанный: Другие типы сварки
Как правильно выбрать вольфрам для сварки TIG и что — Baker’s Gas & Welding Supplies, Inc.
перейти к содержанию
Эд Цижевски
После того, как вы вложили средства в первоклассный сварочный аппарат TIG для сварки алюминия или детальных проектов, получите максимальную отдачу от своих сварных швов, выбрав правильный сварочный вольфрамовый электрод TIG. Независимо от того, используете ли вы процессы переменного или постоянного тока для сварки TIG, вот несколько советов, о которых следует помнить, когда придет время запастись электродами TIG, включая новый электрод, о котором вы, возможно, не знали. В конце поста мы также дадим ссылку на любимую работу клиентов Baker’s Gas and Welding.
В конце поста мы также дадим ссылку на любимую работу клиентов Baker’s Gas and Welding.
Каждый электрод для сварки TIG имеет особую цветовую классификацию, которая облегчает его идентификацию. В зависимости от состава электрода сварщики найдут конкретные области применения и преимущества, которые лучше всего подходят для каждого электрода. Вот краткий обзор:
Зеленые электроды для сварки TIG изготовлены из чистого вольфрама и используются для сварки переменным током, часто для алюминия и магния. Они, как правило, широко используются, потому что они недороги. Тем не менее, они также сгорают намного быстрее, чем электроды из других сплавов, поэтому приготовьтесь запастись, если пойдете по этому пути.
Зачем использовать зеленые электроды из чистого вольфрама? Они хорошо работают при синусоидальной сварке переменным током и образуют сплошной шарообразный наконечник, обеспечивающий стабильную дугу. Помимо высокого расхода, он не так хорошо заводится, как торированные или цериированные электроды, которые остаются фаворитами у многих сварщиков.
Помимо высокого расхода, он не так хорошо заводится, как торированные или цериированные электроды, которые остаются фаворитами у многих сварщиков.
Красные торированные электроды для сварки TIG являются одними из наиболее часто используемых электродов, поскольку 2% тория, смешанного с вольфрамом, долговечны и универсальны. Сварщики могут заострить кончик этих электродов и наслаждаться стабильной дугой, которая длится долгое время. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току.
Переключение между сваркой переменным и постоянным током с использованием торированных электродов. Сварщики могут работать над проектами, включающими тонкий алюминий, титан, углеродистую сталь, нержавеющую сталь и никель. Поскольку торий радиоактивен, сварщики с осторожностью относятся к использованию этих электродов.
Оранжевые электроды для сварки TIG с церием содержат около 2 % церия и идеально подходят для сварки на постоянном токе и слаботочных процессов. Поскольку им можно сваривать углеродистую сталь, нержавеющую сталь, никелевые сплавы и титан, некоторые сварщики обнаружили, что он хорошо работает в качестве замены ториевых электродов.
Поскольку им можно сваривать углеродистую сталь, нержавеющую сталь, никелевые сплавы и титан, некоторые сварщики обнаружили, что он хорошо работает в качестве замены ториевых электродов.
Ceriated не рекомендуется для сварки при более высоких токах, так как тепло может изменить состав электрода. Сварщики предпочитают работать с электродами Ceriated при более низких температурах для мелких, точных деталей, изготовления труб и сварки тонкого металла.
Золотые лантановые электроды для сварки TIG работают как на переменном, так и на постоянном токе (отрицательный электрод), поскольку их можно затачивать или скруглять, соответственно, в зависимости от проекта. Он может сваривать сталь от источника питания прямоугольной формы и обеспечивает надежный запуск дуги и стабильность дуги.
Из-за долговечности и универсальности некоторые сварщики используют лантанаты вместо тория, так как в металле нет радиоактивных элементов.
Коричневые циркониевые электроды для сварки TIG содержат минимальное количество циркония и лучше всего подходят для сварки переменным током. Поскольку цирконий является прочным металлом, устойчивым к растрескиванию, он обеспечивает стабильную дугу и препятствует загрязнению. Он также может проводить силу тока, сравнимую с ториевыми электродами.
Поскольку цирконий является прочным металлом, устойчивым к растрескиванию, он обеспечивает стабильную дугу и препятствует загрязнению. Он также может проводить силу тока, сравнимую с ториевыми электродами.
Серые редкоземельные электроды обычно указывают, какие оксиды редкоземельных элементов присутствуют в стержне. Эти электроды можно использовать для сварки на переменном и постоянном токе, но сварщики должны внимательно прочитать информацию о каждом металле, указанную на упаковке. В лучшем случае электроды из редкоземельных металлов обеспечивают стабильную дугу, более длительный срок службы и ток, который может конкурировать с другими электродами, даже если они обычно меньше.
Получите все пять электродов TIG в одном наборе Не можете решить, какой электрод купить? Попробуйте новый Weldporn Five Flavors Assorted Tungsten. Было доказано, что эти электроды обеспечивают стабильность и постоянство при каждом сварном шве. В комплект входит по два электрода каждого типа.