Сваркой варить: Как правильно варить электродной сваркой (сварочным инвертором) — статья интернет-магазина инструментов «Sea Tools»
alexxlab | 05.07.2023 | 0 | Разное
инструкция для новичков и не только
- Главная >
- Блог >
- Как варить инверторной сваркой: инструкция для новичков и не только
26.09.2022
Сварка
Время чтения: 6 минут
Редакция сайта VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- Особенности сварочного инвертора
- Назначение инвертора и сферы применения
- Подбор силы тока
- Подбор диаметра электрода
- Пошаговая инструкция по инверторной сварке
- Техника безопасности при инверторной сварке
- Распространенные ошибки новичков при инверторной сварке
- Полезные функции инвертора для новичков
С появлением недорогих инверторов у каждого начинающего мастера появилась возможность научиться варить самостоятельно.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешевого вполне хватит для сборки простой металлоконструкции или сварки дачного забора. Для освоения этого аппарата понадобится совсем немного времени. Как варить инверторной сваркой, вы легко поймете, прочитав нашу статью до конца.
Особенности сварочного инвертора
Упростить сварочный процесс можно, даже не являясь профессиональным сварщиком. Такая возможность появилась при выходе на рынок инверторных аппаратов.
Такой вид сварки металла – большой технологический шаг. Раньше подобное оборудование было неподъемным, достаточно вспомнить выпрямители и сварочные трансформаторы предыдущих поколений. Сегодня габариты и масса инверторного аппарата намного меньше, что делает более удобным его использование и повышает производительность сварочных работ.
Сейчас с уверенностью можно сказать, что инвертор – самый современный, и традиционные генераторы, выпрямители, трансформаторы постепенно отходят на второй план. Даже если прежде вам не приходилось работать с таким оборудованием, будет достаточно получить несколько уроков по инверторной сварке для начинающих, и вы уже будете иметь представление о технологии работ.
Как варить инверторной сваркой? Существует несколько видов инверторов, производители у них тоже разные. Конструкция аппарата не зависит от производителя и состоит из:
- блока питания с фильтром и устройством для выпрямления;
- инверторного блока, который служит преобразователем постоянного тока в переменный высокочастотный;
- трансформатора для понижения напряжения тока;
- силового выпрямителя, отвечающего за постоянный ток в аппарате на выходе;
- электронного блока, за счет которого происходит управление аппаратом.
Конструкция содержит множество технологических решений, позволяющих создавать очень качественные соединительные швы большой прочности. Вес аппарата – от 5 до 15 кг, а его компактность дает возможность без проблем переносить оборудование с места на место.
Вес аппарата – от 5 до 15 кг, а его компактность дает возможность без проблем переносить оборудование с места на место.
В новом комплекте оборудования при покупке вы найдете подробную инструкцию, которая подскажет, как научиться варить инверторной сваркой самостоятельно, как аппарат включать, какие использовать электроды в зависимости от свариваемого металла и прочие детали.
Назначение инвертора и сферы применения
В особых случаях, когда параметры металла для сварки требуют особого подхода для создания идеальных швов, качественная инверторная сварка чаще всего и есть лучшее решение.
За счет того, что действие механизмов продумано до мелочей, работы по соединению деталей инвертором становятся все более популярны в различных сферах:
- Технология сварки обеспечивает высокую эффективность как в бытовых, так и в промышленных условиях благодаря высокой транспортабельности и компактности. И если вы впервые столкнулись с таким видом работы, самоучитель для начинающих в короткие сроки ответит на вопрос о том, как правильно варить инверторной сваркой.

- Антизалипание и форсирование дуги – это лишь некоторые новейшие возможности, которые может предоставить разнотипная сварка.
- Весь процесс автоматизирован, что позволяет серьезно упростить работу сварщика.
- К преимуществам инверторной сварки можно отнести ее способность надежно и эффективно соединять разнородные металлы: нержавейку и высоколегированную сталь, медь, титан, алюминий и прочие сплавы.К преимуществам инверторной сварки можно отнести ее способность надежно и эффективно
Электрическая инверторная сварка может выполняться на абсолютно разных объектах, в том числе и в бытовых условиях, как говорилось выше. Поскольку данная технология не требует специального обучения, информацию о том, как варить металл инверторной сваркой, можно найти в Интернете.
Подбор силы тока
Для новичка освоить данный вид сварки – не проблема, если он научится правильно выставлять силу тока. Выбирать ее нужно в соответствии с толщиной свариваемого металла. Если число ампер будет превышено, то шов получится слишком вплавленным, местами даже с дырами от прожогов. Соответственно, это соединение очень непрочно и ломается при нажиме.
Если число ампер будет превышено, то шов получится слишком вплавленным, местами даже с дырами от прожогов. Соответственно, это соединение очень непрочно и ломается при нажиме.
Рекомендуем статьи
- Теплопроводность металлов: характеристики, методы изучения
- Теплопроводность металлов: характеристики, методы изучения
- Аргоновая сварка труб: особенности технологии
Если же силы тока недостаточно, на поверхности останется наплавленный металл без необходимой проплавки. Если это узлы отопления, то они быстро протекут, а металлические конструкции могут рассоединиться.
На торце инверторного аппарата есть переключатель ампер. Его значение отображается либо на шкале, либо на цифровом дисплее в зависимости от модели. Чтобы соединение вышло оптимальным, рекомендуется выбирать силу тока в соответствии с данными, приведенными в таблице:
35–55
1,5
45–75
2
90–125
3
125–165
4
140–170
5
6
Подбор диаметра электрода
Когда вы научитесь правильно выбирать диаметр электрода, то есть в соответствии с установленной силой тока и толщиной сторон металлического изделия, инверторная сварка станет довольно простым занятием. Очень тонким элементам обеспечен перегрев на большом токе, а это накаляет держатель и может травмировать сварщика. Если будет подобран слишком большой диаметр электрода, то он будет прилипать, и не получится добиться нужной степени проплавки.
Очень тонким элементам обеспечен перегрев на большом токе, а это накаляет держатель и может травмировать сварщика. Если будет подобран слишком большой диаметр электрода, то он будет прилипать, и не получится добиться нужной степени проплавки.
Среди советов новичкам о том, как варить инверторной сваркой, можно привести следующую таблицу, где указано соответствие диаметра электрода толщине металла:
Пошаговая инструкция по инверторной сваркеТолько после верного выставления всех настроек можно приступать к сварке. Прежде всего, рекомендуется надеть защитную верхнюю одежду из плотной ткани, при этом края куртки должны находиться поверх брюк, так же как и края штанин по отношению к обуви. Это защитит от горячих окалин, которые могут обжечь незащищенные части тела. Новичкам рекомендуется маска-хамелеон, чтобы лучше видеть собственные действия до розжига дуги. На руки следует надеть перчатки из прочной ткани.Если разбирать сварочный процесс пошагово, то выглядит он так:
- Кончик электрода касается черновой поверхности с постукиванием.
 В этом качестве можно применять прикрепленную к массе пластину или металлический квадрат размером 100х100 мм. Такой вариант прогрева увеличивает чувствительность к последующим возгораниям и заставляет электроны в присадочном металле двигаться.
В этом качестве можно применять прикрепленную к массе пластину или металлический квадрат размером 100х100 мм. Такой вариант прогрева увеличивает чувствительность к последующим возгораниям и заставляет электроны в присадочном металле двигаться. - Две стороны свариваемого металла нужно скрепить между собой, чтобы во время сварки они не расползлись. «Прихватки» нужно поставить не менее чем в двух местах, если речь о стыке, и с обратной стороны не менее двух, если соединение тавровое или угловое.
- Далее дуга перемещается к началу шва при легком касании к металлу.
- Поскольку дуга очень ярко горит, лучше сначала потренироваться на черновых деталях, чтобы глаза привыкли к такому свету. Это нужно для того, чтобы видеть не только белое пятно, но и понимать, какие процессы происходят.
- Если удерживать дугу на месте, образуется лужица металла, так называемая «сварочная ванна». Это происходит из-за плавления основной стали и присадочного материала.
 Какова ширина ванны, такими будут границы шва.
Какова ширина ванны, такими будут границы шва. - Помимо расплавленного металла, в ванне будет накапливаться жидкий шлак. Он создает изолированную среду (при помощи паров) для защиты шва от воздействия воздуха. Новичку при работе с инверторной сваркой нужно научиться отличать расплавленный металл от жидкого шлака. Последний обычно красный, а вот у металла – белый цвет. Если перепутать шлак со сталью, то можно не проварить много мест на поверхности.
- Несмотря на свою защитную функцию, шлак образует наплывы, которые мешают сварщику, поэтому ему приходится регулярно отгонять в сторону кончиком электрода затекающий шлак. Разводы, образующиеся на поверхности, после застывания легко отбиваются.
- Шов образуется разными движениями кончика присадочного элемента, но это требует подробного описания, которое приводится далее в тексте.
- При окончании сварки необходимо сделать «замок», то есть окончание шва. Если убрать электрод без этого, то образуется отверстие, похожее на кратер, и все это застынет.
 В итоге он первый пропустит воду, с него начнется трещина при нажиме. Поэтому завершить шов нужно, отведя кончик в сторону на цельный металл либо заведя его на уже готовое соединение.
В итоге он первый пропустит воду, с него начнется трещина при нажиме. Поэтому завершить шов нужно, отведя кончик в сторону на цельный металл либо заведя его на уже готовое соединение.
Техника безопасности при инверторной сваркеМы не сделаем глобального открытия, если в очередной раз напомним, что при инверторной сварке, как и при других подобных видах работ, самое важное – техника безопасности. Маска сварщика – обязательна. Рабочая одежда должна быть из негорючих материалов и надежно защищать руки и ноги от брызг расплавленного металла.
Читайте также: Приспособления для сварочного стола: обзор наиболее важных
Стоит ли говорить, что поблизости от места проведения сварочных работ не должно быть легковоспламеняющихся предметов, а домашняя электропроводка должна быть рассчитана на большую нагрузку от сварочного аппарата.Потребуется около 4 кВт при напряжении сварочного тока в 200 А. В отличие от трансформаторных аппаратов предыдущего поколения, инверторное оборудование не очень сильно нагружает сеть, но может не работать при пониженном напряжении. Эти нюансы необходимо брать в расчет при подготовке к сварочным работам.Распространенные ошибки новичков при инверторной сваркеКак правильно варить шов инверторной сваркой? Обычно все новички допускают ошибки и дефекты. Но, зная основные виды этих недоработок, можно научиться работать над ошибками и овладеть мастерством на хорошем уровне. Самыми распространенными дефектами считаются:
Эти нюансы необходимо брать в расчет при подготовке к сварочным работам.Распространенные ошибки новичков при инверторной сваркеКак правильно варить шов инверторной сваркой? Обычно все новички допускают ошибки и дефекты. Но, зная основные виды этих недоработок, можно научиться работать над ошибками и овладеть мастерством на хорошем уровне. Самыми распространенными дефектами считаются:
- Трещины. Они образуются, когда неправильно подобран электрод. Если его химический состав не совпадает со свариваемыми материалами, это приведет к образованию трещин: холодных и горячих. Избежать этого можно, внимательно ознакомившись с рекомендациями на упаковке присадочного элемента, где указано его взаимодействие с металлами.
- Прожоги – дыры в пластинах и деталях. Образуются при большой силе тока и медленном ведении дуги. Чтобы этого избежать, нужно устанавливать ток в соответствии с приведенной выше таблицей и делать шов быстрее.
- Непровары – пропущенные участки, где присадочный материал не проплавляется, а просто накладывается сверху.
 Соединение хрупкое и негерметичное. Происходит это из-за небольшой силы тока и слишком быстрой проводке шва. Решить проблему можно, правильно настроив сварочный инвертор и равномерно ведя дугу.
Соединение хрупкое и негерметичное. Происходит это из-за небольшой силы тока и слишком быстрой проводке шва. Решить проблему можно, правильно настроив сварочный инвертор и равномерно ведя дугу. - Поры. Образуются при взаимодействии сварочной ванны и окружающей среды. Причина может быть в плохом или отсыревшем покрытии электродов. В этом случае нужно прокалить присадочный материал на печи или каком-либо устройстве при температуре 170°. Возникновению пор также может послужить ветреная погода, если работы ведутся на улице. Поэтому при данных условиях должен быть установлен заградительный щит.
Шов может быть некрасивым и неравномерным по форме, иметь бугры, чешую и сильно отличаться по ширине. Эта проблема появляется из-за недостаточного освоения колебательных движений и решается практикой.Полезные функции инвертора для новичковДля новичков существуют аппараты с дополнительными функциями, чтобы можно было быстрее освоить инверторную сварку:
- При сварке тонкого металла режим форсажа дуги не дает прилипнуть электроду.
 Эта настройка прибавляет 10 % тока от выставленного автоматически, когда датчик оборудования определяет, что расстояние между поверхностью и электродом сократилось.
Эта настройка прибавляет 10 % тока от выставленного автоматически, когда датчик оборудования определяет, что расстояние между поверхностью и электродом сократилось. - Опция горячего старта мгновенно разжигает дугу без постукиваний о черновой материал или пластину. Кроме того, поддерживается высокое напряжение холостого хода, когда контакты разомкнуты, что благоприятно сказывается на общей производительности.
- Инверторная сварка дает возможность починить металлические элементы даже новичку. Для этого нужно изучить параметры настройки аппарата и освоить технику выполнения шва. Сам же компактный инвертор позволит обеспечить быструю и надежную сварку.
Читайте также
07.04.2023
Какие соединения относятся к резьбовым: разновидности и функции
Подробнее
04.04.2023
Высокоуглеродистая сталь и ее особенности
Подробнее
31.03.2023
Температура закалки стали: какой должна быть
Подробнее
29. 03.2023
03.2023
Плазмотрон: устройство, виды, задачи
Подробнее
27.03.2023
Как правильно пескоструить: особенности обработки металла
Подробнее
24.03.2023
Анодное покрытие и его особенности
Подробнее
20.03.2023
Развертка по металлу: назначение и принцип действия
Подробнее
17.03.2023
Вальцевание: особенности технологии
Подробнее
Сварка при низких и отрицательных температурах
Содержание
- Влияние минусовой температуры на качество сварки
- Правила сварки при отрицательных температурах
- Дополнительное оборудование для сварки на холоде
- Резюме
Обычно сварочные работы стараются проводить летом или весной. Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Влияние минусовой температуры на качество сварки
Работы по сварке в условиях низких температур требуют от мастера-сварщика не только навыков, но и особых знаний нагрева металла на морозе. Отметим, что сварочные работы при температуре не ниже минус 10°С можно проводить обычным способом. Однако более низкие температуры могут оказать влияние на качество швов, прочность соединений и даже работоспособность техники. Какие явления наблюдаются при сварке на холоде:
- Время жидкого состояние сварочной ванны сокращается на 10%, ударная вязкость стали ухудшается. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
- Тепло от зоны сварки отводится интенсивнее.
 Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар).
Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар). - Влага может попасть в зону сварки. Это снижает качество металла шва. Влага появляется в целом от холодного воздуха, инея, который образуется на свариваемых кромках, а также, если электроды долгое время были хранились на холоде.
Бытовые сварочные работы обычно проводят углеродистой сталью. Обратим внимание, что если соединяемые элементы имеют толщину не больше 16 миллиметров, с ними можно работать как при обычной сварке до минус 30°С. Если сталь низколегированная — до минус 15°С.
Интересный факт: сварочные работы возможны даже в открытом космосе, где температура составляет минус 273°С. Впервые работы в космосе провели в 1984 с помощью электронно-лучевой сварки.
Правила сварки при отрицательных температурах
Говоря о правилах сварки при отрицательных температурах, необходимо прежде обратить внимание на оборудование, с помощью которого проводят работы. Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование. При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям. У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование. При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям. У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Также для обеспечения безопасности и качества работы рекомендуем придерживаться основных правил сварки конструкций при низких температурах:
- Очищать от снега детали и место для сварки.
- Предварительно прогревать свариваемые металлы. Например, если работы проводятся при температуре воздуха минус 20°С, необходимо прогревать металл до 120-160°С. Эта рекомендация не относится к меди или алюминию, их можно сваривать без прогрева.

- При работе на открытом воздухе нужно применять постоянный электрический ток обратной полярности.
Стоит знать и частные правила:
- Не накладывать швы друг на друга, избегать стремительных переходов между металлами разной толщины.
- Начинать работу со стыковых швов.
- Сократить количество металла в жидком состоянии.
- При работе необходимо одновременно на 10-15% увеличивать ток сварки и снижать скорость перемещения электрода.
- Зачищать кромки элементов, которые были сварены.
- Заменить прихватки струбцинами или другими приспособлениями.
- Использовать электроды, которые обеспечивают пластичные швы: Э50А, Э46А или Э42А.
Дополнительное оборудование для сварки на холоде
Сварка зимой может проводится не только на открытом воздухе, но и в зданиях, в условиях промышленных предприятий: в цехах, на складах, площадках строительства и.т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
Практически все модели оборудования для обогрева имеют похожие конструкцию и принцип работы. Они выполнены в форме цилиндра, имеют элемент для нагрева и вентилятор с большой мощностью. Холодный воздух проходит через аппарат и выходит теплым.
Чтобы выбрать оборудование необходимой мощности, учитывайте объем обогреваемого помещения. Обратите внимание, что для использовать газовые или дизельные устройства можно только в хорошо вентилируемых помещениях.
Резюме
Сварочные работы зимой возможны и могут быть выполнены качественно. Для проведения сварки на открытом воздухе при низкой при температуре необходимо правильно подобрать оборудование и следовать основным правилам. Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.
В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.
Похожие статьи
Разбираемся в основных методах сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG.
Хранение сварочных аппаратов и материалов
Как хранить сварочное оборудование зимой, как низкая температура влияет на них и как подготовить к работе оборудование, которое занесли в теплое помещение с мороза.
Настроить комплект или добавить в корзину? Вы можете настроить комплект, в котором присутствуют товары на выбор или настраиваемые опции товара.
Объединить с товаром из корзины? Основной товар комплекта уже добавлен в корзину. Объединить с товаром из корзины или добавить комплект отдельно?
Удалить комплект из корзины?
[]
{“product_page”:{“price”:”#content . product-price-container”,”special”:”#content .product-special-container”,”price_parent”:””,”quantity”:”#product input[name=quantity]”,”button”:”#product #button-cart”,”product_data”:”#content #product”},”list”:””}
product-price-container”,”special”:”#content .product-special-container”,”price_parent”:””,”quantity”:”#product input[name=quantity]”,”button”:”#product #button-cart”,”product_data”:”#content #product”},”list”:””}
{“symbol_left”:””,”symbol_right”:” \u0440\u0443\u0431.”,”decimal_place”:”0″,”decimal_point”:”.”,”thousand_point”:” “}
false
false
Удалить
Изменить
Сварка | Типы и определение
дуговая сварка
Просмотреть все материалы
- Похожие темы:
- дуговая сварка электронно-лучевая сварка холодная сварка альфа-порошковая сварка диффузионное соединение
См. все связанные материалы →
сварка , метод, используемый для соединения металлических деталей, обычно с применением тепла. Этот метод был открыт во время попыток придать железу полезную форму. Сварные клинки были разработаны в 1-м тысячелетии нашей эры, самые известные из них производились арабскими оружейниками в Дамаске, Сирия. В то время был известен процесс науглероживания железа для производства твердой стали, но полученная сталь была очень хрупкой. Техника сварки, которая включала прослойку относительно мягкого и прочного железа с высокоуглеродистым материалом с последующей ковкой в молоте, позволила получить прочное и прочное лезвие.
В то время был известен процесс науглероживания железа для производства твердой стали, но полученная сталь была очень хрупкой. Техника сварки, которая включала прослойку относительно мягкого и прочного железа с высокоуглеродистым материалом с последующей ковкой в молоте, позволила получить прочное и прочное лезвие.
В наше время совершенствование технологии производства железа, особенно внедрение чугуна, ограничило сварку кузнецом и ювелиром. Другие способы соединения, такие как крепление болтами или заклепками, широко применялись к новым изделиям, от мостов и железнодорожных двигателей до кухонной утвари.
Современные процессы сварки плавлением являются результатом необходимости получения непрерывного соединения на больших стальных пластинах. Было показано, что клепка имеет недостатки, особенно для закрытого контейнера, такого как котел. Газовая сварка, дуговая сварка и контактная сварка появились в конце 19 века.век. Первая реальная попытка широкомасштабного внедрения сварочных процессов была предпринята во время Первой мировой войны. К 1916 г. кислородно-ацетиленовый процесс был хорошо разработан, и используемые тогда методы сварки используются до сих пор. С тех пор основные улучшения коснулись оборудования и безопасности. Дуговая сварка с использованием плавящегося электрода также была введена в этот период, но первоначально использовавшаяся неизолированная проволока приводила к хрупким сварным швам. Решение было найдено путем обматывания оголенного провода асбестом и обвивкой алюминиевой проволокой. Современный электрод, представленный в 1907, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая потребность в средствах быстрого строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые опытно-конструкторские работы.
К 1916 г. кислородно-ацетиленовый процесс был хорошо разработан, и используемые тогда методы сварки используются до сих пор. С тех пор основные улучшения коснулись оборудования и безопасности. Дуговая сварка с использованием плавящегося электрода также была введена в этот период, но первоначально использовавшаяся неизолированная проволока приводила к хрупким сварным швам. Решение было найдено путем обматывания оголенного провода асбестом и обвивкой алюминиевой проволокой. Современный электрод, представленный в 1907, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая потребность в средствах быстрого строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые опытно-конструкторские работы.
Сварка сопротивлением, изобретенная в 1877 году Элиу Томсоном, была принята задолго до дуговой сварки для точечного и шовного соединения листов.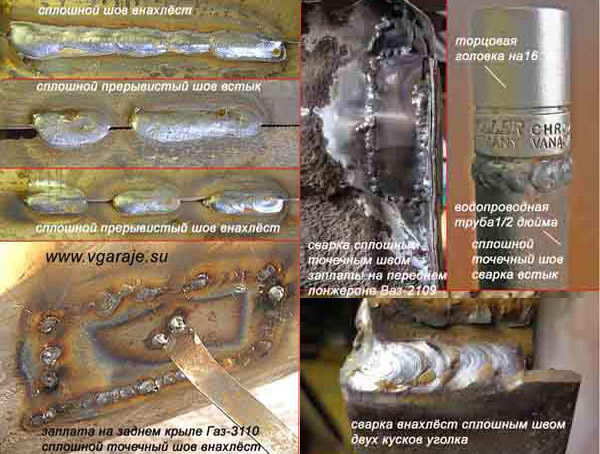 Стыковая сварка для изготовления цепей и соединения стержней и стержней была разработана в XIX веке.20 с. В 1940-х годах был внедрен вольфрамово-инертный газовый процесс с использованием неплавящегося вольфрамового электрода для выполнения сварных швов плавлением. В 1948 году в новом процессе в среде защитного газа использовался проволочный электрод, который изнашивался при сварке. Совсем недавно были разработаны электронно-лучевая сварка, лазерная сварка и несколько твердофазных процессов, таких как диффузионная сварка, сварка трением и ультразвуковое соединение.
Стыковая сварка для изготовления цепей и соединения стержней и стержней была разработана в XIX веке.20 с. В 1940-х годах был внедрен вольфрамово-инертный газовый процесс с использованием неплавящегося вольфрамового электрода для выполнения сварных швов плавлением. В 1948 году в новом процессе в среде защитного газа использовался проволочный электрод, который изнашивался при сварке. Совсем недавно были разработаны электронно-лучевая сварка, лазерная сварка и несколько твердофазных процессов, таких как диффузионная сварка, сварка трением и ультразвуковое соединение.
Сварной шов можно определить как слияние металлов, полученное путем нагревания до подходящей температуры с приложением давления или без него, а также с использованием или без использования присадочного материала.
При сварке плавлением источник тепла выделяет достаточно тепла для создания и поддержания ванны расплавленного металла требуемого размера. Тепло может подаваться электричеством или газовым пламенем. Сварку электрическим сопротивлением можно рассматривать как сварку плавлением, потому что образуется некоторое количество расплавленного металла.
Сварку электрическим сопротивлением можно рассматривать как сварку плавлением, потому что образуется некоторое количество расплавленного металла.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Твердофазные процессы производят сварку без плавления основного материала и без добавления присадочного металла. Всегда используется давление, и обычно обеспечивается некоторое количество тепла. Теплота трения выделяется при ультразвуковом соединении и соединении трением, а нагрев в печи обычно используется при диффузионном соединении.
Электрическая дуга, используемая при сварке, представляет собой сильноточный низковольтный разряд, обычно в диапазоне 10–2000 ампер при напряжении 10–50 вольт. Столб дуги сложен, но, вообще говоря, состоит из катода, испускающего электроны, газовой плазмы для проведения тока и анодной области, которая становится сравнительно более горячей, чем катод, из-за бомбардировки электронами. Обычно используется дуга постоянного тока (DC), но могут использоваться дуги переменного тока (AC).
Суммарное потребление энергии во всех процессах сварки превышает количество энергии, необходимой для изготовления соединения, поскольку не все выделяемое тепло может быть эффективно использовано. Эффективность варьируется от 60 до 90 процентов, в зависимости от процесса; некоторые специальные процессы сильно отклоняются от этой цифры. Тепло теряется за счет теплопроводности через основной металл и за счет излучения в окружающую среду.
Большинство металлов при нагревании вступают в реакцию с атмосферой или другими металлами поблизости. Эти реакции могут быть чрезвычайно вредными для свойств сварного соединения. Например, большинство металлов быстро окисляются в расплавленном состоянии. Слой оксида может помешать правильному соединению металла. Капли расплавленного металла, покрытые оксидом, захватываются сварным швом и делают соединение хрупким. Некоторые ценные материалы, добавленные для определенных свойств, так быстро реагируют на воздухе, что осаждаемый металл не имеет того состава, который был изначально. Эти проблемы привели к использованию флюсов и инертных атмосфер.
Эти проблемы привели к использованию флюсов и инертных атмосфер.
При сварке плавлением флюс играет защитную роль, облегчая контролируемую реакцию металла, а затем предотвращая окисление за счет образования покрытия над расплавленным материалом. Флюсы могут быть активными и помогать в процессе или неактивными и просто защищать поверхности во время соединения.
Инертные атмосферы играют такую же защитную роль, как и флюсы. При дуговой сварке металлическим электродом в среде защитных газов и дуговой сварке вольфрамовым электродом в защитных газах инертный газ — обычно аргон — вытекает из кольцевого пространства, окружающего горелку, непрерывным потоком, вытесняя воздух вокруг дуги. Газ не вступает в химическую реакцию с металлом, а просто защищает его от контакта с кислородом воздуха.
Металлургия соединения металлов важна для функциональных возможностей соединения. Дуговая сварка иллюстрирует все основные особенности соединения. В результате прохождения сварочной дуги образуются три зоны: (1) металл шва, или зона сплавления, (2) зона термического влияния и (3) незатронутая зона. Металл шва – это та часть соединения, которая расплавилась во время сварки. Зона термического влияния – это область, прилегающая к металлу шва, которая не подвергалась сварке, но претерпела изменение микроструктуры или механических свойств под действием тепла сварки. Незатронутый материал – это тот, который не был нагрет достаточно, чтобы изменить свои свойства.
Металл шва – это та часть соединения, которая расплавилась во время сварки. Зона термического влияния – это область, прилегающая к металлу шва, которая не подвергалась сварке, но претерпела изменение микроструктуры или механических свойств под действием тепла сварки. Незатронутый материал – это тот, который не был нагрет достаточно, чтобы изменить свои свойства.
Состав металла шва и условия, при которых он замерзает (затвердевает), существенно влияют на способность соединения соответствовать эксплуатационным требованиям. При дуговой сварке металл шва состоит из присадочного материала и расплавленного основного металла. После прохождения дуги происходит быстрое охлаждение металла шва. Однопроходный шов имеет литую структуру со столбчатыми зернами, простирающимися от края ванны расплава к центру сварного шва. При многопроходном сварном шве эта литая структура может быть изменена в зависимости от конкретного свариваемого металла.
Основной металл, прилегающий к сварному шву или зоне термического влияния, подвергается ряду температурных циклов, и изменение его структуры напрямую связано с пиковой температурой в любой заданной точке, временем воздействия и охлаждением. ставки. Типов основного металла слишком много, чтобы обсуждать их здесь, но их можно сгруппировать в три класса: (1) материалы, не подверженные воздействию тепла сварки, (2) материалы, упрочненные структурными изменениями, (3) материалы, упрочненные процессами осаждения.
ставки. Типов основного металла слишком много, чтобы обсуждать их здесь, но их можно сгруппировать в три класса: (1) материалы, не подверженные воздействию тепла сварки, (2) материалы, упрочненные структурными изменениями, (3) материалы, упрочненные процессами осаждения.
Сварка создает напряжения в материалах. Эти силы вызываются сжатием металла шва и расширением, а затем сжатием околошовной зоны. Ненагретый металл накладывает ограничения на вышеперечисленное, а поскольку преобладает усадка, металл шва не может свободно сжиматься, и в соединении накапливаются напряжения. Это обычно известно как остаточное напряжение, и для некоторых критических применений его необходимо устранить путем термической обработки всего изготовления. Остаточные напряжения неизбежны во всех сварных конструкциях, и если их не контролировать, произойдет изгиб или деформация сварного соединения. Контроль осуществляется методом сварки, приспособлениями и приспособлениями, технологиями изготовления и конечной термической обработкой.
Существует большое разнообразие сварочных процессов. Некоторые из наиболее важных обсуждаются ниже.
Дуговая сварка | металлургия | Британика
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- В этот день в истории
- Викторины
- Подкасты
- Словарь
- Биографии
- Резюме
- Популярные вопросы
- Обзор недели
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica объясняет
В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.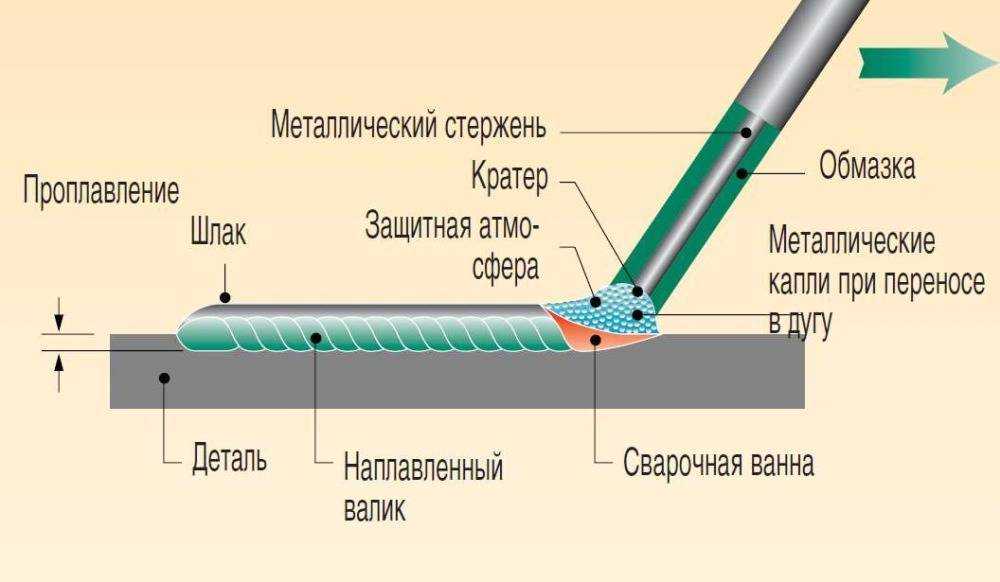
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
- Студенческий портал
Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, правительство, литература и т. д. - Портал COVID-19
Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня. - 100 женщин
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.