Сварочная нержавеющая проволока для полуавтоматов – Сварка нержавейки полуавтоматом в среде углекислого газа
alexxlab | 11.08.2019 | 0 | Разное
Сварка нержавейки полуавтоматом: инструкция для новичка
Время чтения: 6 минут
Нержавеющая сталь применяется во многих сферах: от производства кастрюль до сборки космических кораблей. Такая популярность нержавейки связана с ее эксплуатационными свойствами: металл практически не подвержен коррозии и надолго сохраняет свой привлекательный внешний вид. Именно по этой причине сейчас так востребованы сварщики, которые могут качественно сварить детали из нержавеющей стали.

А сварить нержавейку не так уж просто. Здесь не получится применить ручную дуговую сварку и обойтись покрытыми электродами. Вам понадобится профессиональный или полупрофессиональный полуавтомат, а также защитный газ и присадочная проволока. Эта технология сварки нержавейки одна из самых эффективных. Она применяется как в быту, так и на производстве.
В этой статье мы подробно расскажем, как использовать полуавтомат для сварки нержавеющей стали и какова технология сварки нержавейки полуавтоматом. Вы узнаете все, что необходимо для качественного выполнения работ.
Содержание статьи
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.

Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Читайте также: Особенности и применение MIG сварки
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.
Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.

Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.

Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.
Особенности сварки
Существует несколько ключевых особенностей, о которых вам нужно знать, если вы хотите сформировать качественный шов. Мы перечислим наиболее важные из них.
Как мы уже говорили выше, чистый аргон или чистая углекислота редко применяются для сварки нержавеющей стали. Лучше использовать газовую смесь. Она должна состоять из 70% углекислого газа и 30% аргона.

Также обращайте на вылет присадочной проволоки относительно горелки. Оптимальная длина видимо части присадочного материала — от 6 до 12 миллиметров. При формировании шва следите за расстоянием от сопла до поверхности металла. Чем оно меньше, тем лучше. Это непросто, но при частой практике можно добиться хороших результатов. Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
Рекомендуем установить обратную полярность. Прямая полярность применяется только при использовании флюсов, что не предусмотрено в описываемой нами технологии.
Немаловажен и угол сварки. Оптимальное значение от 5 до 10 градусов относительно детали. Так шов хорошо проплавляется и получается ровным. Особенно это важно при сварке толстых деталей, где необходимо хорошо проплавить металл.
Вместо заключения
Как видите, сварка нержавеющей стали с применением полуавтомата — не такая уж сложная задача, как может показаться на первый взгляд. Конечно, применение MIG/MAG технологии требует от сварщика опыта и навыков. Не ждите, что с первого раза сформируете идеально ровный и эстетичный шов. Но и не стоит отчаиваться, если проделанная вами работа неудовлетворительного качества. Проверьте, правильно ли вы настраиваете режим сварки. Также проверьте, какие расходники вы используете. Возможно, состав проволоки не совпадает с составом металла. Практикуйтесь как можно больше, и так вы достигнете высот в сварочном деле. Желаем удачи в работе!
svarkaed.ru
Можно ли варить нержавейку полуавтоматом?
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.

Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Напомним, что нержавеющие свойства сталь получает из-за высокого содержания хрома, который на поверхности образовывает прочную и герметичную для воды плёнку из своего оксида. Образовавшийся в результате межкристаллитной коррозии карбид хрома не способен уже вступать в химическую реакцию с кислородом, зато он способен, как и карбид железа, вступать в химическую реакцию с водой.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
Полуавтоматическая сварка нержавейки аргоном является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.

Технология сварки нержавейки полуавтоматом
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.
Перед началом работ сварочный полуавтомат необходимо настроить, поскольку затем процесс сварки будет выполняться в автоматическом режиме по заранее заданным требованиям.
Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов. В качестве осушителя обычно применяется медный купорос, который за 20 минут до начала сварки нагревается до 200 градусов. Средний расход медного купороса – 100 грамма на 4 баллона газовой смеси;
- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
electrod.biz
Проволока для полуавтомата – виды и правила выбора
Полуавтоматическая сварка металла работает так же, как и обычная электродуговая, за счет расплавления соединяемых деталей и электрода. Только в качестве последнего используется специфический расходный материал.
Какими свойствами должен обладать такой электрод и как подбирается проволока для полуавтомата?
Технология сварки полуавтоматом
Полуавтоматическое оборудование применяют при сваривании различных типов материалов и конструкций. 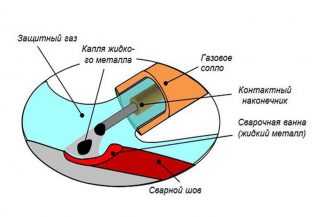 Чаще всего распространены работы по соединению алюминия, меди или нержавейки. Такие металлы варят под защитой, для чего полуавтомат имеет дополнительное оборудование по подаче инертного газа (аргона) к сварочной ванне.
Чаще всего распространены работы по соединению алюминия, меди или нержавейки. Такие металлы варят под защитой, для чего полуавтомат имеет дополнительное оборудование по подаче инертного газа (аргона) к сварочной ванне.
Защитный инертный газ не позволяет вступать в реакцию расплавленному металлу с атмосферным кислородом. Без него в составе шва образуются окислы, разрушающие соединение.
Также полуавтоматом варят и углеродистые стали без подачи защитного газа.
Сама технология работы аппарата построена на плавлении специальной проволоки, которую подают к месту сварки специальным механизмом.
Виды проволоки
Существует более 70 видов различных проволок, которые применяют в процессе сваривания металлов. Каждая из них имеет различные свойства, что позволяет применять конкретную технологию к определенному материалу. Все это разнообразие можно поделить на две большие группы:
- Сплошные.
- Порошковые проволоки.
Проволока сплошного сечения
Сплошные виды проволоки используются для сваривания углеродистых и низколегированных марок стали. Бывает двух разновидностей: омедненные и неомедненные.

Омедненная сварочная проволока
Омедненная сварочная проволока для полуавтомата используется, чтобы повысить антикоррозионные свойства шва. Но при плавлении такой материал выделяет пары меди, что вредно для здоровья сварщика. Поэтому чаще всего стали использовать проволоки без омеднения.
Для повышения стойкости к окислению соединений, такой вид расходника имеет антикоррозионные покрытия. Электрод без медного покрытия подразделяется также на отдельные подвиды: для сварки нержавеющей стали и с легирующими элементами в составе используют одни, а для алюминиевых деталей и их сплавов — другие модели. Основные виды:
- Сплошные по сечению для варки конструкционной стали с низким составом углерода и легирующих элементов.
- Для легированной, высокопрочной и термостойкой стали.
- Сплошная для нержавеющей стали.
- Для сварки алюминия, меди и их сплавов.
Также есть типы расходников со сплошным сечением. Они предназначены для сваривания чугуна, никелевых сплавов и для наплавки при ремонте деталей.
Порошковые типы
По своей конструкции такой расходник выполнен в виде трубки с наполнением в виде порошка — шихты.
Шихта — это смесь газо- и шлакообразующих добавок. Зачем это нужно?
Во время процесса плавления добавки под воздействием высокой температуры образуют покрытие из газов и шлаков для перекрытия доступа атмосферного воздуха. Это не позволяет образовываться окислам в сварочной ванне.
Такая технология позволяет сваривать детали без дополнительной подачи аргона.
Также производятся проволоки и для сварки с использованием подачи аргона, гелия или углекислого газа. Различают эти виды по маркировкам. Как и сплошные, порошковые проволоки имеют отдельные модели для сварки различных материалов: алюминия, меди и их сплавов, сварки чугуна, легированных и низколегированных сталей и прочие.
Модели этого расходного материала могут быть как легированными, так и низколегированными. Их отличают по процентному составу легирующих элементов. Если их менее 2,5%, то такой вид низколегированный.
Маркировки материала
Чтобы было понятно, какую конкретно проволоку нужно приобрести для сварных работ, существует маркировка, по которой определяется состав и назначение.
Например, приобретая расходники для полуавтомата, Вы видите такую маркировку — CB-08Г2С. Что это значит?
СВ — номенклатура, обозначающая сварочное назначение проволоки.
08 — это процентное соотношение углерода в составе, в данном случае 0,08%.
Г2 — значит, что в этом материале содержится 2% марганца.
С — в состав входит не менее 0,5% кремния.
Исходя из такой маркировки, можно понять, что данный расходник имеет легированные элементы, низкоуглеродистый и подходит для варки соответствующих материалов.
Какие легирующие элементы могут входить в состав расходного материала для сварки?

Если вместо обозначения СВ, имеется сочетание НП, то это значит, что такой материал предназначен для наплавления и использовать ее в сварке нецелесообразно.Также в маркировке впереди могут присутствовать такие обозначения, как А или АА. В первом случае это означает, что в составе сталь высокого качества, во втором — наиболее очищенная сталь.
Как выбрать нужный материал
Сварочные расходники для полуавтомата подбираются в зависимости от материалов, которые нужно сваривать, а также способа варки (с газом или без).
Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа.
Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник.
Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом.
Как и алюминий, медь варят в аргоне или другом газе. Расходники подбирают в зависимости от деталей. Можно выделить такие виды проволоки:
- Для сваривания чистых и малолегированных медных деталей.
- Для сваривания бронзы и других низколегированных медных сплавов.
- Для сварного соединения литых и прокатных видов меди.
Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП).
Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом.
Для чугуна используются рутиловые порошковые типы проволоки.
Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ.
Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки.
А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке комментариев к этой статье.
wikimetall.ru
Проволока для сварочного полуавтомата, сварка проволокой
Одной из самых известных форм сварочной присадки для полуавтомата является сварочная проволока. Такая конструкция может полностью заменить подобные электроды и выполняя функцию наплавочного материала. Электрод применяется при газовой сварке полуавтоматом и для электродугового метода в защитной среде. Особенным отличием материала является отсутствие покрытия. Для создания качественного соединения полуавтоматом требуется вовлекать дополнительную защиту, в качестве которой применяют благородные газы.
 Проволока для сварочного полуавтомата
Проволока для сварочного полуавтоматаВиды сварочной проволоки
Сварочная проволока изготавливается для полуавтомата в форме катушек, что дает возможность наладить непрерывную подачу электрода в рабочую зону. Такие электроды для полуавтомата классифицируются несколькими способами. Выделяются расходники сплошного сечения, порошковые и активированные. Такой типологии относятся любые расходные материалы для полуавтомата: стальные, латунные, алюминиевые проволоки и прочие виды для полуавтомата.
Основной состав металлической порошковой проволоки для полуавтомата представляет собой трубчатый электрод, состоящий из наружной металлической оболочки с сердечником из порошкообразных материалов. Металлическая оболочка может быть кобальтом, никелем, железом или нержавеющей сталью. Оболочка проводит электрический ток во время процесса соединения сварки. Внутренняя порошковая композиция металлической порошковой проволоки для полуавтомата, состоит как из элементарных, так и легированных (нержавеющих) порошков, таких как никель, кобальт, хром, вольфрам, молибден и марганец.

Порошковая проволока
В процессе изготовления электродов металлические полосы входят в мельницу, образуя внешнюю металлическую оболочку для порошковой сердцевины. Используя специализированный процесс подачи, порошок попадает в оболочку точно в необходимом объеме. Расходный материал прокатывают в трубчатую форму и затем натягивают до конечного размера в диапазоне от 0,45 до 0,125 диаметра.
Некоторые из преимуществ использования сварочных металлических порошковых проволок для полуавтомата заключаются в том, что при определенных условиях (например для алюминия) могут быть получены более высокие скорости осаждения, отличное сращение с боковиной, восстановление шлаковых включений, уменьшение паров и применение для специальных сплавов.
Внешняя металлическая оболочка порошковой проволоки для полуавтомата проводит электрический ток для сварки. Внутренние компоненты металлической порошковой проволоки состоят в основном из сплавов, марганца, кремния, а в некоторых случаях — из никеля, хрома и молибдена, а также очень небольших количеств стабилизаторов дуги, таких как натрий и калий, причем баланс представляет собой железный порошок, Металлические порошковые электроды дают возможность иметь сплавные композиции, используемых для конкретных применений в меньших партиях, чем обычные большие электроды сплошной проволоки.
В настоящее время доступны многие сплавные композиции с использованием хрома, никеля и молибдена, в том числе аустенитные и ферритные сплавы из нержавеющей стали. Электрод из металлических порошков практически не образует шлакообразующих компонентов во внутреннем заполнении проволоки. Подобно сплошной проволоке MIG, сварные швы, выполненные из металлической порошковой проволоки, будут иметь только небольшие островки кремния из раскисленных продуктов, которые появляются на поверхности сварного шва.
Электродная проволока для полуавтомата используется для соединения при защите углекислого газа. Такие расходные материалы состоят из оболочки на 93%, а остальная масса приходится на порошок. Активированный вариант представлен СВ08Г2С как самой популярной в употреблении, которая производится с применением щелочных металлов, с высокой степенью ионизации.

Электродная проволока СВ08Г2С
Такие комплектующие позволят увеличить стабильность электрической дуги. Также такой тип провода более толерантен к механическим повреждениям. Также низкая теплопроводность щелочных элементов позволяет сохранить тепло в сварной зоне.
Сварка нержавеющих деталей полуавтоматом
Такой тип неразъемного соединения полуавтоматом является наиболее распространенным методом в условиях защитных газов во всех сферах хозяйственной деятельности. Под таким способ следует понимать, что проволока полуавтомата, которая играет одновременно и роль электрода для электрической дуги и как присадочный металл во время расплавления в сварочной ванне. Полуавтоматический способ подразумевает, что сварщик не меняет систематически электрод, как в случае с ручным методом, а провод постоянно подается в рабочую зону благодаря автоматическому механизму полуавтомата. Такая сварка сильно зависит от корректной настройки параметров автомата. Основными факторами является скорость проволоки, сила тока, применяемый газ для защиты шва, его объем подачи.

Сварочный полуавтомат
Частым приемом является комбинирование аргона углекислотой. Для создания требуемого шва необходимо также учитывать состав основного металла. В работе используют 3 варианта сварки:
- Соединение короткой дугой.
- С применением струйного переноса в диапазоне 0,8 мм до 3 мм.
- Методом импульсного соединения.

Полуавтоматическая сварка проволокой без газа
Проволока для нержавейки без газа для полуавтомата также получила распространение. Специальный тип порошковой проволоки обеспечивает защиту шва и стабильность горения дуги. Такой способ проявляет со временем образование коррозии в месте соединения.
Достоинства использования сварочных электродов для полуавтомата:
- Высокая скорость производства.
- Незначительные испарения газов.
Проволока для дуговой сварки полуавтоматом имеет следующие минусы:
- Растраты для покупки баллона с защитным газом.
- Использование ограничивается открытым пространством.
Материалы для соединения
Для создания шва для сварки необходим полуавтомат, баллон с газом и присадочная проволока для сварки нержавеющих металлов, в соответствии с ГОСТом 2246-70. Если баллон не используется в качестве электрода применяют порошковый электрод. Согласно указанному акту, производится выпуск около 76 вариантов проволоки для полуавтомата. Кроме того, существуют марки, созданные по ТУ. Сварочная проволока для соединения нержавеющих металлов полуавтоматом, является наиболее используемой.
Как выбрать для качественной сварки нужный материал? Исходя из толщины обрабатываемой заготовки, сварщик выбирает оптимальный размер расходника.
| Значение силы тока | Диаметр сварочного материала | Толщина металла |
| 65 А | 0,08 см | 0.1 см |
| 130 А | 0,08 см | 0,2 см |
| 210-215 А | 0,1 см | 0,3 см |
| До 280 А | 0,12 см | 0,4 см |
| До 300 А | 0,1-0,12 см | 0,5 см |
| 300 А | 0,1-0,12 см | 0,6 см |
| 300 А | 0,12 см | 1,0 см |
Какие виды стали можно соединять сваркой с нержавеющим металлом? Способ Миг – Маг сварки актуален во время соединения низко и высоколегированных нержавеющих сплавов, алюминиевых заготовок.
Для получения высокого качества шва во время использования сварочной проволоки рекомендуется использовать:
- комбинацию газов: 70% сварочной углекислоты и 30% аргона;
- вылет электрода при работе должен составить около 10 мм (не более 12). Контроль расхода сварочных расходных материалов должен находиться в пределах 6-12 м3/мин;
- Во время операции применяется обратная полярность. Прямой тип полярности актуален для соединения под слоем флюса.
Наклон сварочной головки должен составлять 5-10 градусов. Сварщик двигается с лева на право, при этом сварочный электрод повернут назад. Такой способ позволит создать глубокое проплавление и уменьшит риски дефектов.
Контроль расхода сварочной проволоки
Во многих полуавтоматах с программным обеспечением существует саморегуляция дуги. Это более удобный вариант для сварщика. Контролировать скорость подачи электрода можно следующими несколькими методами.
Производится тестовый шов на рабочем металле. Если дуга не образовывается или нестабильна, необходимо увеличить значение напряжения, а скорость подачи оставляем прежней. Таким образом, используя метод проб и ошибок можно найти оптимальный режим.

Образование шва при сварке полуавтоматом
Регулировка скорости выхода электрода у полуавтомата происходит при вращении механического регулятора.
Присоединяем к системе защитный газ СО². Объем выработки смеси должен находиться в пределах 12 л/мин. Для порошковой проволоки используется меньшая скорость выхода электрода.
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы разделяют на несколько категорий:
- для соединения порошковой проволокой;
- для создания шва под слоем флюса;
- для обработки металла с газовой защитой;
- универсальные полуавтоматы.

Сварка под флюсом
Техника с использованием инертного газа оборудована специальным клапаном, который контролирует подачу вещества в рабочую зону и автоматически закрывается при окончании подачи электрода.
Для создания качественного сварочного шва под слоем флюса применяют более широкую в диаметре проволоку. Также возле горелки полуавтомата прикрепляется воронка для подачи соответственного флюса.
Современная полуавтоматическая сварочная техника разделена на:
- бытовые модели;
- полупрофессиональные;
- профессиональные;
Классификация полуавтомата зависит от силы тока возможностей бесперебойной работы. Также выделяются переносные и стационарные формы техники. Промышленный полуавтомат производят только по трехфазной схеме, что позволяет в производственных условиях создать более качественный шов по свойствам и внешнему виду.

Устройство полуавтомата для сварки проволокой без газа
Модернизированные современные полуавтоматы используют специальные механизмы роликов для подачи электрода, которые обеспечивают отсутствие механических деформаций или подобных эффектов. В универсальных моделях присутствуют все детали для произведения различных типов операций. Механизм подачи проволочного электрода включает электродвигатель, подающие ролики, редуктор. В свою очередь, подающий механизм также выполняется различными схемами: подающей, толкающей, универсальной. При толкающем механизме подающие ролики протягивают сварочный электрод вдоль шланга.
Скорость передвижения сварочного расходного материала в полуавтоматах настраивается при каждой смете материала. Главным элементов регулировке являются коробка передач и связка шестерен. Для настройки электродов малого сечения используется моторы постоянного тока, у которых можно плавно регулировать количеством оборотов. При этом скорость выхода элемента может составить 150 м/ч.
Таким образом, сварочная проволока позволяет наладить бесперебойный процесс соединения материалов, успешно используемый во многих сферах промышленной деятельности и для бытовых нужд.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварочная флюсовая проволока для полуавтомата
СодержаниеПри выполнении сварки полуавтоматом без газа широко применяется флюсовая проволока.

Флюсовая проволока сварочная
Это позволяет увеличить производительность работы, уменьшить время, необходимое для формирования шва и в результате сварки получить надежное и качественное соединение.
Особенности флюсовой сварки полуавтоматом без газа
При варке изделий из нержавейки флюсовой проволокой, соединение производится без разбрызгивания капель металла, а корка, полученная в процессе работы полуавтомата, надежно защищает как дугу, так и металл от вредоносного воздействия атмосферы.
Для того, чтобы варить изделия из нержавейки полуавтоматом без использования газа, пользуются флюсовой проволокой следующих диаметров:
Читайте также: как и на чем производят стеклопластиковую арматуру?
Варить детали из нержавейки можно без преждевременного смазывания кромок соединяемых изделий.
Сварка без газа проволокой с флюсом позволяет получить соединение, отличающееся высокой плотностью и однородностью.
Кроме того производительность наплавки полуавтоматом увеличивается в 2-4 раза и не возникает необходимости в тяжелой и трудоемкой процедуре удаления металлических брызг. Процесс сварки полуавтоматом без использования газа имеет ряд особенностей.
Флюсовая проволока подается в автоматическом режиме по мере того, как происходит ее сгорание. Механизм подачи соединяется со специальной катушкой.
Сварочный процесс протекает следующим образом: полуавтомат создает дугу, под воздействием которой флюсовая проволока и металлическая деталь начинают плавиться.

Сварка полуавтоматом
В результате формируется сварочная ванна, вся поверхность которой покрывается защитным слоем шлака. После того, как дуга удаляется от кромок, металл подвергается кристаллизации и формируется соединение, покрытое шлаковой коркой, которую без труда можно удалить.
При соединении деталей полуавтоматом без использования газа варьируя силу тока и пользуясь проволокой различных диаметров можно регулировать параметр глубины проплавления.
Если варить шов со скоростью более 40 м/ч, то его высота значительно увеличится. При этом глубина и ширина провара уменьшаться.
Читайте также: как строится теплица из стеклопластиковой арматуры?
Производительность процесса можно значительно увеличить, если применять расходный материал с небольшим диаметром (2-5 мм) и подавать ток в 65-149 А/мм2.
к меню ↑
Классификация и маркировка проволоки
На сегодняшний день выделяют несколько разновидностей флюса, которые применяются для сварки полуавтоматом без использования газа. Классифицируются представленные изделия по таким особенностям, как:
- Тип сердечника;
- Возможность выполнения работ в различных положениях электрода;
- Назначение;
- Механические характеристики;
- Вариант применяемого защитного покрытия.
При выборе изделия особенно важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Маркировка изделий основывается на пространственном положении, в котором проходит сварочный процесс:
- «Т» – работа может проводиться в любом положении;
- «Ву» – для создания вертикальных швов;
- «Вх» – для создания горизонтальных швов;
- «В» – при работе нижнем горизонтальном положении;
- «Н»- для соединения в нижней вертикальной плоскости.
Читайте также: как правильно пользоваться ножницами для резки арматуры?
Флюсовая проволока может использоваться для соединения стали следующих видов:
- низкоуглеродистой и низколегированной;
- высоколегированной и легированной;
- для цветных металлов и их сплавов.

Сварочный шов флюсовой проволокой
Любая разновидность представленного расходного материала должна обеспечивать устойчивость процесса соединения деталей и предотвращать возникновение трещин и пор в шве.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”1955705077″>
Шов при этом должен создаваться с нужным химическим составом, а корка из шлаков – легко отделяться.
Немаловажное значение имеет минимальное количество элементов, при нагревании выделяющих токсичные газы.
к меню ↑
Основные характеристики сварочной проволоки
Представленные электроды хорошо проплавляют металл и наиболее подходят для создания нахлесточного, стыкового или углового соединения за один подход.
Изделие отличается высокой степенью сопротивляемости к появлению шлаковых образований и пористости на металле.
Проволока обеспечивает стабильный перенос струи и позволяет производить соединение из любого положения. Электрод состоит из специального наполнителя (сердечника) и оболочки.
Читайте также: о правильном выборе пластиковых фиксаторов для арматуры.
Оболочка представляет собой холоднокатную ленту, изготовленную с применением неполированной стали с небольшим содержанием углерода. Ширина и толщина защитной ленты колеблется в пределах от 0,2 до 0,8 мм.

Флюсовая проволока в разрезе
В состав сердечника электрода входят ферросплавы, руды, минералы и металлы. Они способствуют формированию шва с необходимыми эксплуатационными характеристиками.
Читайте также: какую арматуру для радиаторов нужно использовать при прокладке сетей отопления?
Элементы, входящие в сердечник, могут быть:
- раскисляющими – порошки и ферросплавы;
- стабилизирующими – обеспечивающими устойчивую электродугу;
- легирующими – для придания нужных соединительных характеристик;
- специальными – оказывающими дополнительное влияние на процесс сварки.
Читайте также: чем хороша порошковая проволока для сварки полуавтоматом?
Основные достоинства таких электродов заключаются в том, что соединение деталей можно производить в любых положениях и под любым углом, а химический состав полученного шва будет иметь заранее заданные характеристики плотности, прочности и долговечности.
Кроме того изделие надежно защищено от механической нагрузки подающих роликов катушки полуавтомата, а варить деталь можно визуально контролирую открытую сварочную дугу.
Еще одно преимущество – это компактность оборудования, применяемого для соединения, нет нужды в громоздких газовых баллонах и приспособлениях, обеспечивающих подачу газа.
Читайте также: какой сортамент арматуры применяется для армирования железобетонных конструкций?
Существенный недостаток выражается в том, что открытая дуга имеет достаточно сильное излучение, потому работы рекомендуется проводить в специальной защитной маске.
к меню ↑
Сварка флюсовой проволокой без газа (видео)
к меню ↑
Как выполнять сварку полуавтоматом без применения газа?
Перед началом работ подбирается нужная сила тока и скорость, с которой будет подаваться гибкий электрод.
Для этого шестерни, входящие в комплект аппарата могут быть заменены. Если эти параметры настроены правильно, то агрегат генерирует устойчивую и мощную дугу.

Процесс сварки
Перед тем как начать варить, следует учесть, что тепло от вертикального соединения всегда будет подниматься снизу вверх. Потому вести соединение опытные специалисты рекомендуют в направлении сверху вниз. Особенно актуально это при варке тонких металлических листов.
Читайте также: сколько весит арматура в зависимости от класса?
Рабочая горелка должна держаться с небольшим наклоном вверх. Это позволит так называемой сварочной ванне удерживаться и не растекаться по сторонам. Передвижение горелки нужно проводить с достаточно высокой скоростью, для того, чтобы сверху соединения не оставались капли расплавленного металла.
Важно помнить о том, чтобы гибкий электрод всегда находился на переднем крае сварочной ванны. Следуя этим несложным рекомендациям, можно формировать шов со средней скоростью 2 см/сек.
Быстрота процесса достигается благодаря автоматической подаче проволоки. В ходе работ накопившиеся шлаки могут попадать в ванну, это приводит к тому, что сверху одного шва возникает еще один.
Чтобы избежать таких последствий рекомендуется предварительно производить очистку предыдущего соединения.
Детали для стыковки могут обладать при этом достаточно малой толщиной – до 0,5 мм. Полученный шов будет практически невосприимчив к ржавчине, коррозии и всевозможным загрязнениям.
armaturniy.ru
Сварка нержавейки полуавтоматом, особенности технологии и режимов сварки с газом и без
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.- Содержимое:
- Полуавтомат для сварки нержавеющей стали
- Какой газ нужен для полуавтоматической сварки нержавейки
- Технология сварки нержавеющей стали полуавтоматом
Всего лишь такое небольшое изменение в составе стали привело к существенной трансформации свойств материала: низкой проводимости тока и теплоотдачи, а также способности быть нейтральными к воздействию большинства из известных химических веществ и воды. Но это также затруднило и обработку полученной стали.
Сварка нержавейки полуавтоматом является высокотехнологическим процессом, на результат которого влияет: тщательная подготовка, правильный выбор режима работ и расходных материалов.

Полуавтомат для сварки нержавеющей стали
Существует несколько способов сварки нержавеющей стали. Для этого используется:
- Электродная сварка.
- Аргонно-дуговая.
- Сварка нержавейки в среде углекислого газа полуавтоматом.
Способ сварки в среде углеродистого газа зарекомендовал себя как самый надежный и качественный метод обработки нержавеющей стали. Метод учитывает особенности строения металла, его химические свойства и структуру. Работы с полуавтоматом выполняются тремя разными способами. А именно:
- Короткой дугой.
- С применением струйного переноса.
- Импульсной сваркой.
Каждый из этих методов оправдывает себя при определенных ситуациях.

Возможна сварка нержавейки полуавтоматом без газа. Выполняется сварка без газа с помощью специальной порошковой проволоки. В результате получается качественный шов. Но недостатком способа является то, что шовный материал будет ржаветь с течением времени. Поэтому для работ с нержавейкой лучше использовать проволоку из такого же материала и с подачей углекислоты в сварную ванну. Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.
Сварка нержавеющей стали полуавтоматическим аппаратом является сложным высокотехнологическим процессом и требует определенных навыков и профильного образования. Для начинающих мастеров следует попробовать выполнить работы на отдельной черновой заготовке.
Какой газ нужен для полуавтоматической сварки нержавейки
 Как уже отмечалось особенности сварки нержавейки таковы, что лучшие результаты достигаются благодаря использованию газов, создающих защитный слой во время горения проволоки. Такое «облако» необходимо, чтобы на плавящийся металл не воздействовал кислород. Защитный газ позволяет улучшить процесс сжигания проволоки и ее адгезии к обрабатываемому материалу.
Как уже отмечалось особенности сварки нержавейки таковы, что лучшие результаты достигаются благодаря использованию газов, создающих защитный слой во время горения проволоки. Такое «облако» необходимо, чтобы на плавящийся металл не воздействовал кислород. Защитный газ позволяет улучшить процесс сжигания проволоки и ее адгезии к обрабатываемому материалу.
При выполнении полуавтоматической сварки нержавеющей стали используют два рабочих состава газовой смеси.
- Аргон и углекислота – этот состав рекомендован для проведения промышленных работ с нержавеющей сталью. Газовая смесь позволяет улучшить качество сварного шва и обеспечивает хорошую растекаемость расплавленного металла. Соотношение газа 98% Аргон на 2% Углекислоты.
- В некоторых случаях рекомендуют заменить углекислоту, на чистый кислород. Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Использование сварочного аппарата полуавтомата для нержавеющей стали с использованием газа позволяет использовать специальную нержавеющую проволоку при проведении работ, что существенно улучшает внешний вид и качество изделия после обработки.
Технология сварки нержавеющей стали полуавтоматом
 Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.
Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.Каждый из способов выполнения работ имеет свои преимущества и особенности:
- С использованием короткой дуги – полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом – при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод – из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
 Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
- Поверхность зачищается до блеска.
- Металл обезжиривается с помощью растворителя или ацетона.
- При подготовке необходимо обработать торцы, чтобы между ними осталось небольшое пространство.
Технология полуавтоматической сварки нержавейки учитывает особенности этого металла и позволяет выполнить работы таким образом, чтобы шов получился однородным и имел идентичные свойства.
Так как процесс работ: подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику.
stroy-plys.ru
Сварочная проволока для полуавтомата – классификация на 4 группы + Видео
Правильно подобранная сварочная проволока для полуавтомата – залог качественного и надежного соединения. А чтобы не ошибиться в выборе, следует ознакомиться со всеми типами и характеристиками этого материала.
1 Виды проволоки – 4 группы
Существует огромное количество видов проволок, используемых для полуавтоматической сварки, и каждая отличается уникальным составом. Но если обобщить, можно выделить всего 4 группы. В зависимости от материала, проволока бывает порошковая, алюминиевая, омедненная и нержавеющая.
Сварку сталей с низким содержанием углерода и легирующих элементов в среде защитных газов чаще всего проводят омедненными электродами. Этот материал довольно популярен, так как обладает повышенной устойчивостью к образованию коррозии, а шов получается прочным и надежным. Благодаря высокому коэффициенту наплавки, его еще используют и при проведении довольно сложных наплавочных работ. Такая проволока имеет стабильный химический состав, при этом отличается низкой себестоимостью. К минусам стоит отнести вредные для организма человека испарения меди, выделяемые во время проведения сварочных работ.

Омедненные электроды для сварки стали
Рекомендуем ознакомиться
Нержавеющее изделие, полученное в результате горячей либо холодной вытяжки легированных сталей, пользуется спросом в машиностроении, пищевой промышленности и строительстве. Такие электроды отличаются жаропрочностью, коррозионной стойкостью, не боятся контакта с агрессивной средой и имеют более длительный эксплуатационный срок. Превосходными характеристиками отличается и сварочный шов. Однако при всем обилии плюсов есть и существенный недостаток – стоимость изделия довольно велика, что и делает его не столь распространенным, как другие виды.
Алюминиевая проволока гарантирует надежное сварочное соединение. Сварочно-технологические характеристики шва находятся на высоком уровне. Однако можно столкнуться с некоторыми трудностями, вызванными свойствами металла. Из-за чрезмерной мягкости материала малейшее сопротивление в рукаве способно спровоцировать образование петли. Также проволока может застопориться в токосъемнике из-за чрезмерного расширения алюминия при нагреве. Работая с таким расходным материалом, следует учитывать, что он плавится значительно быстрее стали, поэтому необходимо правильно подобрать скорость подачи.
2 Порошковая проволока и ее типы
Этот тип пользуется огромной популярностью. Состоит такая проволока из металлической оболочки и порошкового наполнителя, откуда и пошло название. Существует несколько конструкций таких электродов. Они могут быть простыми трубчатыми, двухслойными либо с различными загибами. Последние предотвращают высыпание наполнителя, а также придают электроду жесткости. Диаметр изделия находится в пределах от 0,9 до 1,5 мм.
Наполнитель может иметь самый различный состав, в зависимости от которого порошковая проволока делится еще на 5 видов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.

Виды порошковой проволоки
Во время сварки происходит испарение флюса, которое способствует образованию газовых пузырей. Они, в свою очередь, и защищают сварочную ванну. Отдав предпочтение этому типу материала, не нужно дополнительно использовать защитный газ. А, значит, можно избавиться от массы неудобств, таких как хранение, аттестация и заправка громоздких газовых баллонов.
Благодаря этому свойству, порошковую проволоку называют еще самозащитой либо флюсовой. Используя ее, вы сможете работать даже при сильном ветре. При этом технология сварки ничем не отличается от стандартного процесса с применением проволоки сплошного сечения в среде защитных газов. Но в случае деформации флюсовая проволока становится непригодной и нуждается в замене.
3 Особенности эксплуатации материалов при сварке
Сегодня полуавтоматическая сварка находится на пике популярности, ведь основная работа выполняется автоматом, а на оператора возлагается только часть действий. Но это вовсе не означает, что управлять процессом может неопытный человек. От того, насколько правильно будет подобран материал и рассчитаны параметры сварки (сила тока, скорость подачи, диаметр электрода), зависит качество шва.
При этом учитывается природа свариваемого материала и, конечно, толщина изделия. Очень важно во время проведения сварочных работ обеспечить правильное положение электрода, он должен располагаться под углом от 30 до 45°. Это обеспечит достаточную глубину проплавления. Если работаете с изделием, толщина которого превышает 3 мм, следует дополнительно производить колебательные движения.
Не меньшее внимание следует уделить и выбору сварочной проволоки. Для начала визуально оцените состояние изделия. Ее поверхность должна быть чистой и без дефектов. Не допускается наличие ржавчины, окалины и шероховатости. Низкоуглеродистую сталь и сплав с малым содержанием легирующих элементов соединяют преимущественно омедненными электродами. Алюминиевая проволока используется для сварки кремния и марганца, а также алюминия с магнием. Нержавеющие электроды нашли свое применение при работе с нержавеющей сталью, содержащей Cr и Ni.

Сварочная проволока
Если изделия сделаны из углеродистых марок стали, а в дальнейшем предполагается термическая обработка, то для их соединения лучше всего подойдет порошковая проволока. Если вы предпочтете рутил-органический тип, химический состав металла шва будет близок к полуспокойной низкоуглеродистой стали. При этом силу тока придется снизить, в противном случае не избежать интенсивного поглощения газов сварочной ванной. Флюсовая рутиловая и рутил-флюоритная проволока используется для сварки в среде углекислого газа. Последний тип особенно актуален для изделий, испытывающих динамические нагрузки, так как в этом случае обеспечиваются высокие показатели ударной вязкости.
Если необходимо добиться повышенной пластичности металла шва, нужно использовать карбонатно-флюоритный тип.
Чтобы предотвратить образование петель алюминиевых электродов, следует отдавать предпочтение оборудованию, оснащенному 4-роликовым механизмом подачи. При этом рукав должен быть коротким, а вкладыш тефлоновым. Это сведет сопротивление трения к минимуму. Используя наконечник с отверстием чуть большего диаметра, вы сможете избежать стопорения изделия в токосъемнике. Например, если сварка ведется алюминиевой проволокой диаметром 1 мм, то следует взять наконечник, рассчитанный на электрод 1,2 мм.
4 Популярные марки и их зарубежные аналоги
Среди омедненных элементов наибольшей популярностью пользуется Св-08Г2С. Она отличается прекрасной устойчивостью к растяжению. Этот параметр находится в пределах от 900 до 1350 МПа. Ее применяют для сварки тонкостенных элементов и изделий, которые будут работать под высоким давлением. Сварка ведется в среде защитных газов (СО2, Ar, Ar+20% CO2).

Омедненные элементы Св-08Г2С
Для работы с нержавеющими сталями чаще всего используют высоколегированные проволоки, среди которых особой популярностью пользуется Св01Х19Н9. Поставляется этот материал в бухтах либо на пластиковых кассетах, в последнем случае диаметр изделия не должен превышать 1,6 мм. Отлично подходит для проведения работ в инертной аргоновой среде. А вот наиболее яркими представителями порошковых материалов можно назвать ПП-АН11, ПП2ДС, ПП-АН8 и ПП-АН4. Отечественные сварочные электроды, производимые в соответствии с ГОСТ, несколько отличаются от зарубежных аналогов.
Многие используют оборудование импортного производства, поэтому скажем пару слов и о сварочной проволоке, выпускаемой за рубежом. Эта продукция имеет маркировку, соответствующую стандартам AWS. Например, аналогом наиболее распространенной проволоки Св-08Г2С выступает CITOFIL 1 или Linkolnweld L50, выпускаемые в США. Япония также изготавливает материал с аналогичными свойствами – MG-50, проволока австрийского производства – EML5. Более доступным для нас китайским аналогом будет омедненная проволока ER-70S-6. Заменить высоколегированные нержавеющие проволоки Св01Х19Н9 и Св06Х19Н9Т можно импортными аналогами ER316L Si и ER 308L.
tutmet.ru