Сварные швы длинные: Способы выполнения швов различной длины
alexxlab | 29.04.2023 | 0 | Разное
Обратноступенчатый способ сварки и его преимущества
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Виды швов
- Преимущества метода
- Выполнение обратноступенчатого метода
- Обратный провод
- Интересное видео
Обратноступенчатым называется особенный вид сварки. При его применении весь шов разделяют на участки, а затем каждый из них заваривают поочередно в направлении, противоположном увеличению его длины. Окончание конкретной ступени совпадает с началом предыдущей. Обратноступенчатый способ сварки предполагает предварительное разделение всей протяженности свариваемого шва на одинаковые участки. Их размер зависит от размера шва.
Виды швов
Сварные швы в зависимости от длины делятся на короткие, средние и большие. Максимальная длина первых – 300 мм. Средние находятся в диапазоне от этой величины до 1000 мм. А длинные, соответственно, обладают протяженностью свыше 1000 мм. Принадлежность к каждому из видов определяет способ сваривания.
Максимальная длина первых – 300 мм. Средние находятся в диапазоне от этой величины до 1000 мм. А длинные, соответственно, обладают протяженностью свыше 1000 мм. Принадлежность к каждому из видов определяет способ сваривания.
Короткие сваривают в одном и том же направлении, перемещая электрод беспрерывно. Средние делят на некоторое количество одинаковых ступеней. Затем сварку производят одним из двух способов: от середины к краям или в одном направлении.
Длину ступени выбирают таким образом, чтобы при ее сварке расходовались 2-4 электрода. Обратноступенчатый способ сварки длинных швов осуществляется от середины шва к его краям. Вторым вариантом является сварка вразброс.
Преимущества метода
Важно понимать, для каких целей используется схема обратноступенчатой сварки. Обратноступенчатая сварка является эффективным методом сведения к минимуму деформаций и напряжений, возникающих при работе. Кроме того, такой способ помогает избегать коробления свариваемых деталей.
Напряжение внутри детали появляется вследствие неодинакового нагревания и понижения температуры различных ее частей, когда происходит их сжатие и расширение. Уменьшение размеров сварочной ванны как следствие ее усадки может привести к деформациям частей металлических изделий, граничащих со швом. Это происходит потому, что при остывании она сужается, что приводит к растягиванию ближайших слоев металла и появлению в них перекосов.
При грамотном выполнении работы напряжения внутри хотя и присутствуют, но сильных деформаций свариваемых изделий не вызывают. Данный способ уменьшает внутренние напряжения. При наложении соседних маленьких участков шва деформации в них имеют противоположные направления.
Выполнение обратноступенчатого метода
Метод предполагает применение электродов, имеющих большой диаметр. Разновидностями обратноступенчатой сварки являются движение от середины шва к краям и вразброс.
При работе необходимо соблюдать существующие правила электробезопасности.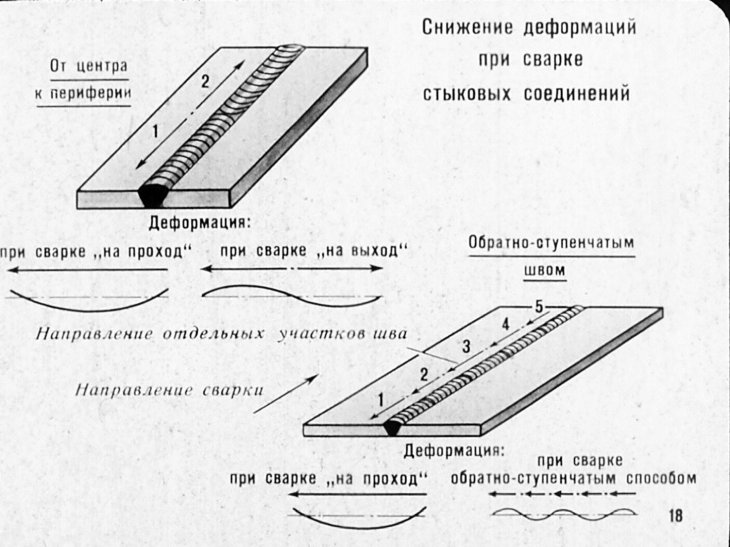 Все виды электросварочного оборудования должны иметь паспорт с отметкой о последней дате поверки и инструкцию по эксплуатации.
Все виды электросварочного оборудования должны иметь паспорт с отметкой о последней дате поверки и инструкцию по эксплуатации.
Обратный провод
Необходимо разбираться в такой тонкости, как обратный провод, и что допустимо применять в его качестве при сварке. Обратный провод при сварочных работах – это провод, обеспечивающий соединение с источниками тока. В качестве него используются:
- провода – жесткие и гибкие;
- шины в виде полосок минимального сечения 40х4 мм из стали или алюминия;
- сварочные плиты.
Обратный провод обязан иметь такую же изоляцию, как и прямой. Элементы, которые используются для него, должны быть надежно соединены между собой.
Интересное видео
Рубрика статьи
Назад
Вперёд
Способы выполнения швов по длине и сечению
Полуавтоматы для дуговой сварки и их основные узлы
Для начинающего сварщика очень важно овладеть навыком зажигания дуги. Зажигание дуги выполняется кратковременным прикосновением конца электрода к изделию или чирканьем концом электрода о поверхность металла (рис. 64). «Ведут» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Основные, наиболее широко применяемые способы перемещения конца электрода при РДС приведены на рис. 65. Существуют различные способы выполнения швов по длине и сечению. Выбор способа выполнения швов определяется длиной шва и толщиной свариваемого металла. Условно считают швы длиной до 250 мм короткими, длиной 250—1 000 мм – средними, а более 1 000 мм – длинными (рис. 66).
Зажигание дуги выполняется кратковременным прикосновением конца электрода к изделию или чирканьем концом электрода о поверхность металла (рис. 64). «Ведут» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Основные, наиболее широко применяемые способы перемещения конца электрода при РДС приведены на рис. 65. Существуют различные способы выполнения швов по длине и сечению. Выбор способа выполнения швов определяется длиной шва и толщиной свариваемого металла. Условно считают швы длиной до 250 мм короткими, длиной 250—1 000 мм – средними, а более 1 000 мм – длинными (рис. 66).
а) б)
Рис. 64. Способы зажигания дуги плавящимся покрытым
электродом: а – прикосновение электрода в точке; б – чирканье концом электрода о поверхность металла
Рис. 65. Основные способы перемещения конца электрода при РДС: а, б, в, г – при обычных швах; д, е, ж – при швах с усиленным прогревом кромок |
Рис.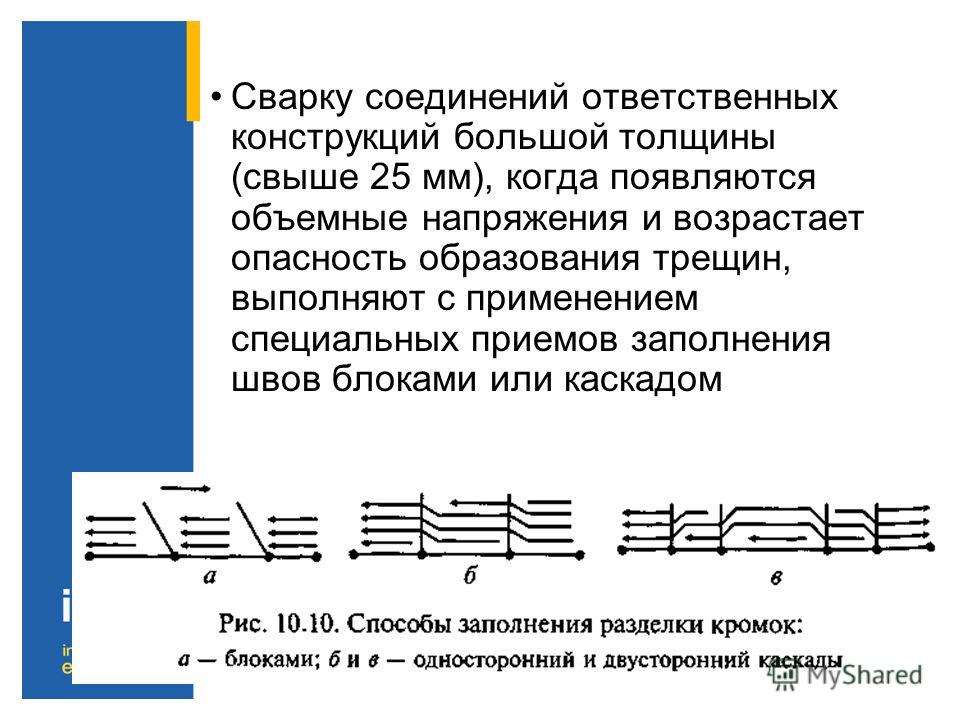 66. Способы выполнения шва: а – сварка швов «на проход»; б – сварка швов средней длины; в – сварка швов обратноступенчатым способом; г, д – сварка длинных швов
66. Способы выполнения шва: а – сварка швов «на проход»; б – сварка швов средней длины; в – сварка швов обратноступенчатым способом; г, д – сварка длинных швов
Короткие швы по длине обычно сваривают «на проход» (рис. 66,
Рис. 67. Многослойные швы: а – сварной многослойный шов, выполненный за один проход; б – многослойный шов, выполненный за несколько проходов; I—IV – количество слоев сварных швов; 1—7 – количество проходов. |
Рис. 68. Схема заполнения разделки кромок при РДС металла большой толщины: а – каскадный метод; б – метод заполнения разделки «горкой» При каскадном методе заполнения шва весь шов разбивается на короткие участки в 200 мм, и сварка каждого участка производится таким методом. По окончании сварки первого слоя первого участка, не останавливаясь, продолжают выполнение первого слоя на соседнем участке. При этом каждый последующий слой накладывается на неуспевший остыть металл предыдущего слоя. |

а). Швы средней длины сваривают от середины к краям (рис. 66, б) либо обратноступенчатым способом (рис. 66, в). Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом (рис. 66, г), а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом (рис. 66, д). Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных напряжений и деформаций. Предыдущий шов остывает до температуры 200—300 °С. При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными. При сварке стыковых или угловых швов большого сечения шов выполняется несколькими слоями (рис.
первых слоях, так как первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации. Схемы заполнения разделки кромок каскадным методом и «горкой» приведены на рис. 68, а, б.
ознакомиться с технической документацией. Процесс изготовления любой конструкции представлен в технологических картах.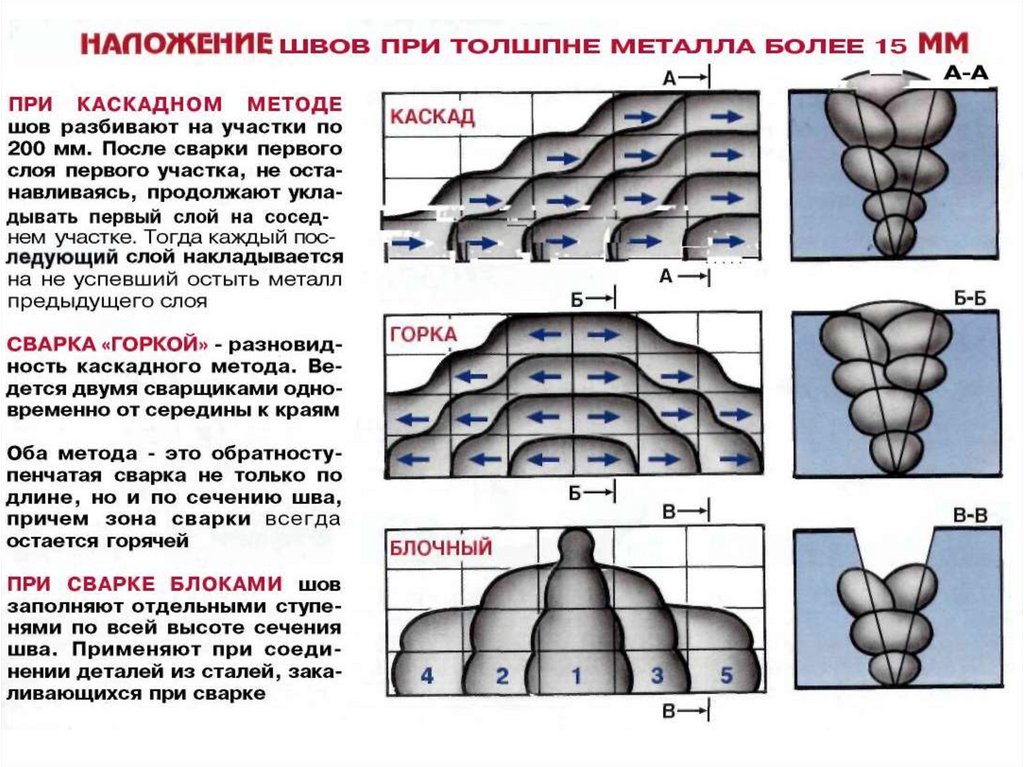 Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 иЭ46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42АиЭ46А, например: УОНИ- 13/45, СМ-11, Э-138/45Н и др.
Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 иЭ46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42АиЭ46А, например: УОНИ- 13/45, СМ-11, Э-138/45Н и др.
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ
Методы контроля качества сварных соединений могут быть разделены на две основные группы: методы контроля без разрушения образцов или изделий – неразрушающий контроль; методы контроля с разрушением образцов или производственных стыков …
Наиболее распространенные виды дефектов в сварных швах
Надежность эксплуатации сварных соединений зависит от их соответствия нормативно-технической документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и свойства сварных соединений. Сварные соединения, выполненные …
Сварные соединения, выполненные …
Противопожарные мероприятия
Для предупреждения пожаров необходимо соблюдать следующие противопожарные мероприятия. Постоянно следить за наличием и исправным состоянием противопожарных средств (огнетушителей, ящиков с сухим песком, лопат, пожарных рукавов, асбестовых покрывал и т. д.). …
Услуги по сварке продольных швов – Сварка продольных швов (GTAW)
Что такое сварка продольных швов?
Продольная дуговая сварка вольфрамовым электродом в среде защитного газа (продольный шов GTAW) представляет собой полуавтоматический процесс, при котором сварные швы с полным проплавлением в деталях из листового металла выполняются методом дуговой газовой вольфрамовой сварки (GTAW). Этот процесс позволяет легко соединить две плоские пластины материала вместе, чтобы сформировать цилиндр. Сварку продольным швом можно использовать на гладких пластинах, листах, трубах и участках резервуаров для изготовления цилиндрических заготовок.
Дуговая сварка вольфрамовым электродом в среде защитного газа использует неплавящийся вольфрамовый сварочный стержень и интенсивно нагревает основной металл для создания сварного шва. Металлы в соединении могут быть расплавлены непосредственно вместе, чтобы создать автогенный сварной шов. Комбинация тепла, вольфрамовой дуги и защитных газов также может быть применена к длинному списку присадочных материалов, включая экзотические и необычные сплавы.
Металлы в соединении могут быть расплавлены непосредственно вместе, чтобы создать автогенный сварной шов. Комбинация тепла, вольфрамовой дуги и защитных газов также может быть применена к длинному списку присадочных материалов, включая экзотические и необычные сплавы.
- Диапазон толщины от 0,010” до 0,188”
- Диаметры от 2 до 48 дюймов и плоский лист
- Длина до 60 дюймов
- Возможна шлифовка после сварки
- Чистые сварные швы и обработка, без искр и брызг
- Высокоточные, чистые и точные сварные швы без шлака
- Подходит для большинства распространенных металлов
- Герметичные, точные одношовные и параллельные сварные швы для конусов, коробок и плоских листов
- Высокая скорость сварки с высочайшей точностью
- Быстрое выполнение крупномасштабных проектов с низкой прочностью на растяжение и усталостной прочностью
Кроме того, Superior Joining Technologies предлагает сертифицированные услуги по инспекции сварных швов, соответствующие требованиям AWS (Американского общества сварщиков) и процессам неразрушающего контроля (НК).
| Обслуживаемые отрасли Сварка продольных швов ценится в самых разных отраслях промышленности.
| Приложения Применение в этих отраслях требует воздухонепроницаемых, прочных швов сварного шва.
|
В компании SJTI сварка продольным швом используется для широкого спектра материалов, включая углеродистую сталь, нержавеющую сталь, тонкую сталь, тонкий алюминий, углеродистую сталь, нержавеющую сталь, инконель и монель.
Листопрокатный станок
Листопрокатный станок — это дополнительная услуга, которую мы предлагаем в сочетании с нашими услугами по продольной паровой сварке GTAW и сварке с кольцевым швом для изготовления нестандартных сосудов под давлением, которые используются в аэрокосмической отрасли. Мы можем обрабатывать материалы толщиной от 0,010 дюйма и шириной 60 дюймов для диаметров от 2,00 до 48 дюймов.
Дополнительные услуги
SJTI предлагает услуги по сварке продольных швов в сочетании с нашими хорошо зарекомендовавшими себя услугами поддержки, такими как сертифицированный контроль сварных швов (CWI) в соответствии с AWS, а также неразрушающий контроль. (NDT) обрабатывает полностью NADCAP, аккредитованный PRI, включая пенетрантные испытания (PT) и магнитные испытания (MT). Позвольте нам предоставить услуги сварки продольных швов для ваших рулонных, плоских листов и полосовых материалов или позвольте нам сформировать их для вас здесь. Мы готовы обслуживать вас с высоким уровнем качества и быстрой реакцией.
Мы готовы обслуживать вас с высоким уровнем качества и быстрой реакцией.
Компания Superior Joining Technologies, Inc. имеет сертификаты и опыт, необходимые для сварки продольных швов. Наш процесс сварки продольных швов одобрен Boeing, GE, Unison, Collins Aerospace и Safran. Мы гордимся тем, что являемся компанией, которой владеют женщины.
Вред чрезмерной высоты сварного шва сварной трубы
С бурным развитием производства высококачественной непрерывной прокатки полос и совершенствованием технологии сварки и контроля качество сварных швов продолжает улучшаться, и их становится все больше. типы сварные трубы , которые заменяют бесшовные стальные трубы во все большем количестве областей. В процессе производства сварных труб армирование сварного шва является относительно важной деталью. Чрезмерное усиление сварных швов сварных труб сопряжено со многими опасностями, а именно:
Коррозионные трещины под напряжением легко образуются на кромке сварного шва. Концентрация напряжений в стыковых соединениях в основном обусловлена усилением сварного шва. Для сварки стыковых соединений напряжение в кромке сварного шва относительно велико. Коэффициент концентрации напряжений зависит от армирования шва h, угла шва, включающего угол θ и радиус угла r, увеличения армирования шва h, увеличения угла θ и уменьшения значения r, что приведет к увеличению фактор концентрации напряжения.
Концентрация напряжений в стыковых соединениях в основном обусловлена усилением сварного шва. Для сварки стыковых соединений напряжение в кромке сварного шва относительно велико. Коэффициент концентрации напряжений зависит от армирования шва h, угла шва, включающего угол θ и радиус угла r, увеличения армирования шва h, увеличения угла θ и уменьшения значения r, что приведет к увеличению фактор концентрации напряжения.
Чем выше избыточная высота сварного шва, тем серьезнее будет концентрация напряжений и прочность сварного соединения. После сварки лишняя высота будет сплющена. Пока избыточная высота не ниже основного материала, концентрация напряжения может быть уменьшена, а иногда может быть повышена прочность сварного соединения.
Дополнительная высота наружного сварного шва велика, что влияет на форму трубы после гидравлического расширения. Когда продольная труба, сваренная дуговой сваркой под флюсом, расширяется под давлением воды, стальная труба покрывается внешней формой с такой же внутренней полостью и размером расширения стальной трубы.
