Сварной шов это: СВАРНОЙ ШОВ | это… Что такое СВАРНОЙ ШОВ?
alexxlab | 23.01.2023 | 0 | Разное
Монтажный шов сварка
Главная » Статьи » Монтажный шов сварка
Швы сварных соединений
| Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. |
| ||||||||
| Стыковой шов Сварной шов стыкового соединения. |
| ||||||||
| Угловой шов Сварной шов углового, нахлесточного или таврового соединений. |
| ||||||||
| Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками. |
| ||||||||
| Сварная точка Элемент точечного шва, представляющий собой в плане круг или эллипс. |
| ||||||||
| Ядро точки Зона сварной точки, металл которой подвергался расплавлению. |
| ||||||||
| Непрерывный шов (Сплошной шов) Сварной шов без промежутков по длине. |
| ||||||||
| Прерывистый шов Сварной шов с промежутками по длине. |
| ||||||||
| Многослойный шов |
| ||||||||
| Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. |
| ||||||||
| Монтажный шов Сварной шов, выполняемый при монтаже конструкции. |
|


 Soudure en plusieurs passes;Soudure a couches multiples;
Soudure en plusieurs passes;Soudure a couches multiples;- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
weldworld.ru
Pereosnastka.ru
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой: е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам: а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве: а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы: а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва: а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия.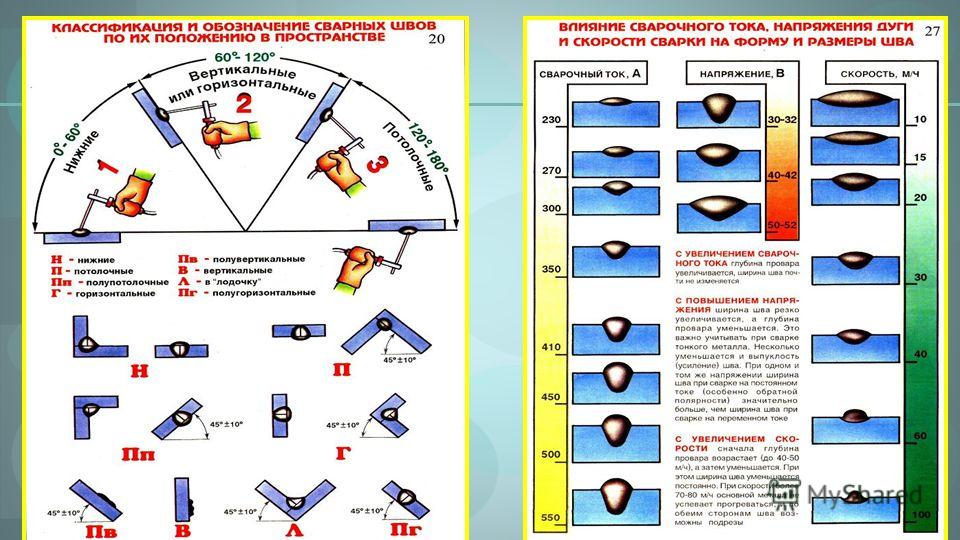 Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Читать далее:
Типы сварных соединений
Статьи по теме:
pereosnastka.ru
ШОВ МОНТАЖНЫЙ – это… Что такое ШОВ МОНТАЖНЫЙ?
Монтажный шов — – элемент узла примыкания, который представляет собой комбинацию из различных изоляционных материалов, заполняющих монтажный зазор и обладающий заданными характеристиками. [ГОСТ30971–2012] Рубрика термина: Блоки оконные и дверные… … Энциклопедия терминов, определений и пояснений строительных материалов
Монтажный шов — Монтажный шов: элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками… Источник: ГОСТ Р 52749 2007. Швы монтажные… … Официальная терминология
Монтажный шов — 78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий.
 Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации
Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документацииЭксплуатационное силовое воздействие на монтажный шов — – воздействие на монтажный шов, возникающее в результате деформаций стенового проема и коробки оконного блока вследствие изменения температурно влажностных условий и ветровых нагрузок в период эксплуатации. [ГОСТ30971–2012] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материалов
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий… Источник: ГОСТ 30971 2002.… … Официальная терминология
СТО 75298253-009-2008: Швы монтажные оконные. Технические условия — Терминология СТО 75298253 009 2008: Швы монтажные оконные. Технические условия: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней поверхностью оконного проема.
Определения термина из разных… … Словарь-справочник терминов нормативно-технической документацииГОСТ Р 52749-2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия — Терминология ГОСТ Р 52749 2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документации
узел — 01.04.14 узел (вычислительные сети) [node ] (2): Объект, который связан или соединен с одним или несколькими другими объектами. Примечание В топологии сети или в абстрактной компоновке узлы представляют собой точки на схеме. В… … Словарь-справочник терминов нормативно-технической документации
-
Узел примыкания — это конструктивная система, состоящая в общем случае из коробки СПК, монтажного шва, системы крепежа, части ограждающей конструкции, ограниченной областью распространения теплотехнической неоднородности на ее внутренней поверхности вблизи проема … Словарь-справочник терминов нормативно-технической документации
 Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации
Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации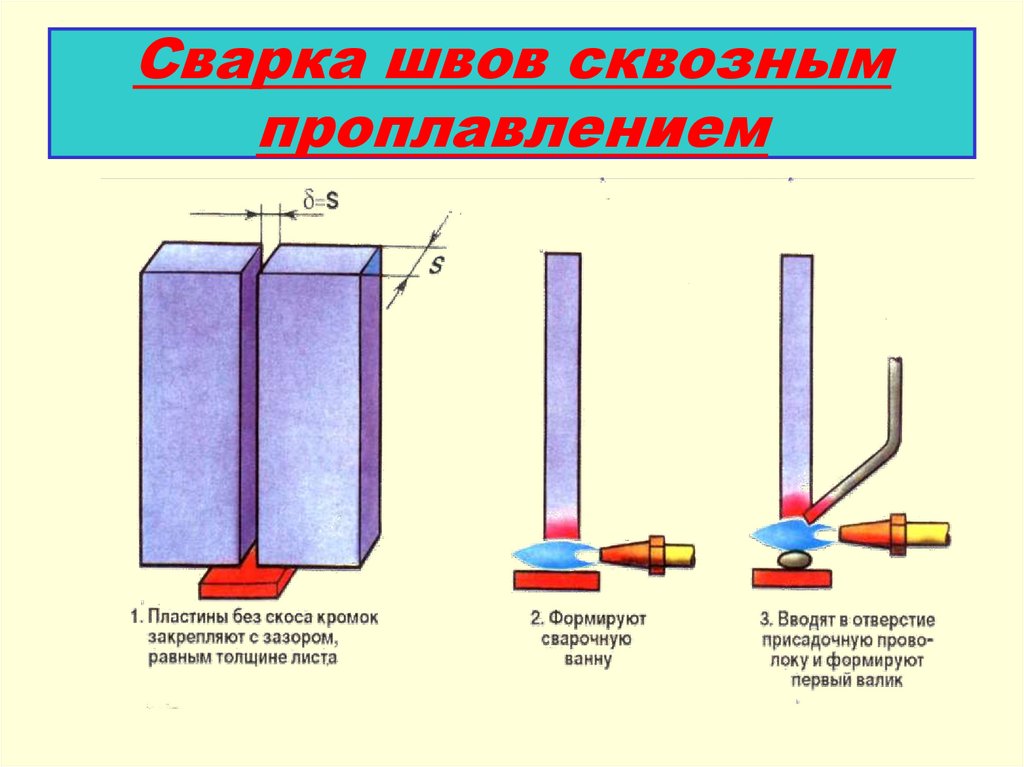 Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
Определения термина из разных… … Словарь-справочник терминов нормативно-технической документацииdic.
Сварка монтажных стыков
СВАРОЧНЫЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
Как отмечалось выше, при стыковании на монтаже двух секций конструкции условия для выполнения сварки являются наиболее тяжелыми. Выполнение сварки всего сечения одновременно— совершенно невозможно, а поэтому после наложения части швов остальные будут накладываться в условиях закрепления обеих свариваемых секций.
Так, например, при сварке монтажного стыка двутавровой балки укорочение первого из свариваемых листов еще может произойти за счет сближения обеих секций и уменьшения зазора между остальными листами, но при наложении последующих швов такого сближения свариваемых секций произойтиуже не может, так как они оказываются распертыми первым листом. Поэтому, если при выполнении сварки не принимаются специальные меры борьбы с деформациями и напряжениями, необходимо первыми заваривать стыковые швы тех элементов сечения, которые дают наибольшую усадку (наиболее толстые швы), с тем, чтобы напряжения, вызванные сваркой последних стыковых швов в закрепленном положении, были наименьшими. Для предотвращения появления в конструкции напряжений лучше применить выгиб свариваемых листов. Например, если первым сварить стык стенки (рис. 216), то при сварке стыка поясов последние необходимо выгнуть, как было указано в § 63. Для возможности осуществления выгиба необходимо, чтобы
Для предотвращения появления в конструкции напряжений лучше применить выгиб свариваемых листов. Например, если первым сварить стык стенки (рис. 216), то при сварке стыка поясов последние необходимо выгнуть, как было указано в § 63. Для возможности осуществления выгиба необходимо, чтобы
Рис. 216. Сварка монтажного стыка двутавровой балки. |
поясные швы были недоварены на некоторую длину. После выполнения сварки всех стыков должны быть заварены оставшиеся недоваренными участки поясных швов. При этом, чтобы неодинаковое укорочение стенки и поясов (вследствие различного их сечения) не вызвало напряжений встыковых швах, целесообразно сварку поясных швов начинать от стыков (рис. 216), учитывая,
что создание несколько неблагоприятных условий в местах сопряжений углового монтажного шва с заводским менее опасно, нежели создания напряжений в стыковых швах балки.
В тех случаях, когда применение предварительного обратного выгиба по тем или иным причинам невозможно (например, при Х-образном стыковом шве толстых листов), следует применить распирание стыкуемых листов с тем, чтобы за счет упругих деформаций сжатия увеличить зазор в стыке. При этом стягивающие в процессе сварки усилия не будут передаваться через всю конструкцию к закреплениям, а будут восприняты распорными домкратами; после полного остывания шва оставшиеся в нем упругие деформации растяжения будут сняты по освобождении от домкратов за счет упругих деформаций сжатия в остальной части конструкции.
При этом стягивающие в процессе сварки усилия не будут передаваться через всю конструкцию к закреплениям, а будут восприняты распорными домкратами; после полного остывания шва оставшиеся в нем упругие деформации растяжения будут сняты по освобождении от домкратов за счет упругих деформаций сжатия в остальной части конструкции.
В сложных случаях, помимо применения специальных приемов, целесообразно выполнять сварку швов с проколачиванием.
Последовательность наложения отдельных швов должна быть согласована как с применяемыми методами сваркии приемами борьбы с короблением и напряжениями, так и с характером распределения напряжений от полезной нагрузки в сечении по стыку. Учитывая, что последние стыковые швы обычно выполняются в наиболее тяжелых условиях, следует последними выполнять швы (или участки швов), расположенные в тех частях стыкуемого сечения, которые наименее напряжены от полезной нагрузки. От этого правила можно отклоняться, если выполнение последнего замыкающего шва предположено с применением специальных мер (например, выгиба), обеспечивающих отсутствие в нем опасных напряжений.
Рис. 217. Схема расположения монтажного стыка на судах типа Либерти. |
Недостаточное внимание последовательности сварки монтажных стыков явилось одной из причин появления трещин в палубе судов типа „Либерти-. Игнорирование специальных мероприятий по борьбе с деформациями и напряжениями (и в частности отсутствие применения предварительных выгибов) привело к тому, что в районе монтажного стыка листы палубы получили весьма большие впадины (рис. 217). Последние исключили значительную часть настила палубы из участия в работе основного расчетного сечения корабля, вызвав перенапряжения в тех частях настила палубы, которые оказались неде – формированными из-за поддерживающих их продольных балок.
Кроме того, отсутствие четких указаний о последовательности наложения швов у люка могло привести к такой последовательности, при которой и так весьма перенапряженный участок (вследствие отсутствия округления углов люка) мог оказаться еще дополнительно ослабленным за счет возникновения в настиле пластических деформаций в процессе сварки и частичного уменьшения деформационной способности металла настила. В итоге всех указанных упущений на большом числе судов типа „Либерти“ появились трещины аварийного характера именно в районе указанного монтажного стыка.
В итоге всех указанных упущений на большом числе судов типа „Либерти“ появились трещины аварийного характера именно в районе указанного монтажного стыка.
Не останавливаясь на подробностях, следует лишь отметить, что без надлежащего продумывания последовательности наложения сварных швов не могут быть выбраны рациональные конструктивные формы и не может быть обеспечена надлежащая прочность и работоспособность сооружения. Выбор же последовательности сварки должен базироваться на ясном представлении всех явлений, протекающих в процессе сварки
[1] Иниду того, что в данном труле температура во все* случаях указана б
градусах Цельсия, в дальнейшем условное обозначение шкалы Цельсия —
[3] • 131
[4] = 2S. tg“.
Если на общие деформации сварных конструкций большое влияние оказывает последовательность наложения отдельных швов, то на местные деформации и деформации из плоскости свариваемых листов существенное влияние оказывает метод выполнения каждого шва. …
Как отмечалось выше, при сварке сложных составных сечений и конструкций характер возникающих деформаций зависит от порядка наложения швов. Поэтому одним из основных средств борьбы с деформациями при изготовлении сварных конструкций …
Поэтому одним из основных средств борьбы с деформациями при изготовлении сварных конструкций …
msd.com.ua
Сварной шов – надежный способ соединить детали
Сварной шов представляет собой место соединения двух или нескольких деталей, которое образуется в результате процесса кристаллизации металлического расплава, находящегося в сварочной ванне. Металл, который наплавляется на участок соединения, состоит из смеси присадочного материала и расплавленной заготовки.
Классификация подобных соединений достаточно обширна, что позволяет без труда определить тип сварного шва. К примеру, по характеру исполнения различают швы одно- и двусторонние, а по направлению воздействия – лобовые, фланговые, комбинированные, а также косые. Кроме того, пространственное положение также оказывает большое влияние. В данной категории выделяют горизонтальные и вертикальные, потолочные и нижние соединения.
Каждый сварной шов имеет свою характерную внешнюю форму, которая имеет три разновидности: ослабленную, нормальную и усиленную. В свою очередь по форме поперечного сечения различают угловые и стыковые швы. Благодаря всему этому разнообразию можно получить огромное число соединений, к примеру, крестовые, тавровые или стыковые. Последние используются только при стыковых швах непрерывного характера. Характерным признаком, который выделяет такой шов среди прочих, является разделка кромки деталей, а точнее их форма в поперечном сечении. Наиболее широкое распространение получили одно- и двусторонние, криволинейные, прямолинейные формы, имеются также изделия, на которых отсутствует разделка кромок. Сложными формами обработки края считаются V- и X-образные. В свою очередь угловой сварной шов также имеет различия по форме оформления кромок, а также по характеру сваривания: непрерывный или прерывистый.
Сложными формами обработки края считаются V- и X-образные. В свою очередь угловой сварной шов также имеет различия по форме оформления кромок, а также по характеру сваривания: непрерывный или прерывистый.
Все существующие на настоящее время виды швов позволяют соединять детали различной толщины из самых разнообразных металлов. Кроме того, разработано множество способов, которые призваны улучшать характеристики сварного шва и повышать надежность подобного соединения. Такими мероприятиями могут справедливо считаться: использование специального присадочного материала; сваривание деталей в газовой среде, которая способствует удалению кислорода из области горения дуги; использование флюса и другие.
Сварной шов может производиться автоматически, полуавтоматически либо вручную. Каждый из этих способов имеет свои особенности, а следовательно, может применяться в различных условиях. Это позволяет расширить диапазон применения сварки.
Зона сварки, в которой происходит соединение деталей, подвергается значительным термическим воздействиям. Подобные процессы, как известно, приводят к резким изменениям в распределении и характере возникающих усилий. Это негативно сказывается на надежности соединений.
Подобные процессы, как известно, приводят к резким изменениям в распределении и характере возникающих усилий. Это негативно сказывается на надежности соединений.
Параметры, которыми характеризуется сварной шов, напрямую связаны с его геометрическими размерами. Это ширина, величина усиления и притупления, размер зазора, а также толщина свариваемых деталей.
Контроль сварных швов осуществляется еще на производстве, поскольку от этого зависит качество, надежность и долговечность данного типа соединения.
Что такое сварка? | Различные виды сварки и определения сварки
Содержание
- 1 Определение, процессы и типы сварки
- 2 Как работает сварка?
- 2.1 Соединение металлов
- 2,2 СОЕДИНЕНИЯ ПЛАСТИКИ
- 2.3 СОЗДАНИЕ ДЕРЕВО
- 3 Обычные конфигурации соединения
- 3.1 Butt Saint
- 3,2 T Sail
- 3.3 Corne Dail
- 3.4 Edge Boind 9000 3,5 CRUCIFOR.0005 3,6 LAP SAINT
- 4. 1 Сварные швы на основе конфигурации
- 4.2 Сварные швы на основе проникновения
- 4,3 сварные швы на основе доступности
 1 Сварные швы на основе конфигурации
1 Сварные швы на основе конфигурации- 5 6.1 Дуговая сварка
- 6.2 Сварка трением
- 6.3 Электронно-лучевая сварка
- 6.4 Лазерная сварка
- 6.5 Сварка сопротивлением
Определение, процессы и типы сварных швов
Сварка — это процесс соединения таких материалов, как металлы, термопласты и/или древесина, путем использования тепла или давления для сплавления деталей друг с другом. Позволив им остыть, можно осуществить слияние.
Различные материалы требуют уникальных процессов и технологий. Есть некоторые материалы, которые считаются несвариваемыми. Хотя это не термин в словаре, он хорошо известен инженерам как термин, означающий, что определенный материал не может сваривать.
Исходные материалы — это термин, используемый для описания отдельных частей, которые соединяются вместе. Примерами исходных материалов являются трубы и пластины. Это отличается от наполнителя или расходного материала, который добавляется для облегчения соединения с исходным материалом. Примерами присадочных материалов являются проволока, металл или расходуемые электроды.
Примерами исходных материалов являются трубы и пластины. Это отличается от наполнителя или расходного материала, который добавляется для облегчения соединения с исходным материалом. Примерами присадочных материалов являются проволока, металл или расходуемые электроды.
Как правило, расходные материалы выбираются так, чтобы они были сопоставимы по составу с исходным материалом. Это позволяет им создавать однородный сварной шов. Однако в некоторых случаях, например при сварке хрупких чугунов, требуется другой состав. В этом сценарии такие сварные швы будут называться неоднородными.
Наконец, окончательное сварное соединение известно как сварное соединение. Сварка — это узел, созданный путем сварки множества более мелких деталей.
Как работает сварка?
Соединение металлов
Сварка, пайка твердым припоем и пайка приводят к прочному соединению исходных материалов. В процессе пайки и пайки основной металл не плавится. По сравнению с пайкой твердым припоем и пайкой сварка представляет собой высокотемпературный процесс, при котором основной материал расплавляется с добавлением сварочного присадочного материала.
Высокая температура создает сварочную ванну из расплавленного материала. Этот расплавленный материал охлаждают, чтобы сформировать соединение. В результате создаются чрезвычайно прочные соединения, иногда даже прочнее, чем исходные материалы. Давление можно использовать в сочетании с теплом для сварки двух материалов.
При сварке металла, если он подвергается прямому воздействию воздуха, кислород в воздухе будет реагировать с металлом и образовывать оксид. Это загрязняет металл и приводит к плохой сварке. Лучший способ предотвратить это — использовать защитный газ.
Соединение пластмасс
Сварка пластмасс — это процесс, который создает молекулярную связь между двумя совместимыми термопластами. В этом процессе обычно используется тепло, за исключением сварки растворителем, для соединения материалов. В зависимости от используемого процесса методы соединения пластмасс можно разделить на методы внешнего и внутреннего нагрева.
- Давление часто используется на стадиях нагрева и охлаждения, чтобы удерживать детали в правильном положении и улучшить протекание расплава по краям.
- Нагрев обеспечивает межмолекулярную диффузию от одной части к другой.
- Охлаждение создает сплав, который укрепляет вновь созданную связь.

Соединение дерева
Сварка дерева соединяет материалы с помощью давления и тепла, создаваемых трением. Древесные материалы, которые должны быть соединены вместе, помещаются под давление, а затем растираются взад и вперед на высоких скоростях, что создает тепло, которое связывает материалы вместе.
Это быстрый процесс, который создает высокопрочное соединение, которое происходит в течение нескольких секунд и не использует какой-либо клей.
Стандартные конфигурации соединения
Стыковое соединение
Это соединение двух частей на концах или краях под прямым углом друг к другу от 135 до 180 градусов. Это самое простое соединение, потому что оно включает в себя только разрезание материала на определенную длину, а затем соединение двух частей вместе.
Т-образное соединение
Т-образное соединение обычно называют точкой сварки двух материалов. Это соединение между концом или краем одной детали и поверхностью другой. Части в конечном итоге составляют 9Угол 0 градусов в области сустава. Этот сустав образует букву Т, как следует из его названия.
Угловое соединение
Угловое соединение представляет собой соединение между концами двух сегментов. Это соединение образует друг с другом угол более 30 градусов, но менее 135 градусов в области сустава. Этот сустав выглядит как буква L, когда он сформирован.
Краевое соединение
Краевое соединение образуется путем соединения краев двух сегментов под углом от 0 до 30 градусов друг к другу в области соединения.
Крестообразное соединение
Крестообразное соединение образуется путем сварки двух плоских стержней или плоских пластин под прямым углом и на одной оси. Этот сустав напоминает крест, когда он формируется.
Соединение внахлест
Соединение внахлест представляет собой соединение двух перекрывающихся сегментов под углом от 0 до 5 градусов друг к другу в области соединения.
Типы сварных соединений
Сварные швы в зависимости от конфигурации
- Щелевой шов. Это соединение двух наложенных друг на друга деталей, которое создается путем полного или частичного выполнения углового сварного шва вокруг кромки отверстия в одном компоненте. Это соединяет часть с внешней частью другой части, которая видна через отверстие.
- Пробковый сварной шов. Этот сварной шов выполняется путем заполнения отверстия в одной детали присадочным металлом, чтобы соединить его с внешней частью перекрывающейся детали, которая видна через отверстие. Отверстие может быть овальной или круглой формы.
Сварные швы на основе провара
- Сварной шов с полным проплавлением. Сварной шов с полным проплавлением, также известный как сварной шов с полным проплавлением, представляет собой сварной шов чрезвычайной толщины. Это сварное соединение состоит из двух кусков металла, соединенных вместе без зазоров. Свариваемый металл полностью проваривает шов с полным проваром корня. Это приводит к более высокой прочности, чем сварной шов с частичным проплавлением.
- Сварка с частичным проплавлением. Также известный как сварной шов с частичным проплавлением, представляет собой сварной шов с разделкой кромок, приводящий к неполному проплавлению стыка. Этот сварной шов заполняет только часть зазора и используется только тогда, когда нет необходимости развивать полную прочность соединяемых деталей для передачи нагрузки.
 Свариваемый металл полностью проваривает шов с полным проваром корня. Это приводит к более высокой прочности, чем сварной шов с частичным проплавлением.
Свариваемый металл полностью проваривает шов с полным проваром корня. Это приводит к более высокой прочности, чем сварной шов с частичным проплавлением.Сварные швы в зависимости от доступности
- Односторонний сварной шов. Это соединение, сваренное только с одной стороны. Его нельзя использовать для замены конструкции или панели. Он чрезвычайно эффективен при косметическом ремонте.
- Двусторонний сварной шов. Это соединение, сваренное с двух сторон.
Характеристики завершенных сварных швов
- Основной металл. Металлические компоненты, которые соединяются вместе расплавленным присадочным металлом в процессе пайки, сварки или сварки припоем.
- Присадочный металл. Металл, добавляемый при наплавке, сварке, пайке или пайке твердым припоем.
- Сварной металл. Это весь металл, расплавленный и затвердевший при образовании сварного шва и сохранившийся в сварном шве.
- Зона термического влияния (ЗТВ). Это сегмент исходного материала, металла или термопластика, свойства которого изменяются в результате воздействия высоких температур при сварке или термической резке. Этот сегмент не плавится.
- Линия сварки. Этот термин обычно не используется для описания сварного соединения, но является границей между свариваемым металлом и ЗТВ при сварке плавлением.
- Зона сварки. Это область сварного шва, которая включает в себя как металл шва, так и ЗТВ.
- Поверхность сварного шва. Это открытая поверхность сварного шва на той же стороне, на которой была завершена сварка.
- Корень шва. Это область, где задняя часть сварного шва пересекается с поверхностью основного металла. Подобно тому, как корни дерева глубоко проникают в землю, именно эта часть имеет самое глубокое проникновение.
- Приварной носок. Это место соединения поверхности сварного шва с основным металлом или между проходами. Эта особенность имеет решающее значение, потому что пальцы ног являются областями необычайной концентрации напряжения. Зона пальцев сварного шва также является отправной точкой для различных типов трещин, таких как холодные трещины и усталостные трещины.
- Избыток металла шва. Это также известно как армирование или переполнение. Это дополнительный металл сварного шва, который находится за пределами области, соединяющей пальцы ног. Несмотря на то, что его иногда называют армированием, этот термин на самом деле не описывает, что такое избыточный металл сварного шва, потому что избыточный металл сварного шва не делает сварной шов прочнее. Расчетная толщина шва — это фактический термин, используемый для описания толщины сварного шва, и он не включает избыточный металл шва.
- Сварочный проход (проход). Этот термин используется для описания металла, расплавляемого за один проход горелки, горелки или электрода.
- Наплавочный слой. Это результат прохода или прохода сварки.
 Металлические компоненты, которые соединяются вместе расплавленным присадочным металлом в процессе пайки, сварки или сварки припоем.
Металлические компоненты, которые соединяются вместе расплавленным присадочным металлом в процессе пайки, сварки или сварки припоем. Это открытая поверхность сварного шва на той же стороне, на которой была завершена сварка.
Это открытая поверхность сварного шва на той же стороне, на которой была завершена сварка. Расчетная толщина шва — это фактический термин, используемый для описания толщины сварного шва, и он не включает избыточный металл шва.
Расчетная толщина шва — это фактический термин, используемый для описания толщины сварного шва, и он не включает избыточный металл шва.Источники энергии
В зависимости от используемого источника энергии доступны различные процессы с рядом методов. Одним из первых видов сварки была кузнечная сварка. Позже была создана дуговая сварка. Сегодня для сварки применяют электрическую дугу, лазеры, газовое пламя, ультразвук, трение и электронный луч. При работе с каждым технологическим процессом необходимо соблюдать особую осторожность, так как это может привести к ожогам, повреждению зрения, поражению электрическим током, вдыханию ядовитых сварочных газов и дымов, а также облучению.
Какие существуют типы методов сварки и для чего они используются?
Различные типы процессов с уникальными методами включают:
Дуговая сварка
- Включает: ручные, полуавтоматические и автоматические процессы.
- Включает: сварка металлов в среде инертного газа (MIG), сварка металлов в среде активного газа (MAG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка с флюсовой проволокой (FCAW), плазменная дуговая сварка дуговая сварка под флюсом (SAW).
- Использует наполнитель.
- Используется в основном для соединения таких металлов, как нержавеющая сталь, никель, медные сплавы, алюминий, титан и кобальт.
- Процесс, используемый в энергетике, аэрокосмической, автомобильной и нефтегазовой промышленности, и это лишь некоторые из них.

Сварка трением
- Метод, используемый для соединения материалов с использованием механического трения.
- Выполняется различными способами на различных сварочных материалах, таких как алюминий, сталь или дерево.
- Механическое трение создает тепло для размягчения материалов, чтобы их можно было смешивать для образования связи при охлаждении.
- Не требует присадочных металлов, защитного газа или флюса.
- Способ соединения зависит от таких процессов, как сварка трением с перемешиванием (FSW), линейная сварка трением (LFW), ротационная сварка трением (RFW) и точечная сварка трением с перемешиванием (FSSW).
- Идеально подходит для соединения несвариваемых легких алюминиевых сплавов и может использоваться для склеивания древесины без клея или гвоздей.
- Этот процесс обычно используется в аэрокосмической промышленности.

Электронно-лучевая сварка
- В этом процессе используются высокоскоростные электроны для соединения материалов.
- Кинетическая энергия электрона превращается в тепло после удара по заготовке. В результате материалы сплавляются друг с другом.
- Выполняется в вакууме для предотвращения рассеяния луча.
- Используется для соединения толстых профилей, поэтому его можно применять в различных отраслях, таких как аэрокосмическая, автомобильная, железнодорожная и атомная энергетика.

Лазерная сварка
- Используется для соединения деталей из металла или термопластов.
- В этом процессе используется концентрированное тепло, что делает его идеальным для сварки с высокой скоростью, а также для узких и глубоких швов.
- Легко автоматизируется.
- Идеально подходит для автомобильной промышленности, поскольку процесс выполняется на высоких скоростях сварки, что делает его идеальным для больших объемов работ.
- Выполняется в воздухе.
Сварка сопротивлением
- Процесс соединения металлов путем приложения давления и пропускания через них тока в течение определенного периода времени. Процесс
- чрезвычайно рентабелен, поскольку для образования связи не требуются другие материалы.
- Обычно используется в автомобильной промышленности из-за быстрого процесса.
- Процесс можно разделить на две формы:
- Точечная сварка. В этом процессе используется тепло, передаваемое между двумя электродами. Затем это наносится на крошечную область, когда заготовки скрепляются вместе.
- Сварка швов. Этот вид сварки сравним с точечной сваркой, но заменяет электроды колесами, которые вращаются, когда свариваемые сегменты проталкиваются между ними, чтобы создать сварной шов без утечек.
 Затем это наносится на крошечную область, когда заготовки скрепляются вместе.
Затем это наносится на крошечную область, когда заготовки скрепляются вместе.Где используется?
Сварочные процессы обычно используются в самых разных отраслях, таких как автомобильная, строительная, энергетическая и аэрокосмическая. Эти процессы используются для соединения дерева, металлов или термопластов для широкого спектра применений. В последнее время художники используют его для создания произведений искусства.
Важность качества структурных сварных швов
Сварка, несомненно, является самым важным компонентом, когда речь идет о структурной целостности. Если вы осмотритесь, то увидите, что каждое существенное приспособление соединяется посредством процесса нагрева, сборки и охлаждения, чаще всего известного как сварка. И какой бы необходимой ни казалась эта процедура, она не только сложна, но и рискованна, поэтому для ее выполнения требуются опытные сварщики.
И какой бы необходимой ни казалась эта процедура, она не только сложна, но и рискованна, поэтому для ее выполнения требуются опытные сварщики.
Это подводит нас к вопросу о важности качества сварных конструкций, так как в конечном счете от этого зависит весь каркас. Eureka Oxygen Company является ведущим поставщиком сварочных материалов премиум-класса, включая сварочные газы и различное другое сварочное оборудование.
Возникает вопрос: Почему так важно качество структурного сварного шва и от чего зависит качество сварного шва?
Качество сварного шва прямо пропорционально:
- Конструкция сварного шва
- Величина напряжений и деформаций, возникающих при нагреве
- Схема сварного соединения
- Качество основного металла
- Подготовка к работе
- Фитинг
Стандартно, если прочность сварных соединений эквивалентна прочности основного металла, такой сварной шов считается приемлемым. Программа контроля сварного шва определяет его качество, соответствует ли он марке или нет, особенно для той цели, для которой он предназначен.
Программа контроля сварного шва определяет его качество, соответствует ли он марке или нет, особенно для той цели, для которой он предназначен.
Провар в сварном соединении — это расстояние между верхней частью основного материала, закаленного в результате сварки, и исходной поверхностью основного материала. Это необходимо для обеспечения прочности и качества сварки. Форма основного материала и требуемая прочность имеют важное значение в этом отношении.
Соотношение между эффективностью соединения, прочностью соединения и прочностью основного материала точно описано следующим образом:
Эффективность соединения = Прочность сварного соединения / Прочность основного материала стыковое соединение повышает прочность металла шва. В этом случае площадь теплового удара больше прочности основного металла. И поэтому, когда нагрузка приложена перпендикулярно этому соединению, это может привести к разрушению основного материала вместо соединения. Это в основном связано с тем, что пластичность и прочность этого соединения равны или превышают прочность основного материала. Следовательно, совместная эффективность составляет примерно 100% или более.
Следовательно, совместная эффективность составляет примерно 100% или более.
В качестве альтернативы предположим, что используется высокопрочная сталь или алюминий. В этом случае сварка этих сплавов вызывает расплавление участка, подвергшегося термическому воздействию в процессе сварки. Если прочность металла сварного шва меньше прочности основного металла, то в результате соединение будет разрушаться. Следовательно, в этом сценарии совместная эффективность будет на 70-80% ниже.
Важность качества сваркиСтандарт измерения и квалифицированный специалист необходимы для оценки характера сварного шва. А поскольку от качества сварки зависит вся конструкция, страховые компании чаще всего считают важным требованием следующее:
- Используемый метод сварки
- Тип используемого электрода
- Дизайн сварного шва
- Тип используемого оборудования
- Основной металл
- Температура, используемая во время сварки
- Подготовка кромок
- Метод тестирования, используемый в процессе
- Протоколы безопасности
При обеспечении качества необходимо учитывать следующие протоколы:
- Внешний вид сварного шва удовлетворительный
- Структура придает необходимую прочность и функциональность.
