Сварочная проволока для газовой сварки: виды, как выбрать для разных сплавов
alexxlab | 23.02.2018 | 0 | Разное
виды, как выбрать для разных сплавов
Сварочная проволока, используемая при ацетиленовой газовой сварке, изготавливается многими производителями.
Продукция представлена в форме присадочных прутков и тянутой проволоки, в оболочке из цветных сплавов и без нее, металлических гранул.
Сварочный материал выпускается следующих видов:
- активированный — снижает разбрызгивание, улучшает качество шва;
- порошковый — позволяет получить шов аналогичным свариваемым элементам составом;
- сплошного сечения — используется в виде присадочных прутков.
Материалы позволяют проводить работу с любым видом металла.
Однако диаметр проволоки должен не только соответствовать толщине свариваемого изделия, но и походить на его химический состав.
Материал рассматривает некоторые виды сварочного материала, используемого в процессе сварки, наплавки изделий из черных и цветных металлов.
Содержание статьиПоказать
Проволока для стали
Предприятия, ремонтные организации чаще всего используют своеобразный электрод для образования электрического разряда и источника металла — холоднотянутую сварочную проволоку, предназначенную для соединения элементов из металла.
Материал имеет такой же стандарт изготовления, как для ручной дуговой сварки.
Поэтому, приобретать подобные электроды можно для газовой и РД сварки.
Прутки изготавливаются из низкоуглеродистой стали, с добавлением легирующих примесей, которые увеличивают физическое, механическое сопротивление шва.
Однако для соединения ответственных материалов, стоит использовать электроды из низколегированной стали.
Для получения лучшего результата при сварке или наплавлении шва, рекомендуется использовать проволоку с добавлением марганца, кремнемарганцевых примесей.
Таковыми представлены низкоуглеродистые легированные электроды типа СВ08ГС, СВ08ГА, СВ08Г2С и СВ10Г2.
Приведенные марки характеризуются высокой устойчивостью к механическому деформированию.
Вариантом для соединения деталей из низколегированной стали будет сварочная проволока с подобным химическим составом, некоторым добавлением хрома.
Высоколегированные же элементы следует соединять электродами с легирующими добавками, которых насчитывается более 80 видов.
Сварка алюминиевых и медных сплавов

Подобные работы проводятся с использованием сварочной проволоки с добавлением алюминиевых, медных примесей.
Первая соответствует государственному стандарту номер 7871-75 , вторая — 16130-90.
Для проведения работ с алюминием следует использовать следующие типы электродов:
- CB А1;
- СB АК5;
- CB АМЦ.
Их химический состав идентичен свариваемому материалу.
Медные детали, их сплавы соединяют такими марками электродов:
Для этого также подойдет прут M1P либо M3P.
Работая с бронзой либо латунью, следует применять сварочный материал с аналогичным, что и элементы, химическим составом. В данном случае тип прутка не играет большой роли.
Сварка чугуна

Материал для соединения деталей из железного сплава низкой плавки так же характеризуется своим номером ГОСТа — 30430-96.
Согласно последнему, сварочный материал для чугуна выпускается двух видов — А, Б.
Первым пользуются при соединении конструкционных элементов с подогревом всей части, марка Б подходит для горячей сварки с использованием местного подогрева.
Прутки по железному сплаву низкой плавки имеют свои марки — НЧ1, НЧ2. Используются в процессе низкотемпературной сварки литых чугунных деталей.
Для предотвращения износа применяются марки электродов ХЧ либо БЧ. Покрытие из сварочных прутков увеличивает ресурс конструкционных элементов.
Нюансы использования
Перед началом работ с ацетиленовой либо другим видом горелки, необходимо придерживаться следующих правил:
- Проволоку необходимо тщательно очистить от грязи, краски, следов масла и коррозии, окалины. Последняя легко удаляется при ударе прутка о твердую поверхность.
- Швы формируются равномерно, достаточно медленно.
- Не допускать разбрызгивание металла при сварке.
- Остывший валик шва должен иметь гладкую однородную поверхность.
- Исключается наличие дефектов в виде пор, различных выемок, шлаковых включений.
- Тугоплавкие оксиды не должны образовывать корку на поверхности рабочих элементов.
Отсутствие в сварочной ванне присадочного материала предупредит оформление нежелательного покрытия, которое образуется вследствие реагирования азота на кислород.
Несоблюдение правила негативным образом отразится на качестве шва.
Выбрать необходимую проволоку для проведения работ по сварке, специалисту большого труда не составит.
Главными условиями являются — соответствие диаметра электрода толщине рабочих элементов и аналогичность химического состава.
Материал электродов должен совпадать по строению с элементами конструкции.Сварочная проволока для газовой сварки: как выбрать?
Следите за тугоплавкими окислами, они не должны попадать в сварочную ванну. А чаще всего они попадают в зону сварки именно с присадочным материалом. Сами окислы образовываются из-за реакции азота с кислородом. Температура их плавления выше, чем у основного металла. По этой причине швы становятся неоднородными и некачественными.
Время чтения: 4 минуты
Сварочная проволока для газовой сварки ацетиленом выпускается многими заводами-производителями. На прилавках представлен большой ассортимент продукции: присадочные прутки, присадочная проволока и даже металлические гранулы, применяемые для ацетиленовой сварки или любой другой газовой сварки. Чтобы правильно выбрать проволоку необходимо знать толщину свариваемой детали и ее химический состав, а также тип металла.

С толщиной все просто: если толщина металла равна 3 мм, то и диаметр проволоки должен быть 3 мм. А вот с химическим составом и типом металла все куда сложнее. В этой статье мы подробно расскажем, какую проволоку использовать для сварки различных типов металлов: от чугуна до меди. Вы узнаете конкретные марки, применяемые для сварки и наплавки различных металлов.
Содержание статьи
Проволока для сварки сталей
Чаще всего в магазинах приобретается присадочная проволока для газовой сварки сталей. Отметим, что данная проволока изготавливается по тем же стандартам, что и для дуговой сварки. Поэтому нет никакой разницы между проволокой для газовой и для РДС-сварки. Для рядовой сварки большинства типов сталей применяют проволоку, изготовленную из низкоуглеродистой и легированной стали. Для сварки ответственных и особо ответственных конструкций рекомендуется применять низколегированную проволоку.
Если вам необходимо добиться наилучшего качества сварных или наплавочных швов, то используйте марганцевые и кремнемарганцевые проволоки. К ним относятся марки Св-08ГС, Св-08ГА, Св-08Г2С, Св-10Г2. При использовании данных марок швы получаются прочными и надежными. Они устойчивы к механическим повреждениям.
При работе с низколегированной сталью приобретайте такую же низколегированную проволоку, но с содержанием хрома. У получаемых швов высокий предел прочности. А вот при сварке высоколегированной стали проволоку стоит подбирать с аналогичным химическим составом.
Проволока для сварки алюминия и его сплавов, меди и ее сплавов
Алюминиевая проволока сварочная, а также проволока из алюминиевых сплавов изготавливается согласно ГОСТу №7871-75. Для работы с алюминием рекомендуем использовать марки Св-АК-5, Св-А1 и Св-АМц. Состав проволоки должен быть схож с составом детали.

Для сварки меди и медных сплавов применяется проволока, изготовленная по стандарту ГОСТ №16130-90. Рекомендуем использовать марки проволоки М1 или МСр1. Также можно применять присадочные прутки марки М1р и М3р.
Для работы с другими цветными металлами (например, бронзой или латунью) применяйте проволоку с таким же составом, что и сама деталь. В этом случае марка проволоки не так важна.
Проволока для сварки чугуна
У сварочной проволоки по чугуну тоже есть свой ГОСТ — №2671-80. Согласно ему, проволока по чугуну может быть двух типов: «А» и «Б». Их также именуются марками. Марка «А» используется при горячей сварке с общим подогревом всей детали. А марка «Б» используется при горячей сварке с местным подогревом.
Читайте также: Всё, что вам необходимо знать о сварочной проволоке
Также производители выпускают свои марки прутков по чугуну. Среди них выделим НЧ-1 и НЧ-2. Их применяют при низкотемпературной сварке литого чугуна. Также обратите внимание на марки ХЧ и БЧ, из используют для наплавки износостойкого металла.
Особенности применения
Сварочная проволока для газовой сварки ацетиленом (или любым другим горючим газом) перед применением должна быть тщательно очищена от грязи, масла, следов коррозии, краски, окалины и пр. Формируйте швы медленно и равномерно. Не допускайте разбрызгивания металла во время сварки. После остывания валик шва должен быть гладким и однородным на вид. Не допускается присутствие дефектов (пор, трещин, включений шлака и пр.).
Следите за тугоплавкими окислами, они не должны попадать в сварочную ванну. А чаще всего они попадают в зону сварки именно с присадочным материалом. Сами окислы образовываются из-за реакции азота с кислородом. Температура их плавления выше, чем у основного металла. По этой причине швы становятся неоднородными и некачественными.
Вместо заключения
В этой статье мы лишь в общих чертах рассказали о выборе присадочной проволоки для газовой сварки. Подводя итоге можем сказать, что при выборе присадочного материала необходимо учитывать толщину детали, металл, из которого она изготовлена, и химический состав . Это правило применимо к проволоке для любого типа металла: от алюминия до стали. Внимательно следите за химическим составом проволоки. В большинстве случаев он должен совпадать с основным металлом.
А что вы думаете по этому поводу? Поделитесь своим мнением и опытом в комментариях ниже. Он будет полезен для многих новичков. Расскажите о марках проволоки, которые вы использовали вы своей практике. Желаем удачи в работе!
[Всего: 1 Средний: 1/5]Сварочная проволока для газовой сварки в среде защитных газов
Разновидности
Физико-химические свойства
Технические характеристики популярных марок
Особенности выбора
БаллонБаллон
Для тех, кто постоянно варит при помощи ручной дуговой сварки, актуальным является вопрос, как варить полуавтоматом.
Существует несколько основных способов сварки, каждый из которых использует свои инструменты и материалы. Даже в газовой сварке имеется несколько серьезных ответвлений, как по расходным материалам, так и по используемой технике. Сварочная проволока для газовой сварки может быть представлена в различных вариантах, исходя из того, с какими именно металлами приходится работать. Здесь также есть разница, используется стандартный ручной метод или аргонодуговая сварка. Использование защитного газа обусловлено тем, что на поверхности материала отсутствует какое-либо покрытие, которые бы обеспечило ограждение от негативного воздействия атмосферы. Благодаря большой востребованности, данный материал используется для соединения практически всех типов металла, для чего нужны различные виды сварочной проволоки.

Проволока для газовой сварки
Выпускаются специальные марки для ручной, полуавтоматической и автоматической сварки, а также универсальные разновидности. Поставка производится в кассетах и катушках, в зависимости от объема и толщины материала. Различия происходят и по структуре самих материалов, так как некоторые из них помимо самой проволоки могут еще содержат еще дополнительные вещества, к примеру, флюс или медное покрытие. Но основной характеристикой выбора все равно остается состав основного присадочного материала. Он специально подбирается под задание виды металла и придает ему лучшие характеристики сваривания. Основной массой состава является металл, для которого предназначена данная проволока для газовой сварки. Вся продукция производится по ГОСТ 2246-70.
Разновидности

Присадочная проволока для газовой сварки может различаться по содержанию легирующих элементов. Марки с низким содержанием предназначаются больше для чистых металлов, а не для сплавов. Причем это касается преимущественно материалов, которые обладают хорошими свойствами свариваемости. К примеру, если сварка алюминия будет производиться чистым алюминием, то итоговый результат будет плохого качества.

Проволока для сварки алюминия
Среднелегированная сварочная проволока для газовой сварки является одним их самых распространенных вариантов, так как подходит для наиболее распространенных металлов, которые используются в промышленности. Это материалы средней свариваемости, которые требуют дополнительной защиты, но не обладают критически плохими свойствами.

Среднелегированная сварочная проволока
Высоколегированная проволока для сварки в защитных газах предназначена для самых сложных случаев. Простым примером является сварка нержавейки, для которой нужна не только сильная защита от вешних факторов, но и восполнение выгорающих элементов состава, для чего и требуется высокий уровень легирования.

Высоколегированная сварочная проволока
Вне зависимости от своего состава, некоторые марки могут обладать омедненной поверхностью, которая уменьшает контактное сопротивление во время соединения, увеличивает степень взаимодействия и защищает поверхность от повреждений и загрязнений.

Медная сварочная проволока
Порошковая проволока сварочная 4 мм для газовой сварки используется преимущественно для автоматических аппаратов. Она содержит в себе необходимые дополнительные вещества, которые повышают качество соединения без контроля человека.

Порошковая проволока сварочная 4 мм
Проволока флюсованная имеет внутри прослойку из флюса, который специально подобран для данного вида сплава. Она имеет более высокую стоимость, чем обыкновенная, но намного удобнее в использовании.

Флюсованная проволока для сварки
Физико-химические свойства
Свойства каждой марки определяются ее составом. Конечное же, из-за большого разнообразия вариантов для каждого вида металла более рационально рассматривать конкретные варианты, но здесь можно отметить общие тенденции. Большое количество легирующих элементов повышает коррозионную стойкость. Металл становится более пластичным и лучше переносит деформации. Многие из них убирают хрупкость, которую привносит углерод, поэтому, его содержание не должно превышать 0,03%. Это также влияет на ударную вязкость шва, благодаря чему соединение становится более крепким и надежным.

Присадочная проволока для газосварки
Проволока для наплавки в среде защитных газов способна уменьшать теплопроводность основного металла, чтобы нейтрализовать негативный эффект от длительного температурного воздействия, которое часто приводит к изменению структуры. Одно из главных физических свойств, температура плавления, у каждой марки приближено к тому значению, которое имеет основной металл, но находится оно несколько ниже. Это сделано, чтобы отремонтированное место смогло выдерживать те же нагрузки, что и до ремонта
Технические характеристики популярных марок
Марка | Характеристики |
Св-04Х19Н11М3 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ |
Св-06Х19Н9Т | Материал стойкий к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
Св-07Х25Н13 | Стойкая к коррозии Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
Св-08Х20Н9Г7Т | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания аустелитных сталей. Для сварки требуется защитный газ |
Св-10Х16Н25АМ6 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
ПП-АНЧ-1 | Применяется без подогрева. Твердость до 300 НВ. |
ПП-АНЧ-2 | Применяется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
ПП-АНЧ-3 | Применяется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Особенности выбора
Если вам требуется сварочная проволока для ацетиленовой сварки, то в первую очередь нужно обращать внимание на то, каким составом она обладает. Он должен быть максимально близок к основному свариваемому металлу.
«Важно!
Если металл обладает плохими свойствами сваривания, то обязательно наличие не только повышенной газовой защиты, но и легирующих элементов.»
Далее нужно обратить внимание на величину диаметра. Разнообразие размеров составляет от 0,8 до 6 мм с шагом от 0,2 до 1 мм. Толщина проволоки подбирается немного меньшей, чем толщина основного металла, чтобы не перепалить его. Для лучшего расплавления используется флюс, если дело обстоит с тугоплавкими металлами. Стоит отметить, что сварочная проволока для газовой сварки ацетиленом может использоваться и а аргоновой среде. Но та, которая должна использоваться для аргона, может показать более низкие параметры при работе с ацетиленом, так как он обеспечивает не столь высокий уровень защиты.
Производители и популярные марки
- СВ-06Х14;
- Св-18ХМА;
- СВ-8ГА;
- СВ-09Г2С;
- СВ-08ГНМ;
- ESAB;
- Aisi;
- RedBo;
- Искра;
- E71T-1;
- Forte;
- ER70S-6.
Сварочные материалы для газовой сварки
Газосварка представляет собой процесс, при котором кромки соединяемых элементов нагреваются сгоранием горючих газов в смеси с кислородом. Газовая сварка своими руками применяется для изготовления и ремонта изделий из листовой стали толщиной 1-5 мм, чугуна, латуни, меди, алюминия, исправления литьевых дефектов, наплавки твердых сплавов. Сварочные материалы для газовой сварки включают: горючий газ (ацетилен, пропан, водород), технически чистый кислород, присадочную проволоку, флюсы, в случае их потребности при работе с конкретным металлом или сплавом.
Сварочная проволока: разновидности и особенности применения
В большинстве случаев для сварки газом используют сварочную проволоку, близкую по химическому составу к металлу изделия. Ее поверхность должна быть гладкой, очищенной от окалины и других загрязнений. Температура плавления присадочной проволоки не должна превышать температуру плавления основного металла. Если для сварки цветных металлов и сплавов – меди, латуни, свинца – нет соответствующей проволоки, применяют нарезанные из свариваемого металла полоски.  Сварочная проволока для газосварки
Сварочная проволока для газосварки
Способы ручной газосварки – левый или правый – выбирают в зависимости от положения шва в пространстве. При потолочном шве и правом способе сварочная проволока также играет роль препятствия для стекания металла.
Сварочная проволока для сварки газом изготавливается из:
- низкоуглеродистых и легированных сталей;
- алюминия и его сплавов;
- меди и ее сплавов.
Присадочные материалы для газовой сварки и наплавки чугуна выпускают в виде прутков, имеющих следующую маркировку:
- А – для горячей газосварки, предусматривающей общий подогрев изделия;
- Б – для сваривания изделий с местным подогревом;
- НЧ-1, НЧ-2 – для низкотемпературной сварки отливок с тонкими и толстыми стенками соответственно;
- БЧ, ХЧ – применяются для износостойкой наплавки.
Виды применяемых горючих газов
 Баллон
БаллонГазовая сварка цветных металлов и углеродистых сталей чаще всего осуществляется с использованием ацетилена. Это объясняется высокой температурой пламени и хорошей теплотой сгорания. Ацетилен представляет собой газ с характерным запахом, который придают присутствующие в нем примеси фтористого водорода и сероводорода. При нагревании до 500 градусов и при определенных концентрациях в смесях с кислородом и воздухом ацетилен становится взрывоопасным. Образование ацетилена происходит в результате реакции карбида кальция с водой. Сам карбид кальция образуется в результате сплавления обожженной извести и кокса.
В качестве горючих могут использоваться нефтяной и пиролизный газы. Они представляют собой газовые смеси, образующиеся при термическом разложении нефти и ее продуктов. Применяются для сваривания, резки и пайки стальных деталей толщиной, не превышающей 3 мм, и для сварки цветных металлов и их сплавов. Природный газ является продуктом разработки газовых месторождений и на 93-99% состоит из метана.
 Баллон
БаллонТехнический пропан и пропан-бутановая смесь являются побочными продуктами при добыче и переработке нефти и естественных нефтяных газов. Их применяют при сваривании деталей толщиной до 6 мм, в отдельных случаях – до 12 мм. С помощью этих газов можно сваривать и паять чугун, цветные металлы и сплавы, осуществлять кислородную и кислородно-флюсовую резку, наплавку, напыление пластмасс.
Сваривание металла в домашних условиях с помощью водорода стала возможна благодаря разработке специальных электролизеров, которые могут работать и от домашней двухфазной, и от трехфазной сети. В этих аппаратах вода разлагается на кислород и водород, причем, в нужных для сварочного процесса пропорциях. Размерный ряд выпускаемых электролизеров позволяет охватить практически все виды газовой сварки, пайки, наплавки, порошкового напыления, ручной и машинной кислородной резки. Аппараты разной мощности позволяют производить как микросварку и микропайку, так и резку листовой стали толщиной порядка 300 мм.
Виды флюсов для газосварки
Газовая сварка меди, алюминия, магния и их сплавов сопровождается активным образованием оксидов на поверхности свариваемых металлов под воздействием кислорода, содержащегося в воздухе. Тугоплавкие оксиды значительно затрудняют сварочный процесс.
С целью защиты металлов от окисления при сваривании используют флюсы для газовой сварки, которые представляют собой специальные сварочные порошки или пасты. В качестве флюсов используют борную кислоту и прокаленную буру. Их наносят на кромки свариваемого металла, на сварочную проволоку и прутки. При температуре сварки легкоплавкие флюсы образуют шлаки, всплывающие на поверхность расплавленного металла и предохраняющие его от окисления.
 Для тех, кто постоянно варит при помощи ручной дуговой сварки, актуальным является вопрос, как варить полуавтоматом.
Для тех, кто постоянно варит при помощи ручной дуговой сварки, актуальным является вопрос, как варить полуавтоматом.Создание аппарата для контактной сварки своими руками поможет сэкономить кругленькую сумму. Подробную инструкцию вы найдете в этой статье.
Хотите сварить алюминий или медь? Есть альтернативный способ! Подробнее по https://elsvarkin.ru/texnologiya/xolodnaya-svarka-metalla/ ссылке.
Основы теоретической подготовки специалистов по газовой сварке
Для студентов, изучающих курс “Технология газовой сварки”, реферат можно подготовить, используя следующую литературу:
- Глизманенко Д. А. “Газовая сварка и резка металлов”;
- Багрянский К. В. “Теория сварочных процессов”;
- Геворкян В. Г. “Основы сварочного дела”.
По курсу “Газовая сварка” реферат должен отразить следующие основные моменты:
- назначение, преимущества и недостатки данного вид создания неразъемных соединений;
- необходимые для сварочного процесса материалы;
- используемое оборудование и аппаратуру;
- основные технологические моменты газосварки.
Проволока для газовой сварки
Проволока для газовой сварки
Когда используется проволока для газовой сварки? Как проволока включена в процесс газосварки? Как известно, если это газосварка, то газосварщик работает, используя два газа: горючий газ вместе с кислородом. Они могут поступать в горелку из различных источников: баллоны, газогенератор ацетилена. Когда газы смешиваются – возникает газовое пламя. Температура пламени настолько велика, что позволяет плавить металл. Проволока подается с целью создания надежного шва при сварке.
Из чего состоит сварочная проволока, каков ее состав? Из ее функции вытекает то, что согласно составу она обязана быть близка к металлу, с которым сварщик работает. Исходя из того, что варят различный металл, проволоку производят различных марок, отличия между которым в химсоставе.
РАЗНЫЕ МАРКИ
Официальный, действующий ГОСТ 2246-70 устанавливает параметры для рассматриваемой продукции. Озвучиваются требования к присутствию химэлементов в проволоке, изготовленной из разной стали. В ГОСТе рассматриваются три вида стали (из стали малым низким содержанием углерода, а также два типа с различной ступенью легирования). Данный Госстандарт создан для рассматриваемой продукции, которая является холоднотянутой.
Сварочные проволоки разных марок отличаются тем, сколько в них содержится добавленных химэлементов. Четко прописанные нормы определяют их процентные доли, которые расписаны подробно.
В стали с высокой степенью легирования, в отличие от остальных указанных двух видов, доля внедренных элементов – выше. Зачем это делается? Чем больше нужных химэлементов, тем выше требуемые от сварного шва свойства.
СОДЕРЖАНИЕ ЭЛЕМЕНТОВ
Химэлементы, находящиеся в составе рассматриваемой здесь продукции, такие. От вида стали, из которой делается сварочная проволока, зависит – тот или иной химэлемент может присутствовать или нет, это указывается в нормах ГОСТа.
Какие элементы в любом случае есть во всех трех указанных типах стали? Это – во-первых, кремний, марганец, углерод, затем никель и хром, а также еще сера и фосфор. Есть ли элементы, которые содержатся не во всех? Да, это титан и молибден, их вовсе нет в сталях с низким уровнем углерода, а в остальных двух отмеченных видах стали они есть также не всюду.
Как понять по маркировке, что в проволоке той или иной марки содержится какой-либо из названных элемент? «.Г». или «.С». в маркировке означает, что добавлены марганец и кремний. Если за буквой идет цифра, она указывает, сколько процентов данного элемента добавлено. Если для примера взять марку СВ08Г2С, то расшифровка такая: здесь есть 2% марганца («.Г2».), а также кремний («.С».).
Буква «.А». может указывать на разные данные, что зависит от того – это марка стали с низким углеродом или иная. Для первой «.А». значит, что металл имеет повышенной чистоту в плане того, сколько в нем содержится таких элементов, как S (сера) и Ph (фосфор) – например, СВ08А/strong>.
РАСКИСЛЕНИЕ
Зачем в сварочную проволоку добавляются элементы? Какая цель легирования? В чем потребность присутствия добавляющихся химэлементов? На каких процессах это основывается?
Обмолвимся о сварных химпроцессах. Что совершается с металлом, над которым идет работа? Окисление. Почему? Потому как кислород воздействует на элементы металла. Содержащиеся в металле элементы соединяются с кислородом, что ухудшает характеристики металла. Что в данном случае имеем? Шов менее прочный, хуже характеристики, ниже стойкость к коррозии, металл раньше и быстрее стареет.
В противовес окислению вызывается процесс раскисления. Какие химэлементы имеют соответствующую функцию при их участии в легировании? Такие, как, например, марганец и кремний, они называются раскислителями. Как происходит химический процесс с их участием? Они сами связываются с кислородом, в результате с их участием возникают соответствующие окислы, на шов окисление отрицательно не влияет. Результат – шов надежный и удовлетворительной прочности.
КАК ПОДОБРАТЬ?
Упомянутый ГОСТ выдвигает условия для того, как следует внешне выглядеть сварочной проволоке, чтобы быть надлежащего качества. Условия по внешнему виду не зависят от марки, требования определены как общие.
Это нормы по внешней поверхности, она необходима чистой/гладкой, без трещин, без раковин. Насторожить также должно присутствие масла или ржавчины.
Основополагающий параметр, как известно, – диаметр. ГОСТ устанавливает: данный параметр сварочной проволоки выпускается в следующем диапазоне: 0,3-12 (в миллиметрах). Как подбирают данный важный параметр? Сварщик обращает внимание на толщину детали и на то, каким видом сварки он пользуется.
Материалы, применяемые при газовой сварке
Газы для сварки
Кислород при атмосферном давлении и обычной температуре газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 гр. масса 1 м3 кислород равен 1.33 кг. Сгорание горючих газов и паров горючих жидкостей в чистом виде кислороде происходит очень энергично с большой скоростью, а возникновение в зоне горения возникает высокая температура.
Для получения сварочного пламени с высокой температурой, необходимо для быстрого расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с чистым кислородом.
При возникновении сжатого газообразного кислорода с маслом или жирами последние могут самовоспламеняться, что может быть причиной пожара. Поэтому при обращении с кислородными баллонами и аппаратурой необходима тщательно следить за тем,чтобы на них не падали даже незначительные следы масла и жиров. Смесь кислорода с горючих жидкостей при определенных соотношениях кислорода и горючего вещества взрывается.
Технический кислород добывают из атмосферного воздуха который подвергают обработке в воздух разделительных установках, где он очищается от углекислоты и осушается от влаги.
Жидкий кислород хранят и перевозят в специальных сосудах с хорошей теплоизоляцией. Для сварки выпускают технический кислород трех сортов:
высшего, чистотой не ниже 99.5%
1-ого сорта чистотой 99.2%
2-ого сорта чистотой 98.5% по объему.
Остаток 0.5-0.1% составляет азот и аргон
Ацетилен
В качестве горючего газа для газовой сварки получил распространение ацетилен соединение кислорода с водородом. При нормальной температуре и давлением ацетилен находится в газообразном состоянии.
Ацетилен бесцветный газ. В нем присутствуют примеси сероводорода и аммиак.
Ацетилен есть взрывоопасный газ. Чистый ацетилен способен взрываться при избыточном давлении свыше 1.5 кгс/см2, при быстром нагревании до 450-500 С. Смесь ацетилена с воздухом взрываться при атмосферном давлении, если в смеси содержится от 2.2до 93% ацетилена по объему. Ацетилен для промышленных целей получают разложением жидких горючих действием электродугового разряда, а так же разложением карбида кальция водой.
Газы заменители ацетилена
При сварке металлов можно применять другие газы и пары жидкостей. Для эффективного нагрева и расплавления металла при сварке необходимо чтобы to пламени была примерно в два раза превышала to плавления свариваемого металла.
Для сгорания горючих различных газов требуется различное кол-во кислорода подаваемого в горелку.
Газы заменители ацетилена применяют во многих отраслях промышленности. Поэтому их производство и добыча в больших масштабах и они являются очень дешевыми, в этом их основное преимущество перед ацетиленом.
Вследствие более низкой to пламени этих газов применение их ограничено некоторыми процессами нагрева и плавления металлов.
При сварке же стали с пропаном или метаном приходится применять сварочную проволоку содержащею повышенное количество кремния и марганца, используемых в качестве раскислителей, а при сварке чугуна и цветных металлов использовать флюсы.
Газы– заменители с низкой теплопроводной способностью не экономично транспортировать в баллонах. Это ограничивает их применение для газопламенной обработки.
Горючие газы для сварки и резки
| Горючие газы | Температура пламени при сгорании в кислороде, 0С | Коэффициент замены ацетилена |
| Ацетилен | 3150 | 1,05 |
| Водород | 2400-2600 | 5,2 |
| Метан | 2400-2500 | 1,6 |
| Пропан | 2700-2800 | 0,6 |
| Пары керосина | 2400-2450 | 1-1,3 |
Сварочные проволоки и флюсы
В большинстве случаев при газовой сварке применяют присадочную проволоку близкую по своему хим. составу к свариваемому металлу.
Нельзя применят для сварки случайную проволоку неизвестной марки.
Поверхность проволоки должна быть гладкой и чистой без следов окалины, ржавчины, масла,краски и прочих загрязнений. Температура плавления проволоки должна быть равна или несколько ниже температуры плавления металла.
Проволока должна плавится спокойно и равномерно, без сильного разбрызгивания и вскипания,образуя при застывании плотный однородный металл без посторонних включений и прочих дефектов.
Для газовой сварки цветных металлов (меди, латуни, свинца), а так же нержавеющей стали в тех случаях, когда нет подходящей проволоки, применяют в виде исключения полоски нарезанный из листов той же марки, что и сваривает металл.
Флюсы
Медь, алюминий, магний и их сплавы при нагревании в процессе сварки энергично вступают в реакцию с кислородом воздуха или сварочного пламени (при сварке окислительным пламенем), образуя окислы, которые имеют более высокую toплавления, чем металл. Окислы покрывают капли расплавленного металла тонкой пленкой и этим сильно затрудняют плавление частиц металла при сварке.
Для защиты расплавленного металла от окисления и удаления образующихся окислов применяют сварочные порошки или пасты, называемые флюсами. Флюсы, предварительно нанесенные на присадочную проволоку или пруток и кромки свариваемого металла, при нагревании расплавляются и образуют легкоплавкие шлаки, всплывающие на поверхность жидкого металла. Пленка шлаков покрывает поверхность расплавленного металла, защищая его от окисления.
Состав флюсов выбирают в зависимости от вида и свойств свариваемого металла.
В качестве флюсов применяют прокаленную буру, борную кислоту. Применение флюсов необходимо при сварке чугуна и некоторых специальных легированных сталей, меди ее сплавов. При сварке углеродистых сталей не применяют.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Проволока для газовой сварки
Сварочная проволока для газовой сварки
Существует несколько основных способов сварки, каждый из которых использует свои инструменты и материалы. Даже в газовой сварке имеется несколько серьезных ответвлений, как по расходным материалам, так и по используемой технике. Сварочная проволока для газовой сварки может быть представлена в различных вариантах, исходя из того, с какими именно металлами приходится работать. Здесь также есть разница, используется стандартный ручной метод или аргонодуговая сварка. Использование защитного газа обусловлено тем, что на поверхности материала отсутствует какое-либо покрытие, которые бы обеспечило ограждение от негативного воздействия атмосферы. Благодаря большой востребованности, данный материал используется для соединения практически всех типов металла, для чего нужны различные виды сварочной проволоки.
Проволока для газовой сварки
Выпускаются специальные марки для ручной, полуавтоматической и автоматической сварки, а также универсальные разновидности. Поставка производится в кассетах и катушках, в зависимости от объема и толщины материала. Различия происходят и по структуре самих материалов, так как некоторые из них помимо самой проволоки могут еще содержат еще дополнительные вещества, к примеру, флюс или медное покрытие. Но основной характеристикой выбора все равно остается состав основного присадочного материала. Он специально подбирается под задание виды металла и придает ему лучшие характеристики сваривания. Основной массой состава является металл, для которого предназначена данная проволока для газовой сварки. Вся продукция производится по ГОСТ 2246-70.
Разновидности
Присадочная проволока для газовой сварки может различаться по содержанию легирующих элементов. Марки с низким содержанием предназначаются больше для чистых металлов, а не для сплавов. Причем это касается преимущественно материалов, которые обладают хорошими свойствами свариваемости. К примеру, если сварка алюминия будет производиться чистым алюминием, то итоговый результат будет плохого качества.
Проволока для сварки алюминия
Среднелегированная сварочная проволока для газовой сварки является одним их самых распространенных вариантов, так как подходит для наиболее распространенных металлов, которые используются в промышленности. Это материалы средней свариваемости, которые требуют дополнительной защиты, но не обладают критически плохими свойствами.
Среднелегированная сварочная проволока
Высоколегированная проволока для сварки в защитных газах предназначена для самых сложных случаев. Простым примером является сварка нержавейки, для которой нужна не только сильная защита от вешних факторов, но и восполнение выгорающих элементов состава, для чего и требуется высокий уровень легирования.
Высоколегированная сварочная проволока
Вне зависимости от своего состава, некоторые марки могут обладать омедненной поверхностью, которая уменьшает контактное сопротивление во время соединения, увеличивает степень взаимодействия и защищает поверхность от повреждений и загрязнений.
Медная сварочная проволока
Порошковая проволока сварочная 4 мм для газовой сварки используется преимущественно для автоматических аппаратов. Она содержит в себе необходимые дополнительные вещества, которые повышают качество соединения без контроля человека.
Порошковая проволока сварочная 4 мм
Проволока флюсованная имеет внутри прослойку из флюса, который специально подобран для данного вида сплава. Она имеет более высокую стоимость, чем обыкновенная, но намного удобнее в использовании.
Флюсованная проволока для сварки
Физико-химические свойства
Свойства каждой марки определяются ее составом. Конечное же, из-за большого разнообразия вариантов для каждого вида металла более рационально рассматривать конкретные варианты, но здесь можно отметить общие тенденции. Большое количество легирующих элементов повышает коррозионную стойкость. Металл становится более пластичным и лучше переносит деформации. Многие из них убирают хрупкость, которую привносит углерод, поэтому, его содержание не должно превышать 0,03%. Это также влияет на ударную вязкость шва, благодаря чему соединение становится более крепким и надежным.
Присадочная проволока для газосварки
Проволока для наплавки в среде защитных газов способна уменьшать теплопроводность основного металла, чтобы нейтрализовать негативный эффект от длительного температурного воздействия, которое часто приводит к изменению структуры. Одно из главных физических свойств, температура плавления, у каждой марки приближено к тому значению, которое имеет основной металл, но находится оно несколько ниже. Это сделано, чтобы отремонтированное место смогло выдерживать те же нагрузки, что и до ремонта
Технические характеристики популярных марок
Марка | Характеристики |
Св-04Х19Н11М3 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром — 19%, никель — 11% и молибдена — 3%. Для сварки требуется защитный газ |
Св-06Х19Н9Т | Материал стойкий к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
Св-07Х25Н13 | Стойкая к коррозии Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
Св-08Х20Н9Г7Т | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания аустелитных сталей. Для сварки требуется защитный газ |
Св-10Х16Н25АМ6 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
ПП-АНЧ-1 | Применяется без подогрева. Твердость до 300 НВ. |
ПП-АНЧ-2 | Применяется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
ПП-АНЧ-3 | Применяется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Особенности выбора
Если вам требуется сварочная проволока для ацетиленовой сварки, то в первую очередь нужно обращать внимание на то, каким составом она обладает. Он должен быть максимально близок к основному свариваемому металлу.
«Важно!
Если металл обладает плохими свойствами сваривания, то обязательно наличие не только повышенной газовой защиты, но и легирующих элементов.»
Далее нужно обратить внимание на величину диаметра. Разнообразие размеров составляет от 0,8 до 6 мм с шагом от 0,2 до 1 мм. Толщина проволоки подбирается немного меньшей, чем толщина основного металла, чтобы не перепалить его. Для лучшего расплавления используется флюс, если дело обстоит с тугоплавкими металлами. Стоит отметить, что сварочная проволока для газовой сварки ацетиленом может использоваться и а аргоновой среде. Но та, которая должна использоваться для аргона, может показать более низкие параметры при работе с ацетиленом, так как он обеспечивает не столь высокий уровень защиты.
Производители и популярные марки
- СВ-06Х14;
- Св-18ХМА;
- СВ-8ГА;
- СВ-09Г2С;
- СВ-08ГНМ;
- ESAB;
- Aisi;
- RedBo;
- Искра;
- E71T-1;
- Forte;
- ER70S-6.
svarkaipayka.ru
Проволока для газовой сварки
Проволока для газовой сварки
Когда используется проволока для газовой сварки? Как проволока включена в процесс газосварки? Как известно, если это газосварка, то газосварщик работает, используя два газа: горючий газ вместе с кислородом. Они могут поступать в горелку из различных источников: баллоны, газогенератор ацетилена. Когда газы смешив
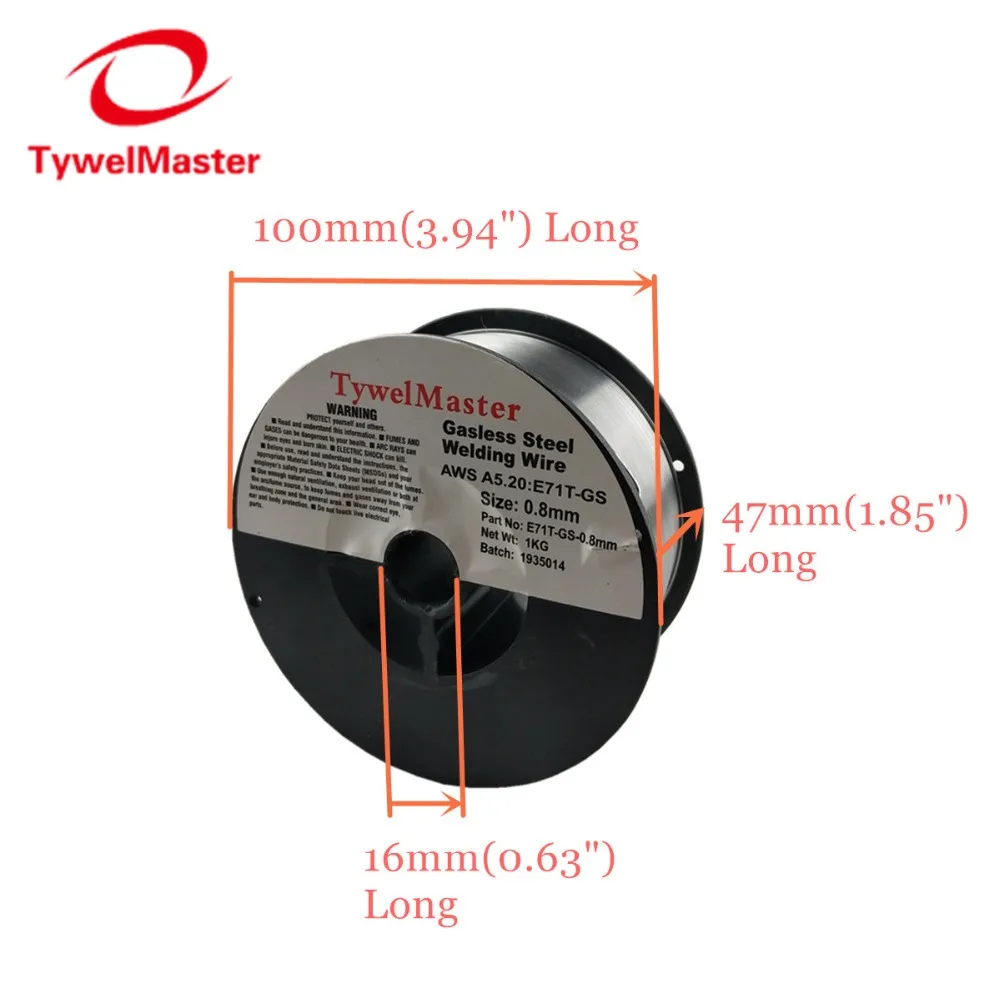
Сварочная проволока для газовой сварки Mig E71T GS 1 кг 0,8 мм Сварочная проволока с сердечником из флюса Стальная сварочная проволока с порошковой проволокой без газа | |

Особенности :
-Премиальная сварочная проволока для порошковой проволоки (без газа), предназначенная для сварки в любых положениях, предназначена для сварки МИГ мягкой стали.
-E71T-GS – самоэкранированная порошковая проволока для кольцевых и угловых сварных швов из сталей средней и средней прочности на разрыв, не превышающая 510 МПа.
-Все позиционная сварка однопроходного автоматического и полуавтоматического изготовления.
– Эта сварочная проволока с флюсовой сердцевиной может применяться для алюминизированной и оцинкованной стали толщиной от 1,2 до 5,0 мм.
-Плавное действие дуги, полное покрытие шлака, легкое удаление шлака.
-Идеально подходит для общих производственных и конструкционных работ, не требующих ударных свойств.
-Можно сваривать с использованием полярности DCEN
-Подходит для различных применений, таких как сборные конструкции, строительные конструкции, резервуары, декоративное железо, ремонт сельскохозяйственного инвентаря и общее изготовление
– Этот провод является одним из высококачественных проводов без газа на рынке. Не требуется защитный газ. Полярность постоянного тока DCEN
Технические характеристики
Тип катушки: 1 кг 0.8 мм
Сварка: все
AWS Классификация: E71T-GS / E71T-11
Модель: E71T-GS / E71T-11
MPN: 0-8- E71T-GS / E71T-11-1KG
Номер детали производителя: 0- 8- E71T-GS / E71T-11-1KG
Тип: МИГ Газ без проводов
Защитный газ: нет Требуется
Полярность сварки: DCEN (отрицательная электродная, прямая полярность)
Вес: 1 кг
В пакет включено:
1 x 1 кг 0,8 мм Порошковая сварочная проволока WelderWire
Примечание:
1. Пожалуйста, позвольте 1-3 см погрешности из-за ручного измерения.Пожалуйста, убедитесь, что вы не возражаете, прежде чем вы предложите.
2. Цвета могут отличаться, как разница дисплея, пожалуйста, поймите.






Порошковая сварочная проволока для безводной сварки E71T GS Нет газа или MIG сварочной проволоки ER70S 6 0,6 / 0,8 / 0,9 мм 1 кг Стальной сварочный материал | Сварочная проволока | Флюс для сварочной проволоки Флюс
2 провода Характеристики:
MIG Wire ER70S-6, необходим защитный газ:
AWS A5.18 ER70S-6 (SG2 G3Si1) – идеальный присадочный материал для всех основных и средних сортовых материалов, листового металла до 380–485 МПа (55–70 тыс. Фунтов / кв. Дюйм), предела текучести, ремонта автомобилей, роботизированной или жесткой автоматизации. и конструкционная сталь.Поддерживает короткое замыкание, шаровое, осевое распыление и импульсное распыление во всех положениях.
Это: низкий разбрызгивание, высокая скорость, пористость, хороший внешний вид валика, легко сваривается;
Защитный газ: 100% CO2 или 80% т Ar + 20% т СО2;
Сварочная проволока для газовой сварки без флюса E71T-GS, защитный экран не требуется:
AWS E71T-GS – самозащитная порошковая проволока для сварки тонких углеродистых и углеродисто-марганцевых сталей во всех положениях.
Защитный газ не требуется, все позиции, однопроходная и многопроходная сварка,
Низкое разбрызгивание, полное покрытие от шлака, легкое удаление шлака, отсутствие пористости, хороший внешний вид валика.
Легко удаляемый шлак, универсальность; подходит для сварки оцинкованных и оцинкованных пластин.
Области применения включают в себя ремонт кузовов автомобилей, цистерн, котлов, металлоконструкций (большой толщины), земляные и строительные работы.
Для использования на DCEN = постоянный ток, отрицательный электрод (прямая полярность).
Отлично подходит для сварки на открытом воздухе или в сквозных условиях.
Мы предлагаем: 1 шт. (пожалуйста, выберите)
0.6 мм / 0,8 мм / 0,9 мм (0,023 ”/ 0,030” / 0,035 ”) для опции.
Внимание: если вам нужен стиль 5 кг, пожалуйста, сделайте заказ 5 раз, а затем отметьте «D200 Spool» в примечании к заказу. В противном случае мы отправим 1 кг стиль.
1 кг Стиль:
1 кг (2,2 фунта).
D100 100 мм катушка, мини катушка (такого же размера до 1 и 2 за 1 кг).
5 кг Стиль:
5 кг (11 фунтов)
D200 200mm Spool.



Дополнительное предложение:
Мы предлагаем полный ассортимент продукции для сварки и резки, посетите наш магазин для получения дополнительной информации.
Дополнительные аксессуары MIG:

Дополнительная сварочная подушка для перчаток:

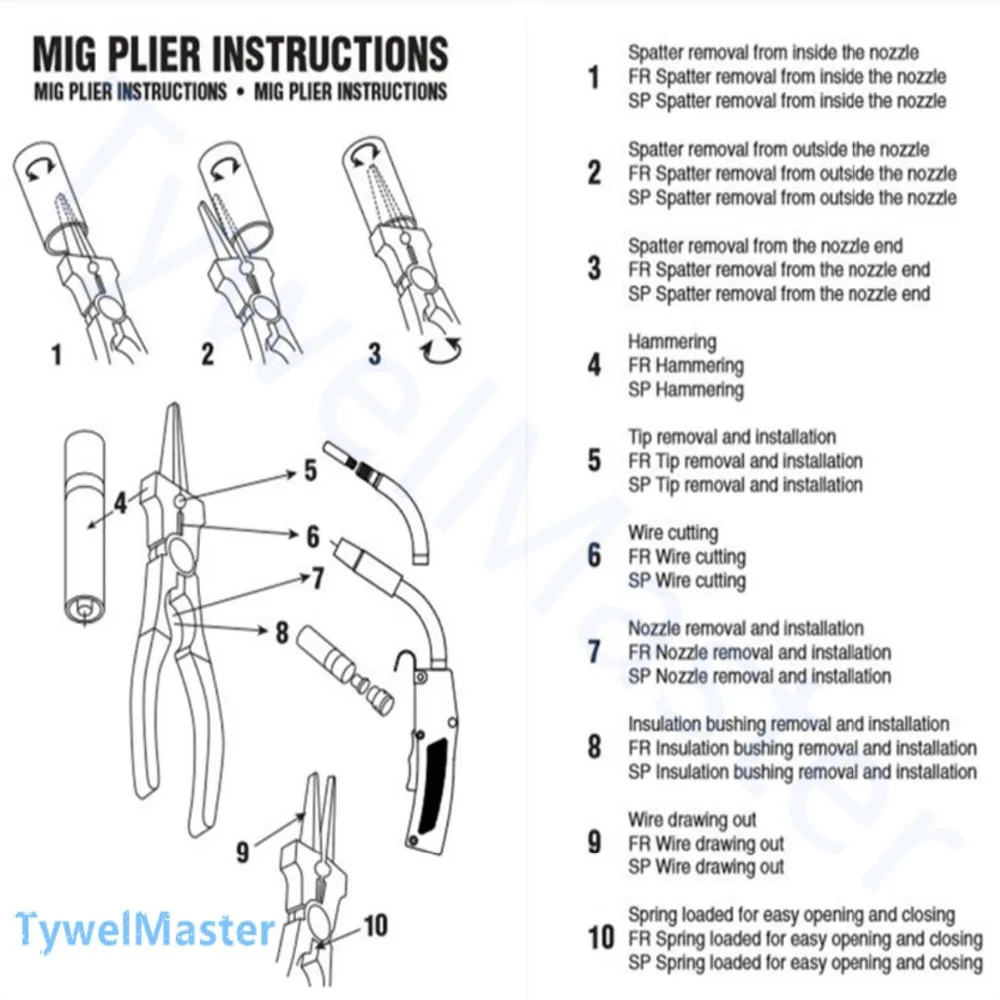
Дополнительные MIG Plier:
Дополнительный сварочный шлем:

Дополнительный сварочный аппарат:
