Сварочные полуавтоматы классификация: 4.6.10 Классификация сварочных полуавтоматов
alexxlab | 13.08.2018 | 0 | Разное
4.6.10 Классификация сварочных полуавтоматов
Полуавтоматы для дуговой сварки плавящимся электродом на постоянном токе классифицируют в соответствии со стандартом следующим образом:
по способу защиты сварочной дуги – для сварки в защитных газах, под флюсом, без внешней защиты или универсальные;
по типу применяемой электродной проволоки – для сварки стальной (жесткой) проволокой, проволокой из алюминиевых сплавов (мягкой), порошковой проволокой или стальной и порошковой проволоками;
по способу регулирования скорости подачи электродной проволоки – с плавным, ступенчатым, комбинированным регулированием;
по компановке – на однокорпусные и с выносным подающим механизмом;
по транспортабельности – на стационарные и с транспортируемым во время работы подающим механизмом;
по способу транспортирования подающего механизма – на передвижные, переносные (чемоданного или ранцевого типа), ручные, у которых катушка или шпуля на держателе горелки;
по способу подачи электродной проволоки – толкающего, тянущего и универсального типов;
по размещению аппаратуры управления – с аппаратурой управления, встроенной в источник питания или в специальный шкаф; без шкафа управления;
по типу электропитания – с питанием от сети переменного тока частотой 50Гц, напряжением 220/380 В или от источника питания дуги;
по способу охлаждения горелки – с естественным и принудительным
охлаждением.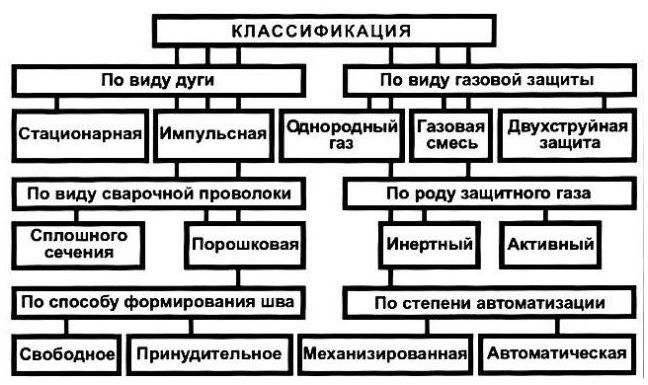
4.6.12 Конструктивные особенности основных узлов сварочных полуавтоматов
В состав полуавтоматов входят: механизм подачи электродной проволоки, горелка со шлангом , кассета (катушка) для проволоки, шкаф или блок управления, провода сварочной цепи и цепи управления, аппаратура системы подачи защитного газа, источник питания.Полуавтоматы для сварки порошковой проволокой не имеют газовой аппаратуры.
Горелки со шлангом служат для направления в зону дуги электродной проволоки, защитного газа.
Механизмы подачи проволоки могут быть в исполнении со ступенчатым, механическим регулированием скорости подачи (полуавтомат ПДГ-508) и сплошным регулированием на базе малогабаритных двигателей постоянного тока (полуавтоматы ПДГ-312, ПДГ-516М и т.п.).
Подающие ролики
– составная часть подающего механизма,
предназначены для проталкивания
электродной проволоки через гибкий
шланг к сварочной горелке.
Газовая аппаратура предназначена для обеспечения защиты зоны сварочной дуги инертным газом или смесью газов. В нее входят баллоны, подогреватели и осушители газа, регуляторы давления, расходомеры, газовые смесители и электромагнитные клапаны.
Баллоны используются для хранения и транспортировки защитного газа.
Подогреватель газа служит для подогрева углекислого газа, поступающего из баллона.
Осушитель газа предназначен для поглощения влаги, имеющейся в углекислом газе.
Регулятор давления
(газовый редуктор с манометрами)
применяется для снижения давления газа,
поступающего из баллона, и для
автоматического поддержания рабочего
давления.
Расходомеры используются для измерения расхода рабочего газа при сварке.
Газовый смеситель может быть применен в случае использования для сварки газовых смесей (аргона и углекислого газа, углекислого газа и кислорода и т. д.). С помощью газового смесителя можно получить газовую смесь любой концентрации.
Электромагнитный
газовый клапан (отсекатель газа)
предназначен для автоматического
управления подачей газа. Включение
электромагнитного клапана сблокировано
с пусковой кнопкой полуавтомата. Таким
образом обеспечивается продувка газовых
каналов и подготовка защитной среды
перед зажиганием сварочной дуги, а также
сохранение защитной среды после гашения
дуги до полного остывания металла.
Сварочный полуавтомат инверторного типа: какой выбрать для дома
На чтение 16 мин. Просмотров 41.3k. Опубликовано Обновлено
Можно с уверенностью сказать, что в сварочном деле проходит ползучая промышленная революция. Прежде всего, сварочное оборудование стало доступным для самых широких масс потребителей – во многом благодаря китайским производителям. Дополнительным стимулом стали технологии с применением инверторов в качестве источника электрического питания.
Этот фактор привел в профессию сварщика множество новичков: варить стало легче и комфортнее, что само по себе является абсолютно позитивным явлением. Вместе с тем наблюдаются кое-какие проблемы, связанные с промышленным сварочным бумом. Это неприятное сочетание двух факторов: колоссальное число разных моделей сварочных аппаратов на рынке и недостаточная квалификация мастеров нового поколения, чтобы хорошо разбираться в этих аппаратах.
Далеко не все понимают, какой сварочный полуавтомат выбрать. Результатом являются нередкие ошибки в выборе аппарата, либо, что еще хуже, покупка поддельных марок сварочных приборов, которые на рынке тоже встречаются. Поэтому умение выбирать лучшие модели аппаратов является обязательным профессиональным навыком. Сварочный аппарат полуавтомат инверторного типа – этот тип агрегатов получает все большее распространение и среди любителей, и среди профессионалов.
Чем отличаются сварочные полуавтоматы от других аппаратов
Схема сварочного аппарата с тиристорным управлением.В отличие от ручных дуговых аппаратов полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.

- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
Режимы работы полуавтоматов MIG, MAG, MMA, TIG
Разберемся с аббревиатурами MIG/MAG или МИГ и МАГ, которые часто встречаются в названиях в моделях сварочных . Эти аббревиатуры различаются в зависимости от того, какой газ применяется в качестве защиты металла от окисления во время сварки.
[box type=”fact”]МАГ обозначает Металл Активный Газ, при этой технологии используется углекислый газ.
MMA Manual Metal Arc или РДГ – ручная дуговая сварка плавящимся электродом рассматривается как дополнительная функция полуавтомата. Ну и наконец TIG – сварка-полуавтомат неплавящимся электродом в аргоновой среде – тоже может быть дополнительной функцией в полуавтоматах высокой ценовой категории.
По каким критериям выбирать подходящий аппарат для себя
Критерии выбора сварочного аппарата:
- По функциям. Что и где вы собираетесь варить? Поилку для индюшат на даче, кузов автомобиля в мастерской или у вас впереди серьезные промышленные объекты?
- По качеству, виду и толщине сварочного шва. Вам важнее эстетика, как, например, для декоративных решеток или деталей автомобиля, или прочность и надежность на ответственных объектах типа газопровода?
- По виду металлов, с которыми вы собираетесь работать.
 Нержавейка? Алюминий? Цветные металлы и их сплавы? Есть в вашем наборе металлов присутствует алюминий и его сплавы, нужно разворачиваться в сторону аппаратов, где присутствует аббревиатура TIG с баллонами инертного газа в придачу.
Нержавейка? Алюминий? Цветные металлы и их сплавы? Есть в вашем наборе металлов присутствует алюминий и его сплавы, нужно разворачиваться в сторону аппаратов, где присутствует аббревиатура TIG с баллонами инертного газа в придачу. - По характеристике электрической сети. Если вы живете и собираетесь работать в сельской местности, в вашей сети, скорее всего, будет прыгать напряжение. Тогда нужно искать аппараты с широким диапазоном скачков напряжения – такие есть, их специально выпускают для российских регионов.
- По личному опыту мастера. Если вы начали заниматься сваркой недавно, вряд ли будет целесообразно покупать дорогой навороченный полуавтомат, где половина функций вам не нужна будет и в помине.
 [/box]
[/box]Классификация сварочных полуавтоматов
Это три условных группы:
- бытовые сварочные полуавтоматы;
- профессиональные полуавтоматы;
- промышленные полуавтоматы.
Бытовые: речь о выборе сварочного полуавтомата для дома. Подходят, если продолжительность работ не будет превышать нескольких часов в день. Выбирать нужно те аппараты, которые позволяют работать с проволоками разного диаметра и их разных металлов, то есть, с высокой степенью универсальности.
Устройство подачи проволоки в сварочном полуавтомате.Профессиональные: таких моделей предлагается на рынке больше всего с самыми разными модификациями – с самым широким набором режимов или чисто «проволочные», не боящиеся скачков сетевого напряжения или позволяющие работать на морозе. Эти аппараты нужно выбирать буквально по пунктам технических характеристик: их много, но всех их нужно учитывать.
Промышленные: это мощные аппараты для сварки массивных деталей с неограниченным временем работы для круглосуточного пользования. В данном рейтинге они не рассматриваются.
В данном рейтинге они не рассматриваются.
Важные технические характеристики для выбора
Характеристики сварочных полуавтоматов:
- или сварочный ток. Это сила тока, при которой на аппарате можно работать без перерывов на остывание. Оптимальными параметрами считаются 160 – 200 А.
- Продолжительность нагрузки ПН – это процент времени от общего времени работы, которое потребуется на перерыв для остывания аппарата. Хорошим показателем является уровень 60%.
- Диапазон скачков напряжения в процентах показывает, при каких изменениях напряжения аппарат будет продолжать работать. Важно для сельской местности. Если вы выбираете профессиональный полуавтомат, важно, сколько фаз сети подведено к вашей мастерской. Однофазный агрегат нужно выбирать, если подведена одна фаза. Если у вас три фазы, можно покупать оба варианта – хоть однофазный, хоть трехфазный. Но если есть возможность выбирать, лучше остановиться на трехфазном варианте: с ним качество шва получается выше, а риск перегрузки на одну фазу ниже.

- Диаметр электродов или присадочной проволоки, который зависит от мощности тока и продолжительности нагрузки. Толщина свариваемых заготовок также влияет на выбор диаметра проволоки.
- Параметры питающего кабеля, он должен быть достаточного диаметра сечения – больше 2,5 мм и оптимальной длины. Если длина кабеля больше 15 метров, мощность аппарата при скачке сетевого напряжения обязательно будет теряться. А это напрямую определяет силу сварочного тока и в итоге качество сварочного шва.
Полуавтомат инверторный или классический?
Комплектация сварочного полуавтомата.Иными словами, что лучше – трансформатор или инвертор? Учитывая факт, что до сих пор 90% сварочных работ в России производятся на трансформаторных типах оборудования, вопрос совсем не праздный и нуждается в разъяснениях.
В чем принципиальные различия трансформатора и инвертора? И тот, и другой являются источниками сварочного тока. Но генерируют его они по совершенно разным механизмам действия. Но для выбора того или другого важнее не механизм преобразования тока, а различия в применении и, главное, в качестве получаемых сварочных швов.
Но для выбора того или другого важнее не механизм преобразования тока, а различия в применении и, главное, в качестве получаемых сварочных швов.
Если денежный вопрос стоит остро, трансформаторы могут быть выбраны для домашних работ на даче или в частном доме. В личном гараже они также подойдут. Если же вы планируете заниматься сваркой ответственных участков типа отопления, водопровода, емкостей или труб из нержавейки, вам следует остановиться на инверторах.
10 моделей выбора инверторных полуавтоматов
Представляем десять моделей сварочных полуавтоматов, которые вполне могут бороться за право быть выбранными вами, исходя из ваших сварочных планов, квалификации и свойств вашей электросети. Следует отметить, что нумерация моделей никак не отражает их рейтинга внутри списка.
Следует отметить, что нумерация моделей никак не отражает их рейтинга внутри списка.
Определение – «лучший сварочный полуавтомат инверторного типа» в корне неверное. Модели настолько разные, что не могут конкурировать друг с другом, их нельзя сравнивать. Сам список – уже рейтинг с полноправными аппаратами для вашего выбора. Итак, определяем самый подходящий сварочный полуавтомат инверторного типа для себя – здесь и сейчас.
Сварог ПРО MIG 200
Данный многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Ценнейшим свойством аппарат является его ПН – продолжительность нагрузки. При токе не больше 160А и электродах с диаметром не больше 4 мм, его ПН составляет 100%. Это означает, что на нем можно работать без перерывов для остывания. Имеется специальный режим VRD – снижение напряжения холостого хода, форсаж дуги, принципиально новая схема контроля дуги.
Имеется специальный режим VRD – снижение напряжения холостого хода, форсаж дуги, принципиально новая схема контроля дуги.
Главные плюсы:
- универсальность, гибкость настроек;
- компактность и небольшой вес;
- новая система управления дугой;
Главные минусы:
- нельзя варить алюминий и его сплавы;
- высокая цена.
Кедр 175 GD
Сварочные полуавтоматы занимают в линейке российской компании Кедр не самое главное место. Основная специализация Кедра – промышленное сварочное оборудование для решения самых непростых производственных задач. Для нас с вами этот факт имеет только положительное значение: компания серьезная с продвинутыми технологиями и, что самое главное для нас, жесткими рамками производственных стандартов.
[box type=”info”]Аппарат также универсальный – и для полуавтоматической, и для ручной сварки. Программное управление с широкими возможностями, которое не очень удобно переключается: сначала выставляется кнопка режима и только затем настраиваются функции. Отлично адаптирован под разную толщину свариваемых заготовок. Мощность сварочного тока тоже неплохая – на максимуме 175А, а вот ПН не самая сильная.[/box]
Отлично адаптирован под разную толщину свариваемых заготовок. Мощность сварочного тока тоже неплохая – на максимуме 175А, а вот ПН не самая сильная.[/box]На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
Главные плюсы:
- настоящая многофункциональность;
- очень удобен для новичков;
- хорошая ремонтная база;
- отличная цена;
Главные минусы:
- система управления не нравится опытным мастерам.
https://www.youtube.com/watch?v=Ii8XExBxvow
Aurora PRO 200
Китайский сварочный полуавтомат больше всех подходит если у вас запланированы большие по объему работы. Да и по своим размерам он самый большой среди остальных аппаратов в рейтинге.
Главные плюсы:
- большие катушки для проволоки с экономией ресурсов;
- отличная натяжка проволоки;
- можно работать с проволокой диаметра 1,2 мм;
Главные минусы:
- громоздкий, тяжелый.
Fubag Irmig 200
Профессиональные сварочные полуавтоматы бывают самой разной направленности. Перед вами «чистокровный немец» с очень узкой направленностью. Самый лучший выбор из всех возможных для «автомобильной жестянки»: если варить с проволокой диаметром 0,8 мм, прибор практически не перегревается и позволяет работать без перерывов для остывания.
Полуавтоматическая сварка листового железа – вот основное назначение аппарата, где ему равных нет. Ручной дуговой режим тоже возможен, но с остановками: ПН при мощности тока в 170А очень скромный – всего 20%. Это мощный и простой в управлении аппарата, обладающий всеми преимуществами немецкой техники, где на первом месте стоит надежность.
Главные плюсы:
- надежность, практически не ломается;
- простые настройки, удобное управление;
Главные минусы:
- узкая направленность работы, неполноценная MMA;
- цена высоковата, как у всех «чистых немцев».
Aurora PRO Overman 200
Функциональные особенности полуавтоматического инвертора.Еще один отличный аппарат, но снова с узкой направленностью: он сконструирован для работы с проволокой и только проволокой. Не боится низких скачков напряжения в сети, не ограничивает выбор присадочной проволоки – можно варить даже с алюминиевой. Хорошо адаптируется под разную толщину металлических заготовок благодаря регуляции вольтамперной характеристики. В этой Авроре можно регулировать не только напряжение, но и ток, что встречается очень нечасто.
В этой Авроре можно регулировать не только напряжение, но и ток, что встречается очень нечасто.
Странным выглядит переключатель скорости подачи проволоки: эта скорость представлена всего в двух режимах – быстро и медленно, без промежуточных показателей. Из-за своих спецификаций узкой направленности этот аппарат вряд ли можно рассматривать как сварочный полуавтомат для дома, но, если вы планируете сварку только с проволокой, его можно выбирать с уверенностью.
Главные плюсы:
- не боится сетевых скачков напряжения;
- хорошо адаптируется под разные размеры заготовок;
- отличная цена;
Главные минусы:
- тяжелый, громоздкий;
- скорость подачи проволоки только быстрая и медленная.
Сварог MIG 200Y
Еще один узкий специалист в деле профессиональной сварки – полуавтомат, который рассчитан на работу только с проволокой – никаких других режимов нет. У него очень неплохой ПН в 60% при мощности сварочного тока 200А, с такими показателями можно варить проволокой с диаметром 1 мм без остановок.
Как и положено «проволочному» аппарату, этот Сварог снабжен массивными катушками. Можно регулировать напряжение, ток и индуктивность, а вот скорость подачи проволоки – нельзя. Это выполняется автоматически с помощью электроники. Еще одно ценное и редкое техническое дополнение: при работе на морозе к инвертору подключается специальный обогрев.
Главные плюсы:
- гибкость настроек тока, напряжения и индукции;
- массивные катушки для проволоки до 15 кг;
- не боится морозов;
Главные минусы:
- высокая цена;
- нельзя самостоятельно регулировать скорость подачи проволоки.

Fubag INMIG 200 Plus
А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
Скорость подачи проволоки также регулируется автоматически, равно как и горение дуги. Есть специальный режим короткими швами SPOT для сварки поверхностей, где не нужна герметичность: подача проволоки автоматически останавливается через равные временные интервалы. Аппарат очень не любит низких скачков сетевого напряжения: в сети много жалоб от мастеров на его остановки в таких ситуациях.
Главные плюсы:
- настоящая многофункциональность;
- отличная цена;
- режим SPOT;
Главные минусы:
- боится скачков сетевого напряжения;
- низкий ПН, лимит диаметром проволоки и электродов.

Elitech ИС 220П
Типичный бюджетный китайский сварочный полуавтомат, подходящий для сварочных работ, например, в гараже. Один из лучших в своем ценовом сегменте. Ведет себя прилично при скачках напряжения – без проблем выдерживает снижение до 160 В. Его можно отнести к энергосберегающему оборудованию: мощность потребления всего 5,4 кВт. Максимальная мощность тока 180 А с ПН в 80%.
[box type=”fact”]Такие показатели дают возможность работать с проволокой диаметром до 1,0 мм. Скорость подачи проволоки и напряжения можно регулировать самостоятельно. В сети множество позитивных отзывов по поводу надежности этой техники. Так что не боимся в данном случае китайского происхождения аппарата.[/box]Главные плюсы:
- очень экономичен по расходу энергии;
- компактный;
- отличная цена;
Главные минусы:
- минимальный набор настроек.
Foxweld Invermig160 combi
Устройство современного сварочного полуавтомата.Универсальный бюджетник – инверторный сварочный полуавтомат с максимальной мощностью сварочного тока в 160А и ПН 60%. Его отличает удобное управление, потребляет экономно электроэнергию, не боится скачков напряжения. С ним можно работать на морозах и в неотапливаемых помещениях: он снабжен редуктором для обогрева инвертора. Еще одно достоинство – длинный рукав горелки.
Его отличает удобное управление, потребляет экономно электроэнергию, не боится скачков напряжения. С ним можно работать на морозах и в неотапливаемых помещениях: он снабжен редуктором для обогрева инвертора. Еще одно достоинство – длинный рукав горелки.
Главные плюсы:
- экономичен по потреблению электроэнергии;
- невысокая цена;
Главные минусы:
- малоизвестная марка;
- небольшой запас по току.
Ресанта САИПА 200
Ресанта является одной из самых раскрученных марок на российском рынке, а ее модель САИПА 200 – самая популярный полуавтомат в линейке Ресанты. Максимальная мощность сварочного тока 200 А с ПН 70%: можно варить с проволокой с диаметром 1,0 мм без перерывов. Имеются регуляторы напряжения и скорости протяжки проволоки. В сети много жалоб на частые поломки как данной модели, так и другой продукции этой фирмы.
Главные плюсы:
- неплохой запас по току;
Главные минусы:
- боится пыли;
- часто ломается;
- завышенная цена.

Советы вдогонку
Как выглядит газовая горелка для сварочного аппарата?Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.

- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Выводы
Сварочные полуавтоматы хороши и для непрофессиональных домашних работ, и для профессиональной сварки в мастерских и автосервисах. Если решать, какой сварочный полуавтомат выбрать для ремонта автомобиля, то предпочтительнее инверторный тип полуавтоматов.
Если решать, какой сварочный полуавтомат выбрать для ремонта автомобиля, то предпочтительнее инверторный тип полуавтоматов.
Можно обсуждать и покупку полуавтомата «старого» трансформаторного типа, чтобы он работал в гараже в режиме стационара из-за веса и больших габаритов. Но, несмотря на разницу в цене в пользу трансформаторов, целесообразнее остановить выбор на инверторном типе. Речь о качестве швов: с инвертором их высокого качества добиться легче.
Решить в итоге, какой сварочный полуавтомат лучше для вас здесь и сейчас не так уж сложно. Главное – хорошо понимать, с какими материалами вы собираетесь работать, в каких условиях вы будете это делать. В качестве третьего критерия – какие требования будут предъявляться к качеству сварочных швов.
Выбор сварочного полуавтомата для кузовных работ в гараже. Характеристики и советы по подбору.
В магазинах вы можете найти много различных типов сварки, которая используется для разных целей. Мы же поговорим о полуавтоматическом сварочном аппарате для кузовных работ, поскольку именно такое оборудование используется для ремонта и реставрации поврежденных деталей автомобиля. В его основе лежит технология сварки проволокой в газовой среде. В этой статье мы рассмотрим основные особенности и конструкцию такого оборудования, это поможет сделать вам правильный выбор при поиске подходящего решения.
Классификация согласно методу сварки MIG – MAG
Содержание статьи
Сварка полуавтомат подразумевает под собой частичное участие мастера, которые непосредственно запускает ее, настраивает все входные параметры и подводит горелку к обрабатываемому участку. Без точных настроек мастера, данный аппарат не будет корректно работать.
Без точных настроек мастера, данный аппарат не будет корректно работать.
Виды сварочных полуавтоматов для кузовных работ согласно методу работы:
- MIG (Metal Inert Gas) – сварочный процесс происходит в инертном газе, по типу аргона или смеси газов.
- MAG (Metal Active Gas) – в качестве рабочей среды для сварочных работ используется активный газ, например углекислый.
При использовании технологии MIG – MAG, сварочная электрическая дуга горит между сварной проволокой и поверхностью обрабатываемого металла, при постоянном токе. Во время работы газ, подаваемый через горелку, защищает сварную область от поступления кислорода, который служит мощным окислителем. Такой подход отлично справляется с задачей сварки тонкого металла, в том числе автомобильных кузовов.
Также есть варианты сварки без газа, с использованием проволоки с порошковым напылением. Ее используют без подключения газового баллона к сварочному инвертору. Для этих целей, часть оборудования имеют переключатель «Gas/No Gas». Для правильной работы флюсовой проволокой (TIG), нужно будет сменить полярность (минус – масса, плюс – электрод), и использовать две пары подающих роликов. Сама по себе флюсовая проволока – это тонкая трубка диаметром 1 – 1,5 мм, наполненная порошком (флюсом). При сгорании в дуге флюс образует газовую среду, которая исключает контакт обрабатываемого металла с кислородом. Стоимость флюсовой проволоки выше, чем обычной с напылением меди.
Для правильной работы флюсовой проволокой (TIG), нужно будет сменить полярность (минус – масса, плюс – электрод), и использовать две пары подающих роликов. Сама по себе флюсовая проволока – это тонкая трубка диаметром 1 – 1,5 мм, наполненная порошком (флюсом). При сгорании в дуге флюс образует газовую среду, которая исключает контакт обрабатываемого металла с кислородом. Стоимость флюсовой проволоки выше, чем обычной с напылением меди.
При выборе сварочного полуавтомата для кузовных работ вам нужно знать, что они подразделяются на несколько типов, согласно качеству и параметрам тока и источников питания. На рынке выделяют три основных вида:
- Бытовые аппараты – до 200 Ампер.
- Полупрофессиональный – до 300 Ампер.
- Профессиональный – свыше 300 Ампер.
Структура и комплектация сварочного полуавтомата
Если говорить о конструкции такого оборудования, то ее можно разделить на такие составляющие:
- источник питания.
- устройство управления сварочным током и скоростью подачи проволоки.
- канала для поступления проволоки и газа.
- горелки.
- зажима массы.
- баллона с газом.
- моток проволоки.
Давайте поговорим о некоторых элементах конструкции более детально.
Источник питания в корпусе устройства
Сварочные полуавтоматы в своем корпусе имеет предустановленный источник питания. Выделяют следующие виды данных блоков:
- трансформатор — статическое электромагнитное устройство, имеющее две или более индуктивно связанные обмотки на каком-либо магнитопроводе и предназначенное для преобразования посредством электромагнитной индукции одной или нескольких систем (напряжений) переменного тока в одну или несколько других систем (напряжений), без изменения частоты.
- выпрямитель (электрического тока) — преобразователь электрической энергии; механическое, электровакуумное, полупроводниковое или другое устройство, предназначенное для преобразования входного электрического тока переменного направления в ток постоянного направления (то есть однонаправленный ток), в частном случае — в постоянный выходной электрический ток.

- инвертор — устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала. Инверторы напряжения могут применяться в виде отдельного устройства или входить в состав источников и систем бесперебойного питания аппаратуры электрической энергией переменного тока.
От типа источника питания зависят габариты сварочного аппарата и его цена. Для качественного результата лучше использовать инверторную полуавтоматическую сварку.
По способу подключения к электросети выделяют однофазные и трехфазные устройства. Для работы однофазной сварки достаточно будет розетки 220В, с силой тока 25 А.
Механизм подачи проволоки
Механизмы, которые обеспечивают поступление проволоки в горелку, также бывают разными:
- толкающий. Привод, который обеспечивает подачу проволоки, находится в корпусе и толкает материал в канал горелки.
 Рабочая длина шланга до 3 – 4 метров.
Рабочая длина шланга до 3 – 4 метров. - тянущий. Привод подачи размещают в ручке горелки. Рабочая длина шланга до 20 метров.
- толкающий — тянущий – комбинированная система, в которой привода размещают как в корпусе, так и в ручке горелки, используется данный вид механизма при длинном шланге горелки, когда одна система не справляется с задачей.
По сути, привод представляет собой электродвигатель, который настраивается на работу в нескольких режимах скорости.
Проволока
Бабина со сварной проволокой монтируется в сварочный аппарат, а сам материал пропускают через привод подачи и канал подключения горелки, к которому крепится и сама горелка. Толщина проволоки – 0,6 – 2 мм. Баллон с газом подключают к специальной трубке, которая проходит через канал горелки и на выходе попадает к месту сварки.
В основном на практике применяют три вида проволоки:
- из стали.
- из нержавейки.
- из алюминия.
При использовании, например, стальной проволоки, лучше выбирать ее модификации с напылением меди, в таком случае улучшается электрический контакт с горелкой, происходит меньше пульсаций по току, а на выходе получаем качественный шов.
Горелка
Через горелку и шланг к месту сварки подается проволока и газ. В зависимости от цены на сварочный полуавтомат выделяют горелки с неразъемным соединением, и с разъемным типа Euro Mig-Mag.
Рабочая длина шланга горелки обычно не превышает 5 метров.
Газовый баллон
Подбор качественного баллона также важен, поскольку газ хранится в нем под повышенным давлением и обычные бытовые емкости не подходят под эту задачу. Такие емкости оборудуют двумя манометрами, которые показывают остаток газа и уровень давления в баллоне. Более дорогие решения имеют функцию автоматической блокировки поступления газа в сварочный аппарат при прерывании дуги.
Дорогие баллоны от дешевых вариантов отличаются размером и весом. Чем дороже оборудование, тем оно надежнее и легче. Но на большинстве мастерских монтируют отечественные баллоны емкостью по 20 или 40 литров.
Характеристики, указываемые в техническом паспорте сварочного полуавтомата для кузовных работ
При оценке оборудования и его подборе в магазине, обязательно обратите внимание на эти две рабочие характеристики.
Продолжительность включения (ПВ)
На практике работу сварочного аппарата разбивают на временной промежуток 10 минут. Для примера, если вы видите на упаковке устройства значение — 40%/340А, то это значит что при токе 340 Ампер, данный аппарат может работать около 4 минут, далее идет период 6 минут для остывания. При дальнейших работах нужно соблюдать такой режим.
Тут работает правило, чем меньше ток, тем больше по времени сможет работать устройство. Так, к примеру, при значении 100%/200А, аппарат может работать непрерывно длительный период времени.
Силу тока выбирают исходя из толщины свариваемого металла, сем она больше, тем грубее проволока и соответственно выше значение тока.
Для примера бытовые сварочные полуавтоматы имеют показатель ПВ 15% – 20%, в то время как профессиональная техника – от 60% и выше.
Потребляемая мощность
В зависимости от типа проводки смонтированной в вашем гараже, нужно подбирать и мощность оборудования. Если проводка старая, то мощный аппарат может вообще вывести ее из строя, лучше всего конечно смонтировать новую сеть, если серьезно решили заниматься кузовными работами.
Также, старая проводка не подходит со стороны пожарной безопасности.
Так, как же выбрать хороший сварочный полуавтомат?
Вот основные шаги:
- При выборе такого оборудования нужно ориентироваться на задачи, которые перед вами стоят. Если это бытовые задачи для себя, то можно брать маломощный аппарат, с невысоким показателем ПВ, и низкой потребляемой мощностью. Если вы планируете предоставлять услуги клиентам на потоке, то лучше смотреть в сторону дорогих профессиональных систем.
- Покупайте проверенные бренды.
- Уточняйте условия и термин гарантии.
- Посоветуйтесь с опытным мастером, который подскажем лучшее решения за ваш бюджет.
Напишите, пожалуйста, сварочным полуавтоматом, какой фирмы вы пользуетесь, и устраивает ли качество работ? Заранее благодарны за ответ.
Полуавтоматы для сварки плавящимся электродом
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools – Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Сварочное оборудование – Полуавтоматы для сварки плавящимся электродом
Классификация и области применения
По способу защиты зоны дуги полуавтоматы имеют следующие исполнения:
1) в активных защитных газах (Г) — применяются в цеховых условиях для сварки стальных конструкций сплошной и порошковой проволокой;
2) в инертных газах (И) — применяются при изготовлении конструкций из алюминиевых сплавов, легированных сталей, титановых сплавов и цветных металлов, толщиной >0,8 мм;
3) под флюсом (Ф) — широко применяются при сварке арматуры железобетонных конструкций;
4) открытой дугой (О) с использованием порошковой или специальной легированной проволоки без дополнительной газовой защиты — применяются в монтажных условиях при изготовлении стальных и железобетонных конструкций.
По способу регулирования скорости подачи электродной проволоки полуавтоматы классифицируют следующим образом:
1) с плавным регулированием скорости подачи проволоки;
2) со ступенчатым регулированием скорости подачи проволоки;
3) с плавно-ступенчатым регулированием подачи проволоки. Плавное регулирование обеспечивается за счет изменения оборотов двигателя постоянного тока. Достоинства этой системы — малая масса механизма подачи и возможность дистанционного управления сварочным током.
Плавное регулирование обеспечивается за счет изменения оборотов двигателя постоянного тока. Достоинства этой системы — малая масса механизма подачи и возможность дистанционного управления сварочным током.
Ступенчатое регулирование скорости подачи проволоки обеспечивается переключением шестерен в коробке скоростей. Полуавтоматы этой группы применяются для работы на стационарных постах и в условиях массового производства, когда не требуется частого изменения режима сварки и перемещения оборудования.
Главный параметр полуавтомата — номинальный сварочный ток. Отечественной промышленностью выпускаются полуавтоматы на токи 200, 315, 400, 500 и 630 А.
Пример расшифровки условного обозначения — тип ПДГ-516 УЗ: П — полуавтомат, Д — дуговой сварки, Г — в активных газах, 5 — сварочный ток в сотнях ампер, 16 — номер модификации, У — климатическое исполнение, 3 — категория размещения.
Основные узлы
В состав полуавтомата входят: механизм подачи проволоки, блок управления, комплект сварочных горелок, источник сварочного тока, газовая аппаратура, соединительные провода и шланги. Некоторые полуавтоматы комплектуются автономными системами водяного охлаждения и дымоотсасывающими устройствами.
Некоторые полуавтоматы комплектуются автономными системами водяного охлаждения и дымоотсасывающими устройствами.
В механизм подачи проволоки входят: двигатель с редуктором, роликовое устройство, кассета с тормозным устройством. На некоторых механизмах подачи размещают блок управления или отдельные элементы системы управления полуавтомата. Механизм подачи проволоки диаметром 0,8—1,4 мм рассчитывается из условия получения проталкивающего усилия 100 Н, механизмы для проволок диаметром 1,6—3,5 мм рассчитываются на усилие 200 Н. В большинстве полуавтоматов отечественного и зарубежного производства применяются двигатели мощностью 40—180 Вт.
Роликовые устройства для подачи электродной проволоки наиболее часто содержат один приводной и один прижимной ролик. Для стальной проволоки диаметром 1,6—2,5 мм, а также для порошковой или алюминиевой проволок применяют две пары приводных и прижимных роликов. Форма рабочей поверхности роликов: цилиндрическая гладкая, цилиндрическая с насечкой, коническая. Ролики изготовляют из термообработанной до HRC 50—60 стали ХВГ, 40Х или ШХ15.
Ролики изготовляют из термообработанной до HRC 50—60 стали ХВГ, 40Х или ШХ15.
Кассеты или кассетные устройства с унифицированными размерами выбираются в зависимости от исполнения полуавтомата. Некоторые полуавтоматы снабжены кассетными устройствами для установки больших мотков.
Блок управления сварочными полуавтоматами с плавным регулированием скорости подачи электродной проволоки БУСП-2 обеспечивает ручную установку скорости подачи электродной проволоки и ее автоматическую стабилизацию; автоматическое включение и выключение исполнительных органов полуавтомата (электродвигатель, газовый клапан, контактор сварочного выпрямителя), автоматический отсчет длительности горения дуги при сварке электрозаклепками; ручное управление электродвигателем и газовым клапаном при наладке; динамическое торможение электродвигателя и его защиту от перегрузок. Управление блоком при сварке осуществляется кнопкой, расположенной на сварочной горелке. Возможны три режима работы блока: для длинных швов, коротких швов и режим сварки электрозаклепками. Режим работы блока устанавливают переключателями на его лицевой панели.
Режим работы блока устанавливают переключателями на его лицевой панели.
Системы управления полуавтоматами с питанием от напряжения дуги (полуавтоматы типа А-547 и А-1230) или полуавтоматами с асинхронными двигателями более компактны и просты.
Горелки для полуавтоматической сварки выпускаются на токи 125, 160, 200, 315, 400, 500 и 630 А. Для сварки в СO2 на токах до 500 А они выполняются с естественным воздушным охлаждением. Для тяжелых условий работы на токах 500 и 630 А, а также при сварке в аргоне на токах >315 А горелки имеют водяное охлаждение.
По характеру взаимного расположения корпуса и рукоятки различают горелки молоткового и пистолетного типа. Последние часто применяются для «мягких» проволок, порошковой проволоки большого диаметра, они удобны при сварке в вертикальном положении.
Для ряда горелок, выпускаемых заводом «Электрик», применяют кабель КПЭС, который содержит в резиновой оболочке спираль, оплетенную медными токоподводящими жилами и тремя проводами управления. В зависимости от номинального сварочного тока медный кабель имеет сечение 25, 35, 50 и 70 мм2. Внутрь полого кабеля вставляется сменная спираль с внутренним диаметром, соответствующим диаметру электродной проволоки. Сменную спираль необходимо периодически очищать от загрязнений, которые вызывают рост усилий сопротивления подаче электродной проволоки. В большинстве горелок длина кабеля 2,0—3,0 м. Токоподвод к электродной проволоке обычно осуществляется через трубчатые наконечники.
В зависимости от номинального сварочного тока медный кабель имеет сечение 25, 35, 50 и 70 мм2. Внутрь полого кабеля вставляется сменная спираль с внутренним диаметром, соответствующим диаметру электродной проволоки. Сменную спираль необходимо периодически очищать от загрязнений, которые вызывают рост усилий сопротивления подаче электродной проволоки. В большинстве горелок длина кабеля 2,0—3,0 м. Токоподвод к электродной проволоке обычно осуществляется через трубчатые наконечники.
Конструктивные особенности
Полуавтоматы с плавным регулированием скорости подачи проволоки разработаны на основе унифицированных узлов и блоков: электронный блок управления сварочным процессом БУСП-2, редукторный привод подачи проволоки, тормозные устройства и кассеты.
Конструкция сварочных горелок ГДПГ-201, ГДПГ-304, ГДПГ-502 разработана на основе полого электросварочного кабеля КПЭС, охлаждение горелок естественное.
В приводе применен 120-Вт электродвигатель постоянного тока КПА-561 (напряжение 48 В). В полуавтоматах ПДГ-312, ПДГ-515 механизмы подачи электродной проволоки имеют одну пару подающих роликов, а блоки управления встроены в сварочные выпрямители. Массы механизмов подачи полуавтоматов ПДГ-516 и ПДГ-603 больше, так как в них применены две пары подающих роликов, а в корпусе механизма подачи размещены блоки управления БУСП-2.
В полуавтоматах ПДГ-312, ПДГ-515 механизмы подачи электродной проволоки имеют одну пару подающих роликов, а блоки управления встроены в сварочные выпрямители. Массы механизмов подачи полуавтоматов ПДГ-516 и ПДГ-603 больше, так как в них применены две пары подающих роликов, а в корпусе механизма подачи размещены блоки управления БУСП-2.
Полуавтомат типа ПДГ-508 выполнен со ступенчатым регулированием скорости подачи электродной проволоки за счет переключения шестерен в коробке скоростей. Механизм подачи приводится во вращение двигателем АОЛ-12-4 мощностью 180 Вт. Проволока подается одной парой роликов. Изменяют скорость подачи поворотом маховичков на передней стенке механизма подачи.
Полуавтомат А-547У имеет плавно-ступенчатое регулирование скорости подачи электродной проволоки. Механизм подачи оформлен в виде компактного чемодана, внутри которого размещены 90-Вт электродвигатель постоянного тока Д-90А-547У, червячный редуктор, кассета и газовый клапан.
Источник: Волченко В. Н. Сварка и свариваемые материалы, т.2. -M. 1996
См. также: Аппараты для механизированной дуговой сварки и наплавки плавящимся электродом
Полуавтоматическая сварка (MIG)
Принципиальная схема и особенности полуавтоматической сварки
Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную. Для этого современная промышленность выпускает целую серию сварочных полуавтоматов, при помощи которых выполняют дуговую сварку в среде защитных газов. Их разрабатывают с использованием унифицированных узлов, что позволяет с наименьшими затратами выполнить наладку на сварку требуемых изделий. К таким унифицированным узлам относятся прижимные и направляющие устройства, подающие механизмы, узлы, осуществляющие подъем и перемещение, а также механизмы автоматической подачи присадочной проволоки. Полуавтоматы могут быть нескольких видов:
Полуавтоматы могут быть нескольких видов:
- для сварки сплошной стальной проволокой;
- для сварки сплошной алюминиевой проволокой;
- для сварки сплошной стальной и алюминиевой проволоками;
- для сварки сплошной стальной или алюминиевой порошковой проволоками.
Кроме того, полуавтоматы могут различаться по способу охлаждения горелки, регулировкой скорости подачи проволоки и методикой ее подачи и по конструктивным особенностям. При помощи этого универсального оборудования обеспечивается сварка практически всех труднодоступных мест с высоким качеством защиты сварочной ванны и дуги. Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» – полуавтомат шланговый, «УД» – установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» – газовая, «Ф» – флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» – для эксплуатации в районах с умеренным климатом; «ХЛ» – в районах с холодным климатом; «Т» – тропическое исполнение.
И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» – для эксплуатации в районах с умеренным климатом; «ХЛ» – в районах с холодным климатом; «Т» – тропическое исполнение.
Принципиальная схема полуавтоматической установки представлена на рис. Как правило, в комплект установки входят: выпрямитель – источник питания сварочной дуги; подающее устройство, предназначенное для подачи электродной проволоки в зону сварки; газовый клапан, предназначенный для снижения давления защитного газа, находящегося в специальном баллоне.
Подающее устройство сварочной проволоки может быть толкающего, тянущего и универсального типа. Как правило, оно состоит из следующих основных узлов: электродвигателя, планетарной головки, блока управления, катушки с проволокой, электропневматического газового клапана.
Заслуживают внимания новые безредукторные конструкции подающих механизмов серии «Интермигмаг» с пульсирующей подачей проволоки, являющиеся модификацией известного механизма «Изаплан». Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие – закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее – ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
При помощи подающего устройства обеспечивается последовательность включения исполнительных органов сварочного полуавтомата, необходимая скорость подачи сварочной проволоки, выбор рабочего режима сварки и т.д. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получить сварные соединения высокого качества.
Горелка является одним из важных узлов сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Токоведущая направляющая трубка соединяет токопровод с токосъемным наконечником. Конструкция трубки определяется сечением токоведущей части и необходимостью подвода защитного газа. По своему конструктивному исполнению направляющие трубки должны соответствовать требованиям гибкости и достаточной проводимости. Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Наиболее ответственной частью горелки является ее сопло, представляющее собой токопроводящий наконечник. Эта деталь горелки работает в условиях высокой температуры и механического воздействия подающейся сварочной проволоки. Поэтому наконечник быстро изнашивается и требует замены. Для снижения изнашиваемости наконечника его хромируют, полируют или изготавливают из твердых составов на медно-вольфрамовой основе. При больших сварочных токах, достигающих более 315 А, применяют принудительное охлаждение наконечника.
Применяют два типа наконечников: с поджимным контактом и без поджимного контакта. Поджимной контакт применяется при сварке тонкими электродными проволоками диаметром 0,8-1,2 мм. Простейшей горелкой могут служить две медные трубки, вставленные друг в друга с зазором, по которому защитный газ подается в сопло. Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл.
Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл.
Технические характеристики унифицированных горелок
| Тип горелки | Номинальный сварочный ток, А | ø электродной проволоки, мм | Длина рукава, | Габариты горелки, мм | Масса (без рукавов), |
| ДПГ-101-8УЗ | 160 | 0,8-1,2 | 2 | 254x60x113 | 0,45 |
| ГДПГ-101-9УЗ | 160 | 0,8-1,2 | 1 | ||
| ГДПГ-Ю1-10УЗ | 160 | 0,8-1,2 | 2 | ||
| ГДПГ-102-УЗ | 160 | 1,2-1,6 | 2 | 0,6 | |
| ГДПГ-301-6У4 | 315 | 1,2-1,4 | 3 | 266x50x125 | |
| ГДПГ-301-7У4 | 315 | 0,8-1,4 | 1 | ||
| ГДПГ-301-8У4 | 315 | 1,2-1,4 | 3 | ||
| ГДПГ-302-У4 | 315 | 1,6-2,0 | 2 | 0,7 | |
| ГДПГ-501-4У4 | 500 | 1,6-2,0 | 3 | 268x90x125 | |
| ГДПГ-603-У4 | 630 | 1,6-2,5 | 3 |
Горелки для ручной дуговой сварки неплавящимся электродом состоят из корпуса, сменной цанги, сменного наконечника, колпачка, вентиля, предназначенного для пуска, регулирования и подачи защитного газа, рукоятки, резинового рукава и газоподводящего кабеля. Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Кроме перечисленного оборудования в комплект сварочного поста входит осушитель, редуктор с манометрами или расходомерами для точной дозировки газа и отсекатель газа.
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫ
Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами.
Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей – сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля.
Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа.
Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
| 1. Сварочная проволока 2. Газовое сопло 3. Токоподводящий мундштук 4. Корпус горелки 5. Рукоять горелки 6. Механизм подачи проволоки 7. Атмосфера защитного газа 8. Сварочная дуга 9. Сварочная ванна |
Схема полуавтомата для сварки в защитных газах.
Сопло горелки – на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход – сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки – через каждые полгода.
Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход – сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки – через каждые полгода.
Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы – от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.
Проверка горелки перед сваркой
Режимы полуавтоматической сварки
Выбор сварочного полуавтомата
Сварочное оборудование, в том числе и сварочные полуавтоматы уже давно доступны не только профессионалам. Многие выбирают сварочные аппараты для домашнего и бытового использования. Это не удивительно, ведь купить сварочный полуавтомат уместно и для ремонта автомобиля, для ремонтных или строительных работ, да и вообще в хозяйстве бывают разные случаи и ситуации в который обязательно пригодится сварка полуавтомат. Кроме того, в последние годы многие в качестве хобби выбирают изготовление металлических декоративных изделий и элементов, полуавтоматическая сварка неотъемлема для увлечений такого рода. Классификация сварочных полуавтоматов: бытовые, полупрофессиональные и профессиональные. Полупрофессиональные и профессиональные модели сварочников выдают ток до 300 А и более 300 А, соответственно. Бытовой сварочный полуавтомат выдает сварочный ток до 200 А. Это вполне достаточно для всех задач и работ, которые могут возникнуть в частном хозяйстве.
Многие выбирают сварочные аппараты для домашнего и бытового использования. Это не удивительно, ведь купить сварочный полуавтомат уместно и для ремонта автомобиля, для ремонтных или строительных работ, да и вообще в хозяйстве бывают разные случаи и ситуации в который обязательно пригодится сварка полуавтомат. Кроме того, в последние годы многие в качестве хобби выбирают изготовление металлических декоративных изделий и элементов, полуавтоматическая сварка неотъемлема для увлечений такого рода. Классификация сварочных полуавтоматов: бытовые, полупрофессиональные и профессиональные. Полупрофессиональные и профессиональные модели сварочников выдают ток до 300 А и более 300 А, соответственно. Бытовой сварочный полуавтомат выдает сварочный ток до 200 А. Это вполне достаточно для всех задач и работ, которые могут возникнуть в частном хозяйстве.
Для того чтобы купить сварочный полуавтомат, необходимо учесть несколько важных критериев и параметров выбора – оценить напряжение питающей сети, необходимый сварочный ток, диаметр проволоки, типы сварки, которыми вы будете пользоваться, а также некоторые особенности конструкции.
Трехфазный сварочный аппарат работает от сети 380В, а однофазный – от электрической сети в 220В. Для бытового использования оптимально выбирать однофазный аппарат для полуавтоматической сварки, если же у вас есть возможность подключить сварочник к трехфазной электрической сети, тогда выбирайте универсальную модель на 220В/380В.
В зависимости от того, с какими материалами (металлами) вы планируете работать, в частности от толщины металла выбирайте модель сварочного полуавтомата с определенным сварочным током и возможностью работы со сварочной проволокой определенной толщины. В таблице ниже приведены все показатели работы для разных диаметров проволоки в соответствии с толщиной металла.
| Толщина металла, мм | Ø электродной проволоки, мм | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч | Расход газа, л/мин |
| 0,5 – 1,5 | 0,6 | 40 – 100 | 16 – 20 | 25 – 35 | 6- 7 |
| 0,8 – 2,5 | 0,8 | 50 – 180 | 17 – 25 | 22 – 32 | 7 – 12 |
| 1,0 – 4,0 | 1,0 | 60 – 250 | 18 – 28 | 20 – 30 | 8 – 16 |
| 1,5 – 8,0 | 1,2 | 70 – 350 | 18 – 32 | 18 – 28 | 9 – 20 |
| 2,0 – 20,0 | 1,6 | 100 – 500 | 20 – 36 | 16 – 25 | 10 – 22 |
Следует отметить, что проводит сварку металла толщиной более 5,0мм необходимо в два или более захода.
Номинальный сварочный ток один из самых основных и важных параметров для каждого сварочного аппарата. Этот показатель определяет значение сварочного тока, при котором полуавтомат не будет перенапрягаться и перегреваться, если вы правильно соблюдаете продолжительность времени работы. Продолжительность работы указывается в процентах. Так, например, если продолжительность работы сварочного аппарата 50%, то это означает, что после 5 минутной работы необходимо сделать перерыв в течение 5 минут (показатель рассчитывается для 10-ти минутного отрезка времени).
Сварочные аппараты полуавтоматы имеют два основных режима работы – сварка MIG и MAG, которая производится в среде защитного газа, кроме того сварочник может иметь более широкий функционал и возможность сварки, один из самых популярных – MMA, что дает возможность работать со штучными сварочными электродами. Сварочный полуавтомат может работать в режиме TIG – аргонная сварка. Предлагаем рассмотреть подробнее все режимы работы сварочных полуавтоматов.
| Как сказано выше, ММА – это режим ручной дуговой сварки штучными электродами с покрытием. Оптимально использовать такой метод сварки для работы с углеродистой и нержавеющей сталью. Углеродистые стали свариваются на переменном и/или постоянном токе, нержавеющие стали – напротив исключительно на постоянном токе. Преимущества этого режима работы: высокий показатель экономичности, возможность сварки в любой плоскости, такая полуавтоматическая сварка производится без использования газовых баллонов. Режим ММА имеет два существенных недостатка – относительно невысокая производительность и необходимость очищать детали от шлака. | |
Режим TIG – это тип ручной сварки неплавящимся вольфрамовым электродом в среде аргонового защитного газа. Сварку TIG на постоянном токе используют для сталей, а сварку в режиме TIG на переменном токе – для алюминиевых сплавов. Плюсы такого режима сварки – аккуратный и ровный сварочный шов, полное отсутствие брызг, возможность сварки деталей небольшой толщины, лучшее и более удобное управление параметрами дуги. Одним из недостатков – требования к опытности оператора, то есть новичку, который еще не успел набить руку, будет проблематично работать в этом режиме. Также к недостаткам можно отнести невысокую производительность и обязательное использование газового баллона. Плюсы такого режима сварки – аккуратный и ровный сварочный шов, полное отсутствие брызг, возможность сварки деталей небольшой толщины, лучшее и более удобное управление параметрами дуги. Одним из недостатков – требования к опытности оператора, то есть новичку, который еще не успел набить руку, будет проблематично работать в этом режиме. Также к недостаткам можно отнести невысокую производительность и обязательное использование газового баллона. |
|
Основные режимы работы сварочных полуавтоматов MIG/MAG – это сварка электродной проволокой в среде защитного инертного газа – аргона или смеси газов (MIG) или активного – углекислого газа (MAG). Используется такой режим сварки алюминиевых сплавов и сталей, в том числе и нержавеющих. Достоинства метода MIG/MAG – это высокая производительность, отсутствие необходимости очищать детали от шлака, довольно малое количество дыма. К недостаткам относят – проблематичность использования аппарата на открытом воздухе и обязательное задействование газового баллона. |
Из особенностей конструкции сварочного полуавтомата выделяют механизм подачи проволоки, горелки, возможность регулировки сварочного тока, наличие цифровой индикации, а также специальные защитные оснащения. Механизм подачи сварочной проволоки может быть встроенным или отделенным. Первый вариант, как правило, устанавливают в аппаратах бытового класса, когда в основном свариваются конструкции небольшого размера. В противном случае необходимо выбирать сварочный полуавтомат с отделенным механизмом подачи проволоки, специальный кабель-пакет может увеличить радиус перемещения до 30 метров.
Механизм подачи осуществляется с помощью двух или четырех роликов, первые – для бытовых моделей, а вторыми оснащают профессиональные модели. Вне зависимости от количества роликов проследите за тем, что бы они были стандартными по своей конструкции, в дальнейшем это существенно сократит время поиска замены непригодных роликов и облегчит обслуживание полуавтомата.
Качество горелки немаловажный фактор, ведь очень часто именно по причине поломки горелки сварочный полуавтомат выходит из строя. Если предстоит интенсивные режимы работы, тогда выбирайте горелку с жидкостным охлаждением. Также желательно, чтобы горелка была не встроенной, а подключалась к сварочнику через евроразъем. Это позволит без проблем заменить вышедшую из строя горелку на новую.
Регулировка тока в сварочных полуавтоматах может быть плавной или ступенчатой. В первом случае вы можете самостоятельно устанавливать необходимое значение напряжения и сварочного тока. Если вы намерены купить полуавтоматический сварочный аппарат со ступенчатой регулировкой тока, тогда выбирайте модель в которой не менее 5-ти ступеней. Таким образом, оператор устанавливает фиксированное значение сварочного тока и напряжения, не беспокоясь о том, что настройка собьется.
Для более легкой настройки и контроля режима работы сварочного аппарата выбирайте модель с цифровым индикатором, который будет точно установленные и фактические значения сварочного тока и напряжения.
Очень важно, чтобы сварочный полуавтомат был оснащен защитным функционалом от перегрузок и короткого замыкания. В основном таким функционалом является встроенный автоматический выключатель, если же он отсутствует позаботьтесь о том, чтобы аппарат был подключен через внешний автоматически выключатель необходимого номинала.
Надеемся, что данная статья поможет вам определиться с моделью сварочного полуавтомата и он будет служить вам долгие годы.
классификация и основы функционирования — Строительство
Полуавтоматическая сварка на сегодняшний день является самой востребованной технологией. Там, где необходимо провести качественные, прочные и аккуратные сварные швы, просто не обойтись без сварочного полуавтомата. Приобрести подобное оборудование можно на странице https://www.vdr.com.ua/oborudovanie/svarka/svarochnye-poluavtomaty.html, где представлен широкий модельный ряд сварочных инверторов и полуавтоматов. Такие аппараты успешно используются как в частном секторе, так и на производстве. И для того, чтобы выбрать оптимальный вариант для своих нужд, следует немного изучить их классификацию и основы функционирования.
И для того, чтобы выбрать оптимальный вариант для своих нужд, следует немного изучить их классификацию и основы функционирования.
Сварочные полуавтоматы: основы функционирования
На сегодняшний день рынок профессионального оборудования представлен широкой модельной линейкой сварочных полуавтоматов. При этом каждый аппарат имеет свои отличительные особенности и технические характеристики. Подобное оборудование можно назвать универсальным, так как с ним можно проводить как ручную и полуавтоматическую сварку, так и аргонно-дуговые швы с использованием неплавящихся вольфрамовых электродов. Все это делает сварочные полуавтоматы функциональными, и позволяет использовать их при проведении сварочных работ:
- с черными и цветными металлами;
- с нержавейкой;
- с легированной и углеродистой сталью;
- с толстостенными деталями;
- с тонколистовым металлом.
При работе швы сварки получаются аккуратными и прочными, не требуют дополнительной зачистки. При этом уровень разбрызгивания металла небольшой. Само устройство сварочного полуавтомата не сложное, а принцип работы прост в своем понимании. К дополнительным преимуществам таких аппаратов следует отнести высокую производительность, широкую сферу применения и универсальность.
При этом уровень разбрызгивания металла небольшой. Само устройство сварочного полуавтомата не сложное, а принцип работы прост в своем понимании. К дополнительным преимуществам таких аппаратов следует отнести высокую производительность, широкую сферу применения и универсальность.
Классификация оборудования
Профессиональная деятельность требует приобретения качественного и эффективного оборудования, и сварочные полуавтоматы именно таковыми и являются. По своей мощности, функциональности и производительности, подобные устройства подразделяют на модели:
- бытового;
- полупрофессионального;
- профессионального класса.
Бытовые аппараты могут работать от генератора переносного типа, а также от бытовой сети, и при этом показывать хорошую работу. Стоимость таких агрегатов вполне доступная, и приобрести их себе может позволить каждый.
Полупрофессиональные сварочные полуавтоматы могут использоваться как в частном секторе, так и на производстве. С ними можно сваривать несложные конструкции из металла, проводить ремонт кузова машины, заборов и т.д.
С ними можно сваривать несложные конструкции из металла, проводить ремонт кузова машины, заборов и т.д.
Профессиональные модели, как правило, применяются только на производстве. С их помощью проводят сварку сложных металлических конструкций. Они выдерживают высокие нагрузки, и способны работать длительный период времени. Цена на подобное оборудование будет гораздо выше, чем на бытовые устройства.
Полуавтоматический сварочный аппарат– лучший выбор
Готовы оптимизировать процесс ручной сварки для повышения его эффективности и постоянного улучшения конечных продуктов? Обновление ваших методов сварки с помощью полуавтоматического сварочного аппарата выведет ваш производственный процесс на новый уровень, при этом увеличивая вашу прибыль.
Роботизированная или полностью автоматизированная сварка не идеальна для каждого проекта – ожидаемый срок службы, стоимость инструмента и требуемая гибкость – все это факторы, которые следует учитывать. При этом полуавтоматические сварочные системы – отличный вариант, поскольку они могут удвоить производительность квалифицированного сварщика вручную, сохраняя при этом высокий уровень контроля.
При этом полуавтоматические сварочные системы – отличный вариант, поскольку они могут удвоить производительность квалифицированного сварщика вручную, сохраняя при этом высокий уровень контроля.
Что такое полуавтоматическая сварка?
Полуавтоматическая сварка – это форма ручной сварки, в которой используется соответствующее оборудование, которое автоматически контролирует один или несколько условий сварки. Оператор машины манипулирует элементами управления машины, чтобы начать сварку, и наблюдает за процессом и конечным результатом для обеспечения качества.Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Преимущества полуавтоматических сварочных аппаратов
Области применения, которые больше всего выигрывают от полуавтоматического оборудования . – это когда качество или функция вашего сварного шва очень важны, если необходимо выполнять повторяющиеся сварные швы или детали уже прошли дополнительные процессы до начала сварки. Полуавтоматические сварочные системы предлагают множество преимуществ для множества применений:
Полуавтоматические сварочные системы предлагают множество преимуществ для множества применений:
- Повышает безопасность работников
- Поддерживает высокое качество сварочной продукции – целостность и повторяемость
- Повышает общий выпуск продукции
- Уменьшает количество производимого брака
- Дешевле, чем роботизированная сварка
- Может использоваться с различными технологиями, включая сварку TIG и сварку MIG
Готовы перейти на автоматическую сварочную систему? Свяжитесь с нашими инженерами по сварке сегодня.
Классификация сварочных процессов: 7 типов
В этой статье освещаются семь основных типов сварочных процессов. Типы: 1. Ручная сварка 2. Полуавтоматическая сварка 3. Автоматическая сварка 4. Автоматическая сварка 5. Адаптивное управление 6. Дистанционная сварка 7. Роботизированная сварка.
Тип № 1. Ручная сварка:
Это означает, что все восемь операций последовательности сварки выполняются вручную. Однако обратите внимание, что этап 4, который представляет собой «относительное движение между сварочной головкой и изделием», может включать в себя некоторую механическую помощь, такую как сварочный манипулятор, который перемещает деталь примерно с правильной скоростью для сварки.
Однако обратите внимание, что этап 4, который представляет собой «относительное движение между сварочной головкой и изделием», может включать в себя некоторую механическую помощь, такую как сварочный манипулятор, который перемещает деталь примерно с правильной скоростью для сварки.
Один из таких манипуляторов, называемый гравитационным двигателем, показан на рис. 21.1, на котором сварщик наматывает груз, а затем регулирует скорость стола, удерживая край и позволяя ему проходить сквозь пальцы с желаемой скоростью, что позволяет ему выполнять более аккуратные и непрерывные сварные швы. о круговых аферах в положении сварки вниз.
Ручная сварка наиболее популярна при сварке SMAW, GTAW, газокислородной и плазменной сварке.
Тип # 2.Полуавтоматическая сварка:
В этой системе этап 5, который представляет собой «управление параметрами сварки, такими как скорость подачи проволоки в GMAW или длительность тока при контактной сварке с помощью сварочного аппарата, осуществляется автоматически», но сварочные средства находятся в руках. Этап 4, то есть относительное движение между сварочной головкой и работой, обычно выполняется вручную, но можно использовать механические средства, такие как конвейерная лента или рабочий манипулятор. Таким образом, процесс GMAW можно использовать в сочетании с гравитационным двигателем для повышения качества и производительности сварки.
Этап 4, то есть относительное движение между сварочной головкой и работой, обычно выполняется вручную, но можно использовать механические средства, такие как конвейерная лента или рабочий манипулятор. Таким образом, процесс GMAW можно использовать в сочетании с гравитационным двигателем для повышения качества и производительности сварки.
Различные операции на стадиях 3 и 6, то есть «запуск и остановка работы», могут выполняться последовательно автоматически с помощью одного двухпозиционного переключателя.
Полуавтоматическая сварочная система наиболее популярна с GMAW и FCAW. Хотя этот метод можно использовать с процессами GTAW, SAW и ESW, но он используется редко.
Тип # 3. Автоматическая сварка :
Это система, в которой, по крайней мере, этап 5 – «управление параметрами сварки», а этап 4 i.е., «относительное движение между сварочной головкой и изделием» выполняется автоматически. Обычно один переключатель, работающий через устройство последовательности, управляет элементами управления мощностью и расходными материалами, такими как провод и газ. Это также может привести к автоматическому срабатыванию устройства для заполнения кратера, если оно установлено. На рис. 21.2 показана блок-схема типичной автоматической сварочной системы.
Это также может привести к автоматическому срабатыванию устройства для заполнения кратера, если оно установлено. На рис. 21.2 показана блок-схема типичной автоматической сварочной системы.
В автоматической системе сварки этапы 1, 2, 7 и 8 выполняются вручную или запускаются вручную.Согласно вышеизложенной логике, гравитационная сварка классифицируется как переносной автоматический метод сварки.
Автоматическая сварочная система наиболее популярна с процессами SAW и ESW. Он также в ограниченном объеме используется в процессах GTAW, GMAW, FCAW и плазменной сварки.
Тип # 4. Автоматическая сварка:
Автоматическая сварочная система выполняет все восемь этапов от сборки и передачи деталей на сварочную головку без регулировки органов управления сварщиком.Сварка, которая может быть завершена в один или несколько этапов, и окончательный выброс готового продукта выполняются механически без ручного вмешательства. Важным аспектом автоматизированной сварки является то, что оператору не нужно постоянно контролировать операцию. По сравнению с автоматической сваркой это увеличивает производительность, улучшает качество и снижает утомляемость оператора.
Важным аспектом автоматизированной сварки является то, что оператору не нужно постоянно контролировать операцию. По сравнению с автоматической сваркой это увеличивает производительность, улучшает качество и снижает утомляемость оператора.
На рис. 21.3 показана принципиальная схема автоматизированной сварочной системы, в которой используются мини-компьютер, мульти-программатор и блок отслеживания мошенничества.Автоматические сварочные системы широко используются с процессами SAW, GMAW и FCAW. В ограниченной степени GTAW, PAW и ESW также используются в автоматических режимах.
Рис. 21.3 Принципиальная схема автоматизированной сварочной системы
Тип # 5. Адаптивное управление:
В связи с более широким использованием автоматических и автоматизированных сварочных систем, крайне важно, чтобы сварочная головка двигалась точно по траектории соединения и обеспечивала сварные швы желаемых характеристик и качества. Обычно это делается с помощью устройств, называемых адаптивным управлением.
Обычно это делается с помощью устройств, называемых адаптивным управлением.
Адаптивное управление в сварочных системах, таким образом, преследует две цели, а именно: отслеживание мошенничества и контроль качества.
Есть несколько типов устройств для отслеживания шва. Самый простой из них показан на рис. 21.4. представляет собой механический толкатель, который использует подпружиненные колеса для физического следования стыковому шву. Эта система удовлетворительно работает на длинных горизонтальных или вертикальных путях, но может оказаться бесполезной для отслеживания швов по изогнутой траектории, как видно из двух положений этого типа трекера мошенничества, показанных на рис.21.5.
Другие системы отслеживания швов включают электромеханические устройства, в которых используются легкие электронные датчики. Однако их способность отслеживать многопроходные сварные швы и швы с квадратной канавкой ограничена. На них также отрицательно влияет высокая температура сварки.
Некоторые другие системы, используемые в процессе GTAW, основаны на обнаружении дуги с использованием управления напряжением дуги для поддержания пути. Более сложные версии отслеживания дугового шва используют механизм для колебания дуги и интерпретации изменений характеристик дуги для определения местоположения стыка.Такая система может быть желательной или нежелательной для конкретного процесса сварки и может быть ограничена в скорости движения из-за требований к колебаниям.
Безусловно, самые сложные системы отслеживания мошенничества относятся к оптическому типу, в которых используются видеокамеры, как показано на рис. 21.6, или другие устройства для получения двух- или трехмерного изображения сварного шва. Эти изображения используются компьютерной системой, чтобы сварочная головка очень точно следовала траектории соединения.
Оптическая система слежения за швом с использованием лазерного луча – это новейший метод достижения высокой точности при следовании заданной траектории сварки. Однако острые углы и эффект сварочного тепла и дыма по-прежнему создают проблемы, которые полностью не преодолены.
Однако острые углы и эффект сварочного тепла и дыма по-прежнему создают проблемы, которые полностью не преодолены.
Адаптивное управление, используемое для контроля качества в процессе контактной сварки, позволяет продолжать процесс до тех пор, пока не будет сформирован крупинка нужного размера.
При использовании некоторой формы адаптивного управления слова «с отслеживанием мошенничества» или «с адаптивным управлением» должны быть добавлены к основному режиму процесса, например, «автоматическая сварка с отслеживанием мошенничества или точечная сварка сопротивлением с контролем качества в процессе. ‘.
Тип # 6. Дистанционная сварка:
Дистанционная сварка и автоматическая сварка имеют много общего. В обоих случаях сварка выполняется без непосредственного присутствия сварщика-человека. В случае автоматической сварки оператор может находиться всего в нескольких метрах от места проведения сварки, но сварщик также может находиться на расстоянии многих метров.
Это связано с тем, что во время работы не требуется контроль и регулировка. Во многих случаях сварочные операции выполняются за шторами, поэтому оператор не может даже видеть выполняемые операции или на него не влияет дуга.
Дистанционная сварка во многом похожа на автоматическую сварку тем, что сварщик не находится в месте сварки и может находиться на большом расстоянии от него. Однако разница в том, что автоматическая сварка обычно предназначена для выполнения одного и того же идентичного сварного шва раз за разом. Дистанционная сварка обычно включает операции технического обслуживания, при которых каждый сварной шов может отличаться от предыдущего.
Когда один и тот же сварной шов выполняется снова и снова, удаленная сварка становится похожей на автоматическую сварку.Дистанционная сварка становится все более широко используемой с увеличением числа атомных электростанций. Как правило, это выполняется там, где люди не могут присутствовать из-за враждебной атмосферы, например, там, где существует высокий уровень радиоактивности. Поэтому блоки технического обслуживания должны включать удаленные работы, включая сварку.
Поэтому блоки технического обслуживания должны включать удаленные работы, включая сварку.
Некоторые из типичных применений дистанционной сварки включают запечатывание радиоактивных материалов в металлические контейнеры. Герметизация твэлов и стержней мишеней также выполняется в атомной промышленности дистанционной сваркой, как показано на рис.21.12.
Дистанционная сварка находит применение на некоторых предприятиях радиохимической обработки, где работают с высококоррозионными растворами. Это также делается для ядерных реакторов, где условия эксплуатации требуют наивысшего качества сварки. Заглушка негерметичных трубок теплообменников на атомных электростанциях – еще одно применение удаленной сварки с использованием автоматической установки GTAW.
Сварные швы труб в радиоактивной атмосфере также выполняются дистанционно с помощью автоматических GTAW-головок.Дистанционные сварные швы в трубах и трубках выполняются так, как если бы они выполнялись на оборудовании в нормальных условиях.
Тип # 7. Роботизированная сварка:
Роботизированная сварка в основном является частью автоматизированной сварочной системы, но рассматривается отдельно, потому что из всех технологий, доступных в настоящее время, роботы, возможно, являются наиболее захватывающими и, следовательно, нуждаются в особом справочнике по автоматизации сварки. Шарнирно-сочлененные роботы могут точно имитировать продуктивные действия человека в сварочной среде и в определенных пределах обеспечивают приемлемую альтернативу для выполнения многих монотонных и, следовательно, утомительных задач, которые часто встречаются в промышленности.В этом контексте робот может быть экономичным решением многих задач дуговой сварки.
В простейшем случае робот – это манипулятор, который можно программировать по желанию. Манипулятор приводится в действие исполнительными механизмами, такими как электродвигатели, и управляется компьютером. Большинство сварочных роботов имеют пять или шесть осей, по которым они перемещаются. Некоторые из этих осей являются линейными, а другие – вращательными.
Некоторые из этих осей являются линейными, а другие – вращательными.
Комбинация линейных осей и осей вращения делает робота более или менее подходящим для конкретной задачи или ряда задач.Контроллер робота имеет память, в которой могут храниться программы, и эти программы можно воспроизводить по желанию. Таким образом, обучаемые программы могут быть записаны для использования в будущем. Поскольку роботы обладают такой гибкостью, они отличаются от фиксированной автоматизации, которая предназначена только для одной задачи. На рис. 21.13 показаны основные элементы роботизированной сварочной системы, использующей шарнирно-сочлененный робот.
Несомненно, роботы не могут выполнять всю работу, выполняемую в настоящее время людьми, и сомнительно, что они когда-нибудь будут.Там, где должны свариваться экзотические материалы или где доступ сильно ограничен, где допуски на предварительные сварочные процессы недостаточно легкие или когда компоненты не могут быть надлежащим образом зажаты во время сварки, возможности использования робота сокращаются.
Несмотря на эти ограничения, существует множество приложений, в которых роботизированная система доказывает свою ценность, потому что сварка вряд ли может не стать областью роста, поскольку операция по своей природе трудоемкая, часто повторяющаяся и является экологически неприятным занятием, поэтому она требует навыки, которые довольно легко могут быть переданы роботу. Также случайно при сварке часто используется рабочий манипулятор, устройство, которое благодаря своим собственным движениям может упростить программу, которую необходимо обучить роботу, и может легко взаимодействовать с последним.
Таким образом, эффективная роботизированная сварка – это не только вопрос правильного взаимодействия между управляющей электроникой и сварочным комплексом, но также зависит от прецизионного, программируемого оборудования для обработки деталей, работающего в очень узких пределах.
Типы сварочных роботов:
В области сварки роботы были впервые представлены для точечной сварки в автомобильной промышленности, и они хорошо зарекомендовали себя в этой области. Однако в настоящее время основное внимание уделяется разработке сварочных роботов MIG.В последнее время были разработаны даже сварочные роботы TIG, потому что сварка TIG – это сложная, медленная и, следовательно, утомительная работа, при которой сварочная горелка должна оставаться в точном положении, а сварщик должен мириться с интенсивно пульсирующей дугой вольфрамового электрода.
Однако в настоящее время основное внимание уделяется разработке сварочных роботов MIG.В последнее время были разработаны даже сварочные роботы TIG, потому что сварка TIG – это сложная, медленная и, следовательно, утомительная работа, при которой сварочная горелка должна оставаться в точном положении, а сварщик должен мириться с интенсивно пульсирующей дугой вольфрамового электрода.
В случае, если соединение требует присадочной проволоки, ситуация еще хуже, так как другая рука должна подавать проволоку под правильным углом и с такой же точностью. Когда заготовка имеет сложную форму с несколькими короткими соединениями под разными углами или в случае несимметричного соединения труб, подходящего оборудования до сих пор не было.Поскольку к сварке TIG прибегают только в том случае, если исходный материал представляет собой специальный сплав или когда в процессе производства необходимо обеспечить полное проплавление без каких-либо сварочных дефектов, она обычно применяется только в некоторых особых случаях.
Однако, поскольку он используется для изготовления критических соединений в таких отраслях, как авиастроение, производство пищевых продуктов, химическая промышленность, производство огнестрельного оружия и прецизионных инструментов, роботы для сварки TIG были разработаны для промышленного использования, в котором они работают. сварочной горелкой и подает присадочную проволоку в шов.На рис. 21.14 показаны основные элементы системы сварки TIG, использующей инфракрасный сканер для отслеживания шва.
Рис. 21.14 Робот-система для сварки TIG, использующая инфракрасный сканер для отслеживания мошенничества
Последней разработкой в индустрии сварочных роботов является внедрение робота, в котором используется лазерная система технического зрения для дуговой сварки, когда свариваемые детали имеют большие неровности. Такой робот может обнаруживать вариации и исправлять их, как это сделали бы люди в режиме реального времени.
Для эффективного использования сварочного робота важно следовать установленной процедуре, иначе это может привести к смещению дуги и, как следствие, низкому качеству сварных швов, как показано для стыковых и угловых швов на рис. 21.15 и 21.16 соответственно. Кроме того, неправильная процедура может повлечь за собой дополнительное перемещение заготовки, как показано на рис. 21.17, что приведет к задержке в производстве и увеличению стоимости продукта.
21.15 и 21.16 соответственно. Кроме того, неправильная процедура может повлечь за собой дополнительное перемещение заготовки, как показано на рис. 21.17, что приведет к задержке в производстве и увеличению стоимости продукта.
Меры предосторожности при использовании роботов :
Использование робота никоим образом не отменяет существующие требования безопасности к любой сварочной установке.Робот обязательно поможет, потому что его использование позволяет убрать людей из опасных или нездоровых ситуаций. Это не только улучшает трудовые отношения, но также может повысить производительность за счет устранения перерывов на отдых, которые часто требуются по закону в некоторых обстоятельствах.
Риск, который робот вносит в окружающую среду, лучше всего понять, если рассматривать робота как слепую, глухую и немую автоматизацию, которая будет реагировать только на сигналы, вводимые непосредственно в его мозг.Однако роботы могут точно подражать навыкам человека, но это только в том случае, если окружающая среда остается постоянной.
Самая большая сила робота в том, что он может игнорировать тепло, свет, излучение и т. Д. Его самая большая слабость в том, что он не имеет присущей нам реакции на окружающую среду. В свете этих фактов следует признать, что роботы и люди плохо сочетаются друг с другом и что пропуски должны быть выданы тем сотрудникам, которым разрешено контактировать с роботизированной системой.
Роботизированные системы представляют собой сложные взаимодействия компьютерной электроники, механических систем и систем управления. Они могут выйти из строя неожиданным образом, поэтому необходимо принять меры для защиты окружающих людей и процессов. Это называется отказоустойчивым. В аварийных ситуациях всегда должно быть предусмотрено ручное управление.
Заявки:
Роботы находят применение на работе, которая может быть опасной для человека, или на грязной или утомительной работе, где трудно поддерживать эффективность.Помимо снижения затрат за счет повышения производительности, другими преимуществами роботов являются постоянная точность, минимальные потери материалов, стабильная оплата труда, потому что отсутствие работы означает отсутствие оплаты, и, наконец, не будет проблемой нехватка квалифицированного персонала.
Теоретически робота можно использовать даже для разовой работы, но было бы явно напрасной тратой времени постоянно программировать робота, если задача может быть выполнена за одно и то же время традиционными методами. Однако, если это серийное производство и партия повторяется с любой регулярностью, например, еженедельно или ежемесячно, и если приспособления могут быть точно расположены после их использования для первого сварного шва, то использование робота может быть распределено по многим компонентам. .
Когда размер партии становится слишком большим, необходимо снова проверить робота, чтобы выяснить, не может ли стационарная автоматизация быть лучшим предложением. В этих обстоятельствах роботы могут быть оправданы, если партия будет меняться каждый год, так что затраты на переоснащение могут быть ограничены.
Размер сварной конструкции обычно не вызывает затруднений в обращении при условии обеспечения доступа. С другой стороны, толщина свариваемого материала накладывает множество ограничений, например, когда металл становится очень тонким, скажем, менее 1 мм, сварка становится все более и более критичной.
Сварной шов должен быть уложен очень быстро, чтобы избежать прожога », а сварная деталь может сильно деформироваться во время сварки. Эти нежелательные условия не подходят роботу, который в основном ожидает относительно стабильного набора условий сварки. При возникновении трудностей иногда можно либо перепроектировать продукт, либо перепланировать работу в соответствии с требованиями робота. Следовательно, использование сварочного робота, вероятно, также будет стимулировать изменения в конструкции продукта, чтобы облегчить доступ к стыкам, и из-за улучшенного качества поверхности сварного шва можно будет указать больше внешних сварных швов.
Робот стоит :
Стоимость роботизированной системы для дуговой сварки может варьироваться от 25 лакхов до 30 рупий. Ожидается, что срок службы роботизированной системы дуговой сварки составит от 10 до 20 лет. Если система стареет, она, вероятно, устареет и будет относительно неэффективной. Кроме того, неразумно ожидать, что поставщики роботов будут хранить запасные части для роботов каждой модели на неопределенный срок.
Ожидается, что с точки зрения производительности роботы увеличат производительность на 200–300 процентов по сравнению с лучшей ручной производительностью.
В нормальных условиях робот окупится в течение 2–3 лет. Затраты на техническое обслуживание сравнительно невысоки, и в среднем робот работает около 500 часов или около 3 месяцев рабочего времени между поломками.
Классификация и характеристики сварочного аппарата
Классификация сварочного оборудования
По степени автоматизации сварки сварочное оборудование можно разделить на оборудование для ручной сварки и оборудование для автоматической сварки.Оборудование для ручной сварки в основном включает в себя газовую сварку CO2, сварочный аппарат TIG и сварочный аппарат в среде защитного газа, а сварочный аппарат TIG требует более высоких требований к рабочим навыкам. Автоматическое сварочное оборудование управляется электрической системой, должно быть оборудовано в соответствии с механизмом подачи проволоки, устройством отслеживания длины сварочной дуги, поворотным приводом, приспособлением, поворотными валками, комплектом сварочного питания автоматизированного сварочного оборудования, включая сварочного робота, кольцевого продольного шовный сварочный автомат, позиционер, сварка и портальная сварка. Сегодня Китай – это оборудование, производящее электроэнергию. Китайские сварочные аппараты экспортируются во многие страны Европы и Америки и пользуются популярностью у многих зарубежных клиентов.
Сегодня Китай – это оборудование, производящее электроэнергию. Китайские сварочные аппараты экспортируются во многие страны Европы и Америки и пользуются популярностью у многих зарубежных клиентов.
Характеристики автоматического сварочного оборудования
Гибкие способы пайки одновременно поддерживают точечную сварку и пайку, автоматическое паяльное оборудование – все параметры процесса устанавливаются самими клиентами, чтобы адаптироваться к различным сложным паяльным работам и процессам микропайки, все параметры пайки могут быть считаны и сопровождается координатами паяного соединения, что обеспечивает гибкость операций пайки.Компоненты утюга можно регулировать под любым углом, регулировать любое положение, а вал контрольной группы паяльника R может свободно вращаться на 360 градусов, а количество времени прогрева, отправляемого оловом и время пайки, может быть произвольно установлено в зависимости от контактных площадок и компонентов , виды плат паяных соединений сложного процесса сварки, диверсификация паяльных работ. Робот с четырьмя и пятью осями, автоматическое паяльное оборудование, используемое во всех сервоприводах, и усовершенствованный алгоритм управления движением эффективно повышают точность и повторяемость позиционирования конца движения – наконечника, обеспечивают точное позиционирование произвольной пайки в трехмерном пространстве.
Робот с четырьмя и пятью осями, автоматическое паяльное оборудование, используемое во всех сервоприводах, и усовершенствованный алгоритм управления движением эффективно повышают точность и повторяемость позиционирования конца движения – наконечника, обеспечивают точное позиционирование произвольной пайки в трехмерном пространстве.
Разнообразное сварочное оборудование
Оборудование для ручной дуговой сварки: для ручной дуговой сварки используется простое устройство, метод простой, гибкий, адаптируемый, но он предъявляет очень высокие требования к работе сварщиков. Газовые плиты используются при сварке углеродистой стали, низколегированной стали, нержавеющей стали , медь и медные сплавы и другие металлические материалы. Устройства для дуговой сварки под флюсом (SAW) состоят из источника сварочного тока, аппарата для дуговой сварки под флюсом и вспомогательного оборудования. Его мощность может быть переменного, постоянного или переменного и постоянного тока.Аппараты для дуговой сварки под флюсом делятся на две основные категории: сварочные автоматы и полуавтоматы. Оборудование для дуговой сварки в среде защитного газа CO2 состоит из источника сварочного тока, системы подачи газа, механизма подачи проволоки и горелки. Сварочное оборудование MIG в инертном газе включает в себя четыре основных части сварочной горелки, устройство подачи и контроля сварочного тока, систему подачи газа и воды. И другое оборудование для плазменно-дуговой сварки, включая систему управления мощностью сварки, сварочную горелку, газовую систему и водную систему.Оборудование для ультразвуковой сварки включает в себя аппарат для ультразвуковой сварки пластмасс и аппарат для ультразвуковой сварки металлов.
Оборудование для дуговой сварки в среде защитного газа CO2 состоит из источника сварочного тока, системы подачи газа, механизма подачи проволоки и горелки. Сварочное оборудование MIG в инертном газе включает в себя четыре основных части сварочной горелки, устройство подачи и контроля сварочного тока, систему подачи газа и воды. И другое оборудование для плазменно-дуговой сварки, включая систему управления мощностью сварки, сварочную горелку, газовую систему и водную систему.Оборудование для ультразвуковой сварки включает в себя аппарат для ультразвуковой сварки пластмасс и аппарат для ультразвуковой сварки металлов.
www.chinaweldingmachines.com – ведущий производитель сварочных аппаратов, специализирующийся на производстве и продаже инверторных сварочных аппаратов, с годовым ростом производства и продаж более чем на 20%. Наша основная продукция, такая как инверторные сварочные аппараты, широко применяется в различных сварочных проектах и областях, таких как автомобилестроение, судостроение, авиация, электроника, оборудование, машины и т. Д.Приглашаем посетить наш сайт для получения более подробной информации!
Д.Приглашаем посетить наш сайт для получения более подробной информации!
Статья взята из: http://supply.glass-machine.com/china-welding-machines/classification-and-features-of-welding-machine.htm
MAG сварка | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MAG, в которой рассматриваются области, в которых используется сварка MAG, типы используемых защитных газов и сварочной проволоки, а также особенности сварочных аппаратов MAG. Также объясняются различные подкатегории сварки MAG в защитном газе.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания в области сварки, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей. Скачать Сварка MAG (Metal Active Gas) – это тип дуговой сварки, в которой используется активный газ (углекислый газ [CO 2 ] или газовая смесь аргона и CO 2 ). Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 .Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 .Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
При автоматической или полуавтоматической сварке MAG в качестве электрода используется сварочная проволока, свернутая в бухты, вместо сварочного стержня, используемого при дуговой сварке защищенным металлом (ручная дуговая сварка).
Спиральная проволока прикрепляется к устройству подачи проволоки и автоматически подается к наконечнику горелки подающим роликом, который приводится в действие электродвигателем.На провод подается напряжение, когда он проходит через контактный наконечник, удерживающий провод.
Между проволокой и основным материалом зажигается дуга, которая одновременно расплавляет проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы. В качестве защитного газа используется газ CO 2 , газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
В качестве защитного газа используется газ CO 2 , газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
По сравнению с дуговой сваркой в среде защитного металла скорость наплавки, при которой электрод становится металлом шва, выше, что дает преимущество высокой эффективности работы за счет глубокого проплавления основного материала. Есть и другие важные преимущества, например, высокое качество металла шва и то, что установка сварочной горелки на роботе позволяет выполнять автоматическую сварку.
- Ar + CO 2 газовая смесь
или CO 2 газ - Сплошной проволочный электрод
Полуавтоматический сварочный аппарат MAG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Проволока должна подаваться с постоянной скорости от устройства подачи. Следовательно, для источника питания сварки обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой механизм подачи с постоянной скоростью.
- Баллон газовый
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MAG можно классифицировать по защитному газу или типу сварочной проволоки.
Что касается сварочной проволоки, то сплошная проволока имеет поперечное сечение, полностью состоящее из того же материала.Поверхность проволоки для углеродистой стали покрыта медью для улучшения сопротивления ржавчине и повышения электропроводности. Сплошная проволока без покрытия без медного покрытия дает такие преимущества, как стабильная дуга и простота обслуживания внутренней части сварочной горелки.
Порошковая проволока содержит сердечник из флюса внутри проволоки. Они обеспечивают такие преимущества, как стабильная дуга, меньшее разбрызгивание и хороший внешний вид сварного шва.
Они обеспечивают такие преимущества, как стабильная дуга, меньшее разбрызгивание и хороший внешний вид сварного шва.
Кроме перечисленных, существуют порошковые и металлопорошковые проволоки.Первый характеризуется высокой скоростью осаждения, а второй – меньшим образованием шлака.
Дом
Что такое сварочный аппарат? Классификация сварочных аппаратов
В процессе обрабатывающей промышленности, механической обработки, у нас не может отсутствовать специализированный инструмент – сварочный аппарат. Итак, какова функция сварочного оборудования и насколько важна роль сварочного аппарата в жизни, производстве и строительстве? Давайте на сайте TipsMake.com изучим основные концепции сварочных аппаратов, как классифицировать и различать популярные сварочные аппараты в текущем механическом приложении в автономном режиме!
Быстрый просмотр содержания
- Что такое сварочный аппарат?
- Основы сварочного аппарата
- Основной принцип сварочного аппарата
- Классификация сварочных аппаратов
- Что такое сварочный аппарат?
- Что такое сварочный аппарат TIG?
- Что такое сварочный аппарат MIG?
- Что такое сварочный аппарат MAG?
- Что такое машина плазменной резки?
Что такое сварочный аппарат?
Основы сварочного аппарата
Представьте себе отдельные куски металла, как соединить друг с другом? Сварочные работы вам в этом помогут очень просто! Путем сварки плавлением сварочный аппарат поможет сделать соединения между неоднородными (или любой толщины) металлами или сплавами, которые будут стабильными и чрезвычайно прочными.
Сварочные аппараты помогают эффективно соединять металлы и сплавы.
Основной принцип сварочного аппарата
В основном, существует два способа сварки: сварка плавлением металла, который нужно сваривать, или плавление с добавлением сварочных материалов.
При сварке плавящимся металлом в сварочном положении металл переходит в жидкое состояние. Локальное оплавление металла производится по краям соединительного элемента. Когда источник нагрева металла выключен, расплавленный припой будет конденсироваться, образуя сплошной монолитный сварной шов с двухчастной структурой связи.
Очевидно, что применение такого сварочного механизма в обрабатывающей промышленности, машиностроении является предварительным этапом, необходимым для создания рамы производственной машины или восстановления конструкций и деталей, подлежащих демонтажу.
Классификация сварочных аппаратов
Есть много способов классифицировать разные сварочные аппараты. Например, по производственной технологии люди делятся на два типа сварочных аппаратов для механической и электронной сварки; Инверторные сварочные аппараты малой мощности с током около 200 А или меньше также известны как мини-электронные сварочные аппараты, поскольку они маленькие, компактные и легкие, как следует из названия.Фактически, наиболее часто используемый способ классификации сварочных аппаратов основан на методах сварки, которые часто делятся на категории: аппараты для прутковой сварки, аппараты для сварки TIG, аппараты для сварки MIG, аппараты для сварки MAG, многоцелевые сварочные аппараты. (комбинируйте 2 – 3 разных метода сварки). Кроме того, в дополнение к сварке металлов и сплавов механики часто используют дополнительное устройство для станков плазменной резки металла. Вот подробная информация о каждом типе сварочного аппарата.
Например, по производственной технологии люди делятся на два типа сварочных аппаратов для механической и электронной сварки; Инверторные сварочные аппараты малой мощности с током около 200 А или меньше также известны как мини-электронные сварочные аппараты, поскольку они маленькие, компактные и легкие, как следует из названия.Фактически, наиболее часто используемый способ классификации сварочных аппаратов основан на методах сварки, которые часто делятся на категории: аппараты для прутковой сварки, аппараты для сварки TIG, аппараты для сварки MIG, аппараты для сварки MAG, многоцелевые сварочные аппараты. (комбинируйте 2 – 3 разных метода сварки). Кроме того, в дополнение к сварке металлов и сплавов механики часто используют дополнительное устройство для станков плазменной резки металла. Вот подробная информация о каждом типе сварочного аппарата.
Что такое прутковый сварочный аппарат?
Стержневой сварочный аппарат, также известный как аппарат для ручной дуговой сварки, основан на принципе ручной дуговой сварки. Это процесс сварки горячим расплавом, в котором используются электроды в виде сварочных стержней, обычно с экраном и без защитного газа, при этом все сварочные операции выполняются сварщиком.
Это процесс сварки горячим расплавом, в котором используются электроды в виде сварочных стержней, обычно с экраном и без защитного газа, при этом все сварочные операции выполняются сварщиком.
Приложение : Аппарат для электродуговой сварки, предназначенный для соединения металлических частей, таких как железо, сталь, нержавеющая сталь. вместе за счет плавления и адгезии металлических материалов и сварочных материалов.
Например, сварочный аппарат Hong Ky SR-200R имеет высокую рабочую мощность – до 8.3 кВА, обеспечивает быструю и эффективную сварку, подходит для пайки, для получения исключительно красивых сварных швов.
Станок для сварки прутков Hong Ky SR-200R.
Что такое сварочный аппарат TIG?
Сварочный аппарат TIG – это тип сварочного аппарата, в котором применяется технология сварки вольфрамовым электродом в инертной атмосфере. Газ защитит сварной шов от проникновения постороннего воздуха.
Приложение : Сварочный аппарат TIG может использоваться для многих металлов, таких как нержавеющая сталь, алюминий, магний, медь и медь, никель и никелевый сплав, низкоуглеродистая сталь различной толщины.
Например, электронный сварочный аппарат Hong TIG HK TIG 200E может сваривать палочки для еды и сваривать газ аргон, используя однофазное питание 220 В, и максимально экономить электроэнергию благодаря применению инверторной технологии. Размер сварочных стержней 1,6 мм – 3,2 мм и сварочные иглы 1,6 мм – 2,4 мм, возможность регулировки выходного тока от 10 до 200 А, а средняя эффективность работы достигает 60%, обеспечивая высокую эффективность и производительность. за работой.
Электронный сварочный аппарат Hong TIG HK TIG 200E.
Что такое сварочный аппарат MIG?
Сварочный аппаратMIG использует метод дуговой сварки металлическим электродом в среде защитного газа. Основным электродом здесь является расплавленная припоя, которая автоматически наносится на объект сварки, среда – инертный газ аргон или гелий.
Приложение : Сварочный аппарат MIG часто используется для сварки сплавов, цветных металлов и высоколегированной стали Al, Ni, Cu.
Например, сварочный аппарат MIG SMARTER INMIG-250 обычно используется при производстве столов, стульев, велосипедных рам, мотоциклов, механики и т. Д., благодаря своей способности сваривать большинство металлов, легко автоматизировать и для непрерывной сварки длинных швов.
Сварочный аппарат MIG SMARTER INMIG-250.
Что такое сварочный аппарат MAG?
Сварочный аппарат MAG, также известный как полуавтоматическая сварка расплавленным электродом в защитной атмосфере газа CO 2 . При сварке СО2 нагревается и образует нерастворимый СО в жидком металле (конструкционная сталь), особенно при высокой температуре, он расширяется и движется с высокой скоростью, поэтому он оказывает защитное действие на эффективную зону сварки плавлением.
Приложение : Сварочный аппарат MAG используется для сварки конструкционной стали с низким и средним содержанием углерода. Кроме того, в конструкции большой толщины также можно использовать газовую смесь (кислород, аргон).
Что такое машина плазменной резки?
Машина плазменной резки использует принцип работы плазмы для выполнения процесса резки металла. Принцип плазменной резки основан на использовании очень высоких температур и высокой скорости движения газа из сопла плазменной режущей головки для расплавления и выдувания металла из режущей канавки.Во время использования режущая кромка плоская, а не зернистая, чтобы создать перпендикулярную режущую кромку, которая должна снизить скорость резания.
Приложение : Этот станок плазменной резки обычно используется в крупной промышленности.
Например, станок для плазменной резки HK 70 Hong Ky может резать медь, нержавеющую сталь, железо. в том числе цветные металлы и материалы высокой твердости. Машина работает стабильно, обеспечивает максимальное энергосбережение, высокую эффективность работы, безопасность при перегреве, перегрузке и нестабильных режимах электропитания.
Станок для плазменной резки Hong Ky HK 70.
Надеемся, что с приведенной выше основной информацией вы поймете больше об обычных сварочных машинах, режущих машинах, а также о том, как различать эти машины.
Если вам необходимо купить оригинальный сварочный аппарат, автомат для резки, с гарантией, обратите внимание на покупку оборудования у надежных поставщиков. Вы можете обратиться по следующему адресу, чтобы узнать и получить дополнительную консультацию:
- META Ханой: No.56 Duy Tan, Dich Vong Hau Ward, Cau Giay, Hanoi
Телефон: 024.35.68.69.69 - META HCMC: 716-718 Dien Bien Phu, Ward 10, District 10, Ho Chi Minh City
Телефон: 028.38.33.33.66
Дополнительная информация :
- ТОП-5 лучших сварочных аппаратов для сварки железных рам, железных дверей
- Самый продаваемый аппарат для сварки нержавеющей стали на сегодняшний день
- Топ 5 дешевых мини-семейных электронных сварочных аппаратов в хорошем качестве
Автоматическое сварочное оборудование | Новый и отремонтированный
Автоматизируйте сварочный процесс сегодня
Установка и оборудование для автоматизации сварки и резки – новые, подержанные и отремонтированные на продажу
Хотя есть много сварочных работ, которые лучше всего выполнять вручную, и многие другие, которые могут быть выполнены вручную при необходимости (например, если сварка слишком мала, чтобы иметь автоматический сварочный аппарат, или если необходимо провести ремонт далеко от одного из этих устройств), есть также много сварных швов, с которыми вполне можно справиться с помощью автоматизированного процесса сварки. Некоторые из них, такие как сварка труб большого диаметра во многих отраслях промышленности (например, на нефтяных буровых платформах и химических заводах, если назвать только два примера), должны выполняться автоматическим сварочным аппаратом, таким как орбитальный сварочный аппарат, из-за точность, необходимая для предотвращения потенциально опасной утечки.
Некоторые из них, такие как сварка труб большого диаметра во многих отраслях промышленности (например, на нефтяных буровых платформах и химических заводах, если назвать только два примера), должны выполняться автоматическим сварочным аппаратом, таким как орбитальный сварочный аппарат, из-за точность, необходимая для предотвращения потенциально опасной утечки.
Обычно используется автоматический сварочный аппарат в двух различных ситуациях. В полуавтоматической сварке используется предварительно запрограммированный автоматический сварочный аппарат, но детали фактически загружаются на сварочный стенд (или его аналог) оператором, который размещает их и затем включает сварочный аппарат до тех пор, пока сварка не будет завершена.Затем оператор удаляет готовую деталь и повторяет процесс столько раз, сколько необходимо.
Полностью автоматическая сварка устраняет человеческий фактор, за исключением того, что он не может наблюдать за работой оборудования. В этих установках детали и готовые заготовки перемещаются с помощью других машин, таких как конвейерные ленты, и операция сварки часто является непрерывной для большого количества отдельных деталей. Это действительно промышленное использование автоматического сварочного аппарата, которое в основном используется на очень крупных предприятиях, таких как автомобильные заводы.
Это действительно промышленное использование автоматического сварочного аппарата, которое в основном используется на очень крупных предприятиях, таких как автомобильные заводы.
Достоинства и недостатки сварочного автомата
У автоматов есть как преимущества, так и недостатки, и, как и во многих других случаях, выигрыш в одном месте компенсируется потерями в другом. Сварочные автоматы намного быстрее, чем могут когда-либо надеяться опытные сварщики, и обеспечивают достойное качество работы, несмотря на их большую скорость. Автоматический сварочный аппарат примерно в восемь раз быстрее, чем ручной сварщик. Эти сварщики не останавливаются и не устают, хотя в конечном итоге они могут перегреться и их необходимо отключить на время.Так как много сварочного лома образуется из-за усталости сварщика, когда человек держит электрод, потери будут меньше в течение долгого рабочего дня, когда автоматические сварочные системы являются основными «рабочими».
также обеспечивают высокое качество сварного шва, поскольку они полностью одинаковы в применении электрической дуги или другого сварочного инструмента. Машины всегда в работе, если только они не выходят из строя, и после того, как они были куплены, им не нужно платить.
Напротив, сварщики-люди все еще сохраняют некоторые преимущества перед сварочными автоматами. Стоимость установки даже небольшого набора автоматов для сварки может составлять около четверти миллиона долларов США, поэтому первоначальные затраты на человека-сварщика намного меньше. Автоматические сварочные аппараты также требуют очень много времени для настройки, поэтому срочность сварочных работ также должна быть взвешена. Ручная сварка чрезвычайно универсальна, в то время как автоматические сварочные аппараты выполняют эту задачу многократно и должны быть полностью перенастроены, если необходимо выполнить другой сварной шов.Кроме того, при неправильном обслуживании оборудование может выйти из строя и вызвать катастрофическую паузу в производстве.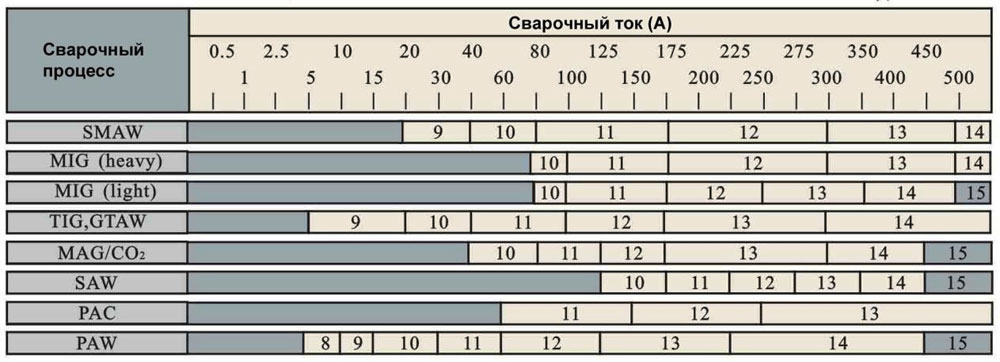 Сварочные автоматы бывают быстрыми, эффективными и очень полезными, но они не являются полным решением для каждой ситуации, и это следует учитывать их потенциальным пользователям.
Сварочные автоматы бывают быстрыми, эффективными и очень полезными, но они не являются полным решением для каждой ситуации, и это следует учитывать их потенциальным пользователям.
бывают разных форм и размеров и могут использоваться в различных областях, от сварки труб до судостроения.
Колонна и штанга (TIG, плазменная сварка, MIG и процесс под флюсом)…
Для соответствия строгим требованиям аэрокосмической и ядерной промышленности манипуляторы с колоннами и стрелами должны обеспечивать исключительную жесткость и низкий прогиб под нагрузкой. Другие важные требования включают плавность и постоянство движения оси. Для удовлетворения этих требований был разработан ряд манипуляторов с колоннами и стрелами, в которых используются высококачественные вспомогательные компоненты и снятые напряжения конструкции, которые включены в конструкцию, что обеспечивает лучшую в своем классе устойчивость.Эта философия дизайна распространяется и на более крупные модели повышенной прочности.
Легкий режим и стандартный диапазон, как правило, больше подходят для применения в аэрокосмической отрасли и в точной легкой технике, где важными факторами являются минимальный прогиб стрелы и отсутствие вибрации при полном выдвижении стрелы. Существуют варианты для прецизионного привода стрелы (для линейной сварки) или даже прецизионного привода колонны (вертикального) с использованием механизмов типа шарико-винтовой передачи с рециркуляцией. Как и во всех манипуляторах с колонной и стрелой, перемещение стрелы и колонны может осуществляться через прецизионные подшипники и направляющие.Конструктивные особенности включают в себя изделия из толстого сечения, которые были сняты напряжения, чтобы обеспечить высочайшие стандарты прямолинейности и допусков на размеры. Применимые процессы сварки включают в себя TIG, плазменную сварку и MIG / MAG, где высокая полезная нагрузка сварочной головки не является основным фактором.
Манипуляторы с колонной и стрелой Heavy Duty и Extra Heavy Duty имеют те же конструктивные особенности, что и легкие и стандартные манипуляторы, поэтому их также можно использовать для точных применений, включая такие процессы, как Dual Arc – Plasma / TIG. Однако эти устройства найдут применение, главным образом, в процессах MIG / MAG и сварки под флюсом (SAW), предлагая ряд дополнительных функций, включая тележки с приводом и вращение шкворня колонны. Для перевозки всего контрольного и сварочного оборудования доступны специальные негабаритные ходовые тележки.
Однако эти устройства найдут применение, главным образом, в процессах MIG / MAG и сварки под флюсом (SAW), предлагая ряд дополнительных функций, включая тележки с приводом и вращение шкворня колонны. Для перевозки всего контрольного и сварочного оборудования доступны специальные негабаритные ходовые тележки.
Если заводское пространство является важным фактором, мы можем предложить модели с выдвижной стрелой, что минимизирует потребность в пространстве сзади. Движение телескопических секций синхронно, чтобы обеспечить максимально возможную плавность движения.
Все манипуляторы с колоннами и стрелами предназначены для работы с различными органами управления. В зависимости от размера и режима работы управление движением стрелы может осуществляться с помощью преобразователя частоты с обратной связью от энкодера.
Бренды сварочных аппаратов для колонн и стрел: Bode, ESAB, SAF, Lincoln, Gullco, Pandjiris, Ransome, Arsonson
Аппараты для шовной сварки (TIG, плазменные и MIG-процессы) . ..
..
Установки для сварки продольным швом подходят для производства труб из материалов очень широкого диапазона толщины и длины.Применения простираются от шовной сварки труб малого диаметра с короткой длиной и сверхтонкой толщиной стенок для изготовления сильфонов и инструментов до емкостей для напитков и пивоварения большого диаметра и толстостенных сосудов высокого давления. Бренды сварщиков швов включают Bode, Jetline, ProArc, SAF, AMET, ESAB, Koike.
Свяжитесь с нашей командой, если вам понадобится помощь и совет по выбору подходящей машины и области применения для вашего проекта.
Примеры индустрии шовной сварки…
Ниже приведены некоторые примеры передовых технологий сварки швов, используемых в различных коммерческих секторах – авиакосмическая промышленность, автоматика, сильфоны, вытяжка дыма, резервуары для нагрева воды, молочное оборудование
Сварочные станки (плазменная сварка TIG и процесс MIG) …
Поставляются новые и бывшие в употреблении сварочные аппараты токарного типа для систем кольцевой сварки, подходящие для небольших компонентов, таких как сильфоны, датчики и преобразователи, вплоть до разнообразных более крупных компонентов, включая резервуары для горячей воды, топливные контейнеры, контейнеры для ядерных отходов, продукты питания и напитки. контейнеры.
контейнеры.
Для деталей малого и среднего размера мы предлагаем нашу новую линейку токарных станков Pro-Arc. Эти агрегаты головки и задней бабки оснащены редукторами со сверхнизким люфтом и гармоническими искажениями и приводом серводвигателя энкодера. Существуют варианты настольных и отдельно стоящих моделей с элементами управления, подходящими для самых требовательных точных применений. Типичные процессы сварки включают Micro TIG, Micro Plasma, TIG, Plasma и MIG.
Системы круговой токарной сварки могут работать с деталями диаметром до 1500 мм и весом до 10 000 кг.Модели меньшего размера идеально подходят для сварки таких компонентов, как воздушные цилиндры, клапанные сборки, каталитические преобразователи и гидравлические приводы. Возможны различные варианты управления, включая ПЛК. Обычно выбирается процесс сварки TIG, плазма и MIG, что соответствует требованиям к сварным швам более толстого сечения.
Марки токарного сварочного оборудования: Bode, Jetline, Pandjiris, Pro-Arc, Weldlogic,
Примеры использования сварочных токарных станков . ..
..
Ниже приведены некоторые примеры передовых технологий сварочных токарных станков, используемых в различных коммерческих секторах.Аэрокосмическая техническая сварка, Приборы и датчики, Сварка паром, воздухом и водой под давлением, Сварка боеприпасов
Роботизированное сварочное оборудование
Есть два популярных типа промышленных сварочных роботов. Это двое роботов с шарнирным соединением и прямолинейные роботы. Робототехника контролирует движение вращающегося запястья в пространстве. Описание некоторых из этих сварочных роботов приводится ниже: Прямолинейные роботы движутся по одной из трех осей (X, Y, Z). Помимо линейного движения робота по осям, к роботу прикреплено запястье, обеспечивающее вращательное движение.Это создает роботизированную рабочую зону в форме коробки.
В шарнирных роботах используются руки и вращающиеся шарниры. Эти роботы двигаются как человеческая рука с вращающимся запястьем на конце. Это создает роботизированную рабочую зону неправильной формы. При настройке роботизированного сварочного комплекса необходимо учитывать множество факторов. Роботизированную сварку нужно спроектировать иначе, чем ручную сварку. Роботизированная сварочная система может работать с большей повторяемостью, чем ручной сварщик, из-за однообразия задачи.Однако для роботов может потребоваться регулярная калибровка или перепрограммирование.
При настройке роботизированного сварочного комплекса необходимо учитывать множество факторов. Роботизированную сварку нужно спроектировать иначе, чем ручную сварку. Роботизированная сварочная система может работать с большей повторяемостью, чем ручной сварщик, из-за однообразия задачи.Однако для роботов может потребоваться регулярная калибровка или перепрограммирование.
Роботы должны иметь количество осей, необходимое для обеспечения правильного диапазона движения. Рука робота должна иметь возможность подходить к работе под разными углами. Роботизированные сварочные системы могут работать непрерывно при соблюдении соответствующих процедур технического обслуживания. Непрерывные простои производственной линии можно свести к минимуму с помощью правильной конструкции роботизированной системы. Необходимо завершить планирование следующих непредвиденных обстоятельств:
· Быстрая замена вышедших из строя роботов.
· Установка резервных роботов на производственной линии
· Распространение сварки сломанных роботов на работающих роботов рядом с
Бренды сварщиков-роботов включают Motoman, OTC, Kuka, ABB, Fanuc, Panasonic, Miller, Lincoln
Преимущества роботизированной сварки
Производительность
Робот обычно работает между двумя или более рабочими станциями. Это означает, что во время цикла роботизированной сварки оператор выгружает сварную сборку, а затем загружает новые компоненты в сварочное приспособление.Поскольку меньше манипуляций по сравнению с циклом ручной сварки, робот обеспечивает гораздо более высокое время горения дуги. Робот также очень быстро перемещается между суставами, что дополнительно сокращает время цикла. Обычно роботизированная система увеличивает производительность в два-четыре раза. Это зависит от характера сварки. Сборка с большим количеством коротких сварных швов может быть произведена с наибольшей экономией времени. Снижение затрат, которое приносит роботизированная сварка, может помочь компаниям стать более конкурентоспособными и победить конкуренцию со стороны стран-производителей с низкими затратами в Восточной Европе или Китае. Чтобы оценить, какого рода повышение производительности может быть достигнуто, было бы целесообразно сравнить время ручной сварки со временем роботизированной сварки.
Чтобы оценить, какого рода повышение производительности может быть достигнуто, было бы целесообразно сравнить время ручной сварки со временем роботизированной сварки.
Качество
Робот имеет очень высокую повторяемость (± 0,08 мм) и отличную точность следования по траектории. Робот представляет сварочный пистолет с правильным углом сварки, скоростью сварки и расстоянием. Высокая степень интеграции сварочного оборудования гарантирует, что оптимальные условия сварки могут быть использованы для каждого соединения.Конечным результатом является неизменно высокое качество продукции, изо дня в день, из года в год с уменьшением затрат на доработку, брак или удаление сварочных брызг.
Расходные материалы
Сварщик, выполняющий сварку вручную, должен решать, как выполнять сварку в соответствии с правильными стандартами, но часто сварной шов бывает слишком большого размера. Однако робот всегда сваривает шов правильной длины и размера, на выполнение которых он был запрограммирован. Это означает, что можно добиться некоторой потенциальной экономии на расходе проволоки. Если, например, ручной сварщик сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит ошеломляющие 36%!
Это означает, что можно добиться некоторой потенциальной экономии на расходе проволоки. Если, например, ручной сварщик сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит ошеломляющие 36%!
Труда
В последние годы становится все труднее нанимать сварщиков-ручных сварщиков.Как правило, существует определенная текучесть кадров, что, конечно же, требует затрат на набор и обучение. Когда рабочая сила является проблемой, компании часто работают сверхурочно или вынуждены нанимать дополнительную рабочую силу по контракту для удовлетворения потребностей, и это может серьезно повлиять на производственные затраты. Если продукты не могут быть доставлены конечному потребителю, могут быть понесены штрафы или будущий бизнес может оказаться под угрозой. Хотя ручная сварка будет требоваться всегда, компании, инвестирующие в роботизированную автоматизацию, гораздо меньше зависят от ручной сварки.
Безопасность
Роботизированная сварочная система решает проблемы здоровья и безопасности, связанные с опасным сварочным дымом и воздействием дуги. Компании могут снизить риск того, что их сотрудники потребуют компенсацию, если они будут затронуты опасной рабочей средой.
Компании могут снизить риск того, что их сотрудники потребуют компенсацию, если они будут затронуты опасной рабочей средой.
Гибкость
Робот может использоваться для сварки многих различных продуктов и позволяет компаниям рассматривать производство точно в срок. За счет сокращения незавершенного производства и уровня запасов можно добиться экономии за счет того, что к уровню запасов добавляется меньшая стоимость с точки зрения затрат на рабочую силу, транспортировку и хранение.
Площадь
По сравнению с такой же производительностью, полученной при ручной сварке, роботу требуется меньше места.
Хотите поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
В период с понедельника по пятницу в течение рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Различные типы сварочных процессов [2021]
Если вы думаете о карьере сварщика, важно определить область, в которой вы хотели бы специализироваться. Существует более 30 различных типов сварочных процессов от oxy топливо для более сложных методов лазерного луча. Хотя эти разновидности обычно делятся на четыре основные группы.
4 Основные типы сварочных процессов
Наиболее распространенными категориями сварочных процедур являются следующие: дуговая сварка металлическим электродом в среде защитного газа (GMAW / MIG), дуговая сварка вольфрамовым электродом в среде газа (GTAW / TIG), дуговая сварка в среде защитного металла (SMAW) и флюс порошковая дуговая сварка (FCAW).
В этом посте мы подробно расскажем о специфике каждого процесса и выделим различия между ними. Продолжайте читать, чтобы узнать все, что вам нужно знать о четырех основных типах сварки и о том, для чего они используются.
Газовая дуговая сварка металла (GMAW / MIG)
Этот процесс, также известный как сварка в среде инертного газа или MIG, использует тонкую проволоку в качестве электрода. Проволока нагревается по мере продвижения через сварочный инструмент к месту сварки. Необходимо использовать защитный газ для защиты сварного шва от загрязнений в воздухе.
Проволока нагревается по мере продвижения через сварочный инструмент к месту сварки. Необходимо использовать защитный газ для защиты сварного шва от загрязнений в воздухе.
Обычно это двуокись углерода, кислород, аргон или гелий. Этот метод часто используется для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и др. Из всех сварочных процессов этот наиболее популярен в строительной и автомобильной отраслях.
Газовая дуговая сварка металлическим электродом считается одним из наиболее простых в освоении методов сварки, что делает ее отличным направлением для начинающих сварщиков. Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Некоторые недостатки, связанные с этим типом сварочного процесса, связаны с затратами на получение защитного газа и невозможностью сваривать более толстые металлы или выполнять вертикальную или потолочную сварку.
Газовая дуговая сварка вольфрамом (GTAW / TIG)
Этот тип сварочного процесса, также известный как сварка вольфрамовым инертным газом или TIG, обычно используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. Обычно он применяется в производстве велосипедов или самолетов.
В отличие от других типов сварочных процессов, при сварке TIG для сварки используется неплавящийся вольфрамовый электрод. Вам по-прежнему потребуется внешний источник газа, обычно аргон или смесь аргона и гелия.
Этот метод сварки считается одним из самых сложных для освоения и обеспечивает получение наиболее качественных сварных швов.
Поскольку между дугой и свариваемой областью есть лишь крошечная область, для завершения требуется огромная точность и навыки.Известно, что сварные швы, полученные с помощью этого метода, очень прочны.
Дуговая сварка защищенного металла (SMAW)
Этот тип сварочного процесса основан на ручной технике с использованием плавящегося электрода, покрытого флюсом. Этот метод, как правило, наиболее популярен среди домашних сварщиков. Этот процесс также более неофициально известен как сварка стержнем.
Этот метод, как правило, наиболее популярен среди домашних сварщиков. Этот процесс также более неофициально известен как сварка стержнем.
Это прозвище относится к электроду, используемому для сварки металла, который имеет форму «стержня». Поскольку для дуговой сварки в экранированном металле требуется минимальное оборудование, это один из самых недорогих процессов.
Этот вид сварки не требует использования защитного газа и может выполняться на улице при ветре или дожде. Он также хорошо работает с грязью и ржавыми материалами. Тем не менее, есть и недостатки.
Ручная сварка обычно не позволяет получить продукцию самого высокого качества. Они склонны к пористости, трещинам и мелкому проникновению. Как правило, сварные швы менее долговечны, чем сварочные швы других типов.
Дуговая сварка порошковой проволокой (FCAW)
Подобно сварке MIG, дуговая сварка порошковой проволокой основана на непрерывной подаче проволоки.Есть два отдельных процесса, связанных с дуговой сваркой порошковой проволокой.
В одном из них используется защитный газ, а во втором – самозащитные агенты, образующиеся при разложении флюсов внутри проволоки.
Этот вид сварки известен тем, что он недорог и прост в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в поле.
Также позволяет сварщикам выполнять свою работу на открытом воздухе (ветер не повлияет на сварку).Полуавтоматическая дуга обеспечивает высокую скорость сварки и портативность, что делает ее популярным процессом для строительных проектов.
Начните свою сварочную карьеру в Технологическом институте Новой Англии
Диплом специалиста по сварочным технологиям в NEIT, одной из лучших сварочных школ в стране, дает интенсивный практический опыт, необходимый для начала карьера сварщика.
Программа разработана, чтобы помочь студентам овладеть навыками сварки и монтажа трубопроводов, познакомить их с САПР, строительным проектированием и научить их читать чертежи.