Сварочная ацетиленовая горелка: Ацетиленовые горелки – купить по выгодной цене в магазинах «Всё для сварки»
alexxlab | 06.02.2023 | 0 | Разное
Газокислородная (оксиацетиленовая) сварка – Руководство по газовой сварке
Особенности процесса
Ацетиленокислородная сварка, обычно называемая газовой сваркой, представляет собой процесс, основанный на сгорании кислорода и ацетилена. При смешивании в правильных пропорциях в ручной горелке или паяльной трубке образуется относительно горячее пламя с температурой около 3200 градусов по Цельсию. Химическое действие кислородно-ацетиленового пламени можно регулировать, изменяя соотношение объема кислорода и ацетилена.
Используются три различных режима пламени: нейтральный, окислительный и науглероживающий.
Нейтральное пламя
Окислительное пламя
Науглероживающее пламя
Сварка обычно выполняется с использованием нейтрального пламени с равным количеством кислорода и ацетилена. Окислительное пламя получают только за счет увеличения расхода кислорода, а науглероживающее пламя получают за счет увеличения потока ацетилена по отношению к потоку кислорода. Поскольку сталь плавится при температуре выше 1500°С, используется смесь кислорода и ацетилена, так как это единственная комбинация газов с достаточным количеством тепла для сварки стали. Однако другие газы, такие как пропан, водород и угольный газ, могут использоваться для соединения цветных металлов с более низкой температурой плавления, а также для пайки твердым припоем и серебряным припоем.
Поскольку сталь плавится при температуре выше 1500°С, используется смесь кислорода и ацетилена, так как это единственная комбинация газов с достаточным количеством тепла для сварки стали. Однако другие газы, такие как пропан, водород и угольный газ, могут использоваться для соединения цветных металлов с более низкой температурой плавления, а также для пайки твердым припоем и серебряным припоем.
Оборудование
Оксиацетиленовое оборудование является портативным и простым в использовании. Он состоит из газов кислорода и ацетилена, хранящихся под давлением в стальных баллонах. Цилиндры снабжены регуляторами и гибкими шлангами, ведущими к паяльной трубке. Между шлангами и регуляторами баллона установлены специально разработанные предохранительные устройства, такие как пламегасители. Пламегаситель предотвращает попадание пламени, возникающего в результате «обратного воспламенения», в цилиндры; Основными причинами воспламенения являются отсутствие продувки шлангов и перегрев сопла паяльной трубки.
При сварке оператор должен носить защитную одежду и затемненные цветные очки. Поскольку пламя менее интенсивное, чем дуга, и излучается очень мало УФ-излучения, тонированные очки общего назначения обеспечивают достаточную защиту.
Рабочие характеристики
Воздействие пламени кислородно-ацетиленовой смеси на поверхность свариваемого материала можно регулировать для получения мягкой, резкой или бурной реакции путем изменения потоков газа. Конечно, существуют практические ограничения в отношении типа пламени, которое можно использовать для сварки. Резкое сильное пламя вызовет сдувание расплавленной сварочной ванны, в то время как слишком мягкое пламя не будет стабильным вблизи точки приложения. Таким образом, паяльная трубка предназначена для использования с медными соплами типа «лебединая шея» различных размеров, что позволяет использовать правильную интенсивность пламени. Зависимость между толщиной материала, размером сопла горелки и скоростью сварки показана на диаграмме. При сварке плавлением при необходимости может производиться добавка присадочного металла в виде стержня. Основные методы, используемые при кислородно-ацетиленовой сварке, – это левосторонняя, правосторонняя и всепозиционная правосторонняя сварка. Первый используется почти исключительно и идеально подходит для сварки стыковых, угловых и нахлесточных соединений листов толщиной примерно до 5 мм. Правосторонний способ находит применение на листах толщиной более 5 мм для сварки в плоском и горизонтально-вертикальном положении. Всепозиционный правосторонний метод является модификацией правостороннего метода и идеально подходит для сварки стальных листов и, в частности, трубопроводов, где необходимо выполнять позиционную сварку (вертикальную и потолочную). Методы правостороннего и всепозиционного правонаправленного сваривания позволяют сварщику получить равномерный проплавляющий валик с дополнительным контролем над расплавленной сварочной ванной и металлом сварного шва. Кроме того, сварщик имеет хороший обзор сварочной ванны и может работать в условиях полной свободы передвижения.
При сварке плавлением при необходимости может производиться добавка присадочного металла в виде стержня. Основные методы, используемые при кислородно-ацетиленовой сварке, – это левосторонняя, правосторонняя и всепозиционная правосторонняя сварка. Первый используется почти исключительно и идеально подходит для сварки стыковых, угловых и нахлесточных соединений листов толщиной примерно до 5 мм. Правосторонний способ находит применение на листах толщиной более 5 мм для сварки в плоском и горизонтально-вертикальном положении. Всепозиционный правосторонний метод является модификацией правостороннего метода и идеально подходит для сварки стальных листов и, в частности, трубопроводов, где необходимо выполнять позиционную сварку (вертикальную и потолочную). Методы правостороннего и всепозиционного правонаправленного сваривания позволяют сварщику получить равномерный проплавляющий валик с дополнительным контролем над расплавленной сварочной ванной и металлом сварного шва. Кроме того, сварщик имеет хороший обзор сварочной ванны и может работать в условиях полной свободы передвижения. Эти методы очень высококвалифицированны и используются реже, чем традиционная левая техника.
Эти методы очень высококвалифицированны и используются реже, чем традиционная левая техника.
Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Как выполнять кислородно-ацетиленовую сварку – подробное руководство
Вы, должно быть, заметили, насколько нормальная работа сегодня зависит от твердых металлических конструкций, от стали, используемой в автомобилях и самолетах, до балок в мостах и зданиях. Эти могучие металлические конструкции тяжелые и прочные. Однако задумывались ли вы когда-нибудь, как металлы соединяются вместе, образуя такие чудесные структуры?
Хотя винты могут скреплять металлические детали, этого недостаточно для больших конструкций. Чтобы выдержать весь вес, который они должны, и оставаться прочными и крепкими, необходимо сплавить разные металлы, чтобы объединить сильные стороны обоих материалов. Здесь в дело вступает сварка. Сварка соединяет различные металлы, нагревая их в месте соединения до тех пор, пока они не расплавятся и не сплавятся вместе. Существует множество типов сварки, из которых кислородно-ацетиленовая сварка является одним из самых известных сварочных процессов.
Существует множество типов сварки, из которых кислородно-ацетиленовая сварка является одним из самых известных сварочных процессов.
Что такое окси-ацетилен?
Окси-ацетилен представляет собой летучую смесь чистого газообразного кислорода и газообразного ацетилена. Два газа не объединены химически, а представляют собой смесь, которая готовится только для определенной цели – перегрева.
Смесь может быть взрывоопасной, в зависимости от процентного содержания кислорода. Однако, если пропорции подобраны и модулированы должным образом, сгорание этих двух газов может производить тепло и свет.
Что такое кислородно-ацетиленовая сварка?
Кислородно-ацетиленовая или кислородно-ацетиленовая сварка — это вид сварки, основанный на сжигании газов кислорода и ацетилена, поэтому его часто называют газовой сваркой. Это один из самых универсальных видов сварки. Кислородно-ацетиленовая сварка требует определенного набора навыков и тщательной практики, в сочетании с которой ее можно использовать для сварки практически любого металла!
Когда кислород и ацетилен смешиваются в правильных пропорциях в паяльной трубке или ручной горелке, они могут образовывать очень горячее пламя с температурой до 3200 градусов. Этой температуры достаточно для плавления всех типов коммерческих металлов. При изменении соотношения двух используемых газов регулируется действие пламени.
Этой температуры достаточно для плавления всех типов коммерческих металлов. При изменении соотношения двух используемых газов регулируется действие пламени.
Кислородно-ацетиленовая сварка работает по простой схеме, то есть соединяют вместе два куска металла так, чтобы их края соприкасались. Затем нагрейте эти соприкасающиеся края пламенем, пока они не расплавятся и не расплавятся.
Оборудование для кислородно-ацетиленовой сварки
Оборудование для кислородно-ацетиленовой сварки состоит из баллонов с кислородом и ацетиленом, регуляторов давления, шлангов, пламегасителей, сварочных горелок и экономайзеров. Когда у вас будет четкое представление об оборудовании, вы будете точно знать, как работает кислородно-ацетиленовая сварка.
Газовые баллоны
Основными компонентами оборудования для кислородно-ацетиленовой сварки являются отдельные газовые баллоны для кислорода и ацетилена. Газовые баллоны должны быть идеально загерметизированы, без каких-либо утечек. Если вокруг шпинделя есть утечка, она будет обнаружена по шипящему звуку или запаху. Гайку сальника вокруг вентиля баллона следует затягивать по часовой стрелке с помощью гаечного ключа, чтобы исключить утечку газа и снизить риск несчастных случаев.
Если вокруг шпинделя есть утечка, она будет обнаружена по шипящему звуку или запаху. Гайку сальника вокруг вентиля баллона следует затягивать по часовой стрелке с помощью гаечного ключа, чтобы исключить утечку газа и снизить риск несчастных случаев.
Цвет баллона с кислородом черный с правой резьбой, а цвет баллона с ацетиленом темно-бордовый с левой резьбой.
Регуляторы давления
Регуляторы давления можно считать прецизионными приборами. Регулятор давления регулирует давление и поток газов. Он никогда не должен подвергаться ударам или внезапным скачкам давления в результате быстрого открытия клапана газового баллона. Именно по этой причине вы всегда должны плавно и медленно открывать клапан газового баллона с помощью шпиндельного ключа. Параллельно следует проверить наличие затылка на регуляторе давления. Если есть какие-либо повреждения на нем, газ начнет просачиваться. В случае повреждения регуляторы давления следует немедленно заменить. Кроме того, регулятор давления следует использовать только с тем газом, для которого он предназначен.
Шланги
Шланги должны быть хорошо подогнаны и прикреплены к цилиндру с помощью постоянных хомутов. Они не должны подвергаться воздействию тепла, масла, смазки, искр, шлака, дорожного движения или острых кромок металла. В шлангах не должно быть утечек, так как это трубы, по которым газ подается к горелке. Каждый шланг имеет обратный клапан, который обеспечивает автоматическую защиту за счет включения обратного клапана.
Пламегасители
Существуют специально разработанные устройства, называемые пламегасителями, которые устанавливаются между регуляторами и шлангами в качестве меры безопасности. Что делают эти разрядники обратного воспламенения, так это то, что они предотвращают попадание пламени, возникшего в результате обратного воспламенения, в газовые баллоны.
Сварочные горелки
После регулировки и контроля давления газов они подаются к сварочной горелке через соответствующие шланги. Каждый газ контролируется клапаном на горелке. Это сварочная горелка или резак, где два газа, кислород и ацетилен, наконец, смешиваются. Они воспламеняются и сгорают на сопле факела.
Они воспламеняются и сгорают на сопле факела.
Экономайзер
Это устройство, которое экономит ацетилен и кислород, когда сварочная горелка или резак не используются. Когда сварочная горелка находится в состоянии покоя, пламя автоматически гаснет. Чтобы снова зажечь горелку, все, что вам нужно сделать, это снять сварочную горелку со стержня рычага и провести ею над запальником. Факел будет повторно зажжен мгновенно.
Процедура розжига
Газовая сварка представляет значительный риск несчастных случаев. Поэтому нужно быть предельно осторожным, начиная сварочный процесс.
Начните с постепенного открытия клапанов баллонов с кислородом и ацетиленом с помощью баллонных ключей. Внезапное открытие клапанов может не только повредить регуляторы, но и привести к аварии. Шпиндели клапана баллона должны открываться только на один оборот. Затем откройте регулирующий клапан для топливного газа на нагнетательной трубке и регулируйте регулятор, пока не будет достигнуто правильное рабочее давление. Это гарантирует, что весь воздух, присутствующий в шлангах, будет удален до начала процесса сварки.
Это гарантирует, что весь воздух, присутствующий в шлангах, будет удален до начала процесса сварки.
Газ следует поджигать только с помощью подходящей зажигалки, держа ее под прямым углом к соплу. Вы никогда не должны использовать жидкие воспламенители, так как они могут быть чрезвычайно опасны.
Подача газообразного ацетилена в нагнетательную трубку должна быть отрегулирована до момента, когда пламя перестанет дымить. Как только пламя перестанет дымить, медленно увеличивайте подачу кислорода с помощью регулирующего клапана. Окончательное пламя должно иметь четко очерченный внутренний конус белого цвета с как можно меньшим количеством следов ацетиленовой дымки. Это когда вы будете знать, что ваша паяльная трубка правильно отрегулирована и готова к использованию для кислородно-ацетиленовой сварки.
Типы пламени при кислородно-ацетиленовой сварке
Как упоминалось выше, пламя должно выглядеть определенным образом, прежде чем вы сможете приступить к кислородно-ацетиленовой сварке.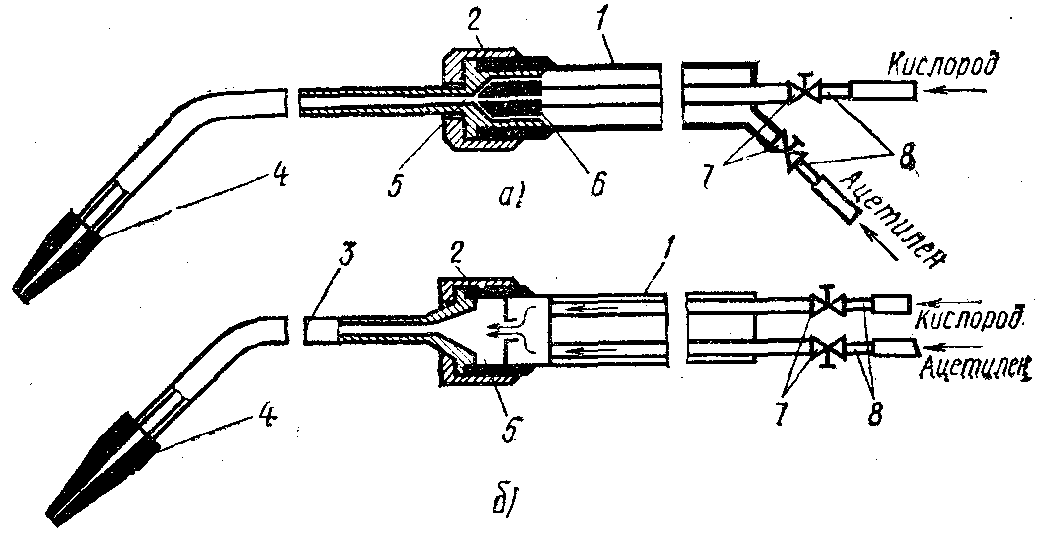 Различные типы пламени используются для сварки различных типов металлов.
Различные типы пламени используются для сварки различных типов металлов.
Пламя науглероживания
Пламя науглероживания содержит избыток газообразного ацетилена. Этот тип пламени подходит для приложений, где требуется низкотемпературное пламя. Применяется для сварки никеля, монеля, высокоуглеродистой стали и ряда цветных металлов. Это пламя не используется для сварки обычной стали.
Нейтральное пламя
Нейтральное пламя содержит кислород и ацетилен в равных пропорциях. Этот тип пламени используется в большинстве сварочных работ, так как химическое воздействие этого пламени на нагретый металл наименьшее.
Окислительное пламя
Как видно из названия, окислительное пламя имеет высокое содержание кислорода (соотношение кислорода и ацетилена составляет 1,5:1). Этот тип пламени используется при сварке меди и медных сплавов, таких как бронза и латунь. Его нельзя использовать для сварки стали, так как он окисляет ее.
Техника сварки
После того, как вы зажгли паяльную трубку и добились нейтрального пламени, все готово для начала кислородно-ацетиленовой сварки. Существуют различные типы методов, которые вы можете практиковать, которые перечислены ниже:
Существуют различные типы методов, которые вы можете практиковать, которые перечислены ниже:
Левая техника
Левая техника кислородно-ацетиленовой сварки используется для сварки стальных листов толщиной до 5 мм. Его также можно использовать для сварки цветных металлов.
В этой технике паяльную трубку держат в правой руке, образуя сварной шов справа налево. Наполнительный стержень удерживается на месте таким образом, что он находится перед соплом. Для этой техники необходимо, чтобы пламя было в нейтральном состоянии. Пламя должно быть достаточно близко к стальному основному металлу, но не должно касаться его.
Сопло слегка перемещают из стороны в сторону или круговыми движениями, чтобы обеспечить равномерный нагрев и добиться равномерного плавления. Перед тем, как приступить к технике, направленной влево, подожгите нейтральным пламенем край стыка, пока не сформируется расплавленная сварочная ванна. В процессе сварки просто погрузите присадочный стержень в эту расплавленную ванну.
Присадочный стержень следует плавить не прямым пламенем, а только погружением в сварочную ванну. Вы должны убедиться, что вы не держите присадочный стержень постоянно погруженным в ванну, так как это будет мешать тщательному нагреву и удерживать тепло от пламени до нижних частей сварного шва, и это может привести к несовершенному сварному шву. слияние.
Правонаправленный метод
Для металлических пластин толщиной более 4 мм рекомендуется правосторонний метод.
При правосторонней технике паяльную трубку держат левой рукой, а сварной шов движется слева направо. Присадочному стержню предшествует пламя в направлении движения. Присадочный стержень движется вперед круговыми движениями, при этом нагнетательная трубка равномерно движется вдоль сварного шва. Правая техника быстрее по сравнению с левой техникой. Он также потребляет меньше газа и присадочной проволоки; следовательно, это рентабельно. V-угол меньше, и искажений меньше.
Сварка вправо во всех положениях
Сварка вправо во всех положениях является модификацией техники правостороннего шва. Это подходящий метод для труб и пластин из мягкой стали в вертикальном и потолочном положении. Эта техника имеет множество преимуществ. Это позволяет сварщику получить равномерный наплав и очень равномерный валик провара. Сварщику также предоставляется полная свобода передвижения и хороший обзор зоны сплавления и сварочной ванны.
Это подходящий метод для труб и пластин из мягкой стали в вертикальном и потолочном положении. Эта техника имеет множество преимуществ. Это позволяет сварщику получить равномерный наплав и очень равномерный валик провара. Сварщику также предоставляется полная свобода передвижения и хороший обзор зоны сплавления и сварочной ванны.
Вертикальная сварка
Этот тип кислородно-ацетиленовой сварки может использоваться на стальных листах без фаски толщиной 3 мм, когда с каждой стороны работают два сварщика. Сварка начинается снизу пластины и продолжается вверх по вертикали.
Сварка бронзы
Сварка бронзы, как следует из названия, используется, когда необходимо выполнить соединения меди или отремонтировать чугун. В нем используются стержни из бронзового сплава. Наиболее часто используемые стержни включают флюсовую бронзу, стержень из кремнийорганической бронзы с флюсовым покрытием, стержень из марганцевой бронзы и стержень из простой никелевой бронзы с подходящим флюсом. В этой технике важно, чтобы кромки свариваемого металла не оплавлялись, а нагревались до покраснения. Соединение, образующееся в результате этого вида кислородно-ацетиленовой сварки, абсолютно чистое и имеет отличные механические свойства.
В этой технике важно, чтобы кромки свариваемого металла не оплавлялись, а нагревались до покраснения. Соединение, образующееся в результате этого вида кислородно-ацетиленовой сварки, абсолютно чистое и имеет отличные механические свойства.
Наплавка стержней с твердой наплавкой
Стержни, содержащие карбид вольфрама, наплавляются с помощью этого метода. Он включает в себя нанесение слоя твердого налета на поверхность чугуна или стали. Этот слой твердого покрытия устойчив к износу. Этот метод широко применяется для создания износостойких поверхностей красок, бурильных сверл, пробойников, ножей, отмычек, уплотнений клапанов, землеройных и дробильных машин.
Для нанесения износостойкого стержня на поверхность металла используют пламя с избытком ацетиленового газа (науглероживающее пламя). Основной металл в этом случае предварительно нагревают до того момента, пока он не начнет потеть. В этот момент стержень оплавляется на эту потливую поверхность небольшими отложениями. Таким образом, вся поверхность постепенно застраивается.
Таким образом, вся поверхность постепенно застраивается.
Опасности кислородно-ацетиленовой сварки
Любое руководство по кислородно-ацетиленовой сварке будет неполным без упоминания опасностей кислородно-ацетиленовой сварки. We have listed down the most common hazards of this type of welding below:
- Fire explosions
- Careless use of welding or cutting torch
- Gas leaks
- Flashback
- Burns
- Asphyxiation
Safety Precautions
Gas сварка является одним из самых опасных видов сварки. В течение всего процесса сварки необходимо соблюдать следующие меры предосторожности.
- Убедитесь, что вы всегда носите защитную одежду (огнестойкий комбинезон) и защитные очки
- Клапан газового баллона с ацетиленом должен иметь шпиндельный ключ
- Газовые баллоны должны храниться в вертикальном положении
- Проверить для утечек мыльным раствором, а не открытым пламенем
- Не выполняйте временный ремонт сварочного оборудования
- Всегда предотвращайте контакт кислородного оборудования с маслом или смазкой
- Тщательно очистите закрытые сосуды перед их сваркой
- Если вы работаете в закрытом сосуде, убедитесь, что вы не одни и что баллон с газом всегда находится снаружи
- Противопожарное оборудование должно находиться на земле
- Должна быть обеспечена достаточная вентиляция
- Немедленно перекройте подачу газа, если вы обнаружите утечку в шланге
Связанные вопросы
Как сваривать кислород-ацетилен?
Кислородно-ацетиленовая сварка включает соединение двух металлов с помощью пламени, образующегося при сгорании кислорода и ацетилена.