Сварочная дуга: Что такое сварочная дуга | Строение сварочной дуги
alexxlab | 08.05.2023 | 0 | Разное
Сварочная дуга как источник нагрева
Похожие презентации:
Свойства сварочной дуги
Ручная дуговая сварка. Условия горения сварочной дуги
Электрическая дуга и ее применение при сварке
Лекция 5. Сварка металлов. Общие сведения. Физическая сущность сварочной дуги. Тепловое действие сварочной дуги
Подбор сварочных режимов
Выбор режимов при ручной дуговой сварке
Сварка металлов. Общие сведения. Физическая сущность сварочной дуги. Тепловое действие сварочной дуги
Сварка металлов. Классификация
Основы технологии электродуговой сварки
Сварка металлов. Общие сведения. Физическая сущность сварочной дуги. Тепловое действие сварочной дуги
1. Сварочная дуга как источник нагрева
• Сварочная дуга является мощнымконцентрированным источником теплоты.
Электрическая энергия, потребляемая дугой,
в основном превращается в тепловую
энергию и происходит в анодном и катодном
активных пятнах и дуговом промежутке.
 При
Принагреве детали наибольшей интенсивности
тепловой поток дуги достигает в центральной
зоне активного пятна. По мере удаления от
центра пятна интенсивность теплового потока
убывает. Распределение теплоты вдоль
дугового промежутка происходит в
соответствии с падением напряжения в его
областях.
• Полная тепловая мощность дуги Q
(Дж/с) зависит от силы сварочного
тока Iсв (А) и напряжения дуги Uд
(В): Q = Iсв Uд.
• Однако не вся теплота дуги
затрачивается на расплавление
металла, т.е. на собственно сварку.
Значительная часть ее расходуется
на теплоотдачу в окружающую
среду, расплавление электродного
покрытия или флюса,
разбрызгивание и т.п.
4. Плавление металла электрода и его перенос в дуге при сварке
• Нагрев и плавление электрода осуществляются засчет энергии, выделяемой в активном пятне,
расположенном на его торце, и теплоты,
выделяющейся по закону Ленца – Джоуля, при
протекании сварочного тока по вылету электрода.

Вылетом называют свободный участок электрода от
места контакта с токопроводом до его торца. В
начальный момент ручной дуговой сварки вылет
электрода составляет 400 мм и изменяется по мере
плавления электрода, при автоматической сварке он
равен 12 – 60 мм.
• Расплавляясь в процессе сварки, жидкий металл с торца
электрода переходит в сварочную ванну в виде капель
разного размера. За 1 с может переноситься от 1 – 2 до 150
капель и более в зависимости от их размера. Независимо
от основного положения сварки капли жидкого металла
всегда перемещаются вдоль оси электрода по направлению
к сварочной ванне. Это объясняется действием на каплю
разных сил в дуге. В первую очередь к ним относятся
гравитационная сила, электромагнитная сила,
возникающая при прохождении по электроду сварочного
тока, сила поверхностного натяжения, давление
образующихся внутри капли газов, которые отрывают ее от
электрода и дробят на более мелкие капли.

• Гравитационная сила проявляется в стремлении капли
перемещаться по вертикали сверху вниз.
• Сила поверхностного натяжения обеспечивает капле
сферическую форму. Электромагнитные силы играют
важнейшую роль в отрыве и направленном переносе
капель к сварочной ванне при сварке швов в любом
пространственном положении. Электрический ток,
проходя по электроду, создает вокруг него магнитное
поле, оказывающее сжимающее действие. Сжатие
расплавленной части электрода приводит к
образованию шейки у места перехода к твердому
металлу. По мере уменьшения ее сечения и
возрастания плотности тока жидкий металл
формируется и отделяется в виде сферической капли.
При этом капля за счет действия электромагнитной силы
приобретает направленность движения к сварочной ванне. Сила
внутреннего давления газов также участвует в переносе капли.
Расплавленный металл на электроде сильно перегрет.
Образующиеся в нем газы способствуют отрыву его от торца
электрода и могут раздробить на более мелкие капли.

При дуговой сварке плавящимся электродом различают три типа
переноса электродного металла: крупнокапельный,
мелкокапельный, или струйный, и перенос с образованием
коротких замыканий дуги.
Характер переноса капель с электрода в сварочную ванну зависит
от силы сварочного тока и напряжения дуги.
Установлено, что с увеличением силы тока размер капель
уменьшается, а число их, образующихся в единицу времени,
возрастает. С увеличением напряжения дуги, наоборот, размер
капель увеличивается, а число их уменьшается.
9. Параметры режима дуговой сварки и их влияние на форму и размеры сварочной ванны
• К основным параметрам дуговой сварки относятсясила сварочного тока Iсв, напряжение дуги Uд,
скорость сварки Vсв. Помимо того, условия сварки
зависят от ряда дополнительных факторов: диаметра
электрода, рода и полярности тока, положения
электрода по отношению к ванне и др.
• Сила сварочного тока в наибольшей степени
определяет тепловую мощность дуги.
• При постоянном диаметре электрода с увеличением
силы тока возрастает концентрация тепловой энергии
в пятне нагрева, повышается температура газовой
среды столба дуги, стабилизируется положение
активных пятен на электродах. С увеличением силы
тока дуги возрастают длина и ширина сварочной
ванны, глубина проплавления. С увеличением
напряжения дуги также возрастает тепловая
мощность и размеры ванны. Наиболее интенсивно
увеличиваются ширина и длина ванны. При
постоянной силе тока повышение напряжения дуги
незначительно сказывается на глубине проплавления.
• Изменение скорости сварки при постоянной
тепловой мощности дуги заметно сказывается на
размерах сварочной ванны и шва. С повышением
скорости уменьшаются глубина проплавления и
ширина ванны, а длина несколько увеличивается.
14. Напряжения и деформации при сварке
26. Усадка металла
English Русский Правила
Все, что вы хотели знать о сварочной дуге
Уже более полувека сварка является одним из важнейших ремесел для человека. Благодаря сварочному аппарату строятся космические корабли, функционируют заводы, и для многих умельцев сварка превратилась в хобби. Но даже самый технологичный сварочный аппарат не принесет желаемого результата без стабильной сварочной электрической дуги и ее качественных характеристик.
Благодаря сварочному аппарату строятся космические корабли, функционируют заводы, и для многих умельцев сварка превратилась в хобби. Но даже самый технологичный сварочный аппарат не принесет желаемого результата без стабильной сварочной электрической дуги и ее качественных характеристик.
Электрическая сварочная дуга позволяет надежно сварить даже самые сложные конструкции из металла. Чтобы получить качественные сварные швы нужно учесть все ее характеристики, знать особенности и строение дуги. Дополнительно важно учитывать температуру и напряжение дуги при ручной дуговой сварке. Из этой статьи вы узнаете, что такое сварочная дуга и сущность протекающих в ней процессов, научитесь применять полученные знания на практике.
Содержание
Сварочная дуга: определение
Итак, что такое сварочная дуга и каковы ее характеристики? Электроды, находящиеся под напряжением в смеси газов и паров, формируют мощный разряд. Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Суть и строение дуги
Суть сварочной дуги крайне проста. Давайте разделим процесс на несколько пунктов:
- Сначала электрический ток проходит через катодную и анодную область и проникает в газовую среду. Формируется электрический разряд с сильным свечением.
- Образуется дуга. Температура сварочной дуги может доходить до 10 тысяч градусов по Цельсию, а этого достаточно, чтобы расплавить практически любой материал.
- Затем ток с дуги переходит на свариваемый металл. Вот и все ее характеристики.
Свечение и температура разряда настолько сильны, что могут нанести ожоги и лишить сварщика зрения.
Поэтому мастера используют сварочные маски, защитные перчатки и костюм. Ни в коем случае не занимайтесь сваркой без надлежащей защиты.
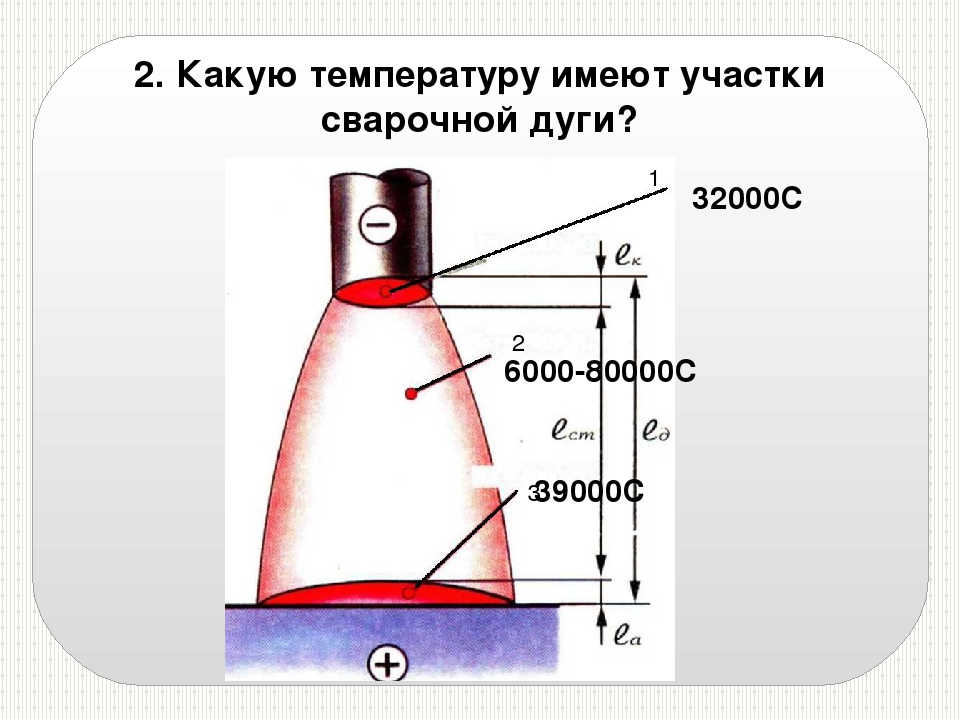
Строение сварочной дуги представлено на картинке ниже.
В области катода и анода во время горения дуги образуются пятна, где температура достигает своего предела. Именно через анодные и катодные области проходит электрический ток, при этом в этих областях напряжение значительно падает, а на столбе напряжения сварочной дуги сохраняется, поскольку столб располагается между анодом и катодом. Многие новички спрашивают, как измерить длину дуги. Достаточно посмотреть на катодную и анодную область, а также на сварочный столб. Их совокупность и называется длинной сварочной дуги. Средняя длина составляет 5 миллиметров. В этом случае температура получаемой тепловой энергии оптимальна и позволяет выполнить большинство сварочных работ. Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Виды сварочной дуги
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Дополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.
Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
При каких условиях горит дуга
Особенности дуги
Сварочная дуга и ее характеристики обладают рядом особенностей, которые нужно учитывать в своей работе:
- Как мы неоднократно говорили, у дуги очень высокая температура. Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр).
 По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.
По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов. - Электрическое поле неравномерно распределяется между электродами, если их используется две штуки. При этом в сварочном столбе напряжение практически не меняется, а вот в катодной области это напряжение заметно снижается, что может привести к ухудшению качества шва.
- В сварочном столбе, в свою очередь, наблюдается самый высокий показатель температуры, чего нельзя сказать о других частях дуги. Учтите, что если вам необходимо увеличить длину дуги, то вы скорее всего потеряете часть этой температуры. Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
Еще с помощью выбора плотности тока можно регулировать падение напряжения сварочной дуги. Чем выше плотность тока, тем выше вероятность, что напряжение сварочной дуги упадет. Но бывают случаи, когда от нарастающей силы тока напряжение сварочной дуги увеличивается. Чтобы контролировать этот процесс понадобится некоторый опыт. Не бойтесь экспериментировать, если вам позволяет работа. Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Не бойтесь экспериментировать, если вам позволяет работа. Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Вместо заключения
Теперь вы знаете все о сварочной дуге и ее свойствах, а также знаете ее характеристики. Опытные сварщики могут в комментариях поделиться своим пониманием, что из себя представляет сварочная дуга и сущность протекающих в ней процессов. Это будет особенно полезно для начинающих сварщиков.
Кратко резюмируя, сварочная дуга состоит из сварочного столба, анодных и катодных областей. Именно в этих областях проходит ток. В результате формируется электрический разряд. Образуется дуга и преобразовывает полученный ток в тепло, температура может достигать 10 тысяч градусов по Цельсию!
Саму дугу можно зажечь с помощью двух методов: чирканья и постукивания. Новички предпочитают метод постукивания, но мы рекомендуем освоить и метод чирканья, поскольку это улучшит ваши профессиональные навыки и предотвратит от залипания электродов. Желаем удачи!
Желаем удачи!
Как вам статья?
Что такое дуговая сварка? | Процессы дуговой сварки
Готовы строить свое будущее?
Заполните форму ниже и начнем.
Имя
Фамилия
Телефон
Адрес электронной почты
Почтовый индекс
Кампус выбора
Лучший кампус… Чарльстон, Южная Каролина, Колумбия, SCPiedmont, SCRock Hill, SCHouston, TX
Чтобы запросить дополнительную информацию, вам должно быть не менее 13 лет. Заполняя эту форму, вы предоставляете школе сварки Arclabs прямое письменное согласие на использование этой информации для связи с вами наиболее удобным способом (телефон, электронная почта, почта и текстовые сообщения). Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Заполняя эту форму, вы предоставляете школе сварки Arclabs прямое письменное согласие на использование этой информации для связи с вами наиболее удобным способом (телефон, электронная почта, почта и текстовые сообщения). Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Что такое дуговая сварка
Дуговая сварка известна как процесс сварки плавлением. Это один из наиболее распространенных сварочных процессов, который широко используется в различных отраслях промышленности благодаря получению прочных высококачественных сварных швов.
Дуговая сварка в теории В процессе дуговой сварки используется электрическая дуга, которая образуется между электродом и основным металлом для создания температуры около 6500 градусов по Фаренгейту. Это заставляет металлы плавиться там, где они должны быть соединены, при этом расплавленный металл плавится по мере того, как он охлаждается и затвердевает, создавая металлургическую связь между металлами.
Дуговая сварка — это процесс, при котором электродный стержень присоединяется к сварочной горелке, которая подключается к переносному сварочному аппарату. При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов.
По мере приобретения опыта сварщик начнет понимать, что существует несколько факторов и приемов, влияющих на сварной шов, его прочность и качество, в том числе сила тока (переменный или постоянный), размер электрода, длина дуги и угол хода.
Промышленное использование Дуговая сварка является популярным выбором, поскольку она успешно используется для сварки многих различных металлов, включая сталь, железо, медь и никель. Портативное оборудование, используемое для дуговой сварки, добавило ей универсальности и сделало ее популярным выбором в нескольких промышленных условиях.
Портативное оборудование, используемое для дуговой сварки, добавило ей универсальности и сделало ее популярным выбором в нескольких промышленных условиях.
Производители автомобилей, судоходства и аэрокосмической отрасли полагаются на электродуговую сварку в своих производственных процессах. Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.
Плюсы и минусыОборудование, используемое для дуговой сварки, доступно по цене. Он портативный, что упрощает его транспортировку, а поскольку дуга не зависит от ветра или температуры, он идеально адаптируется к внешним условиям.
Несмотря на простоту процесса, дуговая сварка обеспечивает невероятно прочный шов, который в равной степени эффективен для толстых металлов, создавая окончательный сварной шов с высокой коррозионной стойкостью. Кроме того, это быстрый процесс, который часто позволяет сэкономить время по сравнению с другими методами сварки.
Кроме того, это быстрый процесс, который часто позволяет сэкономить время по сравнению с другими методами сварки.
Несмотря на то, что это один из самых простых процессов сварки, требуется время и практика, чтобы освоить технику и создать эффективные сварные швы. Он также менее эффективен при использовании с тонкими и химически активными металлами, такими как титан.
Наконец, дуговая сварка считается сваркой с низким КПД. Это означает, что он производит больше отходов, чем некоторые другие сварочные процессы, что приводит к увеличению производственных затрат, особенно при больших объемах работ.
Обсуждаемый метод является лишь одним из нескольких типов дуговой сварки. Если вы хотите узнать больше об дуговой сварке, позвоните в школу сварки Arclabs по телефону 877-647-4111.
Подробнее об дуговой сварке
Что такое Arc-Eye? | Руководство по технике безопасности при сварке
Сварка связана со многими опасностями. Одной из них является опасность, связанная с интенсивным светом, возникающим при сварке. Глядя на сварочную дугу без принятия соответствующих мер предосторожности, таких как использование соответствующих средств индивидуальной защиты или сварочных штор, вы можете стать восприимчивыми к дуговому ожогу.
Глядя на сварочную дугу без принятия соответствующих мер предосторожности, таких как использование соответствующих средств индивидуальной защиты или сварочных штор, вы можете стать восприимчивыми к дуговому ожогу.
Что такое Arc-Eye?
Глазная дуга, также известная как вспышка сварщика, представляет собой воспаление роговицы и является результатом ультрафиолетового (УФ) излучения, выделяемого сварочной дугой. Другие причины аркоглаза прямо смотрят на:
- Солнце.
- Солнечная лампа для солярия, галогенная лампа или прожектор для фотографа.
- Отражение солнца от снега или воды.
Часто симптомы аркоглаза проявляются не сразу. Вместо этого они будут развиваться в течение нескольких часов. Поэтому вы можете не осознавать, что страдаете от аркоглаза в течение нескольких часов после облучения. Так как это наиболее распространенный источник ожогов глаз, важно принять адекватные меры предосторожности, чтобы защитить себя, если вы работаете со сварщиками или поблизости от них.
Требуется обучение технике безопасности при сварке?
Наш учебный курс по охране труда и технике безопасности повышает осведомленность о рисках, связанных со сварочными операциями, включая газовую и электродуговую сварку. Это поможет вам понять риски, которых следует избегать, и даст вам знания о том, как безопасно выполнять сварочные работы.
«Я случайно посмотрел на сварочную дугу»
Если вы смотрели на сварочную дугу без соответствующих средств индивидуальной защиты (СИЗ), вы, вероятно, будете страдать от некоторых или всех следующих симптомов:
- Легкое давление или сильная боль в глазах.
- Ненормальная чувствительность к свету или невозможность смотреть на источник света.
- Аномальное слезотечение.
- Покраснение глаза и окружающих его оболочек.
- Слезоточивость глаза и окружающих его оболочек.
- Ощущение, будто в глаз попала «песок или песок».
Существует множество факторов, которые могут повлиять на тяжесть ожога вспышкой, включая расстояние, продолжительность и угол, под которым излучение проникает в глаз. Кроме того, длительное воздействие иногда может привести к катаракте, что приводит к потере зрения.
Кроме того, длительное воздействие иногда может привести к катаракте, что приводит к потере зрения.
При появлении симптомов следует обратиться к врачу. Это важно, так как в глазу могут быть инородные тела, которые вызывают дискомфорт, и, следовательно, вам может потребоваться лечение антибиотиками для предотвращения инфекций. Если вы страдаете от аркоглаза, врач, скорее всего, назначит вам средства для лечения глаз, такие как расширяющие капли и мягкие повязки, чтобы ваши глаза могли отдохнуть и восстановиться. Через двадцать четыре-сорок восемь часов после начала лечения вам необходимо будет пройти осмотр у врача, чтобы убедиться, что ваши глаза заживают и не возникла инфекция. Если у вас возникнут проблемы с лечением, вас направят к специалисту.
Ваша роговица должна восстановиться через один-два дня. Однако, если вы не лечитесь от аркоглаза, вы остаетесь восприимчивыми к инфекциям. В серьезных случаях это может привести к различной степени потери зрения.
Средства индивидуальной защиты
СИЗ включает в себя все оборудование, используемое для защиты работников от рисков для здоровья и безопасности, которые могут возникнуть на работе. После того, как все остальные меры безопасности выполнены, риски при проведении сварочных работ все равно остаются. Таким образом, адекватные средства индивидуальной защиты глаз важны для обеспечения вашей защиты от вспышки дуги. При выборе СИЗ для глаз важно выбрать сварочные каски или защитные очки с правильной шкалой фильтра для излучения, создаваемого сварщиком.
После того, как все остальные меры безопасности выполнены, риски при проведении сварочных работ все равно остаются. Таким образом, адекватные средства индивидуальной защиты глаз важны для обеспечения вашей защиты от вспышки дуги. При выборе СИЗ для глаз важно выбрать сварочные каски или защитные очки с правильной шкалой фильтра для излучения, создаваемого сварщиком.
Однако риск повреждения глаз — не единственная опасность, связанная со сваркой, и защита глаз — не единственное СИЗ, которое необходимо носить. После тщательной оценки рисков компетентным лицом необходимо носить соответствующие СИЗ для защиты от всех опасностей, с которыми можно столкнуться на работе. Вы должны носить соответствующие СИЗ каждый раз, когда вы выполняете любые сварочные работы; даже если вы выполняете только быструю задачу.
Хотите узнать больше о средствах индивидуальной защиты? Взгляните на наш тренинг по СИЗ.
Безопасное расстояние от вспышки сварочной дуги
Может быть трудно понять, когда вы подвергаетесь риску дугового разряда. Интенсивность излучения и продолжительность воздействия могут влиять на вероятность травмы. Вам не обязательно быть человеком, использующим сварочный аппарат, чтобы испытать дугу, достаточно просто находиться рядом с работающим сварочным аппаратом. Поэтому важно убедиться, что вы знаете о мерах предосторожности, которые вы должны предпринять, чтобы снизить риск.
Интенсивность излучения сильно зависит от расстояния до сварочной дуги. Поэтому, если вы находитесь на небольшом расстоянии от дуги, даже очень короткое воздействие вспышки дуги может привести к травме. В результате персонал должен быть обеспечен адекватной защитой, если он находится на расстоянии менее 10 метров от вспышки дуги. Например, вы должны находиться за сварочным занавесом или носить средства индивидуальной защиты глаз. Несмотря на то, что интенсивность излучения уменьшается по мере удаления от источника, все же не рекомендуется активно смотреть на вспышку сварочной дуги, поскольку длительное воздействие на большом расстоянии может привести к ожогу вспышкой.