Сварочная электрическая дуга: Что такое электрическая дуга | Температура сварочной дуги, вольт-амперная характеристика
alexxlab | 16.04.2023 | 0 | Разное
Что такое электрическая дуга | Температура сварочной дуги, вольт-амперная характеристика
Метод сварки используется людьми для герметичного соединения металлов уже больше века. Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Со временем, детально проанализировав вольтамперные характеристики, ученые сделали сварку более совершенной. Были созданы современные устройства, которые отлично поддерживали стабильность сварочной дуги.
СОДЕРЖАНИЕ
- Что такое сварочная дуга
- Строение и температура сварочной дуги
- Виды сварочной дуги
- Условия горения
- Как образуется электрическая дуга и причины ее возникновения
- Вольт-амперная характеристика сварочной дуги
- Особенности электрической дуги
Что такое сварочная дуга
Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник. Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение и температура сварочной дуги
Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
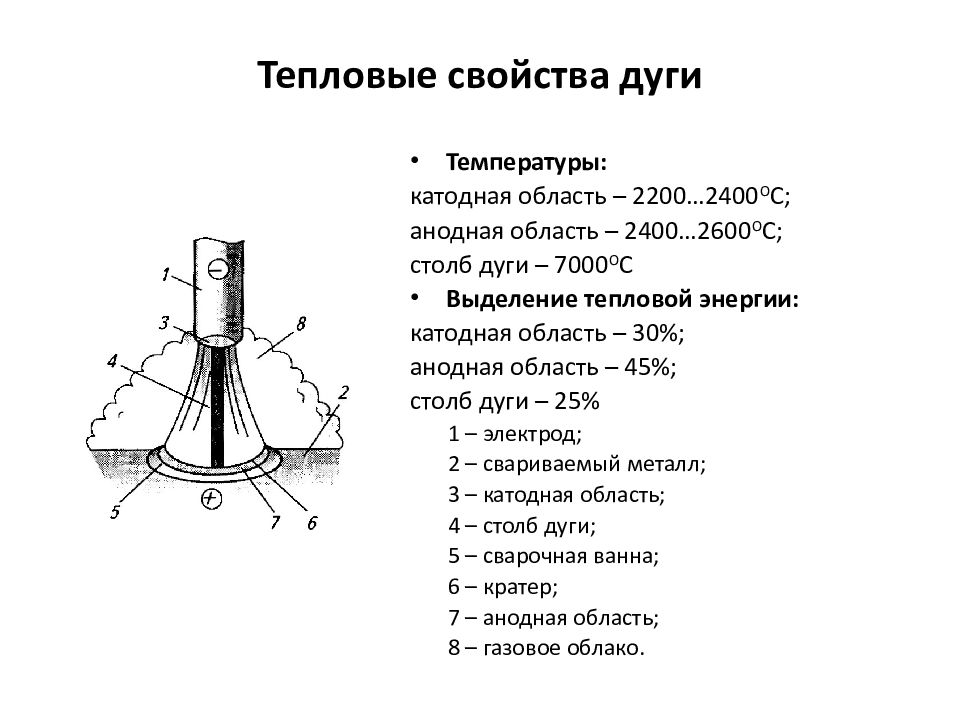
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре.
Виды сварочной дуги
Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.

Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Читайте также: Маркировка электродов для ручной дуговой сварки
Условия горения
Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде. Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока. Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов. Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- мощность дуги;
- условия гашения.
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий.
 Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна; - растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.
Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности электрической дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.

Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
Защита от излучения электрической дуги
Электрическая сварочная дуга — сильный источник лучистой энергии. Электрическая дуга излучает невидимые инфракрасные, видимые световые и невидимые ультрафиолетовые лучи. Являясь составными частями одного лучевого потока, эти лучи вызывают различные заболевания.
Невидимые инфракрасные лучи, особенно при длине волны от 0,00076 до 0,0015 мм и длительном облучении, вызывают общую потерю зрения. Это заболевание носит название катаракта хрусталика. При правильном подборе защитных стекол инфракрасные лучи полностью поглощаются.
Видимые световые лучи, имея длину волны от 0,00076 до 0,0004 мм, при кратковременном облучении действуют ослепляюще, а при длительном вызывают ослабление зрения. Это объясняется тем, что яркость видимых лучей электрической дуги больше примерно в 10 000 раз яркости лучей, которые могут быть переносимы без напряжения незащищенным глазом.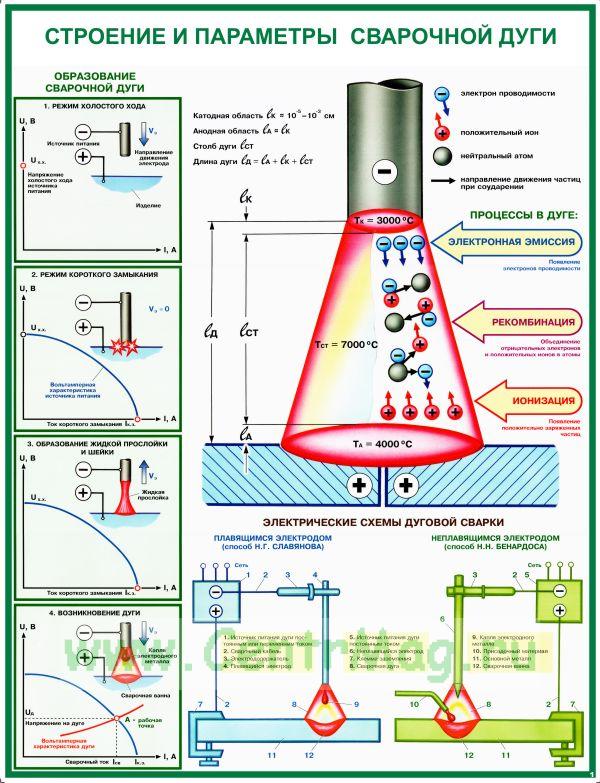
Ультрафиолетовые лучи, имея длину волны от 0,0004 до 0,00022 мм, даже при сравнительно кратковременном облучении (в течение нескольких минут) вызывают заболевание глаз. Это заболевание носит название светобоязнь и сопровождается острой болью и слезотечением. Светобоязнь при нормальном исходе проходит через 2—3 дня, не вызывая никаких последствий.
Облучение ультрафиолетовыми лучами в течение 1—3 час. вызывает ожог кожи. Ожог кожи наблюдается, главным образом, у сборщиков и у работающих вблизи мест сварки. У сварщиков тело защищается во время работы одеждой, лицо и шея щитком, а руки рукавицами.
Действие ультрафиолетовых лучей уменьшается с увеличением расстояния, и на расстоянии более 10 м сильно ослабевает. Для защиты глаз при сварочных работах на отечественных предприятиях применяются темные стекла марки ЭС. Эти стекла снижают яркость видимой части светового потока электрической дуги, а также поглощают инфракрасные и ультрафиолетовые лучи.
Стекла ЭС выпускаются трех номеров: ЭС-100 (самое светлое), применяющееся при сварке на токе до 100 а, ЭС-300, применяющееся при сварке на токе 100—300 а и ЭС-500, применяющееся при сварке на токе свыше 300 а. Стекла ЭС имеют размер 115×52 мм и вставляются в щитки и маски электросварщиков. Стекла ЭС предохраняются от брызг расплавленного металла обычными прозрачными стеклами, которые сменяются по мере загрязнения. Заменять стекла ЭС какими-либо иными стеклами или набором цветных стекол запрещается, так как это может привести к заболеванию глаз.
Стекла ЭС имеют размер 115×52 мм и вставляются в щитки и маски электросварщиков. Стекла ЭС предохраняются от брызг расплавленного металла обычными прозрачными стеклами, которые сменяются по мере загрязнения. Заменять стекла ЭС какими-либо иными стеклами или набором цветных стекол запрещается, так как это может привести к заболеванию глаз.
Для предупреждения ожогов кожи и заболевания глаз под действием лучей электрической дуги необходимо предусматривать, помимо индивидуальных средств защиты, общие средства. Эти общие средства должны надежно предохранять от лучей лиц, окружающих сварщика. К ним относятся: 1) кабины с дверями, закрытыми брезентовыми занавесками, в случае, когда сварочные работы ведутся на одном месте; 2) переносные щиты и ширмы, если сварочные работы носят временный характер.
Кроме того, все работники сварочных цехов и работники, имеющие отношение к этим цехам, должны проходить специальный инструктаж, так как заболевание глаз из-за поражения лучами дуги наблюдается чаще у вновь принятых на работу.
На видных местах в сварочных цехах и отделениях необходимо иметь плакаты с надписями: «Береги глаза от света электрической дуги», «Не смотри на электрическую дугу, это приводит к заболеванию глаз», «Смотри на электрическую дугу через защитное стекло марки ЭС».
Электродуговая сварка (дым и пары)
Электродуговая сварка (дым и пары)- OH&S
- Предупреждения об опасности
- Электродуговая сварка (дым и пары)
Базовая информация
Два наиболее распространенных типа сварки:
- Электродуговая сварка металла с использованием электрода с флюсовым покрытием (ручная дуговая сварка металлом) MMAW
- Электродуговая сварка металла проволочным электродом в защитных газах (дуговая сварка металлическим газом) GMAW
Опасности
Сварочные дымы и пары представляют собой сложную смесь оксидов, силикатов и фторидов металлов. Дым и пары образуются, когда металл нагревается выше точки кипения, и его пары конденсируются в очень мелкие частицы, которые могут попасть в организм при вдыхании, вызывая удушье и токсичность. Частицы в зоне дыхания сварщика могут оставаться в воздухе в течение нескольких часов, если их не удалить вентиляцией.
Дым и пары образуются, когда металл нагревается выше точки кипения, и его пары конденсируются в очень мелкие частицы, которые могут попасть в организм при вдыхании, вызывая удушье и токсичность. Частицы в зоне дыхания сварщика могут оставаться в воздухе в течение нескольких часов, если их не удалить вентиляцией.
Состав дыма и паров зависит от свариваемых материалов. Некоторые вещества, содержащиеся в сварочном дыме и парах, включают свинец, кадмий, марганец, цинк, железо, хром и никель.
Добавьте покрытия к материалу, и могут образоваться такие вещества, как цианистый водород, формальдегид, изоцианат, двуокись углерода, окись углерода и т. д.
Сварочные дымы и пары долгое время считались канцерогенными агентами.
Задокументировано множество случаев острого отравления в результате воздействия одного или нескольких сварочных дымов или паров.
Недавние медицинские исследования связывают воздействие сварочного дыма и пара и их воздействие на нервную систему.
Вызывают озабоченность синдромы, связанные с токсическим поражением нервной системы и мозговыми расстройствами (болезнь Альцгеймера и Паркинсона), а также профессиональное воздействие этих дымов и паров на сварщиков.
Доказательства подтверждают, что незащищенная сварка приводит к неврологическим повреждениям.
Средства контроля рисков
Работодатели должны иметь Положение о методах безопасного труда (SWMS), в котором их работники информируются об опасностях и рисках, связанных с их работой в загрязненной атмосфере, а также о мерах контроля, которые должны быть приняты для устранения или контролировать риск.
Рассмотрение до начала сварки со ссылкой на иерархию средств контроля:
- Вентиляция
- Дым и пары, образующиеся в процессе сварки
- Замкнутое пространство
- Мониторинг атмосферы
- Санитарное наблюдение
- 4 90 обучение
- Первая помощь
Средства индивидуальной защиты (СИЗ), присущие процессу сварки, в виде сварочного шлема.
При выборе сварочной маски следует выбирать автоматически затемняющиеся линзы с избыточным давлением воздуха.
Прочие соображения:
В соответствии с Законом об охране труда и технике безопасности 2004 года работодатели обязаны следить за здоровьем своих работников.
Сварщикам рекомендуется сообщать своему врачу о своей профессии, когда они обращаются за лечением или проходят осмотры, чтобы обеспечить надлежащий уход и рекомендации.
Steve Rocco V2 2016
Загрузить
Загрузить копию этого предупреждения об опасности, чтобы распечатать его и сообщить своим коллегам по работе
Пожалуйста, подождите…..
Электродуговая сварка Определение и значение
- Основные определения
- Викторина
- Примеры
- Британский
Показывает уровень сложности слова.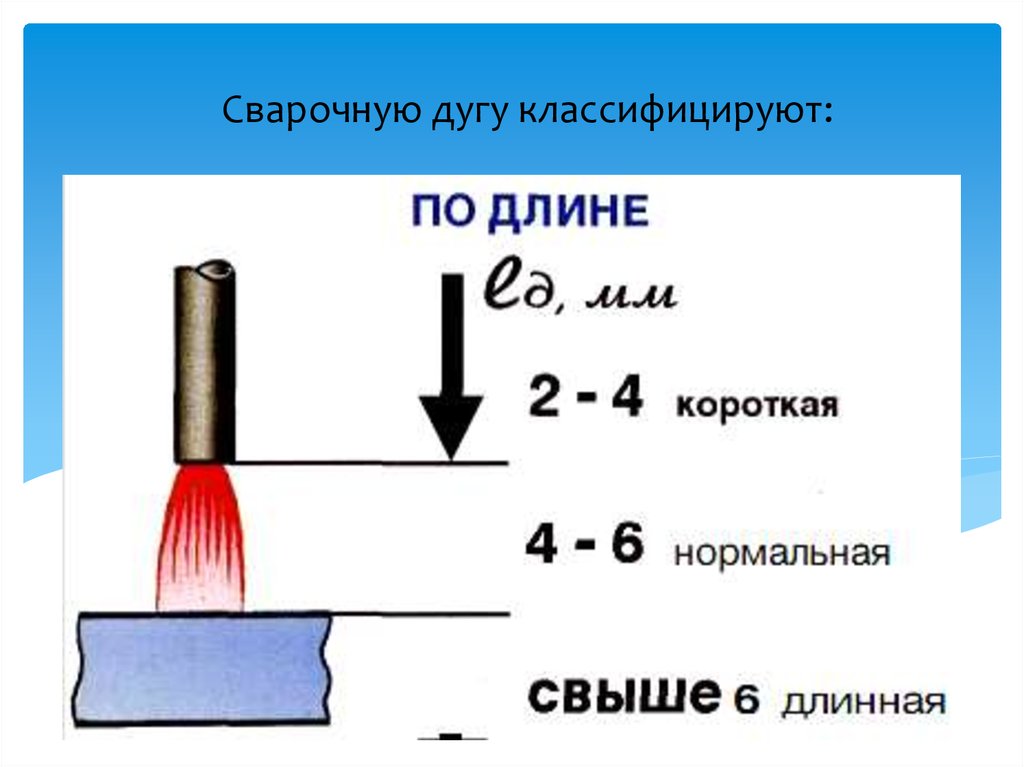
Сохрани это слово!
Показывает уровень сложности слова.
сущ.
дуговая сварка.
ВИКТОРИНА
ВСЕ ЗА(U)R ЭТОГО БРИТАНСКОГО ПРОТИВ. ВИКТОРИНА ПО АМЕРИКАНСКОМУ АНГЛИЙСКОМУ
Существует огромная разница между тем, как люди говорят по-английски в США и Великобритании. Способны ли ваши языковые навыки определить разницу? Давай выясним!
Вопрос 1 из 7
Правда или ложь? Британский английский и американский английский различаются только сленговыми словами.
Происхождение электродуговой сварки
Впервые записано в 1890–1895 гг. , электрический сом, электрическая ячейка, электрический стул
Dictionary.com Полный текст Основано на словаре Random House Unabridged Dictionary, © Random House, Inc. 2023
Как использовать электродуговую сварку в предложении
TVA, федеральный и зарегистрированный поставщик электроэнергии, является наследием Нового курса, как и Social Безопасность.

Стив Скализ показывает, что между Конфедерацией и Южным существует тонкая грань|Ллойд Грин|2 января 2015 г.|DAILY BEAST
В чаше электрического миксера взбейте сливочное масло и коричневый сахар до получения легкой и воздушной массы.
Приготовьте липкий ирисовый пудинг Карлы Холл «The Chew’s»|Карла Холл|28 декабря 2014 г.|DAILY BEAST
С этой целью бюджет откладывает федеральный поэтапный отказ от ламп накаливания.
Подарок Конгресса, который продолжает приносить пользу|P. Дж. О’Рурк|20 декабря 2014 г.|DAILY BEAST
В четверг российские блогеры опубликовали фотографии пустых полок в магазинах, где когда-то продавались электротовары.
После провальной ежегодной пресс-конференции Путин нуждается в объятиях|Анна Немцова|18 декабря 2014 г.|DAILY BEAST
Hart Electric LLC Производитель электрических компонентов из Иллинойса, компания H.I. Кабель.
The 26 Next Hobby Lobbys|Эбби Хэгладж|17 декабря 2014|DAILY BEAST
В этой позиции линия кавалерии образовала хорду дуги, описанной рекой и занятой нами.
