Сварочные аппараты полуавтоматические – Как выбрать сварочный полуавтомат + рейтинг лучших производителей
alexxlab | 29.10.2019 | 0 | Разное
характеристики и критерии выбора – Виды сварочных аппаратов на Svarka.guru
Работа сварщика востребована на любом производстве и ремонте машин и механизмов. Значительно повысить производительность позволяет сварочный полуавтомат. С его помощью можно сваривать тонкие листы и легированные стали. По сравнению с ручной, полуавтоматическая сварка производительнее и дешевле примерно на треть.
Виды
Большинство полуавтоматических аппаратов созданы на основе инвертора. К нему добавлена катушка с проволокой, механизм ее подачи. Сварка полуавтоматом производится разных типов:
Вместо электрода используется металлическая проволока или порошок с покрытием. При сварке в среде защитного газа к аппарату подключается шланг от баллона с аргоном, углекислым газом.
Сварочный аппарат полуавтомат по мощности и производительности делится на виды:
- до 200А – бытовой;
- до 300А – полупрофессиональный;
- свыше 300А – промышленный или профессиональный.
Универсальные полуавтоматы имеют два режима и больше. Могут использоваться для сварки электродами. Имеется специализированное оборудование для работы импульсными токами. В автосервисах пользуются популярностью универсальные полуавтоматы с функцией пайки.
Бытовой и полупрофессиональный агрегат работают от потребительского переменного тока 220В. Профессиональные от трехфазного промышленного 380В.
Характеристики
 Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
На полуавтоматах от выставленной силы тока зависит скорость подачи расходного материала и какой плотности образуется защитная среда. Рабочий формирует шов, одновременно следит за его образованием и качеством. При возникновении дефектов сразу же может изменить режимы работы оборудования и продолжить варить.
В сравнении с ручной, сварка полуавтоматическая имеет явные преимущества:
- при работе не надо постоянно прерываться и менять электроды;
- процесс сварки обходится дешевле, нет остатков расходных материалов;
- сварщик не отрывается постоянно от работы, производительность выше;
- расходный материал подается с постоянной скоростью, процесс плавления и сама сварка происходят быстрее и качественнее;
- шов большой длины не имеет стыков, варится непрерывно;
- автоматическая подача проволоки облегчает процесс сварки, позволяет создать красивый шов.
При постоянной скорости подачи проволоки дуга не прерывается, горит стабильно. Ее маленький диаметр позволяет постоянно варить на короткой дуге, что проще и провар лучше.
На сварочнике полуавтомате инверторного типа можно сваривать абсолютно все. Его мощности хватает, чтобы прожечь аргоном окисную пленку на алюминии, при этом не прожечь лист насквозь. Порошковой проволокой свариваются сплавы цветных металлов, сами металлы, высоколегированная сталь.
С газом
 В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном.
В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном.Устройство у полуавтоматов разное, но в оборудование обычно входят:
- источник питания;
- охлаждение;
- катушка для расходного материала;
- проволочный канал;
- шланг для газа;
- горелка;
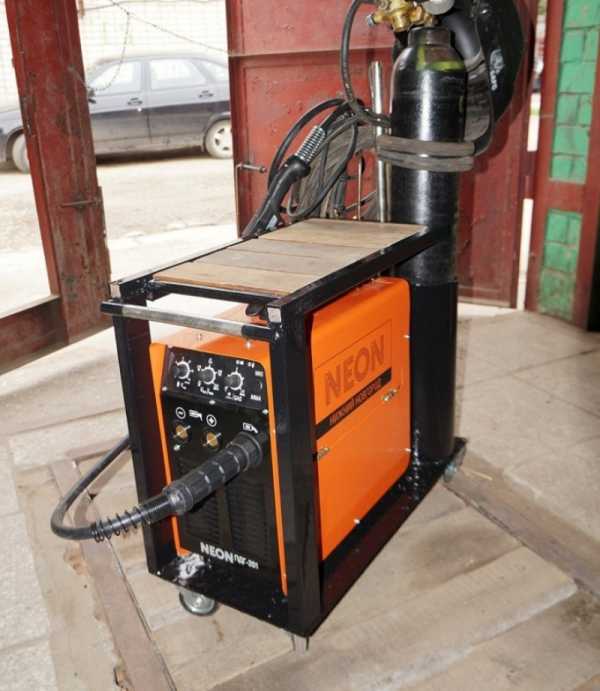
- газовый баллон;
- кабеля для подключения и зажимы плюс и минус.
Важно! Редуктор газового баллона оборудуется подогревом, чтобы газ поступал теплым, не охлаждал ванну. Особенно важно иметь обогреватель при работе на холоде. Горячий газ дополнительно согревает зону сварки, не дает детали резко остыть.
Катушка оборудована узлом автоматической подачи электродной проволоки работает по толкающему принципу. Ролики, расположенные в рукоятке горелки тянут проволоку. Наилучшим является смешанный принцип подачи, когда от катушки проволока с небольшим усилием проталкивается в рукав. Тянущий узел на горелке регулирует скорость подачи. Такой способ полностью исключает заклинивание расходного материала в длинном рукаве. В случае, когда остался маленький кусок проволоки, ее легко вытащить.
Подача газа включается одновременно с проволокой, одной кнопкой на держаке. Оба режима сдублированы и зависят от настроенной силы тока. Чем больше его величина, тем быстрее движется проволока и больше газа поступает. При сварке нестандартных материалов, требующих особого режима, эти параметры требуют отдельной регулировке.
На профессиональных аппаратах форсунка с газом может быть съемной и подсоединяться к держателю.
Без газа
При сварке без газа, на аппарате стоит накопитель, и автомат по рукаву подает в рабочую зону флюс. Защитный материал насыпается немного впереди сварочной ванны и частично нагревается текущим расплавленным металлом до подхода к нему дуги. В процессе сварки он переходит в жидкое состояние раньше металла и всплывает наверх, образуя шлаковую корку.
При сварке порошковой проволокой она сама плавится, создавая шлаковую защиту ванны и шва. После остывания она легко удаляется постукиванием молотка. В этом случае газ или флюс не подключаются.
Советы по выбору
 Полуавтомат стоит дороже, чем аппарат для ручной сварки. В процессе работы разница в цене быстро окупается. Для домашнего использования оборудований подходит своей простотой. Дешевый ручник требует высокой квалификации. На полуавтомате может работать, начинающая осваивать азы молодежь и любитель, превративший гараж в мастерскую.
Полуавтомат стоит дороже, чем аппарат для ручной сварки. В процессе работы разница в цене быстро окупается. Для домашнего использования оборудований подходит своей простотой. Дешевый ручник требует высокой квалификации. На полуавтомате может работать, начинающая осваивать азы молодежь и любитель, превративший гараж в мастерскую.Качества получаемого шва и преимущества полуавтоматической сварки полностью оправдывают затраты на покупку полуавтомата.
Сварка производится короткой дугой. Тепло распространяется ограничено, исключая поводку тонкостенных деталей.
Проволока значительно тоньше электродов, значит на один кг ее больше и дополнительная экономия на безотходном расходном материале.
Проволока используется полностью, за исключением нескольких сантиметров при наладке и когда заканчивается моток. Электроды сжигаются не полностью.
С точки зрения безопасности, при сварке полуавтоматом выделяется значительно меньше вредных испарений и газов. Электросварка ручная сопровождается горением флюса или защитного газа, испарением обмазки, окислов и оксидов металлов.
Режим работы
Материал может свариваться разный. Для домашнего использования и работы в частных мастерских подойдет импульсный аппарат или с синергетической настройкой параметров. Оборудование само подберет оптимальный режим работы. надо только задать ему тип сварки, под газом или порошковой проволокой.
С небольшим объемом работы справиться бытовой аппарат. Чтобы самостоятельно построить дом, сделать лестницы, перила, перекрытия с нагрузкой по несколько часов в день, необходимо полупрофессиональное оборудование. Любительский агрегат не справится с нагрузкой.
Типы конструкции

Тип конструкции зависит от материала, который постоянно будет подвариваться. Если это детали из тонких листов, сплавов цветных металлов, следует выбирать импульсный аппарат на базе инвертора. Металлопрофиль типа швеллеров, двутавров, профильных труб можно сваривать самым дешевым полуавтоматом с трансформаторным источником питания или выпрямителем. При незначительной нагрузке, когда имеется возможность делать перерывы в работе, подойдет инвертор до 300А.
Для изготовления и ремонта различных деталей из высоколегированных и низкоуглеродистых сталей, надо брать универсальный полуавтомат, работающий в режиме MAG/MIG. Они легко перестраиваются на различные защитные газы, достаточно заменить баллон. Могут работать на прямом и обратном токах.
Механизм подачи проволоки
Работа с мелкими деталями на стеллаже или специально оборудованном месте, позволяет производить сварку с короткими шлангами. Достаточно катушки диаметром 200 мм и толкающего механизма подачи.
При работе вне стационарного поста, на выезде, удобнее перевозить и пользоваться оборудованием со встроенной в корпус аппарата катушкой. Принцип подачи тянущий.
Большие объемы работы проще выполнять, когда в корпусе источника питания установлено охлаждение. Проволока стоит сверху, катушка свободно вращается. Оборудование меньше перегревается. Видно, сколько материала осталось.
Технология сварки
При сварке полуавтоматом принцип работы основан на процессе нагрева токами. Металл и сама проволока за счет собственного сопротивления токам, проходящими между ними, греется. Горящая дуга расплавляет края деталей и присадочный материал. Он смешивается, создавая при охлаждении прочное неразъемное соединение. Окислы, сгоревший металл и вступивший в реакцию газ образуют шлак, который образуется сверху. Он не дает металлу шва резко остывать и одновременно закрывает его от контакта с воздухом. Обычный процесс электродуговой сварки.
При использовании полуавтоматов обычно применяется обратная полярность, когда минус крепится к детали. Это создает быстрый и глубокий прогрев. При соединении нержавеющих деталей и тонких листов возможно применение тока прямой полярности. Более медленный нагрев исключает прожоги, позволяет расплавиться окисным пленкам, прогреться телу самих обрабатываемых элементов без переходной зоны. Для алюминия подходит только аргонная сварка. Выбор небольшой, но только она способна полностью растворить окислы алюминия, покрывающие металл тонкой пленкой и имеющие температуру плавления и твердость значительно выше, чем у чистого металла.
Начальник участка полуавтоматов в ЦМК завода Тяжелого машиностроения
Бабенко Н. Б.: «Ошибки в выборе режима сварки определяются по треску и чрезмерному количеству искр. При маленькой скорости подачи припоя, появляются щелчки. Требуется увеличить скорость подачи проволоки до их прекращения.Разбрызгивание – это следствие недостаточного количества газа, направленного на сварочную ванну. Непровары и прожиги получаются при не соответствующем напряжении. Следует подрегулировать напряжение и вольтаж».
Выбор в зависимости от предполагаемых задач
На СТО использую для ремонта кузовов аппараты импульсные для тонколистового металла и с функцией пайки мощностью до 200А, работающие с проволокой 0,8 мм. Подваривать детали заднего моста, кардан, пороги и другие, с толщиной стенки больше 2 мм, используют более мощный универсальный инверторный до 300А с режимами работы MAG/MIG.
Шов не всегда получается красивый, зато прочный. Его можно зачистить, придав ему красивый вид. Можно привести пример наиболее подходящего оборудования, это Lorch S, работающий по технологии Micor. Благодаря использованию резонанса, получается очень активное плавление проволоки, которая течет струей и заполняет пространство между кромками. В результате получается красивый шов даже у новичка.
Для самостоятельного ремонта автомобиля и дальнейшей работы с металлическими профилями разной толщины, выбирается импульсный полуавтомат с дополнительными режимами сварки MAG/MIG стальной и порошковой проволокой. Защитный газ используется в зависимости от материала.
Для любителей мастерить своими руками, изготавливать рамы дверей, каркасы теплиц, другие конструкции из профиля и труб, необходимо выбрать полуавтомат с мощностью до 300А с инверторным источником тока. Синергетическое управление позволит новичкам работать на оптимальных режимах, продлить срок службы оборудования и обеспечить качество швов. Углекислый газ дешевле аргона и кислорода, при этом хорошо закрывает ванну, не допуская к дуге кислород. Его применение в домашних условиях вполне приемлемо.Предпринимателям, занимающимся изготовлением емкостей и трубопроводов из алюминия, высоколегированных и нержавеющих сталей, следует брать универсал, в котором сочетается аргоновая сварка и ручная электродами. Для нормального провара корневого шва нержавейка требует ручной сварки электродами с целлюлозным покрытием. Дальше можно перестроиться на проволоку и варить второй и третий ряд.
При строительстве каркасов из двутавра и другого профиля с толщиной стенки до 10 мм, бытовым аппаратом не обойтись. Нужен хороший, мощный, агрегат, способный создавать ток до 300А и работать длительное время. Без профессионального оборудования MAG/MIG не обойтись.
Сварочные полуавтоматы удобные в использовании, не требуют особых навыков. Их все чаще покупают любители для ремонта автомобиля и строительства домашних конструкций. Оборудуют полуавтоматическими аппаратами свои предприятия и владельцы, желающие повысить производительность работы и обойтись без высококвалифицированных мастеров.
svarka.guru
80 фото элементов и параметров прибора
Выбирая сварочный полуавтомат для индивидуального использования, нужно обращать внимание на особенности каждого аппарата и принцип его работы. Полуавтоматическая сварка дает хороший ровный шов, почти не нуждающийся в дополнительной зачистке. Все полуавтоматы действуют при взаимодействии проволоки и газовой среды.

Фирмы – производители предоставляют в своих каталогах описание и фото сварочных полуавтоматов. Но выбрать наиболее подходящий к вашим требованиям, вы сможете, ознакомившись с типами аппаратов.
Краткое содержимое статьи:
Типы полуавтоматов для сварки
Каждый прибор для сварки имеет набор существенных характеристик. Вы можете подобрать аппарат для бытового, профессионального или полупрофессионального использования. По этой классификации полуавтоматы могут выдавать силу тока 200, 300 или больше 300 ампер.

Типы сварочных полуавтоматов в зависимости от источника питания:

Выпрямительные аппараты используются в промышленности, потому что довольно габаритные и тяжело поддаются транспортировке из-за большого веса.

Инверторные сварочные полуавтоматы. Оптимальны для сварки тонкого металла. Комплектация аппарата позволяет прогревать изделие перед работой. Проволока подается автоматически. Для сварки употребляют штучные покрытые электроды.

Преимуществом является использование разнообразных газов для защиты, чаще всего аргона. Готовый шов получается аккуратный и прочный. Преимуществом также является способность управления мощностью сварочного тока и простота розжига.

Трансформаторные приборы используют в профессиональной сварке, они более мощные и имеют небольшую транспортабельность.

Сварочные аппараты применяются для сварки самых различных изделий – в монтажных работах, в автомобилестроении, в производстве металлоконструкций и в других сферах. Использование инверторного бытового сварочного аппарата удобно для частного пользования.
Мощность аппаратов для сварки
Важным показателем работы сварочного прибора является его мощность. Следует помнить, что включаясь, аппарат расходует большее количество ампер, чем при последующей работе.

Мощность сварочных полуавтоматов обусловливает их продуктивность – менее мощные могут сваривать только изделия из тонких листов, более мощные способны сваривать толстые листы металла.

Достаточно важным показателем сварочных аппаратов становится возможность управления током и сам диапазон этой регулировки.

Оптимальный вариант для домашнего использования имеет плавное зажигание сварочной дуги, а также плавный финиш. Наличие режима два в четыре такта позволяет при долгом процессе сварки не держать выключатель горелки нажатым.

На что следует обратить внимание при выборе
Чтобы понять, какой сварочный полуавтомат выбрать для ваших условий, необходимо знать некоторые характеристики. Перед покупкой желательно уточнить особенные характеристики, способ работы и комплектацию.
Наличие внутренней системы подачи сварочной проволоки. Повышает долговечность прибора и оберегает проволоку от проникновения частиц пыли и грязи.
Система предохранения от короткого замыкания.

Универсальность сварки. Возможность сварки как электродами, так и сварочной проволокой значительно повышает удобство использования аппарата.

Степень автоматизации. Скорость подачи проволоки можно регулировать как вручную, так и с помощью автоматики.

Комплектация прибора. Если в наличии имеется еще один комплект наконечников контактов и другие сменные запчасти, то это повысит удобство и продолжительность эксплуатации.
Сварочные полуавтоматы фирмы Аврора
Фирма Aurora – китайский производитель полуавтоматов для сварки. Приборы представляют собой как аппараты для профессионального использования, так и любительские.

Представители этой фирмы, предназначенные для пользователей-любителей, представлены простыми аппаратами для сварки, не отличающимися высокой функциональностью, но имеющие максимальный ток.

Сварочный полуавтомат Аврора может иметь мощность 160, 180 и 200 ампер. Однако самая мощная модель имеет коэффициент ПВ 40%, при оптимальном значении в 60%.

Отсутствует возможность плавной регулировки скорости, имеется только переключатель двух режимов – «быстро» и «медленно», что удобно при сварке тонких металлов и помогает получить более ровный шов. Имеет фиксированное время финиша, равняющееся 1 секунде.

Большим плюсом является наличие облегченной системы заправки проволоки, позволяющая быстро протянуть сварочную проволоку на всю протяженность рукава.

Фото сварочного полуавтомата






































Также рекомендуем посетить:
zdesinstrument.ru
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Хороший сварочный полуавтомат — это нужный инструмент для работ в гараже. Занимаетесь ли вы кузовными работами, латаете глушитель или чините раму — без сварки не обойтись. Именно поэтому многие автолюбители задают вопрос: «какой сварочный полуавтомат лучше купить для гаража?». Ответ на этот и многие другие вопросы о сварке полуавтоматом вы найдете в этой статье.

Выбор сварочного полуавтомата для гаража
При выборе сварочного полуавтомата необходимо ответить на несколько вопросов:
- Какова максимальная и минимальная толщина металла, который вы собираетесь варить? При ремонте автомобиля этот диапазон не велик. Кузов современного автомобиля выполнен из более тонкого металла, чем кузов старых авто. Толщина деталей рамы, если таковая имеется, может достигать значительной толщины.
- Какой металл вы собираетесь варить? Автомобили, чаще всего, сделаны из стальных деталей. Очень редко используется алюминий.
- Есть ли у вас в гараже розетка 220 вольт?
Принцип работы сварочного полуавтомата
Сварочный полуавтомат состоит из трансформатора, горелки, катушки с проволочным электродом и баллона с защитным газом. Проволочный электрод подается по кабелю и выходит из горелки. При нажатии на кнопку на горелке на электрод подается напряжение, электрод продвигается вперед и подается защитный газ. Защитный газ представляет из себя смесь углекислого газа (75%) и аргона (25%). Защитный газ экранирует расплавленный металл от вредного воздействия воздуха.

Метод сварки проволочным электродом с использованием защитного газа имеет несколько преимуществ:
- Это один из самых простых для освоения методов сварки. Научиться варить полуавтоматом можно за несколько часов практики.
- Этим методом можно варить большинство часто используемых металлов, включая алюминий и нержавеющую сталь.
- Данным методом можно варить как тонкий металл, так и листы толщиной до 6,25 мм.
- Данный метод позволяет варить над головой
- Это достаточно быстрый метод сварки
Методом сварки проволочным электродом можно варить и без защитного газа. Для сварки без газа используют проволочный электрод с особым наполнителем — порошковый проволочный электрод. Среди недостатков сварки с использованием порошковой проволоки отмечают плохую видимость рабочей области — процесс сварки сложно контролировать.

Продолжительность включения
Перед покупкой сварочного полуавтомата необходимо разобраться с понятием продолжительность включения (ПВ). Все дело в том, что в процессе работы сварочный аппарат сильно нагревается и процесс сварки разбивается на периоды работы и отдыха. Время непрерывной работы сварочного аппарата с максимальной рабочей силой тока выражают в процентах от 10 минут. То есть, если ПВ сварочного аппарата составляет 50%, то это означает, что аппарат может работать в течении 5 минут (с максимальной нагрузкой), после чего ему необходимо 5 минут, чтобы остыть. Следует иметь в виду, что ПВ указывается для режима работы с полной нагрузкой.
При ремонте автомобиля процесс сварки состоит из коротких процедур и чаще всего не на полной мощности сварочного аппарата. Поэтому, для использования в гараже будет достаточно ПВ 40%.
Какой сварочный аппарат лучше для сварки авто
1. Aurora OVERMAN 180

Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-175 А
Рабочее напряжение: 16-22,5 В
ПВ: 60%
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Масса: 15,5 кг
Цена: 21800 — 22500
Подробные характеристики Aurora OVERMAN 180
2. Ресанта САИПА-135
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 20-110 А
Рабочее напряжение: 17-23 В
ПВ: 70%
Напряжение на входе: 220 В
Степень защиты: IP21
Масса: 11 кг
Цена: 21800 — 14410
3. Aurora OVERMAN 160
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-160 А
Рабочее напряжение: 16-22 В
ПВ: 60%
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Масса: 15,5 кг
Цена: 20400
Подробные характеристики Aurora OVERMAN 160
4. Сварог EASY MIG 160 N219

Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 10-160 А
Рабочее напряжение: 11-26 В
ПВ: 60%
Напряжение на входе: 220 В
Класс изоляции: F
Степень защиты: IP215S
Масса: 12,5 кг
Цена: 29500
Подробные характеристики Сварог EASY MIG 160 N219
5. FUBAG INMIG 200 PLUS

Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 20-170 А (MMA), 30-200 А (MIG), 15-200 A (TIG)
Рабочее напряжение: 10,6-26,8 В
ПВ: 20%
Напряжение на входе: 198-242 В
Класс изоляции: H
Степень защиты: IP21S
Масса: 15,4 кг
Цена: 35850
Подробные характеристики FUNBAG INMIG 200 PLUS
При покупке сварочного полуавтомата следует иметь в виду, что объем вложенных средств прямо пропорционален простоте использования, надежности, доступности запчастей и качеству сварки. Убедитесь, что сварочный аппарат имеет достаточный диапазон рабочей силы тока и что в продаже имеются совместимые запасные горелки, катушки и другие детали.
naobzorah.ru