Сварочная дуга это – Электрическая сварочная дуга и ее свойства: температура, строение, сущность, характеристика
alexxlab | 25.10.2019 | 0 | Разное
Сварочная дуга – это… Что такое Сварочная дуга?
- Сварочная дуга
- электрическая дуга, образующаяся в зоне сварки (См. Сварка) (или резки) при прохождении электрического тока через газ между электродами. С. д. — наиболее развитая форма разряда в газах (см. Дуговой разряд), характеризующаяся малым напряжением, большим током, наличием ионизации газов в дуговом промежутке. Ионизируемый газ столба дугового разряда ярко светится и имеет температуру 6000—10000 °С в осевой части столба разряда. Основной фактор ионизации — высокая температура, поддерживаемая притоком энергии из питающей цепи. Напряжение С. д., т. е. напряжение между концами электродов, существенно зависит от длины дуги, силы тока, материала и размера сварочных электродов, состава и давления газа и других факторов. Для управления свойствами С. д. изменяют длину дуги от 0,01 до 1 см, силу тока от 0,5 до 3000 а, давление газа от 10
Тепловая мощность С. д. лежит в пределах от 10 до 105вт при концентрации от 102 до 105 вт/см2. Широкий диапазон мощностей позволяет применять С. д. для сварки и резки различных материалов толщиной от 0,05 до 100 мм за один или несколько проходов.
Г. И. Лесков.
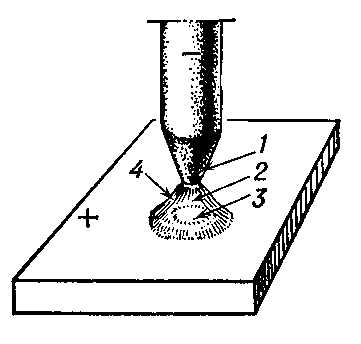
Схема дугового разряда при сварке: 1 — катод; 2 — столб дугового разряда; 3 — анод; 4 — пламя сварочной дуги.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Сварочная горелка
- Сварочное железо
Смотреть что такое “Сварочная дуга” в других словарях:
сварочная дуга — Стабильный разряд электричества в ионизированной атмосфере газов и паров металла, возникающий между основным металлом и электродом. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга — suvirinimo lankas statusas T sritis automatika atitikmenys: angl. welding arc vok. Schweißlichtbogen, m rus. сварочная дуга, f pranc. arc de soudage, m … Automatikos terminų žodynas
сварочная дуга косвенного действия — Сварочная дуга, при которой объект сварки не включён в цепь сварочного тока. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга прямого действия — Сварочная дуга, при которой объект сварки включен в цепь сварочного тока. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга с возрастающей характеристикой — Сварочная дуга с зависимостью тока дуги от напряжения. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга с жёсткой характеристикой — Сварочная дуга без зависимости тока дуги от напряжения. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
короткая сварочная дуга — Сварочная дуга небольшой длины. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная цепь — 3.11 сварочная цепь: Цепь, которая включает в себя все проводящие элементы, через которые будет протекать сварочный ток. Примечания 1 При дуговой сварке дуга является частью сварочной цепи. 2 В некоторых процессах дуговой сварки дуга может быть… … Словарь-справочник терминов нормативно-технической документации
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и… … Большая советская энциклопедия
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
dic.academic.ru
Определение сварочной дуги, ее строение, условия зажигания и горения. Сварка
Электрической сварочной дугой называют устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, происходящий при давлении, близком к атмосферному, используемом при сварке, и характеризуемый высокой плотностью тока и высокой температурой.
Температура в столбе сварочной дуги достигает 5 000–12000 °C и зависит от плотности тока, состава газовой среды дуги, материала и диаметра электрода. А потому сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой, в основном превращается в тепловую энергию.
В столбе сварочной дуги протекают следующие процессы:
1. Столб дуги заполнен заряженными частицами – электронами и ионами. В нем присутствуют также и нейтральные частицы – атомы и даже молекулы паров веществ, из которых сделаны электроды. Под действием электродинамических сил частицы перемещаются. Скорость их перемещения различна. Быстрее всего перемещаются электроны. Они легко разгоняются и, сталкиваясь с атомами и ионами, передают им свою энергию. Столкновения электронов с атомами могут быть упругими и неупругими. При упругих столкновениях атомы начинают двигаться быстрее – увеличивается их кинетическая энергия. В результате повышается температура плазмы дуги.
2. Электрон, который в электрическом поле приобрел достаточно большую энергию, является источником неупругих столкновений. Столкнувшись с атомом, он возбуждает его, а когда удар достаточно силен, то и выбивает из атома его собственные электроны.
Энергию, которая должна быть сообщена электрону для ионизации какого-либо атома, выражают в электронвольтах (эВ) и называют потенциалом ионизации. Величина потенциала ионизации зависит от строения атома. Чем меньше номер группы и больше номер периода в таблице элементов Менделеева, тем меньше энергии необходимо затратить для ионизации. Наименьшим потенциалом ионизации (3,9 эВ) обладает атом
Энергия, расходуемая на диссоциацию (разделение) различных молекул, также различна. Так, например, для диссоциации молекулы водорода необходимо затратить 4,48 эВ, фтора – 1,6 эВ, а углекислого газа – 9,7 эВ. Эти величины имеют для сварщиков особое значение. При разработке электродных покрытий, флюсов и проволок приходится учитывать, молекулы каких веществ диссоциируют раньше, а каких – позже, какие элементы ионизируются легче, а какие – труднее, и сколько для этого потребуется энергии.
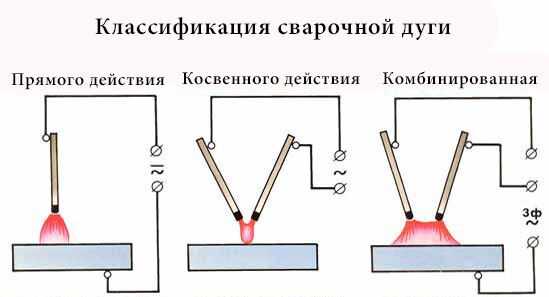
В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг (рис. 46):
1. Прямого действия, когда дуга горит между электродом и изделием.
2. Косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь.
3. Трехфазную дугу, возбуждаемую между двумя электродами, а также между каждым электродом и основным металлом.
Рис. 46.
Виды сварочных дуг:
а – прямого; б – косвенного; в – комбинированного действия (трехфазная)
По роду тока различают дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности.
При прямой полярности электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу и служит анодом.
При обратной полярности электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом.
В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися металлическими электродами.
Сварочная дуга обладает рядом физических и технологических свойств, от которых зависит эффективность использования дуги при сварке.
К физическим свойствам относятся электрические, электромагнитные, кинетические, температурные, световые.
К технологическим свойствам относятся мощность дуги, пространственная устойчивость, саморегулирование.
Электрическим разрядом в газе называют электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами.
Сварка дугой переменного тока имеет некоторые особенности. Вследствие того, что мгновенные значения тока переходят через нуль 100 раз в 1 с, меняет свое положение катодное пятно, являющееся источником электронов, ионизация дугового промежутка менее стабильна и сварочная дуга менее устойчива по сравнению с дугой постоянного тока.
Общепринятой мерой повышения стабилизации сварочной дуги переменного тока является включение в сварочную цепь последовательно с дугой индуктивного сопротивления. Последовательное включение в сварочную цепь катушек со стальным сердечником (дросселей) позволяет вести сварочные работы металлическими электродами на переменном токе при напряжении сварочного трансформатора 60–65 В.
Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называют ионизацией. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов в газах. Поэтому, чтобы вызвать в газе мощный электрический ток, т. е. образовать электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами.
Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение, тогда имеющиеся в газе свободные электроны и ионы будут разгоняться электрическим полем и, получив энергию, смогут разбить нейтральные молекулы на ионы.
Однако при сварке, исходя из правил техники безопасности, нельзя пользоваться высокими напряжениями. Поэтому применяют другой способ. Так как в металлах имеется большая концентрация свободных электронов, то надо извлечь эти электроны из объема металла в газовую среду и затем использовать для ионизации молекул газа.
Существует несколько способов извлечения электронов из металлов. Из них для процесса сварки имеют значения два: термоэлектронная и автоэлектронная эмиссии.
Во время термоэлектронной эмиссии происходит «испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура металла, тем большее число свободных электронов приобретают энергии, достаточные для преодоления «потенциального барьера» в поверхностном слое и выхода из металла.
Во время автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля, которое несколько изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые внутри металла имеют достаточно большую энергию и могут преодолеть этот барьер.
Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной.
Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической. При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах в процессе ионизации начинает также играть заметную роль излучение газа и раскаленных электродов.
Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации). При полной ионизации степень ионизации будет равна единице.
При температуре 6000–8000 °C такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемой детали. Контакт в начальный момент осуществляется между микровыступами поверхностей электрода и свариваемой детали. Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла, которая замыкает сварочную цепь на участке «электрод – свариваемая деталь». При последующем отводе электрода от поверхности детали на 2–4 мм пленка жидкого металла растягивается, а сечение уменьшается, вследствие чего возрастает плотность тока и повышается температура металла.
Эти явления приводят к разрыву пленки и испарению вскипевшего металла. Возникшие при высокой температуре интенсивные термоэлектронная и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дуга. Процесс возбуждения дуги кратковременен и осуществляется в течение долей секунды.
В установившейся сварочной дуге различают три зоны: катодную, анодную и столба дуги.
Катодная зона начинается с раскаленного торца катода, на котором расположено так называемое катодное пятно. Отсюда вылетает поток свободных электронов, осуществляющих ионизацию дугового промежутка. Плотность тока на катодном пятне достигает 60–70 А/мм2 к катоду устремляются потоки положительных ионов, которые бомбардируют и отдают ему свою энергию, вызывая нагрев до температуры 2500–3000 °C.
Анодная зона расположена у торца положительного электрода, в котором выделяется небольшой участок, называемый анодным пятном. К анодному пятну устремляются и отдают свою энергию потоки электронов, разогревая его до температуры 2500–4000 °C.
Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных ионизированных частиц. Температура в этой зоне достигает 6000–7000 °C в зависимости от плотности сварочного тока.
Для возбуждения дуги в начальный момент необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации недостаточно высокая и необходимо большее напряжение, способное сообщить свободным электронам достаточно большую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация.
Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение тока падает до значения, которое необходимо для устойчивого горения дуги. Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги.
Вольт-амперная характеристика дуги имеет три области: падающую, жесткую и возрастающую.
В первой (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги.
Во второй области (100–1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока.
В третьей области увеличение тока вызывает возрастание напряжения вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода.
Дуга первой области горит неустойчиво и поэтому имеет ограниченное применение. Дуга второй области горит устойчиво и обеспечивает нормальный процесс сварки.
Необходимое напряжение для возбуждения дуги зависит от рода тока (постоянный или переменный), материала электрода и свариваемых кромок, дугового промежутка, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2–4 мм, находятся в пределах 40–70 В.
Напряжение для установившейся сварочной дуги определяется по формуле:
где: а – коэффициент, по своей физической сущности составляющий сумму падений напряжений в зонах катода и анода, В;
b – коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм;
1 – длина дуги, мм.
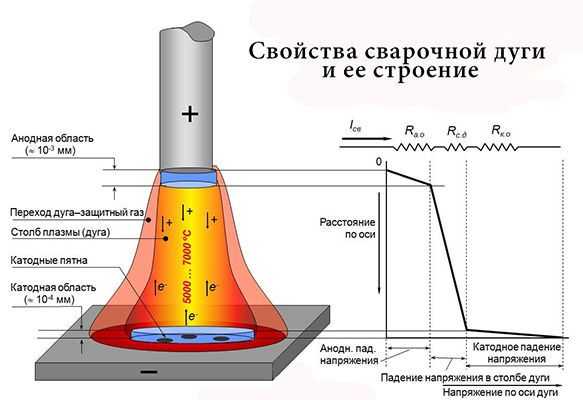
Рис. 47.
Схема сварочной дуги и падения напряжений в ней:
1 – электрод; 2 – изделие; 3 – анодное пятно;
4 – анодная область дуги; 5 – столб дуги;
6 – катодная область дуги; 7 – катодное пятно
Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. Короткой дугой называют дугу длиной 2–4 мм. Длина нормальной дуги составляет 4–6 мм. Дугу длиной более 6 мм называют длинной.
Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс протекает неравномерно, дуга горит неустойчиво – металл, проходя через дуговой промежуток, больше окисляется и азотируется, увеличиваются угар и разбрызгивание металла.
При помощи магнитных полей, создаваемых вокруг дуги и в свариваемой детали, электрическая сварочная дуга может быть отклонена от своего нормального положения. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называют магнитным дутьем. Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и достигает заметного значения при сварочных токах более 300 А.
Магнитные поля оказывают отклоняющее действие на дугу при неравномерном и несимметричном расположении поля относительно дуги. Наличие вблизи сварочной дуги значительных ферромагнитных масс нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону этих масс.
В некоторых случаях магнитное дутье затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу. К таким мерам относятся:
• сварка короткой дугой;
• подвод сварочного тока в точке, максимально близкой к дуге;
• наклон электрода в сторону действия магнитного дутья;
• размещение у места сварки ферромагнитных масс.
При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение и ток периодически изменяются от нулевого значения до наибольшего. При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходят деионизация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с отводом теплоты в массу основного металла.
Повторное зажигание дуги в начале каждого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле.
Для облегчения повторного зажигания, снижения пика зажигания дуги и повышения устойчивости ее горения применяют меры, позволяющие снизить эффективный потенциал ионизации газов в дуге. В этом случае электропроводность дуги после ее угасания сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее.
Применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов, относится к этим мерам.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Сварочная дуга – это… Описание и характеристики
Для того чтобы успешно провести процесс сварки, необходима сварочная дуга. Это электрический разряд, который характеризуется очень высокой мощностью и является достаточно длительным. Возникает он между такими элементами, как электроды, которые находятся в определенной газовой среде. Для возникновения дуги необходимо подать напряжение на электроды.
Общее описание дуги
Основные отличительные свойства сварочной дуги – это очень высокая температура, а также плотность тока. Благодаря этим двум качествам в совокупности дуга способна без проблем плавить металлы, температура плавления которых составляет 3000 градусов по Цельсию. Можно сказать, что данная дуга является проводником, который состоит из летучих веществ, а основное предназначение – это преобразование электрической энергии в тепловую. Сам же электрический заряд – это момент прохождения электрического тока через газовую среду.

Разновидности разряда
Сварочная дуга – это разряд, а так как существует несколько его видов, то выделяют и несколько видов самой дуги:
- Первая разновидность называется тлеющим разрядом. Возникает такой вид только в среде с низким давлением, и применяется только в таких вещах, как плазменные экраны или же люминесцентные лампы.
- Второй тип – это искровой разряд. Возникновение такого вида происходит в тот момент, когда давление будет примерно равно атмосферному. Отличается тем, что имеет довольно прерывистую форму. Яркий пример такого разряда – молния.
- Сварочная дуга – это дуговой разряд. Именно этот тип чаще всего используется во время сварки. Возникает он при наличии атмосферного давления, а его форма непрерывна.
- Последний тип называется коронным. Чаще всего возникает в том случае, если поверхность электрода отличается шероховатостью и неоднородностью.

Природа дуги
Стоит сказать, что электрическая сварочная дуга не так уж и сложна, как кажется на первый взгляд, понять ее природу достаточно просто. Здесь применяется электрический ток, который протекает через такой элемент, как катод. После этого он попадает в среду с ионизированным газом. В этот момент и возникает разряд, который характеризуется ярким светом и очень высокой температурой. Вообще, сварочная дуга может иметь температуру в пределах от 7000 до 10 000 градусов по Цельсию. После прохождения этого этапа ток будет переходить на материал, который подвергается сварке. Можно сказать, что источник сварочной дуги – электрический ток, который подвергся изменениям.
Из-за настолько высоких температур дуга будет излучать инфракрасные и ультрафиолетовые лучи, которые вредны для здоровья человека. Это опасно для глаз человека, а также может оставить световой ожог. По вышеуказанным причинам все сварщики должны иметь хорошие индивидуальные средства защиты.

Строение дуги
Строение (структура) сварочной дуги включает в себя три основных компонента, или участка – анодный и катодный участок, а также столб дуги. Стоит отметить, что во время горения сварочной дуги на участках анода и катода будут образовываться активные пятна или области, которые характеризуются максимальным значением температуры. Через эти две области будет проходить весь электрический ток, который вырабатывает источник питания. В это же время наибольшее падение напряжения сварочной дуги будет также фиксироваться на этих двух участках. Столб дуги же находится между этими двумя зонами, а такой параметр, как падение напряжения, в данном случае будет минимальным.
Из всего вышесказанного можно сделать вывод, что, во-первых, источник питания сварочной дуги может выдавать довольно высокое напряжение и ток большой силы. Во-вторых, длина дуги будет состоять из совокупности тех областей, которые были перечислены выше. Чаще всего длина такой дуги равна нескольким миллиметрам, при условии, что анодная и катодная области соответственно равны 10-4 и 10-5 см. Наиболее благоприятной длиной считается дуга 4-6 мм. Именно при таких показателях удастся достичь стабильного горения и высокой температуры.

Виды дуги
Отличие сварочной дуги заключается в схеме подвода, а также в среде, в которой она может возникать. В настоящее время существует два наиболее распространенных типа дуги:
- Дуга прямого действия. В таком случае сварочный аппарат должен располагаться параллельно по отношению к объекту, который подвергается сварке. Электрическая дуга будет возникать, когда угол между металлической заготовкой и электродом составит 90 градусов.
- Вторая основная разновидность – сварочная дуга косвенного типа действия. Она возникает только в том случае, если используется два электрода, и расположены они под углом в 40-60 градусов по отношению к поверхности металлической детали. Дуга будет возникать между этими двумя элементами и сварит металл между собой.

Классификация
Стоит отметить, что есть классификация дуги в зависимости от атмосферы, в которой она будет возникать. На сегодняшний день известно о трех типах:
- Первый тип – это открытая дуга. При сварке такого типа дуга будет гореть на открытом воздухе, а вокруг нее будет образовываться небольшой газовый слой, в который войдут пары металла, электродов и их покрытия.
- Закрытый тип. Горение такой сварочной дуги характеризуется тем, что осуществляется под слоем флюса.
- Последняя разновидность – это дуга с подачей газа. В таком случае в нее подается такое вещество, как гелий, аргон или углекислый газ. Можно использовать и некоторые другие типы газов.
Основное отличие последнего типа заключается в том, что подаваемые газы будут препятствовать такому явлению, как окисление металла во время сварки.
Небольшое отличие наблюдается и в плане времени действия такой дуги. По своей характеристике сварочная дуга может быть стационарной или же импульсной. Стационарная применяется при непрерывном сваривании металлов, то есть она непрерывна. Импульсный тип дуги – это однократное воздействие на металл, точеное прикосновение.
Рабочие элементы, то есть электроды, могут быть угольными или вольфрамовыми. Эти электроды также называются неплавящимися. Можно использовать и элементы из металла, однако они будут плавиться так же, как и заготовка. Наиболее распространенным типом электрода является сталь, если говорить о плавящихся типах. Однако применение неплавящихся видов становится все более популярным на сегодняшний день.

Момент возникновения дуги
Сварочная дуга возникает в тот момент, когда происходит быстрое замыкание. Такое случается, когда электрод соприкасается с металлической заготовкой. Из-за того, что температура просто огромна, металл начинается плавиться, а между электродом и заготовкой возникает тоненькая полоса из расплавленного металла. Когда электрод и металл расходятся, то последний практически моментально испаряется, так как плотность тока очень велика. Далее происходит ионизация газа, из-за чего и появляется сварочная дуга.

Условия горения дуги
В стандартных условиях, то есть при средней температуре 25 градусов и давлении в 1 атмосферу, газ не способен проводить электрический ток. Основное требование к возникновению дуги – это ионизация газовой среды между электродами. Другими словами, газ должен иметь в своем составе некоторые заряженные частицы, электроны или ионы.
Второе важное условие, которое необходимо соблюдать, – постоянное поддержание температуры на катоде. Значение требуемой температуры будет зависеть от таких характеристик, как природа катода, а также его диаметр и размер. Важную роль сыграет и температура окружающей среды. Сварочная дуга должна быть стабильной и при этом иметь огромную силу тока, который и даст высокий температурный показатель (7 тысяч градусов по Цельсию и более). Если все условия соблюдены, то полученной дугой можно обрабатывать любой материал. Чтобы обеспечить наличие постоянной и высокой температуры, нужно чтобы источник питания функционировал максимально стабильно. Именно по этой причине источник питания является важнейшей частью при выборе сварочного аппарата.
Особенности дуги
Есть несколько моментов, которые отличают сварочную дугу от других электрических разрядов.
Первое – это огромная плотность тока, которая может достигать нескольких тысяч ампер на один квадратный сантиметр. Это дает огромную температуру во время работы. Распределение электрического поля между электродами в их пространстве достаточно неравномерное. Около этих элементов наблюдается сильное падение напряжение, а к центру же, наоборот, оно сильно уменьшается. Нельзя не сказать о зависимости температуры от длины столба. Чем больше длина, тем хуже нагрев, и наоборот. Используя сварочные дуги, можно получить самую разную вольт-амперную характеристику (ВАХ).
Сварочный инвертор. Дуга и ее особенности
Сразу стоит начать с основного отличия инверторного источника питания от обычного, трансформаторного. Потребление электрической энергии уменьшено почти в два раза. Характеристика тока, который возникает при использовании инвертора, позволяет обеспечить более быстрое зажигание дуги, а также обеспечивает стабильное горение на протяжении всего процесса работы.
Сам по себе сварочный инвертор – это достаточно сложный аппарат, который производит операции по изменению тока для обеспечения максимально стабильной работы дуги. К примеру, прибор подключается к сети и получает на вход переменный ток, который он способен преобразовать в постоянный. Далее постоянный ток поступает в блок блок инвертора, где он снова преобразовывается в переменный, но уже с гораздо большей частотой, чем был в сети. Этот ток передается трансформатору, где значительно снижается его напряжение, из-за чего увеличивается его сила. После этого выпрямленный и настроенный переменный ток передается выпрямителю, где он преобразовывается в постоянный и подается для работы.
fb.ru
Сварочная дуга — что это такое, классификация
Наличие мощного источника тока позволяет получить электрический разряд между двумя электрическими выходами вторичной обмотки трансформатора. Небольшой зазор позволяет сделать этот разряд управляемым и во время его действия возникает мощное световое излучение и выделение огромного количества тепловой энергии. Эта энергия позволяет расплавить металл, а управляемый процесс называется сварочной дугой, напряжение и сила тока которой даёт возможность достигать температуры, доходящей до 6000оС. Определение параметров этого явления и возможностей использования его на практике, открывает широкие перспективы для соединения различных металлов и сплавов. Об этом мы и расскажем.
Электрическая дуга и области её применения
Когда был обнаружен эффект короткого замыкания источника тока и его возможность расплавлять металлы, это открыло огромные перспективы для использования в области сваривания самых разных материалов. С помощью плавящихся электродов, покрытых флюсом и присадками, управляемая сварочная дуга позволяет оперативно получить монолитное соединение самых разнообразных деталей. Высокая температура сварки дугой короткого замыкания даёт возможность варить любые материалы от броневых листов и строительных конструкций до тонкого металлопроката, алюминия и титана.

Чтобы понять значение электрической дуги и области её применения при сварке, необходимо знать, что она представляет собой разряд большой мощности в среде газов. Этот процесс сопровождается выделением тепловой и световой энергии с ультрафиолетовой и инфракрасной составляющей, которая требует защиты кожного покрова и органов зрения. Тепловая энергия сварочных дуг ведёт к расплаву материала заготовок и покрытого электрода, что вызывает их частичное испарение. В зависимости от среды, где он действует, разряд может быть следующих видов:
- в состоянии открытой дуги в воздушной, кислородной среде;
- закрытый разряд, действие которого происходит под флюсом с парами металла;
- в виде дуги, работающей в среде активных или инертных газов.
Кроме того, процесс может происходить с применением плавящихся электродов и проволоки или тугоплавкими вольфрамовыми электродами с ручной подачей присадочных материалов.
Важно понимать, что момент возникновения электрического разряда сопровождается яркой световой вспышкой, возникновением брызг расплавленного металла и вредных излучений, поэтому необходимо принять меры по защите зрения и открытых участков кожи.
Виды электрической дуги
Для наилучшего понимания процесса необходима классификация сварочной дуги по различным признакам, поскольку параметры видов разряда и способы его запуска несколько отличаются в зависимости от ряда факторов. Например, тугоплавкий оксидный слой на поверхности металла или сплава вынуждает повышать значение тока во время возбуждения электрической дуги и соответственно увеличивать температуру в сварочной ванночке. При соприкосновении электрода с заготовкой возникает резкое падение напряжения и возрастание величины тока, поскольку сопротивление между катодом и анодом близко к нулю. Это ведёт к моментальному разогреву металла и его испарению.
В момент отрыва электрода от детали возникает сварочная дуга в газообразной воздушной или инертной среде, в которой присутствуют пары металла и флюса. В условиях стабилизации появляется зона горения, состоящая из катодной области, столба разряда и анодной области. Классификация сварочных процессов происходит по следующим признакам:
- материал электрода может быть неплавящимся вольфрамовым или плавящимся покрытым;
- по форме ток может быть импульсным, переменным и постоянным с прямой или обратной полярностью;
- среда может быть открытой воздушной, закрытой под флюсом и инертной;
- по принципу подключения электродов и воздействию на металл процесс может быть комбинированным, косвенным и прямым.
Примером комбинированного воздействия может служить сварка трёхфазной дугой, при которой две фазы подключены к электродам, а третья к соединяемым деталям. Косвенное воздействие производится между двумя близкорасположенными электродами и заготовкой, а прямое между деталями и одним электродом.
Важно знать, что поверхность соединяемых заготовок должна быть очищена от загрязнений и окисного слоя, иначе шов получится пористым и непрочным при любом способе работы.
Источники питания для электродугового метода
С целью получения энергии для соединения металлов используется разнообразная профессиональная аппаратура, поскольку любая отрасль промышленности немыслима без этого оборудования. Такие источники питания сварочной дуги широко используются и в быту, при дачном строительстве и ремонте всевозможных изделий из сплавов и металлов. Характеристики современного оборудования дают неограниченные возможности для выполнения огромного спектра задач.
Мы рассмотрим основные виды используемых агрегатов, которые позволяют работать сварочной дугой с разными видами металлов и с применением электродов широкого назначения, а именно:
- понижающие трансформаторы переменного тока, а также понижающие выпрямители, работающие с применением покрытых электродов;
- инверторные аппараты ММА;
- инверторы MMA+TIG, которые могут варить как плавящимися электродами, так и тугоплавкими в среде защитных газов;
- полуавтоматическая аппаратура MIG/MAG, в которой вместо электродов используется специальная проволока, а работа производится в защитной среде;
- оборудование для точечной сварки как бытовое, так и промышленное.

Создаваемая этими приборами сварочная дуга, возникает благодаря переменному, постоянному или импульсному току с различными вольт-амперными характеристиками. Кроме того, современная аппаратура обладает возможностью регулировки параметров тока и напряжения в очень широких пределах, а также имеет режимы горячего старта и форсажа дуги. Имеется возможность использовать прямую и обратную полярность, а также импульсный ток, щадящий заготовки малой толщины. Общим для этих методов является то, что длина сварочной дуги не должна превышать 5−6 мм, иначе её действие приобретает нестабильный характер.
Нужно отметить, что правильный выбор оборудования даёт возможность изменять параметры дуги при сварке в довольно широких пределах, а это обстоятельство существенно расширяет ваши возможности и позволяет обеспечить хорошее качество работ.
Заключение
Мы рассмотрели процесс возникновения сварочной дуги, её виды и использование при соединении металлов. Широкий ассортимент источников питания позволяет выбрать необходимый для работы аппарат с нужными характеристиками по управлению дугой короткого замыкания. Приобретение необходимых навыков сварки зависит от опыта и обучения, успешной работы.
electrod.biz
Электрическая сварочная дуга: свойства, строение, характеристики
Во время дуговой сварки сварочная дуга является основным инструментом, который должен расплавлять основной металл заготовки и присадочный материал, чтобы создать шов и соединить две части неразрывно. В большинстве случаев, явление электрической дуги является вредным для электрических приборов. Оно возникает всегда, когда размыкаются контакты. В бытовых выключателях, магнитных контакторах и в прочих устройствах данное явление неизбежно, так что принимаются различные меры, чтобы погасить дугу и сделать ее более короткой. В сварке она является главной особенностью, но ею нужно научиться управлять.
Электрическая сварочная дуга возникает в тот момент, когда контакт, образованный между основным металлом и электродом, размыкается. В это время образуется длительный и мощный заряд электричества, который обладает высокой температурой. В данном месте наблюдается высокая плотность тока, способствующая расплавлению. Для ее создания требуется высокий уровень затрат энергии.
Область применения
Сварочная дуга применяется в обыкновенной ручной дуговой сварке, которая на данный момент является наиболее простым методом стандартного сваривания. Здесь она защищается обмазкой электродов, которая при сгорании образует газовые испарения, препятствующие проникновению посторонних элементов внутрь ванны расплавленного металла.
Также дуга используется в полуавтоматической газовой сварке. Здесь используется сварочная электрическая дуга, которая подается не на обыкновенный электрод, а на неплавкий вольфрамовый. Соответственно, расплавления металла идет не с одного из выходов, как это было в предыдущем методе. На дугу подается сварочная проволока, которая расплавляет материал.
Еще одним вариантом являются автоматы. Они проще в создании, чем газовые, так что получили широкое распространение в промышленности. Они могут быть как с плавкими, так и с неплавкими электродами. С одной установки может зажигаться несколько электродуг, если они имеют многопостовую конструкцию.
В ручной дуговой сварке идет работа с обыкновенными конструкционными сталями. Иногда пробуют сваривать цветные металлы, но это сложно и не всегда успешно. Лучше дуга проявляет себя при защите газа. Она оказывается более стабильной при горении, а также позволяет создавать качественные надежные швы.
Классификация сварочной дуги
Электрические свойства сварочной дуги могут отличаться в зависимости от того, с какого источника подается электричество. Для ее создания используют инверторы, генераторы, выпрямители, трансформаторы и прочую технику. Выделяют два основных типа получаемой дуги:
- В первом случае наблюдаются статичные параметры. Они не меняются в течение длительного времени использования. Допустимы минимальные отклонения, но они не являются существенными и не влияют на характеристики накладываемого шва.
- Во втором случае получается динамические параметры. Это переходные, когда параметры в системе изменяют и из-за них меняется характеристика дуги.
Классифицировать дугу можно еще по другим признакам:
- Открытая — горение происходит в воздухе;
- Закрытая – горение происходит во флюсе;
- С подачей защитных газов – в дугу поставляются газы с защитными функциями.
Классификация сварочной дуги
Строение сварочной дуги
Сварочная дуга представляет собой явление, в котором можно выделить несколько основных областей, определяющих ее строение. Выделяют три основные области:
- Столб дуги – это основная доля всего дугового промежутка. В него входят положительные и отрицательные ионы. Столб обладает нейтральным зарядом, так как положительные и отрицательные элементы здесь находятся в одинаковом количестве.
- Катодная область — это источник электронов, которые ионизируют газы, находящиеся рядом. Здесь очень высокое напряжение. Выделившиеся электроды удаляются из данной области под действием электрического поля. Это поле притягивает положительные ионы. Ионов здесь всегда больше, чем электронов.
- Анодная область – это самая широкая область из всей дуги. Ток анода условно считают сугубо электронным, но на самом деле здесь присутствуют и ионы, пусть и в незначительном количестве. Здесь создается отрицательный объемный заряд. В анодной области присутствует низкий уровень напряжения.
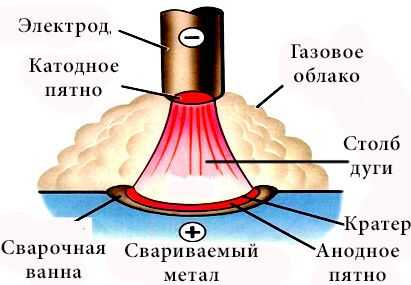
Схема строения сварочной дуги
Во время горения дуги на электроде можно выделить несколько активных пятен. Они разделяются по степени нагревания, так как есть несколько зон нагретых по-разному, и они наблюдаются практически при каждом процессе сваривания. Если пятно находится на аноде, то его называют анодным, а если на катоде, то катодным.
Свойства дуги
Дуга обладает очень ярким светом, который оказывается вредным для глаз и может привести к их ожогу во время своего горения. Помимо видимого спектра, она излучает еще ультрафиолетовые и инфракрасные лучи. Если расстояние между электродом и заготовкой слишком большое, то дуга тухнет. Она обладает очень высокой силой тока и температурой, которая увеличивается, если размер столба будет расти. При подаче плотного воздуха или газа под давлением, а также масла, дуга может потухнуть.
Свойства сварочной электрической дуги
Характеристики
Вольтамперная характеристика сварочной дуги зависит от напряжения и сварочного тока, которые формируются источником питания. При изменении какого-либо из параметров меняются и другие значения данного явления. Существует три основных разновидности характеристик:
- Жесткая;
- Возрастающая;
- Падающая.
Падающая характеристика получается, когда производится сварка в обыкновенных условиях в среде защитных газов. Она характеризуется относительно небольшими значениями сварочного тока. Если сила тока будет повышаться, то возрастает и уровень процесса ионизации. Дуга увеличивает площадь своего сечения, а также температура горения.
«Важно!
Если сила тока находится от 80 до 300 А, то дуга получает жесткую характеристику.»
Здесь характерны низкие значения напряжения. Площадь сечения напрямую зависит от силы тока, так что можно легко регулировать ширину свариваемого шва.
Возрастающая характеристика присущая наиболее высоким значениям сварочного тока, более 300 А. Напряжение может увеличиваться тогда, когда скапливается большое количество зарядов на электроде. Это де приводит к падению напряжения на катоде.
Чем определяется мощность сварочной дуги?
От мощности сварочной дуги зависит много факторов, но и сама она является результатом определенных воздействий. Длина сварочной дуги является одним из определяющих факторов. Даже при одних и тех же параметрах на источнике электричества, при более высокой длине мощность будет расти. Также она зависит от силы тока, который подается на электрод. Он позволяет развивать мощность на более широком диапазоне, так что даже при длинном столбе она не будет тухнуть. Толщина и плотность также оказывают решающие значения на мощность, но для их увеличения требуется обеспечить достаточную силу тока.
Заключение
Сварочная электрическая дуга является одним из основных инструментов для данной области. Практически все инновации современных инверторов направлены на то, чтобы лучше освоить управление ее свойствами.
svarkaipayka.ru
Сварочная дуга – это… Описание и характеристики
Для того чтобы успешно провести процесс сварки, необходима сварочная дуга. Это электрический разряд, который характеризуется очень высокой мощностью и является достаточно длительным. Возникает он между такими элементами, как электроды, которые находятся в определенной газовой среде. Для возникновения дуги необходимо подать напряжение на электроды.
Общее описание дуги
Основные отличительные свойства сварочной дуги – это очень высокая температура, а также плотность тока. Благодаря этим двум качествам в совокупности дуга способна без проблем плавить металлы, температура плавления которых составляет 3000 градусов по Цельсию. Можно сказать, что данная дуга является проводником, который состоит из летучих веществ, а основное предназначение – это преобразование электрической энергии в тепловую. Сам же электрический заряд – это момент прохождения электрического тока через газовую среду.

Разновидности разряда
Сварочная дуга – это разряд, а так как существует несколько его видов, то выделяют и несколько видов самой дуги:
- Первая разновидность называется тлеющим разрядом. Возникает такой вид только в среде с низким давлением, и применяется только в таких вещах, как плазменные экраны или же люминесцентные лампы.
- Второй тип – это искровой разряд. Возникновение такого вида происходит в тот момент, когда давление будет примерно равно атмосферному. Отличается тем, что имеет довольно прерывистую форму. Яркий пример такого разряда – молния.
- Сварочная дуга – это дуговой разряд. Именно этот тип чаще всего используется во время сварки. Возникает он при наличии атмосферного давления, а его форма непрерывна.
- Последний тип называется коронным. Чаще всего возникает в том случае, если поверхность электрода отличается шероховатостью и неоднородностью.

Природа дуги
Стоит сказать, что электрическая сварочная дуга не так уж и сложна, как кажется на первый взгляд, понять ее природу достаточно просто. Здесь применяется электрический ток, который протекает через такой элемент, как катод. После этого он попадает в среду с ионизированным газом. В этот момент и возникает разряд, который характеризуется ярким светом и очень высокой температурой. Вообще, сварочная дуга может иметь температуру в пределах от 7000 до 10 000 градусов по Цельсию. После прохождения этого этапа ток будет переходить на материал, который подвергается сварке. Можно сказать, что источник сварочной дуги – электрический ток, который подвергся изменениям.
Из-за настолько высоких температур дуга будет излучать инфракрасные и ультрафиолетовые лучи, которые вредны для здоровья человека. Это опасно для глаз человека, а также может оставить световой ожог. По вышеуказанным причинам все сварщики должны иметь хорошие индивидуальные средства защиты.

Строение дуги
Строение (структура) сварочной дуги включает в себя три основных компонента, или участка – анодный и катодный участок, а также столб дуги. Стоит отметить, что во время горения сварочной дуги на участках анода и катода будут образовываться активные пятна или области, которые характеризуются максимальным значением температуры. Через эти две области будет проходить весь электрический ток, который вырабатывает источник питания. В это же время наибольшее падение напряжения сварочной дуги будет также фиксироваться на этих двух участках. Столб дуги же находится между этими двумя зонами, а такой параметр, как падение напряжения, в данном случае будет минимальным.
Из всего вышесказанного можно сделать вывод, что, во-первых, источник питания сварочной дуги может выдавать довольно высокое напряжение и ток большой силы. Во-вторых, длина дуги будет состоять из совокупности тех областей, которые были перечислены выше. Чаще всего длина такой дуги равна нескольким миллиметрам, при условии, что анодная и катодная области соответственно равны 10-4 и 10-5 см. Наиболее благоприятной длиной считается дуга 4-6 мм. Именно при таких показателях удастся достичь стабильного горения и высокой температуры.

Виды дуги
Отличие сварочной дуги заключается в схеме подвода, а также в среде, в которой она может возникать. В настоящее время существует два наиболее распространенных типа дуги:
- Дуга прямого действия. В таком случае сварочный аппарат должен располагаться параллельно по отношению к объекту, который подвергается сварке. Электрическая дуга будет возникать, когда угол между металлической заготовкой и электродом составит 90 градусов.
- Вторая основная разновидность – сварочная дуга косвенного типа действия. Она возникает только в том случае, если используется два электрода, и расположены они под углом в 40-60 градусов по отношению к поверхности металлической детали. Дуга будет возникать между этими двумя элементами и сварит металл между собой.

Классификация
Стоит отметить, что есть классификация дуги в зависимости от атмосферы, в которой она будет возникать. На сегодняшний день известно о трех типах:
- Первый тип – это открытая дуга. При сварке такого типа дуга будет гореть на открытом воздухе, а вокруг нее будет образовываться небольшой газовый слой, в который войдут пары металла, электродов и их покрытия.
- Закрытый тип. Горение такой сварочной дуги характеризуется тем, что осуществляется под слоем флюса.
- Последняя разновидность – это дуга с подачей газа. В таком случае в нее подается такое вещество, как гелий, аргон или углекислый газ. Можно использовать и некоторые другие типы газов.
Основное отличие последнего типа заключается в том, что подаваемые газы будут препятствовать такому явлению, как окисление металла во время сварки.
Небольшое отличие наблюдается и в плане времени действия такой дуги. По своей характеристике сварочная дуга может быть стационарной или же импульсной. Стационарная применяется при непрерывном сваривании металлов, то есть она непрерывна. Импульсный тип дуги – это однократное воздействие на металл, точеное прикосновение.
Рабочие элементы, то есть электроды, могут быть угольными или вольфрамовыми. Эти электроды также называются неплавящимися. Можно использовать и элементы из металла, однако они будут плавиться так же, как и заготовка. Наиболее распространенным типом электрода является сталь, если говорить о плавящихся типах. Однако применение неплавящихся видов становится все более популярным на сегодняшний день.

Момент возникновения дуги
Сварочная дуга возникает в тот момент, когда происходит быстрое замыкание. Такое случается, когда электрод соприкасается с металлической заготовкой. Из-за того, что температура просто огромна, металл начинается плавиться, а между электродом и заготовкой возникает тоненькая полоса из расплавленного металла. Когда электрод и металл расходятся, то последний практически моментально испаряется, так как плотность тока очень велика. Далее происходит ионизация газа, из-за чего и появляется сварочная дуга.

Условия горения дуги
В стандартных условиях, то есть при средней температуре 25 градусов и давлении в 1 атмосферу, газ не способен проводить электрический ток. Основное требование к возникновению дуги – это ионизация газовой среды между электродами. Другими словами, газ должен иметь в своем составе некоторые заряженные частицы, электроны или ионы.
Второе важное условие, которое необходимо соблюдать, – постоянное поддержание температуры на катоде. Значение требуемой температуры будет зависеть от таких характеристик, как природа катода, а также его диаметр и размер. Важную роль сыграет и температура окружающей среды. Сварочная дуга должна быть стабильной и при этом иметь огромную силу тока, который и даст высокий температурный показатель (7 тысяч градусов по Цельсию и более). Если все условия соблюдены, то полученной дугой можно обрабатывать любой материал. Чтобы обеспечить наличие постоянной и высокой температуры, нужно чтобы источник питания функционировал максимально стабильно. Именно по этой причине источник питания является важнейшей частью при выборе сварочного аппарата.
Особенности дуги
Есть несколько моментов, которые отличают сварочную дугу от других электрических разрядов.
Первое – это огромная плотность тока, которая может достигать нескольких тысяч ампер на один квадратный сантиметр. Это дает огромную температуру во время работы. Распределение электрического поля между электродами в их пространстве достаточно неравномерное. Около этих элементов наблюдается сильное падение напряжение, а к центру же, наоборот, оно сильно уменьшается. Нельзя не сказать о зависимости температуры от длины столба. Чем больше длина, тем хуже нагрев, и наоборот. Используя сварочные дуги, можно получить самую разную вольт-амперную характеристику (ВАХ).
Сварочный инвертор. Дуга и ее особенности
Сразу стоит начать с основного отличия инверторного источника питания от обычного, трансформаторного. Потребление электрической энергии уменьшено почти в два раза. Характеристика тока, который возникает при использовании инвертора, позволяет обеспечить более быстрое зажигание дуги, а также обеспечивает стабильное горение на протяжении всего процесса работы.
Сам по себе сварочный инвертор – это достаточно сложный аппарат, который производит операции по изменению тока для обеспечения максимально стабильной работы дуги. К примеру, прибор подключается к сети и получает на вход переменный ток, который он способен преобразовать в постоянный. Далее постоянный ток поступает в блок блок инвертора, где он снова преобразовывается в переменный, но уже с гораздо большей частотой, чем был в сети. Этот ток передается трансформатору, где значительно снижается его напряжение, из-за чего увеличивается его сила. После этого выпрямленный и настроенный переменный ток передается выпрямителю, где он преобразовывается в постоянный и подается для работы.
autogear.ru
Сварочная дуга
Сварочная дуга
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси газов, паров металлов и компонентов, входящих в состав электродных покрытий, флюсов и других средств.
Физические и электрические свойства сварочной дуги
Для возникновения электрического разряда газовый промежуток между электродами должен быть ионизирован. Процесс ионизации протекает в следующем порядке. При соприкосновении торца электрода и свариваемого изделия выступы шероховатых поверхностей мгновенно разогреваются током до температуры плавления и испарения вследствие большого омического сопротивления контакта. После отрыва электрода от изделия разогретый торец электрода (отрицательный полюс) начинает испускать электроны, устремляющиеся к аноду под действием разности потенциалов между электродами. При столкновении с электродными частицами металлов, которые в виде паров имеются в межэлектродном промежутке, электроны ионизируют их. Ионизация мгновенно охватывает весь межэлектродный промежуток, и он становится электропроводным. В процессе горения дуги ионизация поддерживается благодаря высокой температуре.
Напряжение на дуге равно сумме падений напряжений в трех ее основных (рис. 1) областях:
Uд=Uк+ Uc+ Ua =f(Iд),
где Uд – напряжение на дуге, В; UK – падение напряжения на катоде, В; Uс-падение напряжения в столбе дуги, В; Uа – падение напряжения на аноде, В; Iд – сила тока в дуге.
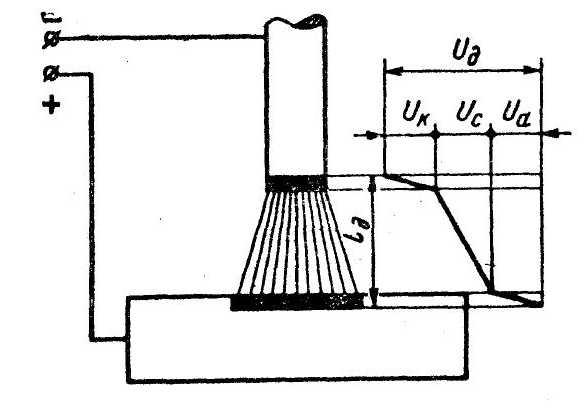
Рис.1. Распределение падения напряжения в дуге
Зависимость напряжения дуги от силы сварочного тока называют статической (вольтамперной) характеристикой дуги.
В общем виде статическая характеристика дуги показана на рис. 2. При малых значениях силы тока в электроде (область 1) статическая характеристика дуги падающая. При средних значениях силы тока (при ручной и автоматической дуговой сварке под флюсом) напряжение на дуге не зависит от силы тока (область 2, жесткая характеристика). В этом случае с достаточной точностью статическая характеристика может быть выражена уравнением
Uд= a+ blд,
где lд – длина дуги, мм; а, b – постоянные коэффициенты, зависящие от материала электродов, давления и свойств газовой среды.
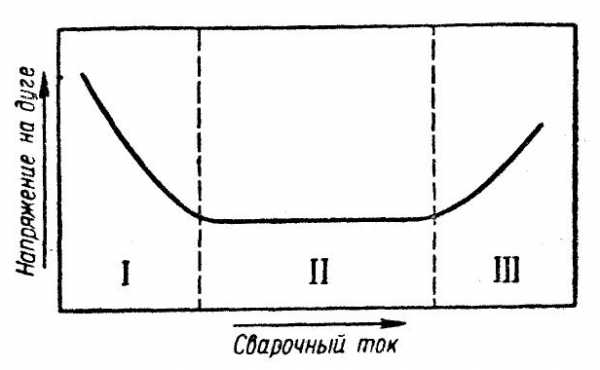
Рис.2. Общий вид статической характеристики дуги
Из этого уравнения следует, что напряжение на дуге, при всея прочих равных условиях, будет зависеть от длины столба дуги.
Возрастающая статическая характеристика дуги (область 3, см. рис. 2) получается при большой силе тока (при автоматической сварке под флюсом или при сварке в среде защитных газов).
Сварочная дуга переменного тока
Вследствие того, что мгновенные значения переменного тока 100 раз в секунду переходят через нуль, причем меняет также свое местонахождение катодное пятно, являющееся источником вылета электронов, ионизация дугового промежутка получается менее стабильной и сварочная дуга менее устойчива, при прочих равных условиях, по сравнению с дугой постоянного тока.
Если дуга включена в цепь переменного тока последовательно с активным сопротивлением, то мгновенные значения напряжения источника и сварочного тока совпадают по фазе. В каждый полупериод дуга угасает и вновь зажигается (восстанавливается) через некоторый промежуток времени, пока напряжение источника тока поднимается до некоторой величины, называемой напряжением повторного зажигания.
Зажигание, дуги характеризуется началом прохождения тока в сварочной цепи. В каждый полупериод имеется перерыв в прохождении тока при угасаниях дуги. Эти перерывы называют временами угасания дуги. Момент угасания происходит при несколько меньшем мгновенном значении напряжения источника, чем в момент зажигания, для которого требуются более высокие значения для получения ионизации остывшего промежутка. Время угасания дуги зависит от максимального значення напряжения зажигания дуги и частоты переменного тока.
Время восстановления дуги снижается при повышении напряжения холостого хода и при использовании повышенных частот. Это время уменьшается также и при снижении напряжения зажигания. Из указанных мер повышения устойчивости горения дуги наиболее распространено снижение напряжения зажигания, чего достигают применением электродов с ионизирующими обмазками.
Величина напряжения зажигания зависит от целого ряда факторов, в первую очередь от величины силы тока дуги. С увеличением силы сварочного тока напряжение зажигания дуги снижается.
Для сварки открытой дугой напряжение зажигания Uз и напряжение горения дуги Uд имеют следующую зависимость:
Uз = (1,3 – 2,5) Uд
При сварке на больших силах тока под флюсом напряжение зажигания почти равно напряжению горения дуги.
Повышение напряжения холостого хода источника питания ограничено правилами техники безопасности, а использование высоких частот требует применения специальной аппаратуры. Общепринятой мерой повышения стабильности сварочной дуги переменного тока является включение в сварочную цепь катушек со стальным сердечником (дросселей), которые позволяют вести сварочные работы металлическими электродами при напряжении сварочного трансформатора порядка 60 – 65В и стандартной частоте. При этом в обмазке электродов должно быть достаточное количество ионизирующих компонентов.
oitsp.ru