Сварочные приспособления: сборочно-сварочные инструменты для сварки угловых соединений, приспособы для работ под прямым углом и другие виды
alexxlab | 21.10.2019 | 0 | Разное
Сварочные приспособления. Какими бывают приспособления для сварки
22.07.2019
Приспособления для сварки являются незаменимыми в работе. Для самой сварки нужно намного меньше времени и усилий, чем подготовка к этой работе. Основную долю в подготовке занимает сборка устройства для сварки с креплением всех составляющих в необходимом положении. Этому процессу требуется особое внимание, потому как от него будет зависеть качество выполненного изделия.
Имеется разное оборудование и огромное количество разнообразных приспособлений, которые предназначены для сварочных работ. Для домашних целей подходят механические приспособления для сварки, которые позволяют выполнять быструю сборку инструмента, хорошо закрепить все составляющие в необходимом положении и получить минимальную деформацию детали.
Какие бывают приспособления?
Сварочные приспособления могут быть следующие:
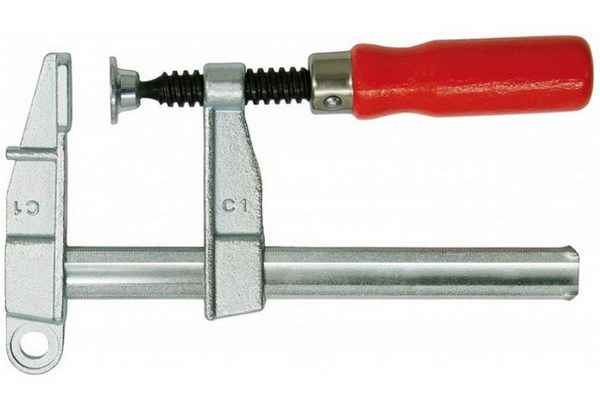
- Струбцина. Она является инструментом, который пригодится для любой работы с металлом. У нее могут быть разнообразные формы и размеры.
- Зажимы для сварки. Они удобнее в работе, чем струбцины. Элемент фиксируется благодаря сжатию ручек зажима.
- Магнитные угольники. У них бывают разные формы, разные крепежные детали, есть возможность менять угол. С их помощью можно без больших усилий соединять под необходимым углом листы, рамы.
- Сварочные стенды. Это приспособление, у которого 1 неподвижная основная поверхность с крепежами. Они нужны для сварки продольных швов плавлением на ровных изделиях.
- Кантователи. Они представляют собой статичные приспособления, которые дают возможность фиксировать свариваемый элемент и поворачивать его в требуемое положение, чтобы выполнять сварку. Они зачастую применяются для сварки больших элементов, у которых разные формы и швы на разных сторонах.
- Манипуляторы. Это приспособления, которые необходимы для вращения элемента около оси и его наклона под требуемым углом. Применяют их для всех видов сварок, а еще для контактной. На них крепят элементы разнообразных форм.
- Упоры. С их помощью делается крепление деталей на основных поверхностях. Упоры бывают постоянными, съемными и откидными. Постоянные бывают в форме пластин, которые приваривают к основанию. Откидные и съемные применяют тогда, когда они в готовом изделии недопустимы.
- Прижимы. Эти приспособления могут быть клиновыми, винтовыми, пружинными, эксцентриковыми, рычажными. Винтовые прижимы — самые известные. Такой прижим представляет собой болт с гайкой, который продет в 2 пластины. Благодаря им можно зажимать элементы. Зажимный похож на лист, у которого клиновидный паз. Эксцентриковые прижимы нужны для зажима элемента кулачком, который монтирован на рычаге.
- Стяжки. Они используются при сварке больших элементов. Стяжки сближают кромки элементов до требуемого расстояния.
- Распорки. Благодаря распоркам можно выравнивать элементы, придавать им нужную форму, корректировать дефекты.
Как сделать струбцину?
Струбцина является закрепляющим приспособлением. Чтобы ее соорудить, потребуются следующие материалы:
- стальной лист толщиной 1 см;
- 3 гайки;
- некоторое количество шайб с большим диаметром;
- труба, имеющая резьбу с внешней стороны под размер гаек.
Чтобы сделать приспособление своими руками, сначала вырезается полоска из листа стали. Длина его должна быть 500 мм, ширина 40 мм. Далее вырезают 2 полоски. Еще понадобится передвижная планка 100 мм, 2 прямоугольника по 50 мм, чтобы укреплять передвижные элементы, небольшая деталь для обеспечения опоры на основной части струбцины.
К этой части приваривают дополнительную, делая между ними букву Г. На короткую часть нужно приварить деталь для опоры. 3 гайки соединяются вместе, шайбы тоже. Гайки ставят ребром к перемещающейся части, приваривают их. К стержню можно прикрепить деревянную ручку, которая вверху закрепляется гайкой.
Все элементы сваривают по внешней стороне частей. Между ними вставляется полоска струбцины. Когда сварка элементов выполнена, к ним прикрепляется передви
Сварочное оборудование – что это такое, виды оборудования для сварки, где применяется в википедии строительного инструмента
Сварочное оборудование — что это такое, виды, особенности
Сварка металлов применяется во многих отраслях промышленности, строительстве и даже в решении мелких бытовых вопросов. Чтобы сделать ровный шов, необходимо обладать навыками и оборудованием.
Сварочное оборудование – это все то, что необходимо сварщику для работы. Это и особые сварные устройства, и защитные элементы, и расходные материалы. Применяя все это, можно соединить большую часть металлов на молекулярном уровне. Конечное изделие получается прочным, и будет служить долго.
От типа сварного аппарата зависит технология сварки, которой должен владеть работник. Выбор способа сварки зависит от поставленной задачи.
Виды сварочного оборудования
Специалисты используют механизмы следующих разновидностей:
- Сварочные трансформаторы. Своеобразная классика среди сварочных аппаратов. Трансформатор – надежный и простой прибор. Работая им, можно соединять толстые стальные листы, ведь силы сварочного тока трансформатора для таких целей вполне достаточно. Трансформатор преобразуется напряжение сети в низкое. Сейчас инверторы встречаются намного чаще, чем трансформаторы. Тем не менее, бывалые сварщики по-прежнему ценят трансформаторы. Это оборудование используется для ручной дуговой сварки с электродами. Большой вес и немалые габариты, из-за которых с перемещением возникнут сложности, считаюся недостатками. Неопытные сварщики могут также столкнуться с нестабильным горением дуги.
- Сварочный инвертор. Сварочный аппарат нового поколения, с которым могут работать сварщики-новички. Компактность, много параметров и хороший выбор агрегатов на рынке — вот основные достоинства инвертора. Инверторы, которые предназначены для сварки в среде защитных газов, называют полуавтоматами. Функции «форсаж дуги», «горячий старт» и «антизалипание» есть почти во всех современных инверторах.
- Сварочные генераторы. Инвертором можно осуществить несложный ремонт и быстро приварить небольшую деталь, но без электроэнергии он полностью бесполезен. Бензиновый или дизельный генератор решает эту задачу, обеспечивая автономное электроснабжение, что актуально при строительных работах в той местности, где нет электрической сети. А сварочный агрегат – это генератор и сварочный аппарат в одном корпусе. То есть, для работы с оборудованием сварки необязательно наличие электросети. Прибор работает на одном топливе. Он недорогой и компактный, к тому же качество швов, получаемых при использование генераторов достаточно высокое. Но чтобы использовать аппарат в полной мере, потребуется купить выпрямитель.
- Сварочные выпрямители. Оборудование называют классикой сварного дела наравне с трансформаторами. Выпрямители преобразовывают переменный ток в постоянный, который затем используется для создания сварного шва. В этом и есть их особенность. Обычно оборудование такого типа состоит из силовой части и выпрямительного блока, а также защитных, пусковых и регулировочных элементов.
- Сварочные автоматы дуговой сварки. Достоинство выпрямителей – надежность и мощность. Отсутствие электроники снижает вероятность поломок. При желании такой аппарат можно собрать в домашних условиях.
- Сварочные автоматы. Автоматика позволяет значительно уменьшить трудовые затраты. Автомат также помогает работнику контролировать правильность создания шва. Электроды при автоматической сварке не требуются, вместо них используется присадочная проволока, которая подается автоматически в рабочую область.
Сварочные выпрямители

Принцип работы выпрямителей несложен. Сперва устройства снижает напряжение сети 380В до напряжения холостого хода, потом преобразует переменный ток в постоянный. Контролируемый сварочный ток может быть использован во время сварочных работ.
Главное отличие выпрямителя от трансформатора: первый использует для создания сварного шва постоянный ток, а трансформатор переменный. В остальных аспект оба вида сварочного оборудования можно назвать похожими. Некоторые сварщики даже утверждают, что выпрямитель – тот же трансформатор, только в применении более прост.
В умелых руках дуга горит стабильно, что дает возможность делать ровные и аккуратные соединения. Большинство сварочных технологий могут быть использованы с выпрямителями: MMA, TIG, MIG или MAG. Еще один плюс – возможность, используя лишь один выпрямитель, создать несколько сварочных постов, что позволит одновременно работать нескольким специалистам.
Тем не менее, у выпрямителей можно выделить три существенных недостатка:
- Большой вес. Это часто не позволяет перемещать оборудование самостоятельно.
- Высокая стоимость дополнительных элементов. Сам выпрямитель стоит не очень много, но полный комплект всего необходимого оборудования может обойтись в немалую сумму. Также необходимо приготовиться к высоким затратам электроэнергии.
- Необходимость наличия определенной сноровки работника. Новичкам будет не очень комфортно работать с таким аппаратом, но зато после постоянной практики с выпрямителем начинающий специалист совладеет с любым сварным оборудованием.
Лучший выбор для домашнего пользования. Чаще всего они также оснащаются функциям подзарядки аккумулятора автомобиля. Иногда в комплектации встречаются приспособления для подачи проволоки, которая требуется при сварке MIG/MAG (полуавтомат). Такие приспособления для сварки не потребуют много электроэнергии. Они очень практичны. У таких аппаратов обычно есть три режима работы:
- Зарядка аккумуляторов (АКБ). Напряжение 12 или 24 В.
- Запуск автомобильного двигателя. Максимальный пусковой ток составляет 250 А для 12 В и 200 А для 24 В.
- Сварка. Ток регулируется от 30 до 180 А, коэффициент прерывистости работы современных сварочников измеряется в процентах. То есть коэффициент, равный 60%, означает, что дуга будет непрерывно гореть 6 минут из 10.
Большая часть сварочного оборудования имеет защиту от перегрузки и цифровые амперметры.
Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если приобрести готовое заводское оборудование не получается, собрать сварочный аппарат можно и своими руками.
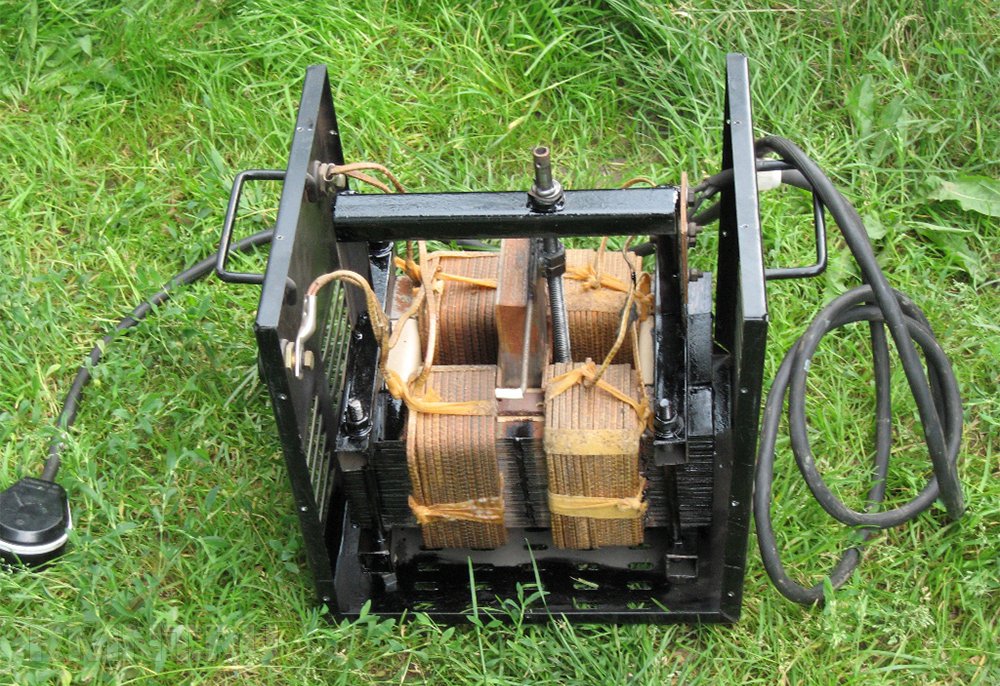
Трансформатор можно намотать и своими руками. Он представляет собой две индуктивно связанные обмотки: первичную и вторичную. Они размещаются в сердечнике из электротехнической стали, который служит магнитопроводом.
Аппарат, собранный в кустарных условиях всегда будет допускать погрешность. Это нужно помнить перед расчетом намотки. Чтобы получить напряжение в 60 В и силу тока от 120 до 160 А, необходимо выбрать проволоку с сечением не меньше 4 кв. мм. Хороший вариант – 7 кв. мм. Использование такого провода убережет от перепадов напряжения. Первичная обмотка выполняется медными проводками диаметром в 3 мм. Оболочка их должна быть тканевой, но не полимерной. Во втором случае вероятность короткого замыкания при перегреве будет значительно выше.
Сердечник трансформатора собирается из пластин электротехнической стали толщиной от 0,35 до 0,55 мм. Пластины должны быть Г-образными. Они накладывают друг на друга, пока не будет получен сердечник нужной толщины. После этого его необходимо изолировать и можно приступать к созданию намотки.
Первичная намотка – 210 витков, вторичная – в районе 70. Закрепляются концы обмотки текстолитовой пластиной.
Сварочный трансформатор: устройство и принцип действия
![]()
Классический трансформатор состоит из:
- Первичной обмотки из изолированных проводов, на которые поступает электричество из сети.
- Вторичной неизолированной обмотки.
- Сердечника (замкнутого магнитопровода).
- Система подвеса элементов трансформатора.
- Система управления, контролирующая расположение обмоток и величину воздушного зазора между ними.
- Винт управления воздушным зазором.
- Рукоять управления винтом.
Сердечник трансформатора обеспечивает непосредственно трансформацию напряжения из сети до нужного уровня. Когда устройство подключается к сети, электричество сначала попадает на первичную обмотку, где создается магнитное поле за счет определенно размещенных витков. Далее, с учетом рассеивания, поле передается на вторичную обмотку, с витками, количество которых отличается. Расстояние между намотками определяет уровень напряжения: чем дальше они расположены, тем оно ниже. Так как вторичная обмотка одним концом выходит на электродержатель, туда подается уже необходимое напряжение.
Что выбрать: сварочный трансформатор или сварочный инвертор
![]()
Варить трансформатором намного сложнее, чем инвертором. Перейти с первого на второй элементарно, а вот освоить классику сварного оборудования начинающему сварщику будет трудно.
Цена аппарата также важна, как и цель, с которой он покупается. Трансформатор обойдется значительно дешевле инвертора. Выпрямитель не подойдет для домашнего пользования, а мощности сварочного аппарата с аккумулятором может быть недостаточно для организации работ на строительной площадке.
Проще говоря, инвертор подходит для работ со сложным оборудованием, где целесообразно создавать аккуратные швы. Например, при ремонте автомобилей или домашнего использования. Трансформаторы из-за их мощности обычно востребованы для «грубых» работ вроде строительства забора на даче или строительных площадках.
Выпрямители сварочные

Напряжения в домашних сетях 220В будет недостаточно выпрямителю. Для правильной работы большинства функций необходимо 380В (трехвазная промышленная электросеть). Это существенный недостаток выпрямителей.
Любому сварщику необходимо уметь правильно зажигать дугу. У выпрямителей нет функции, вроде форсажа дуги и горячего старта, поэтому начинающие сварщики могут не сразу совладать с выпрямителем.
Ремонт сварочного инвертора своими руками

Оборудование сварщика не застраховано от сбоев. Отремонтировать электронную плату управления инвертора сможет далеко не каждый. Также перед тем, как приступать к ремонту, обязательно определить настоящую причину поломки.
Бывает, что из строя выходят диодные мосты, транзисторы и другие микросхемы. Чтобы своими силами решить такую проблему, потребуются знания особенностей расположения элементов микросхемы.
Summary

Article Name
Сварочное оборудование – что это такое, виды оборудования для сварки, где применяется
Description
✅Виды сварочного оборудования ➜– ✅Сварочные выпрямители ➜– ✅Что выбрать: сварочный трансформатор или сварочный инвертор ➜– ✅Ремонт сварочного инвертора своими руками.
Author
Сарычев Александр Викторович — судебный строительно-технический эксперт, кандидат технических наук
Publisher Name
Википедия строительного инструмента
Publisher Logo

Поделиться новостью в соцсетях
 « Предыдущая запись
« Предыдущая запись  Следующая запись »
Следующая запись »Инструменты сварщика ручной дуговой сварки и принадлежности
 Инструменты сварщика ручной дуговой сварки и принадлежности
Инструменты сварщика ручной дуговой сварки и принадлежностиПомимо сварочного инвертора или трансформаторного аппарата для сварки, сварщик пользуется ещё, достаточно большим количеством инструмента. Это и всем известная болгарка, и струбцины, и молоток для шлака, куда же без него.
В этой статье сайта про ручную дуговую сварку mmasvarka.ru будет приведён список инструментов и принадлежностей для сварщика. Статья будет полезна, в первую очередь, начинающим электросварщикам, которые только познают азы удивительной, и в тоже время сложной профессии — сварщика.
Инструменты сварщика ручной дуговой сварки
Рабочее место сварщика — называется сварочным постом. Пост может быть стационарным или передвижным, он состоит из источника дуговой сварки и инструментов для выполнения сварочных работ.
К инструментам и принадлежности сварщика относятся:
Автоматическая маска или затемняющий щиток — защищает лицо сварщика и глаза от вредного воздействия ультрафиолета. Если варить без маски, то быстро ослепнешь, поэтому термин «нахватался зайчиков», это про сварщиков.

Сварочный аппарат — он может быть переменного или постоянного тока, с подачей газа или без. Аппарат для электросварки самый главный инструмент, друг и помощник сварщика. Тех, кто умело пользуется сварочным аппаратом, ценят, и ласково называют «мастак». Такие сварщики всегда в почёте и в цене, ведь они могут заварить все, начиная от лопаты и заканчивая швеллером.
Держатель электрода или электрододержатель — не менее важный инструмент сварщика ручной дуговой сварки. Держак для сварки должен быть удобным и лёгким в работе, весить не больше 500-600 грамм. Тяжёлый и увесистый электрододержатель неудобен в работе, он сильно напрягает руку сварщика, что в свою очередь, мешает качественному проведению сварочных работ.

Сварочные провода — по ним ток для электросварки подводится к месту проведения работ. Провода для сварки должны быть не просто длинными, но и достаточно мощными, чтобы выдержать сварочный ток. Самыми распространёнными марками сварочных проводов, являются следующие марки: АПР, ПРГ, КОГ, КГ, ПРГД. Такие провода в обязательном порядке имеют качественную прорезиненную изоляцию.
Принадлежности сварщика
Молоток для отбивания шлака — такой себе небольшой молоточек, лёгкий и удобный в работе, с одной стороны которого имеется заостренный конец. Как раз острым концом и удобно отбивать шлак с металла во время сварки, особенно, если его очень много.

Щетка по металлу — куда же без щетки по металлу, поверхность которого должна быть очищена от грязи и ржавчины перед сваркой. От правильности подготовки металлических поверхностей, зависит качество сварочного шва и успех проделанной работы.
Шаблон сварщика УШС — предназначен для контроля над различными элементами электросварки, например, измерения глубины дефектов, высоты сварочного шва, а также многого другого.
Болгарка — угловая шлифовальная машина не относится к инструментам сварщика, однако, мало какой сварщик, способен обойтись в работе без неё. Резка металла, удаление окалин и шлифовка сварных швов, вот только малый перечень тех работ, которые выполняет сварщик с помощью болгарки.
Мой давний знакомый, сварщик, жить не может без болгарки, все время ею шлифует сварные швы. Мы уже ему говорили, мол, Максим, прочность конструкции из-за этого снижается, но ему абсолютно до лампочки, все точит и точит.
Струбцины — тут все понятно, и струбцины используются сварщиками для того, чтобы зафиксировать, какие-либо элементы металлоконструкции при сварке. Не у всех сварщиков есть помощники, поэтому струбцины являются незаменимым инструментом во время проведения сварочных работ.
Поделиться в соцсетях
Презентация по теме “Сборочно-сварочные приспособления”
Инфоурок › Другое ›Презентации›Презентация по теме “Сборочно-сварочные приспособления”
Описание презентации по отдельным слайдам:
1 слайд Описание слайда:
Описание слайда:Сборочно-сварочные приспособления
2 слайд Описание слайда:
Описание слайда:Сварочные приспособления – это дополнительные технологические устройства к оборудованию, используемые для выполнения операций сборки под сварку, сварки, термической резки, пайки, наплавки, устранения или уменьшения деформаций и напряжений, контроля.
3 слайд Описание слайда:
Описание слайда:Сварочные приспособления призваны: –уменьшить трудоемкость работ; –повысить производительность труда; –сократить длительность производственного цикла; – облегчить условие труда; –повысить качество продукции; – расширить технологические возможности сварочного оборудования; – способствовать повышению комплексной механизации и автоматизации производства сварных изделий.
4 слайд Описание слайда:
Описание слайда:Все сборочно-сварочные приспособления можно разделить на два основных вида – установочные и закрепляющие Установочные приспособления предназначены для установки детали в нужное положение – точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
5 слайд Описание слайда:
Описание слайда:Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию.
6 слайд Описание слайда:
Описание слайда:Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
7 слайд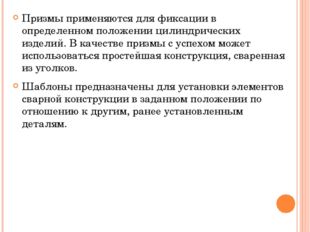 Описание слайда:
Описание слайда:Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
8 слайд Описание слайда:
Описание слайда:Приспособление для сварки труб
9 слайд Описание слайда:
Описание слайда:Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
10 слайд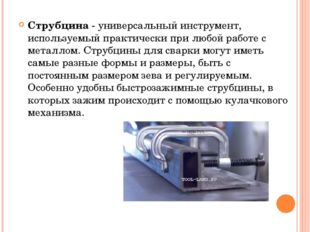 Описание слайда:
Описание слайда:Струбцина – универсальный инструмент, используемый практически при любой работе с металлом. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма.
11 слайд Описание слайда: 12 слайд
Описание слайда: 12 слайд 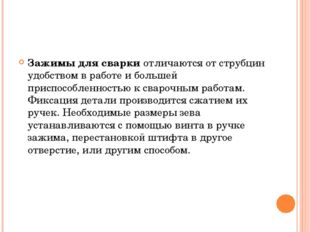 Описание слайда:
Описание слайда:Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
13 слайд Описание слайда:
Описание слайда:Зажимы
14 слайд Описание слайда:
Описание слайда:Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы – самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали. В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
15 слайд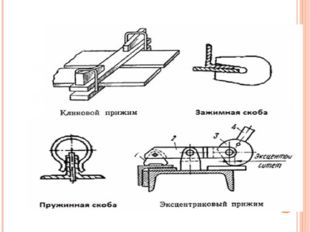 Описание слайда: 16 слайд
Описание слайда: 16 слайд  Описание слайда:
Описание слайда:Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
17 слайд Описание слайда:
Описание слайда:Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
18 слайд Описание слайда:
Описание слайда:Установочно-закрепляющие приспособления
19 слайд Описание слайда: 20 слайд
Описание слайда: 20 слайд 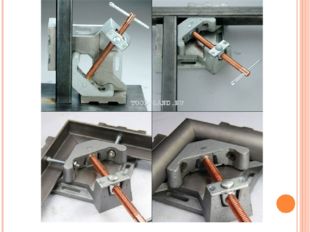 Описание слайда: 21 слайд
Описание слайда: 21 слайд  Описание слайда:
Описание слайда: 
Курс повышения квалификации

Курс профессиональной переподготовки
Педагог-библиотекарь

Курс профессиональной переподготовки
Библиотекарь
Найдите материал к любому уроку,
указав свой предмет (категорию), класс, учебник и тему:
Выберите категорию: Все категорииАлгебраАнглийский языкАстрономияБиологияВнеурочная деятельностьВсеобщая историяГеографияГеометрияДиректору, завучуДоп. образованиеДошкольное образованиеЕстествознаниеИЗО, МХКИностранные языкиИнформатикаИстория РоссииКлассному руководителюКоррекционное обучениеЛитератураЛитературное чтениеЛогопедия, ДефектологияМатематикаМузыкаНачальные классыНемецкий языкОБЖОбществознаниеОкружающий мирПриродоведениеРелигиоведениеРодная литератураРодной языкРусский языкСоциальному педагогуТехнологияУкраинский языкФизикаФизическая культураФилософияФранцузский языкХимияЧерчениеШкольному психологуЭкологияДругое
Выберите класс: Все классыДошкольники1 класс2 класс3 класс4 класс5 класс6 класс7 класс8 класс9 класс10 класс11 класс
Выберите учебник: Все учебники
Выберите тему: Все темы
также Вы можете выбрать тип материала:

Проверен экспертом
Общая информация
Номер материала: ДБ-197382
Похожие материалы
Вам будут интересны эти курсы:
Оставьте свой комментарий
клещи с фиксатором для сварки, угловые зажимы для массы аппарата, ручные зажимные щипцы и другие виды для сварочных работ
Все элементы цепи сварочного оборудования должны быть надежно соединены. Быстросъёмный контакт (зажим) является важным связующим звеном между массой и рабочей заготовкой. Зажимы важны для формирования надежного соединения, от которого зависит стабильность дуги и качество сварки.
Особенности инструмента
Иногда сама сварка занимает меньше времени, чем приготовление к ней. Прежде чем приступать к работе, важно правильно собрать сварную конструкцию и соединить все элементы в «стратегически» важных местах. От четкости сборки зависит финал всей работы.
В процессе работы могут случаться всякие казусы, либо конструкция теряет устойчивость от первого же прикосновения электрода, либо элемент приваривается в неожиданном месте. Именно зажимы помогают обеспечить надежную фиксацию и качественную работу. Сварочные зажимы идут в комплекте с остальным оборудованием, но они часто выходят из строя.
Чтобы рабочий процесс не прерывался, запасные зажимы лучше приобретать заранее.
Типы
Зажимы на металл, который нужно варить, имеют четыре разновидности – магниты, крокодилы, струбцины, центраторы. На рынке можно встретить большое количество сварочных зажимов, но все они являются модификациями выше перечисленных разновидностей.
«Крокодил»
Крокодильчиковый зажим является самым обычным держателем сварочной массы, им укомплектовывают оборудование еще на стадии продажи. Фиксатор получил свое название за внешнее сходство с пастью крокодила, он похож и на обычную прищепку. Пружинка надежно сжимает «пасть» с зубчиками, которые устойчиво фиксируются на металле и обеспечивает стабильную электрическую связь.
Данный зажим удобен тем, что его легко и быстро можно снять (просто нажав пальцами) и перенести в другое место. Надевается он таким же элементарным способом – надавили, надели, отпустили. «Крокодил» сжимает металл любой геометрической формы, но не слишком больших размеров, только сопоставимых с размером зева, в этом его недостаток. Вторым слабым звеном зажима является пружина. Если она не сбалансирована, может либо пережимать деталь, либо быть слишком слабой. Из-за нечеткой работы пружины клемму часто приходиться заменять на новую.
Зажим наделен хорошей электрической проводимостью, но во время частого применения металл выгорает в области шарнира, и держатель, ухудшая электросвязь, со временем приходит в негодность. Следует выбирать клеммы на разную силу тока, от 200 до 500 ампер. Для сварки в домашней обстановке можно использовать «крокодилы», выдерживающие силу тока до 400 ампер, для сварки в профессиональной сфере деятельности понадобятся более прочные зажимы.
Магнитный зажим (или магнитная масса)
Приспособление условно состоит из двух образований, скрепляющихся к кабелю с помощью болта и рабочей плоскости (непосредственно сам магнит). Зажим имеет много достоинств.
- Он надежно удерживает электрический контакт в нужном месте, даже там, где невозможно воспользоваться «крокодилом».
- Способен работать от постоянного и от переменного тока.
- Щадяще обслуживает заготовку (не оставляет следов).
- Конструктивное устройство магнитного зажима не содержит частей, наделенных подвижностью, что значительно продлевает срок службы данного устройства.
- Зажим почти мгновенно устанавливается на любую металлическую поверхность, так же легко и быстро снимается с нее.
- Ему не страшны прогорания, даже при нестабильном напряжении электрического тока.
К недостаткам фиксатора такого рода относят следующие моменты.
- Не отличается сильным магнетизмом к деталям, имеющим меньшую контактную возможность самого магнита.
- Не контактируют с заготовками из цветного металла.
- Металлическая пыль ослабевает магнитный контакт, и фиксатор требует постоянного ухода.
- Прибор может размагнититься при сильном перегреве.
- Не подходит для сваривания тонкого металла или прутка.
- Имеет высокую стоимость.
Применяют магнитные зажимы при сварке больших труб, кессонов или внутри резервуаров.
Струбцина
Она представляет собой винтовую конструкцию, работающую как фиксатор для сварной детали. В быту струбцина фактически не используется, ее можно встретить только в комплекте профессионального сварщика, применяется она для особых случаев. К зажиму такого типа прибегают для выполнения сварки с четким красивым швом. В арсенале сварщика со стажем можно найти несколько подобных держателей с разной регулировкой и фиксацией зева. Струбцина имеет следующие преимущества.
- За счет винтового стягивания получается очень крепкая и надежная фиксация детали.
- Имея отличную пропускную способность, струбцина обеспечивает непрерывный электрический контакт, не давая возможности рабочей зоне оплавляться от перегрева.
Справедливости ради, нужно рассмотреть и недостатки.
- Струбцина не рассчитана на мгновенную фиксацию и снятие с детали, ее не используют, когда во время сварки приходится быстро менять контакты.
- Зажим может фиксировать деталь любой конфигурации, но размеры ее должны ограничиваться расстоянием между зажимной лапой и болтом.
- Струбцина крупнее и сложнее обычного «крокодила», поэтому и стоимость ее в разы дороже.
Угловая струбцина
Это отдельный вид зажима для сварки, устроенный определенным образом для угловой фиксации деталей. Держатель наделен рядом отверстий, с помощью которых зажимную конструкцию без проблем закрепляют на верстаке или рабочей столешнице.
Угловая струбцина имеет меняющийся механизм упора, размещенный на крупном кронштейне с местами для удерживания рабочих заготовок, установленных под углом 90 градусов.
Применяют угловое фиксирующее устройство для сваривания рамы или других конструкций, нуждающихся в угловом удерживании.
Центраторы
Фиксаторы подобного рода необходимы при сваривании труб и других круглых заготовок. Приспособление дает возможность внутри и снаружи совместить трубу по ее краю и оси. Клеммы надежно фиксируют и блокируют перемещение свариваемой детали, они дают возможность беспрепятственно проходить электрическому току.
Центаторы гарантируют стабильный контакт, точность сварки, их можно подобрать к трубам разных диаметров. Имея зажимы подобного рода, сварщик легко проводит работы без участия помощника. К минусам относят относительно высокую стоимость и ограниченную сферу деятельности только с круглыми поверхностями. К тому же центаторы из-за сложности конструкции невозможно перемещать мгновенно, понадобится определенное время на их установку.
Распорки
Для некоторых видов деталей, которым необходимо удерживать заданное расстояние, например между частями конструкции в виде буквы «П», применяются распорки. Их также используют для выравнивания деформированных изделий.
Стяжки
В отличие от распорок, они предназначены для стягивания краев сварных укрупненных деталей до нужного предела. Подобные конструкции выглядят по-разному, их выбирают в зависимости от поставленных задач.
Как выбрать?
При выборе ручных зажимов, щипцов, клещей всех моделей важно проверять надежность их фиксации на металле. Они обеспечивают прохождение токов, появление электрической дуги и должны гарантировать безопасность сварщика. Чтобы совершить правильный выбор, необходимо знать задачи, которые предстоит решать тем или иным приспособлениям. Например, для сварки трубы, арматуры, рамы или металлической пластины нужны совершенно разные клеммы.
Для быстрой смены контактов подойдут прищепки. Для надежной фиксации и красивого четкого шва – струбцины. Но следует не забывать и о размерах захвата. У «крокодила» или струбцины он достаточно ограничен. Профессионалы просчитывают прочность и мощность зажимов с запасом, они должны пропускать больший показатель тока, чем указан в характеристиках сварочного аппарата.
При выборе проверяется усилие, какое приходится прикладывать в работе с зажимами, они не должны быть слишком тугими или разболтанными. Можно обратить внимание и на толщину металла фиксатора (это не касается магнита), так как некоторым видам свойственно прогорание.
Важно приобретать продукт у проверенных производителей, чтобы обеспечить надежность и безопасность в работе.
Применение
Постоянный или переменный ток для зажима не имеет принципиального значения. Каждый держатель устанавливается по своему: «крокодил» цепляется прищепкой, струбцины прикручиваются по резьбе, магнит плотно фиксируется к поверхности и к кабелю. Установив клеммы на металл и приведя в рабочее состояние электрод, можно приступать непосредственно к процессу сваривания.
Какого бы вида ни был зажим, сварка без него невозможна. Благодаря подключению клемма к свариваемой детали, образуется электрическая цепь. Чем качественнее фиксаторы, тем продуктивнее и безопаснее работа сварщика.
В следующем видео рассказывается о том, какой сварочный зажим выбрать.
кондуктор для сварки металлоконструкций под прямым и другим углом, характеристика и применение
Сварка в промышленных условиях значительно отличается от сварки в гараже и дома. В промышленных цехах этот процесс должен проходить без остановки и в больших объемах. Все должно происходить точно и в ускоренном темпе, каждая деталь должна быть подготовлена, все характеристики рассчитаны. И при всем этом нужно исключить или свести к минимуму травмирование рабочего персонала.
Характеристика
Для выполнения этих задач в промышленности используются разного рода вспомогательное сборочно-сварочное оборудование. Его можно разделить на следующие основные группы.
- Сборочно-сварочные кондукторы.
- Сборочные стенды и установки.
- УСП (универсальные сборочно-разборочное приспособление).
- Переносные сборочно-сварочные приспособления.
Сварочно-сборочный кондуктор – это приспособление, предназначенное для предварительной сборки и фиксации материала, особенно для фиксации громоздких предметов. Это устройство позволяет надежно закрепить свариваемые части в нужном положении. Хороший и удобный кондуктор значительно повышает уровень производительности работ и качество товара, тем самым значительно увеличивает прибыль.
В зависимости от размера продукта, производства или места использования агрегаты делятся на такие варианты.
- Малые – в основном используют на дому для определенной малой конструкции. К примеру, это может быть сварка рамки с прямым углом или создание стоек для перил. Малые кондукторы легко транспортируются из-за относительно небольшого размера и легкого веса.
- Большие используются в цехах и на заводах для более масштабных целей. Например, такого рода кондукторы применяют в машиностроении. И в отличие от малых, их сложнее транспортировать, и по размеру они в несколько раз больше.
В зависимости от фиксации материала и возможности передвижения стола, на котором с ними работают, агрегаты делятся на следующие варианты.
- Полностью фиксирующие – это кондукторы, как и следует из названия, фиксируют материал, полностью обездвижив его.
- Полуфиксирующие – это кондукторы, которые фиксируют материал, но при этом они могут вращать одну его часть в фиксированном положении.
В зависимости от целей и задач, которые сварщики ставят перед собой, существует очень много видов кондукторов.
Назначение
Есть два основных назначения сварочных кондукторов.
- Упростить работу сварщика по максимуму.
- Свести к минимуму травмирование сварщика и его помощников.
Упрощение работы
Каким образом кондуктор упрощает работу сварщика? А упрощать он может разными способами.
- Фиксировать металлоконструкции в нужном положении. А это немаловажно для сварщика, потому что человек не может долго держать предметы в одном положении – при каждом прикосновении электрода к материалу тот рефлекторно отталкивается. В основном фиксация нужна для сварки материала под прямым углом. Потому что придерживать человеку предмет под прямым углом очень сложно, как и было выше сказано.
- Ускоряет ход работы. Скорость улучшается из-за быстрого фиксирования всего материала в финальной форме, не используя сам сварочный аппарат.
- Дает возможность осуществлять объемные работы.
- Почти в каждом большом кондукторе находится место для металлического сосуда или ведра, чтобы охладить металл в воде.
Уменьшение травмирования сварщика и его помощников
Самое преобладающее назначение кондуктора – это сохранение здоровья рабочего. В основном без кондуктора его функцию выполняет помощник сварщика. После такой работы он может получить серьезные ожоги или другие травмы.
На сегодняшний день также существуют роботизированные сварочные кондукторы для большей ликвидации физического контакта человека с этой работой. Это еще больше позволяет уменьшить риск травмирования рабочего персонала.
Такие устройства в основном используют в машиностроении, так как там нужна более высокая точность и механизация производства.
Правила использования
Правила использования зависят от модели кондуктора. Для начала это простые правила работы с любым оборудованием. Работать с обыкновенным столом с манипулятором несложно. Конечно, для работы со сложными и автоматизированными кондукторами лучше всего просмотреть прилагаемую инструкцию. Ну а если у вас обычный кондуктор, то нужно работать следующим образом.
- В первую очередь стоит разместить части будущей конструкции в нужной вам форме.
- Затем нужно укрепить все части прочно с помощью тисков. Если кондуктор автоматизирован – вам будет легче, ну а если он механический, то вам придется приложить чуть больше усилий. В нынешнее время большинство цехов оснащены всевозможным оборудованием, которое используется на автоматизированной основе. Но нельзя исключить и работу мастеров, которые взаимодействуют с металлом вручную. Для них самый лучший способ облегчить ручную работу – это оборудовать свой кондуктор гидравлическими, электромагнитными, пневматическими или вакуумными зажимами. Тогда будет легче фиксировать металл.
- Теперь уже можно варить материал как удобно.
- После сварки металла его нужно охладить. Ну а если у вас сварка с азотным приводом охлаждения, вам будет значительно проще, и охлаждение пройдет быстрее. Если у вас обычный сварочный аппарат, то лучше всего подождать, чтобы металл сам остыл, так изделие остается более прочным. В некоторых случаях металл можно охладить водой, однако, это может привести к его непрочности и недолговечности.
- Последнее, что нужно сделать после охлаждения – ослабить фиксаторы, и работа готова.
Далеко не все горят желанием приобрести сварочно-сборочный кондуктор себе в гараж или для использования в бытовых условиях. Все-таки это производственный уровень работы.
Но для цехов и заводов такое вспомогательное оборудование только будет улучшать качество и скорость работы. На сегодняшний день невозможно запускать производство без сварочно-сборочных кондукторов.
В следующем видео представлен обзор сварочного кондуктора.
Сварочное оборудование – это… Что такое Сварочное оборудование?
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги (См. Сварочная дуга) в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке (См. Газопламенная обработка) — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа). Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (α и β), одна из которых (β) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки (См. Контактная электросварка) применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического (См. Дроссель электрический), коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями. Газовый генератор — аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый). Сварочный автомат для дуговой сварки — комплекс механизмов и приборов (рис. 4), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы (См. Сварочный трактор) — переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами (рис. 5). Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах (См. Сварка в защитных газах), сварку открытой дугой и сварку под флюсом (См. Сварка под флюсом). Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке (См. Газовая сварка) для регулирования сварочного пламени, называется сварочной горелкой (См. Сварочная горелка).Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны.
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
М. Г. Бельфор, И. И. Заруба, В. Н. Троицкий.
Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса.
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи.
Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный.
Фабрика сварочных приспособлений, производственная компания ОЭМ / ОДМ изготовленных на заказ приспособлений
Всего найдено 711 заводов и компаний по производству сварочного оборудования с 2133 продуктами. Закажите высококачественные сварочные приспособления из нашего огромного выбора надежных заводов по производству сварочных приспособлений. Золотой член| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Пресс-формы для двух выстрелов или над пресс-формой, пресс-формы для трех пластин, пресс-форма с несколькими полостями, пресс-форма с одной полостью, пресс-форма для вставки |
| Mgmt.Сертификация: | ISO 9001, ISO 14001, ISO 14000, IATF16949 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Дунгуань, Гуандун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварка Позиционер; Сварочный стол Поворотный стол, Сварочная горелка ; Сварка Запасные части горелки, Сварка Поворотный стол, фланец Сварка Позиционер, Сварка Поворотный стол |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM |
| Расположение: | Цзинань, Шаньдун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Пресс-формы, пластиковые формы для литья под давлением, пластиковые формы, прототип, автомобильная проверка Крепление |
| Mgmt.Сертификация: | ISO 9001, ISO 14001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Шэньчжэнь, Гуандун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Точечная сварка Система , дуговая сварка Система , рабочая Приспособление , Автоматическое устройство, Интеллектуальная система мобильного робота |
| Mgmt.Сертификация: | ISO9001: 2015 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Гуанчжоу, Гуандун |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Перекидной зажим, пневматический цилиндр зажима, цилиндр гидравлического зажима, компактный цилиндр |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Дунгуань, Гуандун |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Резьбонакатный станок, Хонинговальный станок, Ультратонкая лента из фольги из нержавеющей стали, Токарный станок по металлу Turning |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM |
| Расположение: | Нинбо, Чжэцзян |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Прецизионный манометр, калибр с защелкой, пробочный калибр, калибр для резьбы, другие измерительные инструменты |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Цанчжоу, Хэбэй |
арматуры сварочного завода, изготовленная на заказ арматура OEM / ODM производственная компания
Всего найдено 711 приспособлений сварочных заводов и компаний с 2133 продуктами. Закажите высококачественную сварочную арматуру из нашего огромного выбора надежной арматуры сварочных заводов. Золотой член| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Пресс-формы для двух выстрелов или над пресс-формой, пресс-формы для трех пластин, пресс-форма с несколькими полостями, пресс-форма с одной полостью, пресс-форма для вставки |
| Mgmt.Сертификация: | ISO 9001, ISO 14001, ISO 14000, IATF16949 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Дунгуань, Гуандун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварка Позиционер; Сварочный стол Поворотный стол, Сварочная горелка ; Сварка Запасные части горелки, Сварка Поворотный стол, фланец Сварка Позиционер, Сварка Поворотный стол |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM |
| Расположение: | Цзинань, Шаньдун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Пресс-формы, пластиковые формы для литья под давлением, пластиковые формы, прототип, автомобильная проверка Крепление |
| Mgmt.Сертификация: | ISO 9001, ISO 14001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Шэньчжэнь, Гуандун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Точечная сварка Система , дуговая сварка Система , рабочая Приспособление , Автоматическое устройство, Интеллектуальная система мобильного робота |
| Mgmt.Сертификация: | ISO9001: 2015 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Гуанчжоу, Гуандун |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Перекидной зажим, пневматический цилиндр зажима, цилиндр гидравлического зажима, компактный цилиндр |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Дунгуань, Гуандун |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Резьбонакатный станок, Хонинговальный станок, Ультратонкая лента из фольги из нержавеющей стали, Токарный станок по металлу Turning |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM |
| Расположение: | Нинбо, Чжэцзян |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Прецизионный манометр, калибр с защелкой, пробочный калибр, калибр для резьбы, другие измерительные инструменты |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Цанчжоу, Хэбэй |