Сварочные аппараты постоянно переменного тока: какие сварочные аппараты лучше купить, как правильно выбрать, сравнение цен
alexxlab | 31.05.2023 | 0 | Разное
Постоянный и переменный ток при сварке: в чём отличия и особенности
Технология
Содержание
Для многих, кто не является опытным сварщиком, может быть странно слышать обо всех типах сварки, и в частности о типах сварочного тока. Но опытные сварщики знают, что постоянный и переменный ток при сварке часто применяют. И это не просто так. Все типы сварки применимы, но у них есть свои различия и правильное применение.
Постоянный ток при сварке использует одну полярность, которая может быть отрицательной или положительной. Переменный сварочный ток не имеет полярности, а на временном отрезке способен менять своё направление и величину. Оба типа сварки имеют определенные преимущества, а для производства каждого из них требуется разное оборудование.
Как выше уже говорилось, при использовании постоянного и переменного тока при сварке, есть свои особенности. Давайте рассмотрим их подробнее.
Давайте рассмотрим их подробнее.
Чаще всего используют сварку постоянным током, так как она решает большинство вопросов связанных со сваркой металла в домашних условиях. По сравнению со сваркой переменным током, постоянный ток имеет более стабильное горение сварочной дуги. Происходит меньшее разбрызгивания металла при сварке. При сварке переменным током, сварные швы получаются намного качественнее, что создаёт более прочное соединение, чем сварка переменным током.
К сожалению, сварка постоянным током не подходит для сварки алюминия, так как она не может разрушать окисную плёнку. Кроме того, когда дело доходит до покупки сварочного аппарата, оборудование постоянного тока стоит дороже. Это связано с тем, что для преобразования постоянного сварочного тока требуется трансформатор.
Преимущество переменного сварочного тока в том, что он способен разрушать окисную плёнку алюминия. Поэтому часто сварку алюминия проводят на переменном токе. При переменном токе дуга более устойчива при сварке магнитных материалов.
Поскольку сварка переменным током не требует внутреннего трансформатора, такое сварочное оборудование намного дешевле. Такое оборудование является лучшим вариантом для начинающих сварщиков.
К недостаткам сварки переменным током, можно отнести нестабильное горение дуги. Может происходить периодический обрыв дуги, что очень мешает проводить сварочные работы неопытному сварщику. Также к недостаткам стоит отнести большое разбрызгивание расплавленного металла.
Сварка постоянным током, как правило, является предпочтительным вариантом для большинства сварщиков. Так как большинство из них используют сварочные инверторы для ручной дуговой сварки. Однако сварка переменным и постоянным током подойдёт для большинства электродов. Это электроды марки: АНО – 21, МР – 3, ОЗС – 4 и другие.
Другим фактором, который следует учитывать, является мощность, потребляемая оборудованием. Сварочные аппараты переменного тока более универсальны, поскольку их можно использовать на розетках напряжением до 110 вольт.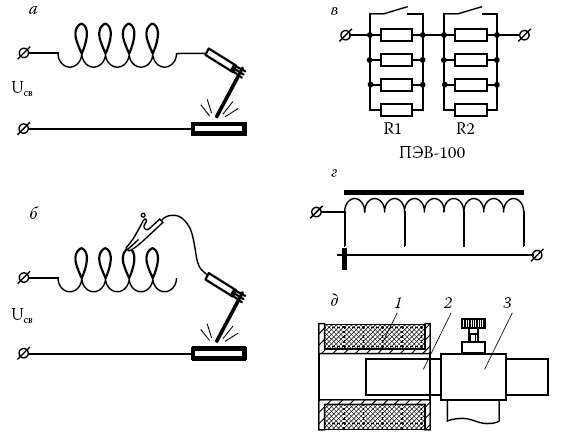
Оборудование выдаваемое постоянный сварочный тока требуют большей мощности. Поэтому в сети должно быть 210 — 250 вольт.
Сам процесс сварки ничем не отличается. Единственное, при сварке электродами на переменном токе, у новичка могут быть проблемы с зажиганием и горением дуги.
МеткиПостоянный и переменный ток при сварке
Сварочные аппараты переменного и постоянного тока
Сварочное электрооборудование
Электродуговая сварка осуществляется на переменном и постоянном токе. В сварочных аппаратах переменного тока в качестве базового элемента используют трансформатор той или иной конструкции. Регулирование силы тока осуществляется:
— путем изменения взаимной индуктивности обмотоктрансформатора;
— путем изменения величины магнитного потока;
— путем регулирования напряжения.
В сварочных аппаратах постоянного тока используются силовые выпрямительные блоки на базе мощных полупроводниковых диодов.
Технические данные некоторых типов сварочных аппаратов переменного тока приведены в табл. 18.1.1.
Таблица 18.1.1
Сварочных аппараты переменного тока
Тип аппарата | Мощность номинальная, кВ*А | Сварочный ток, А | Вторичное напряжение холостого хода, В | Масса, кг |
ТД-102 | 11,4 | 60-175 | 80 | 38 |
ТД-306 | 17,5 | 100-300 | 70 | 65 |
ТД-500 | 30 | 100-560 | 60-76 | 180 |
ТД-500-4 | 32 | 100-560 | 12 | 191 |
ТДМ-317 |
| 60—140 140-360 | 62 80 | 130 |
ТДМ-401 |
| 80—200 200—460 | 64 80 | 145 |
В последние годы Рязанский приборный завод освоил выпуск компактных сварочных аппаратов типа ФОРА с диапазоном регулирования сварочных токов от 20 до 250 А, питающихся от однофазной сети напряжением от 187 до 242 В.
Таблица 18.1.2
Аппараты для сварки на постоянном токе ФОРА
Тип сварочного аппарата | Напряжение холостого хода, В | Диапазон регулирования сварочного тока, А | Масса, кг | Толщина свариваемого металла, мм | Диаметр электрода, мм |
ФОРА-60 | 50 | 30-60 | 5,2 | 0,4—3 | 1,6-2 |
ФОРА-115 | 50 | 20—120 | 6,2 | 0,4-6 | 1,6-3 |
ФОРА-120 | 50 | 30—120 | 11 | 0,4-6 | 1,6-3 |
ФОРА-160Б | 50 | 30-160 | 10 | 0,4-10 | 1,6-4 |
ФОРА-160ПР | 90 | 30—160 | 10 | 0,4—10 | 1,6-4 |
ФОРА-250П | 90 | 30—250 | 11 | 0,4-20 | 1,6-5 |
Сварочный аппарат ТЕМКОР обеспечивает регулирование сварочного тока в диапазоне от 20 до 160 А, напряжение холостого хода — 80 В, максимальная потребляемая мощность — 5,6 кВт, мощность, потребляемая в режиме холостого хода, — 50 Вт, масса — 16 кг.
← Предыдущая |
Следующая →
… содержание …
Различия по сравнению (с плюсами и минусами)
Выход постоянного тока («DC») является предпочтительным источником питания для большинства сварочных операций. Но переменный ток («AC») играет решающую роль в процессе сварки TIG при сварке алюминия и подобных металлов.
Сварочный ток и полярность часто сбивают с толку новичков. Но некоторые опытные сварщики также не до конца разбираются в электрическом токе, потому что нужно учитывать множество нюансов.
В этой статье вы узнаете, что такое переменный и постоянный токи, их различия при сварке и какой из них лучше подходит для различных применений.
Краткий обзор различий сварки на переменном и постоянном токе
Мы создали приведенную ниже таблицу в качестве краткого справочника, чтобы помочь вам визуализировать различия между сваркой на переменном и постоянном токе.
Читайте дальше, чтобы узнать о различиях более подробно.
| AC | DC | |
|---|---|---|
| Weld Spatter | 9003||
| Filler Metal Deposition Rates | Moderate | High |
| Penetration | Moderate | High |
| Voltage Drops Using Long Leads | No | Yes |
| Возникновение дуги при сварке намагниченного металла | Нет | Да |
| Сварка черных металлов, таких как сталь | SMAW только | Все процессы сварки дуговой сварки |
| Сварки алюминий | AC TIG | DC MIG |
| TIG WERNDIO | Низкий | От среднего до высокого |
Что такое постоянный ток в сварке?
Постоянный ток означает постоянный ток, и он течет в одном направлении. Поскольку для прохождения электричества электрическая цепь должна быть непрерывной, мы используем зажим заземления и электрододержатель или горелку TIG/MIG для замыкания цепи. Дуга прыгает между электродом и металлом с прикрепленным заземляющим зажимом, замыкая электрическую цепь.
Поскольку для прохождения электричества электрическая цепь должна быть непрерывной, мы используем зажим заземления и электрододержатель или горелку TIG/MIG для замыкания цепи. Дуга прыгает между электродом и металлом с прикрепленным заземляющим зажимом, замыкая электрическую цепь.
Электрод и металл нагреваются до точки плавления благодаря электрическому сопротивлению металла. Но выбор неправильной полярности резко снижает качество сварки.
Итак, ваш заземляющий зажим и электрод должны быть правильно подключены к источнику питания (сварочному аппарату). Каждый процесс сварки требует определенной полярности в зависимости от свариваемого металла и выбора электрода.
Положительный электрод постоянного тока («DCEP») – Клемма заземления отрицательная, а электрод положительный. Электрод получает около 70% тепла и 30% работы.
Отрицательный электрод постоянного тока («DCEN») — Клемма заземления положительная, а электрод отрицательный. Электрод получает около 30% тепла и 70% работы.
Электрод получает около 30% тепла и 70% работы.
Электроны всегда текут от отрицательного полюса к положительному. Например, если электрод положительный, электроны перетекают от заготовки к электроду, и наоборот, если электрод отрицательный.
Вы можете подумать, что DCEN является предпочтительной полярностью для сварки, поскольку тепло концентрируется на заготовке. Это должно быть хорошо для проникновения.
Верно?
Что ж, это правда, но не всегда. Далее в статье мы объясним требуемую полярность и почему для сварки электродом требуется полярность, противоположная сварке TIG.
Что такое переменный ток в сварке?
Переменный ток переключает направление тока назад и вперед много раз в секунду. Стандартные домашние розетки в США обеспечивают питание 110–120 В переменного тока с частотой 60 Гц, в то время как в европейских странах используется 220–240 В с частотой 50 Гц.
Итак, ваша доступная мощность меняет полярность 50-60 раз в секунду. То же самое относится и к сварке с источником переменного тока. Электрододержатель/горелка MIG/TIG и зажим заземления будут переключать полярность много раз в секунду.
То же самое относится и к сварке с источником переменного тока. Электрододержатель/горелка MIG/TIG и зажим заземления будут переключать полярность много раз в секунду.
Однако не путайте входную частоту переменного тока и выходную частоту сварочного аппарата. В то время как старые устройства могли обеспечить только выходную частоту от настенной розетки (входная частота), новые сварочные аппараты позволяют изменять выходную частоту. Некоторые машины могут выдавать до 500 Гц!
Различия между сваркой на переменном и постоянном токе
Существенная разница очевидна. Выход переменного тока переключает полярность, и ток постоянно течет вперед и назад, в то время как выход постоянного тока поддерживает постоянную полярность, и ток течет в одном направлении.
Для большинства сварочных работ использование переменного тока нежелательно. Дуга гасится и снова зажигается каждый раз при смене полярности. В результате переменный ток вызывает нестабильность дуги при сварке электродами и не способствует процессам сварки MIG или FCAW.
Давайте разберем различия между сваркой на переменном и постоянном токе в зависимости от процесса…
Сварка электродом на переменном токе и постоянном токе (SMAW)
Первые аппараты для электродуговой сварки, также называемые гудками, были аппаратами с выходом переменного тока. Действие по переключению полярности заставляло устройство издавать звук шмеля — отсюда и название жужжащего ящика.
Хотя эти сварочные аппараты переменного тока выполняли свою работу, дуга была далеко не такой стабильной, как источники постоянного тока. Так, сварка стержнем в основном выполняется на машинах постоянного тока.
Однако выбор полярности играет решающую роль в достижении качественных сварных швов SMAW. DCEP обеспечивает наилучшее проплавление, даже если электричество направлено на сварочный электрод.
Звучит нелогично, я знаю. Но попытайтесь представить себе следующее…
Тепло концентрируется на электроде, вызывая его плавление, а капля жидкости на конце стержня устремляется в свариваемый металл, выстреливая его глубоко в сварной шов.
Таким образом, DCEP является наиболее часто используемой полярностью при сварке электродом. Однако у DCEN также есть свои применения. Например, вам не нужно максимальное проплавление при сварке тонкого материала или выполнении наплавочных швов.
Существуют десятки электродов SMAW для сварки низкоуглеродистой и нержавеющей стали. Некоторые из них можно использовать со всеми полярностями, в то время как другие лучше всего работают с AC, DCEN или DCEP. Это зависит от состава флюсового покрытия.
Сварка ВИГ переменным током и постоянным током (GTAW)
В зависимости от свариваемого материала в процессе сварки ВИГ используется выход постоянного или переменного тока. Мягкая сталь, нержавеющая сталь и углеродистая сталь обычно свариваются на постоянном токе, а для алюминия и магния требуется выход переменного тока.
Подробнее : Что такое сварка TIG?
TIG на постоянном токе
Стандартная полярность сварки TIG на постоянном токе противоположна сварке электродом. Таким образом, DCEN является предпочтительной полярностью, поскольку ток и тепло сосредоточены на свариваемом металле.
Таким образом, DCEN является предпочтительной полярностью, поскольку ток и тепло сосредоточены на свариваемом металле.
DCEP сосредотачивает слишком много тепла на вольфрамовом электроде, что приводит к эрозии вольфрама и плавлению кончика электрода. Если вам нужно свернуть вольфрамовый наконечник, вы можете ненадолго использовать DCEP. Но, кроме этого, DCEP редко используется для сварки TIG.
AC TIG
Под воздействием воздуха на поверхности алюминия образуется оксидная пленка, и этот оксидный слой плавится при более высокой температуре (3200º+F), чем чистый алюминий под ним (1200ºF). Итак, чтобы успешно сварить алюминий, перед сваркой необходимо удалить оксидный слой.
Однако удалить этот слой невозможно, тем более, что он сразу начинает образовываться после того, как вы его очистите. Пленка микрооксида образуется менее чем за секунду после очистки, и эти оксиды приводят к загрязнению сварного шва.
К счастью, полярность сварки DCEP TIG эффективно разрушает этот остаток оксида алюминия. Когда электроны от заготовки (отрицательный полюс) попадают на вольфрамовый электрод (положительный полюс), оксид алюминия на поверхности разрушается и сгорает.
Когда электроны от заготовки (отрицательный полюс) попадают на вольфрамовый электрод (положительный полюс), оксид алюминия на поверхности разрушается и сгорает.
Однако DCEP обеспечивает плохое проникновение, и для предотвращения возгорания вольфрамового электрода диаметр электрода должен быть большим.
Итак, DCEN играет решающую роль в проникновении алюминия под оксиды после того, как DCEP очистит поверхность. AC TIG использует как положительный, так и отрицательный электрод, переключая полярность много раз в секунду.
Частота сварки ВИГ переменным током может быть предварительно установлена на уровне 50–60 Гц или в диапазоне от 20 до 500 Гц, если органы управления сварочным аппаратом позволяют устанавливать частоту пользователем.
Связанные : Рекомендуемые аппараты для сварки TIG на переменном/постоянном токе
Сварка MIG на переменном и постоянном токе (GMAW)
Процесс сварки MIG требует соблюдения полярности DCEP, как и сварка электродом. Невозможно использовать DCEN для сварки MIG, потому что сварные швы будут комковатыми, а дуга будет ужасной.
Невозможно использовать DCEN для сварки MIG, потому что сварные швы будут комковатыми, а дуга будет ужасной.
И прежде чем вы спросите…
Для сварки алюминия методом MIG также требуется DCEN. Таким образом, при использовании процесса MIG полярность не изменяется независимо от материала сварки.
Сварка MIG на переменном токе используется в промышленных процессах, таких как сварка холодным переносом металла и импульсная сварка алюминия на переменном токе. Но это не должно вас беспокоить, если вы не инженер-сварщик, работающий над повышением производительности автоматической сварки.
Сравнение сварки порошковой проволокой на переменном токе и постоянном токе (FCAW)
Для безгазовой или самозащитной порошковой проволоки требуется полярность DCEN. Таким образом, для типичных сварочных работ FCAW вам необходимо переключить полярность, если вы используете сварочный аппарат MIG.
Однако для сварки порошковой проволокой в среде защитных газов требуется та же полярность, что и для процесса сварки MIG (т. е. DCEP).
е. DCEP).
AC Против. Преимущества и недостатки постоянного тока
Преимущества переменного тока
- Благодаря фазе постоянного тока переменного тока мы можем сваривать алюминий и магний методом сварки TIG.
- В отличие от постоянного тока, переменный ток не испытывает падения напряжения при использовании длинных проводов. И TIG, и дуговая сварка выигрывают от переменного тока при использовании длинных проводов для сварки вдали от источника питания.
- Сварочные аппараты переменного тока дешевле, но в настоящее время они редко доступны.
- Некоторые стержневые сварочные электроды лучше всего работают при использовании переменного тока. Таким образом, использование переменного тока имеет смысл только при наличии этих специальных электродов.
- Выход переменного тока создает более стабильную дугу при сварке металлов, подверженных воздействию магнитных полей, предотвращая прорыв и отклонение дуги.
Переменный ток Недостатки
- Переменный ток создает больше брызг и менее стабильную электрическую дугу при сварке низкоуглеродистой и нержавеющей стали.

- Качество сварки электродом не соответствует сварным швам, выполненным на выходе постоянного тока.
- Аппараты для сварки TIG на переменном токе значительно дороже, чем аппараты для сварки TIG на постоянном токе.
Преимущества постоянного тока
- Выход постоянного тока обеспечивает значительно более стабильную дугу при электродуговой сварке по сравнению с переменным током.
- Форма сварного шва более однородная.
- Дугой SMAW легче управлять, что помогает лучше направлять расплавленный присадочный металл.
- Меньше разбрызгивания.
- DCEP обеспечивает превосходное проплавление при сварке электродом.
- DCEN обеспечивает более высокую скорость осаждения присадочного металла при сварке электродами. Но, поскольку проникновение уменьшается, DCEN лучше всего использовать с тонким листовым металлом.
Постоянный ток Недостатки
- Сваривать намагниченный металл сложно из-за дуновения дуги и отклонения.

- DC TIG и SMAW не могут сваривать такие металлы, как алюминий.
- Оборудование постоянного тока дороже. Но, поскольку сварочные аппараты постоянного тока стали широко доступны, это больше не является ярко выраженной проблемой.
Где используется сварка переменным и постоянным током?
Сварка переменным током лучше всего подходит для сварки TIG алюминия или если свариваемый металл намагничен. Для всего остального предпочтительнее сварка постоянным током.
Тем не менее, мы составили таблицу ниже, чтобы предоставить краткую справочную таблицу.
| Общие способы сварки на постоянном токе | Общие способы сварки на переменном токе0026 Только процессы сварки TIG и дуговой сварки на переменном токе |
|---|---|
| Сварка низкоуглеродистой стали, нержавеющей стали, чугуна, титана, меди, латуни, бронзы, никеля и многих других металлов | SMAW: низкоуглеродистая сталь, нержавеющая сталь. AC TIG: алюминий и магний AC TIG: алюминий и магний |
| Ненамагниченные металлы | Ненамагниченные и намагниченные металлы |
| Сварка вблизи источника тока | Сварка вдали от источника тока | 62660008 Wrapping It
 AC/DC 225/125 имеет ту же проверенную конструкцию, что и известный аппарат для дуговой сварки AC-225, но имеет более плавную и стабильную сварочную дугу на постоянном токе. Этот аппарат идеально подходит для использования на ферме, в магазине и дома, где требуется улучшенная производительность дуговой сварки.
AC/DC 225/125 имеет ту же проверенную конструкцию, что и известный аппарат для дуговой сварки AC-225, но имеет более плавную и стабильную сварочную дугу на постоянном токе. Этот аппарат идеально подходит для использования на ферме, в магазине и дома, где требуется улучшенная производительность дуговой сварки.
