Сварочная проволока нержавейка для полуавтоматов: Проволока для сварки нержавейки полуавтоматом – купить по выгодной цене в магазинах «Всё для сварки»
alexxlab | 25.05.2023 | 0 | Разное
Нержавеющая сварочная проволока для полуавтоматов
Проволока для сварки нержавейки
Нержавеющая сварочная проволока представляет собой проволоку с высокой устойчивостью к коррозии. Нержавеющую проволоку изготовляют из высоколегированной стали с высоким содержанием хрома, никеля и других металлов не подверженных действию коррозии. Проволока для сварки нержавейки имеет гораздо больший срок службы по сравнению с другими видами сварочной проволоки.
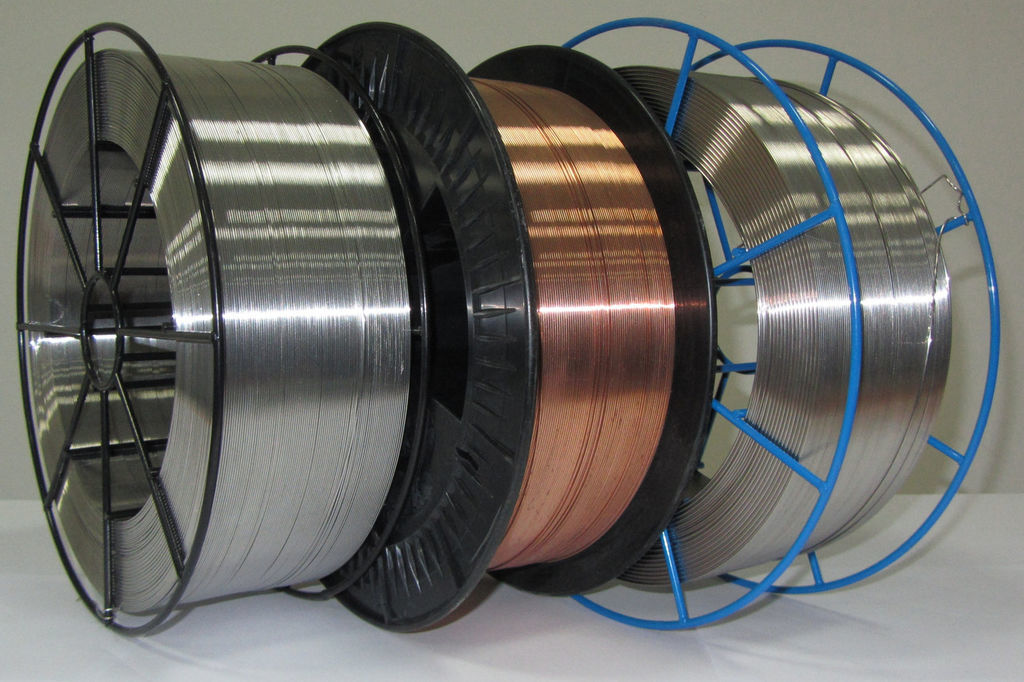
Прежде всего, нержавеющая проволока предназначена для сварки сталей самых различных марок. Проволока нержавеющая для полуавтомата может быть как сплошной, так и порошковой.Сплошная проволока предназначена для сварки под флюсом или в среде защитных газов. Кроме чистых газов могут применяться газовые смеси.
Такие меры необходимы, чтобы окружающий воздух не попал в зону сварки, так как кислород и водяные пары способствуют окислению свариваемых металлов и снижению качества сварного шва.
Нержавеющие порошковые проволоки представляют собой тонкостенные трубки, заполненные газообразующими компонентами и флюсом. Такие сварочные проволоки называются самозащитными и позволяют производить сварку открытой электрической дугой без использования защитных газовых смесей.
Такие сварочные проволоки называются самозащитными и позволяют производить сварку открытой электрической дугой без использования защитных газовых смесей.
Нержавеющая проволока для сварки изготовляется согласно ГОСТ 18143-72 из высоколегированной стали. Диаметр производимой проволоки от 0,13 до 6,0 мм. Она может быть холоднотянутая или прошедшая термическую обработку. Нержавеющая проволока может быть так же оксидированная с индексом «Т», или белая (светлая) с индексом «ТС».
Нержавеющая проволока для полуавтоматов
Нержавеющая сварочная проволока для полуавтоматов в процессе сварки проходит через токопроводящий наконечник, и даже небольшие изменения диаметра сварочной проволоки могут негативно сказаться на качестве сварного шва, поэтому сварочная проволока выпускается двух классов точности:
- Нормальной точности
- Повышенной точности с индексом «П»
Конечно, сварочная проволока для нержавейки, изготовленная по повышенному классу точности используется для сварочных работ, где требуется очень высокое качество сварного шва. Проволока для сварки нержавеющей стали различных марок отличается только по химическому составу, так как металл сварочной проволоки должен быть идентичен свариваемому металлу.
Проволока для сварки нержавеющей стали различных марок отличается только по химическому составу, так как металл сварочной проволоки должен быть идентичен свариваемому металлу.
Например:
- СВ06Х20Н11М3 (зарубежный аналог ER 316 LSi) – нержавеющая, хромоникелевая сварочная проволока, предназначенная для сварки аустенитных сталей: 03Х17Н14М2, 10Х17Н13М3Т и аналогичных, в среде защитного газа.
- СВ 01Х18Н10 (зарубежный аналог ER 308 LSi) – коррозионностойкая, нержавеющая сварочная проволока, предназначенная для сварки сталей с содержанием хрома до 20 % и никеля до 12 %.
Сварка полуавтоматом нержавеющей проволокой не содержит никаких принципиальных сложностей. Главное – это правильный подбор сварочной проволоки под марку свариваемой стали.Определённые сложности могут возникнуть при работе с порошковой сварочной проволокой.
Оставить отзыв
Имя
Текст комментария
Сварочная проволока для нержавеющих сталей
Нержавеющая сварочная проволока
- Согласно принятой классификации, нержавеющие стали относятся к высоколегированным коррозионностойким сталям.
 Основным легирующим элементом в них является хром (Cr), содержание которого составляет от 12 до 20%.
Основным легирующим элементом в них является хром (Cr), содержание которого составляет от 12 до 20%. - Проволока сплошного сечения, в основу которой входят такие легирующие элементы, как никель (Ni), хром (Cr), молибден (Mo), необий (Nb), марганец (Mn), титан (Ti), железо (Fe), необходимые для придания им определенных физико-механических свойств
- Обладает ярко выраженными антикоррозионными свойствами
Влияние легирующих элементов на свариваемость
Нержавеющие сварочные проволоки отличаются содержанием Хрома, Никеля и Молибдена
- Хром
Является основным элементом, который делает нержавеющую сталь нержавеющей. Хром способствует образованию защитной оксидной пленки, которая защищает сталь от коррозии. С одной стороны хром увеличивает прочность, вязкость, текучесть и ковкость металла.
С другой стороны большое содержание хрома (аналогично углероду) влечет за собой образование хрупкой структуры в переходных зонах и затрудняет процесс сварки, но, при правильном подборе режимов сварки и правильного соблюдения технологического процесса практически не влияет на свариваемость.
- Никель
Добавление никеля повышает пластичность, вязкость стали и коррозионную стойкость.. На свариваемость практически не влияет.
- Молибден
С одной стороны повышает прочностные характеристики, увеличивает твердость, теплоустойчивость, несущую способность при ударных нагрузках и высоких температурах. С другой стороны затрудняет сварку, сильно окисляется и выгорает.
Буквенное обозначение легирующих элементов
Расшифровка Нержавеющей проволоки по AWS А-5.9
Расшифровка Нержавеющей проволоки по ГОСТ 2246-70
Нержавеющая сварочная проволока ER308Lsi
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и повышенным содержанием кремния в среде защитных газов.
- Является аналогом Св-04Х19Н9, Св-01Х18Н10, Св-06Х19Н9Т
- Используется в таких отраслях, как нефтяная, машиностроительная, химическая и даже пищевая.
 С ее помощью изготовляют различные емкости, бойлеры, трубопроводы.
С ее помощью изготовляют различные емкости, бойлеры, трубопроводы.
Нержавеющая сварочная проволока ER309Lsi
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr — 24%, Ni — 13% и повышенным содержанием кремния в среде защитных газов (Ar-аргон). Постоянный ток обратной полярности (плюс на электроде) DC+
- Является аналогом Св-07Х25Н13, Св-08Х25Н13БТЮ, Св-06Х25Н12ТЮ
- Применяется в химической и пищевой промышленности, нефтехиммашиностроении, при ответственных работах на сосудах под давлением, газотранспортном оборудовании и нефтепроводах.
Нержавеющая сварочная проволока ER316Lsi
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и Mo — 3%.
 Наплавленный металл такого типа обладает высокой стойкостью к коррозии в кислотной и хлорсодержащей среде
Наплавленный металл такого типа обладает высокой стойкостью к коррозии в кислотной и хлорсодержащей среде - Является аналогом Св-04Х19Н11М3, Св-06Х20Н11МЗТБ
- Используется в таких отраслях, как нефтяная, машиностроительная, химическая и даже пищевая.
Нержавеющая сварочная проволока ER321Lsi
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных в среде защитных газов (Ar) на постоянном токе DC. Проволока, легированная титаном обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва.
- Является аналогом Св-06Х19Н9Т, Св-12Х18Н10Т, Св-04Х19Н9
- Применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике.
Выбор нержавеющей сварочной проволоки
При выборе нержавеющей проволоки необходимо обратить внимание на:
- химический состав, который должен соответствовать составу материала изделий
- состояние поверхности, которая не должна иметь расслоений, трещин и посторонних включений
- плотность намотки проволоки без запутанных витков
Существует 4 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) – это самые дешевые виды нержавеющей стали.
 Они хуже поддаются обработке из-за низкой пластичности. Хромистые нержавеющие стали подразделяются на три типа: 13% хрома, 17% хрома,27 % хрома
Они хуже поддаются обработке из-за низкой пластичности. Хромистые нержавеющие стали подразделяются на три типа: 13% хрома, 17% хрома,27 % хрома - Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства. Содержат 18 % хрома (Cr) и 9 % никеля (Ni)
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали. Содержат до 22% хрома
- Хромокремниймарганцевые стали типа 35ХГСА, содержат по 1 % хрома, марганца и кремния и характеризуются хорошими механическими и технологическими
Выбор нержавеющей сварочной проволоки
| Марка стали | Марка проволоки |
| 12Х18Н10Т, 03Х18Н11 | Св-04Х19Н9 (ER308Lsi), Св-01Х19Н9 |
| 20Х23Н13, 20Х23Н18 | Св-07Х25Н13 (ER309Lsi), Св-08Х25Н13БТЮ |
| 08Х17Н13М2Т, 08Х17Н15М3Т, 10Х14Г14Н4Т | Св-04Х19Н11М3 (ER316Lsi), Св-06Х19Н10М3Т |
| 08Х18Н10Т, 08Х22Н6Т | Св-06Х19Н9Т (ER321Lsi) |
| 12Х18Н9ТЛ | Св-08Х20Н9С2БТЮ |
| 08Х18Г8Н2Т | Св-04Х19Н9, Св-07Х18Н9ТЮ, Св-05Х20Н9ФБС |
| 02Х18Н11 | Св-01Х18Н10, Св-01Х19Н9 |
| 10Х17Н13М2Т | Св-08Х19Н10М3Б, 06Х19Н11М3Т |
| Св-06Х20Н11М3ТБ | Св-06Х20Н11М3ТБ |
| 03Х17Н14М3 | Св-01Х17Н14М2, Св-01Х19Н18Г10АМ4 |
Особенности сварки нержавеющей стали
Существует несколько способов сварки нержавеющей стали. Для этого используется:
Для этого используется:
- Ручная дуговая сваркой плавящимися электродами (MMA).
Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматическая сварка проволокой в среде защитного газа (MIG/MAG)
Для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварка неплавящимися электродами в среде инертного газа (TIG)
Чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления.
Технология сварки нержавеющей стали полуавтоматом
Перед началом сварки требуется выполнить следующие приготовления:
- Поверхность зачищается до блеска
- Металл обезжиривается с помощью растворителя или ацетона
- Необходимо наличие зазора между кромками деталей.
 Он обеспечивает свободную усадку металла.
Он обеспечивает свободную усадку металла. - Подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику
Режимы сварки нержавеющей стали полуавтоматом
Каждый из способов выполнения работ имеет свои преимущества и особенности:
- С использованием короткой дуги — полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом — при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод — из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым.
 Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
Сварные швы нержавеющих сталей
Сварные изделия из нержавеющей стали
Заключение
- При сварке проволоками ER-308 LSi, ER-309 LSi и ER-316 LSi, наибольшую прочность и несущую способность к ударным нагрузкам будет обладать шов, сваренный проволокой ER-316 LSi. С другой стороны из-за наличия Молибдена в данной проволоке, провести сварку будет сложнее, чем при сварке проволоками 308 LSi и 309 LSi.
- Также, более коррозийно стойким будет шов, сваренный с помощью проволоки ER-309 LSi, т.к. данная проволока содержит наибольшее количество хрома.
- Наиболее мелкозернистой будет структура шва, сваренная с помощью проволок ER-309 LSi и ER-316 Lsi. Мелкозернистая гранулярная структура повышает механические свойства наплавленного металла
Для наилучшего результата необходимо:
- Правильно учитывать особенности сварки нержавейки.

- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
06.07.2021
Amazon.com: Sxiaoxia-Welding Wire ER304, ER308L, MIG сварочная проволока Порошковая проволока из нержавеющей стали, сварка стали типа 304 без очистки (диаметр: ER308L 0,8 мм): Инструменты и товары для дома
В настоящее время недоступен.
Мы не знаем, когда и будет ли этот товар снова в наличии.
Видно краткое содержание, дважды нажмите, чтобы прочитать полное содержание.
Видно полное содержание, дважды нажмите, чтобы прочитать краткое содержание.
ER308L 0,8 мм
ER304 0,8 мм
ER304 1,0 мм
ER304 1,2 мм
ER304 1,6 мм
ER308L 1,0 мм
ER308L 1,2 мм
ER308L 1,6 мм
Updated other options based on this selection
See all 8 options
| Item Form | Coil |
| Brand | Chendawei |
| Finish Type | Polished |
| Item Вес | 500 грамм |
| Форма | Круглый стержень |
Сварка MIG из нержавеющей стали
Хотя сварка нержавеющей стали может быть не такой сложной, как сварка алюминия, металл имеет свои специфические свойства, которые отличаются от свойств более распространенных сталей. При сварке MIG на нержавеющей стали у вас обычно есть три варианта переноса в зависимости от вашего оборудования: дуговой перенос, короткое замыкание или импульсно-дуговой перенос.
При сварке MIG на нержавеющей стали у вас обычно есть три варианта переноса в зависимости от вашего оборудования: дуговой перенос, короткое замыкание или импульсно-дуговой перенос.
Spray-Arc Transfer
Присадочные металлы для дуговой сварки нержавеющей стали в среде защитного газа указаны в AWS – A5.9-93. Нажмите здесь, чтобы просмотреть полноразмерный файл Acrobat в формате .pdf.
Диаметры электродов до 1/16 дюйма, но обычно 0,045″, 0,035″ и 0,030″, используются с относительно высокими токами для создания переноса струйной дуги. Требуется ток примерно 300-350 ампер для электрода 1/16″, в зависимости от используемого защитного газа и типа нержавеющей проволоки. Степень разбрызгивания зависит от состава и расхода защитного газа, скорости подачи проволоки и характеристик проволоки. источник питания для сварки DCEP (положительный электрод постоянного тока) используется для сварки большинства нержавеющих сталей Для сварки большинства нержавеющих сталей рекомендуется использовать аргонно-кислородную смесь 1 или 2%
На квадратных стыковых швах следует использовать подкладочную полосу для предотвращения просачивания металла шва. При плохой посадке или невозможности использования медной подложки просачивание можно свести к минимуму за счет сварки коротким замыканием в первом проходе.
При плохой посадке или невозможности использования медной подложки просачивание можно свести к минимуму за счет сварки коротким замыканием в первом проходе.
Передняя сварка полезна при сварке полуавтоматическим пистолетом. Хотя рука оператора подвергается большему нагреву, обеспечивается лучшая видимость. Для сварки пластин ¼ дюйма. и толще, пистолет следует двигать вперед-назад в направлении сустава и одновременно немного перемещать из стороны в сторону. Однако на более тонком металле используется только возвратно-поступательное движение вдоль соединения.
Более экономичный процесс переноса с коротким замыканием для более тонкого материала следует использовать в верхнем и горизонтальном положении, по крайней мере, для корневого и первого проходов. Хотя некоторые операторы используют короткую дугу струйного распыления для управления лужей, сварной шов может быть чрезмерно пористым.
Короткозамыкающий перенос
Блоки питания с регуляторами крутизны, напряжения и индуктивности рекомендуются для сварки нержавеющих сталей с короткозамкнутым переносом. Индуктивность, в частности, играет важную роль в обеспечении надлежащей текучести лужи.
Индуктивность, в частности, играет важную роль в обеспечении надлежащей текучести лужи.
Защитный газ, рекомендованный для сварки нержавеющей стали коротким замыканием, содержит 90 % гелия, 7,5 % аргона и 2,5 % двуокиси углерода. Газ дает наиболее желаемый контур валика, сохраняя при этом уровень CO2 достаточно низким, чтобы он не влиял на коррозионную стойкость металла. Высокая индуктивность на выходе выгодна при использовании этой газовой смеси.
Однопроходная сварка также может выполняться с использованием газа аргон-CO2. CO2 в защитном газе влияет на коррозионную стойкость многопроходных сварных швов, выполненных методом короткого замыкания.
Удлинитель или выступ провода должен быть как можно короче. Сварка обратным швом обычно проще для угловых швов и дает более аккуратный шов. Для стыковых сварных швов следует использовать переднюю сварку. Сварку наружных углов можно выполнять прямолинейным движением. Следует использовать легкие движения назад и вперед вдоль оси сустава. Короткозамыкающие переходные сварные швы на нержавеющей стали, выполненные с защитным газом 90 % He, 7-1/2 % A, 2-1/2 % CO2, показывают хорошую коррозионную стойкость и коалесценцию. Стыковые, нахлестные и одинарные угловые швы из материалов толщиной от 0,60 дюйма до до 0,125 дюйма из 321, 310, 316, 347, 304, 410 и подобных нержавеющих сталей.
Короткозамыкающие переходные сварные швы на нержавеющей стали, выполненные с защитным газом 90 % He, 7-1/2 % A, 2-1/2 % CO2, показывают хорошую коррозионную стойкость и коалесценцию. Стыковые, нахлестные и одинарные угловые швы из материалов толщиной от 0,60 дюйма до до 0,125 дюйма из 321, 310, 316, 347, 304, 410 и подобных нержавеющих сталей.
Импульсно-дуговой перенос
Импульсно-дуговой процесс обычно представляет собой процесс, при котором одна небольшая капля расплавленного металла переносится через дугу на каждый сильноточный импульс сварочного тока. Импульс сильного тока должен иметь достаточную величину и продолжительность, чтобы вызвать образование хотя бы одной небольшой капли расплавленного металла, которая под действием защемления перемещается от конца проволоки к сварочной ванне. Во время слаботочной части цикла сварки дуга поддерживается, а проволока нагревается, но выделяемого тепла недостаточно для переноса металла. По этой причине продолжительность времени при малом значении тока должна быть ограничена, иначе металл будет перемещаться в глобулярном режиме.