Сварочная горелка ацетиленовая – Горелки ацетиленовые
alexxlab | 30.08.2019 | 0 | Разное
| Горелка ацетиленовая Г2 MINI 273-02Горелка ацетиленовая предназначена для ручной сварки, пайки и подогрева металлов, с применением в качестве горючего газа ацетилена… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Г2-111Горелка сварочная универсальная малой мощности предназначена для ручных процессов ацетилено-кислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Г2-121Горелка сварочная универсальная малой мощности предназначена для ручных процессов ацетилено-кислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов… Подробнее… | |
| Горелка ацетиленовая Г2-123Горелка сварочная универсальная малой мощности предназначена для ручных процессов ацетилено-кислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Г2-13Горелка сварочная универсальная малой мощности предназначена для ручных процессов ацетилено-кислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Г2-151Горелка сварочная универсальная малой мощности предназначена для ручных процессов ацетиленокислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Г2-23Горелка сварочная универсальная малой мощности предназначена для ручных процессов ацетиленокислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Г2-34Горелка сварочная универсальная малой мощности предназначена для ручных процессов ацетилено-кислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Г3Горелка ацетиленовая предназначена для ручной сварки, пайки и подогрева металлов, с применением в качестве горючего газа ацетилена… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Г3-05 (наконечники 3, 4, 5)Горелки сварочные средней мощности предназначены для ручной сварки, пайки и нагрева металлов с применением ацетилено-кислородного пламени… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Г3-345Горелка сварочная универсальная средней мощности предназначена для ручных процессов ацетиленокислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов… Подробнее… | |
| Горелка ацетиленовая Г3-45 (наконечники 4, 5)Горелка сварочная универсальная средней мощности предназначена для ручных процессов ацетиленокислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая ГС-2 (наконечники 1, 3)Горелка ацетиленовая предназначена для ручной сварки, пайки и подогрева металлов, с применением в качестве горючего газа ацетилена… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая ГС-2М типа МАЛЮТКА (наконечники 0, 1, 2, 3)Горелка ацетиленовая предназначена для ручной сварки, пайки и подогрева металлов, с применением в качестве горючего газа ацетилена… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая ГС-3 (наконечники 4, 6)Горелка ацетиленовая предназначена для ручной сварки, пайки и подогрева металлов, с применением в качестве горючего газа ацетилена… Подробнее… Продукция: КРАСС | |
| Горелка ацетиленовая Малютка (наконечники 0, 1, 2, 3)Горелка ацетиленовая инжекторная малой мощности предназначена для ручной сварки, пайки, подогрева и других видов газопламенной обработки металлов… Подробнее… Продукция: КРАСС |
www.deltasvar.ru
Горелка сварочная ацетиленовая Автоген-М, Донмет
Горелка ацетиленовая предназначена для ручной сварки, пайки, подогрева металлов с применением ацетилено-кислородного пламени.
Горелки ацетиленовые малой мощности (толщина свариваемой стали до 4мм) имеют ниппель для подсоединения рукава 6мм, горелки ацетиленовые средней мощности – ниппель 9мм.
Для сварки металла нужной толщины на горелку должен быть устанавлен соответствующий наконечник:
- наконечник №0 – толщина свариваемого металла 0.2 – 0.5 мм
- наконечник №1 – толщина 0.5 – 1.0 мм
- наконечник №2 – толщина 1.0 – 2.0 мм
- наконечник №3 – толщина 2.0 – 4.0 мм
- наконечник №4 – толщина 4.0 – 6.0 мм
Возможные неисправности горелки и способы их устранения
| Неисправность | Причина | Способ устранения |
| 1. При зажигании пламени появляюся хлопки | Низкое давление газов на входе в горелку. | Установить давление газов в соответствии с технической характеристикой |
| Неплотная посадка инжектора со стволом горелки | Подтянуть накидную гайку на наконечнике | |
| 2. Утечка газа в месте присоединения мундштука | Неплотное соединение мундштука с ниппелем трубки | Подтянуть мундштук или притереть его посадочное место |
| 3. Нет разряжения в канале горючего газа | Засорение инжектора | Прочистить инжектор или вывернуть его на 1/4 оборота. |
| 4. Утечка газа из-под гайки наконечника | Износ сальникого уплотнения | Подтянуть гайки или заменить сальниковое уплотнение. |
| 5. Утечка газа из-под накидной гайки вентиля | Износ сальникого уплотнения | Подтянуть гайку или заменить сальниковое уплотнение |
| 6. Неправильная форма пламени | Засорение сопла | Прочистить каналы мундштука |
svarka-piter.ru
Что такое ацетиленовая сварка? Технология и особенности
Использование ацетилена в сварке — один из старейших методов получения качественного эстетичного шва. С помощью этого метода можно варить любые металлы, в том числе черные и цветные. Вам даже не нужно использовать для этого электричество! Словом, это крайне интересный метод соединения однородных и разнородных металлов.

В этой статье мы кратко расскажем, что такое ацетиленовая сварка, какие есть достоинства и недостатки у этой технологии, какие особенности учесть, чтобы получить максимально качественный шов.
Содержание статьи
Общая информация
Ацетиленовая сварка — метод соединения металлов, при котором ключевым компонентом является газ ацетилен. Ацетилен получают путем смешивания карбида кальция с водой. Ранее смешивание выполнялось вручную в специальном генераторе. Дополнительно использовался баллон с кислородом, шланги, горелка. Применение ацетилена и кислорода при сварке получило широкое распространение.

Всегда было одно «но»: генератор и необходимость смешивать ацетилен вручную. Эта процедура была трудоемкой и проводилась перед каждой сваркой. Но был один плюс: после сварки можно было слить оставшийся газ и использовать его повторно. Но вскоре газовая сварка ацетиленом начала производиться применением специальным баллонов, содержавших газ ацетилен. Так что сейчас нет нужды вручную сменить карбид кальция и воду.
Технология
Сначала подается ацетилен для сварки до того момента, пока не появится характерный резкий запах. Поджигаем горелку и постепенно подаем кислород. Должно образоваться красивое синее пламя. Баллоны с ацетиленом и кислородом обычно снабжены редукторами. Установите давление ацетилена от 2 до 4 атмосфер, и давление кислорода до 2 атмосфер. Это оптимальные значения. Мы не рекомендуем использовать большее давление, поскольку оно лишь усложнит процесс сварки.
Если предстоит сварка ацетиленом и кислородом черных металлов, то рекомендуем добиться нейтрального пламени. Его можно визуально отличить от любого другого, поскольку пламя состоит из трех «слоев»: внутренний обычно ярко-голубого или зеленоватого цвета, средний бледно-голубого цвета и наружный.
Вообще существует 4 типа пламени, получаемого с помощью ацетилена. Но чаще всего используется именно нейтральное пламя, оно относительно универсальное. Здесь мы не будем подробно расписывать, как добиться нейтрального пламени, поскольку это сложный процесс. При желании вы сможете найти дополнительные обучающие материалы. Скажем лишь, что важно не допускать появления длинного пламени, конец которого окрашен в оранжевый цвет. К тому же, неправильно настроенное пламя может вместо плавления просто разрезать металл, так что важно уделить этой теме побольше внимания при обучении.
Достоинства и недостатки
Достоинства у ацетиленовой сварки весомые. Во-первых, вам не нужно использовать электричество, чтобы произвести сварку. К тому же, все оборудование можно перевозить на специальной тележке, и вы сможете варить на улице в труднодоступных местах. Во-вторых, вы можете просто поменять угол направления пламени, и температура ванны сразу же изменится. Так можно довольно удобно регулировать степень нагрева.

В-третьих, при должной сноровке вы можете избежать прожогов просто меняя расстояние от сварочной ванны до горелки. Но не стоит забывать и о недостатках. Нужно понимать, что такая сварка требует много времени и терпения, поэтому ее нельзя назвать производительной.
А такой вариант вряд ли подойдет для крупного предприятия с большим количеством выпускаемой продукции. Также учитывайте, что во время сварки нагревается не только сварочная ванна, но и вся прилегающая область металла, а это не очень хорошо для детали. Также такую работу не сможет выполнить сварщик низкой квалификации, обязательно нужен профессионал своего дела.
Особенности
Ацетилено кислородная сварка имеет свои особенности, которые обязательно нужно учитывать перед началом работ. Прежде всего, качество готового шва зависит от трех компонентов: мощности пламени, угла сварки и диаметра присадочной проволоки. Давайте подробнее остановимся на каждом из них.
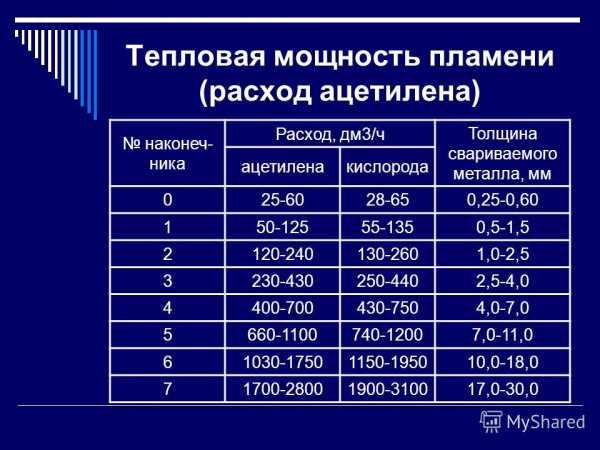
Мощность пламени газовые горелки для сварки должна выбираться исходя из свойств металла, который вы собираетесь варить. Пользуйтесь простым правилом: у толстой детали высокая теплопроводность и температура плавления, значит для нее необходима большая мощность пламени. С тонкой деталью все с точностью наоборот. Но учтите, что тем больше мощность пламени, тем больше расход газа.
Профессионалы обычно высчитывают оптимальную мощность с помощью формулы, но для новичков этот метод может показаться сложным. Поэтому просто дадим свои рекомендации касаемо оптимальных значений мощности для каждого типа металла. Ниже вы можете видеть рекомендуемые номера наконечников в соответствии с толщиной металла. Именно с помощью наконечника регулируется мощность. Она имеет свою ЕИ — литры в час (л/ч).
Теперь поговорим об угле наклона горелки. Угол наклона так же зависит от толщины металла. Для сварки металла толщиной от 1 до 155 миллиметров рекомендуем угол от 10 до 80 гарусов соответственно. Увеличивайте угол, если металл толще. Чтобы деталь хорошо прогрелась (не важно, какой она толщины) нужно в начале сварки держать горелку под углом в 90 градусов.
Также присадочная проволока используется для сварки. Ее диаметр наравне с мощностью пламени и углом наклона горелки влияет на качество шва. Здесь все то же самое, диаметр подбирается исходя из толщины металла. Просто узнайте, сколько миллиметров толщина вашей детали, поделите пополам это значение и прибавьте один миллиметр, таков будет диаметр проволоки.
Отдельно хотим рассказать вам о способах ведения горелки. Ее можно вести на себя или от себя. Если вы будете вести на себя, то сначала должна двигаться горелка, а вслед за ней присадочная проволока. Так пламя будет равномерно разогревать металл и формировать сварочную ванну. Старайтесь держать горелку под углом 45 градусов. Траектория движения — кругом или полукругом. Присадочную проволоку нужно подавать следом, прямо в сварочную ванну.
Читайте также: Углекислотная сварка
Если вы будете варить от себя, то сначала нужно подавать присадочную проволоку, и только затем горелку. Зачастую такой метод применяют, если нужно сварить толстый металл. В таком случае нагрев металла и плавление проволоки осуществляются одновременно. Образуется смесь из расплавленной проволоки и металла, которая заполняет сварочную ванну. И самое сложное — добиться равномерного смешивания, чтобы шов получился максимально качественным. Так что нужно следить за скорость плавления металла и проволоки.
Вместо заключения
Ацетиленовая сварка — одна из лучших технологий для резки и сварки металлов, если на первом месте стоит качество шва, а не количество выпущенной продукции. Сварка ацетиленом, по сути, является просто разновидностью газовой сварки, а потому доступна и проста в эксплуатации. Газовые баллоны можно легко и недорого купить в любом специализированном магазине. Больше не нужно вручную смешивать воду с карбидом, чтобы получить ацетилен, достаточно открыть подачу газа и приступить к работе. А вы когда-нибудь выполняли ацетиленовую сварку? Расскажите о своем опыте, он будет полезен для новичков. Не забывайте делиться этой статьей в своих социальных сетях. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Преимущества и недостатки технологии газовой сварки ацетиленом
Газовая сварка практически всегда ассоциируется с ацетиленом, так как именно этот газ дает самую высокую температуру пламени при горении с добавлением очищенного кислорода. Это позволяет экономически выгодно использовать одинаковые объемы ацетиленового газа по сравнению с другими газовыми смесями.
Широкое использование и производство ацетилена несколько упало за последние десятилетия. Это вызвано внедрением высококачественных электродов для автоматической и дуговой сварки под флюсом. Некоторые отрасли промышленности навсегда отказались от использования газовой сварки, но выполнение некоторых ремонтных и полевых работ без нее остаются невозможными.
Ацетилен для сварки (C2h3)
Общая информация
Ацетилен имеет углеводородный состав с тройной углеродной связью. Дешевый способ получения из карбида кальция и воды сделал его самым распространенным горючим газом для сварки. Высокая температура горения ацетилена приводит к выделению твердых частиц углерода, которые начинают ярко светиться от желтого пламени к белому. Это позволило применять ацетилен и для фонарей.
Ацетилен транспортируется и хранится в газовых баллонах белого или красного (для сжиженного состояния) цвета по 40 л под давлением 1,6 МПа. Он является взрывоопасным при добавлении кислорода или воздуха, а так же при высоком давлении.
Свойства ацетилена
- При температуре минус 83,3 0С ацетилен переходит в жидкое состояние.
- При достижении минуса более 90 0С газ затвердевает.
- Этот газ растворим в воде, и полностью растворяется в органических растворителях, таких как ацетон.
- При высоких температурах (500 0С) ацетилен взрывается, а так же при давлении более чем 2 атм.
Преимущества и недостатки ацетиленовой горючей смеси для сварки
Преимущества:
- Самая высокая температура горения.
- Возможность получения ацетилена из генераторов и приобретения более качественного в заводских баллонах.
- По сравнению с другими горючими газами является самым выгодным.
Недостатки:
- Повышенная взрывоопасность и строгие условия техники безопасности.
- Высокая загазованность помещений при работе.
- Возможные возникновения дефектов: пережог и перегрев тонких металлов.
Оборудование и материалы для ацетиленовой сварки
При газовой сварке в качестве горючего газа чаще всего применяется ацетилен, но из-за ряда причин его так же и заменяют другими газами. Кроме того ацетилен является не единственным газом и расходным материалом, который необходим для получения качественного соединения металлов.
Расходные материалы при газовой сварке
- Ацетилен или заменяющий его газ
Он может быть в готовом виде (в баллоне), а так же в получаемом при разложении жидкости под действием электродугового разряда или при разложении карбида кальция водой. Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.
Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов или сам газ сжигается с добавлением чистого кислорода. Для сварки используют технический кислород трех сортов, который оценивается по объему при атмосферном давлении:
- высший сорт — частота 99.5% + 0.5% азот;
- первый сорт — частота 99.2% + азот, аргон;
- второй сорт — частота 98.5% + азот и аргон.
Жидкий кислород при сварке не используется, но он более удобен и безопасен для транспортировки в теплоизолированных емкостях.
- Присадочная проволока
Сварочная проволока используется в соответствии с химическим составом свариваемых металлов. Главным критерием ее подбора является температура плавления, которая должна быть чуть ниже температуры плавления металлов. В виде исключения для стали, меди, латуни и свинца проволока может быть заменена нарезанными тонкими полосками металла той же марки.
Сварочные пасты или порошки, называемые флюсами, применяются при сварке ацетиленом и его заменителями для защиты расплавленного металла от окисления и быстрого удаления уже образовавшихся пленок-окислов.
Проволока и края металлов обрабатываются флюсами, которые при нагреве образуют шлаки и всплывают на поверхность жидкого металла. Шлаковая пленка защищает сварочную ванну жидкого металла от окисления. выбор состава флюсов, как и присадочная проволока, зависит от вида свариваемых металлов.
Аппаратура для сварки
 Применение газовой сварки требует одинакового набора аппаратуры вне зависимости от вида используемого горючего газа. Основным набором сварщика на сварочном посту является:
Применение газовой сварки требует одинакового набора аппаратуры вне зависимости от вида используемого горючего газа. Основным набором сварщика на сварочном посту является:
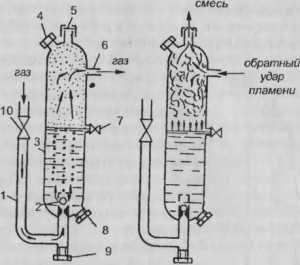
- Водяной затвор. Он необходим для предотвращения воспламенения ацетилено-кислородной смеси в газовых каналах при так называемом обратном ударе. Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.
- Ацетиленовый генератор. Используется для получения ацетилена из карбида кальция путем добавления воды.
- Баллоны. Стальные бесшовные сосуды с запорным вентилем. Они необходимы для сжатого кислорода, а так же ацетилена, который находится под давлением и растворен в ацетоне. Все баллоны различаются по цветам.
- Вентили для баллонов. Используются только латунные для кислородных баллонов и только стальные для ацетиленовых. Запрещается использовать медь, так как ацетилен и медь образуют взрывчатое соединение.
- Редукторы. Используются для понижения давления отбираемого из баллона ацетилена и поддержания его на необходимом уровне. По конструкции они бывают однокамерные и двухкамерные.
- Рукава (шланги). Для подачи газа применяются шланги из вулканизированной резины и прокладками из ткани. Рукава для ацетилена и кислорода отличаются, но можно использовать и трубопровод с защитным клапаном.
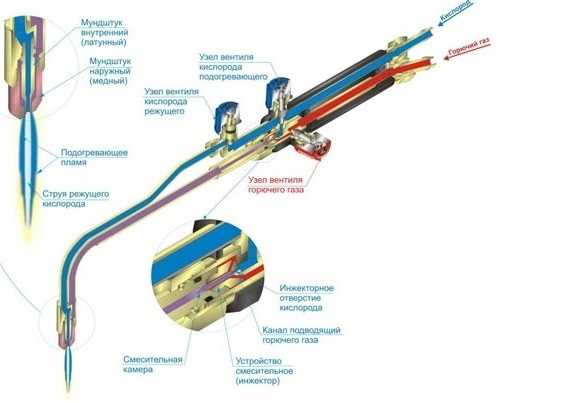
- Газовые горелки. При ручной газовой сварки используются разнообразные горелки, которые необходимы для смешивания кислорода и ацетилена, то есть для регулировки мощности пламени.

- Средства защиты сварщика и инструмент. Сварочная маска, очки, рукавицы, ключи баллонные, молоток и щетка по металлу для зачистки сварных швов.
Весь этот набор оборудования и расходных материалов является обязательным, но не минимальным. Для кислородной резки используют еще и горелку-резак. Из-за опасности проведения сварочных работ взрывоопасной смесью все оборудование должно проходить регулярные проверки и быть в полной исправности.
Технологический процесс сварки с помощью ацетилена
Ацетилен является наиболее выгодным газом при сварке толстых металлов, а так же наиболее удобным при использовании его в полевых условиях. При этом технология получения сварного шва довольно проста и давно освоена, но требует особой внимательности сварщика.
Технология сварки ацетиленом
- Исходя из толщины свариваемых металлов, подбирается необходимая горелка (от 0 до 5). Ее толщина будет влиять на ширину шва и расход горючего газа.
- Горелка обязательно продувается ацетиленом до появления запаха и проверяется на готовность к работе.
- Поджигается горючий газ и медленно добавляется кислород до образования устойчивого пламени. При этом выходное давление на редукторах: ацетилен — 3-4 атм., кислород — 2 атм.
- Регулировкой горелки подбирается необходимое сварочное пламя, его мощность.
- Тщательно очищенные поверхности металлов передвигаются друг к другу и медленно разогреваются горелкой.
- Сам процесс сварки проводится либо левым, либо правым способом сваривания металлов.
- Следом за горелкой перемещается присадочная проволока.
Ацетиленовая сварка позволяет получить надежное соединение, а качество шва зависит от мастерства сварщика. Но стоит учитывать, что температура горения ацетилена очень высокая, поэтому многое зависит от правильно выбранного соответствия сварочного пламени металлу.
Выбор сварочного пламени
Состав горючей смеси определяет температуру, внешний вид и соответственно мощность сварочного пламени. Регулируя соотношение кислорода и ацетилена в смеси, сварщик может получить три основных вида пламени: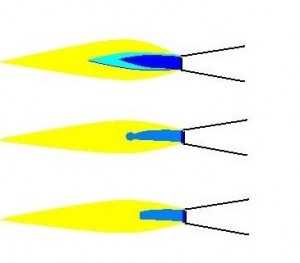
- Науглероживающее (избыток ацетилена). Применяется при соединении твердых металлов, а так же алюминия и магниевых сплавов.
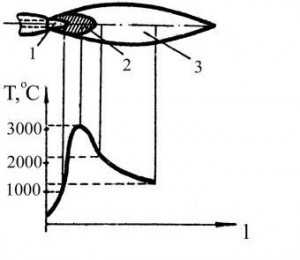
- Нормальное (нейтральное). Наиболее часто применяемый вид пламени для сварки “черных” металлов. Пламя имеет четко выраженную корону и состоит из трех цветовых зон: ядро — ярко-голубая, восстановительная зона — бледно-голубая, факел — желтая. Восстановительная зона и факел являются рабочими областями пламени горелки.
- Окислительное (избыток кислорода). Используется при резке металла, сварки латуни и пайке припоев вместе с присадочной проволокой.
Сварочное пламя непосредственно влияет на качество и прочность сварочного шва. Его мощность должна соответствовать теплофизическим свойствам металла и его толщине. Так же проволока, флюс и выбор угла наклона газовой горелки являются определяющими параметрами процесса сваривания металлов.
Металлургические процессы ацетиленовой сварки
Использование ацетилена приводит к характерным особенностям процесса образования шва:
- образовывается небольшая ванна расплавленного металла;
- в точке сваривания достигается высокая температура и основная концентрация тепла;
- металл быстро расплавляется и быстро остывает, но не так как при электродуговой сварке;
- жидкий металл ванны успевает интенсивно перемешиваться газовым потоком пламени и проволоки, что обеспечивает гладкость сварному шву;
- осуществляется химическое взаимодействие между расплавленным металлом и газами сварочного пламени.
Основные реакции газовой сварки:
- Окисление: металлы, которые обладают родством с кислородом (магний, алюминий).
- Восстановление: железо, никель и так далее.
От вида металла и происходящей реакции во время сваривания зависит применение тех или иных флюсов, проволоки.
Структурные изменения свариваемых металлов
Зоной влияния пламени является участок шириной в 3 раза превышающий толщину свариваемых металлов. Соответственно процесс расплавления ацетиленом металлов толщиной более 5 мм представляет сложность и в этом случае обязательно делается скос кромок. Но общая зона влияния газового пламени больше, чем при дуговой сварке, что позволяет соединять более толстые металлы.
При равномерном прогревании слои основного металла, примыкающие к сварочной ванне, приобретают крупнозернистую структуру. Наиболее крупная и отчетливо прослеживающаяся структура наблюдается в зоне приближенной к самому шву.
Это зона неполного расплавления металла, которая является самой непрочной и подверженной образованию дефектов. За зоной возможных разрушений следует так же зона крупнозернистой структуры металла — зона не рекристаллизации, которая характеризуется меньшими температурами плавления. Все последующие зоны на расстоянии нескольких миллиметров от шва свою мелкозернистую (нормальную) структуру не меняют.
Для уменьшения зоны возможных дефектов используют либо предварительный нагрев непосредственно в зоне сваривания, либо общую термообработку детали, либо горячую проволоку для шва. Все это позволяет наплавленному металлу шва иметь меньшее удлинение и меньший коэффициент вязкости по сравнению с основным металлом, что обеспечивает повышенную пластичность соединения.
Режимы сварки ацетиленом некоторых металлов
Углеродистая сталь
Высокоуглеродистые стали не рекомендуется сваривать ацетиленом. А для низкоуглеродистых сталей газовая сварка применима в любых вариантах, с выбором любого метода сваривания. При нормальном пламени горелки и средней мощности 120 дм3/ч используется правый метод сваривания. Для повышения качества шва чаще всего используется проволока из малоуглеродистой стали. При нагреве часть марганца, кремния и углерода выгорает, что обеспечивает получение крупнозернистой структуры основного металла. проволока с содержанием 0,17 % углерода, 1,1% марганца и 0,9% кремния используется для получения слоя наплавленного металла ровной структуры.
Легированная сталь
Теплопроводность легированных сталей приводит к высокой степени деформации при значительных температурах, что затрудняет процесс сварки ацетиленом.
- Низколегированные стали: хорошо свариваются нормальным пламенем с применением соответствующих флюсов.
- Хромоникелевые стали: свариваются нормальным пламенем низкой мощности (до 75 дм3/ч).
- Жаропрочные стали: используется проволока с содержанием 25% хрома и 21% никеля.
- Коррозиестойкие стали: применяется проволока с 3% молибдена, 11% никеля и 17% хрома.
Чугун
Окислительное пламя пагубно влияет на структуру чугуна. При его применении выгорает кремний в зоне разогрева и в металле шва образуются зерна белого чугуна. Такое соединение не является прочным и легко колется. Для соединения частей деталей из чугуна возможно использование нормального или науглероживающего пламени газовой горелки.
Медь
Высокий коэффициент теплопроводности меди требует подвода от газовой горелки значительно большего количества тепла, чем для сталей. При этом медь очень быстро плавится и является сверхтекучим материалом в жидком состоянии. Поэтому ее соединение необходимо производить без зазора между кромками деталей или с использованием проволоки из чистой меди. Для удаления медных шлаков используют специальные флюсы, которые к тому же обеспечивают и раскисления шва.
Латунь
Электродуговой сварке соединение латуни не поддается, поэтому применяют газовую сварку. При образовании шва необходимо использовать температуры около 900 0С, которых достаточно для возникновения соединения, но не хватает для полного испарения цинка из металла. При газовой сварке допустимый процент испарения цинка из шва и около шовной зоны — 25%, что позволяет сформировать не пористый шов.
Если количество ацетилена в горящей смеси увеличить до 35%, то количество испаряемого цинка значительно уменьшится. В этом случае не обойтись без присадочной латунной проволоки и флюса.
Бронза
Бронза сильно подвергается окислительным реакциям, вследствие чего из нее быстро испаряются олово, кремний и алюминий. Поэтому все соединения с использованием газовой сварки необходимо проводить восстанавливающим пламенем горелки. В качестве присадочной проволоки используют непосредственно соединяемый металл, а для раскисления шва в металл вводят еще и 0,5% кремния. Для бронзы подходят флюсы того же состава, что и для меди и латуни.
Плюсы и минусы ацетиленовой сварки
Прежде всего, любая ручная газовая сварка отличается большими возможностями по сравнению с электродуговой сваркой. Но это же преимущество требует и большего контроля со стороны сварщика, а значит, повышает возможность возникновения ошибки и нарушения целостности соединения.
Преимущества:
- Удобство использования в строительных и монтажных условиях, где нет силового кабеля и источника энергии. Оборудование для сварки достаточно мобильное и легко транспортируется.
- Возможность соединить несколько видов металлов с разными температурами плавления при использовании одного вида оборудования. Только за счет регулирования пламени и концентрации ацетилена в горючей смеси.
- Незаменимость при сваривании чугуна, латуни, меди.
- Повышение качества шва за счет использования правильно подобранной проволоки.
- Возможность регулировки скорости нагрева металла при сваривании ацетиленом.
Недостатки:
- Человеческий фактор: требуется высокая квалификация сварщика для достаточного уровня производительности.
- Большая зона термического влияния, что в машиностроении является неприемлемым.
- При сваривании металлов толщиной более 5 мм дуговая сварка является более выгодной м по затратам, и по скорости получения соединения.
- процесс газовой сварки не поддается механизации и автоматизации.
- Газовая сварка не обеспечивает качественного соединения высокоуглеродистых сталей.
- Возникновение напряжений в металле, что приводит к деформации при сваривании внахлест.
- Экономически не выгодный по сравнению с использованием дуговой сварки вариант получения качественного и надежного сварного соединения.
- Взрывоопасность применяемых материалов, которые невозможно использовать в определенных условиях.
Особенности сварки ацетиленом:
- Идеально подходит для стыковых, а не торцевых соединений.
- Производительность сварки прямо пропорционально зависит от чистоты кислорода и ацетилена.
При всех недостатках и опасностях при использовании и хранении ацетилен, он был и остается главным горючим газом для сварки. В свою очередь, газовая сварка никогда полностью не сдаст позиции и не утратит свою популярность, так как в некоторых условиях она является просто незаменимой и многие отрасли промышленности уже не смогут обойтись без нее.
Высокая квалификация сварщика и многочисленный опыт работы позволяет процессу ацетиленовой сварки стать не только выгодный по расходу материалов, но и по производительности получения сварных соединений различных деталей металлоконструкций. Строгое соблюдение техники безопасности и всех мер предосторожности сводит к минимуму возникновение опасных ситуаций при использовании сварки ацетиленом.
Похожие статьиgoodsvarka.ru