Сварочная оснастка приспособления: разбираемся в типах оборудования и требованиях к проектированию
alexxlab | 10.04.2023 | 0 | Разное
Оборудование, оснастка, приспособления и инструмент, применяемые в сборочно-сварочном цехе
Оборудование и оснастка участков сборочно-сварочного цеха выбираются в зависимости от типа собираемых на них конструкций, а также применяемой технологии и организации производства.
Металлические сборочно-сварочные стенды, покрывающие пол цеха, могут быть различной конструкции. Наибольшее распространение получили стенды, состоящие из профильных балок (обычно швеллеров № 16—24) и приваренного к ним настила из листов толщиной 16—20 мм (рис. 12.7). Балки стенда привариваются к коротким металлическим стойкам, забетонированным в пол цеха. Стенды должны быть строго горизонтальны, а волнистость настила не должна превышать 3 мм на 1 пог. м.
Рис. 12.7. Металлический сборочно-сварочный стенд.
В последнее время на судостроительных заводах начинают находить применение сборочно-сварочные стенды нового универсального типа (рис. 12.8). Стенд представляет собой бетонную площадку, в которую вмонтированы залитые бетоном балки полособульбового профиля, образующие Т-образные пазы.
Рис. 12.8. Конструкция пола-стенда: а — пол с пазами; б — стойки постели на полустенде.
На таких стендах можно собирать плоскостные конструкции, а с помощью пазов крепить на стендах сборочные приспособления. Кроме того, на этих стендах легко устанавливаются сборочно-сварочные постели, что будет показано ниже.
Участки сборки и сварки полотен во многих цехах оборудуются специальными сварочными стендами. Стенд для автоматической сварки полотен состоит из коробчатых стальных балок, установленных на тележках и перемещающихся по рельсам. Для сварки полотен крупных секций применяют балки длиной 12—16 м. Количество балок может быть различным в зависимости от ширины стенда.
На каждой балке (рис. 12.9) имеется флюсовая подушка, представляющая собой желоб из парусины или асбестовой ткани, наполняемый флюсом и проходящий посредине балки на всей ее длине. Под желобом располагается воздушный шланг со специальным устройством для подъема флюсовой подушки и поджатая ее к свариваемым листам.
Рис. 12.9. Устройство балки стенда (разрез).
1 — электромагнит; 2 —флюсовая подушка; 3 — подъемный ролик; 4 — верхний шланг; 5 — нижний шланг; 6 — тележка.
Применяют также более простые флюсовые стенды без электромагнитов. Балки таких стендов имеют гибкий металлический желоб, в который помещен флюсовый ручей.
Перемещают балки для точной установки флюсовой подушки под сварным стыком с помощью несложных ручных приводов.
Применение балок с флюсовыми подушками позволяет производить сварку листов толщиной от 8 до 22 мм без разделки кромок с увеличенными зазорами (до 4—6 мм), что значительно сокращает объем пригоночных работ при сборке полотен.
В последние годы на ряде заводов отрасли были внедрены специальные стенды для односторонней сварки плоских полотнищ с двусторонним формированием шва.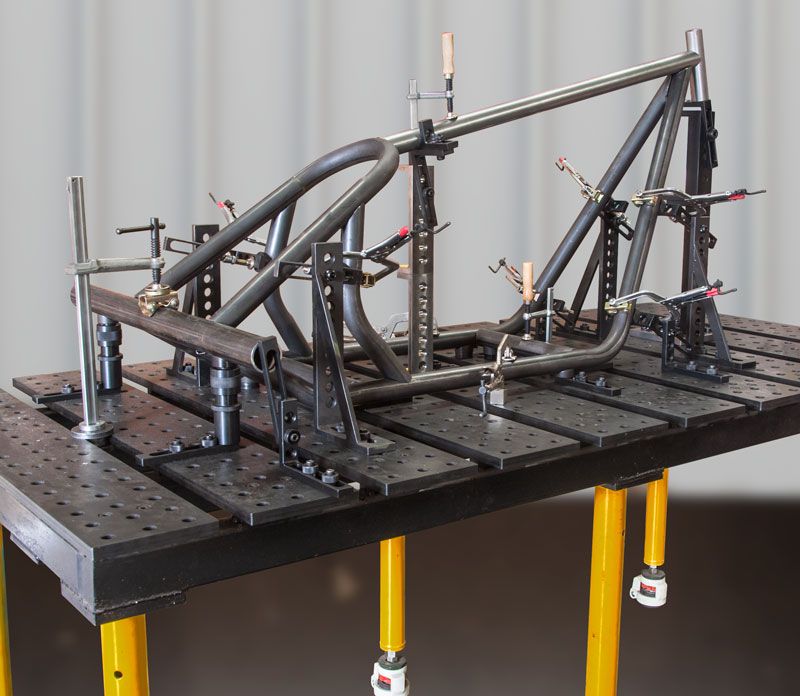 Конструкция этих стендов рассмотрена в параграфе 12.15 при описании механизированной линии изготовления полотнищ.
Конструкция этих стендов рассмотрена в параграфе 12.15 при описании механизированной линии изготовления полотнищ.
Для сборки и сварки гофрированных полотен, имеющих стыки, расположенные не в одной плоскости, делаются стационарные стенды с флюсовыми подушками. Стенд представляет собой металлическую конструкцию, поперечные сечения которой воспроизводят профиль гофров. В местах расположения стыков гофрированных листов по всей длине стенда устанавливаются флюсовые подушки, по конструкции аналогичные подушкам балок сварочного стенда.
Для правки плоских полотнищ после сварки в некоторых сборочно-сварочных цехах устанавливаются правильные вальцы.
На участках сборки полотен часто ставят специальные стеллажи для хранения плоских полотен в вертикальном положении. Участки цеха снабжаются необходимым оборудованием для выполнения ручной, полуавтоматической и автоматической сварки.
Сборочно-сварочный цех обеспечивается также оборудованием для контроля качества сварных швов рентгено- и гаммаграфированием. В последнее время, особенно при изготовлении полотнищ, широко применяются ультразвуковые дефектоскопы, позволяющие значительно ускорить и упростить контроль сварных швов.
В последнее время, особенно при изготовлении полотнищ, широко применяются ультразвуковые дефектоскопы, позволяющие значительно ускорить и упростить контроль сварных швов.
Газорезательные работы в процессе изготовления корпусных конструкций выполняются с помощью ручных газовых резаков и строгачей. Применяются также полуавтоматические газорезательные машины 2РА-М и ПК-2.
Страницы: 123
1.7. Выбор или проектирование сборочно-сварочной оснастки
Сборочно-сварочная оснастка – это дополнительные технологические устройства (приспособления), предназначенные для выполнения сборочных и сварочных работ.
При помощи сборочных
приспособлений собираемые под сварку детали или узлы
ориентируются относительно друг друга
в положение, предусмотренное чертежом,
закрепляются и прихватываются. Наиболее
удобно положение собираемых деталей
(узлов), при котором прихватки выполняются
в нижнем положении или «в лодочку».
Сварочные приспособления, или механическое сварочное оборудование, предназначено для ориентирования или ориентирования и перемещения изделия относительно сварочного аппарата.
На рис.1, 2 представлены простейшие приспособления для сборки деталей.
А на рис.3 и в табл.15-19 приведены приспособления для сборки, механическое оборудование для позиционирования и перемещения изделий относительно сварочных аппаратов и их характеристики.
Рис. 1. Приспособления для сборки под сварку металлоконструкций:
а, б – клиновидного типа; в – струбцина; г – прижимная вага
Рис. 2 Приспособления для сборки под сварку металлоконструкций:
а, – винтовая стяжка для листов, соединяемых угловым швом; б – стяжной болт с приварными уголками; в, г – фиксирующие планка и скоба
Таблица 15
Марка | Наименование приспособления | Эскиз приспособления | Тип производства | Рекомендации |
С1 | Основания (для сборки по разметке) – стеллажи, козелки, плиты, стол сварщика | Единичное | Для любых изделий в заводских условиях | |
С2 | Прижимы и упоры переносные – скоба, клин, струбцина, фиксатор, упор винтовой | Для любых изделий в заводских и монтажных условиях | ||
С3 | Универсально-сборочные приспособления УСП | Для изделий длиной не более 10 м | ||
С4 | Флюсмагнитный стенд | Серийное | Для листовых деталей и конструкций |
Продолжение таблицы 15
Марка | Наименование приспособления | Эскиз приспособления | Тип производства | Рекомендации |
С5 | Кондуктор неповоротный | Серийное | Для конструкций длиной до 7 м | |
С6 | Стенд с передвижным порталом | Для конструкций любой длины | ||
С7 | Кондуктор поворотный (кольцевой кантователь) | Хороший доступ к торцевым частям | ||
П1 | Позиционер диафрагменный | Для узлов с концевыми деталями под любым углом | ||
П2 | Позиционер наклонный | Для узлов с концевыми деталями под любым углом | ||
К1 | Вращатель горизонтальный двухстоечный | Для узлов с креплением за торцы | ||
К2 | Кантователь двухстоечный рамный | Тоже, с креплением за продольные части | ||
К3 | Кантователь цепной | Для стержней балок и решетчатых узлов | ||
М1 | Манипулятор ручной | Для узлов короче 7 м |
Таблица 16
Механическое оборудование для сварки
Оборудование | Назначение | Количест-во видов движений изделия | Схема | Свари-ваемые изделия |
Манипуляторы | Установка изделий в удоб-ное для сварки положение и вращение их со сварочной скоростью при автомати-ческой, полуавтоматической и ручной сварке, а также при наплавке и металлизации | 2 или 3* | С круговыми швами | |
Позиционеры | Поворот изделий вокруг двух осей для установки их в удобное для сварки положение | 2 или 3* | Рамные и корпусные | |
Вращатели с осью вращения: вертикальной | Вращение изделий со сварочной скоростью вокруг одной постоянной оси при автоматической, полуавтоматической и ручной сварке, а также при наплавке и металлизации | |||
1 | С круговыми швами, допускающими установку и сварку в одном положении | |||
горизонтальной | 1 | |||
наклонной | 1 | |||
Кантователи: двухстоечные | Поворот изделий вокруг горизонтальной оси для установки их в удобное для сварки положение | 1 | Рамные, балочные, корпусные | |
двухстоечные с подъемными центрами | 2 | Крупные рамы | ||
одностоечные | 1 | Малога-баритные, компакт-ные | ||
челночные | 2 | Рамные, корпус-ные, балочные | ||
Продолжение таблицы 16
Оборудование | Назначение | Количество видов движений | Схема | Свари-ваемые изделия |
кольцевые | Поворот изделий вокруг горизонтальной оси для установки их в удобное для сварки положение | 1 | Объемные рамные и корпусные а также балочные | |
домкратные | 1 | Плоские рамы | ||
цепные | 1 | Балочные с сечением близким к квадрату | ||
рычажные для балок | 1 | Балочные с сечением до 0,5 м | ||
челюстные | 1 | Крупные балочные | ||
рычажные для полотнищ | 1 или 2** | Листовые шириной до 2 м | ||
с поворотной рамой для полотнищ | 2 | Листовые шириной до 8-9 м | ||
Роликовые стенды со скоростью: сварочной и маршевой | Вращение изделий при различных видах сварки | 1 | Цилин-дрические, коничес-кие, сфери-ческие | |
маршевой | Вращение изделий при сборке, сварке продольных швов и других работах | 1 | ||
Столы для сварщика: поворотные | Поворот изделий вокруг вертикальной оси и установка их в удобное положение при ручной и полуавтоматической сварке и других работах | 1 | Изделия массой до 60 кг | |
подъемно- поворотные | 2 |
Примечания. * Три движения имеют
манипуляторы и позиционеры с подъемом
стола.
* Три движения имеют
манипуляторы и позиционеры с подъемом
стола.
** Два движения имеют рычажные кантователи с поперечным перемещением.
Таблица 17
Приспособления и инструменты | Linde ранее Praxair
Свяжитесь с нами
Запросить цену
Загрузить брошюру
Различные приспособления
Компания Linde может предоставить множество типов приспособлений для ваших нужд автоматизации. В зависимости от сложности детали и требуемого уровня интерфейса можно разработать инструмент, который легко интегрируется в вашу сварочную ячейку. Крепежные приспособления обычно изготавливаются из износостойких материалов, чтобы обеспечить длительный срок службы и точность деталей, и могут быть различных форм, включая:
- Простые ручные зажимные приспособления
- Прогрессивные инструменты
- Прорезные опорные плиты
- Удерживающие и закрепляющие приспособления
- Интеллектуальные инструменты с интерфейсами ЧМИ
Простые ручные зажимные приспособления, требующие загрузки и разгрузки деталей вручную
5 зажимы, удерживающие все детали на месте. Преимущество этой простоты заключается в том, что ручные зажимы относительно недороги и могут быть легко заменены после износа.
Преимущество этой простоты заключается в том, что ручные зажимы относительно недороги и могут быть легко заменены после износа.
Progressive Tooling
Progressive Tooling используется, когда все компоненты детали не могут быть сварены одновременно из-за необходимости изменения положения (ячейка робота может не иметь возможности вращать детали) или подкомпонентов, которые необходимо сваривать отдельно для окончательной сварки. часть быть полностью. При проектировании на стороне нагрузки робота может быть несколько полостей для крепления деталей. По мере того, как деталь приваривается в первой полости приспособления и вручную перемещается в следующую полость приспособления, и так далее, пока готовая деталь не будет завершена в последней полости приспособления. Каждый оборот стола роботизированной ячейки будет производить готовую деталь в окончательной полости приспособления. Эта конфигурация будет зеркально отражена с обеих сторон робота.
Сквозные опорные пластины
Сквозные опорные пластины обычно используются, когда инструментальная пластина находится на задней бабке вращающейся передней бабки. Эти смотровые отверстия просто обеспечивают доступ сварочной горелки для сварки нижней части детали.
Эти смотровые отверстия просто обеспечивают доступ сварочной горелки для сварки нижней части детали.
Приспособления для фиксации и прихватки
Некоторые свариваемые детали могут быть очень большими или тяжелыми. Загрузка этих компонентов в приспособление робота может быть громоздкой и может ограничивать доступ сварочного робота к горелке. Когда это происходит, часто используется приспособление для прихватки, чтобы скрепить деталь и не развалить ее. Затем прихваченную, но не сваренную деталь можно поместить в простое удерживающее приспособление на ячейке робота с минимальным зажимом, чтобы обеспечить легкий доступ горелки ко всем сварным швам.
Интеллектуальные инструменты с интерфейсами ЧМИ
Интеллектуальные инструменты используются для придания приборам определенного уровня автоматизации в следующих целях:
- Обеспечение наличия всех деталей с помощью датчиков приближения
- Для быстрого изменения программ через интерфейс ЧМИ
- Для активации зажимы во время процесса сварки
- Для автоматической загрузки детали или автоматического извлечения детали в ячейку
Все это помогает обеспечить качество и производительность роботизированной ячейки.
Услуги по проектированию сварочных приспособлений от Camtek Optisolutions
Зачем пользоваться нашими услугами?
Пример использования FaaS (Fixture-as-a-Service)
Узнайте из первых рук о Рики Ратере, владельце компании Pearson Livestock Equipment красноречиво описывает синергию между быстрым и доступным производством приспособлений и роботизированной сваркой
Перейти в блог
“Точь-в-точь” Производство
Разработка сварочного приспособления может быть дорогостоящей и дорогостоящей.
Сварочные приспособления могут быть дорогими и сложными в конструкции, а иногда это результат простой удачи и недостатка. Для производителей часто возникает вопрос: «Как быстро я могу получить приспособление, по какой цене и с какой окупаемостью?». В этом мире производства «точно в срок» (JIT) короткие тиражи становятся обычным явлением. Таким образом, когда крепление может быть выполнено частично или полностью с использованием быстрого и дешевого производственного процесса, ставки на такие работы становятся привлекательными.
Таким образом, когда крепление может быть выполнено частично или полностью с использованием быстрого и дешевого производственного процесса, ставки на такие работы становятся привлекательными.
Узкие места при проектировании сварочных приспособлений и подборе персонала
Когда потребность в приспособлениях превышает имеющиеся в наличии кадры, аутсорсинг проектирования приспособлений становится привлекательным, а наше решение также доступно.
Наши разработчики инструментов проконсультируют вас о потребностях ваших приспособлений, используя онлайн-инструменты для проведения виртуальных встреч, а также по электронной почте и по телефону. Мы с вами на каждом этапе пути.
Наше решение использует собственное программное решение для создания геометрии сварочных приспособлений для резки плоского листового металла. Как и в 3D-головоломке, компоненты крепления должны сцепляться друг с другом, чтобы создать крепление детали. Хотя вы можете использовать SOLIDWORKS™ или аналогичную программу, это требует времени (персонала), усилий и, скорее всего, некоторого последующего ручного редактирования.
Адаптация существующих процессов для фиксации
Твердая оснастка для традиционных креплений часто зависит от дорогостоящего фрезерования и других процессов «нелистового металла». Итак, как это можно минимизировать? Простой ответ заключается в том, чтобы соединить процессы и оборудование, которые у вас уже есть — лазеры, водоструйные станки, штамповочные прессы и т. д. — с соответствующей системой САПР. Мы предоставляем электронные файлы данных, которые вы можете вырезать в своей мастерской или у местного субподрядчика.
Умная сварка с конструкцией приспособления
Исторически сложилось так, что роботизированная сварка гораздо более рентабельна при длительном производстве, чем ручная. Но опять же, JIT требует большей гибкости и, следовательно, более коротких циклов. Хотя затраты на деталь увеличиваются при малых тиражах, эффективность роботизированной сварки кажется очевидной.
Несмотря на то, что методы «обучения» для программирования робота остаются нормой и обеспечивают воспроизводимость в небольших партиях, они создают проблемы, когда речь идет о скорости крепления, оставляя вам:
- Проведите небольшой пробег без робота, используя драгоценную рабочую силу для выполнения сварки и изготовления или закупки дорогостоящего приспособления.

- Проведите короткий пробег с роботом, который простаивает, пока производится или закупается дорогостоящее приспособление.
Вы можете сократить жесткие затраты на оба процесса, используя «FaaS», чтобы эффективно получать приспособления и, в конечном итоге, повышать прибыльность работы.
Изменения в восходящем направлении
Что делать, если вы столкнулись с небольшим изменением в восходящем направлении, требующим регулировки точек контакта между приспособлением и деталью? Мы можем получить исходную модель САПР и при необходимости внести незаметные геометрические изменения в ваше приспособление и деталь. В большинстве случаев затронутый компонент приспособления может легко заменить предыдущий.
Стандартизация, сокращение места для хранения
Наше программное обеспечение может предоставить вашему магазину стандартную методологию. В результате вы можете обнаружить, что используете зажимы одного и того же производителя, а также один и тот же подход ко многим конструкциям приспособлений.
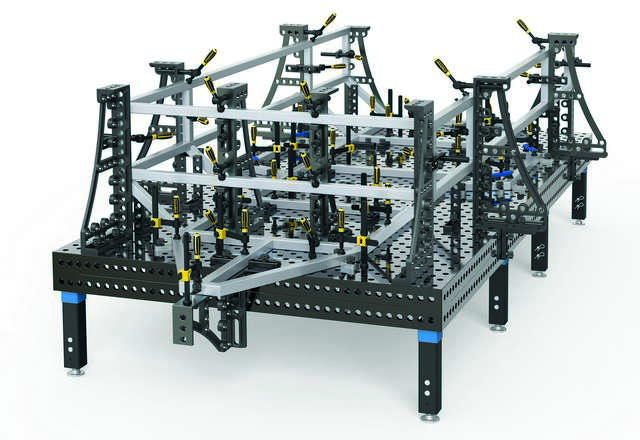
Например, при роботизированной сварке часто используется заранее заданная таблица отверстий под болты. Там, где это уместно, к столу можно прикрепить стандартную «основную плиту» с «пазами для выступов» со стандартным интервалом шага. Затем лезвия приспособления можно вставить и зафиксировать на опорной пластине с помощью дополнительной конструкции «ножки с зажимом», что делает сборку и разборку приспособления быстрой и легкой. Даже если вся опорная плита и узел лезвия снимаются между работами, процесс относительно прост и эффективен.
Для тех, у кого головная и задняя бабки (ось A или B), возможность явного определения размеров опорной пластины и расположения отверстий под болты особенно полезна, поскольку эти параметры можно сохранить по умолчанию для последующих прогонов разработки приспособления. Также полезно простое добавление отверстий для доступа к опорной плите для сварки в перевернутом или наклонном положении.
Использование геометрического дизайна, такого как механизм «зажимного язычка», устраняет необходимость точечной сварки крепления для обеспечения жесткости. Его можно разобрать и сложить, что экономит место и снижает потребность в расширении хранилища.
Его можно разобрать и сложить, что экономит место и снижает потребность в расширении хранилища.
Экономия средств благодаря нашей конструкции сварочного приспособления
Отзывы показывают, что наши услуги могут привести к 75-процентной экономии времени. Если программное обеспечение использует отходы для приспособлений, фактические производственные затраты могут быть минимальными.
Стоимость также зависит от срока службы светильника. FaaS дает вам возможность использовать дешевые или бракованные/остаточные материалы для краткосрочного использования или использовать более дорогой и долговечный металл для часто используемых приспособлений.
Готовы предоставить детали для FaaS? Нажмите здесь… Нажмите здесь, чтобы увидеть наши последние проекты
Посмотрите одно из наших приспособлений в действии
Прихваточный столик
Полноприварной столик
Прихваточный столик
Ниже приведен пример a двухступенчатое приспособление любезно предоставлено Clean Air America.