Сварное соединение на чертеже: Как обозначается сварное соединение на чертеже?
alexxlab | 05.03.2020 | 0 | Разное
обозначение на чертеже, формула расчета
Какая сварка называется стыковой? Ответ на этот вопрос заложен в самом словосочетании стык, шов и сварка. Стыковое сварное соединение – это наиболее распространенный способ сварки двух металлических деталей, элементов или конструкций, которые примыкают друг к другу торцевыми поверхностями. Сварочный шов может быть как односторонним, так и двусторонним, на остающейся подкладке и без нее, с замковым швом и т. д. Вариантов сварки встык много и каждый из них используется в том или ином производственном процессе.
Торцы деталей необходимо специально подготовить для выполнения качественных сварочных работ. Вид обработки кромок зависит от толщины металла, применяемого оборудования, особенностей технологического процесса и других факторов. Выполняются стыковые сварные соединения по ГОСТ 5264-80, который и регламентирует все особенности технологии. Этот документ предусматривает 32 типа таких соединений, обозначающихся буквой C с цифровым кодом. Например, C2 – это односторонний стыковочный шов без какого-либо скоса поверхностей кромок.
Например, C2 – это односторонний стыковочный шов без какого-либо скоса поверхностей кромок.
Начало сварки стыкового шва
Область применения
Этот вид сварных соединений используется повсеместно. Прокладка различных металлических трубопроводов невозможна без сварки отдельных труб встык. Кузовные части автомобилей, любой прокат, различные сложные изделия в машиностроительной отрасли объединяются в одно целое по этой технологии.
Преимущества и недостатки
Стыковые соединения сварных швов имеют следующий ряд преимуществ перед другими методами сборки металлических элементов в одну конструкцию.
- Эта технология сварки не критична к толщине свариваемых деталей. Толщина может колебаться от долей до сотен миллиметров. Данный критерий не зависит от способа сварки и определяется только возможностью соединения материала встык.
- На стыковой сварочный шов расходуется меньшее количество присадочных материалов и энергетических ресурсов, следовательно уменьшается стоимость соединения.

- В отличие от других видов соединения деталей сварка практически не увеличивает общий вес конструкции, шов получается ровным и герметичным, а также контроль качества соединительного сварного шва упрощается.
Но наряду с достоинствами, сварка встык имеет ряд недостатков. Она требует очень точной подгонки свариваемых деталей. Кромки обеих соединяемых элементов должны иметь равномерный зазор между собой по всей длине стыкового соединения. Многократно увеличивается сложность подгонки и сварки длинных стыков, размером в несколько метров. Но это ни в коем случае не умаляет всех преимуществ стыковых сварных соединений.
Особенности стыковой сварки
Главной особенностью сварки встык является то, что хотя бы одна из поверхностей обеих соединяемых деталей лежит в одной общей плоскости. То есть, даже если толщина свариваемых элементов различается, одна из общих поверхностей не должна иметь ступеньки в месте сварочного шва. В противном случае это будет уже не стыковое соединение, а тавровое. Другие нюансы сварки в стык определяются способом подготовки торцевых кромок и характеристиками сварочного шва. Например, стыковое сварное соединение C21 выполняется со скосом обеих кромок двусторонним сварочным швом.
Другие нюансы сварки в стык определяются способом подготовки торцевых кромок и характеристиками сварочного шва. Например, стыковое сварное соединение C21 выполняется со скосом обеих кромок двусторонним сварочным швом.
Для усиления соединения встык могут быть использованы специальные несъемные прокладки, приваренные к соединяемым деталям на всем протяжении сварочного шва. При разных толщинах свариваемых элементов может быть использовано замковое соединение, которое также позволяет усилить шов. Все особенности сварки в стык определяются ГОСТом и другими нормативными документами. Ниже будут представлены нюансы каждого из стыкового сварочного соединения в соответствии с общей классификацией.
Типы и параметры соединений встык
Как уже было сказано выше, ГОСТ предусматривает 32 типа стыковых сварочных соединений. Виды сварных стыковых соединений представлены в нижеприведенной таблице, где дано описание каждого из них с маркировкой, диапазоном толщины соединяемых деталей, характеристикой сварного шва и формой сечения.
Таблица с видами стыковой сварки
«Примечание!
Сварной шов С17 является наиболее часто используемым вариантом соединения металлических элементов путем сварки встык.»
Обозначение на чертеже
Для обозначения сварных швов встык в технической документации используются специальные символы и надписи. По ГОСТу на них указывают выносные стрелки с надписями сверху и снизу. На ниже приведенном рисунке представлен пример такого обозначения.
Обозначение стыковой сварки на чертеже
- знак указывает на то, что подгонку и стыковку свариваемых деталей необходимо выполнять на месте монтажа;
- ГОСТ 5264-80 обозначает, что соединение следует производить электродуговой сваркой;
- С13 – эта маркировка говорит о том, что перед нами стык с криволинейным скосом по одной кромке и односторонним швом;
- знак показывает, что произведено снятие термического напряжения с обеих сторон;
- знаки Rz20 и до Rz80 определяют чистоту шлифовки лицевой и обратной стороны стыкового сварочного шва.
Расчет стыковых сварных соединений
Перед сварочными работы следует выполнить некоторые математические расчеты. Это необходимо для получения качественной сварки, способной выдержать те нагрузки, которые определены условиями эксплуатации соединенных элементов. Сварка в стык рассчитывается по следующей формуле:
Формула расчета
Где,
N – максимальная нагрузка на шов;
t – минимальная толщина деталей;
lw – длина сварочного шва максимальная;
Rwy – сопротивление по пределу прочности;
γс – табличный коэффициент.
Эта формула позволяет произвести расчет сварного стыкового соединения на центральное сжатие и процесс растяжения.
Контроль стыковых сварных соединений
От качества шва зависит прочность и долговечность стыковой сварки. Любой дефект может вызвать его постепенное или мгновенное разрушение.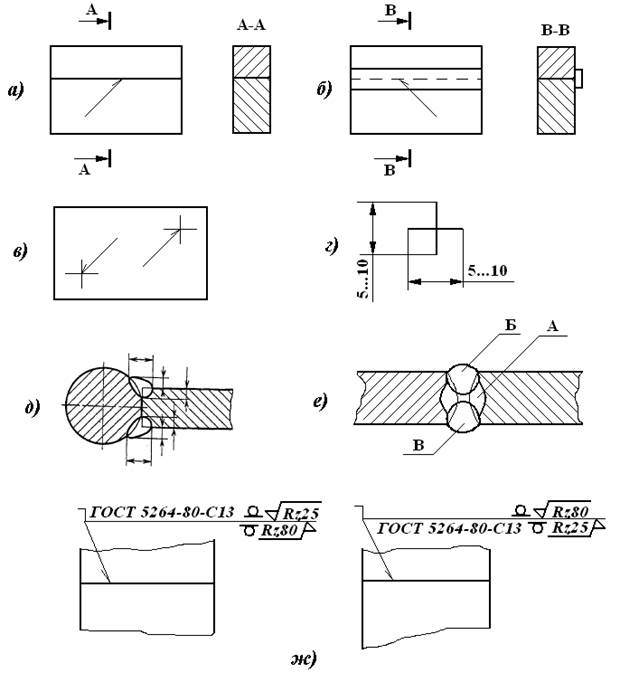 Существующие способы дефектоскопии сварочных швов позволяют на 100% исключить такие негативные последствия. Ниже приведен перечень основных методов контроля качества сварных швов, которые используются в настоящее время:
Существующие способы дефектоскопии сварочных швов позволяют на 100% исключить такие негативные последствия. Ниже приведен перечень основных методов контроля качества сварных швов, которые используются в настоящее время:
- визуальный осмотр позволяет определить видимые дефекты: трещины и раковины;
- рентгенография способна выявить внутренние дефекты: шлаковые включения и т. д.;
- магнитографический способ позволяет найти микротрещины, поры и другие дефекты;
- ультразвуковое исследование – это эффективный метод контроля качества швов.
Конечно, это далеко не полный перечень способов контроля качества сварки встык. В зависимости от результатов, которые необходимо получить, может быть использована цветная дефектоскопия, химический способ, вакуумный метод и многие другие.
Заключение
Следует отметить, что тип соединения встык, форму торцевых кромок, расположение сварочных швов подбирают исходя из физических и химических характеристик свариваемого металла, конструктивных особенностей соединяемых элементов и результата, который желательно получить в ходе выполнения работ.
Чертеж стыкового соединения. Обозначения швов сварных соединений на чертежах
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
Огнеопасные газы, такие как ацетилен, природный газ, пропан и т.д. И образующие газы, используемые при лазерной сварке, не охватываются настоящим международным стандартом. Транспортировка и обработка газов и контейнеров должна осуществляться в соответствии с требованиями местных, национальных и региональных стандартов и правил.
Определяет условия для визуального осмотра сварных швов до, во время и после сварки, но не определяет степень проверки. Он оснащен рекомендованными датчиками сварочного манометра и необходимым оборудованием для прямого и косвенного визуального контроля сварных швов.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва- под ним.
Этот стандарт применим к материалам толщиной 8 мм или более, которые проявляют низкое затухание ультразвуковой волны. Обычно стандарт предназначен для испытания сварных швов, где сварочный материал и основной материал являются ферритными. Стандарт определяет четыре тестовых класса.
Этот стандарт определяет степень допустимости 2 и 3 для испытания полностью сварных сварных соединений в ферритных сталях толщиной от 8 мм до 100 мм. В этом стандарте описывается процедура проведения поперечных испытаний путем изгиба испытательных стержней, боковых или боковых испытаний боковых изгибов, взятых из тупых сварных соединений.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
В этих международных стандартах указаны размеры испытательных стержней и процедура проведения испытаний на растяжение для определения прочности на растяжение и места сварного шва. Эти стандарты применяются к металлическим материалам. Настоящий международный стандарт предписывает метод, описывающий расположение испытательных стержней, ориентацию их выемок для испытания и запись данных о ударе испытаний на изгиб тупых сварных соединений в протоколе. Он включает в себя метод маркировки тестовых стержней и дополнительные требования отчета об испытаниях.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
Эта часть стандарта определяет испытания на твердость для поперечных сечений сварных соединений сварных металлических материалов с дуговой сваркой и не может использоваться для испытаний на сварку аустенитных нержавеющих сталей. Стандарт охватывает основные группы методов, групп и подгрупп. Количество любого метода имеет максимум три цифры. Эта система рассматривается как инструмент для компьютерной обработки, чертежей, рабочих документов, определения сварочных процедур и т.д.
Применяется в основном для ферритных сталей, но может использоваться для других подходящих материалов. Настоящий международный стандарт дает указания производителям, как производить термообработку или производство термообработанных продуктов или компонентов. Стандарт также может использоваться в качестве основы для оценки производителем его способности выполнять термообработку.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
Предполагается, что стандарт станет гибкой основой для обеспечения. Что касается того факта, что изменения в стандартах были изданы почти непрерывно, в статье упоминаются только те, которые связаны со сваркой, считаются важными, и те, которые были изменены в прошлом году.
Чертежи неразделимых сварных соединений Предварительная информация Сварка – это процесс непрерывного склеивания металлических деталей из тех же или подобных материалов. Этот процесс включает локализованное плавление соединенных деталей. Место прямого соединения двух соединенных элементов называется сварным швом. Часто бывает, что для процесса сварки требуется использование дополнительного материала, который называется связующим. Источником тепла, необходимым для проведения сварочного процесса, то есть локального плавления соединенных деталей, может быть газовое пламя или электрическая дуга.
Источником тепла, необходимым для проведения сварочного процесса, то есть локального плавления соединенных деталей, может быть газовое пламя или электрическая дуга.
В зависимости от источника тепла можно использовать газовую или дуговую сварку. Результатом комбинации двух или более компонентов в процессе сварки является образование сварного соединения, которое все чаще упоминается как сварная конструкция. Пример сварной конструкции показан на рис. Попытка сопоставить сварную структуру и соединение в техническом чертеже требует знания терминов и принципов сварки.
Наиболее распространенными в литературе и технической документации являются следующие выражения: лицевая сторона сварной наружной поверхности сварного шва со стороны ее укладки, соединение свариваемой противоположной поверхности сшитой сшивающей поверхности сварочной канавки в сварных швах, выполненных с одной стороны, сварной сварной непрерывный шов по всей длине стыка, сварные прерывистые сварные швы с регулярными интервалами, сварные симметричные сварные швы, имеющие поперечное сечение в одной и той же форме на лицевой поверхности и на гребне.
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
2.Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3.Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Пример симметричного сварного шва Типы сварных швов Типы сварных швов тесно связаны с их формой и внешним видом. Это касается как внешнего вида, так и поперечного сечения. Примеры сварных швов, стыков, их форм, названий и контрактных знаков показаны в таблице. Тонкая линия на иллюстрации формы сварки представляет состояние краев перед выполнением операции сварки и, таким образом, представляет способ подготовки краев сварочных элементов.
Типы сварных швов и стыков и их договорные знаки Таблица Название сварного шва Форма сварки Контрактная подпись Сварная кромка с изогнутыми краями, полностью расплавленная Сварная кромка с изогнутыми краями, частично расплавленная.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно -80 “Швы сварных соединений, ручная дуговая сварка” и -76 “Швы сварных соединений, сварка в защитных газах”):
Вид сверху на грань лица Лицо сварного шва выполнено в виде дуг с тонкими линиями. Не забудьте отметить форму отверстий с толстой сплошной линией, а в случае непрерывных линий – тонкую сплошную линию. Кроме того, следует обратить внимание на форму сварных швов с скошенными отверстиями, которые должны соответствовать форме отверстий в плоскости контакта соединенных деталей.
- стыковое – “С”
- торцевое – “С”
- нахлесточное – “Н”;
- тавровое – “Т”;
- угловое – “У”.
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Габаритный чертеж сварных швов и сварных соединений Сварные соединения и соединения, сваренные на исполнительных и монтажных чертежах, должны быть рассчитаны в соответствии с упрощенной схемой, представленной в польском стандарте, которая основана на ряде графических элементов контракта. Упрощенная конструкция определения сварного шва показана на чертеже в упрощенном анализе сварного шва можно выделить следующие: расширение линии, стрелку опорной линии, идентификатор линии, обычный символ сварного шва, обозначенный 1, характерные размеры поперечного сечения, обозначенные цифрой 2, характерные размеры продольного сечения, обозначены позицией Рис.
Упрощенная конструкция определения сварного шва показана на чертеже в упрощенном анализе сварного шва можно выделить следующие: расширение линии, стрелку опорной линии, идентификатор линии, обычный символ сварного шва, обозначенный 1, характерные размеры поперечного сечения, обозначенные цифрой 2, характерные размеры продольного сечения, обозначены позицией Рис.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Упрощенная конструкция маркировки сварного соединения. Опорная линия представляет собой линию тонкой непрерывной опустошен завершена стрелкой, стрелка называется опорной линии. Длина опорной линии должна обеспечивать дизайнер, способный четко и правильно хранить всю необходимую информацию относительно сварного шва или сварного соединения. Полки должны провести опорную линию параллельно нижнему краю листа чертежа.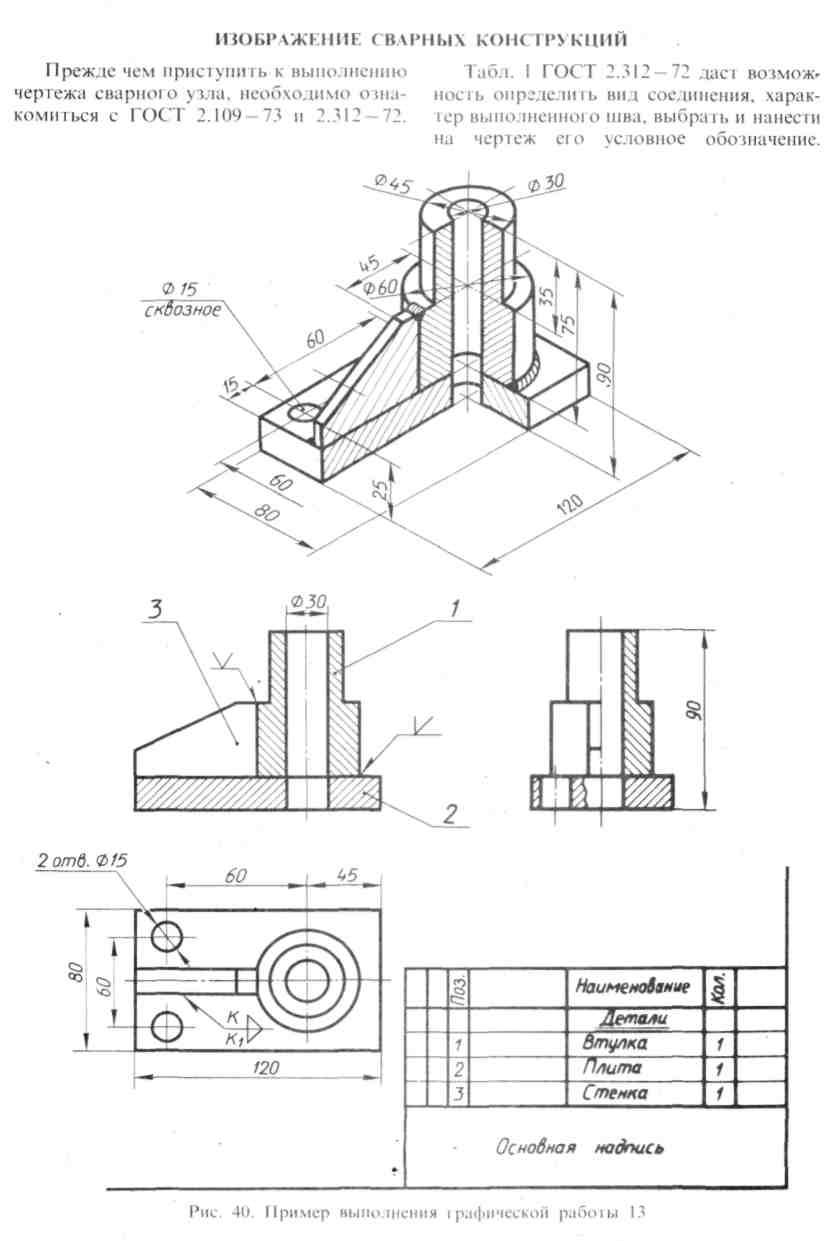
Присутствует в анализе приварены идентификации соединительная линия представляет собой тонкий пунктирная линия, которая обращается ниже или выше опорной линии. Расположение линии идентификации зависит от того, отмечен ли сварной шов после. Его положение также зависит от положения метки сварного шва. При маркировке симметричных сварных швов линия идентификации должна быть опущена. Принципы маркировки сварных швов с идентификационной линией и контрактными сварными швами показаны в таблице. Точки 1 и 4 в этой таблице рекомендуются Польским стандартом и считаются привилегированными.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Принципы определения совместной идентификации линий и условных знаков совместного Описания Таблицы презентационная графика Если шов на стороне лица, знак письменного договорные суставы на исходном уровне и помещает ее в нормальном положении.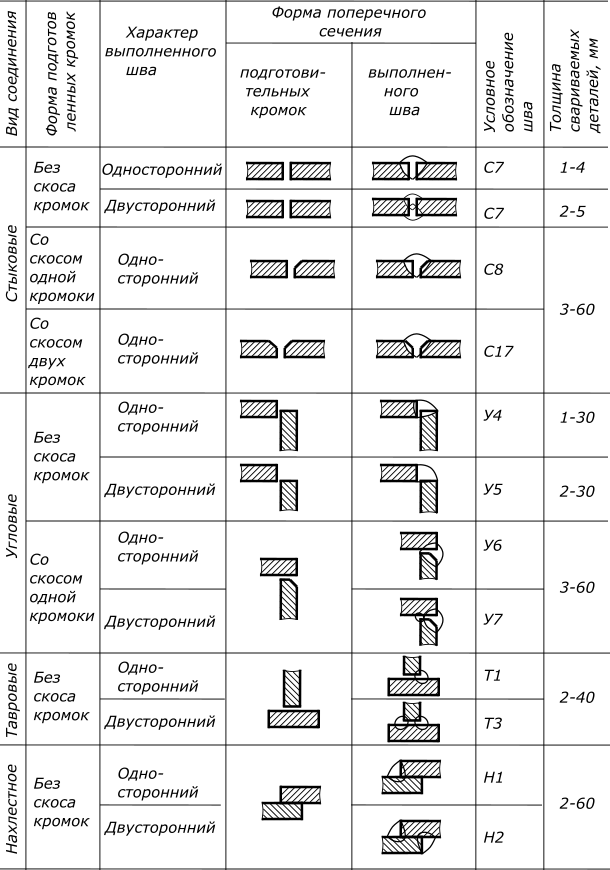 Если шов на стороне лица, знак написаны договорные стыки на базовом и помещает его в перевернутом положении. Если шов отмечен на стороне гребня, свариваемый знак записывается на идентификационную линию и помещается в нормальное положение. Если шов отмечен на стороне гребня, сварной знак записывается на идентификационную линию и помещается в обратное положение.
Если шов на стороне лица, знак написаны договорные стыки на базовом и помещает его в перевернутом положении. Если шов отмечен на стороне гребня, свариваемый знак записывается на идентификационную линию и помещается в нормальное положение. Если шов отмечен на стороне гребня, сварной знак записывается на идентификационную линию и помещается в обратное положение.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Условный знак сварной шов пишет на опорной линии в точке, отмеченной на рисунке 4 цифр 1, сохраняя при этом виде логотипа, определенном в польском стандарте. Характерные размеры поперечного сечения размещаются перед сварным знаком на левой стороне сварного соединения в месте, указанном на рисунке. Характерные размеры сварных соединений и сварных швов обозначены сварным знаком с правой стороны в нумерованном месте. Примеры способов сортировки сварных швов. Примеры сварного стола сварного сечения Сварные или сварные габариты Размеры Место измерения в маркировке Пояснение Пограничная маржа с скрученными краями, полностью наклонная Номинальная толщина сварного шва равна толщине стыковой кромки или толщине более тонкого края стыка.
Примеры способов сортировки сварных швов. Примеры сварного стола сварного сечения Сварные или сварные габариты Размеры Место измерения в маркировке Пояснение Пограничная маржа с скрученными краями, полностью наклонная Номинальная толщина сварного шва равна толщине стыковой кромки или толщине более тонкого края стыка.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* – обозначения, принятые в международных стандартах.
Таблица 5 Номинальная толщина сварного шва равна толщине края шва или толщины тонкого края стыка.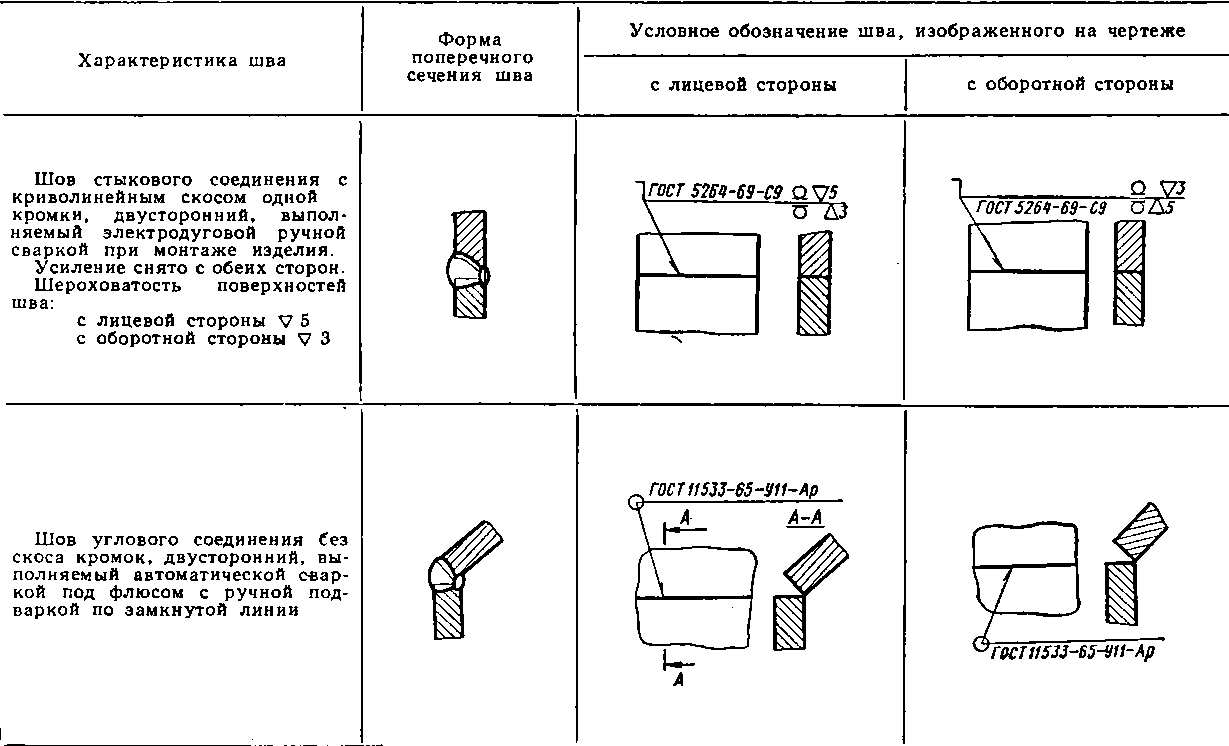 Однако длина сварного шва равна длине сварного соединения. Номинальная толщина сварного шва равна расстоянию от края сварного соединения до границы сварки. Номинальная длина сварного шва равна длине сварного соединения.
Однако длина сварного шва равна длине сварного соединения. Номинальная толщина сварного шва равна расстоянию от края сварного соединения до границы сварки. Номинальная длина сварного шва равна длине сварного соединения.
Поперечный размер углового шва предшествует высоте относительно прямоугольного треугольника гипотенузы равнобедренного, которое образует часть поперечного сечения сварного шва. Номинальная длина сварного шва равна длине сварного шва. По-видимому, более профессионально использовать и использовать полные маркировки сварных соединений, рекомендованные в польском стандарте, давая вам гораздо больше информации о сварных соединениях. Построение полного определения сварного шва показана на рисунке полное указание сварного шва можно выделить следующие: расширение линии, стрелка опорной линии, идентификации линии, обычный символ сварного шва, обозначенной 1, характерные размеры поперечного сечения, обозначенный позицией 2, характерные размеры продольного сечения отмечены цифра 3, дополнительные знаки, происходящие в положениях, обозначенных на рисунках 4, 5 и 6, размеры кромок готовы к сварке, который обозначается цифрами; 7, другие данные, номер позиции сварки численным методом сварки, качественных данных, указание стандарта для подготовки кромок для сварки, маркировка сварочных инструкций, обозначенных рисунком Рис.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 “Условные изображения и обозначения швов сварных соединений”
В соответствии со стандартом -72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по – 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны – Rz 80 мкм.
Пример 2.
Шов углового соединения без скоса кромок, двусторонний (У2 по –75) выполняемый автоматической дуговой сваркой под флюсом (А по –75) по замкнутой линии.
Пример 3.
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по –80), выполняемый сваркой нагретым газом с присадкой (Г по –80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по -80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по -80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по -80) . Шов по замкнутой линии (круговой шов). Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки – напряжения сжатия. Величина максимальных напряжений σ у зависит от длины шва и, как правило, не превышает значения 0,3 σ т. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное – в одном направлении, плоское – в двух, объемное – в трех.
Сварные соединения – презентация онлайн
1. Сварные соединения
Сварное соединение – совокупность деталей, соединенныхмежду собой с помощью сварки.
Сварной шов – затвердевший после расплавления металл,
соединяющий свариваемые детали.
Швы сварных соединений классифицируются:
а) по виду сварных соединений;
б) по форме поперечного сечения кромок свариваемых деталей;
в) по характеру выполнения шва.
Стыковое – С
Угловое – У
Тавровое – Т
Нахлесточное – Н
С отбортовкой кромки
Без скоса кромки
Со скосом кромки
С двумя симметричными скосами кромки
С двумя несимметричными скосами кромки
С криволинейным скосом кромки
С двумя симметричными криволинейными
скосами кромки
• Характер выполнения швов:
• односторонний
двусторонний
• Различают швы:
непрерывные и прерывистые, при которых сварка
выполняется отдельными участками.
В двусторонних прерывистых швах провариваемые
участки могут быть расположены в цепном или
шахматном порядке.
6. ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
• Устанавливает условные изображения иобозначения швов сварных соединений в
конструкторских документах изделий всех
отраслей промышленности
7. 1. Изображение швов сварных соединений
1.1. Шов сварного соединения, независимо от способа сварки,условно изображают:
видимый – сплошной основной линией;
невидимый – штриховой линией.
Видимую одиночную сварную точку, независимо от способа
сварки, условно изображают знаком «+» (5 … 10 мм), который
выполняют сплошными линиями. Невидимые одиночные
точки не изображают.
От изображения шва или одиночной точки проводят линиювыноску, заканчивающуюся односторонней стрелкой. Линиювыноску предпочтительно проводить от изображения
видимого шва.
8. Нанести линию-выноску для сварного шва и одиночной сварной точки
9. 2. Условные обозначения швов сварных соединений
• 2.1. Вспомогательные знаки для обозначения сварных швов:• Усиление шва снять
• Наплывы и неровности шва обработать с плавным переходом к
основному металлу
• Шов выполняется при монтаже изделия
• Шов прерывистый или точечный с цепным расположением
• Шов прерывистый или точечный с шахматным расположением
• Шов по замкнутой линии
• Шов по незамкнутой линии
• 2.2. Структура условного обозначения стандартного шва
или одиночной сварной точки приведены на схеме:
• Поле 1 – вспомогательные знаки шва по замкнутой линии и
монтажного шва;
• Поле 2 – обозначение стандарта на типы и конструктивные
элементы швов сварных соединений;
• Поле 3 – буквенно-цифровое обозначение шва по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 4 – условное обозначение способа сварки по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 5 – знак и размер катета согласно стандарту на типы и
конструктивные элементы швов сварных соединений;
• Поле 6 – для прерывистого шва – размер длины провариваемого
участка, знак / или Z и размер шага;
• Поле 7 – вспомогательные знаки.
• Знак
выполняют сплошными тонкими линиями.
• Высота знака = высоте цифр обозначения.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва
с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения
шва с обратной стороны.
Нанести условное обозначение сварного шва ГОСТ 5264-80-Н1-
С лицевой стороны
5
С оборотной стороны
• 2.8. При наличии на чертеже одинаковых швов обозначение
наносят у одного из изображений, а от изображений остальных
одинаковых швов проводят линии выноски с полками.
• Всем одинаковым швам присваивают один порядковый №,
который наносят:
• а) на линии-выноске, имеющей полку с нанесенным
обозначением шва;
• б) на полке линии-выноски, проведенной от изображения шва,
не имеющего обозначения, с лицевой стороны;
• в) под полкой линии-выноски, проведенной от изображения
шва, не имеющего обозначения, с оборотной стороны.
15. Обозначить количество одинаковых сварных швов: №1 – ГОСТ 16310-83-С5, №2 – ГОСТ 5264-80-С15
16. 3. Упрощения обозначений швов сварных соединений
• 3.1. При наличии на чертеже швов, выполненных по одномуи тому же стандарту, обозначение стандарта указывают в
тех. требованиях чертежа или таблице.
• 3.2. Допускается не присваивать порядковый номер
одинаковым швам, если все швы на чертеже одинаковы и
изображены с одной стороны. При этом швы, не имеющие
обозначения, отмечают линиями-выносками без полок.
• 3.3. На чертеже симметричного изделия, при наличии на
изображении оси симметрии, допускается отмечать
линиями-выносками и обозначать швы только на одной из
симметричных частей изображения.
Задание. Обозначить швы сварного изделия. Сварные швы
Выполнены ручной дуговой сваркой по ГОСТ 5264-80:
– шов таврового соединения, выполненный при монтаже
изделия;
– шов углового соединения, наплывы и неровности шва
обработать с плавным переходом к основному металлу.
Подготовку кромок и катеты швов подобрать по таблице
27. ГОСТ 2.313-82 Условные изображения и обозначения неразъемных соединений
28. 2. Соединения паяные и клееные
• 2.1. В соединениях, получаемых пайкой и склеиванием,место соединения элементов следует изображать
сплошной линией толщиной 2s.
• 2.2. Для обозначения паяного и клееного соединения
следует применять условный знак, который наносят на
линии-выноске сплошной основной линией:
• для пайки
• для склеивания
• 2.3. Швы, выполняемые по замкнутой линии, следует
обозначать окружностью диаметром 3 … 5 мм,
выполненной тонкой линией.
• 2.6. Обозначение припоя или клея по соответствующему
стандарту или техническим условиям следует проводить в
технических требованиях чертежа записью по типу:
«ПОС 40 ГОСТ ….» или «Клей БФ-2 ГОСТ ….».
• При необходимости в том же пункте технических
требований следует приводить требования к качеству шва.
Ссылку на номер пункта следует помещать на полке
линии-выноски, проведенной от изображения шва.
• 2.7. При выполнении швов припоями или клеями
различных марок всем швам, выполняемым одним и тем
же материалом, следует присваивать один порядковый
номер, который следует наносить на линии выноске.
• При этом в технических требованиях материал следует
указывать записью по типу: «ПОС 4 ГОСТ …. (№1), ПМЦ
36 ГОСТ …. (№2), клей БФ-2 ГОСТ …. (№3)».
Упрощение обозначений сварных швов – Энциклопедия по машиностроению XXL
Если сварное соединение имеет одинаковые швы, то применяется упрощенное обозначение сварных швов. [c.212]УПРОЩЕНИЕ ОБОЗНАЧЕНИЙ СВАРНЫХ ШВОВ [c.308]
Какие упрощения допускаются в обозначении сварных швов [c.214]
Некоторые упрощения в обозначении сварных швов [c.162]
Упрощения обозначений У швов сварных соединений. [c.58]
УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ [c.116]
Упрощенное обозначение швов сварных соединений. При наличия на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (записью по типу .Сварные швы. .. по. .. ) или в таблице. [c.420]
Допускаются следующие упрощения обозначений швов если швы сварного соединения выполняют по одному и тому же стандарту, номер ГОСТа указывают в технических требованиях чертежа или таблице швов записью по типу Сварные швы… по… [c.214]
Стандартом допускаются следующие упрощения обозначений швов сварных соединений [c.132]
Какие и в каких случаях используются упрощения обозначения швов сварных соединений [c.97]
Форматы (301) Масштабы (302) Линии (303) Шрифты чертежные (304) Изображения — виды, разрезы, сечения (305) Обозначения (графические) материалов и правила их нанесения на чертежах (306) Нанесение размеров и предельных отклонений (307) Указание на чертежах предельных отклонений формы и расположения поверхностей (308) Нанесение на чертежах обозначений шероховатости поверхностей (309). Нанесение на чертежах обозначений покрытий термической и других видов обработки (310) Изображение резьбы (3 1) Условные изображения и обозначения швов сварных соединений (312) —швов неразъемных соединений (313) Указания на чертежах о маркировании и клеймении изделий (314) Изображения упрощенные и условные крепежных деталей (315) Правила нанесения на чертежах надписей технических требований и таблиц (316) Аксонометрические проекции (317). [c.363]
Упрощение в обозначении швов сварных соединений. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов прово- [c.226]
Какие упрощения допускаются в обозначении швов сварных соединений [c.413]
В практике часто встречаются случаи, когда сварка применяется просто для соединения изделий, и разработчику безразлично,, каким швом и сварочным материалом будет произведена сварка. В связи с этим высказываются предложения о введении упрощений в приведении сведений о таких швах указанием только о том, что данные соединения сварные, или указанием в условном обозначении шва только обозначения стандарта на типы и конструктивные эле.менты швов. Такие упрощения не будут сковывать технолога и упростят контроль неответственных сварных соединений. [c.134]
На рис. 21.8а дан разрез сваренных листов с изображением шва. На чертеже показывают упрощенное изображение (рис. 21.86) сварного шва контурной линией, если шов видим, с надписью, для составления и чтения которой требуется стандарт или справочник. Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25). [c.414]
Условные изображения и обозначения швов сварных соединений в технической документации регламентированы ГОСТ 2-312—72, а для строительных чертежей—еще и некоторыми положениями ГОСТ 11692—66 (табл. 111.10). Независидмо от способа сварки видимый шов на чертеже изображается сплошной линией, а невидимый—штриховой. Видимая сварная точка обозначается знаком + , невидп.мая ие указывается. От изображения шва или точки проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносится над полкой линии-выноски, если изображен шов с лицевой стороны, и под полкой, если шов — с оборотной стороны. ГОСТ 2.312—72 регламентирует отдельные моменты применения различных обозначений, их упрощения и т п. Стандартом определены вспомогательные знаки для обозначения сварных швов, приведенные в табл. 111.11. [c.45]
Из ГОСТов ЕСКД на специальные правила оформления чертежей рассмотрены стандарты на обозначение покрытий и термообработки предельные отклонения фюрмы и расположения поверхности изобра-же 1ие и обозначение швов сварных соединений и других видов неразъемных соединений маркирование и клеймение деталей аксонометрические проекции упрощенные и условные изображения крепежных детале правила выполнения чертежей общих видов, чертежей деталей, сборочных, габаритных и монтажных чертежей. [c.5]
Типы сварных швов. Обозначение сварных швов
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва— под ним.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
Далее: Соединение заклепками, отверстия под болты. Условное изображение заклепок, болтов и отверстий
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
|
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки. |
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Nothing found for %25D0%25Bd%25D0%25B5%25D1%2580%25D0%25B0%25D0%25B7%25D1%258A%25D0%25B5%25D0%25Bc%25D0%25Bd%25D1%258B%25D0%25B5 %25D1%2581%25D0%25Be%25D0%25B5%25D0%25B4%25D0%25B8%25D0%25Bd%25D0%25B5%25D0%25Bd%25D0%25B8%25D1%258F %25D1%2587%25D0%25B5%25D1%2580%25D1%2582%25D0%25B5%25D0%25B6 %25D0%25B8%25D0%25B3
Раздел: Инженерная графика / Дата: 24 Февраль, 2021 в 9:16 / Просмотров: 2387Омский институт водного транспорта (филиал) «Новосибирская государственная академия водного транспорта» КОМПЬЮТЕРНАЯ ГРАФИКА Лабораторная работа № 1 Тема: Построение геометрических тел Цель лабораторной работы: 1) Изучение приемов построени… Читать далее
Раздел: Инженерная графика / Дата: 23 Февраль, 2021 в 12:01 / Просмотров: 2479Ухтинский Государственный Технический Университет Инженерная графика и начертательная геометрия – выполнение расчетно-графической работы по начертательной геометрии для студентов по методическим указаниям: Думицкая Н.Г., Попков О.Н., Ухта, 2006 год. Проекцион… Читать далее
Раздел: Начертательная геометрия / Дата: 20 Февраль, 2021 в 13:40 / Просмотров: 63Омская Государственная Аграрная Академия им. Столыпина МЕТОДИЧЕСКИЕ УКАЗАНИЯ И ЗАДАНИЯ к вне аудиторной работе студентов заочников по дисциплине «Начертательная геометрия и инженерная графика», 2006 г. Эпюр №1. Дана плоскость треугольника АВС и точка D. Зад… Читать далее
Раздел: Начертательная геометрия / Дата: 4 Февраль, 2021 в 9:21 / Просмотров: 79Уфимский Государственный Нефтяной Технический Университет Инженерная и компьютерная графика – выполнение расчетно-графической работы по начертательной геометрии для студентов бакалавров заочного обучения по методическим указаниям Тархова Л.М., 2019 г. Лист… Читать далее
Раздел: Без рубрики / Дата: 7 Сентябрь, 2019 в 9:55 / Просмотров: 8670Государственный университет “Московский Политех” (МАМИ) Cодержание расчетно-пояснительной записки: Титульный лист. Введение. Техническое задание. Силовой и кинематический расчет привода. Расчет зацеплений. Расчет ременной или цепной пере… Читать далее
Раздел: Без рубрики / Дата: 2 Сентябрь, 2019 в 13:19 / Просмотров: 4816Начался новый учебный 2019/2020 год, поздравляю всех студентов с 1 сентября и Днем Знаний! Заказы на чертежи по начертательной геометрии инженерной графике, а также и курсовые проекты по предмету “Детали машин” уже принимаются. Обращайтесь, постараюсь помочь всем. Д… Читать далее
Раздел: Начертательная геометрия / Дата: 16 Март, 2019 в 10:32 / Просмотров: 14914Омский институт водного транспорта (филиал) «Новосибирская государственная академия водного транспорта» Т. Л. Копац СБОРНИК ЗАДАЧ ПО НАЧЕРТАТЕЛЬНОЙ ГЕОМЕТРИИ И ИНЖЕНЕРНОЙ ГРАФИКЕ ТЕМА 1: “Проекции точки. Принадлежность точки прямой. Прямые общего и част… Читать далее
Раздел: Начертательная геометрия / Дата: 13 Ноябрь, 2018 в 16:41 / Просмотров: 11759«Нижневартовский государственный университет» Расчетно-графическая работе №1. Задача 1 1. Построить линию пересечения MN плоскости треугольника Σ(ΔАВС) и Θ(ΔEDK). Показать видимость пересечения плоскости Σ(ΔАВС) с плоскостью Θ(ΔEDK) в проекциях. 2.Опр… Читать далее
Раздел: Инженерная графика / Дата: 30 Октябрь, 2018 в 12:44 / Просмотров: 10443Югорский Государственный Университет Пример выполненных чертежей по начертательной геометрии и инженерной графике для ЮГУ г. Ханты-Мансийск Часть 1. Начертательная геометрия: 5 чертежей по Фролову и одно уникальное задание. Часть 2. Инженерная … Читать далее
Раздел: Инженерная графика / Дата: 15 Октябрь, 2018 в 13:39 / Просмотров: 1519Томский Государственный Университет Систем Управления и Радиоэлектроники Задание 1 «Проекционное черчение» Задание 2 – Разъемное соединение винтом Задание 3 – Деталирование сборочного чертежа Пример выполнения лабораторной работы… Читать далее
Раздел: Начертательная геометрия / Дата: 12 Октябрь, 2018 в 16:59 / Просмотров: 7838Задача. Построить проекции шара радиусом 50 мм касательного плоскости треугольника АВС, если дана фронтальная проекция точки D – центра шара. Решение: Т.к. искомый шар касается плоскости треугольника АВС, следовательно, центр шара D удален от плоскости на в… Читать далее
Раздел: Начертательная геометрия / Дата: 8 Октябрь, 2018 в 12:59 / Просмотров: 3375Московский государственный университет путей сообщения (МГУПС) Контрольная работа№2 “ПРЕОБРАЗОВАНИЯ ЭПЮРА” Определить проекции и натуральную величину сечения многогранника плоскостью. РЕШЕНИЕ: 1) По заданным координатам в таблице с вариантами строим… Читать далее
Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины “сторона стрелки”, “другая сторона” и “обе стороны” используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также спецификаций, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в хвосте символа, указывающего эти данные, должно устанавливаться каждым пользователем. Если обозначения не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки – Рисунок 3-2Элементы обозначения сварки
Различают термины «символ сварки» и «символ сварки».
- Обозначение сварного шва (рис. 3-3) указывает на желаемый тип сварного шва.
- Обозначение сварного шва (рис. 3-2) – это способ изображения обозначения сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Ссылка
- Стрелка
- Основные символы сварных швов
- Размеры и другие данные
- Дополнительные символы
- Финишные символы,
- Хвост,
- Спецификация
- Процесс или другая ссылка
Расположение элементов символа сварки относительно друг друга показано на рисунке 3-2 выше.
Основные обозначения сварных швов
Основные символы сваркиСимволы сварки используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.
Эти основные символы сварки (символы дуги и газовой сварки, символы сварки сопротивлением, пайки, символы Forbe Thermit, индукционной сварки и сварки в потоке) кратко изложены ниже и показаны на рис. 3-3.
Дополнительные символыЭти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунке 3-3.
Дополнительные символы для дуги и газа
Основные и дополнительные символы дуговой и газовой сварки – Рис. 3-3Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Ссылка на конкретный процесс – Рисунок 3-5Обозначение процессов сварки буквами
Буквенные обозначения не присваиваются сварке точечной дуги, контактной точечной сварке, дуговому шву, контактному шву и выступающей сварке, поскольку используемые символы сварки являются адекватными.
Обозначение процессов резания буквами
Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6).
инжир. 3-6 Другие общие обозначения сварных швовНа рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов по полю
Контактные точечные и контактные швы
Подробнее: Символы швов и контактных точечных сварных швов
Значение местоположения стрелки
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и высаженной кромкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис.3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
Обозначение для угловой сварки другой стороны
Символы для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии требуемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой член шарнира считается другим лонжероном (рис. 3-11).
Обозначения при сварке разъемов и пазов
Дополнительные сведения об обозначениях при сварке “вилка и паз” можно найти здесь.
Ближайший элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения, показанный стрелкой, рассматривается как ближний элемент соединения, в соответствии с с обычными схемами оформления (рис.3-11).
Символ сварки на ближней стороне
Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения в соответствии с обычными схемами оформления. (рис. 3-12 и 3-13).
Сварка с V-образной канавкой и стрелкой сбоку
Сварка с V-образной канавкой на другой стороне, обозначение
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, обозначаются размещением символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки соединения
Другая сторона
Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
Нет бокового значения
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.
Обозначения контактных точек, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис.3-17).
Обозначения точечных швов и сварных швов с высадкой или высадкой
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
Обозначения без ссылок
Символымогут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже присутствует примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….”
- Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
Общие примечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации, относящейся к преобладающим сварным швам. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Когда требуется использование определенного процесса, процесс может обозначаться буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Обозначения сварных швов и сварных швов в полевых условиях
Сварные швы, идущие полностью вокруг стыка, обозначаются символом сплошного шва (рис.3-7). Сварные швы, полностью охватывающие стык, включающий несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
Полевые сварные швы – это сварные швы, выполненные не в цехе или на месте первоначального строительства и обозначаемые символом полевого шва (рис. 3-7).
Объем сварки, обозначенный символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка аналогична сварке видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение обозначений сварных швов
Символы сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
-дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и сварного шва с круглым выступом, а также ширины дугового шва и контактного шва, если такие сварные швы задаются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Конструкция символов
Условные обозначения углового, скошенного и J-образного паза, конического паза и углового фланца должны быть показаны с перпендикулярной опорой всегда слева (рис. 3-18).
На обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть снят фаской (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно опустить.
Информация о сварочных обозначениях должна размещаться для чтения слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис. 3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки указывают на полный проплавленный шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.
Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24).
Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке.
Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25).
При необходимости, символ сварки по всему периметру должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
Бесплатная утилита для обозначений сварных швов для всех распространенных типов сварных швов
Weld Toolbox – CAD – это БЕСПЛАТНАЯ утилита для обозначений сварки, в которой используются мастера проектирования, которые помогут вам легко задокументировать типы сварных швов, включая символы сварных швов, необходимые для придания вашим документам профессионального вида .
В состав утилиты входят:
- Все распространенные типы сварных швов
- Мастер обозначений сварных швов
- Стандартные конфигурации сварных швов
- Стандартные обозначения сварки
Пользовательский интерфейс спроектирован так, чтобы сочетать гибкость с простотой. Вы можете создавать свои суставы с помощью инструментов рисования, предоставленных мастеров или их комбинации. Создавайте, открывайте и сохраняйте изображения соединений, а также используйте мастера соединений и символов.
Быстрое создание различных сварных швовМастер стыков создает разнообразные сварные швы всего за несколько щелчков мышью. Мастер символов создает множество различных стандартных символов сварки. Элементы, созданные мастерами, можно редактировать в рабочей области изображения.
Эта утилита позволяет использовать все стандартные типы сварных швов и конфигураций соединений и включает все стандартные обозначения.
| Поддерживаемые типы сварных швов: | Поддерживаемые типы соединений: | Поддерживаемые типы канавок: |
Сварка с разделкой кромок Угловой шов | стыковое соединение Т – шарнир Угловой шарнир | Квадратная канавка Одинарная канавка со скосом Одинарный – Vee Groove Одинарный – J Groove Одинарный – U-образная канавка Двойная канавка со скосом Двойной – Vee Groove Двойной – J Groove Двойной U-образный паз |
Сварка, наслоение и проход
В Weld Toolbox – CAD, слой и проход используются для правильного изображения заполненного сварного шва.«Пройдено» говорит само за себя, но «слой» не является общепризнанным. В WT-CAD слой используется для представления концепции выровненных проходов. Слой может состоять из одного прохода, как это типично для корневой операции, или из нескольких проходов, как в операции заполнения.
Интеграция ProWrite
Установив программное обеспечение ProWrite Welding Software и Welder’s Toolbox CAD, вы можете получить доступ к возможностям WT CAD, не выходя из ProWrite. Просто откройте PQR или WPS и нажмите кнопку WT-CAD.Создайте дизайн и предоставьте уникальное описание с некоторыми метаданными для соединения, затем выберите.
И это изображение будет добавлено в вашу базу данных ProWrite для использования в любых документах и автоматически назначено текущему документу.
Weld Toolbox – CAD – это БЕСПЛАТНАЯ автономная утилита только для ПК , которую можно использовать без систем CAD или другого инженерного программного обеспечения.
Вы, конечно, можете позвонить нам или связаться с нами через веб-сайт, где мы будем рады возможности ответить на любые ваши вопросы в этой публикации
Символы сварных швов на чертежах
Технические чертежи – это описания изготовленных объектов с точки зрения формы, поверхности, отделки и материала.Во многих отраслях промышленности принято рисовать форму компонента, не указывая, как эта форма получена. Чертеж представляет собой описание требований, предъявляемых проектировщиком по указанию производителя. Теоретически производитель лучше всех знает, как произвести объект с имеющимися у него ресурсами. На практике, конечно, дизайнер идет на компромисс и создает проекты, которые можно производить, используя известные ему методы. Например, круглое отверстие можно просверлить, просверлить или пробить и закончить его расширением, но какой бы метод ни использовался, линии на чертеже остаются такими же, и какой бы метод ни использовался, материал не меняет своих характеристик.
Сварное соединение предлагает ряд соображений, которые не возникают при других формах производства. Во-первых, способов выполнения сварного соединения гораздо больше, чем во многих других производственных операциях. Это означает, что у дизайнера гораздо меньше шансов предугадать методы производителя. Во-вторых, свойства и целостность соединения будут зависеть от способа выполнения сварного шва. Несмотря на это, дизайнер может указать тип соединения, которое ему требуется, при условии, что он готов признать, что он не сможет полностью определить соединение на ранних этапах проектирования.
В некоторых отраслях промышленности принято, чтобы производитель составлял рабочие чертежи, которые содержат подробные сведения о подготовке к сварке и ссылки на установленные процедуры сварки, которые подробно не показаны на чертежах проектировщика. Здесь описывается ряд символов Британского стандарта, которые могут использоваться на чертеже для обозначения сварных швов.
Рисунок 59: Символы сварных швов
На практике два символа, показанные на рисунке 59, будут использоваться следующим образом:
Рисунок 60: Использование обозначений сварных швов
Примечание: Стрелка указывает на подготовленный край.
Филе | |
Квадратный стык | |
Одинарный V-образный стык | |
Двойной V-образный стык | |
Стык с одним скосом | |
Стык с двойным скосом | |
Стык одинарный | |
Двойной J стык | |
Уплотнение | |
Несущая полоса
| |
Одетый заподлицо | |
И очень полезный символ. |
Обозначение сварного шва всегда рисуется одинаково, независимо от расположения стрелки и контрольной линии. Положение символа на контрольной линии имеет значение. Символ под ссылочной опорой означает, что сварной шов выполняется с той стороны соединения, которая указана стрелкой.Символ над контрольной линией означает, что сварной шов выполняется со стороны соединения, противоположной стрелке.
Рисунок 61: Положение символа сварки
Рисунок 62: Положение стрелки
Примечание: Стрелка указывает на подготовленный край.
Рисунок 63: Сварка по всему периметру
Соединение, выполненное с обеих сторон, имеет символ на каждой стороне контрольной линии.
Рисунок 64: Соединение с обеих сторон
Размер сварного шва может быть указан на символе, угловой шов 6 мм. На чертеже должно быть указано, указан ли размер горла или ноги.
Угловой шов с неравномерной опорой. Это должно определяться длиной ноги. Здесь требуется диаграмма формы сварного шва.
Диаграмма здесь не требуется, поскольку размер элемента указывает ориентацию сварного шва.
Справа от символа может быть указана информация, отличная от размера сварного шва.
Рисунок 65
17.1 Прерывистые сварные швы
Цифра в скобках – длина пространства. 50 перед (100) означает, что сварка находится в начале. (100) 50 будет указывать сначала промежуток, а затем сварной шов, хотя такое расположение не является хорошей практикой.
17.2 Положения при сварке
1. Плоское положение (вниз).
Рисунок 66
2. Горизонтальное положение.
Рисунок 67
3. Верхняя позиция
Рисунок 68
4. Вертикальное положение.
Рисунок 69
5. Угловой шарнир (в горизонтальном положении)
Рисунок 70
6. Тройник (плоское положение)
Рисунок 71
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро.Добросовестное использование – это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование – это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы других авторов в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и цель , которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью соответствующих авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
Обозначения угловых сварных швов – Интерпретация чертежей металлических фабрик
Угловые швы – один из наиболее распространенных типов сварных швов в отрасли. Этот сварной шов используется, когда соединение состоит из двух элементов, соединяющихся вместе, чтобы образовать пересечение под углом 90 градусов. Эти сварные швы можно наносить под разными углами, но это будет наиболее заметным.
Обозначение углового сварного шва может использоваться со стороной стрелки (под контрольной линией), другой стороной (над контрольной линией) или с обеих сторон (по обе стороны от контрольной линии).) Если угловой шов требуется по обе стороны от контрольной линии, он называется двойным угловым швом. Вертикальная ножка символа всегда будет располагаться слева, независимо от того, в какую сторону указывает стрелка.
Угловые сварные швы могут иметь связанный с ними размер. Этот размер указывается слева от символа перед вертикальной стороной. Размер указывает длину участка сварного шва. Если указан единый размер, это означает, что сварной шов должен иметь равные размеры плеч.Если это угловой сварной шов с равными полками, размер его на распечатке не принято, как показано ниже, в демонстрационных целях.
Если вызывается двойной угловой сварной шов, размер будет показан для обеих сторон соединения, в зависимости от детали эти сварные швы могут различаться по размеру, поэтому необходимо предоставить эту информацию.
Бывают случаи, когда вызывается угловой шов с неравной полкой. В этой ситуации размер детали должен быть определен таким образом, чтобы правильно свариваемый элемент соответствовал правильному размеру ножки.Это может включать только одну из двух длин ног. Если бы не было указаний на то, какая ножка к какой части, можно было бы неправильно сварить.
Иногда угловые сварные швы не отображаются с указанием размера, а вместо них в конце символа отображается пометка, которая дает необходимую информацию о размере. Это обычное явление, когда угловые швы имеют одинаковый размер.
В случае длины сварного шва она может иметь или не иметь связанный с ней размер. Если сварной шов не имеет размера, сварным швом будет непрерывная длина соединения.Независимо от того, имеет ли деталь длину 2 дюйма или 60 дюймов, если у нее нет размеров, сварной шов будет проходить по всей длине соединения. Сварной шов можно наносить только на определенную длину стыка. Это должно быть показано на символе сварного шва для передачи информации между людьми. Длина сварного шва будет указана справа от символа углового шва.
На этом рисунке показан угловой сварной шов диаметром 6 дюймов, который должен быть нанесен со стороны стрелки.
Могут быть случаи, когда на детали указывается длина, а расположение сварного шва указывается с размером, чтобы обеспечить правильное расположение.
Линии штриховки могут использоваться для обозначения длины сварного шва вместо использования размера самого символа сварного шва.
Бывают случаи, когда сварной шов может изменить направление из-за геометрии детали. Если это произойдет, то это будет называться с помощью нескольких стрелок от одной опорной линии.
Если не требуется, чтобы сварной шов был непрерывным, обычно применяют прерывистый шов. Это означает, что между окончанием одного сварного шва и началом следующего есть промежутки.Они называются сварными сегментами. В промышленности они обычно называются пропущенными сварными швами.
При использовании прерывистой сварки указывается длина сварного шва, а также шаг, который должен быть применен. Когда это отображается с правой стороны символа и называется длиной сегмента дефисом, а затем шагом сварных швов. Шаг сварного шва измеряется от центра к центру следующего сегмента. (Пример 1-2)
Иногда, когда на обеих сторонах соединения есть сварные швы, и они прерывистые, теперь это становится цепной прерывистой сваркой.Это можно увидеть на длинных участках тройникового соединения, которые не подвергаются большим нагрузкам.
Если прерывистый угловой шов не является цепным сварным швом, он будет вызываться как прерывистый угловой шов в шахматном порядке. Сварные швы будут размещены с обеих сторон стыка, но они будут смещены друг относительно друга. Это смещение показывает на опорной линии, а также. Он может быть смещен в любом направлении на контрольной линии. Размеры этих сварных швов должны быть указаны по обе стороны от контрольной линии.
Если сварной шов должен быть прерывистым с одной стороны, а непрерывный – с другой, размер символа должен быть рассчитан индивидуально.
Не все поля будут одинаковыми или обязательно будут одними и теми же помещениями. Вы должны уметь рассчитать интервал между ограничителями и началом сварки, чтобы применить правильные сварные швы в соответствии со спецификацией. Самый простой способ найти это расстояние – просто вычесть шаг из длины сварного шва (сегмент.)
7 дюймов (шаг) – 3 дюйма (длина сегмента) = 4 дюйма (расстояние между сварными швами)
Иногда будет как непрерывная, так и прерывистая сварка. В этом случае расстояние между этими сегментами будет одинаковым.
Если встречается такая комбинация, символы сварки должны указывать непрерывную и прерывистую на одной стороне соединения. Они также часто имеют размеры.
Тест на угловой сварной шов
Запишите соответствующую информацию с каждой буквой и укажите, что это такое.
Расшифровка обозначений сварных швов
Общие обозначения сварных швов и их значение
Когда сварные швы указываются на технических и производственных чертежах, загадочный набор символов используется как своего рода сокращенное обозначение для описания типа сварного шва, его размера и другой информации об обработке и отделке. Здесь мы познакомим вас с общими символами и их значением. Полный набор символов приведен в стандарте, опубликованном Американским национальным институтом стандартов (ANSI) и Американским обществом сварки (AWS): ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Структура обозначения сварки
Горизонтальная линия, называемая контрольной линией, является якорем, к которому привязаны все остальные символы сварки. Инструкции по выполнению сварного шва нанизаны вдоль контрольной линии. Стрелка соединяет контрольную линию с свариваемым стыком. В приведенном выше примере, стрелка показана вырастая из правого конца опорной линии и заголовок вниз и вправо, но и многие другие комбинации допускаются.
Довольно часто у стыка есть две стороны, на которые указывает стрелка, и, следовательно, два потенциальных места для сварного шва. Например, когда две стальные пластины соединяются вместе в Т-образную форму, сварка может выполняться с любой стороны штока T.
.Обозначение сварного шва различает две стороны стыка с помощью стрелки и промежутков над и под контрольной линией. Сторона стыка, на которую указывает стрелка, известна (довольно прозаично) как сторона стрелки, и ее сварка выполняется в соответствии с инструкциями, приведенными под контрольной линией.Другая сторона стыка известна (даже более прозаично) как другая сторона, и ее сварка выполняется в соответствии с инструкциями, приведенными над линией отсчета. Правило, согласно которому под линией равна стороне стрелки, а над линией – другой стороне, применяется независимо от направления стрелки. Флаг, растущий из стыке опорной линии и стрелка присутствует, если сварной шов должен быть выполнен в поле при возведении конструкции. Символ сварного шва без флажка указывает на то, что сварка должна выполняться в мастерской.На более старых чертежах сварной шов может быть обозначен закрашенный черный кружок на стыке между стрелкой и контрольной линией.
Открытый кружок на стыке стрелки и контрольной линии присутствует, если сварной шов должен проходить по всему стыку, как в примере ниже.
Конец символа сварного шва – это место для дополнительной информации о сварном шве. Он может содержать ссылку на процесс сварки, электрод, подробный чертеж или любую информацию, которая помогает при сварке, которая не занимает своего особого места на символе.
Виды сварных швов и их обозначения
Каждая позиция сварки имеет свой собственный основной символ, который обычно помещается рядом с центром контрольной линии (и выше или ниже нее, в зависимости от того, на какой стороне стыка оно находится). Обозначение представляет собой небольшой рисунок, который обычно можно интерпретировать как упрощенное поперечное сечение сварного шва. В нижеследующих описаниях символ показан как со стороны стрелки, так и с другой стороны.
Угловой шов | Сварка с разделкой кромок | Сварочные швы и щелевые швы |
Угловые швы
Угловой шов (произносится как «заполнить») используется для выполнения соединений внахлест, угловых соединений и Т-образных соединений.Как следует из обозначения, угловой шов имеет в поперечном сечении примерно треугольную форму, хотя его форма не всегда является прямоугольным или равнобедренным. Металл сварного шва осаждается в углу, образованном сборкой двух элементов, проникает и сплавляется с основным металлом, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Перпендикулярный участок треугольника всегда рисуется слева от символа, независимо от ориентации самого сварного шва. Размер ножки указан слева от символа сварного шва. Если две ветви сварного шва должны быть одинакового размера, дается только один размер; если сварной шов должен иметь неравные опоры (гораздо реже, чем сварной шов с равными опорами), приводятся оба размера, и на чертеже указывается, какая опора длиннее.
Длина сварного шва указывается справа от символа.
Если длина не указана, сварной шов следует разместить между указанными размерными линиями (если они указаны) или между теми точками, где может произойти резкое изменение направления сварки (например, на концах пластин в приведенном выше примере).
Для прерывистых сварных швов длина каждой части сварного шва и расстояние между сварными швами разделяются тире (сначала длина, затем интервал) и помещаются справа от символа углового шва.
Обратите внимание, что интервал или шаг – это не свободное пространство между сварными швами, а расстояние от центра до центра (или от конца до конца).
Швы с разделкой кромок
Сварной шов с разделкой кромок обычно используется для стыковых соединений, хотя он также часто используется в угловых соединениях, Т-образных соединениях и соединениях между изогнутыми и плоскими деталями. Как следует из множества обозначений сварных швов с разделкой кромок, существует множество способов выполнения шва с разделкой кромок, причем различия зависят в первую очередь от геометрии соединяемых деталей и подготовки их кромок. Металл сварного шва осаждается внутри канавки, проникает и сплавляется с основным металлом, образуя соединение.(Примечание: для наглядности рисунки ниже, как правило, не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Различные типы сварных швов с разделкой кромок:
Сварные швы с квадратной канавкой
Канавка образуется плотной посадкой или небольшим разделением кромок. Величина разделения, если таковая имеется, указана на символе сварного шва.
Сварка с V-образной канавкой
Края обеих частей имеют одинарную или двойную фаску для создания канавки.Угол V указан на обозначении сварного шва, как и расстояние в корне (если есть).
Если глубина V не равна полной толщине – или половине толщины в случае двойного V – глубина указывается слева от символа сварного шва.
Если провар сварного шва должен быть больше, чем глубина канавки, глубина эффективной горловины указывается в скобках после глубины V.
Сварные швы со скосом с канавкой
Кромка одной из частей скошена, а другая остается квадратной.Перпендикулярная линия символа фаски всегда рисуется с левой стороны, независимо от ориентации самого сварного шва. Стрелка указывает на деталь, которая должна быть снята фаской. Это дополнительное значение подчеркивается разрывом линии стрелки. (В разрыве нет необходимости, если проектировщик не предпочитает, какая деталь будет обрабатывать кромку, или если деталь, подлежащая обработке, должна быть очевидна для квалифицированного сварщика.) Угол и глубина обработки кромки, эффективное сечение и разделение на кромке root описываются с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с U-образной канавкой
Края обеих частей обработаны вогнутыми. Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварка с J-образной канавкой
Кромка одной из частей обработана вогнутой, а другая – левой квадратной. Для сварного шва с U-образной канавкой это то же самое, что сварка со скосом с канавкой для сварки с V-образной канавкой. Как и в случае со скосом, перпендикулярная линия всегда проводится с левой стороны, а стрелка (с изломом, если необходимо) указывает на деталь, кромку которой обрабатывают.Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с отбортовкой и канавкой
Обычно используется для соединения двух закругленных или изогнутых деталей. Предполагаемая глубина самого сварного шва указана слева от символа, а глубина сварного шва указана в скобках.
Сварной шов со скосом под углом
Обычно используется для соединения круглой или изогнутой детали с плоской. Как и в случае с отбортовкой-V, глубина канавки, образованной двумя изогнутыми поверхностями, и предполагаемая глубина самого сварного шва указаны слева от символа, а глубина сварного шва указана в скобках.Перпендикулярная линия символа всегда рисуется с левой стороны, независимо от ориентации самого сварного шва.
Общие дополнительные символы, используемые при сварке с разделкой кромок, – это сквозной плавки и опорный стержень символов. Оба символа указывают на то, что полное проплавление стыка должно быть выполнено односторонним сварным швом с разделкой кромкой. В случае сквозного плавления основание должно быть усилено наплавленным металлом с обратной стороны соединения. Высота арматуры, если она критична, указывается слева от символа сквозного плавления, который помещается поперек контрольной линии от основного символа сварного шва.
Когда опорный стержень используется для достижения полного проплавления стыка, его символ помещается поперек контрольной линии от основного символа сварного шва. Если стержень должен быть удален после завершения сварки, в символе стержня подложки помещается буква «R». Символ подложки бруска имеет такую же форму, что и пробковый или слот сварка символ, но контекст всегда должен сделать намерение символа ясно.
Вставки и щелевые швы
Электрозаклепка и Щелевые сварные швы используются для соединения элементов внахлест, в одном из которых есть отверстия (круглые для электрозаклепки, удлиненные для щелевых сварных швов).Металл сварного шва осаждается в отверстиях, проникает и сплавляется с основным металлом двух элементов, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.) Для электрозаклепочных швов диаметр каждая вилка указывается слева от символа, а расстояние между вилкой (шаг) указывается справа. Для щелевых сварных швов ширина каждого паза указывается слева от символа, длина и шаг (разделенные тире) указываются справа от символа, а подробный чертеж указывается в хвостовой части.Количество заглушек или прорезей указано в скобках над или под символом сварного шва. Обозначения со стороны стрелки и с другой стороны указывают, какая деталь содержит отверстие (я). Если отверстие не должно быть полностью заполнено металлом сварного шва, глубина, до которой оно должно быть заполнено, указывается в символе сварного шва.
Для получения дополнительной информации см. ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Обозначения сварных швов – Интерпретация чертежей металлических фабрик
Обозначения краевых сварных швов чаще всего связаны с листовым металлом или «калибровочным» материалом.Этот калибр – это система, используемая для обозначения листового металла, как у электриков и проводов. Эта диаграмма может варьироваться от самого большого калибра углеродистой стали под номером 7, который представляет собой десятичную дробь 0,1793 ”, до самого маленького, который составляет 28 с десятичной дробью 0,0149”. Эта система намного проще, чем использование дроби для определения того, насколько малы эти числа. Также важно знать, что существуют специальные таблицы для углеродистой стали, алюминия, нержавеющей стали, латуни, меди и оцинкованной стали.
Краевой сварной шов может иметь размер сварного шва, который будет отображаться слева от символа сварного шва.Размер сварного шва является мерой глубины проплавления, а не обязательно ширины сварного шва. Это не значит, что эти размеры не могут быть одинаковыми. Если размер не указан, это остается на усмотрение сварщика.
Односторонние краевые сварные швы используются на краевых соединениях, фланцевых стыковых соединениях и фланцевых угловых соединениях. Если есть двухсторонний сварной шов, он будет использоваться только с плоским краевым швом. Это показано ниже:
Для краевых сварных швов длину можно связать с символом, и он будет отображаться справа от символа сварного шва.Если справа не указан размер, это будет полная длина детали. На распечатке могут быть другие индикаторы необходимой длины сварного шва с помощью штриховки или примечаний. Ниже показан символ кромки с длиной 8 дюймов, а также подробный вид детали, чтобы точно показать, где будут расположены два 2-дюймовых сварных шва.
В главе 3 угловых швов был раздел о длине и шаге. Таким же образом можно сваривать кромочный шов. Это будет показано справа с указанием длины, дефиса и высоты тона.Сюда также может входить цепной прерывистый краевой шов для краевого соединения. Это будет чаще происходить с более толстым материалом, когда это длинный сварной шов.
Также может быть ступенчатый прерывистый краевой шов. Это показано так же, как цепной прерывистый краевой сварной шов, но символы будут смещены.
Если место для этих сварных швов неочевидно, оно будет указано на чертеже. Это может быть примечание или рисунок детали или даже использование выносных линий.
Некоторые краевые сварные швы будут включать более двух элементов. В этом случае будет только одна стрелка, указывающая на соединение, но охватывающая все элементы. Это будет более характерно для листового металла.
При краевом соединении на фланцевом стыковом соединении или угловом соединении может быть возможность проплавления. Более подробно об этом говорится в разделе «Дополнительные символы». Этот символ показывает, что сварной шов по своей конструкции должен прожигать обратную сторону материала.Это довольно часто бывает с листовым металлом, когда вы опасаетесь прожечь дыру или что-то в этом роде.
Можно оставить простой символ или указать размер. Он отображается слева от символа и указывает, сколько требуется проплавления сварного шва. Это называется сквозным плавлением.
Другой тип сварного шва, который обычно встречается с краевым сварным швом, – это коническая фаска или раструб с V-образной канавкой. Это потому, что противоположная сторона кромки – это именно та конфигурация.Это может потребоваться для материалов, адекватное плавление которых не может быть достигнуто, или по запросу инженера.
Нанесение сварочных обозначений на рабочие чертежи
Следующие ниже примечания служат руководством к способу нанесения на технические чертежи наиболее часто используемых символов сварки, относящихся к более простым типам сварных соединений. В тех случаях, когда сложные соединения включают несколько сварных швов, такие конструкции часто проще детализировать на отдельных чертежных листах.
Каждый тип сварного шва характеризуется символом, приведенным в таблице 26.1.Обратите внимание, что этот символ представляет форму сварного шва или подготовку кромки, но не указывает на какой-либо конкретный процесс сварки и не указывает количество проходов для быть отложенным, будет ли использоваться корневой зазор или подкладочный материал. Эти подробности будут предоставлены в графике сварочных работ для конкретной работы.
Может потребоваться указать форму поверхности сварного шва на чертеже как плоскую, выпуклую или вогнутую, а также дополнительный символ, показанный в таблице 26.2, затем добавляется к элементарному символу. Пример каждого типа нанесения поверхности сварного шва приведен в Таблице 26.3.
Соединение также может быть выполнено с одним типом сварного шва на определенной поверхности и другим типом сварного шва на обратной стороне, и в этом случае элементарные символы, представляющие каждый тип используемого сварного шва, складываются вместе. В последнем примере в Таблице 26.3 показан стыковой сварной шов с одним V-образным вырезом и подкладкой, где обе поверхности должны иметь ровную поверхность.
Обозначение сварки наносится на чертеж с помощью контрольной линии и линии стрелки, как показано на Рис.26.1. Контрольная линия должна быть проведена параллельно нижнему краю листа чертежа, а линия стрелки образует угол с контрольной линией. Сторона сустава ближе к острию стрелки известна как «сторона стрелки», а удаленная сторона – как «другая сторона».
Символ сварки должен располагаться на контрольной линии, как показано в Таблице 26.4.
На эскизе (а) показан символ стыкового сварного шва с одним V-образным вырезом ниже контрольной линии, поскольку внешняя поверхность сварного шва находится на стороне соединения, указанной стрелкой.
Эскиз (b) показывает тот же символ над контрольной линией, потому что внешняя поверхность сварного шва находится с другой стороны соединения.
Таблица 26.1 Элементарные обозначения сварных швов
Из сварного шва
Иллюстрация
Обозначение БС
Стык между фланцевыми пластинами (фланцы полностью оплавлены)
Под сварку встык квадратный
Сварка встык однокривальная
Сварка встык односкатная
Стыковой сварной шов однокорпусной с широкой поверхностью приварки
Стыковой шов однокомпонентный с широким приварным швом
Стыковая сварка одинарной U
Сварка встык одинарная J
Запорный или уплотнительный ход
Угловой шов
Электрозаклепка (круглое или удлиненное отверстие, полностью заполненное)
Электрозаклепка (круглое или удлиненное отверстие, полностью заполненное)
Точечная сварка (контактная или дуговая сварка) или выступающая сварка
Точечная сварка (контактная или дуговая сварка) или выступающая сварка
Шовная сварка
Таблица 26.2 Дополнительные символы
Форма поверхности сварного шва Символ BS плоский (обычно заподлицо)
На рисунке (c) показан символ, нанесенный на двойную букву V
.под сварку встык.
На рисунке (d) показаны угловые сварные швы на крестообразном соединении, где верхний сварной шов находится на стороне стрелки, а нижний сварной шов – на другой стороне
Расположение символа одинаково для чертежей в первой или третьей угловой проекции.
К контрольной линии можно добавить дополнительные символы, как показано на рис.26.2. Сварку можно производить на аппарате
.Таблица 26.3 Некоторые примеры использования дополнительных символов
Форма шва
Иллюстрация
Обозначение БС
Плоский (заподлицо), под сварку встык, однокривый
Выпуклый сварной стык с двойным V-образным вырезом
Угловой шов вогнутый
Плоский (заподлицо) однократный V-образный стыковой шов с плоским (заподлицо) подкладным швом
Таблица 26.4 Значение стрелки и положение символа сварного шва
Иллюстрация
Графическое изображение
Символьное представление
Я | |||||||
)) II) II “I” МИ, || I || | 1 | рк | |||||
1 | 1 | ||||||
Немного | “wwwi Совместное 1 – линия стрелки 2 – справочная строка 3 – это символ Рис.26.2 Указание (а) сварных швов на месте и (б) непрерывных сварных швов на заводе или на месте при возведении завода. Сварной шов на месте обозначается флажком. Сплошной сварной шов вокруг стыка показан кружком на пересечении стрелки и контрольной линии. Обратите внимание на то, что если на объекте будет выполняться непрерывная сварка, на чертеж должны быть добавлены оба символа. Вводные примечания к сварочным процессам носят общий характер. В BS 499 перечислено множество специализированных методов.Каждому процессу присваивается индивидуальный идентификационный номер, а заголовки групп следующие: (а) дуговая сварка, (б) контактная сварка, (в) газовая сварка, (г) твердофазная сварка; Сварка давлением, (e) Другие сварочные процессы, (f) Пайка, пайка и сварка твердым припоем. В протоколе процедуры сварки обычно приводится подробная информация о фактическом процессе, который будет использоваться на конкретном соединении. На чертеже контрольная линия со стрелкой, указывающей по направлению к стыку на одном конце, будет добавлена «вилка» на другом, содержащая выбранное число.В приведенном ниже примере цифра 23 указывает на то, что выбранным методом является выпуклая сварка. Ниже приведены полезные стандарты для чертежника: BS 499-1 дает Глоссарий по сварке, пайке и термической резке. Включает семь разделов, касающихся сварки давлением, сварки плавлением, пайки, испытаний, дефектов сварных швов и термической резки. Предоставляется информация о процедурах сварки и резки. BS 499-1 Дополнение. Дает определения электрических и тепловых характеристик сварочного оборудования. Европейские символы дуговой сварки в виде диаграммы проиллюстрированы в BS 499-2C: 1999. Символына чертежах сварных, паяных и паяных соединений проиллюстрированы в BS EN 22553. Сварные и родственные процессы, номенклатура процессов и справочные номера приведены в BS EN ISO 4063: 2000. | ||||||
Продолжить чтение здесь: Размеры сварных швов
Была ли эта статья полезной?
.