Сварное соединение условно обозначается: Обозначения швов сварных соединений на чертежах
alexxlab | 11.12.1985 | 0 | Разное
ТЕСТ ПО ИНЖЕНЕРНОЙ ГРАФИКЕ ПО ТЕМЕ “НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ” Специальность 23.02.03
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ГОРОДА МОСКВЫ
КОЛЛЕДЖ АВТОМАТИЗАЦИИ И ИНФОРМАЦИОННЫХ ТЕХНОЛОГИЙ №20
ИНЖЕНЕРНАЯ ГРАФИКА
Специальность 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта»
ТЕСТ ПО ТЕМЕ “НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ”
Составитель:
Гусева
Г.
высшей категории
МОСКВА
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
1.Назначение работы
Представленные
тестовые задания по дисциплине «Инженерная графика» являются формой
текущего контроля и проводится с целью определения уровня знаний студентов
по теме дисциплины:
1. Неразъемные соединения деталей
2. Нормативно-правовых и инструктивно-методических документы:
на основании которых разработана тестовая контрольная работа
– ФГОС по специальности 23.02.03 Техническое обслуживание и
ремонт автомобильного транспорта Приказ Минобрнауки России от 22.
– Рабочая программа по дисциплине «Инженерная графика » , утвержденная на заседании ПЦК « Общепрофессиональных дисциплин» Протокол № 1 от 30.08.2016г.
– Рабочий учебный план на 2016-2017 учебный год.
3.
Структура работы
Тестовая контрольная работа представлена
4 вариантами,
Каждый из которых содержит 10 заданий. Тестовые
задания представлены в форме четко сформулированных вопросов, исключающих
неоднозначность ответа тестируемого на требования задания, и не содержат
подсказок ни в формулировке тестового задания, ни в предлагаемых ответах, а
также не содержат повторов или двойных ситуаций.
На выполнение тестового задания отводится 20 мин.
Тестирование проводится для проверки знаний студентов 2 курса,
изучавших дисциплину на 2 курсе.
Каждый правильный ответ – 1 балл.
Вопросы, требующие установления соответствия, оцениваются 1 баллом за каждый
правильный вариант.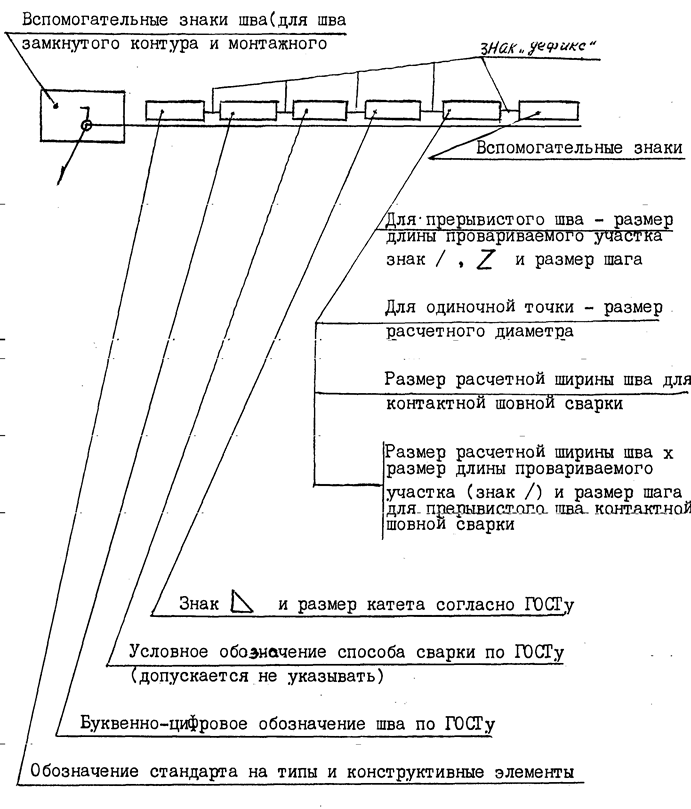
Критерии оценки:
«5» более 90 % правильных ответов 10____ – 9_____баллов
«4» более 75 % правильных ответов 8____ – 7_____баллов
«3» более 50 % правильных ответов 6____ – 5_____баллов
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
. Список рекомендуемой литературы
1. Бродский А.М. Инженерная графика Москва, Академия. 2014
2. Левицкий В.Ф. Машиностроительное черчение – М.: Высшая школа, 2011.
3. Миронов Б.Г., Миронова Р.С. Инженерная графика – М.: Высшая школа, 2012
4. Миронов Б.Г., Миронова Р.С. Сборник задач по инженерной графике –
М.: Высшая школа, 2013.
5. Чекмарев А.А. Инженерная графика – М.: Высшая школа, 2013
6. Чекмарев А.А.,Осипов В.К. Справочник по машиностроительному черчению – М.: Высшая школа, 2010.
7. Вышнепольский
И. С. Техническое черчение – М.: Высшая школа, 2011.
С. Техническое черчение – М.: Высшая школа, 2011.
8. Бабулин Н.А. Построение и чтение машиностроительных чертежей – М.: Высшая школа, 2014.
9. Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин – М.: Высшая школа, 2014.
Инструкция
Уважаемый студент!
Вам предложен тест по дисциплине «Инженерная графика».
Каждый вариант теста содержит 10 вопросов.
Время, рассчитанное на выполнение задания – 15 минут.
Каждый правильный ответ – 1 балл.
Вопросы, требующие установления соответствия, оцениваются 1 баллом за каждый правильный вариант.
Критерии оценки:
«5» более 90% правильных ответов
«4» более 75% правильных ответов
«3» более 50% правильных ответов
Тест по инженерной графике Вариант 1
1. Выберите
только разъемные соединения:
1. Сварные, клеевые, болтовые, шпилечные
Сварные, клеевые, болтовые, шпилечные
2. Ботовые, шпилечные, клеевые, винтовые.
3. Болтовые, шпилечные, винтовые, сварные.
4. Винтовые, шпилечные, болтовые, шпоночные.
2. Выберите тавровой вид сварного шва.
3. На каком чертеже правильно обозначено сварное соединение лицевой стороны.
а б в г
4. Что означает выделенный элемент на обозначении сварного шва.
1. Длина сварного шва
2. Катет сварного шва
3. Количество электродов
4. Количество швов на детали
5. Выберите заклепку с полукруглой головкой.
а б в г
6. Выберите обозначение паяного соединения
на чертеже.
Выберите обозначение паяного соединения
на чертеже.
а б в г
7. Сварное
соединение условно обозначается:
1)
Утолщенной стрелкой;
2) Стрелкой с буквой «С» на
3) Половиной стрелки с обозначением и расшифровкой типа сварки;
4) Половиной стрелки с обозначением буквой «С».
8. Чем отличается шлицевое соединение от шпоночного?
1) Только размерами деталей;
2) У шлицевого чередуются выступы и впадины по окружности, а у шпоночного
вставляется еще одна деталь – шпонка;
3) Шлицы выполняются монолитно на детали, а шпонка выполняется монолитно с
валом;
4) Ничем не отличаются;.
9. Паяное
соединение условно обозначается на чертеже:
1) Утолщённой стрелкой;
2) Стрелкой с надписью «Пайка»;
3) Стрелкой и знаком полуокружности;
4) Стрелкой и обозначением «П».
10. Как обозначается на чертеже клеевое соединение:
1) Стрелкой и надписью «Клей»;
2) Утолщённой линией, стрелкой и надписью «Клеевое соединение»;
3) Утолщённой линией, полустрелкой и знаком «К»;
4) Стрелкой и знаком «К».
Инструкция
Уважаемый студент!
Вам предложен тест по дисциплине «Инженерная графика».
Каждый вариант теста содержит 10 вопросов.
Время, рассчитанное на выполнение задания – 15 минут.
Каждый правильный ответ – 1 балл.
Вопросы, требующие установления соответствия, оцениваются 1 баллом за каждый правильный вариант.
Критерии оценки:
«5» более 90% правильных ответов
«4» более 75% правильных ответов
«3» более 50% правильных ответов
Тест по инженерной графике Вариант 2
1. Выберите
только разъемные соединения:
Выберите
только разъемные соединения:
1. Сварные, клеевые, болтовые, шпилечные
2. Ботовые, шпилечные, шпоночные, винтовые.
3. Болтовые, шпилечные, винтовые, сварные.
4. Винтовые, шпилечные, болтовые, клеевые
2. Выберите угловой вид сварного шва.
3.На каком чертеже правильно обозначено сварное соединение оборотной стороны
а б в г
4. Что означает выделенный элемент на обозначении сварного шва.
1. Длина сварного шва
2. Катет сварного шва
3. Длина сварной детали
4. Длина электрода
5. Выберите заклепку с полупотайной головкой.
а б в г
6. Выберите обозначение сварного соединения
на чертеже.
Выберите обозначение сварного соединения
на чертеже.
а б в г
7. Сварное
соединение условно обозначается:
1)
Утолщенной стрелкой;
2) Стрелкой с буквой «С» на
3) Половиной стрелки с обозначением и расшифровкой типа сварки;
4) Половиной стрелки с обозначением буквой «С».
8. Чем отличается шлицевое соединение от шпоночного?
1) Только размерами деталей;
2) У шлицевого чередуются выступы и впадины по окружности, а у шпоночного
вставляется еще одна деталь – шпонка;
3) Шлицы выполняются монолитно на детали, а шпонка выполняется монолитно с
валом;
4) Ничем не отличаются;.
9. Паяное
соединение условно обозначается на чертеже:
1) Утолщённой стрелкой;
2) Стрелкой с надписью «Пайка»;
3) Стрелкой и знаком полуокружности;
4) Стрелкой и обозначением «П».
10. На каком рисунке обозначено сварное соединение по периметру.
а б в г
Инструкция
Уважаемый студент!
Вам предложен тест по дисциплине «Инженерная графика».
Каждый вариант
теста содержит 10 вопросов.
Время, рассчитанное на выполнение задания – 15 минут.
Каждый правильный ответ – 1 балл.
Вопросы, требующие установления соответствия, оцениваются 1 баллом за каждый правильный вариант.
Критерии оценки:
«5» более 90% правильных ответов
«4» более 75% правильных ответов
«3» более 50% правильных ответов
Тест по инженерной графике Вариант 3
1. Выберите
только неразъемные соединения:
1. Сварные, клеевые, болтовые, шпилечные
2. Ботовые, шпилечные, шпоночные, винтовые.
3. Клеевые, паяные, заклепочные, сварные.
4. Винтовые, шпилечные, болтовые, клеевые
2. Выберите нахлесточный вид сварного шва.
3.На каком чертеже правильно обозначено сварное соединение лицевой стороны
А б в г
4. Что
означает выделенный элемент на обозначении сварного шва.
Что
означает выделенный элемент на обозначении сварного шва.
1. Обозначение вида сварного шва
2. Обозначение вида электрода
3. Обозначение вида сварки
4. Обозначение материала электрода
5. Выберите заклепку с потайной головкой.
а б в г
6.Выберите обозначение клеевого соединения на чертеже.
а б в г
7. Чем отличается шлицевое соединение от шпоночного?
1) Только размерами деталей;
2) У шлицевого чередуются выступы и впадины по окружности, а у шпоночного
вставляется еще одна деталь – шпонка;
3) Шлицы выполняются монолитно на детали, а шпонка выполняется монолитно с
валом;
4) Ничем не отличаются;.
8. Паяное
соединение условно обозначается на чертеже:
1) Утолщённой стрелкой;
2) Стрелкой с надписью «Пайка»;
3) Утолщённой линией, стрелкой и знаком полуокружности;
4) Стрелкой и обозначением «П».
9. Как обозначается на чертеже клеевое соединение:
1) Стрелкой и надписью «Клей»;
2) Утолщённой линией, стрелкой и надписью «Клеевое соединение»;
3) Утолщённой линией, полустрелкой и знаком «К»;
4) Стрелкой и знаком «К».
10. На каком рисунке обозначено паяное соединение по периметру.
а б в г
Инструкция
Уважаемый студент!
Вам предложен тест
по дисциплине «Инженерная графика».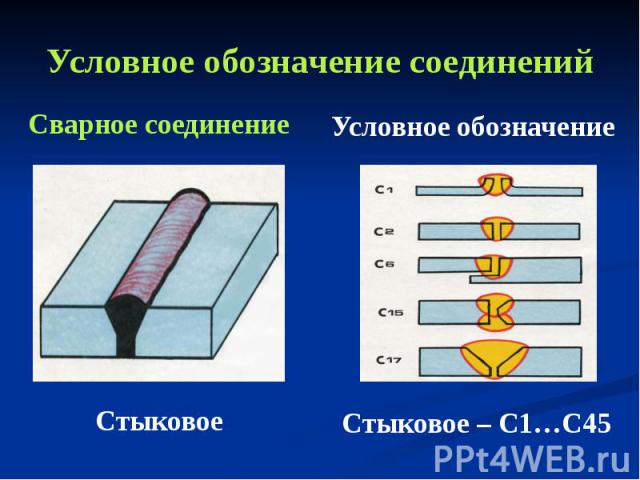
Каждый вариант теста содержит 10 вопросов.
Время, рассчитанное на выполнение задания – 15 минут.
Каждый правильный ответ – 1 балл.
Вопросы, требующие установления соответствия, оцениваются 1 баллом за каждый правильный вариант.
Критерии оценки:
«5» более 90% правильных ответов
«4» более 75% правильных ответов
«3» более 50% правильных ответов
Тест по инженерной графике Вариант 4
1. Выберите
только неразъемные соединения:
1. Сварные, клеевые, болтовые, шпилечные
2. Ботовые, шпилечные, шпоночные, винтовые.
3. Винтовые, шпилечные, болтовые, клеевые
4. Клеевые, сварные, паяные, заклепочные
2. Выберите стыковой вид сварного шва.
3.На каком чертеже правильно обозначено сварное соединение лицевой стороны
а б в г
4. Что
означает выделенный элемент на обозначении сварного шва.
Что
означает выделенный элемент на обозначении сварного шва.
1.Обозначение вида
сварного шва
2.Обозначение вида электрода
3Обозначение вида сварки
4Обозначение материала электрода
5.Выберите заклепку с плоской головкой.
а б в г
6.Выберите обозначение сшивного соединения на чертеже.
а б в г
7. Сварное
соединение условно обозначается:
1)
Утолщенной стрелкой;
2) Стрелкой с буквой «С» на
3) Половиной стрелки с обозначением и расшифровкой типа сварки;
4) Половиной стрелки с обозначением буквой «С».
8. Чем отличается шлицевое соединение от шпоночного?
1) Только размерами деталей;
2) У шлицевого чередуются выступы и впадины по окружности, а у шпоночного
вставляется еще одна деталь – шпонка;
3) Шлицы выполняются монолитно на детали, а шпонка выполняется монолитно с
валом;
4) Ничем не отличаются;.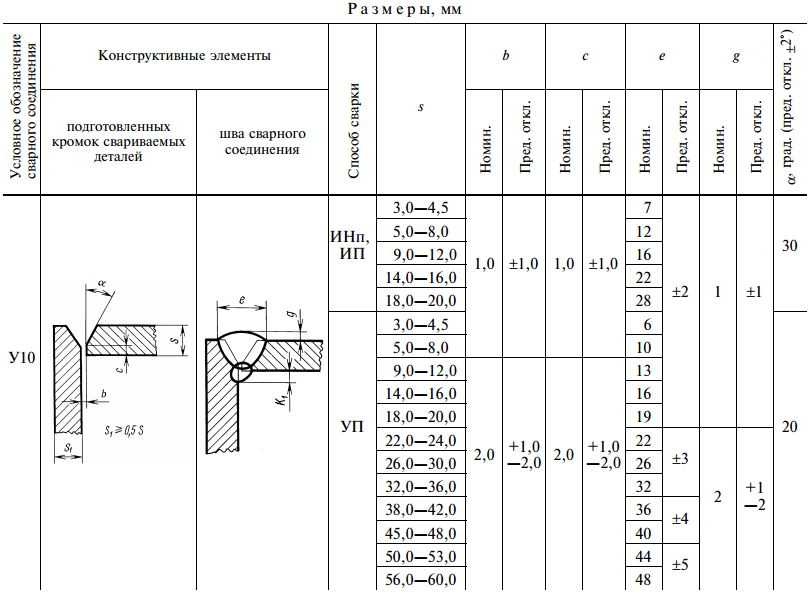
9. Как обозначается на чертеже клеевое соединение:
1) Стрелкой и надписью «Клей»;
2) Утолщённой линией, стрелкой и надписью «Клеевое соединение»;
3) Утолщённой линией, полустрелкой и знаком «К»;
4) Стрелкой и знаком «К».
10. На каком рисунке обозначено клеевое соединение по периметру.
а б в г
Условное обозначение сварных швов на чертежах
Главная » Разное » Условное обозначение сварных швов на чертежах
Обозначение сварных швов на чертежах – Справочная информация
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/…ment/1200004380
Выдержка из ГОСТа –
57. Сварное соединение
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60. Нахлесточное соединение
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е . Welded structure
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D.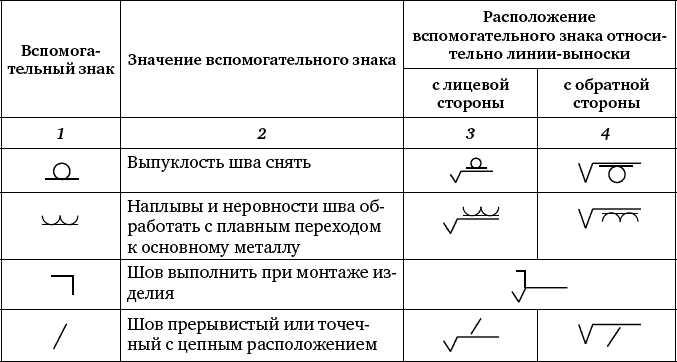 Schweissnaht
Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Е . Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп.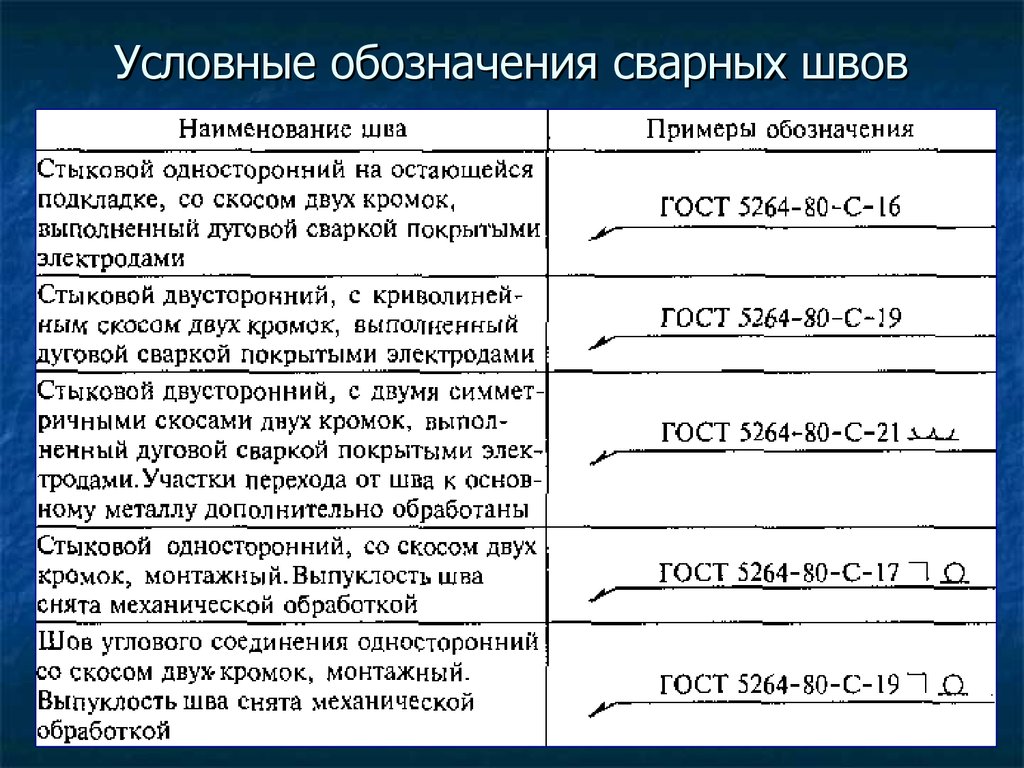 Сплошной шов
Сплошной шов
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепной шов
D. Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматный шов
D. Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
–
D. Mehrlagennaht
Е .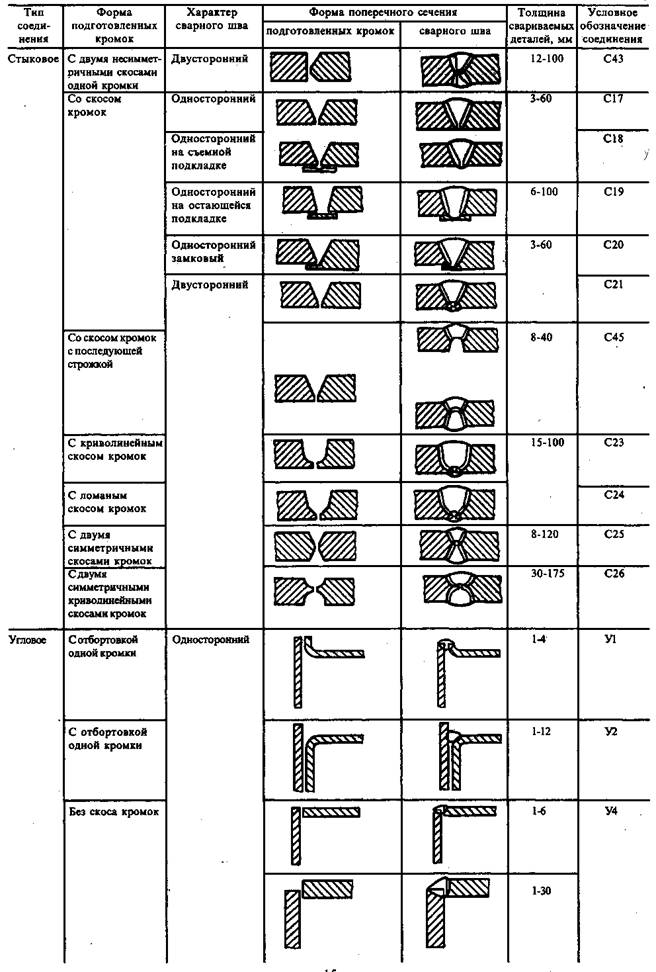 Multi-run weld; Multi-pass weld
Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D. Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп. Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D. Rechnerische Nahtdicke
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Е . Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D . Mechanische Inhoniogenit ä t
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D. Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
D.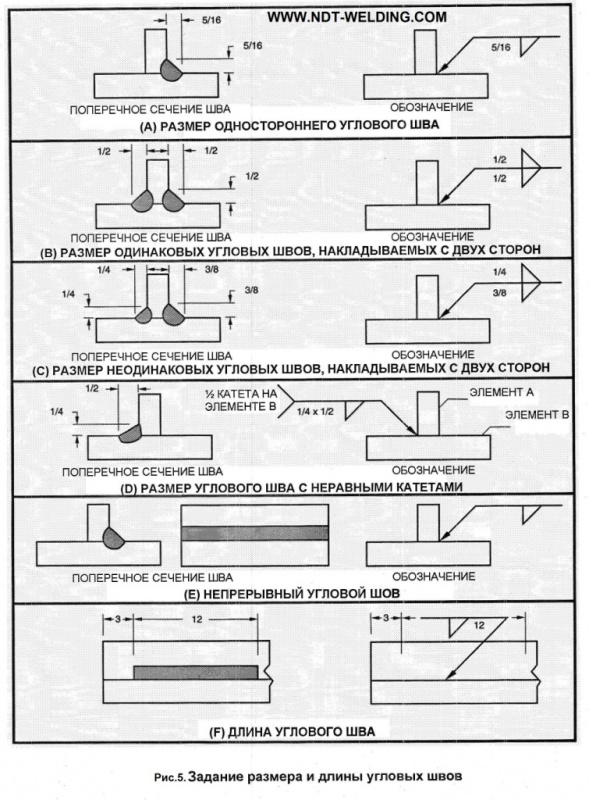 Pilgerschrittschweissen
Pilgerschrittschweissen
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Е . Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D. Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D. Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law…gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.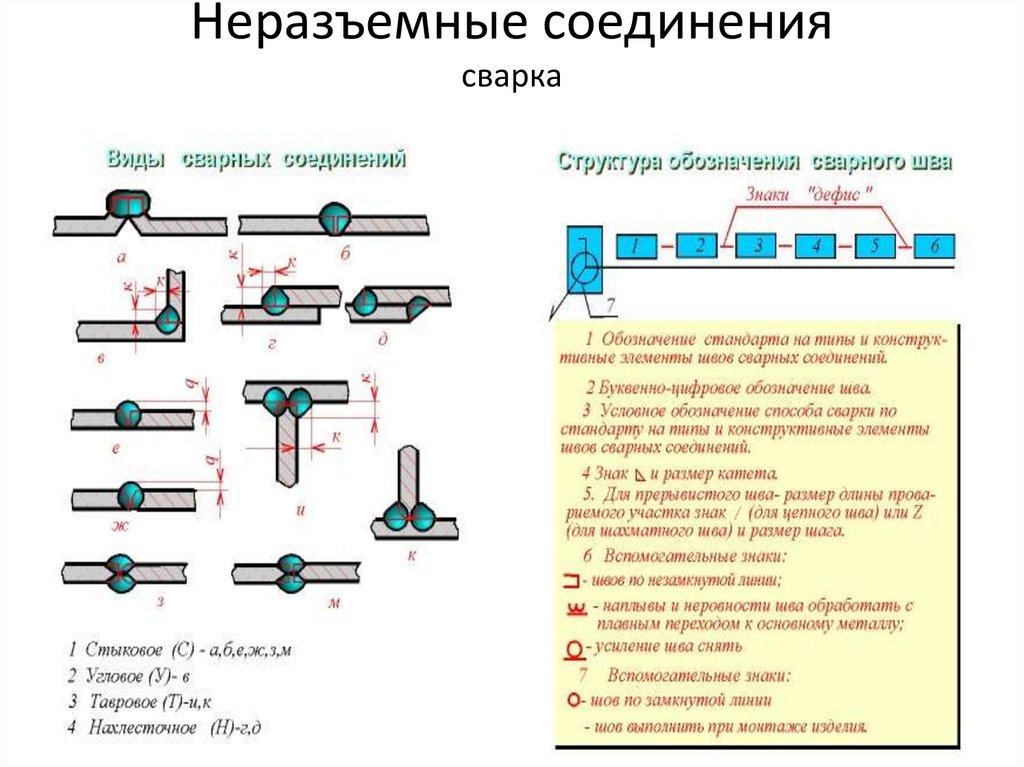
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов
Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
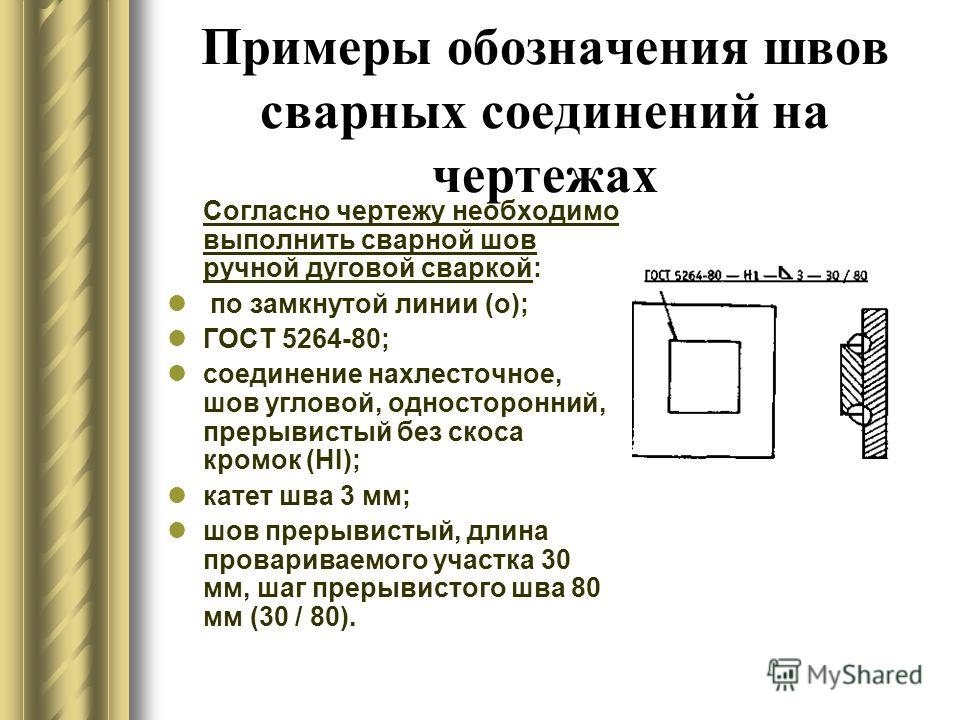
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
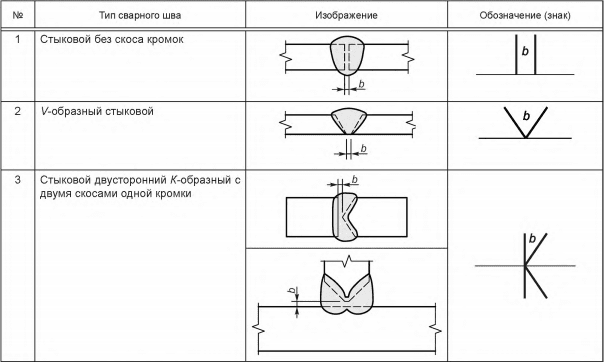
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается.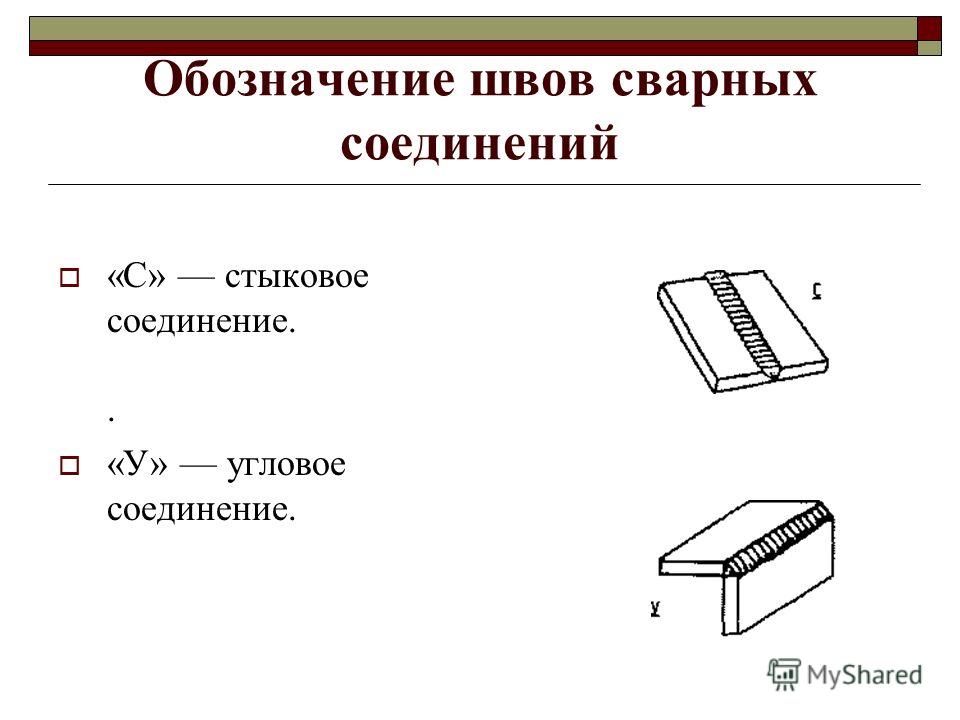 В нашем чертежном обозначении катет равен 6-ти мм.
В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
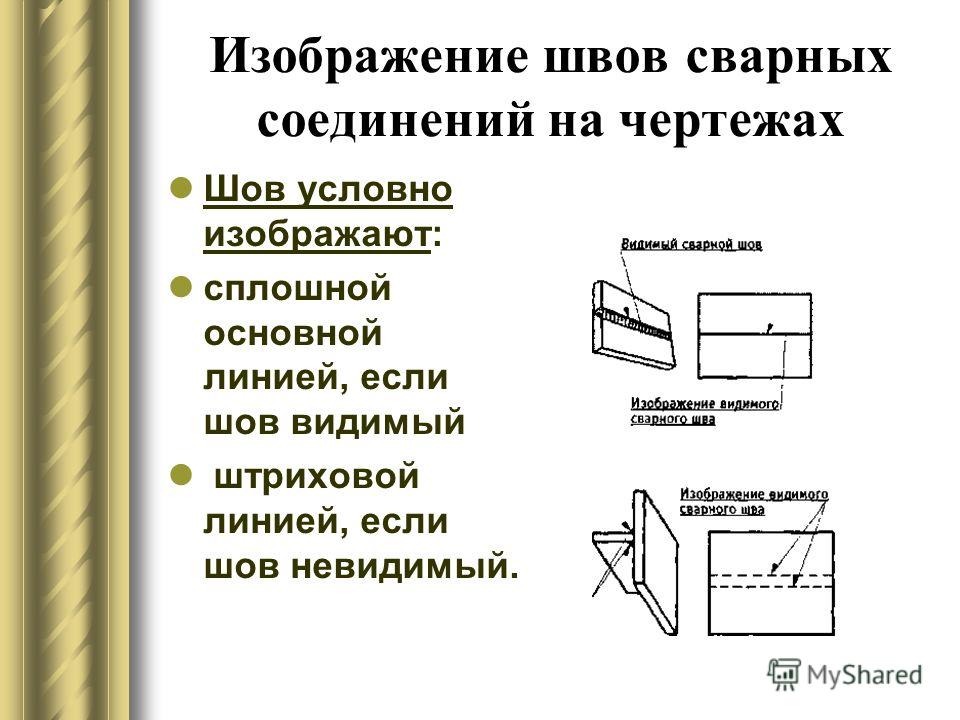
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Условные обозначения сварных швов на чертежах
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ
[c. 166]
166]
Условные обозначения сварных швов на чертежах [c.167]
Сварные швы на чертежах обозначают согласно ГОСТ 5263—58, который устанавливает условные обозначения сварных швов на чертежах машиностроения и распространяется на сварные соединения, выполняемые дуговой ручной сваркой, дуговой автоматической и полуавтоматической сваркой под флюсом, газовой сваркой, контактной сваркой, сваркой в среде защитных газов. [c.239]
Условное обозначение сварных швов на чертежах [c.19]
Примеры условных обозначений сварных швов на машиностроительных чертежах согласно ГОСТ 5263—58 приведены в табл. 31. [c.239]
Обозначение сварных швов на чертежах (приложения 1, 2) выполняется по ГОСТ 2.312—72, который устанавливает единую систему условных изображений и обозначений швов сварных соединений на чертежах, конструкторских и технологических документах для всех отраслей промышленности и строительства.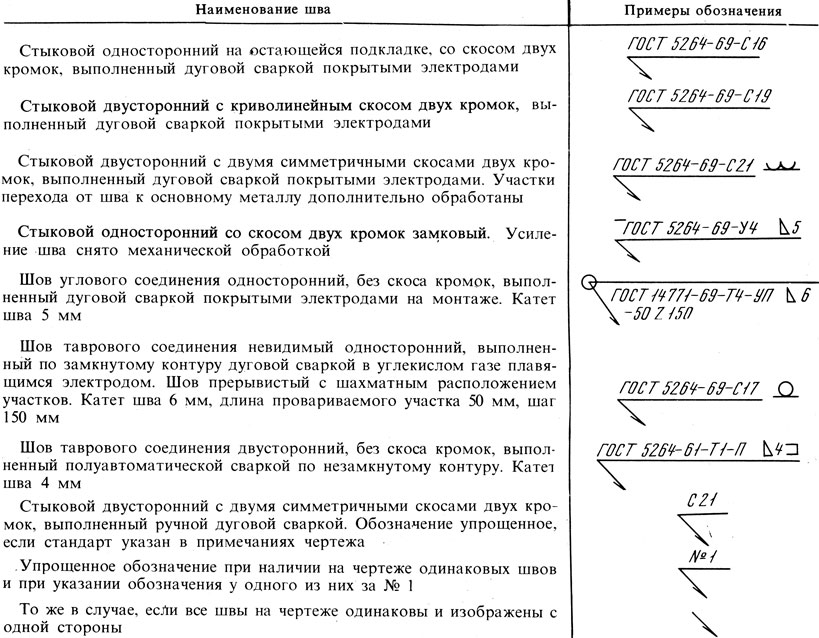 [c.123]
[c.123]
Существуют различные способы разогревания поверхностей свариваемых деталей при помощи сварки газовой, электроконтактной, электродуговой, термитной, ультразвуковой и др. Наи( лее широкое применение получила электросварка. Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением. сварных швов на чертежах. Чаще всего приходится сваривать листовой матери . В зависимости от взаимного расположения свариваемых листов различают соединения стыковые, угловые, тавровые. [c.217]
Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением сварных швов на чертежах. В зависимости от взаимного расположения свариваемых деталей различают следующие виды сварных соединений стыковые, угловые, тавровые, внахлестку (рис. 340). Швы сварных со-
[c. 248]
248]
Обозначение сварных швов на чертежах регламентируется действующим ГОСТ 5263—58. Согласно ГОСТ сварные швы обозначаются ломаной односторонней стрелкой (фиг. 39) и условными знаками. Все условные знаки и размеры проставляются у видимого шва над горизонтальным участком стрелки, у невидимого шва — под ним. [c.126]
Условные обозначения сварных соединений. На рис. 21 приведены различные типы сварных швов, а на рис. 22 — способы условного обозначения сварных швов иа чертежах. [c.88]
Условные обозначения сварных швов и методика нанесения их на чертежах сводятся к следующему [c.451]
Условные обозначения сварных швов и методика нанесения их на чертежах…………………………………………… . . [c.453]
В ГСЮТе 5263—58 приведены условные обозначения сварных швов, применяющиеся на чертежах. [c.295]
Условные обозначения сварных швов и правила выполнения их на чертежах установлены ГОСТ 5263-58. Примеры обозначения швов сварных соединений приведены в табл. 10, а вспомогательные знаки — в табл. 9.
[c.166]
Примеры обозначения швов сварных соединений приведены в табл. 10, а вспомогательные знаки — в табл. 9.
[c.166]
На фиг. 263 —265 приведены примеры нанесения условных обозначений сварных швов для подпятника и узла подкрановой балки. Исполнение чертежа узла подкрановой балки дано в двух вариантах. Предпочтительное исполнение показано на фиг. 265. Заметим, что при вычерчивании узлов металлических конструкций, элементы которых скрепляются при помош,и сварных Швов, необходимо, чтобы линии центров тяжести Zq угольников или каких-либо других профилей, входяш,их в узел, имели в своем пересечении общую точку. [c.171]
СТРЕЛКИ. Острые окончания размерных и указательных линий на чертеже. По форме бывают односторонними (с одним пером) и двухсторонними. Односторонняя стрелка применяется для выноски условных обозначений сварных швов и их поперечных сечений (ГОСТ 2.312—68). Величина размерных стрелок зависит от толщины линий обводки данного чертежа и должна быть по возможности одинаковой. Стрелки, указывающие направление взгляда прн проекти-
[c.116]
Стрелки, указывающие направление взгляда прн проекти-
[c.116]
Швы сварных соединений обозначаются на чертежах стандартными условными знаками (ГОСТ 2.312—68). Существует два вида условных обозначений сварных швов — основные, проставляемые на чертежах и других конструкторских документах, и дополнительные (буквенно-цифровые), которые применяют при переписке и в нормативно-технической документации. [c.43]
На чертеже и в карте технологического процесса проставляются условные обозначения сварных швов, соединяющих детали узла между собой. Технологический процесс (или кратко техпроцесс) сборки и сварки узла разрабатывается по чертежу на сварное изделие и оформляется в виде карты техпроцесса (технологической карты). В карте техпроцесса приводятся все основные сведения, необходимые для изготовления узла сваркой, а именно 1) последовательность переходов и операций, которая должна соблюдаться рабочим 2) содержание контрольных операций 3) применяемые оборудование, оснастка, и инструмент 4) сварочные материалы 5) положение сварных
[c. 97]
97]
На чертежах сварного соединения каждый шов имеет определенное условное обозначение, которое наносят над или под полкой линии-выноски, проводимой от изображения шва. Условное обозначение лицевых швов наносят над полкой линии-вы-носки. Условное обозначение лицевых швов наносят над полкой линии-выноски. Условное обозначение оборотных швов наносят под полкой линии-выноски. Это обозначение по ГОСТ 2.312—72 (см. рис. 235) имеет следующую структуру (рис. 236, а) [c.160]
На чертежах сварных соединений часто встречаются одинаковые швы, т. е. швы одного и того же типа с один ковыми размерами конструктивных элементов в поперечном сечении, имеющие одинаковое условное обозначение. В этом случае у одного из изображенных швов проставляют условное обозначение, а от изображений остальных швов проводят линии-выноски с небольшими полками. Всем одинаковым швам присваивается один и тот же номер, который проставляют на линии-выноске, имеющей полку с нанесенным обозначением шва (рис.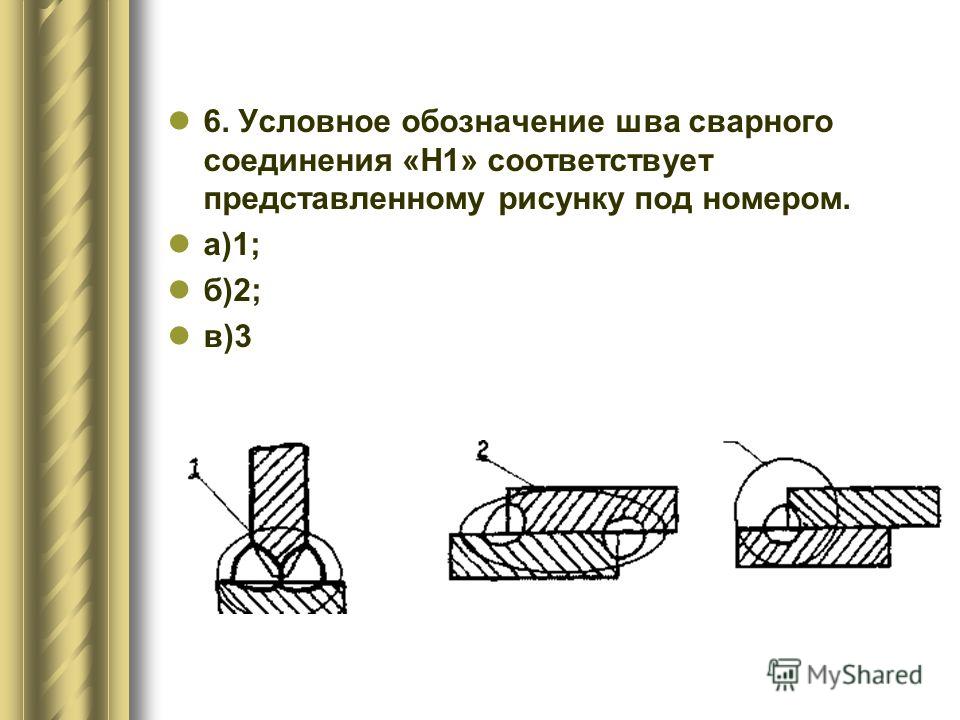 357, а). На всех остальных одинаковых швах на полке проставляют только номер шва (рис. 357, б). Допускается указывать количество швов, например запись 20 № Ь (рнс. 357, а) говорит о том, что подобных одинаковых швов на чертеже имеется двадцать.
[c.312]
357, а). На всех остальных одинаковых швах на полке проставляют только номер шва (рис. 357, б). Допускается указывать количество швов, например запись 20 № Ь (рнс. 357, а) говорит о том, что подобных одинаковых швов на чертеже имеется двадцать.
[c.312]
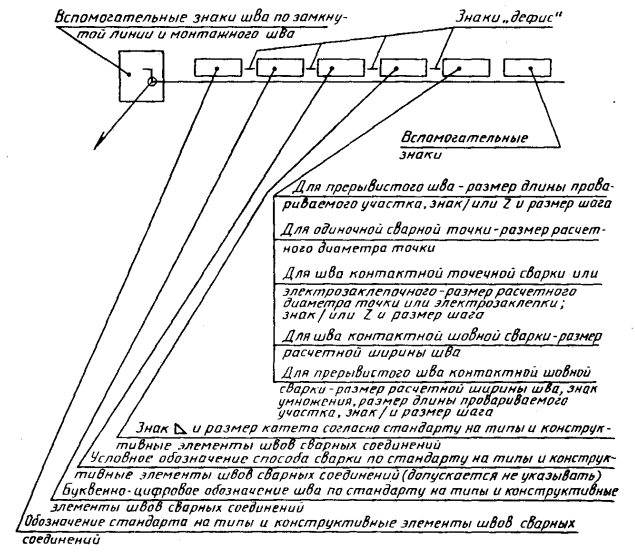
Общепринята следующая последовательность простановки на выносных линиях чертежей условных обозначений характеристик швов сварных соединений [c.48]
Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктив>1ые элементы. Стандарт распространяется на сварные швы, выполняемые автоматической и полуавтоматической сваркой под слоем флюса па конструкциях из углеродистых и низколегированных сталей. Стандартом устанавливаются условные обозначения способов сварки, основные типы швов в стыковых, тавровых, угловых соединениях и в соединениях внахлестку в зависимости от формы подготовки кромок и характера выполнения шва. Указывается вид в поперечном сечении подготовленных кромок и выполненных швов в зависимости от толщины свариваемого металла, графическое и буквенно-цифровое обозначение типов швов. Приведены размеры конструктивных элементов швов с допускаемыми отклонениями от них и обозначения швов на чертежах.
[c.484]
Указывается вид в поперечном сечении подготовленных кромок и выполненных швов в зависимости от толщины свариваемого металла, графическое и буквенно-цифровое обозначение типов швов. Приведены размеры конструктивных элементов швов с допускаемыми отклонениями от них и обозначения швов на чертежах.
[c.484]
Знаки в основных условных обозначениях швов сварных соединений на чертежах проставляются в следующем порядке. [c.274]
Условные обозначения шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны, или под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. VI,53). Обозначение шероховатости механически обработанной поверхности шва наносят после условного обозначения шва (см. рис. У1.53), указывают в таблице швов на чертеже или приводят в технических требованиях чертежа. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской. [c.174]
[c.174]
Условные обозначения сварных соединений. Независимо от масштаба изображения обозначение сварных швов наносят во всех случаях по ГОСТ 5263—58, предусматривающему сварные соединения, выполняемые автоматической, ручной электродуговой, газовой и контактной сваркой. При выполнении сварных соединений другим способом, отличающимся от указанных в стандарте, на чертежах необходимо давать дополнительные указания. [c.13]
Для обозначения сварных швов используют также вспомогательные знаки (табл. 1.1). Все элементы условного обозначения располагают в указанной последовательности и отделяют один от другого дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки, например П — механизированная дуговая сварка А — автоматическая дуговая У — дуговая в углекислом газе и др. Можно не указывать на полке линии-выноски обозначения стандарта, если все швы в изделии выполняют по одному стандарту.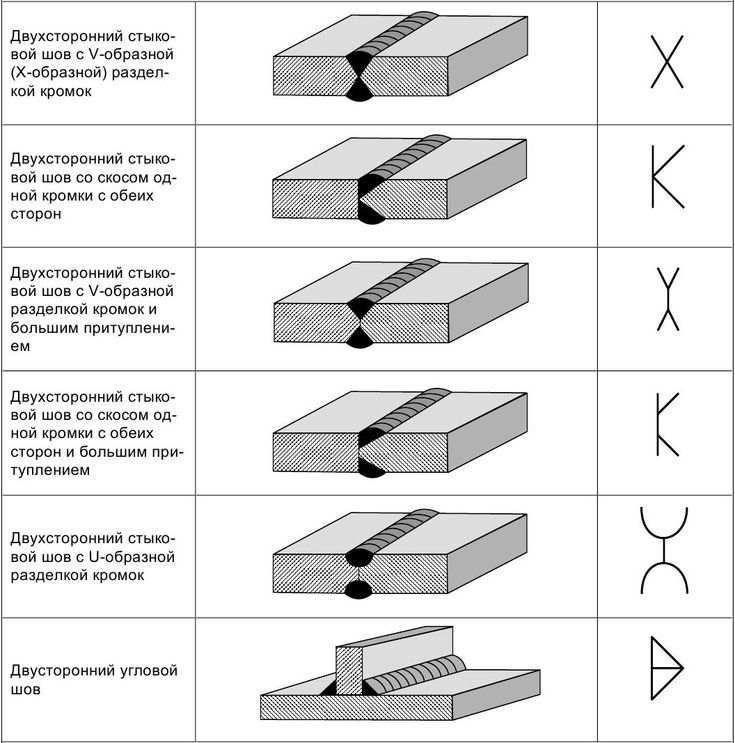 В этом случае следует 2 сделать соответствующее
[c.20]
В этом случае следует 2 сделать соответствующее
[c.20]
Условные обозначения и изображения швов сварных соединений на чертежах установлены ГОСТ 2.312—72. [c.642]
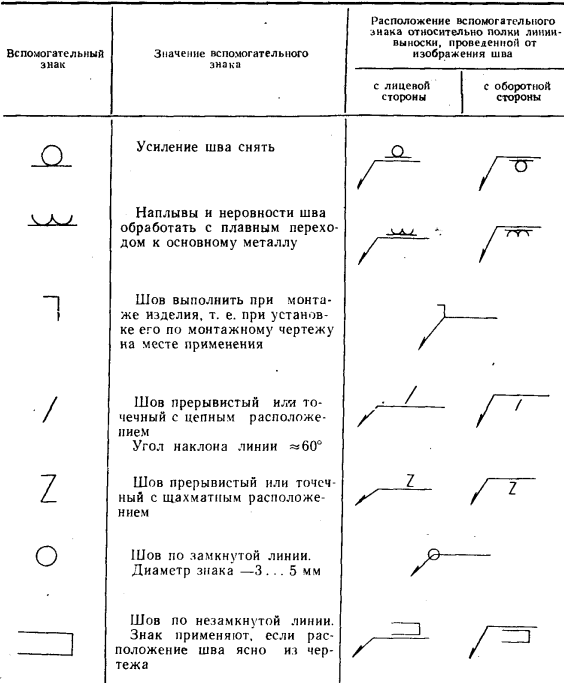
ГОСТ 2.312—72 регламентирует условные изображения и обозначения сварных соединений в технической документации. Независимо от способа сварки видимый шов на чертеже изображают сплошной линией, а невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносят над полкой линии-выноски, если изображен видимый шов, и под полкой, если шов невидимый. Стандартом определены вспомогательные знаки для обозначения сварных швов, наиболее часто используемые из них приведены в табл. 3. В табл. 4 даны примеры условных обозначений стандартных швов сварных соединений. [c.19]
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций. [c.12]
[c.12]
Сварной шов независимо от спосрба сварки изображают на чертежах видимый — сплошной основной линией, невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. На рис, 2.13 приведены примеры условных обозначений сварных швов, нанесенные на линиях-выносках. На этом рисунке показаны условные изображения швов при ручной дуговой сварке по ГОСТ 5264—80. В случае выполнения швов других видов номер ГОСТа следует проставлять в соответствии с данными табл. 2.1. В условных обозначениях пропущены некоторые данные, которые стандарт разрешает не указывать. [c.17]
Сварные соединения и швы обозначаются на чертежах стандартными условными знаками (ГОСТ 5263—58). Сушествуег два вида условных обозначений сварных швов—основные, проставляемые на чертежах и других технических документах, и дополнительные (буквенно-цифровые). [c.69]
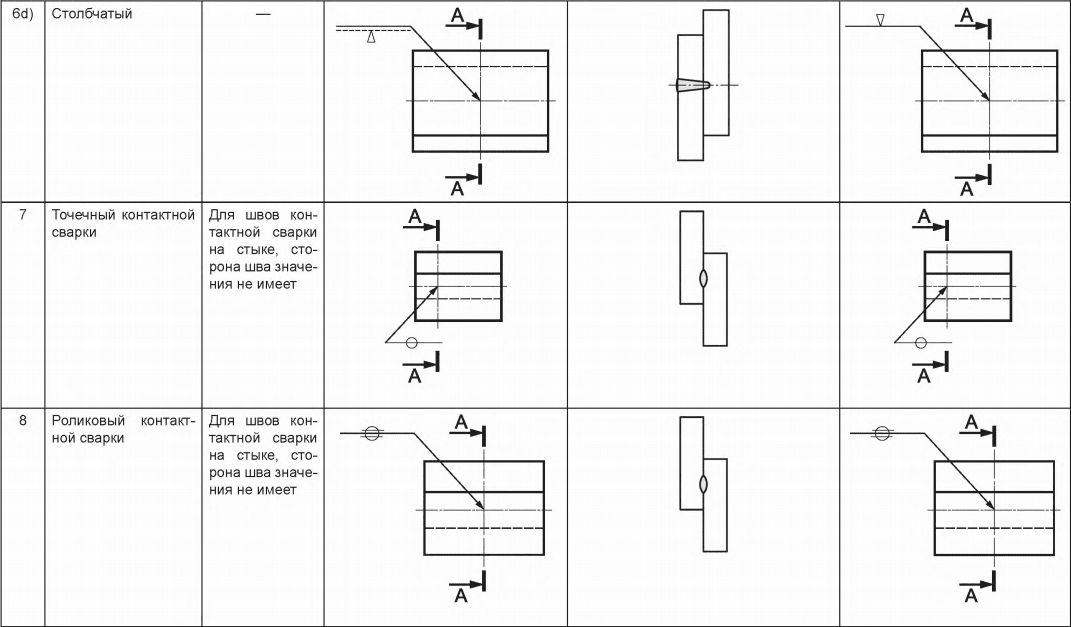
На рис. 21.8а дан разрез сваренных листов с изображением шва. На чертеже показывают упрощенное изображение (рис. 21.86) сварного шва контурной линией, если шов видим, с надписью, для составления и чтения которой требуется стандарт или справочник. Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25).
[c.414]
На чертеже показывают упрощенное изображение (рис. 21.86) сварного шва контурной линией, если шов видим, с надписью, для составления и чтения которой требуется стандарт или справочник. Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25).
[c.414]
Условные изображения и обозначения швов сварных соединений на чертежах изделий всех отраслей промышленности выполняются в соответствии с ЕСКД ГОСТ 2.312—68.
[c. 260]
260]
Условные изображения и обозначения швов сварных соединенпй на чертежах выполняют в соответствии с ГОСТ 2.312—72. [c.60]
Условные изображения и обозначения швов сварных соединений в технической документации регламентированы ГОСТ 2-312—72, а для строительных чертежей—еще и некоторыми положениями ГОСТ 11692—66 (табл. 111.10). Независидмо от способа сварки видимый шов на чертеже изображается сплошной линией, а невидимый—штриховой. Видимая сварная точка обозначается знаком + , невидп.мая ие указывается. От изображения шва или точки проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносится над полкой линии-выноски, если изображен шов с лицевой стороны, и под полкой, если шов — с оборотной стороны. ГОСТ 2.312—72 регламентирует отдельные моменты применения различных обозначений, их упрощения и т п. Стандартом определены вспомогательные знаки для обозначения сварных швов, приведенные в табл. 111.11.
[c. 45]
45]
Согласно Единой системе конструкторской документации (ЕСКД) изображения и обозначения швов сварных соединений на чертежах изделий должны соответствовать ГОСТ 2312—72 Изображение швов сварных соединений . Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией, а невидимый — штриховой. Обозначение шва отмечают линией-выноской, заканчивающейся односторонней стрелкой. Характеристики шва проставляют над полкой линии-выноски (для лицевой стороны шва) или под полкой (для обратной стороны шва). Структура условного обозначения стандартного шва приведена на рис. 1.13. Далее указаны номера некоторых стандартов на виды и конструктивные элементы швов сварных соединений для различных видов сварки [c.18]
ГОСТ 2.312—72 устанавливает условные изображения и обозначения швов сварных соединений на чертежах изделий вссх отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.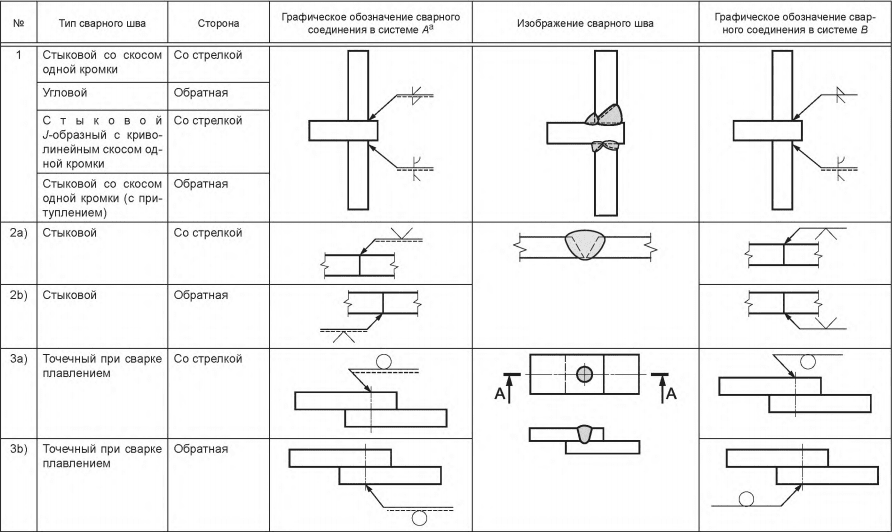 [c.179]
[c.179]
Как правильно обозначаются сварные швы согласно ISO 2553:2013 “Процессы сварки и сопряженные процессы. Условное представление на чертежах. ..”
ВВЕДЕНИЕ
Основные требования к условному изображению сварных швов сформулированы в международном стандарте ISO 2553:2013: “Сварные и паяные швы. Символьное представление на чертежах” и в его европейской версии EN 22553.
Символьные обозначения швов предусматривают указание основных геометрических параметров швов: толщины, протяженности, характерных линейных размеров и пр. Так же предусмотрена возможность указания на швах дополнительных сведений, касающихся используемой технологии сварки, группы качества изделия, положения сварки, используемых присадочных материалов.
ОСНОВНЫЕ СИМВОЛЫ СВАРНЫХ ШВОВ
Символы различных типов сварных швов в целом похожи на соответствующий шов, а также несут информацию о форме разделки кромок под сварку. Символ не несет никакой информации о применяемом методе сварки.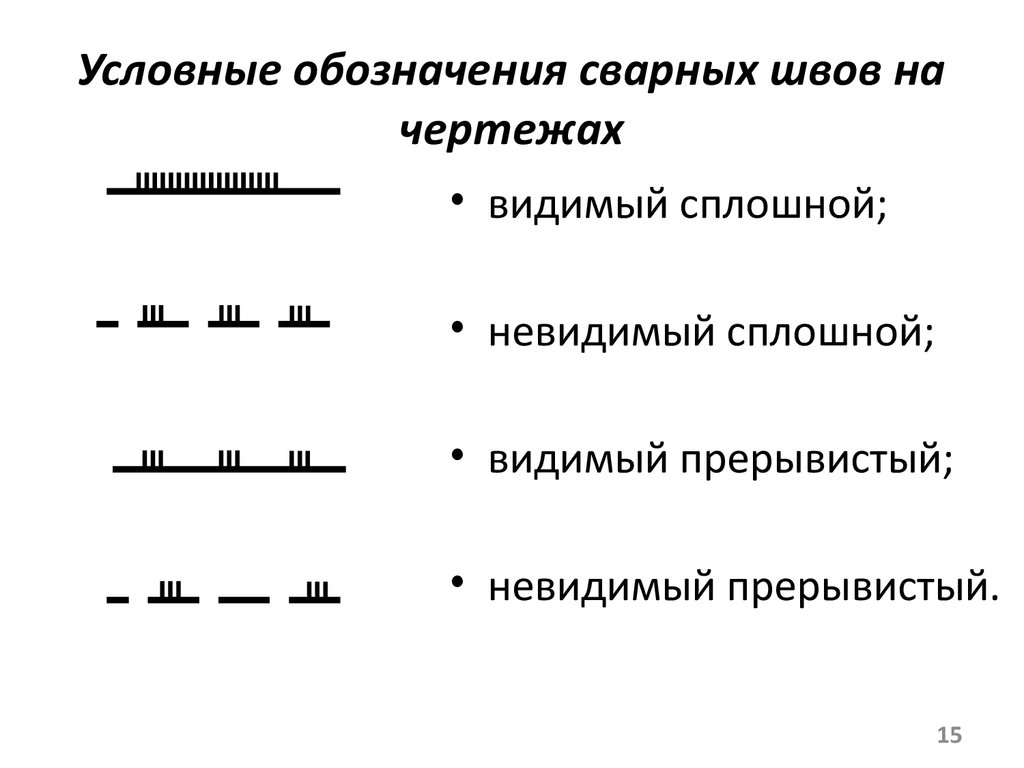
Использование комбинации основных символов
При необходимости могут использоваться комбинации основных символов. Так например, если швы сварены с обеих сторон, то основные символы соединяются так, чтобы были расположены симметрично к линии-выноске (см. стр. 10). Примеры использования комбинации основных символов представлены в таблице.
Дополнительные символы
При необходимости символьное обозначение шва может включать наряду с основными также дополнительные символы, характеризующие форму поверхности шва или способ ее обработки. Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
Примеры использования дополнительных символов
РАСПОЛОЖЕНИЕ СИМВОЛОВ НА ЧЕРТЕЖАХ
Основные и дополнительные символы образуют только часть полного условного обозначения сварного шва, которое также включает следующие элементы:
- линию со стрелкой;
- двойную линию-выноску, состоящую из двух параллельных линий, а именно из сплошной и пунктирной линий;
- вилку, которой дополняется линия-выноска, и за которой могут быть указаны дополнительные данные необходимые для выполнения сварного шва.
Символ, обозначающий сварной шов, может располагаться на сплошной или на пунктирной линии-выноске в зависимости от того на какую сторону сварного шва указывает стрелка:
Примеры условных изображений сварных швов с использованием основных символов
Примеры условных изображений сварных швов с использованием комбинаций основных и дополнительных символов
Примеры особых случаев
Внимание: Символьное изображение шва не может быть использовано в тех случаях, когда нельзя указать стрелкой лицевую или обратную сторону шва, например, когда между стрелкой и швом проходит сплошная стенка.
ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ ШВА
К дополнительным данным относятся следующие характеристики шва:
Сварочные работы Киев
Заказать грузчиков Киев
Установка решеток на окна Киев
Типы сварных швов. Обозначение сварных швов
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва— под ним.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
Далее: Соединение заклепками, отверстия под болты. Условное изображение заклепок, болтов и отверстий
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
|
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки. |
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Условное обозначение шва сварного соединения
Фиг.39.Формы стрелок и расположение надписей при расположении швов на чертежах
Обозначение сварных швов на чертежах регламентируется действующим ГОСТ 5263. Согласно ГОСТ сварные швы обозначаются ломаной односторонней стрелкой (фиг. 39) и условными знаками. Все условные знаки и размеры проставляются у видимого шва над горизонтальным участком стрелки, у невидимого шва — под ним.
Таблица 51.Вспомогательные знаки обозначения швов
Основное условное обозначение шва сварного соединения содержит:
1. Буквенное обозначение вида сварки: Э — электродуговая, Г —газовая, Кт—контактная, 3 —сварка в среде защитных газов. Обозначение электродуговой сварки — Э можно не проставлять. В необходимых случаях перед буквенным обозначением вида сварки проставляется буквенное обозначение способа выполнения сварки: ручной — Р, полуавтоматический — П и автоматический — А.
При выполнении всех швов, указанных на чертеже, одним и тем же видом сварки буквенное обозначение вида сварки в обозначении каждого шва не проставляется. В этом случае вид сварки оговаривается в технических требованиях на чертеже или в технических условиях.
2. Условный графический знак типа шва (в соответствии с таблицами 39 и 44).
3. Размер швов в сечении (катеты швов — к и к1).
4. Длину участка шва / (в прерывистом шве) и L (в непрерывном шве).
5. Вспомогательные знаки, характеризующие взаимное расположение участков шва в соответствии с табл. 51.
6. Шаг прерывистого или точечного шва t.
7. Вспомогательные знаки, характеризующие расположение шва в соответствии с табл. 51.
Монтажные швы дополнительно обозначаются буквой М, проставляемой на наклонном участке выноски. Здесь же при необходимости проставляется знак чистоты поверхности обработанных швов.
Обозначение сварочных швов на чертежах – Осварке.Нет
Согласно отечественной документации сварочные швы на чертежах обозначаются цельными линиями — видимые швы, и штрихованными — невидимые. Обозначают сварочные шва ломаной линией, которая состоит из косой части и полочки. Косая часть заканчивается односторонней стрелкой, указывающей положение шва (см. рис. 1).
Описание характеристик шва делается над полочкой, если шов видимый (цельная линия) и, наоборот, под полочкой — если шов невидимый (штриховая линия). У двустороннего шва лицевой считается любая из сторон.
Все части условного обозначения шва указывают в определенной последовательности и отделяются между собой дефисом (кроме вспомогательных знаков). Если для изготовление конструкции с чертежа требуется использовать несколько видов сварки, то используют сокращенные названия:
- Р — ручная дуговая сварка;
- П — полуавтоматическая сварка;
- А — автоматическая сварка;
- У — сварка в среде углекислого газа;
- Г — газовая сварка;
- Аф — автоматическая сварка под флюсом;
- Кс — контактная сварка;
- Ш — электро-шлаковая сварка;
- ИН — сварка неплавящимся электродом в инертном газе.
Если все швы выполняют согласно одному стандарту, в условном обозначении не ставят номер стандарта, но указывают его в примечаниях к чертежу.
Свойства шва на обозначении и их очередность
- Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- Буквенно-цифровое условное обозначение швов.
- Обозначение способа сварки (иногда не указывается).
- Для угловых, тавровых и нахлесточных соединений указывается знак катета шва и его размер в миллиметрах.
- Знак цепного или шахматного шва с обозначением длины свариваемого участка и шага (длины не свариваемого участка).
- Вспомогательные знаки (таблица 1).
- Обозначение шероховатости механически обработанной поверхности.
Когда на чертеже есть швы обозначения которых совпадают, то их помечают одним номером, который ставят на линии полочке, а условное обозначение описывают только на одном из швов. Если стандарт указан в примечании чертежа, то возможно упрощенное буквенно-цифровое обозначение шва, которое указывает на вид соединения и условный номер шва по стандарту.
Для обозначения типа соединения используют буквы: С — стыковое; У — угловое; Т — тавровое; Н— нахлесточное.
Определение объемной шероховатости на 2D-чертеже в Autodesk Inventor
Пользовательская маркировка объемной шероховатости на 2D-чертеже в Autodesk Inventor
В этой статье описывается обходной путь для решения проблемы Autodek Inventor, который поможет многим проектировщикам в 2D-документации своих компонентов. Речь идет о соответствии маркировки шероховатости стандарту PN-EN ISO 1302:2002, в котором сказано, что: «Если на большинстве поверхностей объекта требуется одинаковая геометрическая структура поверхности, рекомендуется наносить маркировку требование к этому геометрическому строению поверхности на чертеже, рядом с чертежом плиты.За этим собирательным графическим обозначением, соответствующим данной геометрической структуре поверхности, следует следующее, написанное в скобках: основное обозначение, без других дополнительных обозначений или особых отступлений относительно требований или требований к геометрической структуре поверхности, данное для обозначения требования, которые отличаются от собирательных требований к поверхности геометрической структуры».
Этот стандарт является обязательным стандартом в Autodesk Inventor, но пользователи ограничены функциональностью самого определения шероховатости, так как в диалоговом окне есть только один вариант ввода значений под одним символом текстуры поверхности.Редактировать такое обозначение в аннотациях (а точнее в тексте строки выноски) также нельзя из-за ограниченного количества вводимых атрибутов.
Однако пригодится опция “Определить/Вставить эскизный символ”, т.е. что-то вроде блока, который нужно вручную разработать и сохранить в библиотеке, затем вызвать и ввести соответствующие атрибуты.
В общем случае следует вставить подготовленный таким образом символ в библиотеку, которая будет содержать эскиз этих символов, т.е. маркировку шероховатости и скобки, и значения в виде свойств, введенных по запросу в окне подсказки.
Используемый вариант можно успешно использовать, например, для обозначения сварных швов или других шаблонов часто вводимых заметок. Этот вариант позволит систематизировать работу с чертежами плоской документации.
Следующие шаги показаны в следующем коротком обучающем видео.
Вы заинтересованы в предложении программного обеспечения или услуг, или, возможно, консультациях или обучении?
Свяжитесь с нашим механическим отделом.
Збигнев Алейстер
696-988-660
Збигнев[email protected]
Эвелина Старшевска
503-191-662
[email protected]
Хотите узнать больше?
Я новатор. Внедрение Autodesk Vault — руководство по загрузке
Новые возможности Autodesk Vault 2021
Make Factory Grow — технологический блог
Вебинары по требованию
Цифровой двойник
Возможности для Индустрии 4. 0 в новом десятилетии
Новый Autodesk Inventor 2021
Создание и публикация параметрических деталей в Библиотеке компонентов в Autodesk Inventor
Изменение номера детали в спецификации
Переход от 2D к 3D: что выбрать: Inventor или Fusion 360?
Быстрая параметризация рамной конструкции в Autodesk Inventor с использованием iLogic
Основные операции в Autodesk Inventor на примере модели колеса
Изучите 7 приемов, которые сделают интерфейс Inventor более удобным для пользователя
.
Сварочные маркировки сварных швов – как ими пользоваться и как производить замеры?
Сварка – один из основных способов соединения металлических деталей. Этот процесс требует точного определения параметров. В технических чертежах используются строго определенные названия и графические изображения. Как использовать маркировку сварных швов?
Какая маркировка сварки? Контрактная маркировка сварки должна содержать элементарную маркировку. Для уточнения описания следует использовать дополнительную маркировку, дополнительные маркировки и размеры. Польская промышленность подразделяется на три основные категории сварных швов: стыковые швы, угловые швы и другие, внутри которых имеется ряд подкатегорий.
Соединения характерным образом описаны на чертежах. Их тип определяется по 8 баллам. Часто встречается и усеченный вариант, в котором 4-5 точек.Какая информация содержится в маркировке сварных швов?
1. Элементарный знак
Символы, используемые на технических чертежах, определены в стандарте PN-EN 22553: 1997.
2. Сечение (толщина)
3. Продольный разрез (длина)
4. Дополнительные знаки – это может быть, например, наименование стыка
5. Дополнительные маркировки – например, сделанные на замкнутом контуре
6. Дополнительные метки – например, приварены к колодке
.
7.Размеры кромки (расстояние между элементами, угол наклона и т.д.) 9000 3
8. Символы, показывающие, например, номер сварного шва, инструкции по сварке
РазмерыКак уже упоминалось, знаки, используемые в маркировке сварных швов, определены в стандарте. Это основа для их написания или чтения. Как быть с габаритами? Рекомендуемый способ – использовать профессиональные измерительные инструменты. Шовные калибры идеально подходят для определения точных размеров.Эти устройства отличаются небольшими размерами и простотой использования. Они позволяют получить точную информацию, например, о высоте подступенка, величине смещения, толщине угловых швов, размере подреза и угле скоса листов. В предложении измерительных приборов Matiw вы найдете удобные калибры для сварки.
Как видите, маркировка сварных швов написана согласно схеме. Ключевым моментом при их чтении (или подготовке) является знание стандарта и выполнение соответствующих измерений. Хороший измерительный инструмент – важный элемент точной и комфортной работы. Стоит вооружиться таким решением.
.
Сварка ММА – EWM AG
Общая информация
Сварка ММА
(номер процесса 111) — это один из методов сварки, а точнее метод дуговой сварки плавящимся электродом. ISO 857-1 (издание 1998 г.) объясняет процессы сварки для этой группы с использованием английского перевода следующим образом:
Дуговая сварка плавящимся электродом: Электродуговая сварка отработанным электродом.Дуговая сварка плавящимся электродом без защиты газа: процесс дуговой сварки плавящимся электродом без внешнего защитного газа и ручной дуговой сварки плавящимся электродом: ручная дуговая сварка плавящимся электродом с использованием экранированного электрода.
В Германии последний способ называют ручной дуговой сваркой или, сокращенно, сваркой покрытыми электродами (в просторечии электродной сваркой). В англоязычном регионе этот метод известен как MMA или MMAW (ручная дуговая сварка металлом). Этот метод характеризуется тем, что дуга горит между плавящимся электродом и сварочной ванной. Внешней защиты нет, электрод образует экран от атмосферы. Электрод является носителем дуги и сварочной добавкой. Экран изготовлен из шлака и/или защитного газа, который в т.ч. они защищают проходящую каплю и сварочную ванну от притока атмосферных газов, т.е. кислорода, азота и водорода.
Тип тока
В принципе, для ручной электродуговой сварки можно использовать как постоянный, так и переменный ток, но не все типы электродных оболочек можно сваривать синусоидальным переменным током, напр.не просто основные электроды. При сварке постоянным током большинство типов электродов соединяют отрицательный полюс с электродом, а положительный полюс с заготовкой. Основные электроды также являются исключением. Тогда сварка на положительном полюсе будет проще. То же самое относится и к некоторым целлюлозным электродам. Подробнее об этом можно прочитать в разделе о типах электродов. Электрод – это рабочий инструмент сварщика. Он направляет зажженную на него дугу в сварочный зазор и оплавляет кромки сварного шва, как показано на рисунке 2.Требуются разные значения тока в зависимости от типа сварного шва и толщины основного материала. Поскольку пропускная способность электродов по току ограничена их диаметром и длиной, стержневые электроды доступны в различных диаметрах и длинах. В таблице 1 показаны размеры, определенные в DIN EN 759. По мере увеличения диаметра стержня можно использовать более высокие сварочные токи.
Типы электродов
Стержневые электроды
доступны с различным составом оболочки.Структура экрана определяет характер плавкости электрода, его сварочные свойства и качество металла шва (дополнительную информацию см. в разделе «Выбор электрода для применения». Согласно DIN EN 499, различные типы указанные экраны используются в стержневых электродах для сварки нелегированных сталей.различают основные и смешанные типы.Буквы, используемые в обозначении, произошли от английских терминов: Буква C = целлюлоза, A = кислота, R = рутил и B = основной . В Германии доминирующую роль играет тип рутила. Стержневые электроды могут иметь тонкое, среднее или толстое покрытие. В случае электродов с рутиловым покрытием, которые используются для покрытия всех трех толщин, электроды с толстым покрытием маркируются буквами RR для лучшей дифференциации. У легированных и высоколегированных стержневых электродов такого разнообразия типов покрытия не существует. В случае стержневых электродов для сварки нержавеющих сталей, которые определены в DIN EN 1600, различают, например,только рутиловые электроды и основные типы, аналогичные жаропрочным сталям (DIN EN 1599), но и здесь в случае рутиловых электродов выделяют смешанные рутилово-основные типы, без четкого определения состава. Это относится, например, к электродам, имеющим лучшие сварочные свойства в принудительных положениях. Стержневые электроды для сварки высокотвердых сталей (DIN EN 757) доступны только с основным покрытием.
Свойства типа крышки
Состав и толщина покрытия оказывают большое влияние на сварочные свойства. Это касается как стабильности дуги и переноса материала при сварке, так и вязкости окалины и сварочной ванны. Размер капель, проходящих через дугу, имеет особое значение.
На рисунке схематично показан переход капли для четырех основных типов отставания: целлюлозного (а), рутилового (б), кислотного (в), основного (г).
Отставание состоит в основном из органических материалов, которые сгорают в дуге и выделяют газ, покрывающий зону сварки.Так как футеровка содержит лишь небольшое количество материалов, стабилизирующих дугу, в дополнение к целлюлозе и другим органическим веществам, гангрена образуется очень мало. Электроды с целлюлозным покрытием особенно хорошо подходят для сварки сверху вниз, так как не нужно беспокоиться об образовании слоя гангрены перед сварным швом.
Кислотный тип (А), покрытие которого состоит преимущественно из железных и марганцевых руд, обеспечивает атмосферу вокруг дуги большим количеством кислорода.Он поглощается свариваемым материалом и снижает его поверхностное натяжение. Благодаря этому материал проходит в виде мелких капель, а свариваемый материал сильно псевдоожижается. Поэтому этот тип электрода не подходит для сварки в положительном положении. Дуга также очень «горячая» и, допуская высокие скорости сварки, имеет тенденцию к подрезу. Из-за вышеописанных недостатков электродные стержни только с кислотным покрытием в Германии применяются очень редко.
Вместо них чаще используются электроды с рутиловой кислотой (RA)
, представляющие собой смесь кислотных и рутиловых электродов. Электрод также обладает подходящими сварочными свойствами. Покрытие рутилового электрода (R/RR) состоит в основном из диоксида титана в виде минерала рутила (TiO2) или ильментита (TiO2). FeO) или искусственный диоксид титана. Электроды этого типа характеризуются прохождением материала в виде мелких или средних капель, плавным плавлением без разбрызгивания, очень точным определением валиков, легким удалением гангрены и легким повторным возгоранием. Последнее свойство можно наблюдать только в случае рутиловых электродов с высокой долей TiO2 в покрытии. Это означает, что в случае электрода, который уже однажды расплавился, его можно повторно зажечь, не удаляя кратер. Слой гангрены, образовавшийся в кратере, при достаточном содержании TiO2 имеет почти такую же проводимость, как и полупроводник, так что при приближении электрода к краю кратера дуга зажигается, не касаясь элемента с сердечником стержень. Это самопроизвольное повторное возгорание имеет важное значение всякий раз, когда сварочный процесс часто прерывается, например, прив случае коротких сварных швов.
Помимо электродов с чистым рутилом, в этой группе электродов имеется также несколько смешанных типов. Это может быть, например, тип рутил-целлюлозы (RC), в котором часть рутила заменена целлюлозой. Так как при сварке целлюлоза сгорает, образуется меньше окалины. Поэтому этот тип также можно использовать для сварки сверху вниз (положение PG). Тем не менее, он также имеет хорошие свойства в большинстве других предметов.
Другим смешанным типом является тип на основе рутила (RB).Этот тип электрода имеет немного более тонкое покрытие, чем тип RR. Эта особенность, а также особые характеристики гангрены делают их особенно подходящими для сварки вниз-вверх (PF). Основной тип (B) остается. Покрытие этого типа электродов состоит в основном из основных оксидов кальция (CaO) и магния (MgO), к которым добавлен плавиковый шпат (CaF2) для разжижения гангрены. Более высокие уровни флюорита ухудшают свариваемость переменным током. Таким образом, чисто основные электроды не подходят для сварки переменным током с синусоидальной характеристикой, однако существуют также смешанные типы с более низким содержанием плавикового шпата в покрытии, которые можно использовать с этой характеристикой тока.Перенос материала основных электродов происходит в виде капель от среднего до толстого размера, а сварочная ванна плотная. Электрод хорошо сваривается во всех положениях. Однако полученные стежки несколько более выпуклые из-за большей вязкости свариваемого материала и имеют более толстые ребра. Свариваемый материал очень плотный.
Основные покрытия гигроскопичны. Поэтому убедитесь, что они хранятся в чистом и сухом месте. Смоченные электроды следует высушить.Однако свариваемый материал имеет очень низкое содержание водорода, если электроды свариваются всухую. Помимо стержневых электродов с нормальным КПД (160%). более экономичны, чем обычные электроды, однако их применение обычно ограничивается горизонтальным положением ПА или ПБ.
Надлежащая сварка MMA
Сварщик должен иметь высокую квалификацию не только с точки зрения ручных навыков, но и иметь соответствующий опыт, чтобы избежать ошибок. Учебные руководства DVS (Немецкой ассоциации сварщиков) по сварке и связанным с ней процедурам признаны во всем мире, а также были приняты Международной ассоциацией сварщиков (IIW). Перед началом сварки свариваемые детали необходимо соединить прихватками.Прихваточные швы должны быть настолько длинными и толстыми, чтобы элементы не могли чрезмерно деформироваться относительно друг друга во время сварки и чтобы точки прихватки не отрывались.
- Заготовка
- Сварка
- Шлак
- Арка
- Стержневой электрод
- Держатель электрода
- Источник сварочного тока
Зажигание дуги
Сварочный процесс при сварке ММА может быть инициирован контактным зажиганием.Чтобы замкнуть электрическую цепь, сначала замкните накоротко электрод и свариваемый объект, а затем слегка приподнимите электрод, чтобы зажглась дуга. Поэтому процесс воспламенения никогда не должен происходить вне сварного шва, а обычно только в тех точках, которые расплавятся сразу после зажигания дуги. Там, где воспламенение невозможно, существует риск растрескивания из-за внезапного нагрева в случае очень чувствительных материалов. В случае основных электродов с тенденцией к образованию пор в начале сварного шва зажигание должно происходить еще дольше до фактического начала сварки.Затем дуга отводится в начальную точку сварного шва, и по мере продолжения сварки первые капли, в основном пористые, снова плавятся.
Направляющая электрода
Электрод располагается вертикально или немного по диагонали на поверхности листа. Он слегка наклонен в сторону сварки. Видимая длина дуги, т. е. расстояние между краем кратера и поверхностью заготовки, должна примерно соответствовать диаметру стержневого стержня.Основные электроды необходимо приваривать очень короткой дугой (зазор = 0,5 x диаметр стержня). Для этого их необходимо направлять более вертикально, чем рутиловые электроды. Пунктирные стежки сварены в большинстве положений или имеют место небольшое колебание с расширением ширины паза вверх. Маятниковые стежки проводятся только в положении PF по всей ширине паза. Как правило, происходит замыкающая сварка, только в положении ПФ электрод протыкается.
- Сварной зазор
- Стержневой электрод
- Жидкий наплавленный металл
- Жидкий шлак
- Отвержденный шлак
Влияние электромагнитного отклонения дуги
Эффект электромагнитного отклонения дуги представляет собой удлинение дуги в результате ее отклонения от ее центральной линии, при котором слышен шипящий звук. Такое отклонение может привести к нарушению сварного шва. Провар также может быть недостаточным, а при сварке, которая сопровождается гангреной, гангрена может появиться в шве в результате гангрены, предшествующей месту сварки. Отклонение дуги происходит из-за наличия магнитного поля. Как и любой проводник, по которому течет ток, электрод и дуга окружены электромагнитным полем в виде цилиндра, отклоняющегося в зоне дуги в месте перехода к основному материалу.В результате силовые линии электромагнитного поля располагаются более плотно внутри и реже снаружи. Дуга изгибается в сторону более слабого электромагнитного поля. В результате она удлиняется и издает шипящий шум из-за возрастающего напряжения дуги. Таким образом, противоположный полюс обладает дугоотталкивающим эффектом. Изменение магнитной силы связано с тем, что электромагнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому дуга притягивается к большим металлическим массам.Оно проявляется, в том числе, в еще и в том, что при сварке ферромагнитного материала дуга отклоняется внутрь на концах пластины. Отклонению дуги можно противодействовать, расположив электрод под правильным углом. Поскольку отклонение дуги при сварке постоянным током особенно велико, по возможности следует выполнять сварку переменным током, чтобы компенсировать или, по крайней мере, значительно уменьшить этот эффект. Прогиб дуги может быть особенно большим из-за воздействия соседних металлических масс при сварке корневых слоев.Здесь полезно, если переходу магнитного поля способствует выполнение плотных, не слишком коротких прихваточных швов.
Параметр сварки
Во время сварки ММА можно установить только силу тока. Напряжение дуги зависит от длины дуги, поддерживаемой сварщиком. При установке тока учитывайте пропускную способность по току для диаметра используемого электрода. Правило состоит в том, что нижние предельные значения относятся к сварке корневых проходов или позиций PF, а верхние предельные значения относятся к остальным позициям, а также к присадочному или верхнему слою.Скорость наплавки и соответствующая скорость сварки уменьшаются с увеличением силы тока. Проникновение также увеличивается с увеличением тока. Указанные токи действительны только для нелегированных и низколегированных сталей. В случае высоколегированных сталей и материалов на основе никеля следует устанавливать более низкие значения из-за более высокого электрического сопротивления сердечника стержня.
Сила тока в зависимости от диаметра электрода
При расчете отдельных ампер в A необходимо учитывать следующие правила:
20-40 x Ø 90 110
- При диаметре 2,0 мм ток должен составлять от 40 до 80 А
- При диаметре 2,5 мм ток должен составлять от 50 до 100 А
30-50 x Ø 90 110
- При диаметре 3,2 мм сила тока должна составлять от 90 до 150 А
- При диаметре 4,0 мм сила тока должна составлять от 120 до 200 А
- При диаметре 5,0 мм сила тока должна составлять от 180 до 270 А
35-60 x Ø 90 110
- При диаметре 6,0 мм сила тока должна составлять от 220 до 360 А
Для успешной сварки ММА требуется следующее оборудование:
Дополнительную информацию о сварке MMA можно найти в нашем Кодексе сварки.
.Технический чертеж
символов – Страница бесплатной печати и раскраски
Символы Технический рисунок – Бесплатные раскраски для малышей и дошкольников
Есть много разных вариантов Символы Технический рисунок для младенцев и малышей. найти лучшие символы технического рисунка может быть сложно. Я создал эту короткую статью, чтобы помочь мамам, папам, бабушкам и дедушкам принять правильное решение с книжками для рисования для малышей, а также для детского сада.или обсудите 4 основных вида цвета страницы.
Первая сортировка по цвету страницы — это расцветка сайта. Существует несколько различных типов раскрашивания страниц, каждый из которых имеет свой мотив или тему. Вы можете получить детскую публикацию на сайте-раскраске или зарегистрироваться для публикации на сайте-раскраске. Есть также онлайн-купоны членства для страницы раскраски. Все эти страницы предлагают раскраски для младенцев, а также малышей.
Приятные символы Технический рисунок для детей
вторая альтернатива — ColoringPage со стандартными изображениями, а также простыми инструкциями.
Эти технические символы рисования — забавный метод для работы с базовой зрительно-моторной координацией, создания распознавания оттенков и решения проблем. Некоторые из самых выдающихся подростковых книг и веб-записей рисунков: Counting the ABCs, Feast BASE, Shadow Your Globe, Learn Spanish Shadow, Think Pictures, а также Wall Street Squares. Вы также можете купить цветные веб-сайты во многих магазинах или спросить их в Интернете.
Примечание: Технический чертеж символов
Некоторые из наиболее популярных молодежных публикаций, а также символы технического рисования включают в себя: ABC Counting, Party ABCS, Shadow Your Globe, Learn a Shadow, Look at Photos и Squares.Вы также можете получить цвет с веб-сайтов в различных магазинах или спросить их в Интернете.
Лучшие технические символы для рисования – Скачать сейчас!
Допуски в форме направления положения биения и формы обозначенной поверхности или. Вставить несколько включает отключает возможность многократной вставки символа в.
Kateforest Я сделаю минимальный дизайн логотипа для 80 на Fiverr Com Геометрический дизайн логотипа Геометрический логотип Графический дизайн Логотип
На техническом чертеже угловые размеры даны в градусах, минутах и секундах и отмечены символами и соответственно.
Символы Технический чертеж . Технический рисунок Однозначный язык общения технических специалистов различных отраслей Графическая запись конструкции, содержащая необходимую и достаточную информацию 3 правила. Развитие умения читать и рисовать электрические схемы. Универсальный способ письма позволяет понять замысел автора даже с другого конца света.
Технический рисунок Лекция №. Геометрические допуски делятся на 5 основных групп. Решения, которые вы принимаете, будут.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, ИСПОЛЬЗУЕМЫЕ В ЭЛЕКТРИЧЕСКОМ ЧЕРТЕЖЕ НА ПРИМЕРЕ БЫТОВОЙ ЭЛЕКТРОУСТАНОВКИ 3 ступень обучения, I класс Образовательные цели. Используя символы геометрических допусков, мы в основном контролируем 3 упомянутых функции. Символ Φ вставляется, когда деталь вращается. Размер 6 длины резьбы правильный, но M8 в этом месте неправильный, он должен быть на месте размера 7.
Ориентация и положение формы. Начиная с собеседования и заканчивая вашей повседневной работой, ваше знание маркировки допусков будет проверяться на каждом этапе.Измерение 2 подвешено в воздухе и измеряет его от некоторого основания.
Я даже осмелюсь сказать, что это гораздо лучший способ общения, чем любой другой язык. Если номинальный размер указан буквой, то символ допуска отделяется от номинального размера горизонтальной чертой б. Вместо этого используйте половинный вид – полусечение.
Технический рисунок – это своего рода язык инженеров. Представление геометрических особенностей детали, исполнительного чертежа или элементов в сборке, сборочном чертеже с помощью прямоугольной проекции или .Маркировка строительно-монтажных устройств 3. 9000 5
Обозначения графические на архитектурно-строительных чертежах Обозначения графические подразделяются на. Этот список содержит аббревиатуры, общие для лексики, используемой людьми, работающими с техническими чертежами при изготовлении и контроле деталей и сборок. Маркировка элементов подвижного оборудования строительных объектов 5. 9000 5
Читает электрические символы, объясняет функции основных компонентов установки. Однозначность непротиворечивости и полноты.Размер стрелки определяет масштаб эталонной стрелки.
Согласно стандарту PN-B-010252004 Строительный чертеж. I степень точности маркировки упрощена в прошлом. Графические обозначения строительных материалов 6. 9000 5
Символ без скобок. Рисунок оправки и втулки от руки Мой блог о слесарном деле httpnaprawatokarekpl Точность II класса точности.
Технический чертеж Обозначения геометрических допусков How – Download Технический чертеж Основные вопросы Techtutor Pl – Download Данная шероховатость, но без определения масштаба Rough Rz Ra – Download.Технический чертеж, размеры Символ Φ ставится при вращении детали Размер 6 длины резьбы правильный, а М8 в этом месте неверный, он должен быть на месте размера 7. Технический чертеж – некоторые практические замечания httpswmw-architekcipl.
Вы используете неправильную толщину линии для обозначения резьбы. Символический допуск используется, когда планируется проверка размеров. Этот термин встречается очень часто и, несомненно, прекрасно отражает действительность.
С другой стороны, характерные размеры продольного сечения сварных швов и сварных швов проставляют после условного знака сварного шва с правой его стороны, в месте, обозначенном цифрой 3.Вы неправильно используете толщину линии для обозначения резьбы. Если есть необходимость указать размерность в другой единице, то ее обозначение следует давать после числа.
Специально для вас, пятый выпуск сериала МИГМАГ ОТ ОСНОВ.Терпение не терпите, скоро сварку начнем, но п. Каждый Инженер должен уметь читать технический чертеж. Измерение 2 подвешено в воздухе и измеряет его от некоторого основания.
24012017 Обозначения на чертежах Приложение № 1 Приложение к дополнению к лекции.После номинального размера дается буквенное обозначение, которое соответствует отклонениям, выбранным для данного размера а) Вставить один сегмент – рисует одно- или многосегментную ссылку.
26 июня 2018 г. Инженерные навыки Артур. Характерные размеры поперечного сечения помещают перед условным знаком сварного шва с его левой стороны в месте, отмеченном цифрой 2. В технических стандартах приведены словари сокращений акронимов и символов, которые можно найти на .
Обозначения для встроенной мебели 4.Это не беспокоит. Стрелка — символ, помещаемый в начальную точку ссылки, например,
.
Дорогие мои уроды. Аббревиатуры и символы технических чертежей используются для передачи и детализации особенностей технического чертежа. Технический рисунок символов геометрических допусков.
Gd T Справочное руководство по символам От Sigmetrix Mechanical Design Engineering Design Machine Engineering Design
Tietgen Kollegiet Как планировать дизайн писем
Gd T Символы Инженерные символы Машиностроение Проектирование Механическое проектирование
Технический чертеж Символы геометрических допусков Как читать Образование
Катафальк Гроб и Скелет Это то, чего вы не видите Глаза Лайка Дидимус Бдение Inclinaverat Chart Line Chart
Электрические вывески Поиск в Google Математика Математика Уравнения Интерьерное вдохновение
Раковина Alveus Niagara 20 Black Бесплатная доставка Планы этажей
1945 Пила для мяса и костей Патентный постер с рисунком от Никрама К Displate Pride Paintings Sale Artwork Fine Art Плакаты
Результаты поиска в Google Graphics для Http Aqua Tek Eu Files Lower Dimension Jpg In 2020 Letters Symbols
Технический чертеж Специальная схема прокладки Art
Символ окна в техническом чертеже Поиск Google Планы этажей Символы Диаграмма
Мембранный клапан Производственный корпус клапана
Мембранный клапан Производственный корпус клапана
Механические символы большого эксцентрика
Технический чертеж Диаграмма крышки
Технический чертеж Специальная схема прокладки Art
Технический чертеж Специальная схема прокладки Art
Эргономика на кухне Искать в Google Электрическая планировка Роскошная кухня Дизайн Электрическая схема
Рулевое управление Тип 180 Стойка из нержавеющей стали Символ мира Символы мира
Теги: ЧертежТехническиеСимволы
.
ZWCAD Механический
- Детали
Новая программа САПР для механиков.
Вот некоторые ключевые особенности ZWCAD Mechanical
Поддержка местных и международных стандартов, включая стандарты ISO, ANSI, DIN, JIS и Великобритании. Инструмент синхронизации стандартов обеспечивает согласованность и актуальность данных.
В рамках этого инструмента вы также можете создавать свои собственные (например, внутренние) наборы стандартов. Синхронизация стандартов между позициями происходит через внутреннюю сеть.
Множество встроенных механических инструментов для создания профессионально выглядящих механических чертежей, таких как набор вспомогательных линий, оси, генератор линий шаблона, символы и маркировка.
Создание набора собственных таблиц и форм с помощью мастера.
Инструменты для проверки размеров на наличие перекрывающихся размеров и для ручного редактирования.
Автоматическое создание спецификации на основе соответствующих обозначений.
База данных механических символов, например, шероховатости, перекосов, сварных швов.
Встроенный инструмент для создания деталей, например валов, шестерен, шестерен.
Создавайте линии сечения, символы направления и подробные виды всего несколькими щелчками мыши.
«Суперредактирование» позволяет легко редактировать или модифицировать все объекты.
Инновационные инструменты, библиотека слов, калькулятор позволяют повысить эффективность и качество работы.
.
| Основные инструменты | ||||
Инструменты рисования (Линия, Ломаная, Дуга, Окружность, Эллипс, Таблица, Штриховка, Облако, Блок…) | ||||
Инструменты модификации (перемещение, копирование, поворот, массив, масштабирование, обрезка, фаска, разделение. | ||||
Слой, блок, группа, печать | ||||
Чертежные стандарты и шаблоны | ||||
Редактировать полилинию | ||||
Слой штриховки | ||||
Отбросить повторяющиеся элементы | ||||
Масштабируемые значки SVG для дисплеев высокой четкости | ||||
Возможность печати тонких (волос) линий | ||||
Предварительный просмотр слоев | ||||
Переопределить базовую точку для блока | ||||
| Инструменты для повышения производительности | ||||
| Набор инструментов с элементами механической конструкции (спецификация, таблица изменений, оборудование, отверстия, символы сварки/поверхности/отделки). ..) | ||||
| Библиотека ресурсов дизайна | ||||
| Серийная печать | ||||
| Сравните чертежи | ||||
| Автоматическое определение размеров | ||||
| Система автоматического определения размеров | ||||
| Автоматическая обрезка выносных линий | ||||
| Маховик на палитре размеров | ||||
| Выберите стрелки, щелкнув правой кнопкой мыши | ||||
| Разделить размер | ||||
| Расчет массовых свойств | ||||
| Команды автозаполнения | ||||
| Методы быстрого ввода | ||||
| Портативный файл | ||||
| Публикация в DWF | ||||
| Темный режим | ||||
| Усовершенствования сплайнов | ||||
| Ассоциативные массивы | ||||
| Импорт файлов PDF | ||||
| Инструменты премиум-класса | ||||
| 3D-инструменты | ||||
| Перекрестные ссылки 2D | ||||
| Инструменты для проверки соответствия | ||||
| Просмотр динамических блоков AutoCAD с полной настройкой | ||||
| Полностью настраиваемое редактирование динамических блоков AutoCAD | ||||
| Автоматизация LISP (AutoLISP, поддержка Visual LISP) | ||||
| Интеграция 3DExperience | ||||
| Интеграция с 3DExperience Marketplace | ||||
| HomeByMe | интеграция||||
| Интеграция 3D Content Central | ||||
| SOLIDWORKS PDM, электрические разъемы | ||||
| Диспетчер комплектов листов | ||||
| Корпоративные опции и поддержка | ||||
| Вариант сетевой лицензии | ||||
| Техническая поддержка | ||||
| Поддержка на форуме сообщества | ||||
| Текущая стоимость годовой подписки | 90 016 $ 199 90 018 499 долларов США** | ** | ||
| ** Пожалуйста, свяжитесь с вашим деловым партнером для получения предложения. От 399 долларов США в год | ||||
.
Шероховатость поверхности – Блог об инструментах
Шероховатость поверхности – это несоответствие или отклонение от профиля, принятого на чертеже. В отличие от волнистости поверхности, шероховатость поверхности измеряется на небольших участках. Он описывается двумя основными параметрами: Ra и Rz.
- Ra – это среднее арифметическое отклонение от средней линии. Это привилегированный параметр в Польше, и мы чаще всего можем найти его на технических чертежах.
Рекомендуемая длина измерительных участков для параметра Ra
| Ra [мкм] | Длина [мм] |
| 0,08 | |
| (0,025; 0,4) | 0,25 |
| (0,4; 3,2) | 0,8 |
| (3.2; 12.5) | 2,5 |
| (12,5; 100) | 8 |
| > 100 | 25 |
2. Rz – это самая высокая высота шероховатости по. измерено 10 лучших профилей. Привилегированный параметр в такой стране, как Германия.
Где:
Rt – общая высота профиля,
Rz1 max – максимальная высота шероховатости – параметр, который используется особенно в вопросах герметичности,
лр – начальная секция,
ln – измерительный участок.
Rz выражается формулой:
Существует зависимость между Ra и Rz, которую можно выразить формулой
Rz≈4 * RaПравило 16%
Это правило указывает, что если менее 16% измеренных значений превышают желаемое значение, поверхность считается соответствующей.Это правило действует при отсутствии максимальной маркировки качества поверхности.
Rm – максимальная высота шероховатости
3. Определение качества поверхности
Для согласования инженерами качества изготавливаемых элементов в технический чертеж вводятся унифицированные знаки, определяющие величину допускаемой шероховатости поверхности и способ обработки.
Обозначение на чертеже, качество поверхности согласно PN-EN ISO 1302: 2004).Все значения даны в мкм (10 90 113 -6 90 114 м)
Где:
– а – шероховатость поверхности,
– б – другие требования к поверхности,
– c – особые требования к поверхности
– д – направление обработки,
– e – припуск на обработку в [мм],
– x – вводится при ограничении места,
– d- символы и направления обработки
| Основной символ | |
| Символ удаления материала | |
| Символ, запрещающий удаление материала | |
| Символ применим ко всем поверхностям |
В зависимости от выбранного нами типа обработки мы можем получить различное качество поверхности.Хорошо знать, какую поверхность мы можем получить в соответствии с высочайшим качеством. индивидуальные методы обработки.
| Класс шероховатости | Ra [мкм] | Rz [мкм] | Тип обработки |
| 1 | 90 019 80 90 024320 | черновая обработка | |
| 2 | 40 | 160 | черновая обработка |
| 3 | 20 | 90 019 80 90 024чистовая обработка | |
| 4 | 10 | 40 | чистовая обработка |
| 5 | 5 | 20 | чистовая обработка |
| 6 | 2,5 | 10 | чистовая обработка |
| 7 | 1,25 | 6,3 | грубое шлифование |
| 8 | 0,63 | 3,2 | тонкое шлифование |
| 9 | 0,32 | 1,6 | отделка |
| 10 | 0,16 | 0,8 | работает в |
| 11 | 0,08 | 0,4 | притирка алмазной пастой |
| 12 | 0,04 | 0,2 | хонингование |
| 13 | 0,02 | 0,1 | полировка |
| 14 | 0,01 | 0,05 | полировка |
4. Измерение шероховатости поверхности
Происходит с помощью специально разработанных портативных или стационарных устройств. Крупнейшим производителем таких устройств является японская компания Mitutoyo.
Это происходит, когда прибор помещается на измеряемую поверхность, измерительный наконечник выдвигается и, медленно продвигаясь внутрь, измеряет амплитуду высоты. Показания отображаются на дисплее устройства.
Последнее изменение шероховатости поверхности
: 14 января 2020 г., автор Tomek
.
Вопрос 2.
Сварное соединение условно обозначается:1) Утолщенной стрелкой;
2) Стрелкой с буквой «С» на 20мм от стрелки;
3) Стрелкой с буквой «Св.» на 25мм от стрелки;
4) Половиной стрелки с обозначением и расшифровкой типа сварки;
5) Половиной стрелки с обозначением буквой «С».
Вопрос 3. Чем отличается шлицевое соединение от шпоночного?
1) Только размерами деталей;
2) У шлицевого чередуются выступы и впадины по окружности, а у шпоночного вставляется еще одна деталь – шпонка;
3) Шлицы выполняются монолитно на детали, а шпонка выполняется монолитно с валом;
4) Ничем не отличаются;
5) Диаметром вала, передающего крутящий момент.
Вопрос 4. Паяное соединение условно обозначается на чертеже:
1) Утолщённой стрелкой;
2) Стрелкой с надписью «Пайка»;
3) Утолщённой линией, стрелкой и знаком полуокружности;
4) Утолщённой линией и полустрелкой;
5)
Стрелкой и обозначением «П».
Вопрос 5. Как обозначается на чертеже клеевое соединение:
1) Стрелкой и надписью «Клей»;
2) Утолщённой линией, стрелкой и надписью «Клеевое соединение»;
3) Утолщённой линией, полустрелкой и знаком «К»;
4) Утолщённой линией, стрелкой и знаком «К»;
5) Сплошной основной линией, стрелкой и знаком «К».
Задание 23.
Вопрос 1. Чем отличается эскиз от рабочего чертежа детали?
1) Эскиз выполняется в меньшем масштабе;
2) Эскиз выполняется в большем масштабе, чем рабочий чертёж;
3) Эскиз выполняется с помощью чертёжных инструментов, а рабочий чертёж – от руки;
4) Эскиз ничем не отличается от рабочего чертежа;
5) Эскиз выполняется от руки; а рабочий чертёж – с помощью чертёжных инструментов.
Вопрос 2. В каком масштабе выполняется выполняется эскиз детали?
1) В глазомерном масштабе;
2) Обычно в масштабе 1:1;
3) Обычно в масштабе увеличения;
4) Всегда в масштабе уменьшения;
5) Всегда в масштабе увеличения;
Вопрос
3. Сколько видов должен содержать рабочий
чертёж детали?
1) Всегда три вида;
2) Шесть видов;
3) Минимальное, но достаточное для представления форм детали;
4) Максимально возможное число видов;
5) Только один вид.
Вопрос 4. Нужны ли все размеры на рабочих чертежах детали?
1) Ставятся только габаритные размеры;
2) Ставятся размеры, необходимые для изготовления и контроля изготовления детали;
3) Ставятся только линейные размеры;
4) Ставятся линейные размеры и габаритные;
5) Ставятся размеры диаметров.
Вопрос 5. Для чего служит спецификация к сборочным чертежам?
1) Спецификация определяет состав сборочной единицы;
2) В спецификации указываются габаритные размеры деталей;
3) В спецификации указываются габариты сборочной единицы;
4) Спецификация содержит информацию о взаимодействии деталей;
5)
В спецификации указывается вес деталей.
Задание 24.
Вопрос 1. В каком масштабе предпочтительнее делать сборочный чертёж?
1) 2:1;
2) 1:1;
3) 1:2;
4) 5:1;
5) 4:1.
Вопрос 2. Применяются ли упрощения на сборочных чертежах?
1) Нет;
2) Только для крепёжных деталей;
3) Применяются для всех деталей;
4) Применяются только для болтов и гаек;
5) Применяются только для нестандартных деталей.
Вопрос 3. Для каких деталей наносят номера позиций на сборочных чертежах?
1) Для всех деталей, входящих в сборочную единицу;
2) Только для нестандартных деталей;
3) Только для стандартных деталей;
4) Для крепёжных деталей;
5) Только для основных деталей.
Вопрос 4. Какие размеры наносят на сборочных чертежах?
1) Все размеры;
2) Основные размеры корпусной детали;
3)
Габаритные, подсоединительные,
установочные, крепёжные, определяющие
работу устройства.
4) Только размеры крепёжных деталей;
5) Только габаритные размеры.
Вопрос 5. Как штрихуются в разрезе соприкасающиеся детали?
1) Одинаково;
2) С разной толщиной линий штриховки;
3) Одна деталь не штрихуется, а другая штрихуется;
4) С разным наклоном штриховых линий;
5) С разным расстоянием между штриховыми линиями, со смещением штриховых линий, с разным наклоном штриховых линий.
Задание 25.
Вопрос 1. Откуда замеряются размеры при деталировании сборочного чертежа?
1) Замеряются со сборочного чертежа;
2) Определяются по спецификации;
3) Замеряются со сборочного чертежа и увеличиваются в три раза;
4) Замеряются со сборочного чертежа и уменьшаются в три раза;
5) Определяются произвольно, в глазомерном масштабе.
Вопрос 2. Должно ли соответствовать количество изображений детали на сборочном чертеже количеству изображений детали на рабочем чертеже?
1) Да, обязательно;
2) Нет, никогда;
3) Может соответствовать, может нет;
4) Количество изображений на рабочем чертеже должно быть в два раза меньше;
5)
Количество изображений на рабочем
чертеже должно быть на одно меньше.
Вопрос 3. На каких форматах выполняется спецификация?
1) На дополнительных;
2) На А2;
3) На А3;
4) На А5;
5) На А4.
Вопрос 4. Какие изображения сечений деталей зачерняют?
1) Детали толщиной до 1мм;
2) Детали толщиной или диаметром 2мм и менее;
3) Детали типа тонких спиц;
4) Маленькие шарики диаметром от 1 до 5 мм;
5) Детали толщиной от 1 до 4 мм.
Вопрос 5. Нужно ли соблюдать масштаб при вычерчивании элементов электрических схем?
1) Нет;
2) Нужно, но только в масштабе 2:1;
3) Нужно;
4) Нужно, но только в масштабе 1:1;
5) Нужно, но только в масштабе 1:2.
« назад
В
итоговом тесте встречается 3-5 новых
вопросов!!! Какая
резьба должна быть нарезана на
детали? трубная
дюймовая Какой
разрез является горизонтальным? В-В Прямая
линия, параллельная фронтальной плоскости
проекций, называется: фронталью Точками
А, С и D можно задать … горизонтальную
плоскость уровня На
каком из чертежей правильно изображены
осевые линии? рисунок
3 Графика
с представлением изображения в виде
совокупностей точек называется: растровой Сетку
из горизонтальных и вертикальных
столбцов, которую на экране образуют
пиксели, называют: растром Вид
слева на чертеже располагается . .. справа
от главного вида При
… проецировании все проецирующие лучи
проходят через фиксированную
точку. центральном Изображение,
получаемое при мысленном рассечении
предмета одной или несколькими
плоскостями, при котором изображается
только то, что получается непосредственно
в секущей плоскости, называется… сечением В
зависимости от расположения на чертеже
сечения делятся на вынесенные и
… наложенные Горизонтальная
прямая уровня изображена на чертеже
… 4 Пиксель
на экране цветного дисплея представляет
собой: совокупность
трех зерен люминофора Над
изображением, полученным по направлению
стрелки А, нужно сделать надпись
… А Примитив,
бесконечный в одну сторону и начинающийся
в некоторой точке: луч На
каком рисунке правильно изображена
резьба? Д Разрез
двумя и более секущими плоскостями
называется … сложным На
каком чертеже правильно проставлены
линейные размеры? Б К
какому разделу относится команда
Штриховка? рисование Сканер
– устройство для . .. графической
информации: ввода Плоскость,
параллельная горизонтальной плоскости
проекций, называется: горизонтальной
плоскостью уровня Точка
А располагается над прямой m на
чертеже: 1 При
построении параллельных линий можно
использовать команду: подобие При
выполнении разреза секущая плоскость
обозначается … разомкнутой
утолщенной линией Виды,
получаемые на плоскостях проекций, не
параллельных ни одной из основных
плоскостей проекций,
называются… дополнительными На
…чертеже ∆АВС изображен в натуральную
величину: 3 Горизонтально
проецирующая плоскость задана на
чертеже: 1 На
… чертеже точка К принадлежит
плоскости: 1 Что
обозначает знак “квадрат”
перед размерным числом? квадратное
сечение в плоскости перпендикулярной
оси Для
вывода графической информации в
персональном компьютере используется: экран
дисплея На
каком рисунке правильно изображено
резьбовое соединение? Д К
какому разделу относится команда
ARC? рисование При
. .. виде проецирования проецирующие лучи
параллельны между собой и перпендикулярны
плоскости проекций. ортогональном На
… чертеже точка А принадлежит поверхности
пирамиды: 1 Прямоугольник
нельзя задать: по
одной точке Принимая
вид по стрелке А за главный, укажите
изображение, соответствующее виду
сверху: Определите
расположение прямой а относительно
поверхности пирамиды: пересекает Виды
а) и г) называются … справа
и сверху Изображение,
получаемое при мысленном рассечении
предмета одной или несколькими
плоскостями, при котором изображается
то, что находится в секущей плоскости
и за ней, называется… разрезом Точка
А принадлежит плоскости П2 на
чертеже … 3 Какой
параметр НЕ является параметром
расстановки размеров на
чертеже? замкнутый Плоскость
задана на чертеже … 3 Над
изображением, полученным по направлению
стрелки А, нужно сделать надпись
. .. Каковы
размеры штрихов разомкнутой линии
(линии сечений)? от
8 до 20 мм Наименьшим
элементом изображения на графическом
экране монитора является: пиксель На
… чертеже прямая а принадлежит
плоскости: 3 В
методе замены плоскостей проекций новая
плоскость проекций вводится… перпендикулярно
оставшейся без изменения плоскости
проекций Точечный
элемент экрана дисплея
называется: пикселем Какое
изображение масштабируется без потери
качества? векторное На
комплексном чертеже прямые линии
обозначаются… строчными
буквами латинского алфавита На
… чертеже сечением цилиндра плоскостью
является эллипс: 2 Для
хранения 256-цветного изображения на 1
пиксель требуется … памяти: 1
байт Разрез
одной секущей плоскостью называется
… простым Графика
с представлением изображения в виде
последовательности точек со своими
координатами, соединенных между собой
кривыми, которые описываются математическими
уравнениями, называется: векторной Поверхность,
образованная непрерывным перемещением
прямой линии в пространстве, проходящей
через фиксированную точку и пересекающую
ломаную линию, называется. .. пирамидальной Элемент
3 изображенной детали называется
…. буртик Существует
… основных видов изображения: 6 Чертеж
детали, выполненный от руки в глазомерном
масштабе, называется … эскизом В
сечении сферы плоскостью получается
… окружность К
позиционным относятся задачи … на
взаимное расположение геометрических
элементов Каково
назначение сплошной волнистой линии 3
на чертеже? линия
обрыва На
чертеже плоскость проекций … была
заменена на новую для того, чтобы
плоскость общего положения стала
проецирующей: П1Что
такое полилиния? сложный
примитив, состоящий из одного или
нескольких связанных между собой
прямолинейных и дуговых сегментов Назначение
кнопки Орто? включает
или выключает режим ортогональности Для
чего используется команда Сплайн? для
вычерчивания гладких линий, которые
проходят через заданные точки Над
изображением, полученным по направлению
стрелки А, нужно сделать надпись
… А Что
не является достоинством растровой
графики? большой
объем памяти изображений Определите
расположение прямой а относительно
плоскости: пересекает Требуется
вычертить шпоночный паз, при этом
использовать только одну команду. Укажите
команду и последовательность ввода
опций: полилиния/дуга/линия/дуга Чтобы
придать линии нужную толщину, необходимо
включить: вес
линии Установки
для нанесения размеров на чертежах
находятся: в
размерных стилях Чертеж,
на котором ни одна из проекций не даст
истинной длины отрезка АВ:
Приварка шпилек: все, что вам нужно знать
Что – как – на чем – с чем – 12 вопросов – 12 ответов – наиболее важные тематические разделы дают вам быстрый, краткий и простой понятное понимание предмета приварки шпилек.
Вы хотите вкрутить шуруп или болт в листовой металл или сквозь него и понятия не имеете?
Вы хотите сэкономить время и деньги при сварке и не хотите видеть место сварки?
-> «Приварка шпилек создает невидимые соединения».
Приварка шпилек? Как это на самом деле работает и что для этого нужно?
Чего можно добиться приваркой шпилек?
Не знаете, какой метод лучше всего решит вашу проблему?
Хотите знать, насколько прочным является сварное соединение?
Вы не хотите тратить много времени и сил на сложные
экзамен сварщика – приварку шпилек может выполнить любой –
процедуры и технология оборудования быстро осваиваются и просты в
мастер. ..
Время – деньги, но сколько времени на самом деле занимает процесс сварки?
Приварить шпильки? Какие размеры и формы существуют для моего приложения?
Ищу
для новых способов в вашем производстве, нужно больше эффективности и действенности
на вашем производстве и требуется качественный сварной шов? Мы предлагаем
решения для вас – сварочные процессы – сварочные элементы и оборудование
технологии для вашего приложения.
Дуговая сварка стержней с вытяжкой – непревзойденная экономическая эффективность
Приварка шпилек вытянутой дугой («шпилька») является особенно экономичной.
процесс сварки для соединения металлических деталей круглой формы (шпильки/сварка
шпильки/сварочные элементы) с металлическими заготовками, такими как листовой металл,
профили и трубы. Каждый день миллионы приварных шпилек соединяются с помощью
процессы приварки шпилек во многих областях металлургической промышленности. Простой
Технологии обращения с оборудованием играют значительную роль в
распространение приварки шпилек. Однако решающим фактором является конструкция.
и экономические преимущества (см. Таблицу 1) для соединения «винт к листу
металл» по сравнению с другими методами сварки и крепления, такими как:
- Сварка металлов в среде инертного газа (MIG/MAG/WIG)
- Заклепка
- Склеивание
Высокая рентабельность | Преимущества конструкции |
Подготовка
| Соединение высокой прочности
Необходим только односторонний доступ Подходит для сварки очень тонких металлов Возможны различные комбинации материалов Высококачественный процесс сварки: без клепки, склеивания, завинчивания |
Производство
| |
После сварки
| |
Приварные элементы/шпильки
| Приварные элементы/шпильки
|
Технология оборудования
| Технология оборудования
|
Приварка шпилек во многих областях является наиболее экономичным методом соединения. для крепления компонентов в форме винтов или шпилек и часто единственный
техническое решение по соединению элементов с тонколистовым металлом.
Где используется приварка шпилек?
Приварка шпилек может использоваться повсеместно в металлоконструкциях и металлообрабатывающей промышленности и десятилетиями зарекомендовала себя в области сварки резьбовые шпильки, втулки с внутренней резьбой или штифты надежно и экономически эффективно для листового металла – «Приварка шпилек создает невидимые соединений».
Область применения простирается от стальных конструкций, мостов строительство, композитное строительство и фасадное строительство для питания станция, промышленное печное строительство, общее машиностроение и приборостроение, автомобилестроение и судостроение, строительство котлов, строительство резервуаров и машиностроение до бытовая и электротехническая промышленность.
Области применения в металлоконструкциях
– Изготовление корпусов, аппаратов и распределительных шкафов
– Электротехническая промышленность
– Торговые автоматы (автоматы по продаже напитков, продуктов питания, сигарет)
– Бытовая техника, профессиональные кухни, пищевая промышленность, общественное питание
– Лабораторная и медицинская техника
– Арматура
– Фасадная техника
– Изоляционная техника (климатическая изоляция)
– “задняя сторона без маркировки”
– Транспортная конструкция
– Дверные, оконные и фасадные конструкции
– Стальные конструкции
– Судостроение
– Теплоизоляция
Что такое приварка шпилек?
Определение
Приварка шпилек относится к соединению
деталей круглой формы (шпилек) с плоскими заготовками с помощью
сварочная дуга и приложение прижимного усилия. Зоны
соединяются в жидком состоянии зоны сварки. Материал наполнителя не
использовал.
Как работает приварка шпилек?
Во время приварки шпилек дуга зажигается между одним концом шпильки и заготовка. Оба присоединяющихся партнера расплавляются, а затем присоединяются при низком контактном давлении. Процесс приварки шпилек обычно занимает меньше чем секунда.
Приварка шпилек может использоваться как для круглых, так и прямоугольные сечения. В дополнение к приварке шпилек, которая широко используется и стандартизирован в DIN EN ISO 13918, большое количество сварочные элементы в соответствии с требованиями заказчика или заводскими стандартами могут встречаются в различных отраслях металлообработки.
Что требуется для приварки шпилек?
Для приварки шпилек требуется
- Специальный (сварочный) источник питания -> блок питания Блок питания source реализует систему управления подачей сварочной энергии и устройство координации движения
- Специальное устройство перемещения -> сварочная горелка или сварочная головка
- Кабели и соединения сварочного тока
- Патрон для удерживания шпильки
- Приварной элемент -> шпилька
- Технические принадлежности (например, опора для защитного газа)
Приварить шпильки может любой.
Оборудование и процессы легко освоить
Процесс выполняется автоматически. В этом смысле нет “сварщика” а оператор. Оператор не имеет прямого влияния на процесс сварки. процесса, как в случае ручной сварки электродом и сварки MSG.
Как и во всех процессах соединения и сварки, достижение На достаточное качество соединения при дуговой сварке шпилек также влияет большое количество параметров. В дополнение к определенной ловкости рук и обучение оператора, поэтому важно, чтобы процесс работает без сбоев и учитывается задание на сварку.
Широкий ассортимент оборудования и принадлежностей для приварки шпилек. предлагается для решения индивидуальных задач по сварке «шпилька к металлу». диапазон простирается от простого ручного оборудования с пистолетами для приварки шпилек до Комплексные системы приварки шпилек с ЧПУ.
Покупка аппарата для приварки шпилек
Наилучшая возможная основа для обеспечения процесса и качества свариваемого изделия обеспечивается, если поставщик может предложить системное решение «ответственность за процесс / качество = технология оборудования + сварочный элемент» . В случае возникновения вопросов или проблем есть только одно контактное лицо для
критерии, влияющие на качество, «технология оборудования» и «сварка».
элемент”.
Однако ответственность производителя за качество продукции может относиться только к поставляемых устройств и/или шпилек, но не к качеству сварное изделие (шпильки к листовому металлу). Это определяется многими Факторы, влияющие на процесс сварки.
Технология оборудования | + | Сварочный элемент | + | Процесс | = | Ответственность за процесс/Качество |
Какой процесс приварки шпилек?
В зависимости от подводимой теплоты различные процессы и варианты процессов
разного значения. Различные процессы
приварку шпилек вытянутой дугой можно дифференцировать по:
Тип зажигания дуги
- разрядка конденсатора приварка шпилек
- вытянутая дуга приварка шпилек
Оба процесса отличаются геометрией зажигания болтов, технологическая последовательность, технология оборудования и (частично) в области заявление. В обоих процессах используется постоянный ток, но разная энергия источники, см. рисунок 2.
Тип используемого источника энергии
- Разряд конденсатора
- Трансформатор/выпрямитель, инвертор
продолжительность сварки
- прибл. 1–3 мс -> разрядка конденсатора
- прибл. 5 – 100 мс -> короткое зажигание
- > 100 мс -> зажигание вытянутой дугой
или защита сварочной ванны используется
- без защиты сварочной ванны (NP – без защиты)
- с инертным газом (SG — защитный газ)
- с керамическим кольцом (CF — керамический наконечник)
В зависимости от заказчика, компонента, материала и процесса
требования, могут использоваться различные процессы приварки шпилек и их
можно использовать решающие критерии качества. Оптимальные рабочие диапазоны
различные процессы приварки шпилек отличаются, среди прочего,
диаметр сварочного элемента в материалах и поверхностях компонентов
используемый, толщина листа и рабочее положение, требуемый подключенный
нагрузка и требования к процессу (автоматизация, качество и
воспроизводимость, условия мастерской или строительной площадки) и т. д.
Центральный узел | Курццайтхубзюндунг | Шпиццундунг | |
ИСО 4063 | 783 | 784 | 786 |
Источник питания | Трансформатор | Трансформатор | Разряд конденсатора |
Диаметр шпильки d | M6 – M24, Ø 3 – 25 мм | M3 – M10, Ø 3 – 10 мм | M3 – M8, Ø 3 – 8 мм |
Базовая геометрия с приваркой шпилек | Угол зажигания 22,5° | Фланец | Наконечник зажигания, фланец |
Тип шпильки ISO 13918 | ПД (MD) / RD / UD / ID / SD | ПС/США/ИС | ПТ/УТ/ИТ |
Мин. | 0,25 д; > 1 мм | 0,125 д; > 0,6 мм | 0,1 д; > 6 мм |
Сварочный ток I-max [A] | 300 – 3.000 | 2.000 | 10.000 |
Время сварки t [мс] | > 100 | < 100 | 1 – 3 |
Электрическое соединение | 400 В, от 32 до 125 В (инерционный) | 400 В, от 32 до 125 В (инерционный) | 230 В |
Защита основания сварного шва | Защитный газ (SG) / CF | нет (NP) / защитный газ (SG) | Нет (NP) |
Основной материал | Сталь, оцинкованная сталь | Сталь, оцинкованная сталь | Сталь, оцинкованная сталь |
Критерии | Приварка шпилек | |||
Вытянутая дуга | Разряд конденсатора | |||
с керамическим наконечником | с защитным газом | Короткий цикл / SC | ||
Диаметр шпильки | ||||
Ø Шпилька ≤ 8 мм | ||||
Ø шпильки 8–12 мм | макс. | |||
Ø шпильки > 12 мм | макс. М16 | макс. М12 | ||
Основной материал | ||||
Нелегированная сталь, мягкая сталь | ||||
CrNi-сталь, | ||||
Алюминий/AlMg3 | макс. | Шпильки SC | макс. М6 | |
Латунь/CuZn37 | макс. М6 | |||
Основной материал | ||||
Пленка для защиты от ржавчины, окалина, грунтовка | ||||
оцинкованный | ||||
Толщина основного материала s | ||||
Листовой металл | s > 1/4 x d | s > 1/8 x d | ||
Листовой металл | s > 1/4 x d | |||
Более толстый материал пластины | Поверхность | |||
Требования | ||||
Высокие требования к процессу и качеству | Автомобильная промышленность | |||
Подключение 230 В | макс. | макс. M8 | макс. M8 | |
Использование на стройплощадке | ||||
точной формы | макс. М10 | С защитным газом | Защитное кольцо | |
Тонкий материал без маркировки на задней стороне | ||||
Автоматика | ||||
хорошо подходит | Диаметр шпильки, геометрия основания шпильки, область применения и защита сварочной ванны определяют процесс сварки. | |||
подходит с ограничениями | ||||
не подходит | ||||
Насколько надежно соединение?
Если сварка выполнена аккуратно, правильно и профессионально, можно предположить, что сварной шов выдерживает большее статическое нагрузки, чем шпилька или компонент. Разрушение происходит, когда предел нагрузки превышается вне зоны сварки в шпильке или в основном листе материал.
Таким образом, характеристические значения шпильки и пластины являются решающими для расчета прочности; несущая способность сварной шов не должен учитываться математически.
Таким образом, разрывная сила может быть рассчитана из минимальной прочности на растяжение. материалов см. также Примечания по расчету приварных шпилек в ДВС 0967.
При расчете приварных шпилек следует различать
производиться в зависимости от случая применения и применимых правил
и правила. Различают статические и динамические нагрузки,
сжатия, растяжения, изгиба или кручения. Конструкция шипов должна
поэтому выполняться таким образом, чтобы работоспособность и нагрузка
безопасность всего компонента гарантируется.
Для болтов согласно DIN EN ISO 13918 характеристические значения для расчета – предел текучести (Rp/fy,b,k) и предел прочности при растяжении (Rm/ fu,b,k) – указаны в соответствующих таблицах материалов.
Базовая поверхность для расчета | Сокращения ДИН ЕН ИСО 13918 | Тип шпильки |
Диаметр основания приварки (наименьшее поперечное сечение) | РД | Резьбовые шпильки с уменьшенным основанием |
Зона напряжения | Резьбовые шпильки | |
МД, ПД, ФД, ПС, ПТ | Резьбовые шпильки | Штифт Штифт с внутренней резьбой Соединители на сдвиг |
Доступные формы шпилек?
Геометрические характеристики вне плоскости сварки и длина шпильки не имеют значения для процесса сварки.
Конструкция требуемой геометрии сварки или наконечника шпильки зависит от используемый процесс сварки. Чем больше время сварки и, следовательно, объем плавления, тем более конусообразным является кончик шпильки. Например, конус воспламенения приварных элементов для острия воспламенения более плоский, чем сварочных элементов для розжига тянутой дуги.
Геометрия | Внешний диаметр | Внутренний диаметр | Штифт |
(Функция) | |||
Идентификационный код (ДИН ЕН ИСО 13918) | Р ( Р зуд) | я ( I внутренняя резьба) | У ( U резьбовой) |
Характеристики вне плоскости сварки и длина шпильки не имеют значения для процесса сварки.
Форма основания шпильки или наконечника шпильки зависит от используемый процесс сварки. Чем больше время сварки и, следовательно, плавление объем, тем более заостренный кончик шпильки. Например, конус зажигания. приварки элементов для острия зажигания более плоская, чем при сварке элементы для розжига тянутой дуги.
Процесс | Разряд конденсатора | Короткий цикл | Вытянутая дуга |
Идентификационный код (ДИН ЕН ИСО 13918) | Т Т ип Зажигание | С S короткий цикл | Д D необработанная дуга |
Обозначение шпильки состоит из комбинации «кодовая буквенная геометрия» и «кодовая буквенная методика».
Так, например, шпилька PT представляет собой резьбовую шпильку (наружная резьба) для воспламенения наконечника.
Примечание:
- Геометрия сварки определяется процессом сварки.
- Геометрия зажигания шпильки своей формой влияет на процесс.
- Функция компонента определяет внешнюю геометрию.
Приварка шпилек дуговой сваркой – вспомогательное оборудование с керамическим кольцом
Тип шпильки для зажигания дугой с керамическим кольцом имеет запрессованную алюминиевый шарик на конце, чтобы легче зажечь дугу и раскислить сварочную ванну.
Используется керамическое кольцо
- для шпилек диаметром более 12 мм (диаметр приварки)
- при сварке в стесненных положениях (вертикальная стена, потолки)
- при сварке в условиях строительной площадки
- Недостаток: не подходит для автоматизированного серийного производства
Керамическое кольцо обязательно подбирается в соответствии со шпилькой и, как правило, всегда поставляется вместе с приварным элементом.
Специфические для отрасли / специфические для заказчика
Кроме того, существует большое количество нестандартизированных, отраслевые сварочные элементы. Сварочная и функциональная поверхность Геометрия разработана в соответствии с заявкой. Примеры этого могут можно найти в автомобилестроении, где миллионы элементов крепления с крупной резьбой или лакированными канавками, в распределительных шкафах и конструкция устройства со сварными заземляющими уголками или на электростанциях и конструкция завода с элементами крепления для теплоизоляции.
Шпильки какого диаметра и длины можно приваривать?
для поджига наконечника | M3 – M8 |
для короткого цикла | M5 – M10 |
для вытянутой дуги | M6 – M24 |
Длина штифта ограничена следующими критериями:
Минимальная длина шпильки: Минимальная длина шпильки определяется
необходимая глубина вставки для достаточной фиксации шпильки в шпильке
держатель плюс необходимый выступ для требуемого формирования
сварной шов, а также безопасность в зависимости от материала и диаметра
толерантность.
Максимальная длина шпильки: Теоретически максимальная длина шпильки неограничен, но зависит от оборудования, необходимого для сварки. Стойка должен быть достаточно длинным, чтобы в достаточной степени поддерживать шпильку, а пистолет должен быть возможность перемещать (более высокий) вес шпильки в соответствии со сварочной задачей.
Отношение длины шпильки к диаметру шпильки: Специально для применений, требуют автоматического разделения и подачи, диаметр шпильки или фланец Отношение диаметра к длине шпильки не должно быть 1:1 во избежание вращения жеребец во время разделения или кормления.
Материал шпильки | ø3 | ø4 | ø5 | ø6 | ø7,1 | |
М3 | М4 | М5 | М6 | м8 | ||
Сталь | 4,8 | |||||
Нержавеющая сталь | А2-50 | |||||
Алюминий | AlMg3 | |||||
Латунь | CuZn37 | |||||
Какие материалы можно сваривать?
В принципе, к материалам применяются те же правила, что и к обычным процессам дуговой сварки
- Всегда сваривайте материалы одного типа.

- В связи с чрезвычайно быстрое повышение температуры и процессы охлаждения (время горения дуги < 1 с), существует опасность упрочнения стали из-за охрупчивания. Содержание углерода C в свариваемых материалах (шпилька и основа материала) поэтому должно быть < 0,17%.
Как долго длится процесс сварки?
ок. 1 – 3 мс | разряд конденсатора | CD |
ок. 5 – 100 мс | короткоцикловый | СК |
ок. 100 мс – 1 с | нарисованная дуга | АРК |
По сравнению со временем обработки заготовки или подачи сварочного элемента фактический процесс сварки очень короткий.
Какой тип поверхности для сварки требуется?
Поверхность материалов должна быть чистой и металлически блестящей.
Особое внимание следует уделить электропроводности точки контакта – шпилька/заготовка и соединение с землей/заготовка кусок.
Краска, ржавчина, окалина, жир или масло или другие покрытия, непригодные для сварка (например, анодированная) должна быть удалена из зоны сварки (механически или химически).
В частности, оцинкованные поверхности компонентов должны быть проверены на свариваемость.
При очень коротком времени сварки < 50 мс поверхность необходимо очищать особенно тщательно.
В случае алюминия необходимо удалить существующие оксидные слои.
Боковые маркировки сзади
Даже при таком коротком времени сварки деформация или маркировка на
нержавеющая сталь или алюминий толщиной листа до 4 мм часто
нельзя избежать. Видимость сильно зависит от структуры
оборотная сторона, особенно на полированных или лакированных листах. В
диапазон толщины листа 0,6 мм, усадка сварочной ванны
всегда приводит к термическому вдавливанию.
Термическая маркировка на задней стороне, например точки потускнения, обычно не возникают при зажигании разряда конденсатора, но только при зажигании дугой, где время сварки значительно больше. Характеристики и видимость зависит, в том числе, от толщины материала, время ввода энергии/диаметр шпильки и материал.
Как автоматизировать приварку шпилек?
Желание пользователя снизить затраты при одновременном увеличении качество продукта и воспроизводимость процесса быстро приводят к теме автоматизации.
В дополнение к критериям, перечисленным в таблице 8, необходимо определить специфические для заказчика характеристики в спецификациях на система автоматизации, такая как
- Размеры и геометрия шпилек
- Количество различных шпилек (размеры, материал)
- Количество (различных) заготовок (количество, размеры, высота)
- Скорость перемещения, положение и точность повторения
- Безопасность станка (корпус, защита от шума)
- Требования к рабочему месту и удобство использования
HBS – все из одних рук
HBS поставляет полный спектр — от ручных сварочных горелок до
автоматическая подача шипов и полуавтоматические системы до полностью автоматических шипов
сварочные системы и роботизированные приложения; от технических консультаций до выезда на место
обслуживание, от шпильки до полной системы.
Запросить обзор продукции HBS “Системы автоматической приварки шпилек”.
Это также может вас заинтересовать
Источники
[1] DIN EN ISO 13918 (1998)
Schweißen – Bolzen und Keramikringe zum Lichtbogenbolzenschweißen
[2] DIN EN ISO 14555 (2007)
Schweißen Lichtbogenbolzenschweißen von metallischen Werkstoffen
[3] DIN EN ISO 14175 (alt: DIN EN 439)
Schweißzusätze – Schutzgase zum Lichtbogenschweißen und Schneiden
[4] Merkblatt DVS 0902
Lichtbogenbolzenschweißen mit Hubzündung
DVS-Verlag, Düsseldorf
[5] Merkblatt DVS 0903
Kondensatorentladungs-Bolzenschweißen mit Spitzenzündung
DVS-Verlag, Düsseldorf
[6] Merkblatt DVS 0904
Hinweise für die Praxis – Lichtbogenbolzenschweißen
DVS-Verlag, Düsseldorf
[7] Merkblatt DVS 0967
Berechnung von Bolzenschweißverbindungen
DVS-Verlag, Düsseldorf
[8] R. Trillmich; В. Вельц
Bolzenschweißen, Grundlagen und Anwendung
DVS Fachbuchreihe Schweißtechnik, Band 133,
DVS-Verlag, Дюссельдорф, 1997 / DVS Media GmbH, Дюссельдорф, 2014
[9] Н.Н.
Firmenunterlagen
HBS Bolzenschweiss-Systeme GmbH & Co.KG, 85221 Dachau
[10] SFI aktuell. (2015). SFI aktuell, DVS Media GmbH, Düsseldorf
[11] Klier, R.; Ничке-Пагель, Th; Парси, А.
WEKA Media – Praxiswissen Schweißaufsicht
Что такое сварка трением с перемешиванием и как Spacex ее использует? – Материалы и инженерные ресурсы
Сварка трением с перемешиванием (СТП) представляет собой процесс соединения двух металлов в твердом состоянии с помощью вращающегося инструмента (без расплавления материала заготовки). При сварке трением с перемешиванием используется трение , точно так же, как если бы вы потирали руки в холодный день, чтобы согреть их.
Вот пример того, как это работает: две пластины из алюминиевого сплава, плотно сжатые вместе в машине. Между пластинами вставляется металлический инструмент, напоминающий сверло. Инструмент вращается при перемещении по обеим кромкам.
Трение, создаваемое вращающимся инструментом , нагревает атомы в твердом металле , заставляя их перемещаться (или рассеиваться). Металлы деформируются, и атомов обеих пластин соединяются вместе без плавления. За считанные минуты алюминиевые пластины были сварены вместе и стали достаточно холодными, чтобы до них можно было дотронуться. Соединение, создаваемое сваркой трением с перемешиванием, почти идеально гладкое и такое же прочное, как и оригинальные алюминиевые пластины.
Трение между инструментом и заготовкой создает тепло, которое позволяет материалу становиться мягче и пластичнее. Итак, пластифицированный материал перемещается.
Раджив Мишра, Университет Северного Техаса
В последние годы в области машиностроения появилось множество инноваций, которые привели к новым методам производства, которые намного эффективнее с точки зрения энергопотребления и производительности, чем традиционные означает.
Можно утверждать, что больше всего от таких событий пострадали профессионалы инженеры-конструкторы ; те самые люди, которые несут ответственность за проектирование и изготовление каждого сложного устройства и конструкции, которые мы видим и используем в нашей повседневной жизни.
Поскольку инженеры-конструкторы всегда глубоко озабочены оптимальным использованием материалов и финансовых ресурсов , а также общим качеством своих изобретений, такие инженерные инновации всегда не за горами.
Это означает, что профессиональные инженеры должны постоянно быть в курсе последних событий в своей области, чтобы достичь совершенства в своих проектах и оставаться на высоте.
В этой статье исследуется метод механической сварки, который приобрел значительную популярность в наше время, и обсуждается, как инженеры аэрокосмической производственной компании Илона Маска SpaceX использовали его в своей недавно запущенной ракете Falcon Heavy.
Как работает сварка трением с перемешиванием?
Сварка трением с перемешиванием (FSW) — это метод сварки, разработанный The Welding Institute Ltd. еще в 1991 году.0111 рост спроса за последние несколько лет , в частности, из-за возросшего спроса на более высокие требования к прочности и долговечности в современных инженерных приложениях.
Он может похвастаться особым методом сплавления металлов друг с другом, который значительно отличается от традиционных методов, таких как дуговая сварка или газовая сварка. Его уникальность заключается в том, что это метод сварки в твердом состоянии , что означает, что ни один из соединяемых материалов не плавится.
Вместо этого они просто смягчаются до такой степени, что могут проникать сквозь поверхность друг друга с небольшой помощью. Этот метод обеспечивает исключительные механические свойства, такие как усталостная прочность и жесткость .1168 и минимальными дефектами в зоне сварки.
Кроме того, этот метод сварки также включает меньшие потери материала и лучший внешний вид , что означает более низкие требования к отделке поверхности. Наконец, одним из наиболее хвалебных преимуществ является то, что он не оказывает неблагоприятного воздействия на окружающую среду, поскольку в ходе всего процесса не образуются токсичные пары.
Как выполняется сварка трением с перемешиванием?
СТП выполняется с помощью:
- инструмента сварочного профильного
- зажим для скрепления заготовок
- механическое приспособление для направления инструмента вдоль линии стыка.
Эти компоненты работают вместе, образуя сварное соединение.
Инструмент очень похож на фрезу формы , которая вращается на протяжении всего процесса обработки и может перемещаться по поверхности заготовки. Инструмент сначала практически вдавливается в поверхность линии стыка, а затем перемещается по периферии линии стыка сварочным аппаратом. Трение между этим износостойким инструментом и заготовкой выделяет тепло , повышая температуру металлов вблизи линии соединения.
Профилированный щуп, расположенный на самом конце инструмента, имеет такую форму, что прижимает металлы по обеим сторонам линии стыка друг к другу. Поскольку в этот момент они значительно размякли из-за тепла, выделяющегося в процессе, они легко сливаются.
Сварка трением с перемешиванием и Falcon Heavy от SpaceX
Благодаря превосходным качествам этой техники, она особенно актуальна в приложениях, требующих высоких прочностных свойств и интенсивных рабочих условий . Аэрокосмическая промышленность является одним из таких примеров, когда современные космические аппараты строятся так, чтобы выдерживать непостижимые силы и температуры.
SpaceX, аэрокосмическая производственная компания, возглавляемая Илоном Маском, недавно запустила в космос свою ракету Falcon Heavy с Tesla Roadster в качестве полезной нагрузки. Эта ракета является четвертой по грузоподъемности из всех ракет, созданных до сих пор, и в ней использовалась сварка трением с перемешиванием. Этот факт подчеркивает важность ЖКС в аэрокосмической промышленности и его возможное использование в будущих инженерных приложениях.
Инженеры-конструкторы SpaceX использовали FSW для соединения отламываемых топливных баков своей ракеты, которые играют решающую роль в движении космического корабля, когда он находится в космосе и выходит на орбиту. Причиной такого применения, очевидно, была потребность в исключительной прочности разрывных топливных баков такой мощной ракеты , которая не может быть обеспечена обычными средствами, такими как сварка в жидком состоянии или непостоянные соединения, такие как заклепки.
Заключительные мысли
Подводя итог всему вышесказанному, можно с уверенностью сказать, что будущее сварки заключается в использовании новых методов , таких как СТП, которые являются более эффективными, менее затратными и экологически безопасными. Это лучший выбор для инженеров-конструкторов, которые ищут методы постоянного соединения с лучшими результатами, чем те, которые используются в настоящее время.
Сварка трением с перемешиванием по сравнению с традиционной сваркой
- Главная
- Сварка трением с перемешиванием по сравнению с традиционной сваркой
Сварка трением с перемешиванием, изобретенная в 1991 году Уэйном Томасом из TWI (Института сварки), изначально рассматривалась как экспериментальный процесс с небольшим количеством практических применений, если вообще имел место. Однако со временем стало ясно, что СТП, который пластифицирует материал, а не плавит его, не только конкурирует, но и значительно превосходит традиционные методы сварки плавлением. Результатом стала технология, которая произвела революцию в производстве и предложила более эффективный способ выполнения широкого спектра промышленных сварочных работ.
При сварке трением с перемешиванием инструмент с цилиндрическим буртиком и профилированным штифтом вращается и погружается в зону соединения двух кусков листового или пластинчатого материала. Тепло трения между износостойким сварочным инструментом и заготовками приводит к тому, что последние размягчаются, не достигая температуры плавления материалов, что позволяет инструменту перемещаться вдоль линии сварки без защитного газа или присадочной проволоки. Пластифицированный материал, перенесенный на заднюю кромку штифта инструмента, проковывается за счет контакта с буртиком инструмента и профилем штифта. При охлаждении между заготовками создается твердофазная связь.
Преимущества сварки трением с перемешиванием
Нет необходимости в присадочной проволоке или защитном газе
Расширенные типы сварных швов
Повышенная безопасность благодаря отсутствию токсичных паров и брызг расплава
Более низкие затраты на настройку и меньшее обучение 90 внешний вид сварного шва и минимальное несоответствие/недостаточное совпадение
Работа во всех положениях и ориентациях
Уменьшенная деформация по сравнению с обычной сваркой
Сварные швы с механическими и физическими свойствами, аналогичными основному металлу
Низкое воздействие на окружающую среду
Без уплотнения периода повышения квалификации и снижает затраты
сплавные сплавы
Сталь
- Высокопродажная
- (X65, X80, X10023
- 3333333333. S. Автомобильная промышленность (AHSS)
- Инвар
МЕДЬ
- Никель, цинк, кремний и сплавы олова
НИКЕЛЬ
- 90 200 200
- 4 600240023 625
- 718
ALUMINUM
- 1,000
- 2,000
- 3,000
- 5,000
- 6,000
- 7,000
- Metal matrix composites
TITANIUM
- Commercially pure
- Alpha-beta phase
Уникальные характеристики
При дуговой сварке расчет тепловложения имеет решающее значение при подготовке спецификаций процедуры сварки (WPS) для производственного процесса. При FSW традиционные составляющие – ток и напряжение – отсутствуют, так как подвод тепла является чисто механическим и тем самым заменяется силой, трением и вращением. В результате процесс СТП образует швы примерно при 80-90% от температуры плавления основного материала, создавая соединение, которое почти всегда превосходит обычные сварные соединения плавлением.
Идеальные параметры
При использовании СТП контролируются следующие параметры: прижимная сила, скорость сварки, скорость вращения сварочного инструмента и угол наклона. Необходимо освоить только эти четыре основных параметра, что делает СТП идеальной для механизированной сварки. И из этих четырех параметров наиболее важной является прижимная сила, которая обеспечивает надежное управление даже при более высоких скоростях сварки. Большая прижимная сила приводит к выделению теплоты трения, что еще больше размягчает материал и помогает гарантировать высокое качество даже в тех случаях, когда могут возникать ошибки допуска в соединяемых материалах.
Правильные инструменты и дизайн
Оптимизация геометрии инструмента для получения большего количества тепла или достижения эффективного перемешивания обеспечивает два основных преимущества: улучшенное разрушение и перемешивание оксидных слоев заготовок и более эффективное выделение тепла, обеспечивающее более высокие скорости сварки и улучшенное качество. А Mazak MegaStir является единственным поставщиком услуг FSW, который проектирует и изготавливает усовершенствованные инструментальные держатели и инструменты для обработки как черных, так и цветных сплавов.
Непревзойденная производительность для значительной экономии средств и повышения производительности
Повышенная скорость сварки по сравнению с обычными процессами (например, GMAW, FCAW, GTAW, SAW и т. д.)
По сравнению с многопроходными методами, используемыми с конкурирующими технологиями, однопроходные возможности FSW обеспечивают значительную экономию средств.
Усовершенствованная микроструктура, повторяющая свойства основного материала, обеспечивающая более высокую прочность после сварки и минимальную деформацию сварного шва.
Получите более качественную сварку сегодня с помощью полнофункциональной технологии сварки трением с перемешиванием от Mazak MegaStir.
ОБЛАСТЬ ПРОЕКТА
Высокопроизводительный алмазный инструмент для полномасштабного производства.
- Наконечники: поликристаллический алмаз
- Хвостовик/плечо: 1 дюйм, 25 мм, 38 мм, 50 мм
- Диаметр буртика: 25 мм, 38 мм, 50 мм
- Резьба: C4 или MM
- Пользовательский контакт Mazak MegaStir
Система быстросменных наконечников
- Наконечники: цельные MP159
- Хвостовик/плечо: 1 дюйм, 25 мм, 38 мм, 50 мм
- Диаметр уступа: 25 мм, 38 мм, 50 мм
- Резьба: C4 или MM
- Пользовательский штифт: свяжитесь с Mazak MegaStir
Прочный инструмент для обработки различных высокопрочных металлов
2
4
9 Инструмент для соединения стали в условиях повышенного износа.
- Наконечники: PCBN с керамическим связующим
- Хвостовик/плечо: 1 дюйм, 25 мм, 38 мм, 50 мм
- Диаметр буртика: 25 мм, 38 мм, 50 мм
- Резьба: C4 или специальный штифт MM
- 4 90 : Свяжитесь с Mazak MegaStir
Стандартный инструмент для соединения мягких металлов.
- Наконечники: инструментальная сталь h23
- Хвостовик/плечо: 1 дюйм, 25 мм, 38 мм, 50 мм
- Диаметр буртика: 25 мм, 38 мм, 50 мм
- Резьба: C4 или MM
- Штифт 90: Связаться с Mazak MegaStir
Регулируемый штифт для гибкого соединения алюминия.
- Наконечники: MP159
- Хвостовик/плечо: h23
- Размер хвостовика: 1 дюйм, 25 мм, 38 мм, 50 мм
- Диаметр буртика: 25 мм, 38 мм, 50 мм : Нарезание резьбы
- Пользовательский штифт: свяжитесь с Mazak MegaStir
Фланцы Общие сведения — типы фланцев
Как уже было сказано ранее, наиболее часто используемые типы фланцев ASME B16.5: приварной встык, накидной, приварной внахлест, соединение внахлестку, резьбовой и глухой фланец . Ниже вы найдете краткое описание и определение каждого типа, дополненное подробным изображением.
Фланец приварной шейки
Накидной фланец
Муфта Приварной фланец
Фланец внахлестку
Резьбовой фланец
Глухой фланец
Все типы, кроме фланца с соединением внахлест, имеют приподнятую поверхность фланца.
Фланец с приварной шейкой
Фланец с приварной шейкой Фланцы легко узнать по длинной конической втулке, которая постепенно переходит к толщине стенки трубы или фитинга.
Длинная коническая втулка обеспечивает важное усиление для использования в различных условиях, связанных с высоким давлением, отрицательными и/или повышенными температурами. Плавный переход от толщины фланца к толщине стенки трубы или фитинга под действием конуса чрезвычайно полезен в условиях многократного изгиба, вызванного расширением трубопровода или другими переменными силами.
Эти фланцы имеют отверстия, соответствующие внутреннему диаметру сопрягаемой трубы или фитинга, поэтому поток продукта не ограничивается. Это предотвращает турбулентность в месте соединения и уменьшает эрозию. Они также обеспечивают отличное распределение напряжения через коническую ступицу и легко поддаются рентгенографии для обнаружения дефектов.
Фланец этого типа приваривается к трубе или фитингу одним полным проплавлением, V-образным сварным швом (сварка встык).
Детали приварного фланца
1 .Сварной фланец с горловиной
2 .Стыковой сварной шов
3 .Труба или фитинг
Скольжение на фланце под действием двух внутренних усилий фланца
на треть меньше, чем у фланцев с приварной шейкой, а их усталостная долговечность составляет примерно одну треть от срока службы последних.
Соединение с трубой осуществляется двумя угловыми швами как снаружи, так и внутри фланца.
Мера X на изображении примерно равна..
Толщина стенки трубы + 3 мм.
Это пространство необходимо, чтобы не повредить поверхность фланца в процессе сварки.
Недостатком фланца является то, что в принципе всегда сначала должна быть сварена труба, а затем только фитинг. Комбинация фланца и колена или фланца и тройника невозможна, поскольку названные фитинги не имеют прямого конца, который полностью скользит во фланце Slip-On.
Детали накидного фланца
1 . SLIP на фланце
2 . Заполненный сварной шерностью за пределами
3 . Заполненные сварки внутри
4 . Ppeep
Socket Weld Flange
9000 9000. использовать на малогабаритных трубопроводах высокого давления. Их статическая прочность такая же, как у накладных фланцев, но их усталостная прочность на 50 % выше, чем у двухсварных накладных фланцев.
Соединение с трубой осуществляется одним угловым швом снаружи фланца. Но перед сваркой необходимо создать зазор между фланцем или фитингом и трубой.
ASME B31.1 1998 127.3 Подготовка к сварке (E) Сварка враструб..
При сборке соединения перед сваркой труба должна быть вставлена в раструб на максимальную глубину, а затем извлечена примерно на 1/16 ” (1,6 мм) от контакта между концом трубы и буртиком раструба.
Целью нижнего зазора в сварном шве с раструбом обычно является снижение остаточного напряжения в корне сварного шва, которое может возникнуть во время затвердевание металла сварного шва На изображении показана мера расширения по оси Х.
Недостатком этого фланца является наличие зазора, который необходимо сделать. Из-за коррозионных продуктов, в основном в трубопроводных системах из нержавеющей стали, трещина между трубой и фланцем может вызвать коррозию. В некоторых процессах этот фланец также не допускается. Я не специалист в этом вопросе, но в интернете можно найти много информации о формах коррозии.
Также для этого фланца считается, что всегда сначала должна быть сварена труба, а затем только фитинг.
Details of Socket Weld Flange
1 .Socket Weld flange
2 .Filled weld
3 .Pipe
X = Expansion gap
Lap Joint flange
Lap Joint Фланцы имеют все те же общие размеры, что и любой другой фланец, указанный на этой странице, однако у него нет выступа, они используются в сочетании с «концом внахлестку».
Эти фланцы почти идентичны накидным фланцам, за исключением радиуса на пересечении поверхности фланца и отверстия для размещения фланцевой части вставного конца.
Их способность удерживать давление немного лучше, чем у фланцев с накладным креплением, а усталостная долговечность сборки составляет лишь одну десятую от срока службы фланцев с приваренной горловиной.
Они могут использоваться при любом давлении и доступны в полном диапазоне размеров. Эти фланцы надеваются на трубу, а не привариваются или иным образом крепятся к ней. Давление болтового соединения передается на прокладку за счет давления фланца на заднюю часть трубы внахлест (укороченный конец).
Фланцы с соединением внахлестку имеют определенные преимущества..
- Свободное вращение вокруг трубы облегчает совмещение отверстий под болты противоположных фланцев.
- Отсутствие контакта с жидкостью в трубе часто позволяет использовать недорогие фланцы из углеродистой стали с коррозионностойкой трубой.
- В системах, подверженных быстрой эрозии или коррозии, фланцы можно утилизировать для повторного использования.
Детали фланца внахлестку
1 . Фланец внахлестку
2 .Укороченный конец
3 Сварной шов встык
4 Труба или фитинг
Вставной конец
Врезной конец всегда будет использоваться с фланцем внахлестку в качестве опорного фланца.
Эти фланцевые соединения применяются при низком давлении и некритических условиях и представляют собой недорогой метод фланцевого соединения.
Например, в системе труб из нержавеющей стали можно использовать фланец из углеродистой стали, поскольку он не соприкасается с продуктом в трубе.
Втулки доступны практически для всех диаметров труб. Размеры и допуски на размеры определены в ASME B.16.9.стандарт. Легкие коррозионностойкие заглушки (фитинги) определены в MSS SP43.
Фланец внахлестку с укороченным концом
Резьбовой фланец
Резьбовые фланцы используются в особых случаях, их основным преимуществом является то, что они могут быть прикреплены к трубе без сварки. Иногда в сочетании с резьбовым соединением используется также уплотняющий сварной шов.
Несмотря на то, что резьбовые фитинги по-прежнему доступны для большинства размеров и классов давления, сегодня они используются почти исключительно для труб меньшего размера.
Резьбовой фланец или фитинг не подходят для системы труб с тонкой стенкой, поскольку нарезать резьбу на трубе невозможно. Таким образом, необходимо выбрать более толстую стенку… что толще?
В Руководстве по трубопроводам ASME B31.3 говорится. как минимум соответствует таблице 80 ASME B36.10.
Подробная информация о резьбовом фланце
1 . Старистый фланцевый с концов трубопроводов, клапанов и отверстий сосудов под давлением.
С точки зрения внутреннего давления и нагрузки на болты глухие фланцы, особенно больших размеров, являются типами фланцев, подвергающихся наибольшей нагрузке.
Тем не менее, большинство этих напряжений связаны с изгибом около центра, и, поскольку не существует стандартного внутреннего диаметра, эти фланцы подходят для применений с более высоким давлением и температурой.
Details of Blind flange
1 .Blind flange
2 .Stud Bolt
3 .Gasket
4 .Other flange
Remark(s) of the Author …
Простой способ сделать зазор 1/16″…
- Вы когда-нибудь видели компрессионное кольцо Socket Weld?.
Это разрезное кольцо спроектировано и спроектировано таким образом, чтобы обеспечить предварительно измеренный минимальный зазор 1/16 дюйма для раструбных сварных швов. Изготовлено из сертифицированной нержавеющей стали и устойчиво к коррозии от химических веществ, радиоактивных материалов и воды. После установки в фитинг кольцо становится постоянной частью соединения.Оно не будет дребезжать и вибрировать даже при экстремальном давлении.
Другой способ – нанесение водорастворимой плиты.Изготовьте кольца с помощью дырокола с наружным и внутренним диаметром трубы. Вставка. кольцо во фланец или фитинг, а после гидроиспытаний кольца больше нет
Для обоих решений запросите разрешение у клиента.
Держите их на месте…
- Если необходимо разобрать фланцевое соединение внахлестку, например, для замены прокладки, это не всегда возможно сделать обычным способом. Обычным способом является использование расширителя фланцев или лома, который отталкивает два фланца.
Соединение фланцев внахлестку невозможно, так как они скользят по трубе, а концы вставок остаются вместе. Чтобы предотвратить это, часто в 3-х местах, на расстоянии одного миллиметра за фланцем, на заглушке будут приварены короткие куски плоской стали.
Не существует общего правила, как фланец с соединением внахлестку должен удерживаться на своем месте, поэтому он может отличаться в зависимости от спецификации заказчика.
Вы знали, что…?
- При наименьших размерах потеря стенки при нарезании резьбы фактически составляет примерно 55 % исходной стенки трубы.
Стыковые сварные швы и угловые швы
- В системах с относительно высоким давлением и температурой необходимо избегать использования угловых швов. Стыковые сварные швы в таких системах должны использоваться. Прочность стыкового шва не меньше прочности основного материала. Прочность угловых швов по отношению к прочности стыкового шва составляет около одной трети.
При более высоких давлениях и температурах расширение и сжатие быстро вызывают серьезные трещины в угловых сварных швах, поэтому использование стыковых сварных швов имеет важное значение.
Для трубопроводов к ответственному оборудованию, такому как насосы, компрессоры и турбины, которые подвергаются вибрации (в дополнение к расширению и сжатию), следует избегать использования угловых сварных швов или резьбовых соединений.
Угловые швы имеют более высокую чувствительность к трещинам из-за концентрации напряжений, а стыковые швы характеризуются плавным обменом напряжениями.
Таким образом, в критических ситуациях мы должны использовать фланцы, соединенные стыковой сваркой, например, приварную горловину и кольцевое соединение, и избегать использования фланцев, соединенных угловыми сварными швами, такими как Slip On или Socket Weld.
Повышение усталостной прочности сварных конструкций с использованием новых присадочных материалов с низкой температурой превращения Академическая исследовательская статья по теме «Материаловедение»2 – 201
5-я Конференция по расчету усталости, расчет усталости 2013
Повышение усталостной прочности сварных конструкций с использованием новых присадочных материалов с низкой температурой превращения
A. A. Bhattia*,Z. Барсума, В. ван дер. Meeb, A. Krommc, T. Kannengiesserc
aKTHRoyal Institute of Technology, Teknikringen 08, Stockholm 10044, Sweden bLincoln Electric Europe B.V., Nieuwe Dukenburgseweg 20, Nijmegen 6534 AD, Нидерланды cBAM Федеральный институт исследований и испытаний материалов, Unter den Eichen 87 , Берлин 12205, Германия
Abstract
Результаты, представленные в этом исследовании, являются частью более крупного проекта ЕС RFCS (Научно-исследовательский фонд угля и стали), целью которого является изучение усталостных свойств улучшенных сварных швов высокопрочных сталей с использованием различных методов улучшения. В этом конкретном исследовании были изучены присадочные материалы с низкой температурой превращения (LTT) и их возможность улучшить усталостную прочность. Характеристика этих присадочных материалов заключается в том, что они претерпевают фазовые превращения при температуре, близкой к комнатной, что снижает остаточное напряжение растяжения в сварном шве, а в некоторых случаях приводит к остаточным напряжениям сжатия. Были разработаны два различных состава сплава LTT с разными температурами Ms (мартенситного начала) для изучения величины остаточных напряжений растяжения/сжатия, создаваемых этими проволоками. Измерения остаточных сварочных напряжений проводились методом рентгеновской дифракции. Пластины с приварными продольными креплениями были изготовлены на 700 МПа и 9Марки стали 60 МПа с использованием различных присадочных материалов LTT. Эти образцы были испытаны на усталость при нагружении с постоянной и переменной амплитудой, и результаты испытаний на усталость были сопоставлены с результатами образцов, сваренных с использованием обычного присадочного материала.
© 2013 Авторы. Издательство Elsevier Ltd. Отбор и рецензирование под ответственность ЦЭТИМ
Ключевые слова: Остаточные напряжения; ЛТТ; сварные соединения; испытание на усталость;
* Автор, ответственный за переписку. Тел.: +46-73-275-0642; факс: +46-8-790-9290. Адрес электронной почты: [email protected]
1877-7058 © 2013 Авторы. Опубликовано Elsevier Ltd. Отбор и рецензирование под ответственность CETIM doi:10.1016/j.proeng.2013.12.074
1. Введение
Усталостная прочность сварного соединения ниже, чем у исходного основного материала, а также не увеличивается с увеличением предела текучести основного материала. Это происходит из-за высоких растягивающих остаточных напряжений сварки из-за термической усадки металла шва, дефектов стыка/корня шва и малых радиусов надреза в геометрии локального стыка шва. Дефекты основания/корня сварного шва можно в значительной степени контролировать за счет оптимизации спецификаций процесса сварки. Местная геометрия носка сварного шва может быть улучшена с помощью различных послесварочных обработок, включая аргонодуговую правку, лазерное переплавление, шлифовку грата и т. д. А также остаточные напряжения при сварке при растяжении, которые считаются вредными для конструкций, нагруженных усталостью, поскольку они сочетаются с приложенной нагрузкой. условия и увеличить среднее нагрузочное напряжение, можно уменьшить или даже преобразовать в полезное сжимающее остаточное напряжение с помощью обработки HFMI (высокочастотное механическое воздействие). Обработка HFMI не только индуцирует сжимающие остаточные напряжения, но и улучшает локальную геометрию носка сварного шва. Но то, что это обработка после сварки, является ее единственным недостатком, поскольку она увеличивает стоимость производства компонента. Более того, значительное снижение остаточных растягивающих напряжений при сварке также может быть достигнуто за счет использования присадочной проволоки с низкой температурой превращения (LTT) вместо обычной.
Фазовые превращения играют важную роль в формировании остаточных сварочных напряжений в высокопрочных сталях. При сварке на фазовые превращения влияют химический состав и скорость охлаждения в областях, аустенизирующихся в процессе термоцикла. И в зависимости от этих двух переменных получаются разные температуры превращения. Характерной чертой присадочного материала LTT является то, что он претерпевает фазовое превращение аустенита в мартенсит при температуре, близкой к комнатной, что снижает остаточное напряжение растяжения в сварном шве, а в некоторых случаях приводит к остаточным напряжениям сжатия. До сих пор были опубликованы различные подходы к сплавам со специально подобранными температурами начала мартенсита. Исследовательская группа под руководством Охта и др. [1] представила сплав на основе железа с использованием хрома и никеля в качестве основных легирующих элементов. Martinez-Diez [2] опубликовал альтернативный состав, в котором никель заменен марганцем. Недавно в работе [3] был предложен другой подход, когда в качестве основного легирующего элемента выступает только никель.
Во многих публикациях сообщается о значительном снижении остаточных сварочных напряжений при растяжении и улучшении усталостной прочности при использовании присадочного материала LTT по сравнению с соединениями, сваренными обычными присадочными проволоками [4-9]. Барсум и др. [10] сообщили об остаточных сжимающих напряжениях на кромке сварного шва неплоского углового шва при сварке присадочной проволокой LTT. Кроме того, значительное улучшение средней усталостной прочности достигается при нагрузке с постоянной амплитудой. И менее значительное улучшение средней усталостной прочности достигается при нагрузках с переменной амплитудой за счет релаксации напряжений. Эккерлид и др. [11] продемонстрировали повышение средней усталостной прочности соединения, сваренного присадочной проволокой LTT, на 20-9%.5% при 2 миллионах циклов при испытаниях при нагрузках с постоянной амплитудой. Мачида и др. [12] провели испытание на усталость с постоянной амплитудой сварных швов коробчатого сечения, и было достигнуто улучшение усталостной прочности на 12 % при 2 миллионах циклов по сравнению с соединениями, сваренными с использованием обычных присадочных проволок. Охта и др. [13] выполнили дополнительные сварные швы вокруг горизонтальной косынки образца коробчатого шва, который уже был сварен обычной присадочной проволокой, и обнаружили сжимающие остаточные напряжения вблизи носка шва, а также наблюдали увеличение усталостной прочности в 2 раза.
В настоящем исследовании были разработаны два различных состава сплава LTT с различной температурой начала мартенсита (Ms). Основной целью является изучение величины остаточных напряжений растяжения/сжатия, создаваемых этими проволоками, а также их влияния на усталостную прочность соединения при нагрузках постоянной амплитуды при отношении R (минимальное напряжение/максимальное напряжение) 0,1 и 0,5, а также при нагрузки переменной амплитуды.
2. Разработка LTT-присадочных проволок
Для исследования влияния свойств присадочного материала на повышение усталостной прочности сварного соединения были разработаны два LTT-присадочных металла в несколько последовательных этапов на основе теоретических так и практические соображения. На первом этапе химические составы, ведущие к соответствующим температурам Ms, идентифицируются из литературы. Отбираются и изготавливаются возможные кандидаты в виде металлопорошковых проволок диаметром 1,6 мм. В дополнение к Ms общее поведение при растрескивании, включая растрескивание в холодном состоянии, а также растрескивание при затвердевании, оценивается благодаря многочисленным испытаниям сварки. Применение LTT для сварки высокопрочных сталей требует соответствующей прочности и ударной вязкости. Испытания на растяжение, а также испытания на удар по Шарпи показали, что наполнители LTT могут соответствовать этим требованиям. После оценки возможных концепций LTT были выбраны окончательные композиции. их
изготавливается в виде металлопорошковой проволоки диаметром 1,2 мм. Обе проволоки изготовлены на основе железа, демонстрируя, с одной стороны, измененное соотношение хрома и никеля, что приводит к Ms ниже 250°C. С другой стороны, был разработан химический состав, в котором основными легирующими элементами являются хром и марганец. Ms последнего находится ниже 150°С.
В настоящем исследовании присадочная проволока на основе хрома и никеля обозначена буквой «S», а проволока на основе хрома и марганца обозначена буквой «С».
3. Детали эксперимента
3.1. Образец
Марки стали с пределом текучести не менее 700 МПа и 960 МПа используются в качестве основного материала для изготовления угловых сварных соединений продольных элементов жесткости. Опорная пластина и элемент жесткости имеют одинаковую толщину, а образцы изготавливаются толщиной 5 мм и 10 мм. Полная конструкция и размеры стыка с опорной пластиной и элементом жесткости толщиной 5 мм показаны на рис. 1.
Рис. 1. Конструкция и размеры углового сварного соединения продольного элемента жесткости
3.2. Сварочная установка
Традиционная, а также недавно разработанная присадочная проволока LTT используется для сварки стыка продольных элементов жесткости с помощью сварочного робота. Идентичный процесс сварки используется для подготовки образцов с использованием всех сварочных проволок, но с различными параметрами сварки. Сварку стыка осуществляют таким образом, что сначала элемент жесткости со стороны 1 приваривается к опорной плите и охлаждается до комнатной температуры. Затем элемент жесткости со стороны 2 приваривается к опорной плите, после чего стык снова охлаждается до комнатной температуры. Направление сварки и место начала/остановки, используемое при сварке стыка продольных элементов жесткости, показано на рис. 2.
Таблица 1. Параметры сварки
Присадочная проволока Марка стали Толщина Ток Напряжение Сварка
(мм) (А) (В) скорость (мм/мин)
LTT C S960MC и S700MC 5 165 27,2 247
LTT S S960MC и S700MC 5 179 26,9 247
Обычный S700MC 5 185 26,5 295
Для достижения оптимизированных параметров сварки, которые приводят к приемлемому качеству сварки и полному корневому шву, проводятся различные эксперименты по сварке. Окончательные параметры, используемые для сварки некоторых продольных соединений элементов жесткости толщиной 5 мм с использованием различных присадочных проволок, показаны в таблице 1. Эти параметры представляют собой среднее значение для одного завершенного сварного шва. 9Начало сварки
Последовательность сварки 1 Сторона
Последовательность сварки C.____ 1
Последовательность сварки 2 СторонаZ
Последовательность сварки 2
Измерение остаточных напряжений
Для изучения влияния остаточных напряжений при сварке на усталостную прочность соединения продольных элементов жесткости, сваренных с использованием различных присадочных проволок, используется метод рентгеновской дифракции для измерения продольных остаточных напряжений вдоль четырех различных путей (A-D) на нескольких экземплярах.
Рис. 3. Точки измерения остаточного напряжения вдоль четырех различных путей (A-D)
Диаметр коллиматора, используемого при измерениях, составляет 2 мм, а для измерения ферритовой интерференционной линии используется стандартное излучение Cr-Ka (211). Во избежание столкновения детекторов рентгеновского излучения с элементом жесткости первая точка измерения измеряется на расстоянии 1 мм от края сварного шва, а последующие точки измерения располагаются на расстоянии 1 мм друг от друга, как показано на рис. 3. В случае стык, сваренный обычной присадочной проволокой, первые две точки измерения находятся на расстоянии 1 мм, а последующие точки измерения — на расстоянии 2 мм друг от друга.
Сравнение измеренных остаточных сварочных напряжений по всем четырем путям (A-D) в 5-миллиметровом соединении S700MC, сваренном LTT C и обычной присадочной проволокой, показано на рис. 4. Кроме того, сравнение измеренных сварочных остаточных напряжений по всем четырем путям (A-D) в S960MC 5 мм шов, сваренный с присадочной проволокой LTT C и S, показан на рис. 5.
Рис. 4. Распределение остаточных напряжений в стали S700MC по четырем различным траекториям (A-D), сваренных с LTT C и обычной присадочной проволокой
Рис. 5. Распределение остаточных напряжений в стали S960MC по четырем различным траекториям (A-D), сваренных присадочными проволоками LTT C и LTT S
3.4. Испытание на усталость
Испытание на усталость проводится при CAL (нагрузка с постоянной амплитудой), а также при VAL (нагрузка с переменной амплитудой). В рамках CAL образцы испытывают при двух различных соотношениях R, то есть при R=0,1 и R=0,5. Максимальный уровень напряжения составляет 388,8 МПа для R=0,1 и 700 МПа для R=0,5. Спектр для VAL состоит из случайных последовательностей в пределах блока из 100000 циклов. Этот спектр представляет собой спектр растяжения/сжатия, т. е. среднее напряжение равно нулю, как показано на рисунке 6. Максимальный уровень напряжения, используемый в VAL, составляет 624 МПа. Диапазон эквивалентных напряжений aeqv рассчитан по данным [10], см. таблицу 3.
Рис. 6. Спектр нагрузки переменной амплитуды
IIW (Международный институт сварки) рекомендует усталостную прочность 71 МПа для соединения продольных элементов жесткости при 2 миллионах циклов с вероятностью выживания 95% в состоянии после сварки. Это значение называется характеристической усталостной прочностью или классом FAT. Результаты испытаний на усталость при CAL показаны на рисунках 7-9, а при VAL на рисунке 10-11. Достигнутая усталостная прочность при 2 млн циклов и наклон кривых приведены в таблице 2.
AO [МПа]
• 4t –
■ S960QL-10mm- LTT C ♦ S690QL-10mm- LTT C — Средняя кривая LTT C -Char, кривая LTT C —IIW – FAT 71 (МПа) ♦ Рабочий цикл Outs LTT C
I I I I I Mil
AO [МПа]
A S960A flt-mm- LTT
O S690QL-10mm- LTT S — Средняя кривая LTT S-Char, кривая LTT S —HW – FAT 71 ( МПа) + Выбеги LTT S
Циклы
1.E+05 Циклы 1,E+06
(б) сварка присадочной проволокой ЛТТ-С. Таблица 2. Усталостная прочность при 2 млн циклов и наклон кривой
W ELDL Filler R Средняя сила усталости (MPA) Характерная сила усталости (MPA) M
LTT C 0,1 133 89 3,6
LTT S 0,1 134 110 4,2
LTT C и S 0,1 155 124 4,9
Ltt C 0,5 86 70 3
LTT S 0,5 85 67 3,2
LTT C и S 0,5 86 69 3,1
(б) сварка присадочной проволокой ЛТТ-С.
Рис. 9. Испытание на усталость образцов, сваренных проволоками ЛТТ-С и ЛТТ-С (а) в условиях ХАЛ при R=0,1; (б) испытано в CAL при R=0,5.
Рис. 10. Сравнение образцов, испытанных при CAL при R=0,1 и VAL
Рис. 11. Сравнение образцов, испытанных при CAL при R=0,5 и VAL Таблица 3. Оценка диапазона эквивалентных напряжений, спецификации испытаний и результаты
Weld filler
Thickness
Max cR in spectrum (MPa)
Equivalent stress range Geqv(MPa)
Cycles at failure
S700MC
S690QL 10
S960QL 10
910 770
910 759
1152 1056
219 186
219 183
278 254
165 214 1 214 582
1 256 536
2 799 97 2 210 776 861 972 402 140003
9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9 000 979 2107 769 497 769
2 448 729
4. Обсуждение. значительным по сравнению с другими результатами [7-10], где наблюдаются сжимающие остаточные напряжения. Более того, для S9 наблюдается практически идентичное распределение остаточных сварочных напряжений.-отношения) и ВАЛ. Результаты испытаний на усталость представлены в виде кривых logAo-logN на рисунках 7-11. Во время испытаний несколько образцов разрушились в опорной плите рядом с местом зажима, поэтому эти результаты здесь не приводятся. Все испытанные образцы разрушились от носка сварного шва (на конце ребра жесткости).
На рисунках 7-8 отдельно показаны результаты испытаний на усталость в условиях CAL (при R=0,1 и 0,5) для образцов, сваренных проволоками LTT C и LTT S. И результаты сравниваются с рекомендованной IIW усталостной прочностью такого типа соединения при 2 миллионах циклов в условиях сварки.
При R = 0,1 видно, что улучшение усталостной прочности на 20% и 36% достигается с соединениями LTT C и S соответственно по сравнению с рекомендуемой IIW усталостной прочностью 71 МПа. Однако для сварных соединений LTT, испытанных при R=0,5, повышения усталостной прочности при 2 млн циклов не наблюдается. Наиболее вероятной причиной такого поведения могут быть перестройки стресса при высоких средних уровнях стресса. Кроме того, основной целью сварки с использованием материала LTT является снижение остаточного напряжения при сварке при растяжении, что было достигнуто, как показано на рис. 4, но это не способствует улучшению геометрии локального пальца сварного шва, что может привести к очень высокой концентрации напряжений из-за на меньшие радиусы выреза. Барсум и др. [10] сообщили о меньших радиусах и углах надреза в области носка сварного шва для образца, сваренного с помощью присадочной проволоки LTT, по сравнению с обычным образцом.
Поскольку наблюдается не очень значительная разница в усталостной прочности сварных соединений LTT C и LTT S, для увеличения объема выборки результаты испытаний на усталость при CAL (при R=0,1 и 0,5) суммируют, как показано на рис. рис. 9. Общее улучшение усталостной прочности на 42 % достигается при использовании сварных соединений LTT при испытании при R = 0,1. Наклон полученной кривой составляет 4,9, что больше, чем рекомендуемый IIW наклон 3. Крутой наклон 4,9 также показывает, что улучшение усталостной прочности сварных соединений LTT будет более значительным при более низком уровне номинальных напряжений. При более высоких уровнях напряжения улучшения усталостной прочности не наблюдается. Аналогичные результаты сообщаются и в [11]. Для соединений LTT, испытанных при R=0,5, улучшения усталостной прочности не наблюдается.
Испытание на усталость также проводят при нагрузках переменной амплитуды. На рис. 10 представлены результаты испытаний на усталость в режиме CAL (при R=0,1) образцов, сваренных с LTT (заштрихованные метки) и обычной присадочной проволокой (крестики), а также результаты испытаний на усталость в условиях VAL для некоторых сварных соединений LTT (штрихи без заливки). .Улучшение усталостной прочности можно увидеть для соединений, сваренных присадочной проволокой LTT, по сравнению с соединениями, сваренными обычной проволокой. Это улучшение может быть связано со снижением остаточных напряжений за счет присадочной проволоки LTT. Также на рисунке 10 видно, что почти одинаковая средняя усталостная прочность при 2 миллионах циклов наблюдается для соединений LTT при испытаниях по VAL и CAL. Если учитывать только влияние среднего напряжения, то испытание VAL должно иметь более высокую среднюю усталостную прочность из-за нулевого среднего напряжения, но, как сообщается в [10], остаточные напряжения могут ослабляться при нагрузках с переменной амплитудой. На рис. 11 представлены результаты испытаний на усталость в условиях CAL (при R = 0,5) образцов, сваренных с использованием LTT и обычных присадочных проволок, а также результаты испытаний на усталость с переменной амплитудой для сварных соединений LTT. Значительно более высокая средняя усталостная прочность при 2 миллионах циклов наблюдается для сварного образца LTT, испытанного в VAL, по сравнению с образцом LTT, испытанным в CAL. Эта разница в средней усталостной прочности может быть объяснена влиянием среднего напряжения. А также из-за высокой концентрации напряжений на радиусах носка сварного шва при очень высоких уровнях напряжения.
5. Выводы
В настоящем исследовании были разработаны два различных состава сплава LTT с различной температурой начала мартенсита (Ms). Основной целью является изучение величины остаточных напряжений растяжения/сжатия, создаваемых этими проволоками, а также их влияния на усталостную прочность соединения при нагружениях постоянной амплитуды при коэффициенте R 0,1 и 0,5 и нагружениях переменной амплитуды. По результатам исследования можно сделать следующие выводы.
Уменьшение остаточного растягивающего напряжения вблизи приварного шва стыка продольных элементов жесткости достигается при сварке присадочной проволокой LTT. Обе недавно разработанные проволоки LTT показали одинаковое распределение остаточных напряжений на S9.60MC Соединение продольных элементов жесткости толщиной 5 мм.
Наблюдается увеличение усталостной прочности образцов, сваренных методом LTT, по сравнению с образцом, сваренным обычной присадочной проволокой. Увеличение усталостной прочности заметно при испытании образцов при R=0,1. Также улучшение является более значительным при низких номинальных уровнях напряжения. Однако при испытаниях образцов, сваренных методом LTT, при R=0,5 улучшения не наблюдается.
Различие в средней усталостной прочности образца LTT, испытанного в условиях CAL при R=0,5 и VAL, можно отнести к воздействию среднего напряжения. А также из-за высокой концентрации напряжений на радиусах носка сварного шва при очень высоких уровнях напряжения.
Требуются дальнейшие исследования в отношении измерения радиусов носка сварного шва и релаксации остаточного напряжения, а также требуются дополнительные испытания на усталость, поскольку представленные результаты являются лишь показателем поведения соединения при различных условиях нагрузки.
Благодарности
Эта работа финансируется Исследовательским фондом угля и стали в рамках проекта FATWELD. Ссылки
[1] Охта А., Ватанабе О., Мацуока К. , Сига С., Нисидзима С., Маэда Ю., Сузуки Н., Кубо Т. Повышение усталостной прочности за счет использования недавно разработанного сварочного материала с низкой температурой превращения. , Сварка. Мир 43 (1999) 38-42.
[2] F. Martinez-Diez, Развитие сжимающих остаточных напряжений в пальцах сварных швов конструкционной стали посредством фазовых превращений металла шва, Weld. Мир 52 (2008) 63-78.
[3] Дж.А. Фрэнсис, С. Кунду, Х.К.Д.Х. Бхадешиа, Х. Дж. Стоун, Р. Б. Рогге, П. Дж. Уизерс, Л. Карлссон, Влияние температуры превращения присадочного металла на остаточные напряжения в промежуточных превращениях сварного шва высокопрочной стали, J. Press. Весс-Т.АСМЕ. 131 (2009) 1-15.
[4] Охта А., Шига С., Маэда Ю., Судзуки Н. и др. Повышение усталостной прочности коробчатых сварных соединений с использованием сварочного материала с низкой температурой превращения, тройная усталостная прочность за счет термической обработки после сварки. сварка междунар. 16 (2002) 44-47.
[5] Кромм А. , Канненгиссер Т., Альтенкирх Дж., Гибмайер Дж. Анализ остаточных напряжений в многослойных сварных швах с различными температурами мартенситного превращения методом высокоэнергетической синхротронной дифракции // Матер. науч. Форум 681 (2011) 37-42.
[6] Шига К., Мраз Л., Бернасовский П. и др. Распределение остаточных напряжений в сварных соединениях стали с металлом шва с низкой температурой мартенситного превращения // Сварка. Мир 51 (2007) 11-19.
[7] H. Lixing, W. Dongpo, W. Wenxian, Z. Yufeng, Электроды для ультразвуковой наклепа и низкой температуры трансформации, используемые для повышения усталостной прочности сварных соединений, Weld. Мир 48 (2004) 34-39.
[8] А. Охта, Ю. Маэда, Н. Т. Нгуен, Н. Судзуки, Повышение усталостной прочности балки коробчатого сечения с помощью сварочной проволоки с низкой температурой превращения, Сварка. Мир 44 (2000) 26-30.
[9] Охта А., Ватанабэ О., Мацуока К. и др., Повышение усталостной прочности сварных швов коробчатого сечения с помощью сварочной проволоки с низкой температурой превращения и PWHT, Weld. Мир 44 (2000) 52-56.
[10] З. Барсум, М. Густафссон, Усталость соединений высокопрочной стали, сваренных с использованием расходных материалов для низкотемпературной трансформации, Инженерный анализ отказов 16 (2009 г.)) 2186-2194.
[11] Дж. Эккерлид, Т. Нильссон, Л. Карлссон, Усталостные свойства продольных узлов, сваренных с использованием наполнителя с низкой температурой превращения, Наука и технология сварки и соединения 8 (2003) 353-359.
[12] Ф. Мачида, Т. Фудзита, К. Ёсии, Т. Кубо, Ю. Морикаге. Повышение усталостной прочности коробчатого сварного шва на незакаленной стали за счет использования сварочного материала с низкой температурой превращения. IIW-Документ XIII: 1771-99, Международный институт сварки; 1999.
[13] А. Охта, Н. Судзуки, Ю. Маэда, Продление срока службы за счет дополнительных сварных швов вокруг коробчатых сварных швов с использованием сварочного материала с низкой температурой превращения, Материалы с высокими эксплуатационными характеристиками в мостах (2003) 219-226.
Weldolet, Threadolet, Sockolet объяснил – Projectmaterials
- Автор: Projectmaterials
- Опубликовано: 13 декабря 2018 г.
- 11 Комментарии
Общие0002 Поделиться на linkedin
Поделиться на facebook
Поделиться на Twitter
Поделиться по электронной почте
Содержание
Фитинги Olet представляют собой семейство кованых изделий, используемых для изготовления цельноармированных ответвлений (отводов) под углом 45 или 90 градусов от напорной трубы (также называемой напорной трубой) к ответвительной трубе (выпускной трубе). Распространенными типами отводных фитингов являются Weldolet, Thredolet, Sockolet, Latrolet, Elbolet, Nipolet, Sweepolet. МСС-СП 97 является ключевой спецификацией, касающейся усиленных ответвлений, представленных Bonney Forge на рынке трубопроводов более 70 лет назад.
ФИТИНГИ ДЛЯ ОТВОДОВ
Фитинги для отводов используются для создания цельноармированных соединений отводящей трубы (напорной трубы) к отводящей трубе под углом 45 или 90 градусов, в качестве альтернативы соединениям, выполненным с помощью тройников, свариваемых встык, армирующих прокладок и седловин. . Этот тип кованых фитингов иначе называют «отводами», или «отводами», или «отводами труб», или просто «олетами».
Выпускные фитинги представляют собой кованые изделия с высокой прочностью и явными преимуществами по стоимости по сравнению с традиционными методами разветвления труб.
Как они устанавливаются? Довольно просто: с одной стороны фитинги (например, Weldolet) крепятся на магистральной трубе пазовым швом с полным проплавлением, а с другой стороны привариваются (или привинчиваются) к патрубку. Разумеется, коллекторная труба должна быть надлежащим образом обрезана вблизи места, где труба должна быть разветвлена.
Использование отводных фитингов вместо обычных фитингов (тройник под сварку встык, усиливающие прокладки и седла) имеет следующие преимущества (пример Weldolet): )
- Углеродистая сталь
- (ASTM A105 для высоких температур, A350 LF2/LF3 для низких температур)
- Легированная сталь (ASTM A182, классы F5, F9, F11, F22) Нержавеющая сталь
- (ASTM A182 F304, F316 и другие марки нержавеющей стали)
- никелевые сплавы (Inconel, Monel, Incoloy и т. д.).
Спецификация MSS-SP 97 охватывает размеры, отделку, допуски, методы и процедуры испытаний, маркировку, сорта материалов и минимальные требования к прочности на растяжение для 90-градусные цельноармированные кованые отводные фитинги (сварные и резьбовые). Соединение, полученное с помощью ответвлений, соответствует нормам ASME B31.1 и ASME B31.3 для силовых и технологических трубопроводов.
Типы концов выпускного фитинга должны соответствовать ASME B16.25 (концы под приварку встык) или ASME B16.11 (концы под сварку враструб и резьбовые концы).
ТИПЫ ОТВОДНЫХ ФИТИНГОВ
WELDOLET
Weldolet – самый популярный тип ответвлений, относится к семейству фитингов для сварки встык и доступен в широком диапазоне размеров.
A Weldolet имеет скошенные концы на обоих концах и поэтому приваривается к отводной трубе с одной стороны и к ответвлению с другой стороны. Weldolet используются для создания 90-градусного (армированного) ответвления трубы. Форма Weldolet обеспечивает небольшую концентрацию напряжения на разветвленной трубе, обеспечивая цельное армирование.
Со стороны ответвления Weldolets может иметь такой же график, как и рабочий трубопровод, или более высокий график.
Как установить Weldolet: Bonney Forge
МУФТА
Муфта аналогична муфте Weldolet, с тем отличием, что отводная труба соединяется с магистральной трубой через фитинг с помощью сварного соединения враструб в соответствии с ASME B16.11. Так же, как Weldolets, Sockolets используются для создания ответвления трубы под углом 90 градусов. Сокеты могут быть «размер на размер» или «уменьшать».
Угловые сварные швы используются для соединения патрубка со стороной ответвления муфты. Со стороны трубопровода Socket требует сварного соединения.
В чем разница между Socket и Weldolet?
Муфты относятся к семейству «раструбных фитингов» и доступны в классах 3000#, 6000# и 9000#, тогда как Weldolets являются фитингами для сварки встык. Sockets используются для приложений с более низким давлением и меньшим диаметром труб, чем Weldolets.
ТРЕДОЛЬ
Тредолы используются для отводов низкого давления под углом 90 градусов. Патрубок навинчивается на тредолет, который приваривается к отводной трубе. Резьба обычно имеет тип NPT и соответствует спецификации ASME B1.20.1.
Тредолеты относятся к семейству «резьбовых фитингов» и доступны в классах 3000# и 6000#. Резьбовые соединения используются для труб меньшего диаметра и низкого давления.
ЛАТРОЛЕТ
Латролет ответвление трубы под углом 45 градусов. Они доступны с соединениями под сварку встык для удовлетворения строгих требований к армированию или с соединениями под сварку враструб/резьба классов 3000# или 6000#.
ЭЛЬБОЛЕТ
Элболеты используются с коленами с радиусом 90 или 180 градусов и коротким радиусом (реже) для соединений защитной гильзы и контрольно-измерительных приборов или в качестве дренажного соединения, когда слишком мало места для использования Weldolet.
Элболеты доступны с соединениями под сварку встык или с соединениями под сварку враструб/резьба в классах 3000# или 6000#.
NIPOLET
Ниполеты используются для отбора клапанов, дренажных и вентиляционных отверстий и производятся длиной от 3 1/2 до 6 1/2 дюймов и для графиков XS и XXS. Ниполет приваривается к отводной трубе и изготавливается с приваренными враструб или с резьбовыми отводами со стороны отводной трубы.
SWEEPPOLET
Sweepolet — это профилированные, интегрально усиленные ответвления, привариваемые встык, используемые для работы с низким напряжением и длительной усталостной нагрузкой. Сварное соединение со стороны спускной трубы можно легко проверить с помощью радиографического контроля (RX или RT), ультразвукового исследования (UT) и других неразрушающих методов контроля.
РАЗМЕРЫ OLETS
WELDOLET
Размеры Weldolet объясняются в этой статье.
РАЗМЕРЫ ГНЕЗДА
Класс гнезда 3000 «Размер по размеру»
| Выходной размер (NPT) | A | B | C | D | E | Соответствует. Weight (lb) |
|---|---|---|---|---|---|---|
| 1/2 | 1 | 1 3/8 | 15/16 | 0.622 | 17/32 | 0.15 |
| 3/4 | 1 1/16 | 1 5/8 | 1 3/16 | 0,824 | 15/32 | 0,25 |
| 1 | 9 5/5630037 | 2 | 1 7/16 | 1.049 | 23/32 | 0.45 |
| 1 1/4 | 1 5/16 | 2 3/8 | 1 3/4 | 1.380 | 9/16 0.65 | |
| 1 1/2 | 1 3/8 | 2 7/8 | 2 | 1.610 | 21/32 | 0.85 |
| 2 | 1 1/2 | 3 1/2 | 2 9/16 | 2,067 | 15/16 | 1,40 |
| 2 1/2 | 1 9/16 | 4 1/16 | 3 | 2.469 | 3/4 | 2.25 |
| 3 | 1 3/4 | 4 13/ 16 | 3 11/16 | 3. 068 | 15/16 | 3.75 |
| 3 1/2 | 1 11/16 | 5 3/8 | 4 7/16 | 3.548 | 11 /16 | 4,30 |
| 4 | 1 7/8 | 6 1/16 | 4 3/4 | 4.026 | 1 1/16 | 6.60 |
| 5 | 2 7/16 | 7 1/4 | 5 1/4 | 5.047 | 1 | 9.00 |
| 6 | 2 11/16 | 8 11/16 | 6 1/16 | 6.065 | 1 3/16 | 15.50 |
Notes:
- Class 3000 to be used с трубами сортамента 80
- Размеры и допуски в соответствии с ASME B16.11 и MSS SP-97
- Плоские муфты используются на сварочных головках, эллиптических головках и плоских поверхностях.
Sockolet Class 6000 «Размер по размеру»
| Размер выходов (NPS) | A | B | C | D | C | D | C | D | . Вес (фунты) |
|---|---|---|---|---|---|---|---|---|---|
| 1/2 | 1 1/4 | 1 23/32 | 3/4 | 0,466 | 7/8 | 0.50 | |||
| 3/4 | 1 7/16 | 1 61/64 | 1 | 0.614 | 7/8 | 0.80 | |||
| 1 | 1 9/ 16 | 2 7/16 | 1 5/16 | 0.815 | 15/16 | 1.30 | |||
| 1 1/4 | 1 5/8 | 2 23/32 | 1 1/2 | 1,160 | 13/16 | 1,60 | |||
| 1 1/2 | 1 11/16 | 3 1/4 | 1 15/16 | 1.338 | 7/8 | 2.00 | |||
| 2 | 2 1/16 | 4 1/32 | 2 3/ 4 | 1.689 | 1 3/16 | 5.15 |
- Примечания:
- Класс 6000 для использования с трубой сортамента 160.
- Размеры и допуски в соответствии с ASME B16.11 и MSS SP-97
- Плоские муфты используются на сварочных крышках, эллиптических головках и плоских поверхностях.
- Outlet combinations fit a number of run pipe sizes, and fittings are marked accordingly
ELBOLET DIMENSIONS
| Nominal Size of Elbow (NPS) | Outlet Size (NPS) | CL 3000 Резьбовой и сварной враструб Sch. Стандартный и XS под сварку встык | CL 6000 Резьбовой и под сварку враструб Sch. 160 и XXS сварка встык | ||||
|---|---|---|---|---|---|---|---|
| C | E | C | E | ||||
| 36 – 3/4 | 1/4 | 1 1/2 | 1 19/32 | 1 1/2 | 1 19/32 | ||
| 36 – 3/4 | 3/8 | 1 1/2 | 1 19/32 | 1 1/2 | 1 19/32 | ||
| 36 – 3/4 | 1/2 | 1 1/2 | 1 19/32 | 1 23/32 | 1 7/8 | ||
| 36 – 1 | 3/4 | 1 23/ 32 | 1 7/8 | 2 1/4 | 2 1/4 | ||
| 36 – 2 | 1 | 2 1/4 | 2 1/4 | 2 7/ 8 | 2 1/2 | ||
| 36 – 2 | 1 1/4 | 2 7/8 | 2 1/2 | 3 1/8 | 2 11/16 | ||
| 36 – 2 | 1 1/2 | 3 1/8 | 2 11/16 | 4 3/16 | 3 1/4 | ||
| 36 – 3 | 2 | 4 3/16 | 3 1/4 | – | – | ||
| Order по Специальный Колено Размеры | |||||||
| *2 1/2 | 4 3/16 | 3 1/4 | bw only | bw only | |||
| *3 | 5 1/16 | 3 7 /8 | BW только | BW только | |||
| *4 | 6 5/8 | 4 13/16 | BW только | BU. /8 | 6 1/2 | только bw | только bw |
| *8 | 13 5/16 | 8 1/16 | БВ bw only | bw only | |||
| *12 | 19 5/8 | 11 1/8 | bw only | bw only | |||
Notes:
- Class 3000 to be used for Трубы сортамента 80
- Класс 6000 для труб сортамента 160
- Размеры и допуски в соотв. ASME B16.9, ASME B16.25 и MSS SP-97.
- Размеры и допуски в соответствии с ANSI/ASME B16.11
- Резьбовые концы в соответствии с ANSI/ASME B1.20.1
КАК ЗАКАЗАТЬ ФИТИНГИ ДЛЯ ОТВОДОВ
Поставщики ответвлений Weldolets, Thredolets, Sockets и других необходимых фитингов следующую информацию для идентификации необходимого продукта:
- Размер трубы коллектора (который обычно выражается в виде диапазона возможных размеров, пример 36-22)
- Размер отводной трубы (номинальный размер соединительной трубы к подающей трубе, например 6 дюймов)
- Спецификация отводной трубы (которая может быть STD, XS, 160, XXS) для соединений под приварку встык (номинал должен быть указан для раструбных приварные и резьбовые Olets NPT)
- Тип ответвительного фитинга (Weldolet, Thredolet, Nipolet, Sockolet и т.