Сварной шов: виды сварных соединений и классификация способов сварки
alexxlab | 14.10.1987 | 0 | Разное
Швы сварных соединений – Сварка металлов
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой:
е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам:
а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве:
а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы:
а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва:
а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия. Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Реклама:
Читать далее:
Типы сварных соединений
Статьи по теме:
- Устройства для отсоса вредных газов
- Размещение сварочного оборудования
- Требования по технике безопасности, предъявляемые к сварочному оборудованию
- Установки для специальной газопламенной обработки
- Резаки для газовой разделительной резки
Непровар сварного шва: причины дефекта, методы устранения
По классификации непровары попадают в группу наружных дефектов и, по определению, могут быть выявлены визуально.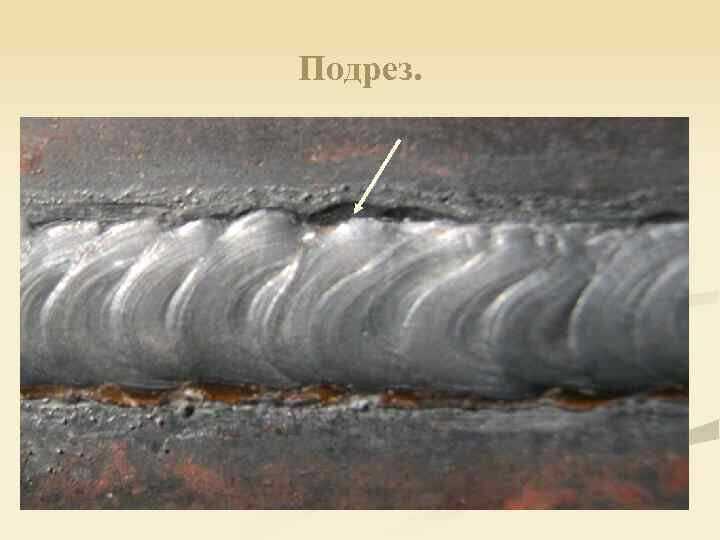 И хотя выявление таких дефектов не представляет особого труда, устранение их весьма трудоемко, а значит не дешево. Во избежание подобных явлений необходимо четко знать причины их возникновения и методы устранения.
И хотя выявление таких дефектов не представляет особого труда, устранение их весьма трудоемко, а значит не дешево. Во избежание подобных явлений необходимо четко знать причины их возникновения и методы устранения.
1 / 1
В практике сварки металлических деталей имеет место несплавление шва. Самый распространенный случай непровара возникает при односторонней сварке встык, если сварочный ток имеет недостаточную величину и листы металла свариваются не на всю толщину. При сварке с двух сторон может случиться, что сварные швы не будут перекрывать друг друга. В тавровых соединениях непровар проявляется как поверхностный дефект, без достаточного проплавления вглубь металла.
Причины непровара
Самой частой причиной непровара считается неправильный режим сварки. Это может быть либо недостаточный сварочный ток, либо повышенная скорость сварки. Понятно, что и в том, и другом случае имеет место недостаток энергии для качественного расплавления кромок. Такие условия, чаще всего, способствуют не полному проплавлению корня шва.
Такие условия, чаще всего, способствуют не полному проплавлению корня шва.
В случаях, когда электрод смещается с центральной линии стыка, возникает недостаточное сплавление кромки шва. Шов доходит до корня, но одна из кромок не касается его. Случаи непровара между слоями имеют место при недостаточно тщательной очистке каждого слоя. Непровару может способствовать неправильная разделка кромок соединяемых деталей: малый зазор, малый угол скоса, большое притупление.
Пористость сварного шва
Не нужно быть глубоким теоретиком, чтобы понять вредное влияние пористости на механическую прочность сварного соединения. Некоторые изделия кроме механической прочности имеют повышенные требования к непроницаемости. Это всевозможные сосуды, технологические ванны, корпуса судов. Для таких изделий особый подход начинается еще при хранении металла на складах. Там всячески стараются избегать случаев загрязнения или коррозии как листов металла, так и сварочной проволоки. Повлиять на возникновение пористости сварного соединения может качество электродов и наличие сварочных шлаков.
Повлиять на возникновение пористости сварного соединения может качество электродов и наличие сварочных шлаков.
Для исключения влияния электродов на пористость шва их рекомендуется прокаливать перед сваркой. Такая процедура снижает количество влаги в обмазке и способствует обугливанию органики. Качественные электроды должны обладать следующими качествами:
· изготовлены в строгом соблюдении рецептуры;
· изготовлены без нарушения требований технической документации по отношению к составляющим компонентам;
· прокалены перед использованием.
Электроды, имеющие покрытие основного вида, прокаливаются при температуре 380 – 420 С0. Варить ими рекомендуется через 2 – 3 дня после прокаливания. Выдержка необходима для стабилизации влажности обмазки. Сварка ведется короткой дугой, что обеспечивает достаточную защиту от кислорода воздуха.
Чаще всего пористость провоцируется наличием в металле водорода, оксида углерода и азота.
Предупреждение и устранение непровара
Из возможных причин возникновения такого дефекта, как непровар сварного шва, выделяют пять наиболее весомых причин:
· недостаток тепла;
· наличие тугоплавких оксидов;
· неправильное положение электрода;
· некачественная разделка кромок;
· несоблюдение поочередности следования технологии сварки.
Для предупреждения таких дефектов необходимо устранить условия, создающие предпосылки для возникновения непровара шва. Рассмотрим их подробнее.
Недостаток тепла
Слабая сеть, допускающая сильные колебания электрического напряжения, может стать причиной плохого провара. В такой сети электрическое напряжение до начала сварки и после, сильно разнится. Напряжение до начала сварки будет выше, и ток, соответствующий этому напряжению, тоже будет выше. Сварщик выбирает этот ток в соответствии с режимом сварки. Но, после начала сварки напряжение в сети падает и уменьшается сварочный ток.
В результате процесс проходит не в соответствии с режимом. В зону сварки доставляется меньшее количество энергии, отчего возникает непровар. Такой же результат может быть получен при правильно подобранном сварочном токе, но повышенной скорости ведения сварки. Случаи разные, а результат один: недостаток подводимой энергии. В первом случае из-за малого тока, во втором случае из-за малого промежутка времени на прогрев.
Тугоплавкие оксиды
Если ошибиться с режимом сварки, можно создать условия, при которых шлаки и оксиды не успеют выйти на поверхность в процессе остывания. В таком случае они остаются внутри металла, создавая неметаллические включения, и по аналогии с газовыми включениями создают недопустимую пористость.
В таком случае они остаются внутри металла, создавая неметаллические включения, и по аналогии с газовыми включениями создают недопустимую пористость.
Этим дефектом особенно грешат легированные стали.
Неправильное положение электрода
Большое значение для получения хорошо проваренного шва имеет угол наклона электрода и равномерное ведение его по шву. Кроме этого, элекрод необходимо вести строго по линии шва. В противном случае произойдет уход электрода от оси стыка и неравномерный прогрев свариваемых кромок. Результатом станет непровар одной из кромок.
При сварке угловых швов необходимо также придерживаться рекомендованных углов наклона электрода.
При сварке в симметричную «лодочку» электрод ведут под углом в 45 градусов. Линия электрода как бы становится биссектрисой свариваемого угла. Несимметричная лодочка варится под углами 30 и 60 градусов. Иногда к неправильному углу ведения электрода добавляется увеличенный диаметр электрода или другая полярность, что увеличивает вероятность попадания шлака между кромками.
Некачественная разделка кромок
Под качественной разделкой следует понимать тщательное соблюдение геометрии разделки кромок с последующей зачисткой от ржавчины и грязи. Если плоскости соединения не будут параллельными, то это гарантированно станет причиной непровара. К таким же последствиям приведет перекос или смещение кромок.
Поочередное следование технологии сварки
В процессе сварки иногда приходится менять режимы. Так в большинстве случаев корень шва начинает вариться на одном режиме, а заканчивается процесс на другом режиме. Начало и окончание шва могут требовать некоторых корректировок режима по силе тока или скорости ведения сварки. Часто приходится начинать следующий слой сварного шва на измененном режиме. Во всех подобных случаях необходимо строго придерживаться технологических рекомендаций и вовремя корректировать режимы сварки.
Дефекты сварных швов и соединений, виды, причины образования и способы устранения
Содержание
- Трещина сварного шва
- Возникновение пор
- Подрезы
- Непровары
- Несплавление
- Шлаковые включения
- Брызги
- Заключение
Трещина сварного шва
Самым серьезным видом сварочного дефекта считается трещина сварного шва, которая не принимается почти всеми отраслевыми стандартами.
- Горячие трещины. Они появляются в процессе сварки или в процессе кристаллизации сварного соединения. Температура в этот момент может подняться выше 10 000 °C.
- Холодные трещины. Эти трещины появляются после завершения сварки и снижения температуры металла. Они могут образоваться спустя несколько часов или даже дней после проведения сварочных работ. Чаще всего это происходит при сварке стали. Причиной этого дефекта обычно являются деформация структуры стали.
-
Кратеры. Обычно они образуются ближе к концу сварного шва. Когда сварочная ванна охлаждается и затвердевает, ей необходимо иметь достаточный объем, чтобы преодолеть усадку металла шва. В противном случае образуется кратерная трещина.

Причины появления трещин:
- Повышенное содержание углерода и серы в основном металле
- Повышенная жесткость свариваемой конструкции
- Загрязнение основного металла
- Высокая скорость сварки, но низкий ток
- Неправильная форма шва из-за несоблюдения режима сварки
- Резкое охлаждение конструкции
Способы предупреждения:
- Правильно выбирайте основной металл и сварочные материалы
- Выбирайте оптимальный режим сварки
- Обеспечьте надлежащее охлаждение зоны сварки
- Используйте правильную геометрию швов
- Удалите загрязнения со свариваемого металла
- Используйте подходящий металл
- Убедитесь, что свариваете достаточную площадь сечения
- Используйте правильную скорость сварки и силу тока
- Чтобы предотвратить появление кратерных трещин, убедитесь, что кратер заполнен должным образом
Способы устранения:
Место образования трещины удалить шлифовальным инструментом. Образовавшуюся полость заварить.
Образовавшуюся полость заварить.
Возникновение пор
Причиной возникновения пор может стать сварка сырыми (непросушенными) электродами или же сварка по грязному металлу (наличие ржавчины, масла, краски). Захваченные газы создают заполненный пузырьками сварной шов, который становится слабым и может со временем разрушиться.
Причины пористости:
- Недостаточная прокалка электрода перед началом работы
- Сварка длинной дугой
- Плохая газовая защита сварочной ванны
- Неправильная обработка поверхности перед началом работы
- Работа по загрязненной поверхности
- Наличие ржавчины, краски, жира или масла на металле
Способы предупреждения:
- Перед сваркой очистите поверхность свариваемого металла
- Прокалите электроды
- Проверьте расходомер газа и убедитесь, что он оптимизирован в соответствии с требованиями с соответствующими настройками давления и расхода
- Снизьте скорость движения дуги, чтобы газы улетучились
- Используйте правильную технику сварки
Способы устранения:
Дефектный участок вырубают или вычищают и вновь заваривают.
Подрезы
Этот дефект сварки представляет собой образование бороздок на протяжении всего сварного шва, уменьшающее толщину поперечного сечения основного металла. В результате получается ослабленный сварной шов.
Причины возникновения подрезов:
- Слишком высокий сварочный ток
- Слишком высокая скорость сварки
- Неудобное пространственное положение, из-за которого к свободным краям будет направлено больше тепла
- Неточное ведение электрода по оси стыка
- Неправильный присадочный металл
- Плохая техника сварки
Способы предупреждения:
- Ведите электрод под правильным углом
- Проводите сварку короткой дугой
- Выберите оптимальный режим сварки
- Выберите защитный газ, состав которого соответствует типу материала, который вы будете сваривать
- Использование электродов под правильным углом, при этом большее количество тепла направляйте на более толстые компоненты
- Регулируйте силу тока, уменьшая его при приближении к более тонким участкам и свободным краям
Способы устранения:
Место подреза зачищают и заваривают шов заново.
Непровары
Этот тип сварочного дефекта возникает при отсутствии надлежащего сплавления основного металла и металла шва. Непровар также может появиться между прилегающими сварными швами. Это создает зазор в стыке, который не заполняется расплавленным металлом.
Причины непровара:
- Недостаточная сила тока
- Плохая зачистка свариваемых поверхностей
- Неправильный угол электрода
- Диаметр электрода не соответствует толщине свариваемого материала
- Высокая скорость сварки
Способы предупреждения:
- Соблюдайте режимы сварки
- Перед тем как приступить к сварке, зачистите металл
- Ведите сварку короткой дугой
Способы устранения:
Если непровар доступен для повторной заварки, то корень шва в месте дефекта вычищают и заваривают повторно.
Несплавление
Несплавление происходит, когда канавка металла заполнена не полностью, то есть металл сварного шва не заполнил толщину соединения.
Причины несплавления:
- Между свариваемым металлом было слишком много места
- Вы производите сварку при низких настройках силы тока, которого недостаточно, чтобы должным образом расплавить металл
- Используете электроды большого диаметра
Способы предупреждения:
- Используйте правильную геометрию шва
- Используйте электрод подходящего размера
- Снизьте скорость дуги
- Выберите подходящий сварочный ток
- Проверьте правильность центровки
Способы устранения:
Если несплавление доступно для повторной заварки, то корень шва в месте дефекта вычищают и заваривают повторно.
Шлаковые включения
Включение шлака – один из дефектов сварки, который обычно хорошо заметен в сварном шве. Шлак – это стекловидный материал, образующийся как побочный продукт при сварке электродом, дуговой сварке порошковой проволокой и дуговой сварке под флюсом. Это может произойти, когда флюс, который является твердым защитным материалом, используемым при сварке, плавится в сварном шве или на поверхности зоны сварного шва.
Причины возникновения шлаковых включений:
- Плохая зачистка свариваемых поверхностей
- Высокая скорость сварки
- Неправильное положение сварки
- Сварочная ванна остывает слишком быстро
- Малый сварочный ток
Способы предупреждения:
- Не использовать электроды с тонким покрытием
- Отрегулируйте положение электрода во время сварочных работ
- Удалите остатки шлака с предыдущего валика
- Отрегулируйте скорость сварки
Способы устранения:
Дефектный участок удалить с помощью шлифовального инструмента и заварить вновь.
Брызги
Брызги возникают, когда мелкие частицы сварочного шва оседают на поверхности. Как ни старайся, полностью избавиться от брызг невозможно. Однако есть несколько способов свести его к минимуму.
Причины разбрызгивания:
- Высокий сварочный ток
- Слишком низкое напряжение
- Рабочий угол электрода слишком большой
- Плохая зачистка свариваемых поверхностей
- Сварка длинной дугой
- Неправильная полярность
Способы предупреждения:
- Очистите поверхности перед сваркой
- Уменьшите длину дуги
- Отрегулируйте сварочный ток
- Увеличьте угол электрода
- Соблюдайте полярность
Способы устранения:
Зачистить шлифовальным инструментом поверхность сварного соединения от брызг металла.
Заключение
Итак, мы перечислили 7 наиболее распространенных дефектов сварочных швов и соединений, причины возникновения и способы устранения. При обнаружении важно исправить дефект, чтобы предотвратить потерю свойств и прочности материала. А здесь можно почитать о том как выбрать электроды и какие электроды для сварки инвертором лучше.
Влияние термической обработки на качество сварных соединений
Сварные соединения после сварки имеют неоднородную структуру металла, что является следствием неравномерного нагрева различных зон сварного соединения. Поэтому механические (прочность, твердость, пластичность) и специальные (коррозионная стойкость, жаропрочность, хладостойкость) свойства различных зон сварного соединения становятся неодинаковыми. Такое положение усугубляется наличием остаточных сварочных напряжений, которые образуются при кристаллизации металла сварного шва. Эти напряжения могут вызвать нежелательные изменения формы и размеров сварных соединений и появление в них трещин, что приводит иногда к разрушению сварных соединений. Остаточные сварочные напряжения снижают также механические и специальные свойства сварных соединений. Поэтому для ответственных сварных соединений необходимы такие технологические операции, которые улучшают структуру и свойства сварных соединений.
Остаточные сварочные напряжения снижают также механические и специальные свойства сварных соединений. Поэтому для ответственных сварных соединений необходимы такие технологические операции, которые улучшают структуру и свойства сварных соединений.
Одной из основных операций, направленных на повышение надежности сварных соединений, является термическая обработка. Этот вид обработки сварных соединений трубопроводов и корпусных конструкций широко применяют при монтаже предприятий нефтехимической, нефтеперерабатывающей, энергетической, химической и других отраслей народного хозяйства. На заводах термическую обработку выполняют в стационарных термических печах, а в монтажных условиях обычно осуществляют местную термическую обработку сварных соединений трубопроводов и корпусных конструкций, когда нагреву подвергается сварной шов и прилегающие к нему участки основного металла на ограниченной ширине. В некоторых случаях корпусные конструкции или участки трубопроводов подвергают полной термической обработке, заключающейся в нагреве всей конструкции или участка трубопровода вместе со сварными соединениями.
Местная и полная термическая обработка всех видов состоит из трех последовательных этапов — нагрева сварного соединения до определенной температуры с заданной скоростью, выдержки при этой температуре в течение определенного времени и последующего охлаждения с заданной скоростью. Для сварных соединений, кроме таких широко известных видов термической обработки, как высокий отпуск и нормализация, применяется также термический отдых, аустенизация, стабилизирующий отжиг и «улучшение» (нормализация с последующим высоким отпуском).
Высокий отпуск является основным видом термической обработки в монтажных условиях, он позволяет на 70—90 % снизить уровень остаточных сварочных напряжений. При высоком отпуске применяют медленную скорость охлаждения после окончания выдержки (300— 400 °С/ч) до 300 °С, что достигается охлаждением сварных соединений под слоем теплоизоляции, после чего допускается охлаждение на воздухе. Основным отличием нормализации сварных соединений от этого вида термической обработки является охлаждение под слоем теплоизоляции после окончания выдержки, что гарантирует высокую пластичность металла сварных соединений. Термический отдых применяют для сварных соединений, металл которых имеет повышенную склонность к образованию трещин. Сварные соединения для этого нагревают до 250—300 СС и затем подвергают выдержке в течение нескольких часов. При термическом отдыхе в сварных
Термический отдых применяют для сварных соединений, металл которых имеет повышенную склонность к образованию трещин. Сварные соединения для этого нагревают до 250—300 СС и затем подвергают выдержке в течение нескольких часов. При термическом отдыхе в сварных
соединениях уменьшается содержание водорода и несколько снижается уровень остаточных сварочных напряжений.
Аустенизацию и стабилизирующий отжиг используют для термической обработки сварных соединений из хромоникелевых и нержавеющих сталей. При аустенизации сварное соединение нагревают до 1050—1100°С, выдерживают в течение 1—2 ч и охлаждают на воздухе. В результате удается получить однородную структуру аустенита, улучшить механические свойства металла (особенно пластичность) и на 70—80 % снизить уровень остаточных сварочных напряжений. При стабилизирующем отжиге сварное соединение нагревают до 950—970 °С, выдерживают в течение 2—3 ч и охлаждают на
воздухе. Это на 70—80 % снижает уровень остаточных сварочных напряжений и обеспечивает стабильную структуру металла сварного соединения, хорошо противодействующую появлению коррозионных трещин в металле сварного соединения. Вид термической обработки «улучшение» рекомендуется для сварных узлов из легированных сталей и узлов сложной конструкции из низкоуглеродистых сталей и выполняют ее в стационарных термических печах. «Улучшение» снижает уровень остаточных сварочных напряжений, а также способствует полному восстановлению структуры и свойств металла, изменившихся в процессе сварки.
При местной термической обработке сварных соединений применяют несколько способов нагрева обрабатываемых изделий — радиационный (электрический метод сопротивления и газопламенный), индукционный, комбинированный и термохимический. При выборе способа нагрева следует учитывать необходимость получения минимального перепада температуры по толщине конструкции и обеспечения равномерного нагрева по всей длине сварного соединения.
Сущность радиационного метода нагрева заключается в передаче тепла от источника нагрева к нагреваемому изделию через теплоноситель, которым является нагретый воздух. В электронагревателях сопротивления тепло выделяется в нагревательном элементе (нихромовой проволоке, ленте) в момент прохождения по нему электрического тока. Газопламенный способ заключается в подводе тепла, выделяющегося при сгорании, с внешней стороны изделия. Горючими газами являются ацетилен, пропанобутановая смесь, природный газ в смеси с кислородом или воздухом. При индукционном способе сварное соединение нагревается электрическим током, индуктируемым в металле переменным электромагнитным полем. Индукционный нагрев при местной термической обработке выполняется токами промышленной и повышенной (2500—8000 Гц) частоты. Комбинированный способ нагрева заключается в применении электронагревателей комбинированного действия, когда используются способы сопротивления, и индукционный — токами промышленной частоты. При этом нагрев осуществляется, главным образом, за счет метода сопротивления, индукционная составляющая оказывает меньшее тепловое воздействие. При термохимическом способе нагрева необходимое тепло образуется при сгорании пакетов из экзотермических смесей, устанавливаемых на сварное соединение. Эти смеси, в состав которых входят окислы алюминия, соединения серы и фосфора, при сгорании выделяют большое количество тепла. Основным преимуществом этого способа является возможность проведения термической обработки/без электроэнергии.
Основным преимуществом этого способа является возможность проведения термической обработки/без электроэнергии.
При полной термической обработке корпусных конструкций главным образом используется газопламенный нагрев с помощью специального передвижного оборудования, которое легко перемещается от одного объекта термической обработки к другому. Полную термическую обработку отдельных узлов трубопроводов выполняют в стационарных термических печах или с помощью индукционного нагрева перемещающимися индукторами.
Осветлить сварной шов. Миссия выполнима.
Выполнима несколькими способами.
Сварной шов на трубе после TIG сварки
Нержавейка сегодня очень популярный материал. Она применяется как в технических изделиях, так и в декоративных.
Мы много раз рассказывали о том, как зачистить сварной шов полностью. Чтобы деталь выглядела монолитной и однотонной.
А сегодня я расскажу как осветлить или очистить сварной шов, не прибегая к дорогому оборудованию, например к электрохимической пассивации.
Осветление сварного шва электрохимическим способом
Такой способ является очень удобным и эффектиным. Но он весьма дорогостоящий, и оправдан при больших объемах работ.
Зачем нужно осветлять сварные швы?
Это может быть необходимо чтобы визуально проконтролировать качество сварного шва или для создания красивого внешнего вида или чтобы повысить корозионную стойкость участка подвергшегося термовлиянию после сварки.
Итак, какие существуют способы недорогой обработки сварных швов. Один из самых распространенных путей — это травильная паста.
Это смесь нескольких кислот, в гелеобразной форме. Она наносится на сварной шов, выдерживается необходимое время (обычно 5–10 минут) и затем смывается водой.
Нанесение Polinox на деталь из нержавейки
После этой процедуры шов осветляется и приобретает белый оттенок.
Шов после кислоты Polinox
Подробное описание процедуры здесь.
Способ неплохой, особенно когда нужно подобраться в глубокие углы, куда механическими средствами не залезть.
Есть конечно минусы:
- Это кислота — требуются особые условия хранения и соблюдение требований безопасности при работе.
- Требуется тщательно промывать деталь, а значит нужно больше места и специальные ванны.
Но в целом, способ один из самых распространенных и экономичных.
А теперь давайте рассмотрим варианты механической обработки сварных швов от побежалости.
Материалы для удаления побежалости на нержавейке
Круги и щётки 3M и Scotch-Brite™ Bristle
BRISTLE — круг радиальный d75, зерно 80
На сегодняшний день это наверное самый распространенный способ механической очистки сварного шва на нержавейке среди профессионалов.
Круги Scotch-BriteTM Bristle с гибкими щетинками отливаются из полимерного материала, по всему объему которого равномерно распределены зерна керамического оксида алюминия — агрессивного и износостойкого абразивного минерала.
Равномерное распределение абразивных зерен в Scotch-Brite™ Bristle
Очень высокая износостойкость щетки Scotch-BriteTM Bristle достигается тем, что шлифовка происходит стойким керамическим абразивным зерном на конце щетинки, а не самой полимерной щетиной. Тонкие гибкие щетинки мягко огибают самые сложные поверхности и, в то же время, проникают во внутренние углы, обеспечивая вышлифовку даже в самой глубине профиля, не изменяя его геометрии. Благодаря своему строению, Scotch-BriteTM Bristle не засаливаются.
Осветление сварного шва кругами Bristle 3M
Содержащееся абразивное зерно в щетках бывает разного размера. Для легкой идентификации каждое оно имеет свою цветовую маркировку.
Цветовая маркировка зернистости 3Mтм Bristle
Эти щетки могут иметь разные диаметры и разные способы посадки на иснтрумент. И могут использвать как на УШМ с регулировкой оборотов, на прямых машинах и даже на стационарных точилах.
И могут использвать как на УШМ с регулировкой оборотов, на прямых машинах и даже на стационарных точилах.
Шов до и после обработки 3Mтм Bristle
Более подробно о применении этих щеток и их разнообразии в нашей статье .
Нержавеющие металлические щетки
Кольцевая щетка Bosch 115*M14 (нерж. 0,2)
Именно нержавеющие щетки. Известно не мало случаев, когда люди покупают недорогие щетки из обычной стали и обрабатывают изделия из легированной стали. В результате, через какое-то время швы начинают “цвести” — ржаветь. Частички металла с самой щетки остаются в поверхности металла и начинают корозировать.
Щетки могут быть из гофорированной проволоки или жгутовые. Для более деликатной работы следует выбирать гофрированную проволоку минимальной толщины — 0,15–0,2 мм.
Но в любом случае металлические щетки обрабатывают поверхность более агрессивно, чем полимерные щетки или другие мягкие материалы. Поэтому они годятся даже для зачистки швов после полуавтоматической сварки.
Поэтому они годятся даже для зачистки швов после полуавтоматической сварки.
Зачистка шва щеткой после MIG сварки
Обычно их не используют для обрабоки перил или ограждений из нержавейки, из-за грубой поверхности получаемой после обработки. Но тем не менее — это очень распространенный и рабочий варинат.
Бывают разных размеров и форм, и для разных инструментов, с посадкой под гайку на УШМ или под резьбу М14, и конечно с хвостовиком 6 мм для дрелей и ПШМ.
Доводочные круги CIBO.
Тут подробная статья про доводочные круги .
Самые часто применяемые материалы среди доводочных — это круги с зернистостью 5 (SAG5, EAG5 и так далее). Такие круги сочетают мягкую структуру, которая “облизывает” сварной шов и залазит в сложные места, а абразивное зерно из карбида кремния придает красивый блеск.
SA5 (EA5)
Осветление сварного шва в углу кругами SA5
Круги SA5 и ЕА5 имеют рамзеры 150х6 мм и мягкую структуру, что позволяет им комфортно работать в угловых соединениях.
SAG 5 (EAG5)
Осветление сварного шва на нерждавейке на плоскости кругами SAG5
Круги SAG5 и EAG5 отлично работают на внешних сварных швах, на плоскости или на круглой трубе.
FAG 5
FAG5
Это отдельный вид доводочных кругов. Его отличает более агрессивное абразивное зерно из оксида алюминия и более мягкая и пористая структура.
Он работает еще мягче, еще лучше обхватывает сварной шов. Превосходное решение для открытых участков.
Сварной шов после FAG5
А в целом этот круг применяется для очистки поверхностей любых металлов от краски, ржавчины и других загрязнений.
Круги, валики и головки из нетканых материалов.
Нетканые материалы (или Скотч-Брайт) — это один из самых распространенных материалов для работы с нержавеющей сталью.
Рулон из нетканго материала для ручной обработки.
Это очень мягкий материал, и может принимать форму изделия и сварного шва на нем. Кроме того, скотч-брайт может иметь в составе абразивное зерно разного размера. Поэтому вы можете подобрать оптимальное для вас решение.
Кроме того, скотч-брайт может иметь в составе абразивное зерно разного размера. Поэтому вы можете подобрать оптимальное для вас решение.
Для своей задачи выберите наиболее удобный вариант, учитывая форму и расположение шва и имеющееся у вас оборудования.
Шлифовальные валики из Scotch-Brite.
Не часто используется для осветления шва, но спаравлется с такой задачей хорошо. Неудобство валиков заключается в их большой ширине — 100 мм. Но в Gtool.ru есть отличное решение — это валики шириной 50 мм. Такой размер очень удобен для обработки сварных швов например на больших емкостях, позволяет получить ровную зону обработки шва.
Шлифовальные головоки из нетканого материала
Принцип работы и материал абсолютно идентичен валикам. Но используется на другом инструменте — прямые шлифовальные машины или дрели. И размеры головок поменьше, ширина от 30 до 50 мм. Один из самых простых и бюджетных способов.
Но ни головки ни валики не смогут обработать внутренний сварной шов, из-за своего прямого профиля.
Нетканый материал для шлифования FEIN
А вот это уже то что нужно. Тот же самый материал, но собранный листами вдоль.
Это позволяет ему лучше охватывать сварной шов и забираться во внутренний угол. Диаметр 150 или 200 мм дает подобраться даже в глубокие пазы, как на фото.
Но и не стоит забывать, что вы можете все это сделать и руками, правда чуть дольше.
Рулоны и листы для шлифовки металла
Можно взять просто небольшой кусочек скотч-брайт и им очистить сварной шов снаружи или внутри.
Так же из него можно собрать самостоятельно приспособления для шлифовки. Например на разнообразные граверы, вроде Dremel. Получается очень бюджетно.
В целом получается — скотч-брайт всему голова.
Но есть еще запасной вариант.
Полировальные круги с пастами.
Оптимальными для такой задачи будут сизалевые круги или ХБ. За счет мягкости и многослойности они “оближут” шов со всех сторон, а полировальная паста выполнит роль абразива.
Вот так выглядит результат.
Но есть нюанс — частицы полировальной пасты попадают в чешуйки и поры шва, и остаются там виде черного налета. Поэтому после полировки придется обработать каким-то жидким растворителем, чтобы вымыть эту грязь. Неплохо справится и спрей 3М.
Подробно тут:
Как видите — вариантов очистить побежалось есть немало. Поэтому смело выбирайте тот что вам по душе и по карману.
Самые актуальные новости в наших соцсетях и на нашем канале:
Сварной шов и методы проведения радиографического контроля сварных соединений
Содержание
- 1 Радиографический контроль и цели его проведения
- 2 Преимущества рентгенографического метода:
- 3 Радиографический контроль не используют при:
- 4 Принцип работы радиографической установки
- 5 Главные требования к рентгеновским аппаратам
- 6 Виды радиометрических аппаратов:
Производство и установка сварочных конструкций осуществляется в строгом соответствии со строительными нормами, техническими условиями и правилами, обозначенными в ГОСТе. Все существующие сегодня способы контролировать сварной шов, а также другие металлические изделия дают возможность выявлять всевозможные дефекты, которые можно повстречать на практике сварки.
Все существующие сегодня способы контролировать сварной шов, а также другие металлические изделия дают возможность выявлять всевозможные дефекты, которые можно повстречать на практике сварки.
Соответствующие методы контроля применяются в зависимости от ответственности сварных швов и конструкций. Самыми целесообразными комплексными испытаниями на сегодняшний день считают те, что включают целый ряд параллельно использующихся методов контроля, например, ультразвуковой контроль сварных швов и радиографическая дефектоскопия.
Радиографический контроль и цели его проведения
Рентгеновская дефектоскопия или же радиографический контроль сварочных швов, соединений чаще всего применяется с целью проверки уровня качества магистральных газо- и нефтепроводов, технологических трубопроводов, промышленных трубопроводов, металлоконструкций, а также композитных материалов и технологического оборудования в самых разных отраслях промышленности.
Рентгенографический контроль производят с целью выявления поверхностных и внутренних дефектов, к примеру, шлаковых включений, газовых пор, микротрещин, подрезов и шлаковых включений.
Наряду с другими физическими методами контроля радиографический выступает одним из самых эффективных и надёжных средств выявления всевозможных дефектов.
Выявленные дефекты: искусственные включения, нарушения геометрииОснован данный метод дефектоскопии на различном поглощении рентгеновских лучей материалами.
Такие дефекты, как включения инородных материалов, различные трещины, поры и шлаки проводят к ослаблению в той или иной степени рентгеновских лучей. Регистрация интенсивности лучей при помощи рентгенографического контроля помогает определить не только наличие, а и расположение разнообразных неоднородностей проверяемого материала.
Данный метод показал свой высокий уровень эффективности на практике в процессе контроля качества, которому подвергаются сварочные швы и соединения.
Преимущества рентгенографического метода:
- Максимально точная локализация даже самых мельчайших дефектов;
- Молниеносное обнаружение дефектов сварочных соединений и швов;
- Возможность произведения чёткой оценки микроструктуры: величины вогнутости, выпуклости корня шва даже в самых недоступных местах для внешнего осмотра.

Радиографическая дефектоскопия, контролирующая сварочные конструкции также даёт возможность обнаруживать внутренние дефекты в виде пор, непроваров, вольфрамовых, шлаковых, окисных и других включений, подрезов и трещин, усадочных раковин и прочего.
Согласно общим положениям ГОСТа 7512 82
Установки неразрушающего контрольРадиографический контроль не используют при:
- Наличии непроваров и трещин, величина раскрытия которых меньше стандартных значений, а плоскость раскрытия не соответствует направлению просвечивания;
- Любых несплошностях и включениях, имеющих размер в направлении просвечивания меньше удвоенной чувствительности контроля;
- Всяческих несплошностях и включениях в случае, когда их изображения на снимках совершенно не соответствуют изображениям построенных деталей, резких перепадов трещин металла, который просвечивается, а также острых углов.
Наиболее достоверный способ проконтролировать основной металл и сварной шов – провести дефектоскопию с рентгеновским просвечиванием металлов. Только так можно определить и вид, и характер обнаруженных дефектов, с высокой точностью определить их месторасположение и заархивировать результаты контроля в конечном итоге.
Только так можно определить и вид, и характер обнаруженных дефектов, с высокой точностью определить их месторасположение и заархивировать результаты контроля в конечном итоге.
Принцип работы радиографической установки
Радиографический контроль относится, в первую очередь, к системам цифровой дефектоскопии радиационного типа. Радиационное изображение в данных системах превращается в цифровой массив (изображение), который впоследствии подвергается разным видам цифровой обработки, а затем выводится на монитор персонального компьютера в виде полутонового изображения. К слову, нередко металлография (классически метод) использует для исследования, а также контроля металлических материалов радиометрические установки.
Поскольку метод базируется на принципе измерения рентгеновского излучения или гамма-излучения, которое проходит сквозь материал контролируемого объекта, детектором для контроля выступает фотодиод со сцинтиллятором, наклеенным на него. Сцинтиллятор под воздействием излучений испускает видимый свет, выход которого пропорционален квантовой энергии. В конечном итоге исходящее световое излучение вызывает ток внутри фотодиода.
В конечном итоге исходящее световое излучение вызывает ток внутри фотодиода.
Таким образом, детектор преобразовывает проходящее сквозь контролируемое изделие излучение в электрические сигналы, величина которых прямо пропорциональна интенсивности лучей гамма.
Приёмник излучения рентгена – это линейка сцинтилляционных детекторов, которые по отдельности оснащены собственными усилителями, образующими единый независимый канал с детекторами. Количество детекторов в линейке строго зависит от необходимой ширины контролируемой зоны. Все каналы детекторного блока опрашиваются по очереди, а с помощью АЦП (аналого-цифровой преобразователь) все полученные сигналы приобретают цифровой вид. Впоследствии полученный в ходе опроса детекторных блоков цифровой массив передаётся на ПК.
Радиографический контроль трубыПосредством перемещения детекторных блоков по отношению к контролируемому сварочному соединению получают непрерывно считываемый массив данных, записывающийся в память ПК с целью последующего и более детального исследования, архивирования. Для оперативной оценки качества в лаборатории контроля в реальном времени эти данные выводятся в виде полутонового изображения прямо на монитор.
Для оперативной оценки качества в лаборатории контроля в реальном времени эти данные выводятся в виде полутонового изображения прямо на монитор.
Если вы хотите стать профессиональным сварщиком, вам стоит для начала посмотреть уроки газовой и электросварки.
Для обработки металла резанием необходимо приобрести несколько типов станков. Подробнее о том, как происходит процесс, читайте в этой статье.
Хотите сделать бизнес в сфере металлообработки? О том, какие материалы и оборудование для этого нужно приобрести, читайте по https://elsvarkin.ru/prakticheskoe-primenenie/kak-samomu-sdelat-metallicheskij-karkas-dlya-karkasnogo-doma-i-garazha/ ссылке.
Главные требования к рентгеновским аппаратам
В процессе радиометрическом методе флуктуации интенсивности проходящего сквозь объект энергетического спектра не оказывают никакого воздействия на чувствительность контроля, так как изображение, фиксируемое на пленке рентгена изображение определяют посредством интегральной дозы излучения в период экспозиции.
Именно поэтому во время радиографического контроля разрешается применять рентгеновские аппараты любого существующего типа. В большинстве случаев изготовители рентген-аппаратов не приводят никаких данных о флуктуации интенсивности излучений, поскольку данная величина не является критичной.
Стоит отметить, что радиометрия представляет собой метод измерения при построчном сборе данных в режиме реального времени.
Для сканирования одной строки могут потребоваться десятые доли секунды. Исходя из этого рентген аппарату предъявляются 2 основных требования, а именно:
1) Плотность потока гамма-излучения, проходящего сквозь контролируемую толщину проверяемого объекта, должна быть настолько велика, чтобы этого времени было достаточно для регистрации изменения толщины объекта вдоль просканированной области
2) Интенсивность гамма-излучения обязательно должна быть постоянной
Таким образом, для качественного радиометрического контроля необходимы высокостабильные источники ионизирующего излучения, имеющего максимально возможную плотность лучевого потока, а также максимальный энергетический спектр.
С целью сравнения современных рентгеновских аппаратов панорамного типа с постоянным потенциалом разработан специальный переносной прибор, обеспечивающий проведение измерений интенсивности излучения в полевых условиях.
Виды радиометрических аппаратов:
- Аппараты, которые обладают фиксированной частотой флуктуаций интенсивности гамма-излучения. Регулярные перемены интенсивности рентгеновского излучения создают на изображении поперечные полосы. При этом среднеквадратичные отклонения в интенсивности излучения в несколько раз превышают статистические шумы. Возможно ослабление данных флуктуаций программным способом. С этой целью радиометрическую установку оснащают программами, определяющими спектральную долю флуктуаций для каждого аппарата. Подобные рентгеновские аппараты считаются условно применимыми для радиометрического контроля сварочных швов и соединений.

- Рентгеновские аппараты с постоянным потенциалом, которые обладают высокочастотными флуктуациями, случайными во времени. У таких приборов величина отклонений интенсивности гамма-излучения более одного процента. В радиометрическом контроле сварочных конструкций не рекомендуется применять такие устройства.
- Идеальным вариантом является оборудование, стабильность излучения которого превышает 0,5 процентов, а частота флуктуаций имеет показатель не более 0,1 Гц. Низкочастотные изменения интенсивности излучения столь незначительной величины можно легко устранить на изображении программным способом.
Специалисты рекомендуют рентгеновский программный аппарат модели РПД200П, который после соответствующей модификации системы питания показал, что может успешно применяться в процессе проведения радиометрического контроля высокого качества.
Развивающаяся стремительными темпами вычислительная и электронная техника открывает широкие возможности для удешевления и усовершенствования радиометрической аппаратуры.
Проведённые с помощью аппарата РПД200П панорамного типа измерения доказывают, что на базе оборудования этого типа можно создать целые радиометрические комплексы.
SQL Tutorial – Weld
Начните с нуля с вводного урока или перейдите к навыку, который вы хотите развить, выбрав нужный урок.
Урок
1
•
Введение
Введение: анализ данных с помощью SQL
На этом вводном уроке вы узнаете, что такое SQL, что с ним можно делать и как начать оттачивать свои навыки.
Урок
2
•
Подготовка
Соединение данных, таблиц и создание модели
Первым шагом в работе с SQL является соединение ваших данных и таблиц и изучение архитектуры для построения вашей первой модели.
Урок
3
•
ВЫБОР
ВЫБОР ваших первых данных с помощью SQL
Самый простой SQL-запрос извлекает данные из таблицы и состоит из оператора SELECT и оператора FROM.
Урок
4
•
Фильтрация
Введение в фильтрацию (ГДЕ)
Предложение «где» в SQL — это очень простой способ отфильтровать строки в вашем наборе данных на основе его содержимого.
Lesson
5
•
Фильтрация
Использование !, =, <, > для фильтрации данных в SQL
Для фильтрации данных в SQL можно использовать такие символы, как !, =, < и >. Изучите основы работы каждого символа.
Урок
6
•
Фильтрация
И/ИЛИ: Фильтрация данных с несколькими условиями
Узнайте, как объединить несколько условий в операторе «где», используя операторы «и» и «или».
Lesson
7
•
Фильтрация
Фильтрация неточных значений с помощью LIKE
В тех случаях, когда вы не можете точно определить условия, вы можете использовать предложение ‘like’ для фильтрации совпадающих значений более менее.
Урок
8
•
Фильтрация
Фильтрация при НЕ выполненных условиях
Для фильтрации на основе неточных значений можно использовать оператор not.
Урок
9
•
Создание столбцов
Введение в столбцы
В этом разделе руководства вы будете работать с чем-то новым: созданием нового содержимого для включения в вашу таблицу.
Урок
10
•
Создание столбцов
Создание нового столбца и присвоение ему имени КАК-то
Помимо выбора столбцов из существующих данных, также очень просто создавать новые столбцы и присваивать им ‘.
Lesson
11
•
Создание столбцов
Выполнение вычислений в столбцах
Создание собственных столбцов в SQL становится еще более полезным для бизнес-анализа, когда вы включаете вычисления в столбцы.
Урок
12
•
Создание столбцов
Использование CASE WHEN в качестве операторов IF в SQL
В SQL оператор case работает так же, как и функция if в Excel.
Урок
13
•
Агрегирование данных
Введение в агрегирование данных
Этот урок знакомит с агрегированием данных. В частности, в этой главе вы узнаете, чего ожидать и как агрегировать данные.
Урок
14
•
Агрегирование данных
Использование COUNT, SUM, AVG, MIN и MAX
COUNT, SUM, AVG, MIN и MAX — это функции SQL для агрегирования данных .
Урок
15
•
Агрегирование данных
ГРУППИРОВКА ПО и ОРДЕР ПО
ГРУППИРОВКА ПО и ПОРЯДОК ПО помогают суммировать результаты на уровне между просмотром всех строк в таблице и просмотром только одной.
Урок
16
•
Агрегирование данных
Избегайте ошибок при выполнении запросов с помощью агрегатных функций и GROUP BY
Узнайте, как избежать общих причин сбоев при использовании агрегатных функций и GROUP BY.
Lesson
17
•
Подзапросы
Введение в подзапросы и CTE
Подзапросы и CTE — это способы создания временных таблиц, которые затем могут быть обработаны в отдельном шаге вашего запроса.
Урок
18
•
Подзапросы
SQL WITH
Предложение SQL WITH — это CTE, позволяющее создать временную таблицу, которую затем можно обрабатывать на отдельном этапе запроса.
Урок
19
•
СОЕДИНЕНИЕ
Введение в СОЕДИНЕНИЕ
Знакомство с функцией СОЕДИНЕНИЕ. Узнайте, как увеличить ширину результирующей таблицы, добавив столбцы из других таблиц.
Узнайте, как увеличить ширину результирующей таблицы, добавив столбцы из других таблиц.
Урок
20
•
ОБЪЕДИНЕНИЕ
Поиск общих идентификаторов и выбор основной таблицы
Соединение таблиц в SQL требует наличия общего идентификатора между таблицами A и B. Узнайте, как его найти.
Урок
21
•
СОЕДИНЕНИЕ
Использование функции СОЕДИНЕНИЕ для объединения таблиц
Объединение таблиц — это способ получения данных из нескольких таблиц в вашем запросе SQL. Это удобно, если вы хотите запрашивать данные в отдельных таблицах.
Lesson
22
•
СОЕДИНЕНИЕ
Объединение CTE с JOIN
Сочетание CTE с JOIN позволяет вам иметь еще больший уровень данных для анализа, не перегружая запрос.
Урок
23
•
Заключение
Что дальше? Начните анализировать собственные бизнес-данные
Поздравляем! Вы прошли через наш учебник по SQL. Следующий шаг — начать анализировать собственные бизнес-данные.
Следующий шаг — начать анализировать собственные бизнес-данные.
Lesson
24
•
Советы и рекомендации
Порядок элементов в вашем запросе
Чтобы ваш запрос SQL возвращал какие-либо результаты, ваши функции должны следовать определенному порядку. Узнайте, что это за порядок в этом уроке.
Урок
25
•
Советы и рекомендации
ОГРАНИЧЕНИЕ объема данных с помощью SQL если ошибок нет).
Lesson
26
•
Советы и рекомендации
Передовой опыт форматирования
Узнайте о различных способах форматирования кода SQL, чтобы сделать его более читабельным и понятным.
Урок
27
•
Советы и рекомендации
Документирование кода
Документирование кода гарантирует, что вы и другие пользователи сможете вернуться и понять, что делает код и как он структурирован.
Определение и значение сварного шва — Merriam-Webster
1 из 2
ˈсваривать
непереходный глагол
: становиться или быть способным к сварке
переходный глагол
1
а
: для соединения (металлических частей) путем нагревания и обеспечения слияния металлов или путем ковки или сжатия с предварительным нагревом или без него
б
: для соединения (пластиков) аналогичным образом путем нагревания
с
: отремонтировать (что-либо) этим методом
г
: производить или создавать таким способом
2
: соединиться или воссоединиться близко или близко
архитектура, объединяющая прошлое и настоящее
свариваемый
ˈwel-də-bəl
имя прилагательное
сварка
2 из 2
1
: сварное соединение
2
: соединение сваркой : состояние или условия сварки
Предложения 9 Она научилась
сваривать . Мы сварил балки между собой.
Они были спаяны дружбой.
Его стиль живописи объединяет импрессионизм с сюрреализмом.
Мы сварил балки между собой.
Они были спаяны дружбой.
Его стиль живописи объединяет импрессионизм с сюрреализмом.Последние примеры в Интернете
В той мере, в какой это замедляет или сокращает радиус действия российских грузовиков, принуждение их к сварке на стальных пластинах выглядит незначительным тактическим успехом украинцев.
Эрик Теглер, Forbes , 15 июня 2022 г.
Управляя внутренними степенями свободы в производственной системе, подобной этой, манипулятор может более надежно сваривать правильную деталь, не выходя за рамки и не сплавляя другую секцию. Кортни Линдер, 9 лет0403 Популярная механика , 2 мая 2022 г.
Эти рекомендации, основанные на обзоре и анализе существующих исследований, проведенных ее группой и другими, могут показаться трудновыполнимыми, когда многие удаленные работники сидят друг за другом в Zoom, которые, по сути, приваривают их к стульям весь день.
Бетси Моррис, WSJ , 23 января 2022 г.
Утт и другие церковные чиновники представили два отдельных дизайна, которые временно приварить новый кованый прут, аналогичный внешнему виду, к нижней части существующего забора, а затем прикрепить эту более высокую конструкцию к каменной стене. The Salt Lake Tribune , 12 декабря 2021 г.
С различными насадками на руках Guardian XT может сваривать , шлифовать, шлифовать, резать, проверять и выполнять другие действия.
Кортни Линдер, 9 лет0403 Популярная механика , 2 мая 2022 г.
Эти рекомендации, основанные на обзоре и анализе существующих исследований, проведенных ее группой и другими, могут показаться трудновыполнимыми, когда многие удаленные работники сидят друг за другом в Zoom, которые, по сути, приваривают их к стульям весь день.
Бетси Моррис, WSJ , 23 января 2022 г.
Утт и другие церковные чиновники представили два отдельных дизайна, которые временно приварить новый кованый прут, аналогичный внешнему виду, к нижней части существующего забора, а затем прикрепить эту более высокую конструкцию к каменной стене. The Salt Lake Tribune , 12 декабря 2021 г.
С различными насадками на руках Guardian XT может сваривать , шлифовать, шлифовать, резать, проверять и выполнять другие действия. Джон Кутсер, Forbes , 25 сентября 2021 г.
Но нет ничего аккуратного в задачах, стоящих перед художниками, которые должны резать, гнуть, молотить и сваривают , преодолевая ряд изнурительных испытаний. al , 14 сентября 2021 г.
Рабочие будут сгибать, катать и сваривать стальные башни и фундаменты, известные как моносваи, которые будут транспортироваться на баржах к строящимся ветряным электростанциям. Washington Post , 8 августа 2021 г.
Прижмите первые три кольца к арке и друг к другу и приварить их на место.
Popular Mechanics Editors, Popular Mechanics , 13 февраля 2021 г.
Джон Кутсер, Forbes , 25 сентября 2021 г.
Но нет ничего аккуратного в задачах, стоящих перед художниками, которые должны резать, гнуть, молотить и сваривают , преодолевая ряд изнурительных испытаний. al , 14 сентября 2021 г.
Рабочие будут сгибать, катать и сваривать стальные башни и фундаменты, известные как моносваи, которые будут транспортироваться на баржах к строящимся ветряным электростанциям. Washington Post , 8 августа 2021 г.
Прижмите первые три кольца к арке и друг к другу и приварить их на место.
Popular Mechanics Editors, Popular Mechanics , 13 февраля 2021 г.
Наряду с обучением сварке , используя инструменты самостоятельно, учащиеся программы сварки и изготовления работают со сварочными роботами. Стив Садин, Chicago Tribune , 16 сентября 2022 г.
Каркас подушки сиденья водителя может иметь неправильную сварку в механизме регулировки наклона с электроприводом. Detroit Free Press , 3 июня 2022 г.
Хантер сказал, что разлив был вызван трещиной на приварить в линию.
Джулия Мусто, Fox News , 13 августа 2022 г.
Модуль имеет четыре стойки, которые зажимают шасси автомобиля защемлением сваркой линии между передними и задними колесами.
Эрик Теглер, Popular Mechanics , 23 июня 2022 г.
Каркас подушки сиденья водителя может иметь неправильную сварку в механизме регулировки наклона с электроприводом.
Национальное управление дорожного движения и безопасности, США СЕГОДНЯ , 2 июня 2022 г.
Стив Садин, Chicago Tribune , 16 сентября 2022 г.
Каркас подушки сиденья водителя может иметь неправильную сварку в механизме регулировки наклона с электроприводом. Detroit Free Press , 3 июня 2022 г.
Хантер сказал, что разлив был вызван трещиной на приварить в линию.
Джулия Мусто, Fox News , 13 августа 2022 г.
Модуль имеет четыре стойки, которые зажимают шасси автомобиля защемлением сваркой линии между передними и задними колесами.
Эрик Теглер, Popular Mechanics , 23 июня 2022 г.
Каркас подушки сиденья водителя может иметь неправильную сварку в механизме регулировки наклона с электроприводом.
Национальное управление дорожного движения и безопасности, США СЕГОДНЯ , 2 июня 2022 г. Сварной шов на стульях AmazonBasics School Classroom Stack может выйти из строя, что может привести к случайным падениям.
Крис Смит, BGR , 8 мая 2022 г.
Недостаточный сварной шов на коленной подушке безопасности переднего пассажира может привести к неправильному срабатыванию подушки безопасности. Detroit Free Press , 25 февраля 2022 г.
Для конкурса студенты должны были сделать два тройника, первый из которых ARC 9.0403 приварить однопроходным и вторым тройниковым соединением с однопроходным с одной стороны и трехпроходным с противоположной.
Дженис Нойманн, chicagotribune.com , 30 марта 2022 г.
Узнать больше
Сварной шов на стульях AmazonBasics School Classroom Stack может выйти из строя, что может привести к случайным падениям.
Крис Смит, BGR , 8 мая 2022 г.
Недостаточный сварной шов на коленной подушке безопасности переднего пассажира может привести к неправильному срабатыванию подушки безопасности. Detroit Free Press , 25 февраля 2022 г.
Для конкурса студенты должны были сделать два тройника, первый из которых ARC 9.0403 приварить однопроходным и вторым тройниковым соединением с однопроходным с одной стороны и трехпроходным с противоположной.
Дженис Нойманн, chicagotribune.com , 30 марта 2022 г.
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «сварка». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Этимология
Глагол
переделка устаревшего английского well to сварить, от среднеанглийского wellen варить, well, сварить — more at well
Первое известное употребление
Глагол
1599, в значении, определенном в непереходном смысле
95004 Существительное
1831, в значении, определенном в смысле 1
Путешественник во времени
Первое известное использование сварной шов был в 1599 г.
Посмотреть другие слова того же года приветственный коврик
сварка
свариваемость
Посмотреть другие записи поблизости
Процитировать эту запись0003
«Сварка». Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/weld. По состоянию на 3 октября 2022 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/weld. По состоянию на 3 октября 2022 г.
Copy Citation
Kids Definition
1 из 2
ˈсварка
1
: для соединения двух кусков металла или пластика путем нагревания и обеспечения слияния кромок
2
: быть способным соединяться путем нагревания и позволять краям сливаться
Некоторые металлы легко свариваются с .
3
: для тесного соединения Автор сваривает два рассказа в один.
сварщик существительное
сварка
2 из 2
: соединение, выполненное путем нагревания и слияния кромок Испаноговорящие
Britannica English: Перевод сварки для говорящих на арабском языке
Britannica. com: Энциклопедическая статья о сварке
com: Энциклопедическая статья о сварке
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
Магазин Weld.Com
Перейти к содержимомуСамое большое сообщество сварщиков уже здесь!
Загрузите эксклюзивное приложение WELD™ сегодня и станьте альфа-участником!
Скачать приложение
Кто мы…
Уже более десяти лет Weld.com является отраслевым каналом с обучающими видеороликами по сварке и производству. Weld.com LLC недавно превратилась в платформу сообщества, где участники могут обращаться за советом и информацией, общаться с отраслевыми экспертами и развивать свою профессиональную сеть и образование!
Мы не только предоставляем образовательные видеоролики от высококвалифицированных инструкторов и специалистов отрасли, но также даем советы по инструментам, товарам и аксессуарам, которые помогут сварщикам и студентам улучшить свою профессию и сделать их работу более эффективной.
Мы гордимся тем, что поддерживаем отраслевые некоммерческие организации, университеты и технические школы, такие как Университет Кэмпбеллсвилля, AWS, Xcel Strategies, Women Who Weld и многие другие. Не позволяйте географическому положению мешать вашим возможностям! Присоединяйтесь к глобальному сообществу сварщиков, загрузив программу WELD™, доступную с сегодняшнего дня в магазинах Apple и Google!
Одежда
Магазин Все
Аксессуары
Бестселлеры
ПОДКАСТ WELD™
Это подкаст Weld.com, в котором мы рассказываем обо всех талантах, которые может предложить наше сообщество. Являясь глобальным центром ресурсов для сообщества сварщиков, мы выделяем не только сварщиков, но и скульпторов, художников, машинистов, инструкторов, CWI, инженеров и многих других.
Являясь глобальным центром ресурсов для сообщества сварщиков, мы выделяем не только сварщиков, но и скульпторов, художников, машинистов, инструкторов, CWI, инженеров и многих других.
Ознакомьтесь с нашими скидками для участников через наших партнеров по брендам и ссылками на наши подкасты и социальные каналы.
Слушай!
Шляпа дальнобойщика унисекс WELD™
Кепка дальнобойщика унисекс WELD™
- Обычная цена
- 29,99 долларов США
- Цена продажи
- 29,99 долларов США
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
Толстовка унисекс на молнии AOP
Толстовка унисекс на молнии AOP
- Обычная цена
- от $82,99
- Цена продажи
- от $82,99
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
Детское боди с длинными рукавами
Боди с длинными рукавами для младенцев
- Обычная цена
- от $17,99
- Цена продажи
- от $17,99
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
СВАРКА БЕЗ ФЛЮСА™️
СВАРКА БЕЗ ФЛЮСА™️
- Обычная цена
- от $22,99
- Цена продажи
- от $22,99
- Обычная цена
-
- Цена за единицу товара
- /за
Продажа Продано
Посмотреть все
СКАЧАТЬ ПРИЛОЖЕНИЕ СЕЙЧАС!
WELD™ дает вам доступ к крупнейшему глобальному сообществу сварщиков!
Стремясь предоставить ресурсы и образование в области сварки, Weld. com создал сильное сообщество увлеченных сварщиков, преподавателей и консультантов, которые приносят эти инструменты прямо в ваш карман с помощью приложения WELD™! С помощью этого мобильного приложения Weld.com может соединять и обслуживать несколько стран, предоставляя ресурсы по сварке от А до Я, обучающие видеоролики, серии практических рекомендаций, возможности трудоустройства и отраслевые связи.
com создал сильное сообщество увлеченных сварщиков, преподавателей и консультантов, которые приносят эти инструменты прямо в ваш карман с помощью приложения WELD™! С помощью этого мобильного приложения Weld.com может соединять и обслуживать несколько стран, предоставляя ресурсы по сварке от А до Я, обучающие видеоролики, серии практических рекомендаций, возможности трудоустройства и отраслевые связи.
Как и в случае с любой другой технологией, первоначальный выпуск готов для отзывов участников Weld.com! Weld.com стремится к постоянному совершенствованию и росту, размещая множество дополнительных ресурсов и инструментов в WELD™ по мере того, как мы продолжаем развиваться.
Скачать
Пресс-релиз
Уже более десяти лет Weld.com является ведущим отраслевым каналом для размещения обучающих видеороликов по сварке и производству. Weld.com LLC недавно превратилась в платформу сообщества, где участники могут обращаться за советом и информацией, общаться с отраслевыми экспертами и развивать свою профессиональную сеть и образование!
Пресс-релиз
Lincoln Electric NEW POWER MIG® 215 MPi™ (многопроцессорный инвертор)
Lincoln POWER MIG® 215 MPi™ — один из новейших членов семейства Lincoln. Модель 215 MPi™ с возможностью подключения к розетке 120 В и 230 В готова к работе в…
- Читать далее
Какую горелку TIG вы используете?
Новые горелки Lincoln Electric Calibre™ для сварки TIG обеспечивают долгий срок службы и повышенную универсальность для превосходной сварки TIG. Предлагаем…
- Читать далее
Пресс-релиз
WELD™ дает вам доступ к крупнейшему глобальному сообществу сварщиков! СКАЧАТЬ СЕЙЧАС: https://linktr.ee/welddotcom Флорида, 28 июня 2022 г. В комми…
- Читать далее
Посмотреть все
“Weld.com предлагает ценную информацию о методах сварки в сочетании с практическим объяснением того, почему это делается именно так. Будь то правильная техника качественного сварного шва или научное объяснение того, почему стрингеры бусины имеют улучшенные металлургические свойства по сравнению с плетеными бусами, этот сайт расширит ваши знания и опыт. Я часто использую этот сайт в качестве вспомогательного средства при обучении сварщиков в моей компании».
Benjamin Arn Warren Fabricating & Machining Corp Директор по сварке и сертификации, CWI
“Weld.
Крис Кинг Кэмпбеллсвильский университет Директор по обучению специалистовcom, безусловно, лучший образовательный сайт по сварке, который я когда-либо видел. Некоторые из других больше ориентированы на “Посмотрите, что я могу сделать”. Weld.com больше ориентирован на “Вот как вы это делаете”. I Я работаю в сварочной отрасли 31 год и последние 16 лет обучаюсь сварке, я также являюсь CWI / CWE. Информация, которую сварщики всех уровней могут получить из своих видео и платформ социальных сетей, является первоклассной информацией».
«Comeaux Caps выбрала партнерство с Weld.com для продвижения лучшей в отрасли сварочной шапочки «A Comeaux Cap». Weld.com может охватить ценную аудиторию от любителей выходного дня до профессионалов. У них есть огромный выбор видео и знающие инструкторы, которые представляют наши бейсболки.
Крышки ComeauxЭти видео дали нам то, что мы искали. Weld.com постоянно исследует текущие тенденции рынка, чтобы обеспечить максимальную эффективность своего контента. Weld.com всегда готов работать с нашей командой и нашими маркетинговыми потребностями — с ними действительно было приятно работать!»
«IPG Photonics выбрала партнерство с Weld.com для продвижения новых портативных систем лазерной сварки и очистки LightWELD из-за качества их контента, охвата их цифровой аудитории и их эффективности в привлечении внимания. Создавая наше первое совместное видео, команда Weld.com поделилась прекрасными идеями о том, что найдет отклик у аудитории, занимающейся сваркой. Наш первый совместный проект превзошел все наши ожидания, быстро набрав десятки тысяч просмотров, стимулируя продажи и, в конечном итоге, продажи».
ИПГ Фотоникс0338
Просто хотел сказать спасибо за качественный контент. Я посмотрел ваши видео на YouTube, чтобы решить, какой сварочный аппарат выбрать, я выбрал esab 205 emp ac/dc. Я работаю механиком по тяжелому оборудованию в шахте, и мне нужно улучшить свои навыки сварки. Ваши видео – кладезь знаний для таких парней, как я.
Сэм Вагнер, механик по тяжелому оборудованию и член WELD™
Используйте стрелки влево/вправо для перемещения по слайд-шоу или проведите пальцем влево/вправо при использовании мобильного устройства
Weld Racing Wheels & More на Summit Racing
В конце 19В 60-х годах гонщик по бездорожью счел большинство колес на рынке неудовлетворительными, поэтому он сделал свои собственные! Сегодня вы все еще можете найти эти колеса Weld американского производства. ..
..
В конце 1960-х один гонщик по бездорожью нашел большинство колес на рынке неудовлетворительными и сделал свое собственное! Сегодня вы все еще найдете эти колеса Weld Racing американского производства, когда будете проверять круг победителей в своем любимом автоспорте. Используя только алюминиевые заготовки, колеса Weld выкованы под давлением 8 миллионов фунтов, что придает им плотную внутреннюю структуру и высокое соотношение прочности к весу, что является ключом к успеху на полосе, треке или тропе. Затем они обрабатываются на передовом оборудовании с ЧПУ, благодаря чему колеса Weld получаются максимально точными. И если вы хотите самый горячий стиль, вдохновленный соревнованиями…
В конце 1960-х один гонщик по бездорожью обнаружил, что большинство колес на рынке неудовлетворительны, поэтому он сделал свое собственное! Сегодня вы все еще найдете эти колеса Weld Racing американского производства, когда будете проверять круг победителей в своем любимом автоспорте. Используя только алюминиевые заготовки, колеса Weld выкованы под давлением 8 миллионов фунтов, что придает им плотную внутреннюю структуру и высокое соотношение прочности к весу, что является ключом к успеху на полосе, треке или тропе. Затем они обрабатываются на передовом оборудовании с ЧПУ, благодаря чему колеса Weld получаются максимально точными. И если вы хотите самый горячий стиль, вдохновленный соревнованиями, для улицы наряду со всеми этими характеристиками, у Weld есть десятки дизайнов на выбор.
Затем они обрабатываются на передовом оборудовании с ЧПУ, благодаря чему колеса Weld получаются максимально точными. И если вы хотите самый горячий стиль, вдохновленный соревнованиями, для улицы наряду со всеми этими характеристиками, у Weld есть десятки дизайнов на выбор.
Результаты 1–25 2000 г. +
25 записей на странице Сортировка по умолчанию
$890.00
Предполагаемая дата отправки в США: 21 ноября 2022 г. Расчетная дата международной отправки: 22 ноября 2022 г.
$890,00
Предполагаемая дата отправки в США: 17 октября 2022 г. Расчетная дата международной отправки: 17 октября 2022 г.
$890.00
Предполагаемая дата отправки в США: 17 октября 2022 г. Расчетная дата международной отправки: Сегодня
 0″>
$344,00
0″>
$344,00
Предполагаемая дата отправки в США: 25 октября 2022 г. Расчетная дата международной отправки: Сегодня
20 долларов США
Предполагаемая дата отправки в США: 31 октября 2022 г. Расчетная дата международной отправки: Сегодня
 0″>
$731,00
0″>
$731,00
Предполагаемая дата отправки в США: 17 октября 2022 г. Расчетная дата международной отправки: Сегодня
$344,00
Предполагаемая дата отправки в США: Вторник, 04.10.2022 Расчетная дата международной отправки: Сегодня
 0″>
$17.00
0″>
$17.00
Предполагаемая дата отправки в США: 31 октября 2022 г. Расчетная дата международной отправки: Сегодня
$890.00
Предполагаемая дата отправки в США: 17 октября 2022 г. Расчетная дата международной отправки: Сегодня
 0″>
$16.00
0″>
$16.00
Предполагаемая дата отправки в США: 10 октября 2022 г. Расчетная дата международной отправки: Сегодня
400,00 долларов США
Предполагаемая дата отправки в США: 28 ноября 2022 г. Расчетная дата международной отправки: Сегодня
 0″>
$337,00
0″>
$337,00
Предполагаемая дата отправки в США: 18 октября 2022 г. Расчетная дата международной отправки: Сегодня
$848,00
Предполагаемая дата отправки в США: Вторник, 04.10.2022 Расчетная дата международной отправки: 9 ноября 2022 г.
$344,00
Предполагаемая дата отправки в США: 25 октября 2022 г. Расчетная дата международной отправки: Сегодня
400,00 долларов США
Предполагаемая дата отправки в США: 17 октября 2022 г. Расчетная дата международной отправки: Сегодня
 0″>
$358.00
0″>
$358.00
Предполагаемая дата отправки в США: 19 октября 2022 г. Расчетная дата международной отправки: 20 октября 2022 г. если заказать сегодня
$890.00
Предполагаемая дата отправки в США: 31 октября 2022 г. Расчетная дата международной отправки: 31 октября 2022 г.
$338,00
Предполагаемая дата отправки в США: 17 октября 2022 г. Расчетная дата международной отправки: Сегодня
$338,00
Предполагаемая дата отправки в США: Вторник, 04.10.2022 Расчетная дата международной отправки: Сегодня
 0″>
$338,00
0″>
$338,00
Предполагаемая дата отправки в США: Вторник, 04.10.2022 Расчетная дата международной отправки: Сегодня
$16,99
Предполагаемая дата отправки в США: 31 октября 2022 г. Расчетная дата международной отправки: 19 октября 2022 г.
$848,00
Предполагаемая дата отправки в США: 31 октября 2022 г. Расчетная дата международной отправки: 31 октября 2022 г.
400,00 долларов США
Предполагаемая дата отправки в США: 17 октября 2022 г. Расчетная дата международной отправки: Сегодня
 0″>
400,00 долларов США
0″>
400,00 долларов США
Предполагаемая дата отправки в США: 17 октября 2022 г. Расчетная дата международной отправки: 17 октября 2022 г.
$344,00
Предполагаемая дата отправки в США: 25 октября 2022 г. Расчетная дата международной отправки: Сегодня
Уильям Ф.
 Велд | Глобальная политика | Бывший губернатор штата Массачусетс
Велд | Глобальная политика | Бывший губернатор штата МассачусетсВзяв отпуск у Минца, чтобы сосредоточиться на своей президентской кампании, бывший губернатор штата Массачусетс Билл Уэлд вернулся в фирму. Он возвращается к своей роли члена и директора дочерней компании по связям с государственными органами, ML Strategies.
Билл специализируется на общении с государственными органами на всех уровнях, других вопросах высшего руководства, включая конкуренцию, а также на расследованиях и судебных разбирательствах в отношении белых воротничков. Кроме того, Билл участвует в группе практики ESG фирмы, которая использует его опыт консультирования советов директоров государственных и частных корпораций по социальным, экологическим и управленческим вопросам.
Билл сделал выдающуюся карьеру в правительстве и бизнесе. В 2016 году он получил четыре с половиной миллиона голосов как кандидат в вице-президенты от Либертарианской партии. В течение 1990-х годов он два срока занимал пост губернатора Массачусетса, был избран в 1990 году и переизбран в 1994 году, и ему приписывают улучшение делового климата в Массачусетсе за счет снижения налогов и государственного регулирования бизнеса.
Он был национальным сопредседателем Совета по приватизации и возглавлял деловые и торговые миссии во многих странах Азии, Европы, Латинской Америки и Африки.
До своего избрания на пост губернатора г-н Уэлд в течение семи лет был федеральным прокурором, занимая должности помощника генерального прокурора США, возглавлявшего отдел по уголовным делам Министерства юстиции в Вашингтоне, округ Колумбия, и прокурора США в штате Массачусетс во время правления Рейгана. администрация. Он также был коммерческим судебным исполнителем в Бостоне и Вашингтоне.
Г-н Уэлд является активным членом Совета по международным отношениям, в течение пяти лет был членом Совета памяти жертв Холокоста в США и ассоциированным членом Совета InterAction, избранной группы бывших глав государств со всего мира. мира, который созывается для рассмотрения и обсуждения глобальных проблем.
точек обзора
Что показывают общественные комментарии к предлагаемым правилам SEC, связанным с климатом, и какое влияние они могут оказать на предлагаемые правила
20 июля 2022 г.
 |
Блог
| По
Джейкоб Хупарт,
Меган Гейтс,
Уильям Ф. Велд,
Дуг Баумштейн,
Дженнифер Рубин,
Кортни О. Тейлор,
Люк Хаубеншток
|
Блог
| По
Джейкоб Хупарт,
Меган Гейтс,
Уильям Ф. Велд,
Дуг Баумштейн,
Дженнифер Рубин,
Кортни О. Тейлор,
Люк ХаубенштокВ этой статье представлен краткий обзор комментариев общественности, представленных в SEC относительно предложенных Комиссией правил, связанных с климатом, а также анализ и обобщение ключевых моментов, изложенных в комментариях.
Подробнее
SEC предлагает правила для решения проблемы «зеленой стирки» инвестиционными фондами
13 июня 2022 г. | Блог | По Джейкоб Хупарт, Меган Гейтс, Дуг Баумштейн, Пит Майклс, Кортни О. Тейлор, Уильям Ф. Велд, Томас Р.
 Бертон, III,
Сахир Сурмели
Бертон, III,
Сахир СурмелиВ этой статье адвокаты Минца исследуют недавно изданные SEC предложенные правила по «зеленому промыванию» и то, как эти правила повлияют на инвестиционных консультантов и инвестиционные компании, если они будут реализованы.
Подробнее
Запись вебинара: более пристальный взгляд на предлагаемые SEC раскрытия информации, связанные с климатом, и последствия для публичных компаний
6 апреля 2022 г. | Вебинар | По Меган Гейтс, Джейкоб Хупарт, Уильям Ф. Велд
На этом веб-семинаре бывший губернатор штата Массачусетс Билл Уэлд, а также члены Меган Гейтс и Джейкоб Хупарт изучают ключевые выводы из предложенного SEC правила раскрытия информации, связанной с климатом.
Подробнее
Краткое изложение предлагаемых SEC правил, связанных с климатом
30 марта 2022 г.
 |
Консультативный
| По
Джейкоб Хупарт,
Меган Гейтс,
Уильям Ф. Велд,
Дуг Баумштейн,
Дженнифер Рубин,
Кортни О. Тейлор
|
Консультативный
| По
Джейкоб Хупарт,
Меган Гейтс,
Уильям Ф. Велд,
Дуг Баумштейн,
Дженнифер Рубин,
Кортни О. ТейлорПодробнее
Уведомление FinCEN запускает процесс регулирования, требующий от подпадающих под действие страховых компаний местных и иностранных компаний сообщать о бенефициарном владении правительству США
5 апреля 2021 г. | Блог | По Стив Ганис, Уильям Ф. Велд, Тейлор Шеперд
Сегодня Сеть по борьбе с финансовыми преступлениями Министерства финансов США («FinCEN») опубликовала в Федеральном реестре уведомление с формулировкой и запросом комментариев по ключевым вопросам о том, как она будет применять новый закон, требующий от национальных и иностранных юридических лиц сообщать о своих бенефициарных правах правительству США.
Подробнее
Республиканцы Палаты представителей изменили курс на целевые ассигнования, расходы, направляемые Конгрессом, вернулись
18 марта 2021 г. | Блог | По Фрэнк С. Гуинта, Энтони ДеМайо
С тех пор как демократы вернули себе контроль над Палатой представителей в 2018 году, на тему «расходов, направляемых Конгрессом» было пролито много чернил. Этот механизм финансирования, более известный как целевое финансирование, позволяет членам Конгресса направлять деньги непосредственно на проекты, определенные в их округах, в основном минуя федеральную бюрократию и ее длительный процесс подачи заявок на гранты. Более десяти лет Конгресс запрещал практику включения средств, направляемых Конгрессом, в законопроекты о расходах. Теперь демократы, контролирующие обе палаты и Белый дом, готовы вернуть целевые метки. 17 марта республиканцы в Палате представителей проголосовали за отмену десятилетнего запрета Конференции Республиканской партии на расходы, направляемые Конгрессом, что открыло членам обеих партий возможность подавать запросы в отношении предстоящих расходов и счетов за инфраструктуру.
17 марта республиканцы в Палате представителей проголосовали за отмену десятилетнего запрета Конференции Республиканской партии на расходы, направляемые Конгрессом, что открыло членам обеих партий возможность подавать запросы в отношении предстоящих расходов и счетов за инфраструктуру.
Подробнее
Подробнее
Новости и пресса
Билл Уэлд возвращается в Mintz, ML Strategies после президентской гонки
13 апреля 2020 г.
Сварка называет сюжетную линию голосования «спойлером» фальшивкой
16 ноября 2016 г.
Билл Уэлд, директор ML Strategies и член Mintz Boston, был упомянут в этой статье Boston Herald в ответ на утверждения о том, что голоса за билеты Либертарианской партии могли значительно повлиять на результаты выборов 2016 года.
Губернатор Уильям Ф.
 Велд выступит с программной речью на праздновании 25-летия Совета по охране окружающей среды Новой Англии
Велд выступит с программной речью на праздновании 25-летия Совета по охране окружающей среды Новой Англии17 июня 2015 г.
Минц проводит семинар «40 лет спустя: наследие Уотергейта»
16 октября 2014 г.
Минц добавляет ведущего юриста в области энергетики и бывшего сотрудника администрации по сварке в практику по энергетическим технологиям и проектному финансированию
14 октября 2014 г.
Читать меньше
Мероприятия и выступления
Оратор
Апрель
5
2022
Более пристальный взгляд на предлагаемые SEC раскрытия информации, связанные с климатом, и последствия для публичных компаний
Виртуальный
участник дискуссии
ноябрь
5
2020
Решение 2020: разбивка после выборов
Вебинар по стратегиям машинного обучения
Просмотр записи обсуждения
участник дискуссии
Ноябрь
15
2016
Послевыборное мероприятие ML Strategies
Бостон, Массачусетс
Оратор
9 июня0003
18
2015
Празднование 25-летия EBC и 22-я ежегодная премия EBEE
Деловой экологический совет Новой Англии, Inc.

Mariott Newton, Newtam, MA
Читать меньше
WELD Синонимы: 15 синонимов и антонимов для WELD
См. определение сварки на Dictionary.com
- глагол связывать, соединять
synonyms for weld
- fuse
- solder
- bond
- braze
- cement
- combine
- fix
- join
- link
- unite
See also synonyms for: welded / сварка
антонимы к слову сварить
НАИБОЛЕЕ ПОДХОДЯЩИЕ
- разъединить
- разделить
- разделить
- разъединить
- unfix
Тезаурус Roget’s 21st Century, третье издание Copyright © 2013, Philip Lief Group.
ПОПРОБУЙТЕ ИСПОЛЬЗОВАТЬ сварку
Посмотрите, как выглядит ваше предложение с разными синонимами.
Символы: 0/140
ВИКТОРИНА
Будьте смелее и примите участие в викторине «Слово дня»!
НАЧНИТЕ ВИКТОРИНУКак использовать слово «сварка» в предложении
Итак, использование логических выводов как способа понять, как выглядит хороший сварной шов посредством обучения, а затем посредством логических выводов очень, очень быстро определить эту проблему.
СТРОИМ БУДУЩЕЕ С ПОМОЩЬЮ ПРОГРАММНЫХ СЕТЕЙ 5GMIT TECHNOLOGY REVIEW INSIGHTSD15 ДЕКАБРЯ 2021 г.MIT TECHNOLOGY REVIEW
Weld — это совершенно другое слово, чем вайда, но большинство словарей путают их.
РАБОТЫ ЧОСЕРА, ТОМ 1 (ИЗ 7) — РОМАНТ О РОЗЕ; MINOR POEMSGEOFFREY CHAUCER
У меня на фабрике был крупный шотландец, который никак не мог научиться сваривать.
RIDERS OF THE SILENCESJOHN FREDERICK
Я обиделся; ибо моим инстинктом было спаять людей и держать их такими спаянными.
ЛАЗАРРЕМАРИ ХАРТВЕЛЛ КЭЗЕРВУД
И Уэлд подбежал ко мне, и, хотя я был хорошим парнем, легко перекинул меня к себе на плечо.
РИЧАРД КАРВЕЛ, ПОЛНЫЙ УИНСТОН ЧЕРЧИЛЛЬ
«Я такой же стойкий патриот, как и вы, Велд», — крикнул я в ответ и покраснел от последовавших за этим аплодисментов.
РИЧАРД КАРВЕЛ, ПОЛНЫЙ УИНСТОН ЧЕРЧИЛЛЬ
Но Велд по-прежнему молчал, и с обеих сторон не доносилось ни звука, пока не заговорил старый Роббинс.
РИЧАРД КАРВЕЛ, ПОЛНЫЙ УИНСТОН ЧЕРЧИЛЛЬ
Было уже совсем темно, когда я закончил, и, постоянно обдумывая свой план, я снова пытался сварить его самое слабое звено.
THE MASTER OF APPLEBYFRANCIS LYNDE
Как только один конец сварного шва будет готов, охладите его в пламени до образования копоти, а затем погрузите в асбест.
НА ЛАБОРАТОРИИ ARTSRICHARD THRELFALL
Затем приварите то же самое, как кусок железа, очень быстро забивая его легкими ударами.
ТАЙНЫ МУДРЕЕВ, ХИМИКОВ И ВЕЛИКИХ ВРАЧЕЙУИЛЬЯМА К. ДЭВИДА
WORDS RELATED TO WELD
- compile
- connect
- construct
- contrive
- erect
- fabricate
- fashion
- fit
- form
- join
- make
- manufacture
- model
- пресс-форма
- сборка
- производство
- сборка
- форма
- соединение
- сварка
- amalgamate
- cement
- coalesce
- combine
- commingle
- commix
- compound
- fuse
- integrate
- interblend
- intermix
- meld
- merge
- mingle
- synthesize
- unite
- weld
- связка
- смесь
- связка
- связка
- связка
- связка
- fasten
- fuse
- glue
- gum
- join
- merge
- mortar
- paste
- plaster
- seal
- solder
- stick together
- unite
- weld
- binding
- смешивание
- склеивание
- соединение
- комбинирование
- соединение
- крепление
- сплавление
- склеивание
- gumming
- joining
- merging
- mortaring
- pasting
- plastering
- sealing
- soldering
- sticking together
- uniting
- welding
- adhere
- affix
- anchor
- attach
- лента
- стержень
- рейка
- ремень
- переплет
- болт
- перевязочный материал
- скоба
- button
- catch
- cement
- chain
- cleave
- close
- cohere
- connect
- couple
- embed
- establish
- fix
- freeze to
- girth
- glue
- grip
- сцепка
- сцепка на
- крепление
- крючок
- крючок
- имплантат
- вставка
- зажим
- knot
- lace
- leash
- link
- lock
- lodge
- make firm
- moor
- mortise
- nail
- rivet
- rope
- screw
- seal
- set
- settle
- припой
- крепление
- палочка
- усиление
- шнур
- прихватка
- бирка
- стяжка
- затяжка
- truss
- unite
- wedge
- weld
- adheres
- affixes
- anchors
- attaches
- bands
- bars
- battens
- belts
- binds
- bolts
- bonds
- braces
- пуговицы
- защелки
- цементы
- цепочки
- скобы
- застежки
- связи
- соединения
- couples
- embeds
- establishes
- fixes
- freezes to
- girths
- glues
- grips
- hitches
- hitches on
- holds
- hooks
- hooks up
- implants
- infixes
- замки
- узлы
- шнурки
- поводки
- звенья
- замки
- домики
- фирма
- moors
- mortises
- nails
- rivets
- ropes
- screws
- seals
- sets
- settles
- solders
- stays put
- sticks
- strengthens
- strings
- tack on
- tags
- связи
- затяжки
- фермы
- соединения
- клинья
- сварные швы
Тезаурус Roget’s 21st Century, третье издание Copyright © 2013 by Philip Lief Group.