Сварочная дуга это: Как возникает дуга?
alexxlab | 13.09.2020 | 0 | Разное
Как возникает дуга?
- Главная
- |
- Азбука сварки – Справочный раздел
- |
- Общие сведения о сварке
Неотъемлемой частью электродуговой сварки является сварочная дуга. Именно она необходима для нагрева изделий и присадочных материалов, их расплавления и последующего сваривания. Сварочная дуга – разряд электрического тока между сварочным электродом и свариваемым изделием. Дуга разогревается до высоких температур порядка 7000oC, что позволяет легко плавить все существующие виды металлов и другие материалы.
Для появления дуги может использоваться ток любого рода: переменный или постоянный прямой или обратной полярности. Различные рода тока используются для различных видов работ.
Различают дугу прямого и косвенного действия. Прямая, или зависимая, дуга зажигается между электродом и свариваемым изделием. Косвенная, или независимая, дуга горит между двумя электродами, минуя само изделие.
Электрический ток подается от источника питания на электрод. Ток подается непрерывно, поэтому изделие перед работой необходимо заземлить. Для этого в сварочной машине предусмотрен специальный заземляющий кабель. В результате подачи тока между электродом и изделием образуется электрический разряд. В момент соприкосновения электрода и изделия происходит короткое замыкание. После этого электрод медленно приподнимается над изделием, и образуется дуга, используемая для электросварки.
При ручной дуговой сварке зажигание дуги может быть происходить в результате касания или чирканья электродом по изделию. Современное сварочное оборудование позволяет получить дугу бесконтактным способом с помощью генератора высокочастотных колебаний.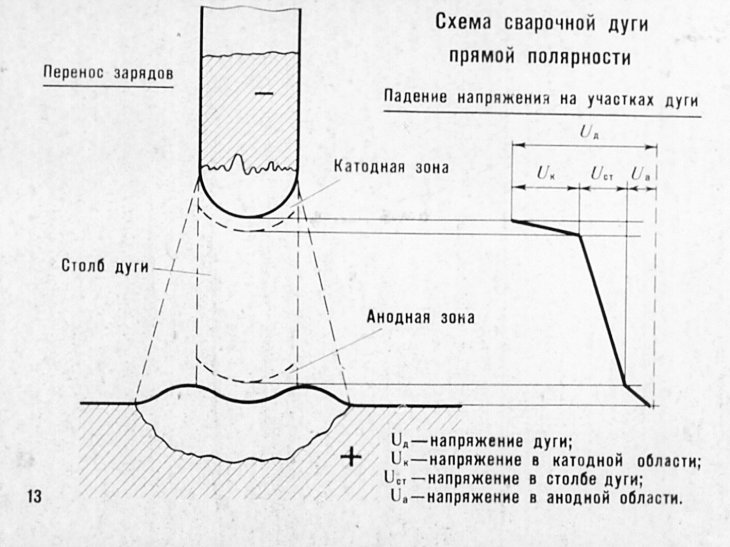
В сварке MMA используется стандартный сварочный электрод. В сварке методом TIG для образования дуги применяется неплавящийся вольфрамовый электрод, а также дополнительно используется присадочная проволока, подаваемая вручную. В сварка методом MIG/MAG электродом для подачи тока служит сама сварочная проволока, подаваемая из специального пистолета. В этом случае проволока выполняет две функции: функцию электрода и функцию присадочного материала.
Для качественного выполнения шва дуга должна быть стабильной. Поэтому большое внимание должно уделяться бесперебойной подаче напряжения. Тип проволоки и скорость ее подачи должны соответствовать свариваемым изделиям. Это также влияет на стабильность электродуги.
Качество горения дуги зависит и от квалификации сварщика. Грамотный сварщик должен уметь поддерживать оптимальное расстояние от электрода до свариваемых кромок и выдерживать постоянную скорость перемещения горелки. Использование современных аппаратов, в том числе для автоматической сварки, позволяет облегчить работу сварщика и снизить влияние человеческого фактора на стабильность дуги и качество получаемого шва.
Сварочная дуга — что это такое, классификация
0
Опубликовано: 28.04.2017
Наличие мощного источника тока позволяет получить электрический разряд между двумя электрическими выходами вторичной обмотки трансформатора. Небольшой зазор позволяет сделать этот разряд управляемым и во время его действия возникает мощное световое излучение и выделение огромного количества тепловой энергии. Эта энергия позволяет расплавить металл, а управляемый процесс называется сварочной дугой, напряжение и сила тока которой даёт возможность достигать температуры, доходящей до 6000 оС. Определение параметров этого явления и возможностей использования его на практике, открывает широкие перспективы для соединения различных металлов и сплавов. Об этом мы и расскажем.
Об этом мы и расскажем.
Оглавление:
- Электрическая дуга и области её применения
- Виды электрической дуги
- Источники питания для электродугового метода
- Заключение
Электрическая дуга и области её применения
Когда был обнаружен эффект короткого замыкания источника тока и его возможность расплавлять металлы, это открыло огромные перспективы для использования в области сваривания самых разных материалов. С помощью плавящихся электродов, покрытых флюсом и присадками, управляемая сварочная дуга позволяет оперативно получить монолитное соединение самых разнообразных деталей. Высокая температура сварки дугой короткого замыкания даёт возможность варить любые материалы от броневых листов и строительных конструкций до тонкого металлопроката, алюминия и титана.
Чтобы понять значение электрической дуги и области её применения при сварке, необходимо знать, что она представляет собой разряд большой мощности в среде газов. Этот процесс сопровождается выделением тепловой и световой энергии с ультрафиолетовой и инфракрасной составляющей, которая требует защиты кожного покрова и органов зрения. Тепловая энергия сварочных дуг ведёт к расплаву материала заготовок и покрытого электрода, что вызывает их частичное испарение. В зависимости от среды, где он действует, разряд может быть следующих видов:
Тепловая энергия сварочных дуг ведёт к расплаву материала заготовок и покрытого электрода, что вызывает их частичное испарение. В зависимости от среды, где он действует, разряд может быть следующих видов:
- в состоянии открытой дуги в воздушной, кислородной среде;
- закрытый разряд, действие которого происходит под флюсом с парами металла;
- в виде дуги, работающей в среде активных или инертных газов.
Кроме того, процесс может происходить с применением плавящихся электродов и проволоки или тугоплавкими вольфрамовыми электродами с ручной подачей присадочных материалов.
Виды электрической дуги
Для наилучшего понимания процесса необходима классификация сварочной дуги по различным признакам, поскольку параметры видов разряда и способы его запуска несколько отличаются в зависимости от ряда факторов. Например, тугоплавкий оксидный слой на поверхности металла или сплава вынуждает повышать значение тока во время возбуждения электрической дуги и соответственно увеличивать температуру в сварочной ванночке.
В момент отрыва электрода от детали возникает сварочная дуга в газообразной воздушной или инертной среде, в которой присутствуют пары металла и флюса. В условиях стабилизации появляется зона горения, состоящая из катодной области, столба разряда и анодной области. Классификация сварочных процессов происходит по следующим признакам:
- материал электрода может быть неплавящимся вольфрамовым или плавящимся покрытым;
- по форме ток может быть импульсным, переменным и постоянным с прямой или обратной полярностью;
- среда может быть открытой воздушной, закрытой под флюсом и инертной;
- по принципу подключения электродов и воздействию на металл процесс может быть комбинированным, косвенным и прямым.
Примером комбинированного воздействия может служить сварка трёхфазной дугой, при которой две фазы подключены к электродам, а третья к соединяемым деталям. Косвенное воздействие производится между двумя близкорасположенными электродами и заготовкой, а прямое между деталями и одним электродом.
Источники питания для электродугового метода
С целью получения энергии для соединения металлов используется разнообразная профессиональная аппаратура, поскольку любая отрасль промышленности немыслима без этого оборудования. Такие источники питания сварочной дуги широко используются и в быту, при дачном строительстве и ремонте всевозможных изделий из сплавов и металлов. Характеристики современного оборудования дают неограниченные возможности для выполнения огромного спектра задач.
Мы рассмотрим основные виды используемых агрегатов, которые позволяют работать сварочной дугой с разными видами металлов и с применением электродов широкого назначения, а именно:
- понижающие трансформаторы переменного тока, а также понижающие выпрямители, работающие с применением покрытых электродов;
- инверторные аппараты ММА;
- инверторы MMA+TIG, которые могут варить как плавящимися электродами, так и тугоплавкими в среде защитных газов;
- полуавтоматическая аппаратура MIG/MAG, в которой вместо электродов используется специальная проволока, а работа производится в защитной среде;
- оборудование для точечной сварки как бытовое, так и промышленное.

Создаваемая этими приборами сварочная дуга, возникает благодаря переменному, постоянному или импульсному току с различными вольт-амперными характеристиками. Кроме того, современная аппаратура обладает возможностью регулировки параметров тока и напряжения в очень широких пределах, а также имеет режимы горячего старта и форсажа дуги. Имеется возможность использовать прямую и обратную полярность, а также импульсный ток, щадящий заготовки малой толщины. Общим для этих методов является то, что длина сварочной дуги не должна превышать 5−6 мм, иначе её действие приобретает нестабильный характер.
Заключение
Мы рассмотрели процесс возникновения сварочной дуги, её виды и использование при соединении металлов. Широкий ассортимент источников питания позволяет выбрать необходимый для работы аппарат с нужными характеристиками по управлению дугой короткого замыкания. Приобретение необходимых навыков сварки зависит от опыта и обучения, успешной работы.
Сергей Одинцов
tweet
Что такое дуга и как работает дуговая сварка?
Яркий голубоватый свет. Все шипит и трещит. Вы можете почувствовать напряжение в воздухе. Это то, что приходит в голову большинству людей, когда они слышат слово «дуга». Молния — это дуга, которую можно увидеть во время грозы. На железной дороге также иногда ненадолго образуется дуга между контактной сетью и пантографом. Сварщики целенаправленно используют дугу для соединения металлов. Но что именно происходит?
Молния
Железнодорожная дуга
Что такое дуга и как она создается?
Для образования дуги между двумя точками должна существовать разность электрических потенциалов: на одном конце избыток электронов (отрицательно заряженных элементарных частиц внутри атомной оболочки) и, следовательно, отрицательный заряд. С другой стороны, отсутствие электронов приводит к положительному электрическому заряду. Эта разница создает напряжение.
С другой стороны, отсутствие электронов приводит к положительному электрическому заряду. Эта разница создает напряжение.
При определенных условиях возникает явление, известное как пробой диэлектрика. Это происходит, когда физические силы пытаются уравновесить разницу между зарядами. Создается канал, в котором тепло и высокое напряжение ионизируют газ между полюсами, образуя электропроводящую плазму. Через этот плазменный канал может течь только ток. В зависимости от типа источника питания пробой может происходить в виде искры или вспышки и так же быстро гаснет, как только уравновешивается разница в заряде. В качестве альтернативы он может продолжать гореть как дуга.
Структура атома
Отступление: плазма
Когда на газ воздействуют высокие уровни энергии (например, ток в нашей атмосфере), выделяющееся тепло вызывает ионизацию частиц газа. Во время этого процесса электроны удаляются из нейтральных атомов, оставляя после себя отдельные количества положительно заряженных ионов и отрицательно заряженных электронов.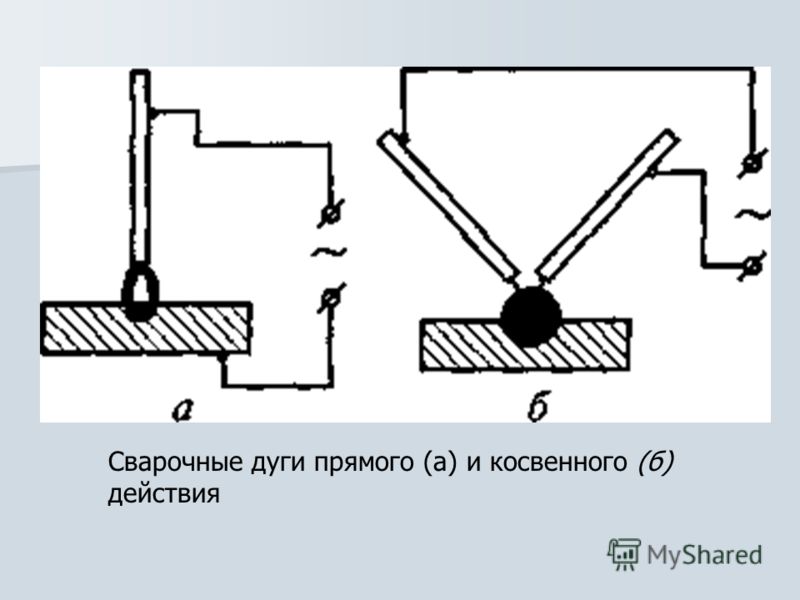 Эта смесь заряженных и нейтральных частиц называется плазмой.
Эта смесь заряженных и нейтральных частиц называется плазмой.
В отличие от газов плазма электропроводна, так как свободные носители заряда (т. е. ионы и электроны) могут переносить ток.
Когда свободные электроны сталкиваются и объединяются с ионами, энергия, которую они поглотили во время их предыдущего разделения, снова высвобождается в виде света. То, что мы воспринимаем как молнию, электрическую искру или дугу, является столбом плазмы, через который течет ток. Сам ток остается невидимым.
Плазменная лампа
Что такое дуговая сварка?
Температура в плазменном столбе дуги составляет от 3500 до 15500 градусов по Цельсию; достаточно высоко, чтобы расплавить и соединить металл. Дуга горит между основным материалом и электродом, который будет иметь противоположную полярность.
В случае дуговой сварки металлическим электродом в среде защитного газа (GMAW) полярность проволочного электрода положительная, а полярность основного материала – отрицательная.
В процессе сварки TIG ток протекает между вольфрамовым электродом с отрицательной полярностью и заготовкой с положительной полярностью.
Различают различные процессы дуговой сварки:
Дуговая сварка плавящимся электродом
Дуговая сварка металлическим газом (GMAW) использует газ, который предотвращает реакцию расплавленного металла с атмосферой. Название процесса сварки зависит от типа используемого газа, который может быть инертным, например, гелий, аргон или их смесь, или активным, например, CO 2 . Соответствующие процессы сварки известны как сварка металла в среде инертного газа (MIG) или сварка металла в активном газе (MAG). Бесконечный проволочный электрод (сварочная проволока) плавится в процессе сварки и действует как присадочный металл.
Особая форма сварки GMAW: тандемный процесс с двумя сварочными проволоками и двумя дугами.
Ручная дуговая сварка металлическим электродом : Сварка ММА, также известная как электродуговая сварка или ручная дуговая сварка металлическим электродом, использует расходуемый стержневой электрод. Покрытие электрода плавится во время сварки, создавая среду защитного газа и защитный слой шлака. Дополнительная подача газа не требуется.
Покрытие электрода плавится во время сварки, создавая среду защитного газа и защитный слой шлака. Дополнительная подача газа не требуется.
TransPocket 180
1: Сердечник
2: Покрытие
3: Капли металла
4: Защитная газовая среда
5: Жидкий наплавленный металл
6: Твердый наплавленный металл
7: Заготовка
8: Жидкий шлак
9: Твердый шлак
10: Дуговая сварка
Сварка порошковой проволокой сочетает в себе принцип стержневого электрода с работой сварки MIG/MAG: Бесконечный проволочный электрод состоит из металлического покрытия (наполнителя). металл), наполненный порошком, который образует шлак. Обычно используется защитный газ; однако самозащитная порошковая проволока не требует дополнительного защитного газа.
При дуговой сварке под флюсом покрытие из порошкообразного флюса выполняет ту же функцию, что и покрытие электрода при ручной дуговой сварке металлическим электродом: непрерывно подаваемый проволочный электрод плавится под слоем защитного порошка.
Дуговая сварка неплавящимся электродом
Сварка вольфрамовым электродом в среде инертного газа (TIG) использует неплавящийся вольфрамовый электрод и защитный инертный газ. Сварка может выполняться как с присадочным металлом, так и без него.
Подобно сварке TIG, для плазменной сварки требуется неплавящийся электрод. Он расположен в корпусе горелки, где нагревает газ для создания плазмы. Плазма подается через охлаждаемое узкое газовое сопло к заготовке, что объясняет, почему дугу также называют суженной дугой. Достигается чрезвычайно высокая плотность энергии. Кроме того, плазма окружена инертным защитным газом, чтобы предотвратить реакцию сварочной ванны с кислородом в атмосфере.
Следующий блог содержит несколько советов о том, когда какой процесс дуговой сварки использовать:
ВИГ, МИГ/МАГ или электродная сварка: когда какой метод сварки использовать?
Введение в дуговую сварку.
 Технологические трубопроводы
Технологические трубопроводыДуговая сварка — это один из нескольких процессов плавления для соединения металлов. Дуговая сварка – это процесс, который используется для соединения металла с металлом с использованием электричества для создания достаточного количества тепла для плавления металла, а расплавленные металлы при охлаждении приводят к связыванию металлов. Поскольку соединение представляет собой смесь металлов, окончательный сварной шов потенциально имеет такие же прочностные характеристики, как и металл деталей. Это резко контрастирует с процессами соединения без плавления (например, пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
При дуговой сварке интенсивное тепло, необходимое для расплавления металла, производится электрической дугой с помощью сварочного источника питания. Дуга образуется между фактической работой и электродом (стержнем или проволокой), который вручную или механически направляется вдоль соединения. Электрод может быть либо стержнем, предназначенным для простого проведения тока между наконечником и изделием. Или это может быть специально подготовленный стержень или проволока, которые не только проводят ток, но и плавятся и подают в соединение присадочный металл. В большинстве случаев сварки при изготовлении металлопродукции используется электрод второго типа. Зона сварки обычно защищена защитным газом, паром или шлаком.
Электрод может быть либо стержнем, предназначенным для простого проведения тока между наконечником и изделием. Или это может быть специально подготовленный стержень или проволока, которые не только проводят ток, но и плавятся и подают в соединение присадочный металл. В большинстве случаев сварки при изготовлении металлопродукции используется электрод второго типа. Зона сварки обычно защищена защитным газом, паром или шлаком.
Базовая схема дуговой сварки
Базовая схема дуговой сварки показана на рис. 1. Источник переменного тока (AC) или постоянного тока (DC), оснащенный любыми необходимыми элементами управления, подключается рабочим кабелем к заготовку и «горячим» кабелем к электрододержателю определенного типа, который создает электрический контакт со сварочным электродом.
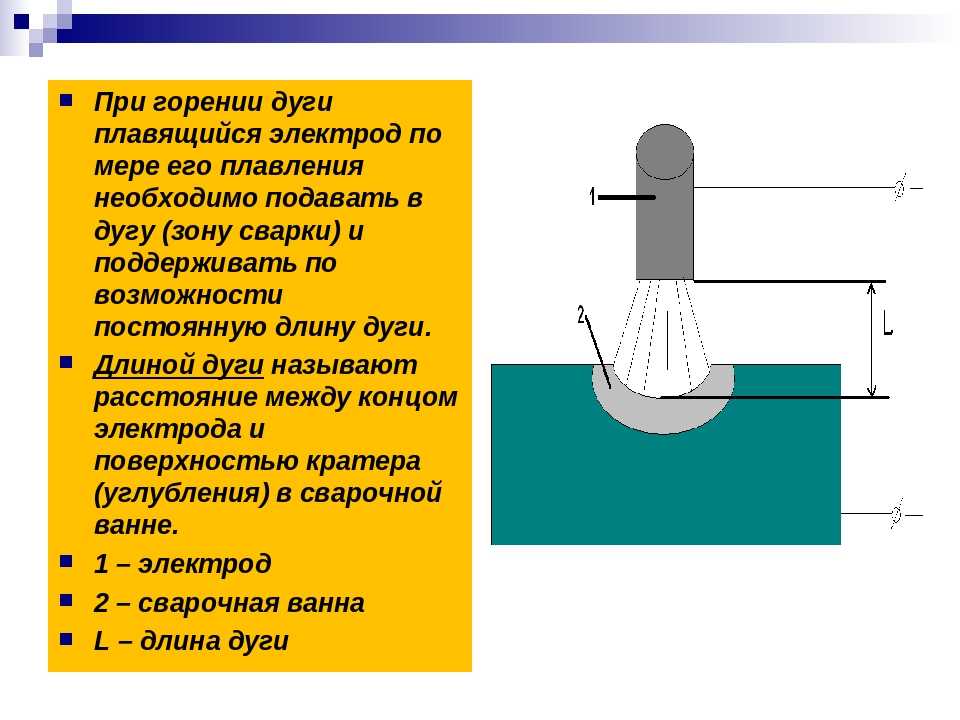
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и удаляются, но все еще находятся в тесном контакте. Дуга создает температуру около 6500ºF (или 3600ºC) на кончике. Это тепло плавит как основной металл, так и электрод, образуя ванну расплавленного металла, которую иногда называют «кратер». Кратер затвердевает за электродом по мере его перемещения вдоль соединения. В результате получается сплавная связь.
Это тепло плавит как основной металл, так и электрод, образуя ванну расплавленного металла, которую иногда называют «кратер». Кратер затвердевает за электродом по мере его перемещения вдоль соединения. В результате получается сплавная связь.
Рисунок 1 – Принципиальная схема дуговой сварки
Дуговая защита
Однако для соединения металлов требуется нечто большее, чем перемещение электрода вдоль стыка. Металлы при высоких температурах склонны вступать в химическую реакцию с элементами воздуха – кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки предусматривают некоторые средства покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется защитой от дуги. Это экранирование предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители. На рис. 2 показано, как покрытие электрода с покрытием (стержнем) обеспечивает газообразный экран вокруг дуги и шлаковое покрытие на горячем наплавленном металле. Шлак защищает свежий шов от воздуха.
Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители. На рис. 2 показано, как покрытие электрода с покрытием (стержнем) обеспечивает газообразный экран вокруг дуги и шлаковое покрытие на горячем наплавленном металле. Шлак защищает свежий шов от воздуха.
Рисунок 2 – Экранирование сварочной дуги
Основы дуги
Сама дуга представляет собой очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторое знание ее общих характеристик может быть полезным.
Дуга представляет собой электрический ток, протекающий между двумя электродами через ионизированный столб газа. Отрицательно заряженный катод и положительно заряженный анод создают сильное тепло сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в столбе плазмы с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для расплавления электрода и основного металла, но при определенных условиях также должна обеспечивать транспортировку расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металлов. Два (из многих) примера включают:
Существует несколько механизмов переноса металлов. Два (из многих) примера включают:
- Перенос поверхностного натяжения – капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения.
- Распылительная дуга – капля выбрасывается из расплавленного металла на кончике электрода с помощью электрического зажима, толкающего ее в расплавленную ванну.
Поскольку для проведения электричества через зазор должен существовать ионизированный путь, простое включение сварочного тока с расположенным над ним электрически холодным электродом не приведет к возникновению дуги. Дуга должна зажечься. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его удалением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с положительным или отрицательным электродом или переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Электроды
При дуговой сварке электрод используется для проведения тока через заготовку для сплавления двух деталей вместе. Он изготавливается из материалов, близких по составу к свариваемому металлу. Существует множество факторов, влияющих на выбор правильного электрода для каждого проекта. Выбор электрода имеет решающее значение для простоты очистки, прочности сварного шва, качества валика и сведения к минимуму любых брызг. Электроды необходимо хранить в защищенном от влаги месте и осторожно вынимать из любой упаковки
В зависимости от процесса электрод может быть либо плавящимся, в случае дуговой сварки металлическим электродом в среде защитного газа или дуговой сварки металлическим электродом, либо неплавящимся, например, в случае дуговой сварки вольфрамовым электродом в среде защитного газа.
Плавящиеся электроды
Плавящиеся электроды — это электроды, которые расплавляются или расходуются в процессе сварки. Эти электроды изготовлены из материалов с низкой температурой плавления. Когда электрод и заготовка соприкасаются, дуга начинает плавить конец электрода. Расплавленный электрод переносится на заготовку в виде капель металла. Они состоят из различных материалов в зависимости от необходимости и химического состава соединяемых металлов. Наиболее часто используемым материалом сердечника является мягкая сталь, низколегированная сталь и никелевая сталь. Расходуемый электрод может помочь в процессе лучшего удаления примесей.
Эти электроды изготовлены из материалов с низкой температурой плавления. Когда электрод и заготовка соприкасаются, дуга начинает плавить конец электрода. Расплавленный электрод переносится на заготовку в виде капель металла. Они состоят из различных материалов в зависимости от необходимости и химического состава соединяемых металлов. Наиболее часто используемым материалом сердечника является мягкая сталь, низколегированная сталь и никелевая сталь. Расходуемый электрод может помочь в процессе лучшего удаления примесей.
Расходуемые электроды можно разделить на следующие группы:
- Неизолированные электроды – Не имеют флюсового покрытия. Только сплав или металлическая проволока.
- Электроды с легким покрытием – Это электроды с коэффициентом покрытия 1,25. (коэффициент покрытия = диаметр электрода / диаметр жилы).
- Электроды со средним покрытием – Имеют коэффициент покрытия около 1,45.

- Электрод с толстым покрытием – Коэффициент покрытия составляет от 1,6 до 2,2.
Неплавящиеся электроды
Неплавящиеся электроды — это электроды, которые не плавятся и не расходуются в процессе сварки. Эти электроды предполагают использование материалов с высокой температурой плавления. При сварке этими электродами требуется присадочный металл, чтобы заполнить зазор между двумя металлическими частями. Наиболее часто используемым материалом сердечника является углерод (температура плавления 6700ºF), чистый вольфрам (температура плавления 6150ºF) или вольфрамовый сплав. Вольфрамовые электроды намного дороже угольных или графитовых электродов. Электроды из вольфрамового сплава также дороже.
Наиболее распространенные методы дуговой сварки
Существуют различные типы методов дуговой сварки. Ниже приводится обзор различных методов дуговой сварки. Подробная информация о каждом процессе дуговой сварки будет подробно изложена в отдельных сообщениях блога.
Дуговая сварка порошковой проволокой (FCAW)
В этом типе дуговой сварки используются трубчатые электроды, заполненные флюсом. В то время как эмиссионный флюс защищает дугу от воздуха, для неэмиссионных флюсов могут потребоваться защитные газы. Он идеально подходит для сварки плотных профилей толщиной в дюйм и более, поскольку FCAW имеет более высокую скорость наплавки металла шва.
Дуговая сварка металлическим газом (GMAW)
Сварка GMAW или MIG защищает дугу с помощью газа, такого как аргон или гелий, или газовой смеси. Электроды имеют раскислители, предотвращающие окисление, поэтому можно сваривать несколько слоев. Этот метод имеет ряд преимуществ: простой, универсальный, экономичный, низкотемпературный и легко автоматизируемый. Это популярный метод сварки тонких листов и профилей.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка GTAW или TIG часто считается самой сложной. Вольфрамовые электроды создают дугу. Для защиты экрана используются инертные газы, такие как аргон или гелий, или их смесь. Присадочная проволока добавляет расплавленный материал, если это необходимо. Этот метод намного «чище», так как не образует шлака, что делает его идеальным для сварочных работ, где важен внешний вид, а также тонкие материалы.
Для защиты экрана используются инертные газы, такие как аргон или гелий, или их смесь. Присадочная проволока добавляет расплавленный материал, если это необходимо. Этот метод намного «чище», так как не образует шлака, что делает его идеальным для сварочных работ, где важен внешний вид, а также тонкие материалы.
Плазменная дуговая сварка (PAW)
В этом методе дуговой сварки используются ионизированные газы и электроды, которые создают струи горячей плазмы, направленные на область сварки. Так как струи очень горячие, этот метод подходит для узких и глубоких швов. PAW также хорош для увеличения скорости сварки.
Дуговая сварка защищенным металлом (SMAW)
SMAW — один из самых простых, старых и наиболее адаптируемых методов дуговой сварки, что делает его очень популярным. Дуга возникает, когда кончик электрода с покрытием касается области сварки, а затем отводится для поддержания дуги. Тепло расплавляет наконечник, покрытие и металл, так что после затвердевания сплава образуется сварной шов.